


Tutte le informazioni che devi sapere sulla configurazione dell'impianto di estrusione di alluminio
Tutte le informazioni che devi sapere sulla configurazione dell'impianto di estrusione di alluminio?
Tutte le informazioni che devi sapere sulla configurazione dell'impianto di estrusione di alluminio: Tutte le informazioni che devi sapere sulla configurazione dell'impianto di estrusione di alluminio, Tutte le informazioni che devi sapere sulla configurazione dell'impianto di estrusione di alluminio, Tutte le informazioni che devi sapere sulla configurazione dell'impianto di estrusione di alluminio, Tutte le informazioni che devi sapere sulla configurazione dell'impianto di estrusione di alluminio, Tutte le informazioni che devi sapere sulla configurazione dell'impianto di estrusione di alluminio, Tutte le informazioni che devi sapere sulla configurazione dell'impianto di estrusione di alluminio, Tutte le informazioni che devi sapere sulla configurazione dell'impianto di estrusione di alluminio, Tutte le informazioni che devi sapere sulla configurazione dell'impianto di estrusione di alluminio, ammortamento delle attrezzature, costi finanziari, costi di gestione, eccetera., e una serie di linee di produzione di estrusione di alluminio.
Perché la dimensione del profilo in alluminio che viene prodotto determina le specifiche della linea di estrusione che devi utilizzare.
Vengono applicate macchine per l'estrusione dell'alluminio con specifiche diverse, la dimensione dell'estrusione di alluminio prodotta sarà diversa.
Maggiore è la dimensione dei profili in alluminio, maggiore è la capacità di tonnellaggio applicata alla pressa di estrusione.
Nella produzione, in base alla forma e alle dimensioni della sezione di un profilo in alluminio, viene determinata la dimensione dello stampo di estrusione, e si determina se lo stampo di estrusione è uno stampo piatto o uno stampo a oblò.
Se la dimensione dello stampo è nota, la capacità di tonnellaggio della macchina di estrusione è sostanzialmente determinata.
Se vogliamo creare una nuova fabbrica di estrusione di alluminio, ecco le informazioni dettagliate per il costo
600Pressa per estrusione alluminio a T, forno di riscaldo billette con cesoia a caldo, forno di riscaldamento stampi, letto di raffreddamento e tavolo esaurito, estrattore e forno di invecchiamento, il costo stimato è di 250.000,00-500.000,00 USD in base a macchine di estrusione di marca diversa e attrezzature ausiliarie;
800Pressa per estrusione alluminio a T, forno di riscaldo billette con cesoia a caldo, forno di riscaldamento stampi, letto di raffreddamento e tavolo esaurito, estrattore e forno di invecchiamento, il costo stimato è di 300.000,00-600.000,00 USD in base a macchine di estrusione di marche diverse e attrezzature ausiliarie;
1000Pressa per estrusione alluminio a T, forno di riscaldo billette con cesoia a caldo, forno di riscaldamento stampi, letto di raffreddamento e tavolo esaurito, estrattore e forno di invecchiamento, il costo stimato è di 400.000,00-750.000,00 USD in base a macchine di estrusione di marche diverse e attrezzature ausiliarie.
Questo è solo per i costi della macchina della linea di produzione di estrusione di alluminio.
Dobbiamo considerare il costo del trasporto della spedizione, il costo di installazione e messa in servizio.
Anche per un nuovo stabilimento, l'allacciamento e l'installazione del gas, la valutazione di impatto ambientale, il costo dell'operazione carrello elevatore e billette di alluminio (esternalizzazione) e il fondo di lavoro sarà preso in considerazione
Per una linea di produzione di estrusione di alluminio, almeno uno sono i turnisti 5 persona e 2 turni-3 turni saranno 10-15 persona.
Quindi il costo per la creazione di una fabbrica di estrusione di alluminio sarà di almeno 350.000,00 USD.
Questa linea di produzione di estrusione di alluminio è solo per l'estrusione di alluminio con finitura in laminato, senza alcun trattamento superficiale.
Se vogliamo produrre noi stessi billette di alluminio, sarà necessaria l'attrezzatura per la fusione e la colata.
Se vogliamo realizzare profili in alluminio anodizzati o verniciati a polvere, l'officina di anodizzazione e/o di verniciatura a polvere sarà necessaria per l'operazione.
