


अॅल्युमिनियम एक्सट्रुजन प्लांट सेटअपबद्दल तुम्हाला माहित असणे आवश्यक असलेली सर्व माहिती
अॅल्युमिनियम एक्सट्रूझन कारखाना उभारण्यासाठी किती खर्च येतो?
अॅल्युमिनियम प्रोफाइल फॅक्टरी उभारण्याची किंमत यापेक्षा जास्त काही नाही: श्रम, पाणी आणि वीज, नैसर्गिक वायू, साचा खर्च, देखभाल खर्च, भंगार खर्च, अॅल्युमिनियम बिलेटसाठी अतिरिक्त प्रक्रिया खर्च, भाडे खर्च, उपकरणे घसारा, आर्थिक खर्च, व्यवस्थापन खर्च, इ., आणि अॅल्युमिनियम एक्सट्रूजन उत्पादन लाइनचा एक संच.
कारण उत्पादित केलेल्या अॅल्युमिनियम प्रोफाइलचा आकार तुम्हाला वापरण्यासाठी आवश्यक असलेल्या एक्सट्रूजन लाइनची वैशिष्ट्ये ठरवतो..
विविध वैशिष्ट्यांसह अॅल्युमिनियम एक्सट्रूझन मशीन लागू केले जातात, उत्पादित अॅल्युमिनियम एक्सट्रूजनचा आकार भिन्न असेल.
अॅल्युमिनियम प्रोफाइलचा आकार जितका मोठा असेल, टनेज क्षमता जितकी मोठी असेल तितकी एक्सट्रूजन प्रेस लागू केली जाईल.
उत्पादनात, अॅल्युमिनियम प्रोफाइलच्या विभागाच्या आकार आणि आकारानुसार, एक्सट्रूजन मोल्डचा आकार निर्धारित केला जातो, आणि एक्सट्रूजन मोल्ड फ्लॅट डाय आहे की पोर्थोल डाय आहे हे निर्धारित केले जाते.
जर साचाचा आकार ज्ञात असेल, एक्सट्रूजन मशीनची टनेज क्षमता मुळात निर्धारित केली जाते.
जर आम्हाला नवीन अॅल्युमिनियम एक्सट्रूझन कारखाना उभारायचा असेल, खर्चाची तपशीलवार माहिती येथे आहे
600टी अॅल्युमिनियम एक्सट्रूजन प्रेस, गरम लॉग कातरणे सह billets गरम भट्टी, मोल्ड हीटिंग ओव्हन, कूलिंग बेड आणि रन आउट टेबल, पुलर आणि वृद्धत्वाची भट्टी, अंदाजे किंमत 250,000.00-500,000.00USD आहे भिन्न ब्रँड एक्सट्रूझन मशीन आणि सहायक उपकरणांवर आधारित;
800टी अॅल्युमिनियम एक्सट्रूजन प्रेस, गरम लॉग कातरणे सह billets गरम भट्टी, मोल्ड हीटिंग ओव्हन, कूलिंग बेड आणि रन आउट टेबल, पुलर आणि वृद्धत्वाची भट्टी, अंदाजे किंमत 300,000.00-600,000.00USD आहे भिन्न ब्रँड एक्सट्रूजन मशीन आणि सहायक उपकरणांवर आधारित;
1000टी अॅल्युमिनियम एक्सट्रूजन प्रेस, गरम लॉग कातरणे सह billets गरम भट्टी, मोल्ड हीटिंग ओव्हन, कूलिंग बेड आणि रन आउट टेबल, पुलर आणि वृद्धत्वाची भट्टी, अंदाजे किंमत 400,000.00-750,000.00USD आहे भिन्न ब्रँड एक्सट्रूझन मशीन आणि सहायक उपकरणांवर आधारित.
ते फक्त अॅल्युमिनियम एक्सट्रूजन उत्पादन लाइन मशीनच्या खर्चासाठी आहे.
आम्हाला शिपमेंटच्या मालवाहतुकीचा खर्च विचारात घ्यावा लागेल, स्थापना आणि चालू खर्च.
तसेच नवीन कारखान्यासाठी, गॅस कनेक्शन आणि स्थापना, पर्यावरणीय प्रभाव मूल्यांकन, ऑपरेशन फोर्कलिफ्ट आणि अॅल्युमिनियम बिलेट्सची किंमत (आउटसोर्सिंग) आणि कार्यरत निधीचा विचार केला जाईल
एका अॅल्युमिनियम एक्सट्रूजन उत्पादन लाइनसाठी, एक शिफ्ट कामगार किमान आहेत 5 व्यक्ती आणि 2 shifts-3 शिफ्ट्स असतील 10-15 व्यक्ती.
त्यामुळे एक अॅल्युमिनियम एक्सट्रूझन कारखाना उभारण्याची किंमत किमान 350,000.00USD असेल.
ही अॅल्युमिनियम एक्सट्रुजन उत्पादन लाइन फक्त मिल फिनिश अॅल्युमिनियम एक्सट्रूझनसाठी आहे, कोणत्याही पृष्ठभागावर उपचार न करता.
जर आपण स्वतः अॅल्युमिनियम बिलेट्स बनवू इच्छित असाल, वितळणे आणि कास्टिंग उपकरणे आवश्यक असतील.
आम्ही अॅल्युमिनियम प्रोफाइल anodized किंवा पावडर लेपित करू इच्छित असल्यास, ऑपरेशनसाठी anodizing कार्यशाळा आणि किंवा पावडर लेपित कार्यशाळा आवश्यक असेल.
संपूर्ण अॅल्युमिनियम प्रोफाइल उत्पादन लाइनमध्ये साधारणपणे खालील उपकरणे असतात:
अॅल्युमिनियम वितळण्याची कार्यशाळा
अॅल्युमिनियम वितळण्याची भट्टी
कास्टिंग प्लॅटफॉर्म
बिलेट कास्ट मोल्ड
बिलेट कटिंग मशीन
एकसंध भट्टी
अॅल्युमिनियम ड्रॉस प्रोसेसिंग मशीन(पर्यायी)
ऑनलाइन डिगॅसिंग उपकरणे (पर्यायी)
कायम चुंबकीय ढवळणारा (पर्यायी)
बॅग हाऊस डस्ट कलेक्टर (पर्यायी)
अॅल्युमिनियम एक्सट्रूझन कार्यशाळा
अॅल्युमिनियम एक्सट्रूझन प्रेस
अॅल्युमिनियम बिलेट्स हीटिंग फर्नेस
मोल्ड हीटिंग ओव्हन
पंखा
कूलिंग बेड आणि रन आउट टेबल
एक्सट्रूजन लाइन कटिंग सॉ
वृद्धत्वाची भट्टी
अॅल्युमिनियम प्रोफाइल एनोडायझिंग कार्यशाळा
पाणी शीतकरण युनिट
कलरिंग मशीन
रेफ्रिजरेशन युनिट
उष्णता विनिमयकार
फिल्टर दाबा
लिफ्टर
अॅल्युमिनियम प्रोफाइल ब्रशिंग मशीन
अॅल्युमिनियम प्रोफाइल पॉलिशिंग मशीन
वाळू उडवणे/अॅल्युमिनियम प्रोफाइल शॉट ब्लास्टिंग मशीन
अॅल्युमिनियम प्रोफाइल इलेक्ट्रोफोरेसीस कोटिंग कार्यशाळा
इलेक्ट्रोफोरेसीस उपकरणे
अॅल्युमिनियम प्रोफाइल पावडर कोटिंग कार्यशाळा
पावडर-लेपित उपकरणे
थर्मल ब्रेक अॅल्युमिनियम प्रोफाइल उत्पादन लाइन
लाकूड धान्य प्रभाव उदात्तीकरण मशीन
अॅल्युमिनियम प्रोफाइल मोल्ड कार्यशाळा
नायट्राइडिंग ओव्हन
मशीनिंग सेंटर
लेथ
दळण गिरणी किंवा पिठाची गिरणी किंवा दळण उपकरण
वायर कटिंग
इलेक्ट्रिक स्पार्क
मोल्ड शमन भट्टी
प्रयोगशाळा
स्पेक्ट्रोमीटर
हायड्रोजन मीटर
मेटॅलोग्राफिक उपकरणे
प्रयोगशाळा उपकरणे, उपभोग्य वस्तू
पॅकेजिंग उपकरणे
अॅल्युमिनियम प्रोफाइल रॅपिंग मशीन
अॅल्युमिनियम प्रोफाइल फिल्म ऍप्लिकेटर मशीन
अॅल्युमिनियम प्रोफाइल हॉट संकोचन पॅकेजिंग मशीन
अॅल्युमिनियम प्रोफाइल स्वयंचलित बॅगिंग मशीन
पर्यावरण संरक्षण सुविधा आणि इतर सहायक उपकरणे
सांडपाणी प्रक्रिया उपकरणे
धूळ काढण्याची उपकरणे
क्रेन
पाण्याचा पंप
कूलिंग टॉवर
फोर्कलिफ्ट
एअर कंप्रेसर
बॉयलर
वीज वितरण उपकरणे
साचे आणि उपभोग्य वस्तू
एक्सट्रूजन डाय आणि टूलिंग
तेल सोडा
वाटले पट्टी
हायड्रॉलिक तेल
कटिंग तेल
मोल्ड दुरुस्ती साधने इ.
अॅल्युमिनियम प्रोफाइल उत्पादनासाठी किती उपकरणे आवश्यक आहेत?
अॅल्युमिनियम प्रोफाइल उत्पादन आवश्यक मशीन
ब्राइटस्टार अॅल्युमिनियम मशीनरी व्यावसायिकांनी अशा प्रकारे उत्तर दिले.
आपण कच्च्या मालाच्या अॅल्युमिनियम स्क्रॅप्ससह प्रारंभ केल्यास, त्यासाठी काही विशेष उपकरणे लागतील.
उपकरणे अॅल्युमिनियम स्क्रॅप्स आणि इनगॉट अॅल्युमिनियम बिलेट्समध्ये बदलतात, म्हणून आम्हाला अॅल्युमिनियम वितळण्याची आणि कास्टिंग मशीनची आवश्यकता आहे, काही अॅल्युमिनियम एक्सट्रूडर एकाच छताखाली वितळणे आणि कास्टिंग करतात, फायदे स्पष्ट आहेत आणि बिलेट गुणवत्ता नियंत्रित करणे आणि अॅल्युमिनियम एक्सट्रूझन गुणवत्ता स्थिर करणे सोपे आहे.
काही एक्सट्रूडर्सनी उत्पादन आणि ऑर्डर विनंतीनुसार उपकंत्राटदारांकडून अॅल्युमिनियम बिलेट खरेदी केले, जे गुंतवणूक वाचवू शकते आणि एक्सट्रूडरला एक्सट्रूजन उत्पादनावर लक्ष केंद्रित करू शकते.
अॅल्युमिनियम एक्सट्रूजन उत्पादन लाइनसाठी आवश्यक उपकरणे समाविष्ट आहेत:
एकल किंवा हॉट लॉग शीअरसह मल्टी बिलेट्स हीटिंग फर्नेस (एक संच)
मोल्ड हीटिंग ओव्हन (एक संच)
अॅल्युमिनियम एक्सट्रूझन प्रेस (एक संच)
अॅल्युमिनियम एक्सट्रूजन कूलिंग बेड (एक संच)
सिंगल किंवा डबल पुलर
अॅल्युमिनियम प्रोफाइल वृद्धत्व भट्टी (एक संच)
अॅल्युमिनियम एक्सट्रूजन प्रेसची संबंधित उत्पादन क्षमता डेटा:
ची उत्पादन क्षमता 500टी अॅल्युमिनियम प्रोफाइल एक्सट्रूजन उत्पादन लाइन:
बद्दल 5-6 टन प्रतिदिन
600अॅल्युमिनियम प्रोफाइल एक्सट्रूजन उत्पादन लाइनचे टी क्षमता:
बद्दल 6-7 टन प्रतिदिन
800टी अॅल्युमिनियम प्रोफाइल एक्सट्रूजन उत्पादन लाइन क्षमता:
बद्दल 7-8 टन प्रतिदिन
1000अॅल्युमिनियम प्रोफाइल एक्सट्रूजन उत्पादन लाइनचे टी क्षमता:
बद्दल 8-10 टन प्रतिदिन
ची उत्पादन क्षमता 1250टी अॅल्युमिनियम प्रोफाइल एक्सट्रूजन उत्पादन लाइन:
बद्दल 12 टन प्रतिदिन
शेरा: वरील डेटा 24-तास क्षमतेच्या टेबलसाठी आहे.
टन क्षमता जितकी मोठी, जितका जास्त आउटपुट दर.
तथापि, हे अद्याप विशिष्ट डेटा किंवा वास्तविक अॅल्युमिनियम प्रोफाइल आकाराद्वारे निर्धारित केले जाते, आकार, भिंतीची जाडी, इ.
ते फक्त संदर्भासाठी आहे.
ब्राइटस्टार अॅल्युमिनियम मशिनरी अॅल्युमिनियम एक्सट्रूझन सहाय्यक उपकरणे पुरवते, जसे की अॅल्युमिनियम प्रोफाइल आकार सुधारक, अॅल्युमिनियम प्रोफाइल स्वयंचलित फिल्म ऍप्लिकेटर, अॅल्युमिनियम प्रोफाइल रॅपिंग मशीन, आमच्या ग्राहकांसाठी ब्रशिंग आणि पॉलिशिंग मशीन.
एकूण उपाय आणि एक-स्टॉप सेवा.
तुमच्या प्रोजेक्ट कोटेशनसाठी आता आमच्याशी संपर्क साधा. टर्नकी प्रकल्प आणि पॅकेज सौदा!
अॅल्युमिनियम एक्सट्रूझन कारखाना सुरू करण्यासाठी कोणती उपकरणे आवश्यक आहेत?
अॅल्युमिनियम एक्सट्रूझन कारखाना आवश्यक उपकरणे सेट करत आहे
अॅल्युमिनियम एक्सट्रूजन प्रेसच्या बाजूला अॅल्युमिनियम एक्सट्रूझन कारखाना सुरू करण्यासाठी कोणती उपकरणे आवश्यक आहेत?
शोध कालावधी नंतर, असा निष्कर्ष काढला जातो की अनेक ग्राहकांना माहित आहे की अॅल्युमिनियम एक्सट्रूजन प्रेस अॅल्युमिनियम एक्सट्रूजन प्रोफाइल तयार करण्यासाठी वापरली जाते, परंतु त्यांना माहित नाही की अॅल्युमिनियम एक्सट्रूजन उत्पादनासाठी उत्पादन लाइनचा संपूर्ण संच आवश्यक आहे, केवळ अॅल्युमिनियम एक्सट्रूजन प्रेसच नाही.
येथे, आम्ही या लेखाद्वारे या ग्राहकांना माहित नसलेले अॅल्युमिनियम एक्सट्रूझन ज्ञान सामायिक करू.
अॅल्युमिनियम एक्सट्रूजन उत्पादन लाइनला कोणत्या उपकरणांची आवश्यकता आहे?
6 विविध प्रकारची उपकरणे आवश्यक आहेत.
उपकरणांची नावे आणि कार्ये खालीलप्रमाणे आहेत:
1. हॉट लॉग शीअरसह लांब बिलेट्स गरम भट्टी
हे तीन भागांनी बनलेले आहे: बिलेट्स रॅक, फर्नेस बॉडी आणि गरम कातरण्याचे यंत्र.
गरम करण्यासाठी उपकरणे, अॅल्युमिनियम एक्स्ट्रुजन मशीनला अॅल्युमिनियम बिलेट्स कातरणे आणि फीड करणे.
2. अॅल्युमिनियम एक्सट्रूझन प्रेस
अॅल्युमिनियम एक्सट्रूजन प्रेस हे मुख्य मशीन आहे आणि एक्सट्रूजन प्रोफाइल तयार करण्यासाठी पॉवर युनिट आहे.
3. मोल्ड हीटिंग ओव्हन
मोल्ड हीटिंग फर्नेसचे कार्य साचे गरम करणे आहे.
4. पुलर मशीन
पुलर मशीनमध्ये खेचण्याची कार्ये आहेत, सॉइंग आणि निश्चित लांबी.
अॅल्युमिनियम एक्सट्रूजन उत्पादन लाइनसाठी पुलर आवश्यक नाही, पण खेचणाऱ्याशिवाय, त्याला अधिक कामगारांची आवश्यकता आहे आणि ऑपरेशनमध्ये वळण आणि वाकणे समस्या उद्भवतील.
त्यामुळे, उत्पादन लाइनसह पुलर सुसज्ज करणे आवश्यक आहे.
5. अॅल्युमिनियम प्रोफाइल कूलिंग बेड
कूलिंग बेडमध्ये रन-आउट टेबल असते, साहित्य पोहोचवण्याचे साधन, फीडिंग डिव्हाइस, सरळ प्रणाली, साहित्य साठवण यंत्र, निश्चित-लांबीचे प्रसारण, पूर्ण सॉइंग टेबल, निश्चित-लांबीचे टेबल आणि असेच.
फंक्शन थंड होईल, आहार, सरळ करणे, कापणी, इ.
6. वृद्धत्वाची भट्टी
वृद्धत्वाची भट्टी एक ट्रॅक बनलेली आहे, चार्जिंग स्किप आणि फर्नेस बॉडी.
हे हीटिंगद्वारे अॅल्युमिनियम प्रोफाइलच्या कडकपणासाठी आहे.
ब्राइटस्टार अॅल्युमिनियम मशिनरी अॅल्युमिनियम एक्सट्रूझन सहाय्यक उपकरणे पुरवते, जसे अॅल्युमिनियम प्रोफाइल आकार सुधारक, अॅल्युमिनियम प्रोफाइल स्वयंचलित फिल्म ऍप्लिकेटर, अॅल्युमिनियम प्रोफाइल रॅपिंग मशीन, आमच्या ग्राहकांसाठी ब्रशिंग आणि पॉलिशिंग मशीन.
एकूण उपाय आणि एक-स्टॉप सेवा.
तुमच्या प्रोजेक्ट कोटेशनसाठी आता आमच्याशी संपर्क साधा. टर्नकी प्रकल्प आणि पॅकेज सौदा!
अॅल्युमिनियम एक्सट्रूजन प्रेसचे टनेज कसे निवडायचे?
अॅल्युमिनियम एक्सट्रूजन प्रेसचे टनेज एक्सट्रूजन प्रेसच्या एक्सट्रूजन फोर्सचे प्रतिनिधित्व करते, त्यामुळे अॅल्युमिनियम एक्सट्रुजन प्रेसचे टनेज कसे निवडायचे याचा अर्थ एक्सट्रूजन प्रेसचे एक्सट्रूजन फोर्स कसे निवडायचे.
अॅल्युमिनियम प्रोफाइलच्या उत्पादनासाठी अॅल्युमिनियम एक्सट्रूजन प्रेस हे मुख्य उपकरण आहे.
आकार, अॅल्युमिनियम प्रोफाइलचा आकार आणि देखावा गुणवत्ता एक्सट्रूजन प्रेसच्या गुणवत्तेशी जवळून संबंधित आहे.
वेगवेगळ्या वर्गीकरणानुसार एक्सट्रूजन प्रेसचे अनेक प्रकार आहेत.
मॉडेलच्या पद्धतशीरपणे समजून घेण्यासाठी, एक्सट्रूजन क्षमता आणि एक्सट्रूजन प्रेसची श्रेणी, अॅल्युमिनियम प्रोफाइल एक्सट्रूडरचे टनेज कसे ठरवायचे हा देखील एक पैलू आहे ज्याचा अॅल्युमिनियम प्रोफाइल उत्पादकांनी एक्सट्रूजन प्रेस खरेदी करताना विचार केला पाहिजे.