Una linea di produzione completa di profili in alluminio è generalmente costituita dalle seguenti apparecchiature:
Laboratorio di fusione dell'alluminio
Forno fusorio alluminio
Piattaforma di fusione
Stampo per colata di billette
Macchina per il taglio di billette
Forno di omogeneizzazione
Macchina per la lavorazione delle scorie di alluminio(Applicazione siviera di trasferimento in alluminio fuso)
Attrezzature di degasaggio in linea (Applicazione siviera di trasferimento in alluminio fuso)
Agitatore magnetico permanente (Applicazione siviera di trasferimento in alluminio fuso)
Aspiratore per la casa a sacco (Applicazione siviera di trasferimento in alluminio fuso)
Laboratorio di estrusione di alluminio
Pressa per estrusione di alluminio
Forno riscaldo billette alluminio
Forno di riscaldamento stampi
Ventilatore
Letto di raffreddamento e tavolo esaurito
Sega per il taglio della linea di estrusione
Forno di invecchiamento
Macchina per la correzione della forma
Officina di anodizzazione di profilati in alluminio
Unità di raffreddamento ad acqua
Macchina da colorare
Unità di refrigerazione
Scambiatore di calore
Filtropressa
Sollevatore
Spazzolatrice per parti in alluminio
Lucidatrice per profili in alluminio
Sabbiatura/granigliatrice di profili in alluminio
Officina di rivestimento per elettroforesi di profili in alluminio
Attrezzatura per elettroforesi
Officina di verniciatura a polvere di profilati in alluminio
Attrezzature verniciate a polvere
Linea di produzione di profili in alluminio a taglio termico
Macchina per sublimazione effetto venatura del legno
Laboratorio di stampi per profili in alluminio
Forno di nitrurazione
Centro di lavoro
Tornio
Fresatrice
Taglio a filo
Scintilla elettrica
Forno per tempra stampi
Laboratorio
Spettrometro
Misuratore di idrogeno
Attrezzature metallografiche
Attrezzatura da laboratorio, materiali di consumo
Attrezzature per l'imballaggio
Avvolgitrice per profili in alluminio
Macchina per l'applicazione di film in profilati di alluminio
Confezionatrice termoretraibile per profilati in alluminio
Insaccatrice automatica per profili in alluminio
Strutture di protezione ambientale e altre attrezzature ausiliarie
Attrezzature per il trattamento delle acque reflue
Attrezzature per la rimozione della polvere
Gru
Pompa dell'acqua
Torre di raffreddamento
Carrello elevatore
Compressore d'aria
Caldaia
Apparecchiature di distribuzione dell'energia
Stampi e consumabili
Stampi e attrezzature per estrusione
Rilasciare olio
Striscia di feltro
Olio idraulico
Olio da taglio
Strumenti di riparazione della muffa ecc.
Di quanti set di attrezzature ha bisogno per la produzione di profili in alluminio?
Macchine necessarie per la produzione di profili in alluminio
I professionisti di Brightstar Aluminium Machinery hanno risposto in questo modo.
Se inizi con scarti di alluminio di materie prime, per questo saranno necessarie alcune attrezzature speciali.
L'attrezzatura è quella di trasformare scarti e lingotti di alluminio in billette di alluminio, quindi abbiamo bisogno di macchine per la fusione e la fusione dell'alluminio, alcuni estrusori di alluminio effettuano la fusione e la fusione sotto lo stesso tetto, i vantaggi sono evidenti ed è facile controllare la qualità della billetta e rendere stabile la qualità dell'estrusione di alluminio.
Alcuni estrusori acquistavano billette di alluminio dai subappaltatori in base alla produzione e all'ordine richiesto, che può salvare l'investimento e fare in modo che l'estrusore si concentri sulla produzione di estrusione.
L'attrezzatura necessaria per la linea di produzione di estrusione di alluminio include:
Singolo o forno di riscaldamento multi billette con cesoia a legna calda (un insieme)
Forno di riscaldamento stampi (un insieme)
Pressa per estrusione di alluminio (un insieme)
Letto di raffreddamento in estrusione di alluminio (un insieme)
Estrattore singolo o doppio
Forno di invecchiamento del profilo in alluminio (un insieme)
Dati corrispondenti sulla capacità di produzione della pressa per estrusione di alluminio:
La capacità produttiva di 500Linea di produzione di estrusione di profili in alluminio a T:
Di 5-6 tonnellate al giorno
600T della linea di produzione di estrusione di profili in alluminio capacità:
Di 6-7 tonnellate al giorno
800Linea di produzione di estrusione di profili in alluminio a T capacità:
Di 7-8 tonnellate al giorno
1000T della linea di produzione di estrusione di profili in alluminio capacità:
Di 8-10 tonnellate al giorno
La capacità produttiva di 1250Linea di produzione di estrusione di profili in alluminio a T:
Di 12 tonnellate al giorno
Osservazioni: I dati di cui sopra si riferiscono a una tabella di capacità di 24 ore.
Maggiore è la capacità di tonnellaggio, maggiore è la velocità di uscita.
sulla superficie dei profili in alluminio sono presenti delle piccole particelle adsorbite in gradi diversi, è ancora determinato dai dati specifici o dalla forma effettiva del profilo in alluminio, misurare, spessore del muro, Forno per riscaldamento billette in alluminio con cesoia a tronchi a caldo.
Questo è solo per riferimento.
Brightstar Aluminium Machinery fornisce apparecchiature ausiliarie per l'estrusione di alluminio, come il correttore di forma del profilo in alluminio, applicatore automatico di film per profili in alluminio, avvolgitrice di profili in alluminio, spazzolatrice e lucidatrice per i nostri clienti.
Soluzione totale e servizio one-stop.
Contattaci ora per la quotazione del tuo progetto. Progetto chiavi in mano e pacchetto affare!
Quali attrezzature sono necessarie per creare una fabbrica di estrusione di alluminio?
Fabbrica di estrusione di alluminio che predispone le attrezzature necessarie
Quali attrezzature sono necessarie per allestire una fabbrica di estrusione di alluminio accanto a una pressa per estrusione di alluminio?
Dopo un periodo di scoperta, si conclude che molti clienti sanno che la pressa per estrusione di alluminio viene utilizzata per produrre profili di estrusione di alluminio, ma non sanno che la produzione di estrusi di alluminio richiede un set completo di linee di produzione, non solo pressa per estrusione di alluminio.
Qui, condivideremo la conoscenza dell'estrusione dell'alluminio che questi clienti non conoscono attraverso questo articolo.
Di quale attrezzatura ha bisogno la linea di produzione di estrusione di alluminio?
6 sono necessari diversi tipi di attrezzature.
I nomi e le funzioni delle apparecchiature sono i seguenti:
1. Forno riscaldo billette lunghe con cesoia a caldo
È composto da tre parti: Scaffale per billette, corpo forno e tranciatrice a caldo.
Attrezzature per il riscaldamento, taglio e alimentazione di billette di alluminio alla macchina di estrusione di alluminio.
2. Pressa per estrusione di alluminio
La pressa per estrusione di alluminio è la macchina principale ed è l'unità di potenza per la formatura del profilo di estrusione.
3. Forno di riscaldamento stampi
La funzione del forno di riscaldamento degli stampi è quella di riscaldare gli stampi.
4. Macchina tiratrice
La macchina estrattore ha le funzioni di trazione, segatura e lunghezza fissa.
L'estrattore non è un must per la linea di produzione di estrusione di alluminio, ma senza estrattore, ha bisogno di più lavoratori e durante l'operazione si verificheranno problemi di torsione e piegatura.
Perciò, è necessario dotare l'estrattore della linea di produzione.
5. Letto di raffreddamento in profilato di alluminio
Il letto di raffreddamento è costituito da un tavolo di esaurimento, dispositivo di trasporto del materiale, dispositivo di alimentazione, sistema di raddrizzatura, dispositivo di stoccaggio del materiale, trasmissione a lunghezza fissa, tavolo da taglio finito, tavolo a lunghezza fissa e così via.
La funzione sarà di raffreddamento, alimentazione, raddrizzamento, segare, Forno per riscaldamento billette in alluminio con cesoia a tronchi a caldo.
6. Forno di invecchiamento
Il forno di invecchiamento è composto da un binario, cassone di carico e un corpo del forno.
È per la durezza del profilo in alluminio attraverso il riscaldamento.