आता येथे अॅल्युमिनियम एक्सट्रूजन प्रेसचे टनेज कसे निवडायचे ते स्पष्ट करा
कोणते मिश्र धातु बाहेर काढायचे त्यानुसार, एका मशीनचे वार्षिक आउटपुट आणि अॅल्युमिनियम प्रोफाइलचा कमाल परिक्रमा केलेला व्यास, आम्ही प्राथमिकपणे एक्सट्रूजन प्रेसचा प्रकार निवडू.
एक्सट्रूजन प्रेसचे टनेज किती मोठे आहे हे विचारात घेण्याची पहिली गोष्ट आहे.
एक्सट्रूजन प्रेसचे टनेज निवडताना, सामान्यतः प्रथम गणना करणे आवश्यक आहे बाहेर काढणे प्रमाण एक्सट्रूजन प्रेसचे.
एक्सट्रूजन रेशोला देखील म्हणतात एक्सट्रूजन गुणांक, जे एक्सट्रूजन कंटेनरच्या क्रॉस-सेक्शनल एरियाचे अॅल्युमिनियम प्रोफाइलच्या एकूण क्रॉस-सेक्शनल एरियाच्या गुणोत्तराचा संदर्भ देते.
अॅल्युमिनियम प्रोफाइलच्या निर्मितीमध्ये अॅल्युमिनियम मिश्र धातुच्या विकृतीचे प्रमाण मोजण्यासाठी हे मुख्य पॅरामीटर आहे., खालील सूत्राद्वारे व्यक्त:
λ=Ft/ΣF1
त्यापैकी, एक्सट्रूजन कंटेनरमध्ये भरल्यानंतर एफटी अॅल्युमिनियम बिलेटचे क्रॉस-सेक्शनल क्षेत्र दर्शवते, मिमी² मध्ये व्यक्त केले आहे;
ΣF1 एक्सट्रुडेड प्रोफाइलचे एकूण क्रॉस-सेक्शनल क्षेत्र दर्शवते, मिमी² मध्ये व्यक्त केले आहे;
अॅल्युमिनियम प्रोफाइल बाहेर काढताना, अॅल्युमिनियम मिश्र धातुच्या विकृतीचे प्रमाण देखील विकृतीच्या डिग्रीद्वारे व्यक्त केले जाऊ शकते: ε=λ-1
एक्सट्रूझन प्रोसेसिंग पद्धत वापरली असल्यास, बाहेर काढण्याचे प्रमाण मर्यादित आहे. पहिल्या एक्सट्रूजनमध्ये अॅल्युमिनियम प्रोफाइल आणि अॅल्युमिनियम बिलेटचे एक्सट्रूजन रेशो λ पेक्षा जास्त आहे 8-12, दुय्यम एक्सट्रूझनसाठी मिल फिनिशच्या एक्सट्रूजन रेशोची मर्यादा नाही.
वरील एक्सट्रूजन गुणोत्तर मोजण्यासाठी वापरण्यात येणारी पद्धत म्हणजे फक्त एक्सट्रुडेड बिलेटचे क्रॉस-सेक्शनल एरिया ÷ एक्सट्रूडेड प्रोफाइलचे क्रॉस-सेक्शनल एरिया, ज्याची गणना इतर मार्गांनी देखील केली जाऊ शकते, ते आहे, एक्सट्रूड प्रोफाइलची लांबी ÷ एक्सट्रूझनसाठी अॅल्युमिनियम बिलेटची लांबी.
एक्सट्रूजन प्रेसचे टनेज निर्धारित करण्यापूर्वी, प्रोफाइलचा क्रॉस-सेक्शनल आकार समजून घेणे आवश्यक आहे, साच्याचा आकार निश्चित करण्यासाठी, आणि नंतर मोल्डची रचना निश्चित करा, जेणेकरून एक्सट्रूजन हे पोकळ प्रोफाइल आहे की घन प्रोफाइल आहे हे निर्धारित केले जाऊ शकते. या दोन भिन्न संरचनात्मक प्रोफाइलसाठी आवश्यक एक्सट्रूजन प्रेस टनेज भिन्न असेल.
एक्सट्रूजन क्षमतेनुसार अॅल्युमिनियम एक्सट्रूजन प्रेसचे अनेक वर्गीकरण आहेत, ते लहान विभागले जाऊ शकतात, मध्यम, मोठे आणि जड एक्सट्रूजन प्रेस.
अॅल्युमिनियम एक्सट्रूजन प्रेसचे नाव एक्सट्रूजन फोर्सच्या आकारानुसार दिले जाते, पण तीन मोजमाप एकके आंतरराष्ट्रीय युनिट सिस्टम/अभियांत्रिकी युनिट सिस्टम/यूएस सिस्टम एक्सट्रूजन फोर्सचे वैशिष्ट्य करण्यासाठी वापरले जाऊ शकते.
MN आंतरराष्ट्रीय एकक आहे” लाखो न्यूटन", ट अभियांत्रिकी युनिट आहे "टन", UST अमेरिकन युनिट आहे "यूएस टन" 1MN=1000000N=100000kg=100T, 1T=1.1UST.
उदाहरणार्थ, 12.5MN एक्सट्रूडर हे 1250T एक्सट्रुजन प्रेस आहे, दुसरे उदाहरण, 880यूएसटी एक्सट्रूजन प्रेस हे 800T एक्सट्रूजन मशीन आहे.
एक्सट्रूजन प्रेसचे टनेज मूलतः च्या गुणोत्तराने वाढले आहे 1.25, ते आहे, एक्सट्रूजन प्रेसचे एक्सट्रूजन फोर्स आहे 25% कमी क्षमतेच्या एक्सट्रूजन प्रेसपेक्षा जास्त.
उदाहरणार्थ, 800T पेक्षा मोठी क्षमता 1000T आहे, 1000T पेक्षा मोठी क्षमता 1250T आहे, 1250T पेक्षा मोठी क्षमता 1600T आहे, 1600T पेक्षा मोठी क्षमता 2000T आहे, आणि 2000T पेक्षा मोठी क्षमता 2500T आहे.
प्रत्येक प्रकारच्या एक्सट्रूजन प्रेसची एक्सट्रूझन क्षमता मर्यादित आहे.
बाहेर काढण्याची क्षमता सामान्यतः MN असते(लाखो न्यूटन), जे एक्सट्रूजन प्रेसचे टनेज आहे.
साठी औद्योगिक उत्पादनात वापरले जाणारे अॅल्युमिनियम एक्सट्रूजन प्रेसचे टनेज 6063 खालील आहे:
500ट, 600ट, 800ट,1000ट,1250ट, 1600ट(16MN), 1800ट(18MN), 2000ट(20MN), 2500ट(25MN), 3000ट(30MN), 3600ट(36MN),4000ट(40MN), 5000ट(50MN), 6000ट(60MN), 8000ट(80MN),10000ट(100MN),12500ट(125MN)
500टी एक्सट्रूजन प्रेस काही लहान आकाराचे अॅल्युमिनियम एक्सट्रूजन प्रोफाइल तयार करू शकते, 600टी एक्सट्रुडेड अॅल्युमिनियम बिलेटची वैशिष्ट्ये 90 मिमीच्या आत आहेत, 800T किंवा 1000T एक्स्ट्रुजन प्रेस अॅल्युमिनियमचे दरवाजे आणि खिडक्या उत्पादनांसाठी वापरले जातात, 1250टी एक्स्ट्रुजन प्रेस आणि मोठ्या एक्सट्रूजन प्रेसचा वापर पडद्याच्या भिंती आणि औद्योगिक अॅल्युमिनियम प्रोफाइलसाठी केला जाऊ शकतो.
1800t एक्स्ट्रुजन प्रेसचे अॅल्युमिनियम बिलेट वैशिष्ट्य 178 मिमी आहे, 2500टी संबंधित अॅल्युमिनियम बिलेट तपशील 230-254 मिमी, 3000T आणि 3600T औद्योगिक अॅल्युमिनियम प्रोफाइल उत्पादने तयार करू शकतात, नक्कीच, काही मोठे टनेज आहेत, जसे की 4000T, 5000ट, 6000टी अॅल्युमिनियम एक्सट्रूजन प्रेस आणि असेच.
वरील टनेज असलेले एक्सट्रूजन प्रेस एक्सट्रूड करण्यासाठी वापरले जाऊ शकते 6063 मिश्र धातु अॅल्युमिनियम प्रोफाइल.
अॅल्युमिनियम प्रोफाइल उत्पादकांनी एक्सट्रूजन प्रेसच्या एक्सट्रूजन गुणांकाचा पूर्णपणे विचार केला पाहिजे, एक्सट्रूजन प्रेसचे टनेज निवडताना अॅल्युमिनियम प्रोफाइलचा क्रॉस-सेक्शनल आकार आणि डायचा आकार, त्याच्या स्वत: च्या उत्पादन परिस्थिती आणि उत्पादन आवश्यकता त्यानुसार, गणना सूत्रानुसार धातूचे विकृत रूप प्राप्त होते, योग्य एक्सट्रूजन प्रेस टनेज निश्चित करण्यासाठी, जे अनावश्यक आर्थिक कचरा न करता पात्र अॅल्युमिनियम उत्पादने बाहेर काढू शकतात.
अॅल्युमिनियम एक्सट्रूजन मशीन निवडताना घ्यावयाची खबरदारी
एक्सट्रूजन उपकरणे निवडताना, बाहेर काढल्या जाणार्या धातूवर एक्सट्रूजन गतीचा थर्मल प्रभाव विचारात घेण्याव्यतिरिक्त,
प्रेसमध्ये पुरेशी कडकपणा आणि मार्गदर्शक अचूकता असणे आवश्यक आहे., तसेच एक विश्वासार्ह अँटी-ओव्हरलोड डिव्हाइस.
एक घर्षण प्रेस सह extruding तेव्हा, उपकरणांच्या भिन्न मार्गदर्शक सुस्पष्टतेमुळे, डाय वर एक मार्गदर्शक साधन जोडले पाहिजे.
इजेक्टर उपकरण घर्षण दाबण्यासाठी इजेक्टर उपकरणाशिवाय देखील जोडले पाहिजे.
सामान्य-उद्देश क्रॅंक प्रेससह अॅल्युमिनियम प्रोफाइल बाहेर काढताना, उपकरणाची ताकद आणि कडकपणा वाढवण्यासाठी, टेबलची बॅकिंग प्लेट कास्ट स्टील सामग्री असावी, आणि टेबलावरील छिद्र कमी केले पाहिजेत.
बाहेर काढल्यानंतर भाग मोल्डवर राहतात, एक्सट्रूजन भाग आणि साचा यांच्यामध्ये एक मोठी धारण शक्ती आहे, आणि आवश्यक इजेक्शन फोर्स मोठे आहे, बद्दल 10% करण्यासाठी 20% नाममात्र दबाव, त्यामुळे प्रेसचे इजेक्टर उपकरण मजबूत केले पाहिजे.
याव्यतिरिक्त, प्रेस स्लाइडच्या स्वीकार्य लोड वक्रानुसार एक्सट्रूजन फोर्स आणि स्ट्रोकची पडताळणी केली पाहिजे.
ते आहे, संपूर्ण एक्सट्रूजन स्ट्रोक श्रेणीमध्ये, एक्सट्रूजन फोर्स प्रेसने परवानगी दिलेल्या स्ट्रोक-प्रेशर वक्र मर्यादेपेक्षा कमी असावे, आणि नाममात्र दाबानुसार ठरवता येत नाही.
सामान्य प्रेसची अचूकता आणि एक्सट्रूजन स्ट्रोक पुरेसे नाही, आणि स्ट्रोकच्या मध्यभागी दबाव टाकला जातो 1/3 नाममात्र दबाव.
त्यामुळे, बाहेर काढताना, एक्सट्रूजन उपकरण म्हणून विशेष औद्योगिक प्रोफाइल अॅल्युमिनियम एक्सट्रूजन मशीन वापरणे चांगले.
टॉगल प्रकार औद्योगिक प्रोफाइल अॅल्युमिनियम एक्सट्रूजन प्रेस लहान स्ट्रोक द्वारे दर्शविले जाते, अनेक स्ट्रोक वेळ, आणि दीर्घ दबाव वेळ, जे लहान कार्यरत स्ट्रोकसह अॅल्युमिनियम प्रोफाइल बाहेर काढण्यासाठी योग्य आहे.
ताण टॉगल प्रकार आणि क्रँकशाफ्ट अॅल्युमिनियम एक्सट्रूझन प्रेस लांब अॅल्युमिनियम प्रोफाइलच्या एक्सट्रूझनसाठी योग्य आहेत.
हायड्रॉलिक इंडस्ट्रियल अॅल्युमिनियम एक्सट्रूजन मशीन पूर्ण स्ट्रोकवर नाममात्र दाबाने काम करू शकते, एक्सट्रूजन गती आणि स्ट्रोक समायोजित केले जाऊ शकते, आणि ते मोठ्या लांबीचे भाग बाहेर काढण्यासाठी योग्य आहे.
एक्सट्रूजन उपकरणांच्या निवडीमध्ये खालील गोष्टींचा विचार केला पाहिजे 5 गुण:
1. एक्सट्रूझन उपकरणांचे स्वरूप निर्धारित उत्पादन योजना आणि उत्पादन प्रक्रियेच्या आवश्यकतांनुसार निवडले जाते
उत्पादन योजनेनुसार, संबंधित एक्सट्रूजन उपकरणे निवडा, जसे की पाईप उत्पादन, बार उत्पादन, ऑनलाइन कॉइलिंग वायर उत्पादन योजना, इ.
प्रक्रियेच्या आवश्यकतांनुसार प्रक्रियेसाठी योग्य एक्सट्रूझन उपकरणे निवडा.
2. एक्सट्रूझन उपकरणे विविधतेनुसार निवडली जातात, तपशील, उत्पादनाची कार्यक्षमता आणि गुणवत्ता आवश्यकता
एक्सट्रूडरचे टनेज निवडल्यास, पहिला, एक्सट्रुडेड उत्पादनाच्या वैशिष्ट्यांच्या श्रेणीनुसार किंवा मिल फिनिश अॅल्युमिनियम एक्सट्रूजन,
आणि विकृतीची आवश्यक डिग्री लक्षात घेऊन, बिलेट्सची आकार श्रेणी आणि एक्सट्रूजन सिलेंडरची आवश्यक आकार श्रेणी निर्धारित करा, एक्सट्रुजन प्रेस टनेज क्षमतेची निवड निश्चित करण्यासाठी.
याव्यतिरिक्त, एक्सट्रूडरचे स्वरूप वेगवेगळ्या प्रकारांनुसार निश्चित केले जाते, वैशिष्ट्ये आणि गुणवत्ता आवश्यकता.
3. एक्सट्रूजन उपकरणे तांत्रिक कार्यप्रदर्शन आणि एक्सट्रूजन उपकरणांच्या संरचनात्मक वैशिष्ट्यांनुसार आणि प्रत्येक उपकरणांमधील वाजवी जुळणीनुसार निवडली जातात.
भिन्न कार्यप्रदर्शन आणि संरचनात्मक वैशिष्ट्ये एक्सट्रूजन प्रेसचे भिन्न उपयोग निर्धारित करतात.
एक्सट्रूजन उपकरणांच्या निवडीमध्ये मुख्य उपकरणांमधील वाजवी सेटिंग आणि समतोल लक्षात घेणे आवश्यक आहे, जेणेकरुन उपकरणाच्या क्षमतेला पूर्ण खेळता येईल आणि उच्च उत्पादन कार्यक्षमता प्राप्त होईल.
मुख्य उपकरणे चालू ठेवण्याच्या अक्षमतेमुळे सामान्यतः काम थांबविण्याची आणि सामग्रीची प्रतीक्षा करण्याची परवानगी नाही.
4. एक्सट्रूजन उपकरणांचे यांत्रिकीकरण आणि ऑटोमेशन आवश्यकता विचारात घेणे आवश्यक आहे
उत्पादन कार्यक्षमता सुधारण्यासाठी, श्रम तीव्रता कमी करा, वापर कमी करा, खर्च कमी करा, आणि एक्सट्रूजन उत्पादनांची गुणवत्ता सुधारते, एक्सट्रूजन उपकरणांच्या यांत्रिकीकरण आणि ऑटोमेशनसाठी आवश्यकता अधिकाधिक होत आहेत.
त्यामुळे, जेव्हा परिस्थिती परवानगी देते, एक्सट्रूजन उपकरणे निवडताना प्रगत तांत्रिक उपकरणे वापरण्याचा प्रयत्न करा.
निवडताना, प्रगत तंत्रज्ञान आणि विश्वासार्हतेची तपासणी आणि प्रात्यक्षिक आणि उत्पादन सरावाने सत्यापित करणे आवश्यक आहे.
त्याच वेळी, एंटरप्राइझ उत्पादनात प्राप्तीसाठी संभाव्य परिस्थिती असणे आवश्यक आहे, आणि आंधळेपणाने स्वीकारू नये.
याव्यतिरिक्त, निवडलेल्या एक्सट्रूजन उपकरणे विद्यमान आवश्यकता पूर्ण करतात या स्थितीत, विकासासाठी जागा सोडण्याचा विचार करणे आवश्यक आहे.
याचा विचार करण्यात अयशस्वी झाल्यास मागासलेली आणि निष्क्रिय स्थिती निर्माण होईल, विशेषतः आयात केलेल्या एक्सट्रूजन उपकरणांसाठी.
5. निवडीमध्ये एक्सट्रूझन उपकरणांचा चांगला आर्थिक प्रभाव आहे याचा विचार केला जाईल
विद्यमान मानक एक्सट्रूजन उपकरणे आणि सामान्य एक्सट्रूजन उपकरणांच्या बाबतीत, मानक उपकरणे आणि सामान्य उपकरणे निवडण्याचा प्रयत्न करा.
विशेषत: एक्सट्रूजन उपकरणांच्या परिचयात, सुटे भागांचे स्थानिकीकरण विचारात घेतले पाहिजे, जे आर्थिक कार्यक्षमता सुधारण्यासाठी फायदेशीर आहे, प्रभाव वापरणे आणि उपकरणांची स्थापना वेळ कमी करणे.
संदर्भ मानक आणि सामान्य उपकरणांच्या अनुपस्थितीत, उत्पादन सुलभता आणि कमी खर्च यासारख्या घटकांचा विचार केला पाहिजे, आणि प्रक्रियेच्या आवश्यकतांनुसार एक्सट्रूजन उपकरणांचे वाजवी तांत्रिक मापदंड प्रस्तावित केले पाहिजेत.
कारखान्याच्या सिव्हिल डिझाइनची परिस्थिती आणि सध्याचे पाणी लक्षात घेऊन, वीज, वारा आणि हवेची परिस्थिती, तसेच हिवाळा आणि उन्हाळ्यात कार्यशाळेचे सरासरी तापमान आणि आर्द्रता परिस्थिती, एक्सट्रूजन उपकरणांसाठी वाजवी डिझाइन आवश्यकता पुढे ठेवल्या जातात.
एक्सट्रूजन प्रेसच्या निवड तत्त्वानुसार, हायड्रॉलिक सिस्टमची निवड आणि डिझाइन आणि नियंत्रण पद्धत एकाच वेळी विचारात घेणे आवश्यक आहे.
जेव्हा एक्सट्रूझन प्रेसच्या कामकाजाची वेळ जास्त असते 70%-80% संपूर्ण एक्सट्रूजन सायकलचे, आणि बाहेर काढण्याची गती जास्त बदलत नाही, थेट प्रसारणासाठी उच्च-दाब पंप वापरणे अधिक किफायतशीर आहे.
बाहेर काढण्याची गती वेगवान आहे, वेळ कमी आहे आणि मोठे एक्सट्रूडर किंवा युनिट चालविण्यासाठी वॉटर पंप संचयक वापरणे अधिक किफायतशीर आहे.
आधुनिक काळातील काही प्रगत एक्सट्रूजन मशीन्सनी थेट उच्च-दाब तेल पंपाद्वारे चालविल्या जाणार्या हायड्रॉलिक प्रणालीचा अवलंब केला आहे., जे वॉटर पंप स्टेशन सिस्टमची बचत करते आणि उपकरणाची गुंतवणूक खर्च कमी करते.
एक्सट्रूजन मशीनची नियंत्रण प्रणाली प्रोग्राम नियंत्रण लक्षात घेण्यासाठी प्रोग्राम करण्यायोग्य लॉजिक कंट्रोल सिस्टमचा अवलंब करते.
पीएलसी प्रणाली व्यतिरिक्त, आधुनिक एक्सट्रूजन प्रेस एक्सट्रुजन डेटा मॉनिटरिंग देखील वापरते, दोष निदान, एक्सट्रूजन उत्पादन विलक्षणता निरीक्षण, डेटा उत्पादन नियंत्रण आणि अहवाल मुद्रण प्रणाली.
नियंत्रण प्रणालीची कार्यरत विश्वासार्हता जास्त आहे आणि देखभाल करणे सोपे आहे, आणि स्केलेबिलिटीच्या फायद्यांसह भविष्यातील कार्य विस्ताराशी जुळवून घेणे सोपे आहे.
एक्सट्रूजन मशीन निवडताना विचारात घेणे आवश्यक असलेला एक महत्त्वाचा घटक म्हणजे एक्सट्रूजन प्रेसचे सहायक उपकरण, जे एक्सट्रूजन मशीनसह संपूर्ण उत्पादन लाइन तयार करते.
एक्सट्रूझनच्या कामकाजाच्या प्रक्रियेत, 30% करण्यासाठी 70% कामाचा वेळ सहाय्यक ऑपरेशन्सवर खर्च केला जातो, जे सहाय्यक मशीनच्या अपूर्ण संरचनेमुळे एक्सट्रूडरच्या उत्पादन कार्यक्षमतेवर आणि एक्सट्रूड उत्पादनांच्या गुणवत्तेवर परिणाम करते.
त्यामुळे, एक्सट्रूड उत्पादनांची गुणवत्ता सुधारण्यासाठी आणि ऑपरेशन लाइनची ऑटोमेशन पातळी सुधारण्यासाठी सहायक उपकरणांची निवड आणि डिझाइन काळजीपूर्वक विचारात घेतले जाते..
एक्सट्रूजन लाइनच्या सहाय्यक उपकरणांमध्ये प्रामुख्याने हॉट लॉग शिअरसह बिलेट्स हीटिंग फर्नेसचा समावेश होतो, मोल्ड हीटिंग ओव्हन, रन आऊट टेबल आणि कूलिंग बेड, वृद्धत्वाची भट्टी, एकल किंवा दुहेरी पुलर, इ.
थोडक्यात, संरचनेनुसार भिन्न एक्सट्रूजन उपकरणे निवडली पाहिजेत, अर्ज, उत्पादनाची विविधता आणि एक्सट्रूजन मशीनचे तपशील आणि उत्पादन कार्यक्षमता आणि उत्पादनाची गुणवत्ता सुनिश्चित करण्यासाठी उत्पादन प्रक्रिया आवश्यकता.

वाजवी आणि उच्च-कार्यक्षमता अॅल्युमिनियम एक्सट्रूजन उत्पादन लाइन लेआउट आणि फ्लो चार्ट
बी फ्लाइंग पाहिले
C अॅल्युमिनियम प्रोफाइल पुलर
डी हॉट लॉग शीअरसह बिलेट हीटिंग फर्नेस
ई अॅल्युमिनियम प्रोफाइल स्ट्रेचर
F पूर्ण सॉइंग मशीन
G सॉ गेज टेबल
H अर्ध-तयार स्वयंचलित स्टेकर
एक्सट्रूजन मशीन आणि सहायक उपकरणे खालीलप्रमाणे देऊ शकतात:
अॅल्युमिनियम खेचणारा, रन-आउट टेबल, स्वयंचलित फीडिंग प्रोडक्शन लाइन हायड्रॉलिक फिनिश सॉइंग मशीन, अॅल्युमिनियम प्रोफाइल पॅकेजिंग मशीन, आकार सुधारणा मशीन, अॅल्युमिनियम प्रोफाइल रॅपिंग मशीन आणि सहायक उपकरणे.
अॅल्युमिनियम प्रोफाइल शॉट ब्लास्टिंग मशीन, अॅल्युमिनियम प्रोफाइल पॉलिशिंग मशीन, थर्मल ब्रेक अॅल्युमिनियम प्रोफाइल उत्पादन मशीन, वुडग्रेन इफेक्ट उदात्तीकरण मशीन आणि अॅल्युमिनियम प्रोफाइल पावडर लेपित लाइन.
तसेच उत्पादन कार्यक्षमता सुधारण्यासाठी आणि खर्च वाचवण्यासाठी आम्ही तुमच्या प्लांटसाठी चांगली रचना करू शकतो!
वाजवी आणि उच्च-कार्यक्षमता अॅल्युमिनियम एक्सट्रूजन उत्पादन लाइन लेआउट आणि फ्लो चार्ट
अॅल्युमिनियम एक्सट्रूजन मशीनचे भाग आणि त्याचे कार्य
अॅल्युमिनियम एक्सट्रूजन मशीन कसे कार्य करते हे समजून घेण्यासाठी अॅल्युमिनियम एक्सट्रूजन मशीनचे भाग ओळखणे आणि त्यांचा वापर स्पष्ट करणे आवश्यक आहे.
अॅल्युमिनियम एक्सट्रूझन मशीन चार टाय रॉड्सने एकत्र धरलेल्या फ्रंट प्लेट आणि बॅक प्लेटने बनलेले असते..
अॅल्युमिनियम एक्सट्रूजन मशीनचे भाग जे प्रत्यक्षात एक्सट्रूझन बनवतात ते खालीलप्रमाणे आहेत:
मुख्य सिलेंडर
एक्सट्रूजन प्रेसचा चेंबर आणि सिलेंडर ज्यामध्ये इच्छित रॅम दाब आणि हालचाल निर्माण करण्यासाठी हायड्रॉलिक द्रव पंप केला जातो.
हायड्रोलिक प्रेशर
रॅमला आवश्यक पाउंड प्रति स्क्वेअर इंच वेगाने पुढे नेण्यासाठी दबाव वापरला जातो.
रॅम
मुख्य सिलिंडरला जोडलेली स्टीलची रॉड ज्याच्या टोकाला डमी ब्लॉक आहे जो कंटेनरमध्ये प्रवेश करतो आणि बिलेटवर दबाव आणतो.
डमी ब्लॉक
प्रेसवर रॅम स्टेमला जोडलेला घट्ट फिटिंग स्टील ब्लॉक जो कंटेनरमध्ये बिलेट सील करतो आणि धातूला मागे गळती होण्यापासून प्रतिबंधित करतो.
बिलेट
अॅल्युमिनियम लॉग विशिष्ट लांबीपर्यंत कापले जातात जे प्रेसमध्ये एक्सट्रूजन सामग्री म्हणून दिले जातात.
कंटेनर
एक्सट्रुजन प्रेसमधील चेंबर ज्यामध्ये बिलेट एका टोकाला डायमधून ढकलले जाते तेव्हा डमी ब्लॉकच्या दबावाखाली आणि दुसऱ्या टोकाला मेंढा आत जातो. कंटेनर हाऊसिंगमध्ये कंटेनर राहतो. सर्व कंटेनर्स एका लाइनरने रांगेत असतात जे बाहेर काढत असताना बिलेट जागेवर ठेवतात.
टूल स्टॅक (विधानसभा मरतात)
घन: डाय रिंग, मरणे, पाठीराखा, बळ देणारा, आणि उप-बोल्स्टर (कार्थेज किंवा न्यूनानमध्ये उप-बोल्स्टर वापरले जात नाहीत). पोकळ: डाय रिंग, मंडरेल मरणे, डाय टोपी, बळ देणारा, उप-बोल्स्टर
डाय होल्डर
टूल स्टॅकचा कंटेनर.
डाय लॉक
डाय होल्डरमध्ये डाई लॉक करते.
लॉग ओव्हन/बिलेट ओव्हन
लॉग/बिलेट एक्स्ट्रुजन तापमानापर्यंत गरम करण्यासाठी वापरला जाणारा प्रेस घटक. लॉग शिअरने सुसज्ज असलेल्या प्रेसमध्ये लॉग ओव्हन असतात; इतरांकडे बिलेट ओव्हन आहेत.
लॉग कातरणे
इच्छित बिलेट लांबीपर्यंत लॉग कापण्यासाठी वापरले जाते (फक्त लॉग ओव्हनसह प्रेसवर).
बट कातरणे
बिलेटचा न काढलेला भाग कातरतो (नितंब) एक्सट्रूजन सायकल पूर्ण झाल्यानंतर कंटेनरमध्ये उरलेले. मेंढ्याने बिलेटला कंटेनरमधून ढकलल्यानंतर बट म्हणजे ऑक्साईड्स असतात.
डाय ओव्हन
ओव्हन जेथे 750° - 900° F पर्यंत गरम केले जाते 4-6 वापरण्यापूर्वी तास.
पाळणा
बिलेटला रॅमच्या दाबाने एक्सट्रूजन प्रेसमध्ये ढकलले जात असताना ते धरून ठेवते.
लीडआउट टेबल दाबा
डाय आणि रन आउट टेबल दरम्यान एक्सट्रूझनला समर्थन देणारे टेबल.
रन आउट टेबल
प्रेस लीडआउट उपकरणांच्या ताबडतोब बाहेर पडताना टेबल जे एक्सट्रूजनला मार्गदर्शन आणि समर्थन करण्यास मदत करते.
बॅक/फ्रंट प्रेस प्लेटन
एक्सट्रूजन प्रेसमध्ये हे दोन विभाग असतात.
रॉड बांधा
बॅक आणि फ्रंट प्रेस प्लेटला जोडते.
डबा
डाय पासून अॅल्युमिनियम extrusions मार्गदर्शन मदत करण्यासाठी वापरले जाते. त्यात डाई प्रमाणेच छिद्रे आहेत आणि ती सर्व दाबांवर वापरली जाऊ शकतात. न्यूनान त्यांचा वापर करण्यापासून दूर जात आहे कारण ते महाग आणि हाताळण्यास कठीण आहेत.
प्लेट प्रेशर रिंग
डाई स्टॅकला आधार देण्यासाठी प्लेटमध्ये एक कडक टूल स्टील रिंग घातली जाते. मुख्य सिलिंडरने अंगठीवर लावलेल्या दाबामुळे ताण येतो आणि त्यामुळे वेळोवेळी बदलण्याची गरज भासते.
अॅल्युमिनियम एक्सट्रूजन मशीनचे भाग आणि त्याचे कार्य
अॅल्युमिनियम एक्सट्रूजन मशीन कसे कार्य करते हे समजून घेण्यासाठी अॅल्युमिनियम एक्सट्रूजन मशीनचे भाग ओळखणे आणि त्यांचा वापर स्पष्ट करणे आवश्यक आहे.
अॅल्युमिनियम एक्सट्रूझन मशीन चार टाय रॉड्सने एकत्र धरलेल्या फ्रंट प्लेट आणि बॅक प्लेटने बनलेले असते..
अॅल्युमिनियम एक्सट्रूजन मशीनचे भाग जे प्रत्यक्षात एक्सट्रूझन बनवतात ते खालीलप्रमाणे आहेत:
मुख्य सिलेंडर
एक्सट्रूजन प्रेसचा चेंबर आणि सिलेंडर ज्यामध्ये इच्छित रॅम दाब आणि हालचाल निर्माण करण्यासाठी हायड्रॉलिक द्रव पंप केला जातो.
हायड्रोलिक प्रेशर
रॅमला आवश्यक पाउंड प्रति स्क्वेअर इंच वेगाने पुढे नेण्यासाठी दाब वापरला जातो.
रॅम
मुख्य सिलिंडरला जोडलेली स्टीलची रॉड ज्याच्या टोकाला डमी ब्लॉक आहे जो कंटेनरमध्ये प्रवेश करतो आणि बिलेटवर दबाव आणतो.
डमी ब्लॉक
प्रेसवर रॅम स्टेमला जोडलेला घट्ट फिटिंग स्टील ब्लॉक जो कंटेनरमध्ये बिलेट सील करतो आणि धातूला मागे गळती होण्यापासून प्रतिबंधित करतो.
बिलेट
अॅल्युमिनियम लॉग विशिष्ट लांबीपर्यंत कापले जातात जे प्रेसमध्ये एक्सट्रूजन सामग्री म्हणून दिले जातात.
कंटेनर
एक्सट्रुजन प्रेसमधील चेंबर ज्यामध्ये बिलेट एका टोकाला डायमधून ढकलले जाते तेव्हा डमी ब्लॉकच्या दबावाखाली आणि दुसऱ्या टोकाला मेंढा आत जातो. कंटेनर हाऊसिंगमध्ये कंटेनर राहतो. सर्व कंटेनर्स एका लाइनरने रेखाटलेले असतात जे बाहेर काढत असताना बिलेट जागेवर ठेवतात.
टूल स्टॅक (विधानसभा मरतात)
घन: डाय रिंग, मरणे, पाठीराखा, बळ देणारा, आणि उप-बोल्स्टर (कार्थेज किंवा न्यूनानमध्ये उप-बोल्स्टर वापरले जात नाहीत). पोकळ: डाय रिंग, मंडरेल मरणे, डाय टोपी, बळ देणारा, उप-बोल्स्टर
डाय होल्डर
टूल स्टॅकचा कंटेनर.
डाय लॉक
डाय होल्डरमध्ये डाई लॉक करते.
लॉग ओव्हन/बिलेट ओव्हन
लॉग/बिलेट एक्स्ट्रुजन तापमानापर्यंत गरम करण्यासाठी वापरला जाणारा प्रेस घटक. लॉग शिअरने सुसज्ज असलेल्या प्रेसमध्ये लॉग ओव्हन असतात; इतरांकडे बिलेट ओव्हन आहेत.
लॉग कातरणे
इच्छित बिलेट लांबीपर्यंत लॉग कापण्यासाठी वापरले जाते (फक्त लॉग ओव्हनसह प्रेसवर).
बट कातरणे
बिलेटचा न काढलेला भाग कातरतो (नितंब) एक्सट्रूजन सायकल पूर्ण झाल्यानंतर कंटेनरमध्ये उरलेले. मेंढ्याने बिलेटला कंटेनरमधून ढकलल्यानंतर बट म्हणजे ऑक्साईड्स असतात.
डाय ओव्हन
ओव्हन जेथे 750° - 900° F पर्यंत गरम केले जाते 4-6 वापरण्यापूर्वी तास.
पाळणा
बिलेटला रॅमच्या दाबाने एक्सट्रूजन प्रेसमध्ये ढकलले जात असताना ते धरून ठेवते.
लीडआउट टेबल दाबा
टेबल जे डाय आणि रन आउट टेबल दरम्यान एक्सट्रूझनला समर्थन देते.
रन आउट टेबल
प्रेस लीडआउट उपकरणांच्या ताबडतोब बाहेर पडताना टेबल जे एक्सट्रूजनला मार्गदर्शन आणि समर्थन करण्यास मदत करते.
बॅक/फ्रंट प्रेस प्लेटन
एक्सट्रूजन प्रेसमध्ये हे दोन विभाग असतात.
रॉड बांधा
बॅक आणि फ्रंट प्रेस प्लेटला जोडते.
डबा
डाय पासून अॅल्युमिनियम extrusions मार्गदर्शन मदत करण्यासाठी वापरले जाते. त्यात डाई प्रमाणेच छिद्रे आहेत आणि ती सर्व दाबांवर वापरली जाऊ शकतात. न्यूनान त्यांचा वापर करण्यापासून दूर जात आहे कारण ते महाग आणि हाताळण्यास कठीण आहेत.
प्लेट प्रेशर रिंग
डाई स्टॅकला आधार देण्यासाठी प्लेटमध्ये एक कडक टूल स्टील रिंग घातली जाते. मुख्य सिलिंडरने अंगठीवर लावलेल्या दाबामुळे ताण येतो आणि त्यामुळे वेळोवेळी बदलण्याची गरज भासते.
ब्राइटस्टार अॅल्युमिनियम मशिनरी अॅल्युमिनियम बिलेट्स हीटिंग फर्नेस प्रदान करते, मोल्ड हीटिंग ओव्हन, अॅल्युमिनियम प्रोफाइल आकार सुधारक, अॅल्युमिनियम प्रोफाइल पॉलिशिंग मशीन, अॅल्युमिनियम प्रोफाइल पृष्ठभाग दोष ब्रशिंग क्लिनिंग मशीन, अॅल्युमिनियम प्रोफाइल रॅपिंग मशीन, अॅल्युमिनियम प्रोफाइल फिल्म स्टिकिंग मशीन, लाकूड धान्य प्रभाव उदात्तीकरण मशीन आणि सहायक उपकरणे.
अॅल्युमिनियम एक्सट्रूजन प्रकल्प आणि टर्नकी प्रकल्प आणि पॅकेज डीलसाठी एकूण समाधान ऑफर करा!
तुम्हाला अॅल्युमिनियम एक्सट्रूजन उत्पादनाबद्दल माहिती असणे आवश्यक आहे
तुम्हाला अॅल्युमिनियम एक्सट्रूजन उत्पादनाबद्दल माहिती असणे आवश्यक आहे
अॅल्युमिनियम बाहेर काढणे सामग्रीला आकार देण्याची प्रक्रिया म्हणून परिभाषित केले आहे, एका डायमध्ये आकाराच्या उघड्यामधून वाहण्यास भाग पाडणे.
बाहेर काढलेली सामग्री एक वाढवलेला तुकडा म्हणून उदयास येते ज्यात डाय ओपनिंग सारखीच प्रोफाइल आहे.
एक प्रक्रिया ज्याद्वारे अॅल्युमिनियमला टेलर-मेड डायमध्ये भाग पाडले जाते आणि परिणामी एक स्थिर क्रॉस-सेक्शन बनते जे धातूच्या सर्व गुणधर्मांचा वापर करते..
अॅल्युमिनियम एक्सट्रूझन प्रक्रिया अॅल्युमिनियमचा जास्तीत जास्त भौतिक वैशिष्ट्यांचा अद्वितीय संयोजन बनवते.
प्रेसचा आकार किती मोठा एक्सट्रूजन तयार केला जाऊ शकतो हे निर्धारित करतो.
एक्सट्रूजन आकार त्याच्या सर्वात लांब क्रॉस-सेक्शनल आयामाने मोजला जातो, म्हणजे. ते परिक्रमा करणार्या वर्तुळात बसते.
तुम्हाला आश्चर्य वाटेल की काय प्रक्रिया करते अॅल्युमिनियम बाहेर काढणे?
येथे तपशील माहिती आणि चरण-दर-चरण आहेत
अॅल्युमिनियम एक्सट्रूझन तपशीलवार उत्पादन प्रक्रिया
आय.साचा प्रक्रिया
अॅल्युमिनियम एक्सट्रूझन प्रक्रिया खरोखरच डिझाइन प्रक्रियेपासून सुरू होते, कारण ते उत्पादनाचे डिझाइन आहे — त्याच्या हेतूच्या वापरावर आधारित — जे अनेक अंतिम उत्पादन पॅरामीटर्स निर्धारित करते.