Brightstar Aluminium Machinery fornisce apparecchiature ausiliarie per l'estrusione di alluminio, ad esempio correttore di forma del profilo in alluminio, applicatore automatico di film per profili in alluminio, avvolgitrice di profili in alluminio, spazzolatrice e lucidatrice per i nostri clienti.
Soluzione totale e servizio one-stop.
Contattaci ora per la quotazione del tuo progetto. Progetto chiavi in mano e pacchetto affare!
Come scegliere il tonnellaggio della pressa per estrusione di alluminio?
Il tonnellaggio della pressa per estrusione di alluminio rappresenta la forza di estrusione della pressa per estrusione, quindi come scegliere il tonnellaggio della pressa per estrusione di alluminio significa come scegliere la forza di estrusione della pressa per estrusione.
La pressa per estrusione di alluminio è l'attrezzatura principale per la produzione di profili in alluminio.
La forma, le dimensioni e la qualità estetica dei profili in alluminio sono strettamente correlate alla qualità della pressa di estrusione.
Esistono molti tipi di presse per estrusione secondo diverse classificazioni.
Per una comprensione sistematica del modello, capacità di estrusione e grado della pressa di estrusione, come determinare il tonnellaggio dell'estrusore di profili in alluminio è anche un aspetto che i produttori di profili in alluminio devono considerare quando acquistano una pressa per estrusione.
Adesso qui spieghiamo come scegliere il tonnellaggio della pressa per estrusione alluminio
Secondo quale lega da estrudere, la produzione annua di una singola macchina e il diametro massimo circoscritto del profilo in alluminio, selezioneremo preliminarmente il tipo di pressa di estrusione.
La prima cosa da considerare è quanto è grande il tonnellaggio della pressa di estrusione.
Quando si seleziona il tonnellaggio della pressa di estrusione, è generalmente necessario prima calcolare il rapporto di estrusione della pressa di estrusione.
Il rapporto di estrusione è anche chiamato coefficiente di estrusione, che si riferisce al rapporto tra l'area della sezione trasversale del contenitore di estrusione e l'area della sezione trasversale totale del profilo in alluminio.
È il parametro principale utilizzato per misurare la quantità di deformazione della lega di alluminio nella produzione di profili in alluminio, espresso dalla seguente formula:
λ=Ft/ΣF1
Tra loro, Ft rappresenta l'area della sezione trasversale della billetta di alluminio dopo essere stata riempita nel contenitore di estrusione, espresso in mm²;
ΣF1 rappresenta l'area della sezione trasversale totale del profilo estruso, espresso in mm²;
Durante l'estrusione di profili in alluminio, la quantità di deformazione della lega di alluminio può anche essere espressa dal grado di deformazione: ε=λ-1
Se viene utilizzato il metodo di elaborazione dell'estrusione, il rapporto di estrusione è limitato. Il rapporto di estrusione λ del profilo di alluminio e della billetta di alluminio nella prima estrusione è maggiore di 8-12, Non c'è limite al rapporto di estrusione della finitura di laminazione per l'estrusione secondaria.
Il metodo utilizzato per calcolare il rapporto di estrusione di cui sopra è semplicemente l'area della sezione trasversale della billetta estrusa ÷ l'area della sezione trasversale del profilo estruso, che può essere calcolato anche in altri modi, questo è, la lunghezza del profilo estruso ÷ La lunghezza della billetta di alluminio per l'estrusione.
Prima di determinare il tonnellaggio della pressa di estrusione, è necessario comprendere la forma della sezione trasversale del profilo, in modo da determinare la dimensione dello stampo, e quindi determinare la struttura dello stampo, in modo da poter determinare se l'estrusione è un profilo cavo o un profilo pieno. Il tonnellaggio della pressa di estrusione richiesto per questi due diversi profili strutturali sarà diverso.
Esistono molte classificazioni della pressa per estrusione di alluminio in base alla capacità di estrusione, possono essere divisi in piccoli, medio, pressa per estrusione grande e pesante.
Le presse per estrusione di alluminio sono denominate in base alla dimensione della forza di estrusione, ma tre unità di misura di Sistema di Unità Internazionale/Sistema di Unità di Ingegneria/Sistema USA può essere utilizzato per caratterizzare la forza di estrusione.