यंत्रक्षमतेबाबत प्रश्न, पूर्ण करणे, आणि वापराच्या वातावरणामुळे मिश्रधातूची निवड बाहेर काढली जाईल.
प्रोफाइलचे कार्य त्याच्या फॉर्मचे डिझाइन निर्धारित करेल आणि, म्हणून, डायची रचना जी त्यास आकार देते.
डाय डिझाइन:
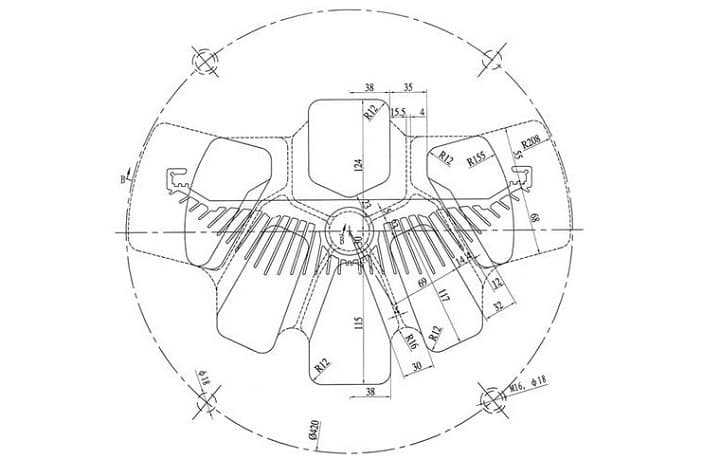
अॅल्युमिनियम एक्सट्रूजन हे अॅल्युमिनियम बिलेट्सचे अंतिम उत्पादन आहे जे गरम केल्यानंतर डायद्वारे बाहेर काढले जाते, आणि एक्सट्रूजन डाय हे उच्च-परिशुद्धता वैशिष्ट्यांसह एक उपकरण आहे जे आवश्यक वैशिष्ट्यांसह आणि क्रॉस-सेक्शनसह अॅल्युमिनियम प्रोफाइल बाहेर काढण्यासाठी मागणीनुसार डिझाइन केलेले आहे;
मोल्ड डिझाइनचे तत्त्व आणि चरण
1. डिझाइन मोल्ड चेंबर पॅरामीटर्स निश्चित करा
सर्वप्रथम, जेव्हा डिझायनरला क्रॉस-सेक्शनल ड्रॉइंग मिळते, एक्सट्रूजन गुणोत्तरानुसार, अॅल्युमिनियम प्रोफाइल क्रॉस-सेक्शनचे जास्तीत जास्त परिक्रमा केलेले वर्तुळ किती आहे, आणि कोणते एक्सट्रूजन मशीन योग्य आहे हे निर्धारित करण्यासाठी जटिलता.
मोल्डचा आकार सेट करा, जर ते लहान असेल, त्याचा सेवा जीवनावर आणि मोल्डच्या निर्मितीवर परिणाम होईल. साधारणतः बोलातांनी, मोठा विभाग साचा आकार मोठा सेट आहे, जेणेकरून साचा उत्पादनासाठी स्थिर असेल.
मोल्ड पोर्थोलचे वितरण सेट करा, फीडर आणि सॉलिड मोल्ड डिझाइन, कार्यरत बेल्ट डिझाइन, आणि मोल्डिंग होल डिझाइन
2. डायवर डाई होलची वाजवी व्यवस्था
तथाकथित वाजवी मांडणी म्हणजे मोल्डवर एक किंवा अनेक डाई होल वाजवीपणे वितरित करणे, जेणेकरुन मोल्डची मजबुती सुनिश्चित करण्याच्या आधारावर धातूच्या प्रवाहाची उत्कृष्ट एकरूपता प्राप्त करता येईल.
3. डाई होलच्या आकाराची वाजवी गणना
डाय होलच्या आकाराची गणना करताना, मुख्य विचार म्हणजे एक्सट्रुडेड मिश्र धातुची रासायनिक रचना, उत्पादनाचा आकार आणि नाममात्र आकार आणि त्याची स्वीकार्य सहिष्णुता, एक्सट्रूझन तापमान आणि डाय मटेरियलचे थर्मल विस्तार गुणांक आणि या तापमानात एक्सट्रूडेड मिश्रधातू, आणि उत्पादनाचा क्रॉस-सेक्शन, भौमितिक आकाराची वैशिष्ट्ये आणि एक्सट्रूझन आणि स्ट्रेचिंग दरम्यान त्याचे बदल, एक्सट्रूजन फोर्सचा आकार आणि मोल्डचे विकृतीकरण.
4. मेटल प्रवाह दर वाजवीपणे समायोजित करा
साधारणतः बोलातांनी, प्रोफाइलची भिंतीची जाडी जितकी पातळ असेल, घेर जितका मोठा असेल, आकार जितका अधिक जटिल असेल, आणि एक्सट्रूजन सिलेंडरच्या केंद्रापासून दूर, डाय बेअरिंग जितके लहान असावे.
जेव्हा डाय बेअरिंगसह प्रवाह दर नियंत्रित करणे अद्याप कठीण असते, आकार विशेषतः क्लिष्ट आहे, भिंतीची जाडी खूप पातळ आहे, आणि केंद्रापासून दूर असलेला भाग धातूच्या प्रवाहाला गती देण्यासाठी स्प्रू स्प्रेडरचा वापर केला जाऊ शकतो.
याउलट, जास्त जाड भिंती असलेल्या भागांसाठी किंवा एक्सट्रूजन सिलेंडरच्या मध्यभागी अगदी जवळ असलेल्या ठिकाणी, येथे प्रवाहाचा वेग कमी करण्यासाठी अडथळ्याला पूरक म्हणून अडथळा कोन वापरला पाहिजे.
याव्यतिरिक्त, आपण प्रक्रिया शिल्लक राहील देखील वापरू शकता, प्रक्रिया भत्ते, किंवा फ्रंट चेंबर मोल्ड वापरा, प्रवाह मार्गदर्शक मरतो, आणि नंबर बदला, आकार, आकार, आणि धातूचा प्रवाह दर समायोजित करण्यासाठी पोर्थोलची स्थिती.
5. पुरेशी साचा शक्ती सुनिश्चित करा
डाय होलची स्थिती तर्कशुद्धपणे मांडण्याव्यतिरिक्त, योग्य सामग्री निवडणे, आणि वाजवी रचना आणि आकार डिझाइन करणे, एक्सट्रूजन फोर्सची अचूक गणना करणे आणि प्रत्येक विभागाची स्वीकार्य ताकद तपासणे देखील खूप महत्वाचे आहे.
6. स्वच्छता आणि देखभाल
एक्सट्रूजन डायजची वारंवार साफसफाई आणि तपासणी केली पाहिजे.
काही समस्या असल्यास, ओरखडे टाळण्यासाठी त्यांची वेळेत दुरुस्ती करावी, प्रोफाइलच्या बाहेर काढण्याच्या प्रक्रियेदरम्यान burrs आणि इतर कठोर जखम, जे अॅल्युमिनियम एक्सट्रूजनच्या गुणवत्तेवर गंभीरपणे परिणाम करेल.
एक्सट्रूजन डाई प्रोसेसिंग प्रोसेस फ्लो चार्ट
घन मरतात (बंद पोकळीशिवाय स्ट्रक्चरल प्रोफाइल, पोर्थोल मरत नाही)
लॅथिंग → मार्किंग → मिलिंग → ड्रिलिंग → ग्राइंडिंग → हार्डनिंग → टेम्परिंग → पृष्ठभाग पीसणे → मार्गदर्शक चॅनेलचे बारीक मिलिंग → वायर कटिंग → ईडीएम → पॉलिशिंग → क्लॅम्पिंग रिपेअरिंग → स्वीकृती → टेस्ट मोल्ड → नायट्राइडिंग → वेअरहाऊस
पोर्थोल मरतात (बंद पोकळीसह स्ट्रक्चरल प्रोफाइल)
पाठीराखे मरतात
टर्निंग → मार्किंग → मिलिंग → ड्रिलिंग → ग्राइंडिंग → क्वेंचिंग → टेम्परिंग → सरफेस ग्राइंडिंग → स्वीकृती → गोदाम
डाय रिंग
टर्निंग → मार्किंग → मिलिंग → ड्रिलिंग → ग्राइंडिंग → क्वेंचिंग → टेम्परिंग → प्लेन ग्राइंडिंग → फाइन टर्निंग → स्वीकृती → गोदाम
II वितळण्याची प्रक्रिया
6 मिश्र धातु आणि त्यांचे अनुप्रयोग
6005: एक्सट्रुडेड प्रोफाइल आणि पाईप्स, पेक्षा जास्त ताकद आवश्यक असलेल्या स्ट्रक्चरल भागांसाठी वापरले जाते 6063 मिश्रधातू, जसे की शिडी, टीव्ही अँटेना, इ.;
6009: कार बॉडी पॅनेल;
6010: पातळ प्लेट, कार शरीर;
6061: विविध औद्योगिक संरचना ज्यांना विशिष्ट ताकदीची आवश्यकता असते, वेल्डेबिलिटी आणि उच्च गंज प्रतिकार, जसे की पाईप्स, रॉड, आणि ट्रकच्या निर्मितीसाठी आकार, टॉवर इमारती, जहाजे, ट्राम, फिक्स्चर, यांत्रिक भाग, आणि अचूक मशीनिंग, पत्रक;
6063: बिल्डिंग प्रोफाइल, सिंचन पाईप्स आणि वाहनांसाठी बाहेर काढण्याचे साहित्य, बेंच, फर्निचर, कुंपण, इ.;
6066: फोर्जिंग्ज आणि वेल्डिंग स्ट्रक्चर एक्सट्रूजन मटेरियल;
6070: हेवी-ड्युटी वेल्डेड स्ट्रक्चर्स आणि ऑटोमोटिव्ह उद्योगात वापरल्या जाणार्या एक्सट्रूजन मटेरियल आणि पाईप्स;
6101: उच्च-शक्तीचे बार, बससाठी इलेक्ट्रिकल कंडक्टर आणि रेडिएटर साहित्य;
6151: डाय फोर्जिंग क्रँकशाफ्ट भागांसाठी वापरले जाते, मशीनचे भाग आणि रोल केलेल्या रिंगचे उत्पादन, ज्या अनुप्रयोगांसाठी चांगली फोर्जेबिलिटी आवश्यक आहे, उच्च शक्ती, आणि चांगला गंज प्रतिकार;
6201: उच्च-शक्तीचे प्रवाहकीय रॉड आणि तारा;
6205: जाड प्लेट्स, pedals आणि उच्च प्रभाव प्रतिरोधक extrusions;
6262: पेक्षा जास्त गंज प्रतिकार आवश्यक थ्रेडेड उच्च-ताण भाग 2011 आणि 2017 मिश्रधातू;
6351: वाहनांचे बाह्य संरचनात्मक भाग, पाण्यासाठी पाइपलाइन, तेल, इ.;
6463: इमारत आणि विविध उपकरणे प्रोफाइल, तसेच चमकदार पृष्ठभागांसह ऑटोमोटिव्ह सजावटीचे भाग चमकदार बुडविणे आणि एनोडायझिंग उपचारानंतर;
6060, 6063, 6063ए, 6463, आणि 6463A बहुतेकदा बिल्डिंग प्रोफाइलच्या निर्मितीमध्ये वापरले जातात, आणि 6463A मिश्र धातुचा वापर केवळ चमकदार चांदीच्या अॅल्युमिनियम प्रोफाइलच्या उत्पादनासाठी केला जातो (आरशासारखा देखावा).
6063पेक्षा किंचित जास्त सामर्थ्य आवश्यक असलेल्या आर्किटेक्चरल प्रोफाइलच्या निर्मितीमध्ये बहुतेकदा मिश्रधातूचा वापर केला जातो 6063 मिश्रधातू, जसे की पडद्याच्या भिंतीचे साहित्य.
6061, 6082, 6106, 6005, 6005ए, 6351 मोठ्या स्ट्रक्चरल भागांमध्ये मिश्रधातूंचा मोठ्या प्रमाणावर वापर केला जातो ज्यांना चांगला गंज प्रतिकार आवश्यक असतो, जसे रेफ्रिजरेटेड कंटेनर तळाशी प्लेट, ट्रक फ्रेम भाग, वरच्या संरचनेचे भाग पाठवा, रेल्वे वाहनाचे संरचनात्मक भाग आणि इतर यांत्रिक संरचनात्मक भाग .
6101 आणि 6101B मिश्रधातूंचा वापर सबवे वहनासाठी अॅल्युमिनियम मिश्र धातु प्रोफाइल तयार करण्यासाठी केला जातो.
6563 मिश्रधातूचा वापर प्रामुख्याने रेडिएटर प्रोफाइल तयार करण्यासाठी केला जातो.
2024, 5A02, 7005, 7020, 7075 उच्च-शक्तीचे मिश्र धातु आहेत, जे अधिकतर अवकाशयानात वापरले जातात, यांत्रिक उपकरणे, इ.
मेल्टिंग प्रोसेसिंग फ्लो चार्ट
साहित्य→चार्जिंग→मिल्टिंग→ढवळणे→मिश्रित करणे→होल्डिंग→डिगॅसिंग→रिफायनिंग→बिलेट कास्टिंग→एकजिनसीकरण→कटिंग
वितळणे ही अॅल्युमिनियम प्रोफाइल उत्पादनाची प्रक्रिया आहे.
कच्चा माल आणि उत्पादनाच्या संरचनेनुसार, अॅल्युमिनियम प्रोफाइल कास्टिंग प्रक्रियेची वाजवी निवड ही उत्पादनाची गुणवत्ता सुनिश्चित करण्याची गुरुकिल्ली आहे, ऊर्जा वापर कमी करणे आणि उत्पादन कार्यक्षमता सुधारणे.
तर अॅल्युमिनियम प्रोफाइलची वितळणे आणि कास्टिंग प्रक्रिया काय आहे?
1. अॅल्युमिनियम इंगॉट्स कच्चा माल
उत्पादनापूर्वी, वेगवेगळ्या मिश्रधातूंनुसार आणि अॅल्युमिनियम बिलेट्सच्या वेगवेगळ्या प्रमाणात मागणी, अॅल्युमिनिअमचे पिल्लू बनवा, मॅग्नेशियम ingots, सिलिकॉन ingots, कार्यशाळेत तांब्याचे पिल्लू आणि सहायक साहित्य तयार.
2. वितळणे चार्जिंग
कच्चा माल वितळणाऱ्या भट्टीत चार्ज करण्यासाठी फोर्कलिफ्ट वापरा.
3.वितळणे
भट्टीत पुरेसा कच्चा माल टाकल्यानंतर, 700-730℃ पर्यंत गरम करण्यासाठी नैसर्गिक वायू वापरा, आणि नंतर अॅल्युमिनियम पिंड द्रव अवस्थेत वितळेल.
4. परिष्करण
वितळलेल्या अॅल्युमिनियममधील अशुद्धता काढून टाकण्यासाठी एजंट जोडणे.
5.च्याकास्टिंग
25वितरकाने वितळलेले अॅल्युमिनियम भरल्यानंतर ~35 सेकंद, थंड पाणी चालू आहे. कास्टिंग गती सामान्य गतीच्या 70 ~ 80% आहे, आणि 40-50 मिमी घसरल्यानंतर वेग सामान्य गतीपर्यंत वाढविला जातो.
6. एकजिनसीकरण
अॅल्युमिनियम बिलेट्स दुय्यम एकसंध उपचारांच्या अधीन आहेत.
7. अॅल्युमिनियम बिलेट्स कटिंग
अॅल्युमिनियम बिलेट्सच्या पुढच्या आणि मागच्या टोकाला असलेले अनियमित भाग काढून टाका
8. कोठार
अल्युमिनिअम बिलेट्स गोदामात एकत्रित करून ठेवल्या जातात.
साधारणतः बोलातांनी, अॅल्युमिनियम वितळणे म्हणजे अॅल्युमिनियम इंगॉट्स अॅल्युमिनियम बिलेटमध्ये बदलणे, लॉग किंवा इतर तयार किंवा अर्ध-तयार उत्पादने मिश्रधातूच्या प्रक्रियेद्वारे, ढवळत, उभे, परिष्करण, आणि स्किमिंग.
वितळणे आणि कास्टिंग उत्पादन ही अॅल्युमिनियम आणि अॅल्युमिनियम मिश्र धातु एक्सट्रूझन उत्पादनांच्या निर्मितीमध्ये एक अत्यंत महत्त्वाची प्रक्रिया आहे..
अॅल्युमिनियम बिलेट्सची गुणवत्ता थेट उत्पन्नावर परिणाम करते, अॅल्युमिनियम एक्सट्रूजन उत्पादनांची गुणवत्ता आणि कार्यक्षमता.
आता आम्हाला एक्सट्रूझनसाठी बिलेट्स मिळतात, एक्सट्रूजन डाय आणि कच्चा माल एक्सट्रूझनसाठी तयार आहे.
III बाहेर काढण्याची प्रक्रिया
अॅल्युमिनियम बाहेर काढणे - एक प्रक्रिया ज्याद्वारे अॅल्युमिनियमला कस्टम मेड डायमध्ये भाग पाडले जाते आणि परिणामी एक स्थिर क्रॉस-सेक्शन बनते जे धातूच्या सर्व गुणधर्मांचा वापर करते..
एक्सट्रूजन मोल्ड्स डिझाइन केल्याप्रमाणे आणि अॅल्युमिनियम बिलेट्स उपलब्ध आहेत. सर्व अॅल्युमिनियम एक्सट्रूझनसाठी तयार आहे.
अॅल्युमिनियम एक्सट्रुजन प्रक्रिया ही एक प्रक्रिया पद्धत आहे जी डाय चेंबरमध्ये ठेवलेल्या मेटल बिलेटवर मजबूत दाब लागू करते. (किंवा एक्सट्रूजन सिलेंडर), मेटल बिलेटला दिशात्मक प्लास्टिक विकृती निर्माण करण्यास भाग पाडणे, आणि विशिष्ट यांत्रिक गुणधर्म भाग किंवा अर्ध-तयार उत्पादनांसह इच्छित विभाग आकार आणि आकार मिळविण्यासाठी एक्सट्रूजन डायच्या डाय होलमधून बाहेर काढणे.
एक्सट्रूजन प्रक्रियेचे प्रकार
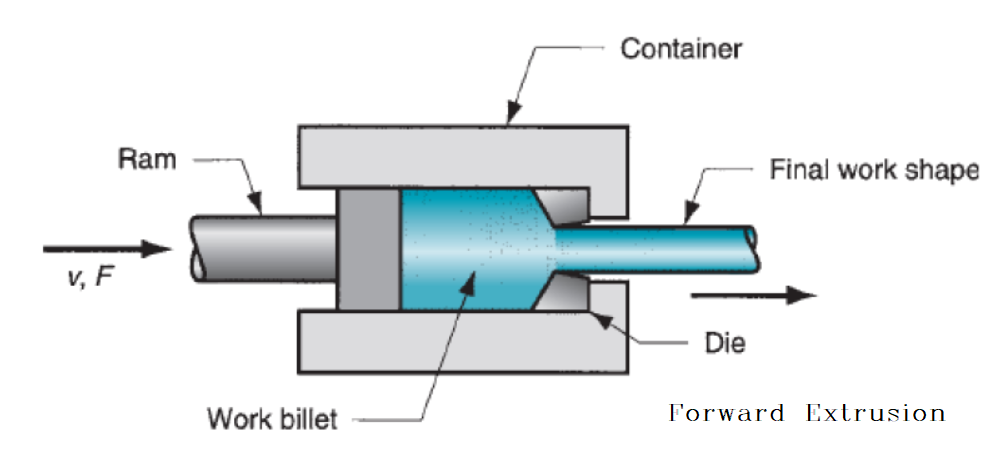
फॉरवर्ड एक्सट्रूजन
फॉरवर्ड एक्सट्रूजन, डायरेक्ट एक्सट्रूजन म्हणूनही ओळखले जाते, सर्वात सामान्य बाहेर काढण्याची प्रक्रिया आहे. हे बिलेटला जड-भिंतीच्या कंटेनरमध्ये ठेवून कार्य करते.
बिलेटला मेंढा किंवा स्क्रूने डायमधून ढकलले जाते.
रॅम आणि बिलेटमध्ये त्यांना वेगळे ठेवण्यासाठी पुन्हा वापरता येण्याजोगा डमी ब्लॉक आहे.
या प्रक्रियेचा मोठा तोटा असा आहे की बिलेट बाहेर काढण्यासाठी आवश्यक असलेले बल अप्रत्यक्ष एक्सट्रूझन प्रक्रियेत आवश्यकतेपेक्षा जास्त आहे कारण बिलेटला कंटेनरच्या संपूर्ण लांबीपर्यंत प्रवास करण्याची गरज असल्यामुळे घर्षण शक्तींचा परिचय होतो..
यामुळे, प्रक्रियेच्या सुरुवातीला आवश्यक असलेली सर्वात मोठी शक्ती असते आणि बिलेटचा वापर होत असताना हळूहळू कमी होते.
बिलेटच्या शेवटी शक्ती मोठ्या प्रमाणात वाढते कारण बिलेट पातळ आहे आणि डाईमधून बाहेर पडण्यासाठी सामग्री त्रिज्या प्रवाही असणे आवश्यक आहे.. बिलेटचा शेवट (बट एंड म्हणतात) या कारणासाठी वापरले जात नाही.[i]
[i] https://en.wikipedia.org/wiki/Extrusion
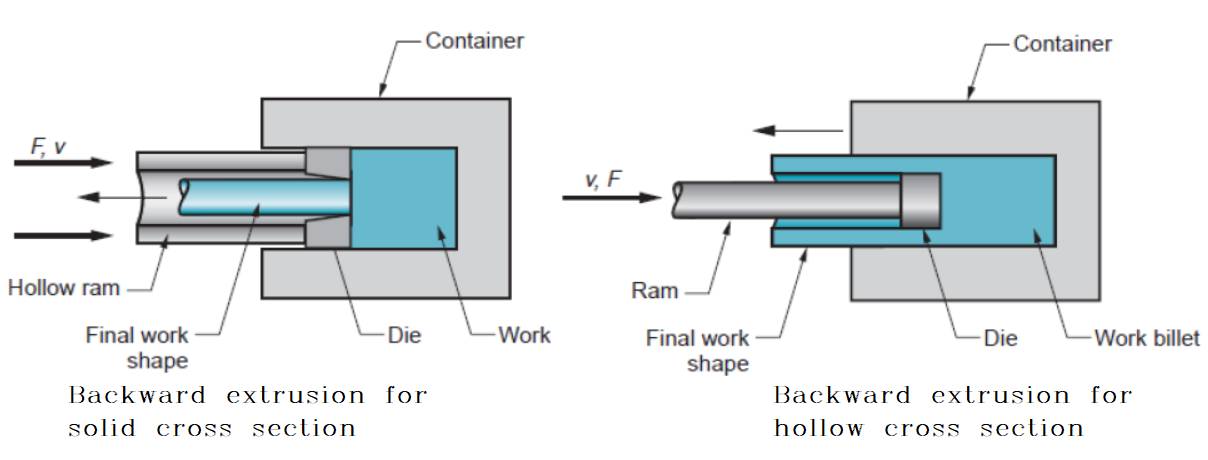
मागास बाहेर काढणे
मागास बाहेर काढणे, अप्रत्यक्ष एक्सट्रूजन म्हणून देखील ओळखले जाते, डाय स्थिर असताना बिलेट आणि कंटेनर एकत्र फिरतात.
डाय द्वारे ठिकाणी आयोजित केले जाते “खोड” जे कंटेनरच्या लांबीपेक्षा लांब असावे.
एक्सट्रूझनची कमाल लांबी शेवटी स्टेमच्या स्तंभाच्या मजबुतीद्वारे निर्धारित केली जाते.
बिलेट कंटेनरसह हलवल्यामुळे घर्षण शक्ती नष्ट होतात.
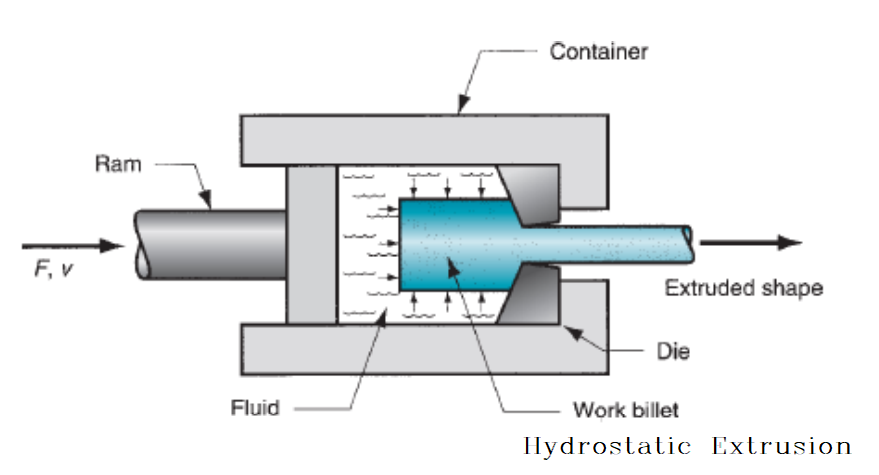
हायड्रोस्टॅटिक एक्सट्रूजन
हायड्रोस्टॅटिक एक्सट्रूजन प्रक्रियेत, बिलेट पूर्णपणे दाबलेल्या द्रवाने वेढलेले आहे, बिलेट डायशी संपर्क साधते त्याशिवाय.
ही प्रक्रिया गरम केली जाऊ शकते, उबदार, किंवा थंड, तथापि, वापरलेल्या द्रवपदार्थाच्या स्थिरतेमुळे तापमान मर्यादित असते.
हायड्रोस्टॅटिक माध्यम समाविष्ट करण्यासाठी प्रक्रिया सीलबंद सिलेंडरमध्ये करणे आवश्यक आहे.
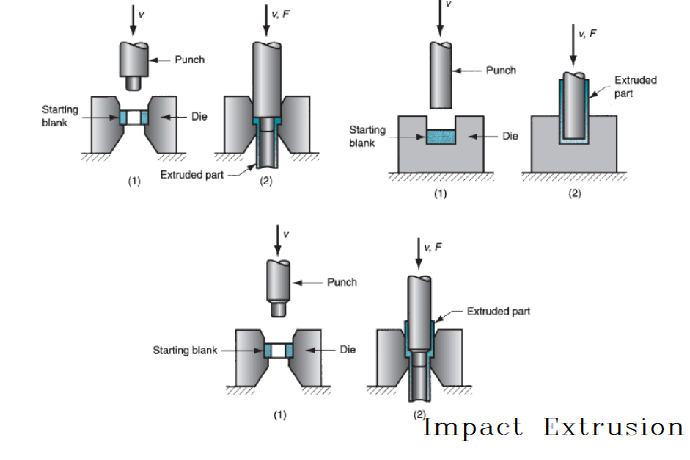
प्रभाव बाहेर काढणे
इम्पॅक्ट एक्सट्रूजन ही एक्सट्रूझन आणि ड्रॉइंग सारखीच एक उत्पादन प्रक्रिया आहे ज्याद्वारे मेटल स्लगसह उत्पादने तयार केली जातात.. गोगलगाय एका ठोसाने डाय किंवा मोल्डमध्ये अत्यंत बलाने उच्च वेगाने दाबला जातो.[i]
पारंपारिक एक्सट्रूझनपेक्षा जास्त वेगाने आणि लहान स्ट्रोकवर प्रभाव एक्सट्रूझन केले जाते.
हे वैयक्तिक घटक तयार करण्यासाठी वापरले जाते. नावाप्रमाणेच, पंच केवळ कामाच्या भागावर दबाव आणण्याऐवजी प्रभावित करते.
[i] https://en.wikipedia.org/wiki/Impact_extrusion
अॅल्युमिनियम एक्सट्रूझन प्रक्रियेचे फायदे
1. बाहेर काढण्याच्या प्रक्रियेदरम्यान, एक्सट्रूड मेटल रोलिंग फोर्जिंगपेक्षा विकृत क्षेत्रामध्ये अधिक तीव्र आणि एकसमान त्रि-आयामी कॉम्प्रेशन स्ट्रेस प्राप्त करू शकते, जे प्रक्रिया केलेल्या धातूच्याच प्लॅस्टिकिटीला पूर्ण खेळ देऊ शकते;
2. एक्सट्रूजन प्रक्रियेमुळे केवळ रॉडच तयार होऊ शकत नाहीत, नळ्या, आकार, आणि साध्या क्रॉस-सेक्शनल आकारांसह वायर उत्पादने, परंतु जटिल क्रॉस-सेक्शनल आकारांसह प्रोफाइल आणि ट्यूब देखील;
3. एक्सट्रूजन प्रक्रियेत उत्तम लवचिकता असते. विविध आकारांसह उत्पादने तयार करण्यासाठी केवळ मोल्ड्स सारख्या एक्सट्रूजन टूल्सची पुनर्स्थित करणे आवश्यक आहे, एका उपकरणावर वैशिष्ट्ये आणि वाण. एक्सट्रूजन मोल्ड्स बदलण्याचे ऑपरेशन सोपे आहे, जलद, वेळेची बचत आणि कार्यक्षम;
4. एक्सट्रुडेड उत्पादनांची अचूकता जास्त आहे, उत्पादनांची पृष्ठभागाची गुणवत्ता चांगली आहे, आणि मेटल सामग्रीचा वापर दर आणि उत्पन्न सुधारले आहे;
5. एक्सट्रूझन प्रक्रियेचा धातूच्या यांत्रिक गुणधर्मांवर चांगला परिणाम होतो;
6.प्रक्रिया प्रवाह लहान आहे आणि उत्पादन सोयीस्कर आहे. हॉट डाय फोर्जिंग किंवा फॉर्मिंग रोलिंगपेक्षा मोठ्या क्षेत्रासह एक-वेळ एक्सट्रूझन संपूर्ण रचना मिळवू शकते. उपकरणांची गुंतवणूक कमी आहे, मोल्डची किंमत कमी आहे, आणि आर्थिक फायदा जास्त आहे;
7. अॅल्युमिनियम मिश्र धातुमध्ये चांगली एक्सट्रूझन वैशिष्ट्ये आहेत आणि विशेषत: एक्सट्रूजन प्रक्रियेसाठी योग्य आहेत. विविध एक्सट्रूजन प्रक्रिया आणि विविध प्रकारच्या मोल्ड स्ट्रक्चर्सद्वारे त्यावर प्रक्रिया केली जाऊ शकते.
एक्सट्रूझन प्रक्रियेची पायरी
अॅल्युमिनियम बिलेट्स→ मल्टी-बिलेट्स हीटिंग फर्नेसमध्ये गरम लॉग शिअरसह गरम करणे → तापमान 480°C पर्यंत पोहोचते आणि तापमान 1h साठी ठेवले जाते → साचा 480°C पर्यंत गरम केला जातो → साचा मोल्ड बेसमध्ये ठेवला जातो → फीडिंग → एक्सट्रूजन → पुलर → सरळ करणे → वृद्धत्व → वृद्धत्व पूर्ण → कुलिंग → पूर्ण
1. रॅकवर अॅल्युमिनियम बिलेट्स ठेवा. अॅल्युमिनियम बिलेट्समध्ये एक विशिष्ट अंतर सोडा. अॅल्युमिनियम बिलेट्स स्टॅक न करण्याची काळजी घ्या, कोणत्याही पृष्ठभागावर उपचार न करता, यामुळे ऑपरेटरची अडचण वाढेल आणि ऑपरेशन दरम्यान अॅल्युमिनियम बिलेट्स पडतील आणि कर्मचारी जखमी होतील;
2. प्रक्रियेच्या प्रवाहानुसार काटेकोरपणे कार्य करा. ठिकाण 12 भट्टीत अॅल्युमिनियम बिलेट्स आणि त्यांना गरम करा. जेव्हा गरम होण्याची वेळ 3.5h पर्यंत पोहोचते, तापमान 480 डिग्री सेल्सियस पर्यंत पोहोचते, आणि नंतर 1 तास उष्णता संरक्षणानंतर सामान्य उत्पादन केले जाऊ शकते;
3. त्याच वेळी, एक्सट्रूजन डाय मोल्ड हीटिंग ओव्हनमध्ये ठेवा आणि डाय तापमान 480 डिग्री सेल्सियस पर्यंत पोहोचण्यासाठी ते गरम करा;
4. अॅल्युमिनियम बिलेट्स आणि मोल्डचे गरम आणि उष्णता संरक्षण पूर्ण झाल्यानंतर, एक्सट्रूजन मशीनच्या मोल्ड बेसमध्ये साचा घाला आणि तयार करा;
5. एक्सट्रूझनच्या तयारीसाठी एक्सट्रूडरच्या कच्च्या मालाच्या प्रवेशद्वारामध्ये लहान अॅल्युमिनियम बिलेट्स ठेवा;
6. एक्सट्रूजन स्टेजमध्ये प्रवेश करत आहे. एक्सट्रुडेड प्रोफाइल डिस्चार्ज होलमधून बाहेर पडल्यानंतर, ते पुलरने खेचले आहे, आणि नंतर लांबी कापण्यासाठी निर्धारित केली जाते, आणि नंतर अॅल्युमिनियम प्रोफाइल सरळ करण्यासाठी लेव्हलिंग टेबलवर पाठवले जाते. अॅल्युमिनियम प्रोफाइलला लांबीपर्यंत कापण्यासाठी तयार उत्पादनाच्या भागात नेले जाऊ शकते.
7. आवश्यकतेनुसार कट अॅल्युमिनियम प्रोफाइल मटेरियल फ्रेममध्ये लोड करा, ते वृद्धत्वाच्या भागात वाहून नेणे, वृद्धत्वाच्या भट्टीत प्रवेश करा, आणि वृद्धत्व उपचार करा.
8. वृद्धत्व तापमान 200 ℃ पर्यंत पोहोचल्यानंतर, 2 तास ठेवा, आणि मग ते भट्टीतून सोडले जाण्याची प्रतीक्षा करा;
डिस्चार्ज झाल्यावर, ते कूलिंग स्टेजमध्ये प्रवेश करते, जे नैसर्गिक कूलिंगद्वारे किंवा कूलरद्वारे थंड केले जाऊ शकते. या वेळी, बाहेर काढण्याचे काम पूर्ण झाले आहे, आणि योग्य देखावा गुणवत्ता आणि आकार आणि आकारासह अॅल्युमिनियम प्रोफाइलचे एक्सट्रूझन पूर्ण झाले आहे.
बिलेट्स हीटिंगसह स्वयंचलित उत्पादन लाइनवर अॅल्युमिनियम एक्सट्रूझन केले जाईल, बाहेर काढणे, थंड करणे, ताण सरळ करणे, सॉइंग आणि इतर प्रक्रिया.
उत्पादन लाइनवर उपकरणे, हॉट लॉग शीअरसह मल्टी बिलेट्स हीटिंग फर्नेसचा समावेश आहे, एक्सट्रूजन प्रेस, रन-आउट टेबल, स्टेकर, प्रोफाइल कन्वेयर, कूलिंग बेड, सरळ मशीन, स्टोरेज प्लॅटफॉर्म, ओढणारा, प्रोफाइल सॉइंग मशीन, वृद्धत्वाची भट्टी, इ.
अॅल्युमिनियम एक्सट्रूझन प्रक्रियेची सखोल माहिती
अॅल्युमिनियम एक्सट्रूजन प्रक्रिया माहिती
बाहेर काढणे सामग्रीला आकार देण्याची प्रक्रिया म्हणून परिभाषित केले आहे, जसे की अॅल्युमिनियम, एका डायमध्ये आकाराच्या उघड्यामधून वाहण्यास भाग पाडणे.
बाहेर काढलेली सामग्री एक वाढवलेला तुकडा म्हणून उदयास येते ज्यात डाय ओपनिंग सारखीच प्रोफाइल आहे.
प्रेसचा आकार किती मोठा एक्सट्रूजन तयार केला जाऊ शकतो हे निर्धारित करतो.
एक्सट्रूजन आकार त्याच्या सर्वात लांब क्रॉस-सेक्शनल आयामाने मोजला जातो, म्हणजे. ते परिक्रमा करणार्या वर्तुळात बसते.
परिक्रमा केलेले वर्तुळ हे सर्वात लहान वर्तुळ आहे जे बाहेर काढलेल्या आकाराच्या क्रॉस-सेक्शनला पूर्णपणे बंद करेल..
एक्सट्रूझन प्रक्रियेत लक्षात ठेवण्याचा सर्वात महत्वाचा घटक म्हणजे तापमान.
तापमान सर्वात गंभीर आहे कारण ते अॅल्युमिनियमची इच्छित वैशिष्ट्ये जसे की कडकपणा आणि फिनिशिंग देते.
बाहेर काढण्याच्या प्रक्रियेतील पायऱ्या खालीलप्रमाणे आहेत:
1. बिलेट्स अंदाजे गरम करणे आवश्यक आहे 800-925 ° फॅ.
2. बिलेट इच्छित तपमानावर पोहोचल्यानंतर, ते लोडरमध्ये हस्तांतरित केले जाते जेथे बिलेट आणि रॅममध्ये स्मट किंवा वंगणाची पातळ फिल्म जोडली जाते. स्मट विभाजन एजंट म्हणून कार्य करते (वंगण) जे दोन भाग एकमेकांना चिकटून ठेवते.
3. बिलेट क्रॅडलमध्ये हस्तांतरित केले जाते.
4. रॅम डमी ब्लॉकवर दबाव लागू करतो जे, बदल्यात, बिलेट कंटेनरच्या आत येईपर्यंत ढकलतो.
5. दबावाखाली बिलेट डायच्या विरूद्ध चिरडले जाते, कंटेनरच्या भिंतींशी पूर्ण संपर्क होईपर्यंत ते लहान आणि रुंद होत जाते. अॅल्युमिनियम डाय द्वारे ढकलले जाते, द्रव नायट्रोजन डाईच्या काही भागांभोवती वाहते जेणेकरून ते थंड होईल. यामुळे डाईचे आयुष्य वाढते आणि एक अक्रिय वातावरण तयार होते जे बाहेर काढलेल्या आकारावर ऑक्साईड तयार होण्यापासून रोखते.. काही प्रकरणांमध्ये द्रव नायट्रोजनच्या जागी नायट्रोजन वायू वापरला जातो. नायट्रोजन वायू डाईला थंड करत नाही तर एक अक्रिय वातावरण तयार करतो.
6. बिलेटमध्ये जोडलेल्या दबावाचा परिणाम म्हणून, मऊ पण घन धातू डाय ओपनिंगमधून पिळू लागतो.
7. एक्सट्रूझन प्रेसमधून बाहेर पडते म्हणून, तापमान खरे तापमान तंत्रज्ञानाने घेतले जाते (3ट) प्रेस प्लेटवर बसवलेले साधन. 3T अॅल्युमिनियम एक्सट्रूजनचे एक्झिट तापमान रेकॉर्ड करते. तापमान जाणून घेण्याचा मुख्य उद्देश जास्तीत जास्त प्रेस गती राखणे आहे. एक्सट्रूजनसाठी लक्ष्य निर्गमन तापमान मिश्रधातूवर अवलंबून असते. उदाहरणार्थ, मिश्रधातूंसाठी लक्ष्य निर्गमन तापमान 6063, 6463, 6063ए, आणि 6101 930° फॅ आहे (किमान). मिश्रधातू 6005A साठी लक्ष्य निर्गमन तापमान,आणि 6061 950° फॅ आहे (किमान).
8. एक्सट्रूजन डाय मधून रनआउट टेबल आणि पुलरकडे ढकलले जातात, जे एक्सट्रूजन दरम्यान रन-आउट टेबलच्या खाली मेटलचे मार्गदर्शन करते. खेचले जात असताना, रन-आउट आणि कूलिंग टेबलच्या संपूर्ण लांबीसह पंखांच्या मालिकेद्वारे एक्सट्रूजन थंड केले जाते. (नोंद: मिश्रधातू 6061 पाणी तसेच हवा विझवली जाते
9. बिलेटचा सर्व वापर केला जाऊ शकत नाही. बाकी (नितंब) बिलेट त्वचेतील ऑक्साईड्स असतात. बट कातरले जाते आणि टाकून दिले जाते तर दुसरे बिलेट लोड केले जाते आणि पूर्वी लोड केलेल्या बिलेटवर वेल्डेड केले जाते आणि बाहेर काढण्याची प्रक्रिया सुरू राहते.
10. जेव्हा एक्सट्रूजन इच्छित लांबीपर्यंत पोहोचते, एक्सट्रूजन प्रोफाइल सॉ किंवा कातरने कापले जाते.
11. धातू हस्तांतरित केले जाते (बेल्टर वॉकिंग बीम सिस्टमद्वारे) रन-आउट टेबलपासून कूलिंग टेबलपर्यंत.
12. अॅल्युमिनियम थंड झाल्यावर आणि कूलिंग टेबलच्या बाजूने हलवा, नंतर ते स्ट्रेचरवर हलवले जाते. स्ट्रेचिंग एक्स्ट्रुजन सरळ करते आणि 'वर्क हार्डनिंग' करते (आण्विक री-अलाइनमेंट जे अॅल्युमिनियमला वाढीव कडकपणा आणि सुधारित ताकद देते).
13. पुढील पायरी करवत आहे. एक्सट्रूजन्स ताणल्यानंतर ते सॉ टेबलवर हस्तांतरित केले जातात आणि विशिष्ट लांबीपर्यंत कापले जातात. saws वर कटिंग सहिष्णुता आहे 1/8 इंच किंवा जास्त, करवतीच्या लांबीवर अवलंबून.
14. भाग कापल्यानंतर, ते वाहतूक उपकरणावर लोड केले जातात आणि वयाच्या ओव्हनमध्ये हलवले जातात. उष्मा-उपचार किंवा कृत्रिम वृद्धत्वामुळे ठराविक वेळेसाठी नियंत्रित तापमान वातावरणात वृद्धत्वाची प्रक्रिया वेगवान होऊन धातू कठोर होते..
प्रत्यक्ष आणि अप्रत्यक्ष एक्सट्रूजन
एक्सट्रूजन प्रक्रिया दोन प्रकारच्या असतात, प्रत्यक्ष आणि अप्रत्यक्ष.
थेट बाहेर काढणे ही एक प्रक्रिया आहे ज्यामध्ये डाय हेड स्थिर ठेवले जाते आणि एक हलणारा मेंढा त्याद्वारे धातूला भाग पाडतो.
अप्रत्यक्ष बाहेर काढणे ही एक प्रक्रिया आहे ज्यामध्ये बिलेट स्थिर राहतो तर डाय असेंब्ली रॅमच्या शेवटी असते, बिलेटच्या विरूद्ध हालचाल करते ज्यामुळे धातूला डायमधून वाहून जाण्यासाठी आवश्यक दबाव निर्माण होतो.
स्वभाव
टेंपर म्हणजे यांत्रिक आणि/किंवा थर्मल उपचारांद्वारे उत्पादित अॅल्युमिनियम कडकपणा आणि ताकद यांचे संयोजन.
अॅल्युमिनिअमच्या यांत्रिक गुणधर्मांची चाचणी घेण्यासाठी वापरलेले उपाय तन्य आहेत, उत्पन्न, आणि वाढवणे.
तन्य हे जास्तीत जास्त खेचणाऱ्या भाराचे सूचक आहे की एखादी सामग्री अयशस्वी झाल्याशिवाय उभी राहू शकते, सामान्यतः क्रॉस-सेक्शनल क्षेत्राच्या प्रति चौरस इंच पाउंडमध्ये मोजले जाते.
उत्पन्न हा ताण आहे ज्यावर सामग्री प्रथम विशिष्ट स्थायी संच प्रदर्शित करते.
लांबलचकता ही सामग्री तुटण्यापूर्वी उभी राहण्याची कमाल टक्केवारी आहे.
अनुपालन आवश्यकतांचे प्रमाणपत्र पूर्ण करण्यासाठी मिश्रधातू आणि स्वभाव गुणधर्मांची परिभाषित श्रेणी पूर्ण करणे आवश्यक आहे.
रॉकवेल हार्डनेस ही विशिष्ट निश्चित परिस्थितींनुसार नमुन्यामध्ये निर्दिष्ट पेनिट्रेटरच्या प्रवेशाच्या खोलीवर आधारित इंडेंटेशन कठोरता चाचणी आहे.
वेबस्टर हे कठोरपणाचे सापेक्ष सूचक आहे परंतु अनुपालन आवश्यकतांच्या प्रमाणपत्राची हमी देत नाही.
एक्सट्रूजनवर परिणाम करणारे घटक
आकार हा भागाच्या किमतीचा आणि सहजतेने तो बाहेर काढता येण्याजोगा घटक आहे. एक्सट्रूजनमध्ये विविध प्रकारचे आकार बाहेर काढले जाऊ शकतात, परंतु विचारात घेण्यासाठी मर्यादित घटक आहेत.
यामध्ये आकाराचा समावेश आहे, आकार, मिश्रधातू, बाहेर काढणे प्रमाण, जीभ प्रमाण, सहिष्णुता, समाप्त, घटक, आणि स्क्रॅप प्रमाण.
जर एखादा भाग या घटकांच्या मर्यादेपलीकडे असेल, ते यशस्वीरित्या बाहेर काढले जाऊ शकत नाही.
आकार, आकार, मिश्रधातू, बाहेर काढणे प्रमाण, जीभ प्रमाण, सहिष्णुता, समाप्त, आणि स्क्रॅप गुणोत्तर एक्सट्रूजन प्रक्रियेत एकमेकांशी संबंधित आहेत जसे की एक्सट्रूजन गती, बिलेटचे तापमान, एक्सट्रूजन प्रेशर आणि मिश्र धातु बाहेर काढले जात आहे.
सामान्यतः, बाहेर काढण्याची गती थेट धातूचे तापमान आणि कंटेनरमध्ये विकसित झालेल्या दाबानुसार बदलते.
वापरलेल्या मिश्रधातूमुळे आणि आकार बाहेर काढल्यामुळे तापमान आणि दाब मर्यादित असतात.
उदाहरणार्थ, कमी एक्सट्रूजन तापमान सामान्यतः चांगल्या दर्जाचे पृष्ठभाग आणि अधिक अचूक परिमाणांसह आकार तयार करेल.
कमी तापमानाला जास्त दाब आवश्यक असतो. कधी कधी, दबाव मर्यादांमुळे, एक बिंदू गाठला जातो जेथे दिलेल्या प्रेसद्वारे आकार बाहेर काढणे अशक्य आहे.
पसंतीचे बिलेट तापमान ते आहे जे स्वीकार्य पृष्ठभाग आणि सहनशीलता परिस्थिती प्रदान करते आणि, त्याच वेळी, कमीत कमी शक्य सायकल वेळ देते.
आदर्श सर्वात कमी तापमानात बिलेट एक्सट्रूझन आहे ज्याची प्रक्रिया परवानगी देईल.
याला अपवाद म्हणजे तथाकथित प्रेस-क्वेंच मिश्र धातु, त्यापैकी बहुतेक मध्ये आहेत 6000 मालिका.
या मिश्रधातूंसह, इष्टतम यांत्रिक गुणधर्म विकसित करण्यासाठी 930°-980° F च्या मर्यादेतील सोल्यूशन उष्मा-उपचार तापमान डाय एक्झिटवर प्राप्त करणे आवश्यक आहे.
अत्याधिक उच्च बिलेट तापमान आणि बाहेर काढण्याच्या वेगाने, धातूचा प्रवाह अधिक द्रव होतो.
धातू, कमीतकमी प्रतिकाराचा मार्ग शोधत आहे, डाय चेहऱ्यातील मोठ्या रिक्त जागा भरण्यास प्रवृत्त होते, आणि संकुचित भागात प्रवेश करण्यास विरोध करते.
त्या परिस्थितीत, आकाराची परिमाणे स्वीकार्य सहिष्णुतेच्या खाली येतात, विशेषतः पातळ प्रक्षेपण किंवा बरगड्यांचे.
अति एक्स्ट्रुजन तापमान आणि वेगाचा आणखी एक परिणाम म्हणजे पातळ कडा किंवा तीक्ष्ण कोपऱ्यात धातू फाटणे..
हे अत्याधिक उच्च-उत्पन्न तापमानात धातूची तन्य शक्ती कमी झाल्यामुळे होते.
अशा वेगाने आणि तापमानात, धातू आणि डाय बेअरिंग पृष्ठभाग यांच्यातील संपर्क अपूर्ण आणि असमान असण्याची शक्यता आहे, आणि आकारातील लाटा आणि वळणांकडे असलेली कोणतीही प्रवृत्ती तीव्र होते.
नियमाप्रमाणे, मिश्रधातूचे उच्च यांत्रिक गुणधर्म म्हणजे कमी एक्सट्रूजन रेट.
बिलेट आणि लाइनरच्या भिंतीमधील घर्षणामुळे बिलेट एक्सट्रूडिंग सुरू करण्यासाठी जास्त वेळ लागतो.
आकाराचे एक्सट्रूजन गुणोत्तर हे यांत्रिक कार्याच्या प्रमाणाचे स्पष्ट संकेत आहे जे आकार बाहेर काढल्यावर होईल..
एक्सट्रूजन रेशो = बिलेटचे क्षेत्रफळ/आकाराचे क्षेत्रफळ
जेव्हा एखाद्या विभागाचे एक्सट्रूजन गुणोत्तर कमी असते, धातूच्या सर्वात मोठ्या वस्तुमानाचा समावेश असलेल्या आकाराच्या भागांवर थोडेसे यांत्रिक कार्य केले जाईल.
हे विशेषतः एक्सट्रुडेड धातूच्या अंदाजे पहिल्या दहा फुटांवर खरे आहे.
त्याची मेटलर्जिकल रचना as-cast जवळ जाईल (भरड धान्य) परिस्थिती.
ही रचना यांत्रिकदृष्ट्या कमकुवत आहे आणि पेक्षा कमी एक्सट्रूजन गुणोत्तरासह आकार देते 10:1 यांत्रिक गुणधर्मांबद्दल खात्री दिली जाऊ शकत नाही.
जसे अपेक्षित असेल, जेव्हा एक्सट्रूजन रेशो जास्त असतो तेव्हा परिस्थिती उलट असते.
डाय मधील लहान ओपनिंगद्वारे धातूला जबरदस्ती करण्यासाठी जास्त दाब आवश्यक आहे आणि अत्यंत यांत्रिक कार्य होईल.
हार्ड मिश्र धातुंसाठी सामान्यतः स्वीकार्य एक्सट्रूजन गुणोत्तर मर्यादित आहेत 35:1 आणि मऊ मिश्रधातूंसाठी, हे आहे 100:1.
हार्ड मिश्र धातुंसाठी सामान्य एक्सट्रूजन रेशो श्रेणी पासून आहे 10:1 करण्यासाठी 35:1, आणि मऊ मिश्रधातूंसाठी आहे 10:1 करण्यासाठी 100:1.
या मर्यादा निरपेक्ष मानल्या जाऊ नये कारण एक्सट्रूजनचा वास्तविक आकार परिणामांवर परिणाम करू शकतो.
बाहेर काढण्याचे प्रमाण जितके जास्त असेल, भाग बाहेर काढणे जितके कठीण असेल तितके ते धातूच्या प्रवाहाला वाढलेल्या प्रतिकाराचा परिणाम आहे.
हार्ड मिश्रधातूंना बाहेर काढण्यासाठी जास्तीत जास्त दाब आवश्यक असतो आणि त्यांच्या खराब पृष्ठभागाच्या वैशिष्ट्यांमुळे ते अधिक कठीण असतात जे सर्वात कमी संभाव्य बिलेट तापमानाची मागणी करतात..
अडचण घटकाचा वापर भागाची एक्सट्रूझन कामगिरी निर्धारित करण्यासाठी देखील केला जातो.
घटक हा आकाराचा परिमिती प्रति फूट वजनाने भागलेला असतो. घटक = आकाराचा परिघ / प्रति फूट वजन.
फायदेशीर प्रेस ऑपरेशनचा विचार केल्यामुळे प्रति फूट वजन हे प्राथमिक महत्त्व आहे.
जसे स्पष्ट दिसते, हलक्या भागाला ते बाहेर काढण्यासाठी साधारणपणे लहान दाबाची आवश्यकता असते.
तथापि, इतर घटक मोठ्या क्षमतेच्या प्रेसची मागणी करू शकतात जसे की मोठ्या, पातळ भिंत पोकळ आकार.
जरी त्याचे प्रति फूट वजन कमी असले तरी ते बाहेर काढण्यासाठी अधिक प्रेस टनेज लागेल.
एक्सट्रूजन रेशो प्रमाणेच कारण घटकाला लागू होते.
उच्च घटक भाग बाहेर काढणे अधिक कठीण करते परिणामी प्रेस उत्पादनावर परिणाम होतो.
भागाच्या एक्सट्रूझन कामगिरीचे निर्धारण करण्यात जीभ गुणोत्तर देखील महत्त्वपूर्ण भूमिका बजावते.
एक्सट्रूजनचे जीभ गुणोत्तर खालीलप्रमाणे निर्धारित केले जाते: शून्यात सर्वात लहान उघडण्याचे चौरस करा, आकाराच्या एकूण क्षेत्रफळाची गणना करा, आणि नंतर ओपनिंग स्क्वेअरला क्षेत्रफळाने विभाजित करा.
प्रमाण जास्त, भाग बाहेर काढणे अधिक कठीण होईल.
ब्राइटस्टार अॅल्युमिनियम मशिनरी पुरवते अॅल्युमिनियम प्रोफाइल आकार सुधारक, अॅल्युमिनियम प्रोफाइल पॉलिशिंग मशीन, अॅल्युमिनियम प्रोफाइल रॅपिंग मशीन, अॅल्युमिनियम प्रोफाइल पृष्ठभाग दोष ब्रशिंग आणि साफ करणारे मशीन, आमच्या ग्राहकांसाठी अॅल्युमिनियम प्रोफाइल फिल्म ऍप्लिकेटर आणि सहायक उपकरणे, केवळ पुरवठादारच नाही तर समाधान प्रदाता आणि उच्च मूल्यवर्धित सेवा प्रदाता देखील!
अॅल्युमिनियम एक्सट्रूजन आणि उष्णता उपचार प्रक्रिया कशी ऑप्टिमाइझ करावी
अॅल्युमिनियम बाहेर काढणे आणि उष्णता उपचार प्रक्रिया ऑप्टिमाइझ करणे
1. बिलेट हीटिंग आणि एक्सट्रूजन तापमान
एक्सट्रूजन तापमान हा एक्सट्रूजन उत्पादनासाठी सर्वात मूलभूत आणि गंभीर प्रक्रिया घटक आहे.
एक्सट्रूजन तापमानाचा उत्पादनाच्या गुणवत्तेवर मोठा प्रभाव पडतो, उत्पादन कार्यक्षमता, साचा जीवन, ऊर्जा वापर आणि याप्रमाणे.
एक्सट्रूझनची सर्वात महत्वाची समस्या म्हणजे धातूचे तापमान नियंत्रित करणे.
बिलेट हीटिंगच्या सुरुवातीपासून एक्सट्रुडेड प्रोफाइलच्या शमनापर्यंत, हे सुनिश्चित केले जाते की विरघळण्यायोग्य फेज रचना घन द्रावणातून बाहेर पडत नाही किंवा लहान कणांचे विखुरलेले प्रदर्शन दर्शवित नाही.
चे गरम तापमान 6063 मिश्रधातू बिलेट सामान्यतः Mg2Si च्या पर्जन्यमानाच्या तापमान श्रेणीमध्ये सेट केले जाते.
Mg2Si च्या पर्जन्यमानावर गरम होण्याच्या वेळेचा महत्त्वाचा प्रभाव असतो. जलद गरम केल्याने पर्जन्यवृष्टीचा वेळ मोठ्या प्रमाणात कमी होऊ शकतो.
सामान्यतः, चे गरम तापमान 6063 मिश्र धातु बिलेट म्हणून सेट केले जाऊ शकते: unhomogenized बिलेट: 460-520 ° से; एकसंध बिलेट्स: 430-480 ° से.
उत्पादन आणि युनिटच्या दाबानुसार ऑपरेशन दरम्यान एक्सट्रूजन तापमान समायोजित केले जाते.
एक्सट्रूजन प्रक्रियेदरम्यान विरूपण झोनमधील बिलेट्सचे तापमान बदलते.
बाहेर काढण्याची प्रक्रिया पूर्ण झाल्यामुळे, एक्सट्रूझन गती वाढल्याने विकृती झोनचे तापमान हळूहळू वाढते.
त्यामुळे, क्रॅकच्या घटना टाळण्यासाठी, बाहेर काढण्याची प्रक्रिया जसजशी पुढे जाईल आणि विकृती झोनचे तापमान वाढते तसतसे एक्सट्रूझन गती हळूहळू कमी केली पाहिजे.
2. अॅल्युमिनियम एक्सट्रूझन गती नियंत्रित करा
एक्सट्रूजन प्रक्रियेदरम्यान एक्सट्रूझन गती काळजीपूर्वक नियंत्रित करणे आवश्यक आहे.
एक्सट्रूजन गतीचा विकृती उष्णतेच्या प्रभावावर महत्त्वपूर्ण प्रभाव असतो, विकृती एकरूपता, recrystallization आणि ठोस समाधान प्रक्रिया, उत्पादनाचे यांत्रिक गुणधर्म आणि उत्पादनाची पृष्ठभागाची गुणवत्ता.
बाहेर काढण्याची गती खूप वेगवान असल्यास, खड्डा टाकण्याची प्रवृत्ती असेल, क्रॅकिंग, इ. उत्पादनाच्या पृष्ठभागावर.
त्याच वेळी, बाहेर काढण्याची गती खूप वेगवान आहे, जे धातूच्या विकृतीची असमानता वाढवते.
एक्सट्रूझन दरम्यान बहिर्वाहाचा दर मिश्रधातूच्या प्रकारावर आणि आकारावर अवलंबून असतो, प्रोफाइलचा आकार आणि पृष्ठभागाची स्थिती.
च्या बाहेर काढण्याची गती 6063 मिश्रधातू प्रोफाइल (धातूचा प्रवाह वेग) मधून निवडले जाऊ शकते 20 करण्यासाठी 100 मी/मिनिट.
आधुनिक तंत्रज्ञानाच्या प्रगतीसह, एक्सट्रूजन गती प्रोग्राम कंट्रोल किंवा सिम्युलेशन प्रोग्रामद्वारे नियंत्रित केली जाऊ शकते, आणि आयसोथर्मल एक्सट्रुजन प्रक्रिया आणि CADEX सारख्या नवीन तंत्रज्ञान देखील विकसित केले आहेत.
विशिष्ट स्थिर श्रेणीमध्ये विरूपण झोनचे तापमान राखण्यासाठी एक्सट्रूजन गती स्वयंचलितपणे समायोजित करून, क्रॅक न करता जलद एक्सट्रूझन मिळवता येते.
उत्पादन कार्यक्षमता सुधारण्यासाठी, प्रक्रियेत अनेक उपाय केले जाऊ शकतात.
जेव्हा इंडक्शन हीटिंग वापरले जाते, चे तापमान ग्रेडियंट आहे 40-60 ° से (ग्रेडियंट हीटिंग) बिलेट्सच्या लांबीच्या बाजूने. जेव्हा एक्सट्रूझन केले जाते, उच्च-तापमानाच्या टोकाला एक्सट्रूजन डाईचा सामना करावा लागतो, आणि विकृत उष्णतेचा एक भाग संतुलित करण्यासाठी कमी-तापमानाच्या टोकाला प्रेसिंग पॅडचा सामना करावा लागतो.
वॉटर-कूल्ड डाय बाहेर काढला जातो, ते आहे, मोल्डच्या मागील बाजूस सक्तीने थंड करणे, आणि चाचणी हे सिद्ध करते की एक्सट्रूझन गती वाढवता येते 30%-50%.
अलीकडच्या वर्षात, साचा (बाहेर काढणे मरणे) बाहेर काढण्याची गती वाढवण्यासाठी परदेशात नायट्रोजन किंवा द्रव नायट्रोजनसह थंड केले गेले आहे, मोल्डचे आयुष्य सुधारणे आणि प्रोफाइलच्या पृष्ठभागाची गुणवत्ता सुधारणे.
बाहेर काढण्याच्या प्रक्रियेदरम्यान, एक्सट्रूजन डायच्या बाहेर पडताना नायट्रोजनचा परिचय होतो, जे थंड झालेले उत्पादन झपाट्याने संकुचित करू शकते, एक्सट्रूजन डाय आणि डिफॉर्मेशन झोन मेटल थंड करा, आणि विकृत उष्णता काढून टाकली जाते, जेव्हा मोल्ड आउटलेट नायट्रोजन वातावरणाने वेढलेले असते.
नियंत्रण, अॅल्युमिनियमचे ऑक्सिडेशन कमी करणे, अॅल्युमिनाचे बाँडिंग आणि संचय कमी करणे, त्यामुळे नायट्रोजन थंड केल्याने उत्पादनाची पृष्ठभागाची गुणवत्ता सुधारते, जे बाहेर काढण्याची गती मोठ्या प्रमाणात वाढवू शकते. CADEX ही नुकतीच विकसित झालेली एक नवीन एक्सट्रुजन प्रक्रिया आहे.
एक्सट्रूजन तापमान, एक्सट्रूझन प्रक्रियेतील एक्सट्रूजन गती आणि एक्सट्रूजन फोर्स एक बंद लूप सिस्टम तयार करतात ज्यामुळे एक्सट्रूझन गती आणि उत्पादन कार्यक्षमता वाढवता येते.. कामगिरी.
3. शमन करणे
6063-T5 क्वेंचिंग म्हणजे बेस मेटलमध्ये विरघळलेल्या Mg2Si ला उच्च तापमानात टिकवून ठेवणे आणि नंतर ते सामान्य तापमानाला वेगाने थंड करणे..
कूलिंग रेट बहुतेक वेळा मजबुतीकरण टप्प्याच्या ताकदीच्या प्रमाणात असतो.
द 6063 मिश्रधातूचा किमान शीतलक दर असतो 38 ° से / मि.
ड्राफ्ट फॅन आणि फॅन रेट केलेला वेग बदलल्याने उत्पादनाचे तापमान खाली कमी करण्यासाठी थंड होण्याची तीव्रता बदलू शकते 60 ताण सरळ होण्यापूर्वी °C.
4. ताण सरळ करणे
प्रोफाइल बाहेर आल्यानंतर, ते सहसा पुलरद्वारे खेचले जाते. जेव्हा ओढणारा काम करत असतो, उत्पादनास विशिष्ट कर्षण ताण दिला जातो, आणि एकाच वेळी उत्पादनाच्या बहिर्वाह गतीसह हलते.
पुलर वापरण्याचा उद्देश मल्टी-लाइन एक्सट्रूजनची लांबी आणि असमानता कमी करणे आहे, आणि डाई होल नंतर प्रोफाइलला वळवण्यापासून आणि वाकण्यापासून रोखण्यासाठी, ज्यामुळे तणाव सरळ होण्यास त्रास होतो.
ताण सरळ केल्याने लेखाचा रेखांशाचा आकारच नाहीसा होतो, पण त्याचा अवशिष्ट ताण देखील कमी होतो, सामर्थ्य गुणधर्म सुधारते आणि त्याची पृष्ठभाग चांगली ठेवते.
5. अॅल्युमिनियम एक्सट्रूजन वृद्धत्व
वृद्धत्वाच्या उपचारांसाठी एकसमान तापमान आवश्यक असते आणि तापमानातील फरक ±3-5 °C पेक्षा जास्त नसतो.
चे वृद्धत्व तापमान 6063 मिश्रधातू साधारणपणे आहे 200 °C. वृद्धत्वाची वेळ आहे 1-2 तास.
यांत्रिक गुणधर्म सुधारण्यासाठी, येथे देखील प्रभावी आहे 180-190 साठी ° से 3-4 तास, पण उत्पादन कार्यक्षमता कमी होईल.
ब्राइटस्टार अॅल्युमिनियम मशिनरी आमच्या ग्राहकांसाठी अॅल्युमिनियम सहाय्यक उपकरणे पुरवते, हॉट लॉग शीअरसह मल्टी बिलेट्स हीटिंग फर्नेसच नाही, अॅल्युमिनियम प्रोफाइल आकार सुधारक, अॅल्युमिनियम प्रोफाइल रॅपिंग मशीन, परंतु यांत्रिक पृष्ठभाग उपचार मशीन देखील, जसे लाकूड धान्य प्रभाव उदात्तीकरण मशीन, अॅल्युमिनियम प्रोफाइल पॉलिशिंग मशीन, अॅल्युमिनियम प्रोफाइल पृष्ठभाग दोष ब्रशिंग आणि साफ करणारे मशीन, इ.
आम्ही तुमच्या अॅल्युमिनियम प्रकल्प आणि टर्नकी प्रकल्प आणि पॅकेज डीलसाठी संपूर्ण समाधान ऑफर करतो!
तुमच्या अॅल्युमिनियम मशीनवर विश्वासार्ह नो-ऑब्लिगेशन कोट मिळविण्यासाठी आता आमच्याशी संपर्क साधा.
अॅल्युमिनियम प्रोफाइल कारखान्याची उत्पादन किंमत कशी कमी करावी
येथे आहेत 7 उत्पादन खर्च कमी करण्यासाठी आणि अॅल्युमिनियम एक्सट्रूजन कारखान्यांमध्ये नफा वाढवण्यासाठी उपाय
1. अॅल्युमिनियम प्रोफाइलमधील दोष कमी करा
अॅल्युमिनियम प्रोफाइलमधील दोष हा एक घटक आहे ज्यामुळे स्क्रॅप होतो. अॅल्युमिनियम प्रोफाइलवरील एक लहान दोष संपूर्ण कट ते लांबीच्या अॅल्युमिनियम प्रोफाइलला स्क्रॅप करेल.
अॅल्युमिनियम प्रोफाइलच्या उच्च जोडलेल्या मूल्यामुळे, एक्सट्रूजन उत्पादकांनी अॅल्युमिनियम प्रोफाइलमधील दोष कमी करण्यासाठी सर्वतोपरी प्रयत्न केले पाहिजेत.
2. नॉन-एक्सट्रूजन सायकल वेळ कमी करा
नॉन-एक्सट्रूझन सायकल वेळ-अॅल्युमिनियम प्रोफाइल एक्सट्रूजनची उत्पादन कार्यक्षमता आहे असे गृहीत धरून 30 तुकडे बिलेट प्रति तास, प्रत्येक नॉन-एक्सट्रूजन सायकल वाचवते 10 सेकंद, त्यामुळे 10(दुसरा)*30(pcs)*24(तास)=7200 सेकंद, नंतर तुम्ही एक्सट्रूझन वेळ वाढवू शकता 2 दररोज तास, 2 तास म्हणजे जास्त 8% च्या आउटपुटच्या कपातीच्या समतुल्य आहे 8% प्रोफाइलच्या प्रति किलो रूपांतरण खर्चामध्ये.
3. डाउनटाइम (ऑपरेशन व्यत्यय)
डाउनटाइममुळे मोठे नुकसान (आमच्या उदाहरणात, डाउनटाइम नुकसान USD10-15.00 प्रति मिनिट आहे), डाउनटाइम दरम्यान आउटपुट नसल्यामुळे गमावलेल्या क्षमतेचा उल्लेख करू नका.
4. बाहेर काढण्याची गती
आउटसोर्स केलेल्या हाय-टेक अॅल्युमिनियम प्रोफाइल मोल्डद्वारे आणलेल्या उत्पादन कार्यक्षमतेचा काळजीपूर्वक विचार केला पाहिजे.
जर खरेदी केलेला अॅल्युमिनियम प्रोफाइल मोल्ड एक्सट्रूझन उत्पादकाने स्वतः बनवलेल्या मोल्डपेक्षा वेगवान एक्सट्रूझन गती प्राप्त करू शकतो, मग मध्यम आकाराची ऑर्डर मोल्डच्या खरेदीच्या अतिरिक्त खर्चाची भरपाई करू शकते.
5. सच्छिद्र डाय वापरणे
द्वारे बाहेर काढण्याची गती वाढविली जाऊ शकते 200% (2-भोक मरणे) किंवा अगदी 300% (3-भोक मरणे), त्यामुळे आर्थिक फायदा जास्त होईल.
6. भंगार दर कमी करा आणि उत्पादन कार्यक्षमता आणि पात्रता शिधा वाढवा
प्रक्रियेत, भंगार सामग्रीची निर्मिती शक्य तितकी कमी केली पाहिजे.
उत्पादनातील भंगार कमी करणे आणि उत्पादनाचे प्रमाण वाढवणे आणि तयार उत्पादनाची पात्रता टक्केवारी जास्तीत जास्त करणे.
7. स्वयंचलित आणि प्रगत उत्पादन उपकरणे वापरणे
उत्पादनामध्ये गरम लॉग शिअरसह पुलर आणि बिलेट्स गरम करण्याची शिफारस केली जाते, तसेच स्वयंचलित अॅल्युमिनियम प्रोफाइल फिल्म ऍप्लिकेटर, अॅल्युमिनियम प्रोफाइल रॅपिंग मशीन आणि अॅल्युमिनियम प्रोफाइल आकार सुधारक मजुरीचा खर्च वाचवण्यासाठी वापरता येईल, उत्पादन खर्च कमी करा आणि फायदा वाढवा.
एक्सट्रूजन फोर्सवर परिणाम करणारे घटक कोणते आहेत?
बाहेर काढणे ही एक धातू बनवण्याची प्रक्रिया आहे ज्यामध्ये मोठ्या क्रॉस-सेक्शनल क्षेत्रासह बिलेटला डायमधून वाहून जाण्यास भाग पाडून लहान क्रॉस-सेक्शनल क्षेत्रामध्ये कमी केले जाते..
एक्सट्रूजन फोर्स म्हणजे डमी ब्लॉकद्वारे बिलेट्सवर एक्सट्रूजन रॅम काम करत असलेल्या दाबाचा संदर्भ देते ज्यामुळे धातूचा डाय होलमधून प्रवाह बाहेर येतो..
बाहेर काढण्याच्या प्रक्रियेदरम्यान, एक्सट्रूजन रॅमच्या हालचालीसह एक्सट्रूजन फोर्स बदलते.
एक्सट्रूजन प्रक्रियेदरम्यान तुम्ही एक्सट्रूजन फोर्स बदलाचा संदर्भ घेऊ शकता.
एक्सट्रूजन फोर्सवर परिणाम करणारे मुख्य घटक आहेत: एक्सट्रूजन दरम्यान धातूचे विकृती प्रतिरोध, विकृती पदवी (बाहेर काढणे प्रमाण), बाहेर काढण्याची गती, बिलेट्स आणि संपर्क पृष्ठभाग दरम्यान घर्षण परिस्थिती, एक्सट्रूजन डाय एंगल, उत्पादन विभाग आकार, बिलेटची लांबी आणि बाहेर काढण्याची पद्धत.
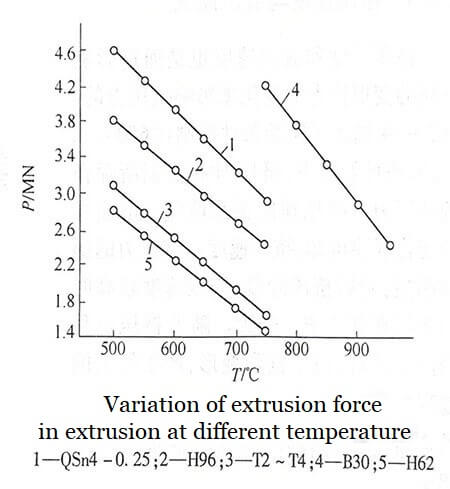
1. एक्सट्रूजन तापमान आणि विकृती प्रतिरोध
एक्सट्रूझन फोर्स धातूच्या विकृती प्रतिरोधनाच्या प्रमाणात आहे, परंतु धातूची रचना आणि तापमान यांच्यात एकसमानता नसल्यामुळे, विकृती प्रतिरोध देखील एकसमान नाही.
जसजसे तापमान वाढते, धातूचा विकृती प्रतिरोध कमी होतो, आणि बाहेर काढण्याची शक्ती देखील कमी होते.
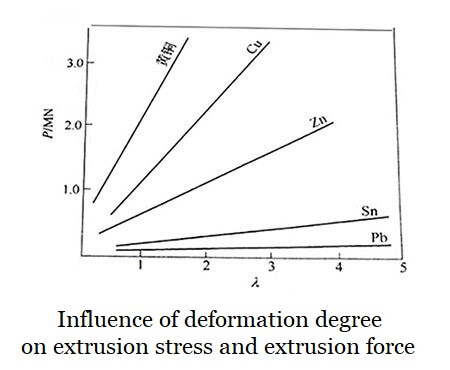
 2. विकृतीची डिग्री
2. विकृतीची डिग्री
विकृतीची डिग्री देखील एक्सट्रूजन फोर्सच्या प्रमाणात आहे.
विरूपण पदवी म्हणून (एक्सट्रूजन रेशो λ) वाढते, बाहेर काढण्याची शक्ती वाढते.
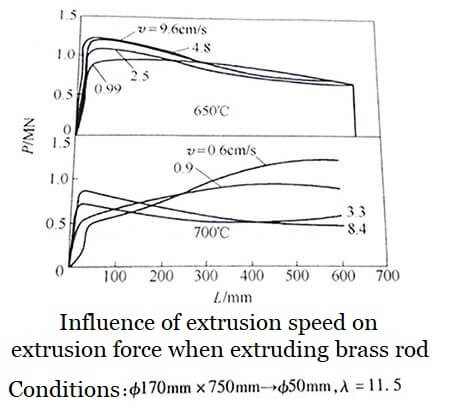
 3. एक्सट्रूजन गती आणि बहिर्वाह गती
3. एक्सट्रूजन गती आणि बहिर्वाह गती
एक्सट्रूजन गती आणि बहिर्वाह गती देखील धातूच्या विकृती प्रतिरोधनावर परिणाम करून एक्सट्रूजन फोर्सवर परिणाम करते..
एक्सट्रूजन स्टेजच्या सुरूवातीस, बाहेर काढण्याची गती जास्त आहे, आणि जसजसे एक्सट्रूजन प्रगती होते, विकृत उष्णता निर्माण होते, आणि बाहेर काढण्याची शक्ती हळूहळू कमी होते.
जर कमी एक्स्ट्रुजन गतीचा अवलंब केला असेल, एक्सट्रूजन सिलेंडरच्या कूलिंग इफेक्टमुळे एक्सट्रूजन फोर्स हळूहळू वाढू शकते.
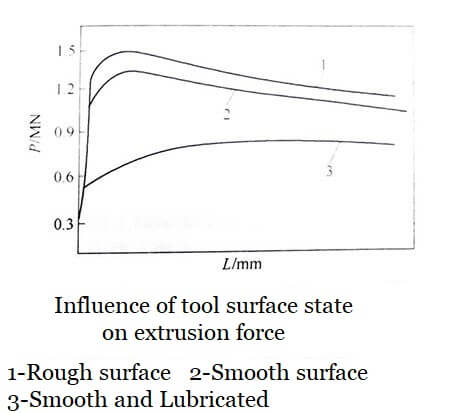
4. घर्षण आणि स्नेहन
बाहेर काढणे कंटेनर मध्ये, विकृत क्षेत्र आणि कार्यरत पट्टा, धातू चोळण्यात आहे.
घर्षण वाढते, बाहेर काढण्याची शक्ती वाढते, घर्षण कमी होते, बाहेर काढण्याची शक्ती कमी होते.
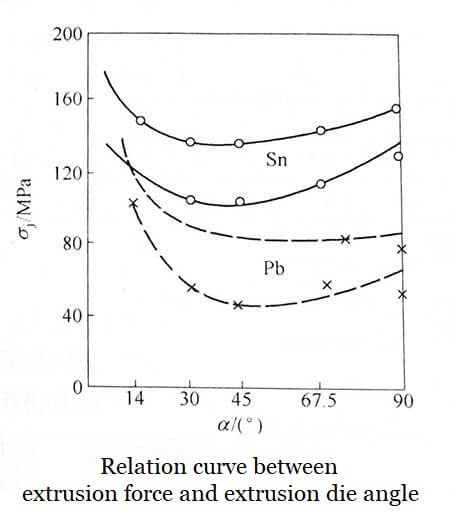
5. एक्सट्रूजन डाय एंगल
उत्पादन प्रक्रियेत एक्सट्रूजन डाय अँगल हा एक महत्त्वाचा घटक आहे, कारण ते साहित्याच्या प्रवाहात एक मोठे निर्धारक आहे.
विशिष्ट क्रॉस-सेक्शन तयार करण्यासाठी आवश्यक असलेल्या शक्तीचे प्रमाण वेगवेगळ्या डाय अँगलसह बदलू शकते.
कमी कोन वर्क-डाय इंटरफेसमध्ये अधिक घर्षण निर्माण करेल.
एक्सट्रूजन डाय एंगलचा एक्सट्रूजन फोर्सवर महत्त्वपूर्ण प्रभाव पडतो.
जेव्हा एक्सट्रूजन डाय अँगल 0° ते 90° पर्यंत बदलतो, कोन α वाढल्याने एक्सट्रूजन फोर्स कमी होते.
जेव्हा α 45°-60° दरम्यान असतो, एक्सट्रूजन फोर्सचे किमान मूल्य असते, आणि जसा कोन वाढत जातो, बाहेर काढण्याची शक्ती पुन्हा वाढू लागते.
 6. उत्पादन विभाग आकार
6. उत्पादन विभाग आकार
उत्पादनाच्या क्रॉस-सेक्शनल आकाराचा एक्सट्रूजन फोर्सवर महत्त्वपूर्ण प्रभाव पडतो केवळ अधिक जटिल परिस्थितींच्या बाबतीत.
सामान्यतः, विभाग गुणांकाचा प्रभाव विचारात घेतला जात नाही.
7. बिलेट लांबी
फॉरवर्ड एक्सट्रूझन दरम्यान, बिलेट आणि एक्सट्रूजन सिलेंडरमध्ये घर्षण शक्ती जास्त असते, त्यामुळे बिलेटची लांबी जितकी जास्त असेल, बाहेर काढण्याची शक्ती जितकी जास्त असेल.
मागास बाहेर काढणे दरम्यान, बिलेटच्या लांबीचा एक्सट्रूजन फोर्सवर कोणताही परिणाम होत नाही.
8. बाहेर काढण्याची पद्धत
समान परिस्थितीत बाहेर काढण्यासाठी, बॅकवर्ड एक्सट्रूझनची एक्सट्रूझन फोर्स साधारणपणे असते 20-30% फॉरवर्ड एक्सट्रूजनपेक्षा लहान.
एक्सट्रुडेड अॅल्युमिनियम प्रोफाइल विकृत न करता सरळ कसे करावे
सामान्यतः, वृद्धत्वाशिवाय अॅल्युमिनियम एक्सट्रूजनमध्ये कमी कडकपणा असतो, अॅल्युमिनियम एक्सट्रूजन बांधकामात मोठ्या प्रमाणावर लागू केले गेले, ऑटोमोबाईल आणि औद्योगिक क्षेत्र, आणि म्हणून अॅल्युमिनियम प्रोफाइल विकृतीशिवाय भार कसे सहन करतात?
खरं तर, जेव्हा ते वाकलेले असेल तेव्हा अॅल्युमिनियम प्रोफाइल स्क्रॅप करणे फायदेशीर नाही, ते होऊ नये, आणि ते टाळता येते.
तर, वाकल्यामुळे स्क्रॅपिंग कसे कमी करावे किंवा टाळावे? ब्राइटस्टार अॅल्युमिनियम मशिनरी अॅल्युमिनियम उपकरणे विशेषज्ञ म्हणून, या समस्येचे निराकरण करण्यात मदत करूया.
1. एक्सट्रुडेड अॅल्युमिनियम प्रोफाइलचे सरळ करणे काय खेळू शकते?
एक्सट्रूजन प्रक्रियेदरम्यान निर्माण होणारा धातूचा ताण दूर करा, आणि अॅल्युमिनियम प्रोफाइलचा आकार नियंत्रित करा.
2. अॅल्युमिनियम एक्सट्रूजन सरळ करणे
सरळ करणे हा अॅल्युमिनियम प्रोफाइलच्या झुकण्याचा एक गंभीर भाग आहे.
ऑपरेटरने सरळ करण्यासाठी वापरलेल्या शक्तीकडे लक्ष देणे आवश्यक आहे.
जर बल खूप मोठे असेल, अॅल्युमिनियम प्रोफाइल विकृत होऊ शकतात, परिमाण बंद, संत्र्याची साल, इ.
जर बल खूप लहान असेल, अॅल्युमिनियम प्रोफाइल सरळ केले जाणार नाही, परिणामी वाकणे.
3. प्रोफाइल फ्रेम लोड होत आहे
ही प्रक्रिया देखील खूप महत्वाची आहे.
निश्चित लांबी मध्ये sawing केल्यानंतर, प्रोफाइल फ्रेम्समध्ये अॅल्युमिनियम प्रोफाइल लोड केले जाईल.
या वेळी, ऑपरेटरने लक्ष दिले पाहिजे: सामग्री मोठी अॅल्युमिनियम प्रोफाइल किंवा लहान अॅल्युमिनियम प्रोफाइल आहे, पोकळ किंवा घन अॅल्युमिनियम प्रोफाइल?
साधारणतः बोलातांनी, मोठ्या अॅल्युमिनियम प्रोफाइल्सची दोन टोके आणि पोकळ अॅल्युमिनियम आकार उचलून फ्रेम लोड केल्यावर वाकणे सोपे नसते.
पण दोन टोके उचलून फ्रेम लोड केल्यावर लहान अॅल्युमिनियम प्रोफाइल आणि घन अॅल्युमिनियम आकार सहजपणे वाकले जाऊ शकतात..
लिफ्टिंग आणि फ्रेम लोडिंग दोन्ही टोकांपासून मध्यभागी केले पाहिजे.
4. वृद्ध होणे आणि फ्रेम लोड करणे
आफ्टर मिल फिनिश अॅल्युमिनियम प्रोफाइल जुने झाले आहेत, कडकपणा मानकापर्यंत पोहोचला आहे, आणि अॅल्युमिनियम प्रोफाइल वाकणे इतके सोपे नाही, परंतु फ्रेम लोड करताना अद्याप लक्ष देणे आवश्यक आहे.
दोन्ही टोकांना साहित्य उचलताना, वर आणि खाली जोरदार चढउतार टाळण्याचा प्रयत्न करा, ज्यामुळे वृद्ध अॅल्युमिनियम प्रोफाइल देखील वाकले जाईल.
अॅल्युमिनियम भौतिक आणि रासायनिक गुणधर्म आणि त्याचे फायदे
अॅल्युमिनियम एक मऊ आहे, चांदीचा हलका धातू.
हे खूप प्रतिक्रियाशील आहे ज्यामुळे वातावरणात एक पातळ परंतु तितकाच संरक्षक ऑक्साईड थर वेगाने तयार होतो..
या कारणास्तव, ते गंजण्यास अतिशय प्रतिरोधक आहे.
विशेष उपचार करून, anodizing, i. e. इलेक्ट्रोलाइटिक ऑक्सिडेशन प्रक्रिया, ऑक्साईड लेयरद्वारे संरक्षित अॅल्युमिनियम पृष्ठभाग अगदी मजबूत आणि गंज करण्यासाठी अधिक प्रतिरोधक बनविले जाऊ शकते.
अॅल्युमिनियम हायड्रोक्लोरिक ऍसिड आणि कॉस्टिक सोडासह तीव्र प्रतिक्रिया देते.
सल्फ्यूरिक ऍसिडसह प्रतिक्रिया कमकुवत आहे, जेव्हा ते थंड नायट्रिक ऍसिडच्या संपर्कात निष्क्रिय राहते.
अॅल्युमिनियम भौतिक आणि रासायनिक गुणधर्म आणि त्याचे फायदे
अॅल्युमिनियममध्ये चांगली थर्मल आणि इलेक्ट्रिकल चालकता असते, प्रत्येक बाबतीत शुद्ध तांब्यासाठी सुमारे दोन तृतीयांश मूल्ये.
त्याच्या इलेक्ट्रॉनिक कॉन्फिगरेशनमुळे, घटकामध्ये तीन व्हॅलेन्सी इलेक्ट्रॉन असतात; त्यामुळे त्याची ऑक्सिडेशन संख्या आहे +3.
- द्रवणांक: 660 °C (AL साठी 99,99 acc. रचना करण्यासाठी / alloying उच्च resp. कमी)
- उत्कलनांक: 2500 °C (acc. रचना करण्यासाठी / alloying उच्च resp. कमी)
- घनता: 2,70 g/cm³
- सापेक्ष अणु वस्तुमान 26,98
- ऑक्सिडेशन क्रमांक: 3
- अणु त्रिज्या: 143,1 दुपारी
- आयनिक त्रिज्या: 57 दुपारी (+3)
- विद्युत चालकता: 36 m/Ohm·mm²
9 अॅल्युमिनियमचे फायदे
1. अॅल्युमिनियम हा एक हलका धातू आहे, स्टीलच्या घनतेच्या सुमारे तृतीयांश, तांबे, आणि पितळ.
2. अॅल्युमिनियममध्ये सामान्य वातावरणीय आणि सागरी वातावरणास चांगला गंज प्रतिकार असतो.
त्याचा गंज प्रतिकार आणि स्क्रॅच प्रतिरोध एनोडायझिंगद्वारे वाढविला जाऊ शकतो.
3. अॅल्युमिनियममध्ये उच्च परावर्तकता आहे आणि सजावटीच्या अनुप्रयोगांसाठी वापरली जाऊ शकते.
4. काही अॅल्युमिनियम मिश्र धातु सामान्य बांधकाम स्टीलच्या ताकदीशी जुळतात किंवा त्यापेक्षा जास्त असू शकतात.
5. अॅल्युमिनिअम अत्यंत कमी तापमानात त्याची कणखरता टिकवून ठेवते, कार्बन स्टीलसारखे ठिसूळ न होता.
6. अॅल्युमिनियम हे उष्णता आणि विजेचे उत्तम वाहक आहे.
जेव्हा समान क्रॉस-सेक्शनल क्षेत्राद्वारे मोजले जाते, इलेक्ट्रिकल ग्रेड अॅल्युमिनियममध्ये चालकता असते जी अंदाजे असते 62% इलेक्ट्रिकल ग्रेड अॅनिल्ड कॉपरचे.
तथापि, समान वजन वापरून तुलना करताना, अॅल्युमिनियमची चालकता आहे 204% तांबे च्या.
7. अॅल्युमिनिअमवर खोलसह विविध प्रकारच्या निर्मिती प्रक्रियांचा वापर करून सहजपणे काम केले जाते आणि तयार केले जाते- रेखाचित्र आणि रोल तयार करणे.
8. अॅल्युमिनियम बिनविषारी आहे आणि सामान्यतः अन्नपदार्थांच्या संपर्कात वापरले जाते.
9. अॅल्युमिनिअम सहज रिसायकल केले जाऊ शकते.
अॅल्युमिनियम आणि अॅल्युमिनियम एक्सट्रूझन कथा
अॅल्युमिनियमची उत्पत्ती
तांब्यासारख्या इतर धातूंच्या तुलनेत, कांस्य, लोखंड आणि पोलाद, जे हजारो वर्षांपासून वापरात आहेत, अॅल्युमिनियम तुलनेने तरुण आहे, मध्ये मूलभूत धातू म्हणून ओळखले जात आहे 1807.
अॅल्युमिनिअम पहिल्यांदा परिष्कृत करण्यात आले 1825, आणि त्या वेळी तो एक विलासी धातू मानला जात होता जो सोन्यापेक्षा महाग होता.
हे 1880 च्या उत्तरार्धापर्यंत नव्हते, हॉल आणि हेरॉल्टद्वारे स्मेल्टिंग प्रक्रियेचा शोध आणि व्यावसायिक उत्पादनाच्या विकासासह, चांदीचा धातू रोजच्या वापरासाठी परवडणारा बनला.
सुरुवातीच्या कामकाजाच्या प्रक्रियेत रोलिंगचा समावेश होता, कास्टिंग, आणि फोर्जिंग.
अॅल्युमिनियम
अॅल्युमिनियम हे नाव तुरटीच्या प्राचीन नावावरून आले आहे (पोटॅशियम अॅल्युमिनियम सल्फेट), जे एल्युमेन होते (लॅटिन, म्हणजे कडू मीठ).
अॅल्युमिनियम हे मूळ नाव हम्फ्री डेव्हीने दिलेले होते परंतु इतरांनी त्याला अॅल्युमिनियम म्हटले आणि ते युरोपमध्ये स्वीकृत नाव बनले..
तथापि, यूएसए मध्ये पसंतीचे नाव अॅल्युमिनियम होते आणि जेव्हा अमेरिकन केमिकल सोसायटीने या विषयावर चर्चा केली, मध्ये 1925, अॅल्युमिनियमला चिकटून राहण्याचा निर्णय घेतला.
अॅल्युमिनियम हा एक मऊ आणि हलका धातू आहे.
त्याचे निस्तेज चांदीचे स्वरूप आहे, ऑक्सिडेशनच्या पातळ थरामुळे ते हवेच्या संपर्कात आल्यावर पटकन तयार होते.
अॅल्युमिनियम विषारी नाही (धातू म्हणून) नॉन-चुंबकीय आणि नॉन-स्पार्किंग.
अॅल्युमिनियममध्ये फक्त एक नैसर्गिक समस्थानिक आहे, अॅल्युमिनियम -27, जे किरणोत्सर्गी नाही.
अॅल्युमिनियम वैशिष्ट्ये:
अॅल्युमिनियम हे हलके आहे, अत्यंत प्रवाहकीय, परावर्तित आणि गैर-विषारी धातू जे सहजपणे मशीन केले जाऊ शकते.
धातूची टिकाऊपणा आणि असंख्य फायदेशीर गुणधर्मांमुळे ते अनेक औद्योगिक अनुप्रयोगांसाठी एक आदर्श सामग्री बनते.
जेव्हा तुमच्याकडे अॅल्युमिनियम बार्बेक्यू असेल आणि पावसात ते सोडले जाते तेव्हा अॅल्युमिनियम देखील खूप उपयुक्त आहे, कारण अॅल्युमिनियमला गंज येत नाही.
हा एक अतिशय कठीण आणि हलका घटक देखील आहे आणि म्हणूनच त्यापासून कार बनवल्या जातात, आणि कारण जेव्हा तुम्ही कार अपघातात असता तेव्हा ते परिणाम शॉक शोषून घेते, म्हणूनच तुम्ही ते विकत घेतले पाहिजे, त्यामुळे जर तुमचा कार अपघात झाला तर अॅल्युमिनियम बहुतेक प्रभाव शोषून घेईल आणि तुम्ही सुरक्षित असाल
अॅल्युमिनियम इतिहास:
अॅल्युमिनियम संयुगे प्राचीन इजिप्शियन लोक रंग म्हणून वापरत होते, सौंदर्यप्रसाधने आणि औषधे, पण तोपर्यंत नव्हता 5000 वर्षांनंतर मानवांनी शुद्ध धातूचा अॅल्युमिनियम कसा वितळवायचा हे शोधून काढले.
नवल नाही, 19व्या शतकात विजेच्या आगमनाबरोबरच अॅल्युमिनियम धातू तयार करण्याच्या पद्धतींचा विकास झाला., कारण अॅल्युमिनियम वितळण्यासाठी मोठ्या प्रमाणात वीज लागते.
अॅल्युमिनियम उत्पादनात मोठी प्रगती झाली 1886 जेव्हा चार्ल्स मार्टिन हॉलने शोधून काढले की इलेक्ट्रोलाइटिक घट वापरून अॅल्युमिनियम तयार केले जाऊ शकते.
तोपर्यंत, अॅल्युमिनियम हे सोन्यापेक्षा दुर्मिळ आणि महाग होते.
तथापि, हॉलच्या शोधाच्या दोन वर्षांत, युरोप आणि अमेरिकेत अॅल्युमिनियम कंपन्या स्थापन होत होत्या.
20 व्या शतकात, अॅल्युमिनियमची मागणी मोठ्या प्रमाणात वाढली, विशेषतः वाहतूक आणि पॅकेजिंग उद्योगांमध्ये.
जरी उत्पादन तंत्रात फारसा बदल झालेला नाही, ते लक्षणीयरित्या अधिक कार्यक्षम झाले आहेत.
भूतकाळात 100 वर्षे, अॅल्युमिनियमचे एक युनिट तयार करण्यासाठी वापरल्या जाणार्या ऊर्जेचे प्रमाण कमी झाले आहे 70%.
अॅल्युमिनियम एक्सट्रूझनचा इतिहास
अॅल्युमिनियम एक्सट्रूझन त्याच्या सुरुवातीच्या सुरुवातीपासून अनेक नाविन्यपूर्ण मार्गांनी लागू केले गेले आहे 100 वर्षांपूर्वी.
पाईप्स आणि वायर्स तयार करण्यासाठी त्याच्या सुरुवातीच्या वापरापासून ते स्पेस स्टेशनच्या बांधकामात भविष्यातील अनुप्रयोगांपर्यंत, अॅल्युमिनियम एक्सट्रूझनचा समृद्ध इतिहास आहे.
एक्सट्रूझन प्रक्रियेचे प्रथम पेटंट २०११ मध्ये झाले 1797 लीड पाईप्स बनवण्यासाठी, मध्ये हायड्रॉलिक पॉवर प्रेस सुरू होईपर्यंत जे शारीरिक श्रमाने केले गेले 1820.
एकोणिसाव्या शतकाच्या अखेरीस, बाहेर काढण्याच्या पद्धती तांबे आणि पितळ मिश्र धातुंसाठी देखील वापरात होत्या, परंतु अॅल्युमिनियम एक्सट्रूझनच्या वापराने एक अनोखा मार्ग अवलंबला.
अॅल्युमिनियम एक्सट्रूजनचा विकास
अलेक्झांडर डिकने आधुनिक हॉट एक्सट्रूझन प्रक्रियेचा शोध लावला 1894, जे बहुतेक नॉन-फेरस मिश्र धातुंना लागू होते.
आज, अॅल्युमिनियम हा सर्वात सामान्यपणे बाहेर काढलेला धातू आहे, आणि ते गरम आणि थंड अशा दोन्ही प्रक्रियांमध्ये वापरले जाऊ शकते.
उत्तर अमेरिकेत पहिले अॅल्युमिनियम एक्सट्रूजन प्रेस होते 1904 पेनसिल्व्हेनिया मध्ये, संयुक्त राज्य.
एक्सट्रूझनच्या परिचयामुळे अॅल्युमिनियमसाठी अग्रगण्य-एज ऍप्लिकेशन्समध्ये तीव्र वाढ झाली, विशेषतः ऑटोमोटिव्ह पार्ट्सच्या निर्मितीमध्ये.
दोन महायुद्धांदरम्यान अॅल्युमिनियम एक्सट्रूझनची वाढती मागणी विमान निर्मिती आणि इतर लष्करी गरजांसाठी नवीन उंचीवर पोहोचली..
द्वितीय विश्वयुद्धानंतर एक्सट्रूझनचा वेगवान विकास चालू राहिला, आणि निवासी गृहनिर्माण क्षेत्रासह विविध उद्योगांमध्ये विस्तार करण्यास सुरुवात केली, ज्याने युद्धानंतरच्या काळात लक्षणीय वाढ अनुभवली.
त्यानंतरच्या दशकांत, वाहतूक आणि बांधकाम क्षेत्र नेहमीच अॅल्युमिनियम एक्सट्रूजन उत्पादनांचे प्रमुख हितकारक राहिले आहेत.
सध्याच्या काळातही, दारे आणि खिडक्यांच्या निर्मितीमध्ये मोठ्या प्रमाणात एक्सट्रूझन वापर होतो, त्यानंतर प्रवासी वाहने.
इतर प्रमुख एक्सट्रूजन उत्पादने आणि अनुप्रयोग म्हणजे ग्राहक स्टेपल आणि पूल आणि महामार्गांचे बांधकाम.
अॅल्युमिनियम एक्सट्रूझनचा छोटा इतिहास, इतर धातूंच्या तुलनेत, व्यापक विकास आणि वाढ पाहिली आहे, आपल्या जगण्याच्या पद्धतीत क्रांती घडवत आहे.
अंतराळ संशोधनात नवीन उद्देश शोधले जातात म्हणून आणि येथे घरी, अॅल्युमिनियम एक्सट्रूझन भविष्यातील एक महत्त्वाचा भाग असेल.
ब्राइटस्टार अॅल्युमिनियम मशिनरी ऑफर करते अॅल्युमिनियम एक्सट्रूजन उत्पादन लाइन आमच्या ग्राहकांसाठी, फक्त मशीनच नाही, पण उपाय देखील.