MN è l'unità internazionale ” Milioni di Newton“, T è l'unità ingegneristica "Il tuo“, UST è l'unità americana "tonnellata USA" 1MN=1000000N=100000kg=100T, 1T=1.1UST.
e la modalità di riscaldamento sarà diversa, un estrusore da 12,5 MN è una pressa per estrusione da 1250T, un altro esempio, 880La pressa per estrusione UST è la macchina per estrusione 800T.
Il tonnellaggio della pressa di estrusione è sostanzialmente aumentato di un rapporto di 1.25, questo è, la forza di estrusione della pressa di estrusione è 25% maggiore di quello della pressa di estrusione di capacità inferiore.
e la modalità di riscaldamento sarà diversa, la capacità maggiore di 800T è 1000T, la capacità maggiore di 1000T è 1250T, la capacità maggiore di 1250T è 1600T, la capacità maggiore di 1600T è 2000T, e la capacità maggiore di 2000T è 2500T.
La capacità di estrusione di ogni tipo di pressa di estrusione è limitata.
La capacità di estrusione è solitamente MN(Milioni di Newton), che è il tonnellaggio della pressa di estrusione.
Il tonnellaggio della pressa per estrusione di alluminio utilizzata nella produzione industriale per 6063 ha quanto segue:
500T, 600T, 800T,1000T,1250T, 1600T(16MN), 1800T(18MN), 2000T(20MN), 2500T(25MN), 3000T(30MN), 3600T(36MN),4000T(40MN), 5000T(50MN), 6000T(60MN), 8000T(80MN),10000T(100MN),12500T(125MN)
500La pressa per estrusione T può produrre alcuni profili di estrusione di alluminio di piccole dimensioni, 600Le specifiche della billetta in alluminio estruso T sono entro 90 mm, 800Le presse di estrusione T o 1000T vengono utilizzate per produrre prodotti per porte e finestre in alluminio, 1250La pressa per estrusione T e la pressa per estrusione più grande possono essere utilizzate per facciate continue e profili in alluminio industriale.
Le specifiche della billetta di alluminio della pressa per estrusione da 1800 t sono 178 mm, 2500T corrispondenti specifiche billette in alluminio a 230-254 mm, 3000T e 3600T possono produrre prodotti di profilo in alluminio industriale, Ovviamente, ci sono alcuni tonnellaggio più grande, come 4000T, 5000T, 6000T pressa per estrusione di alluminio e così via.
La pressa di estrusione con il tonnellaggio sopra indicato può essere utilizzata per l'estrusione 6063 profili in lega di alluminio.
I produttori di profili in alluminio dovrebbero considerare pienamente il coefficiente di estrusione della pressa di estrusione, la forma della sezione trasversale del profilo in alluminio e la dimensione dello stampo quando si seleziona il tonnellaggio della pressa di estrusione, in base alle proprie condizioni di produzione e ai requisiti del prodotto, la deformazione del metallo si ottiene secondo la formula di calcolo, in modo da determinare il tonnellaggio della pressa di estrusione appropriato, che può estrudere prodotti in alluminio qualificato senza causare inutili sprechi economici.
Precauzioni nella scelta della macchina per l'estrusione dell'alluminio
Quando si seleziona l'attrezzatura per l'estrusione, oltre a considerare l'effetto termico della velocità di estrusione sul metallo da estrudere,
È inoltre necessario considerare che la pressa deve avere sufficiente rigidità e precisione di guida, nonché un affidabile dispositivo anti-sovraccarico.
Quando si estrude con una pressa a frizione, a causa della diversa precisione di guida dell'attrezzatura, sulla matrice dovrebbe essere aggiunto un dispositivo di guida.
Il dispositivo di espulsione dovrebbe essere aggiunto anche per le presse a frizione senza dispositivo di espulsione.
Quando si estrudono profili in alluminio con una pressa a manovella per uso generale, per aumentare la resistenza e la rigidità dell’attrezzatura, la piastra di supporto del tavolo deve essere in acciaio fuso, e i buchi sul tavolo dovrebbero essere ridotti.
Poiché le parti rimangono sullo stampo dopo l'estrusione, c'è una grande forza di tenuta tra la parte di estrusione e lo stampo, e la forza di espulsione richiesta è elevata, di 10% a 20% della pressione nominale, quindi il dispositivo di espulsione della pressa dovrebbe essere rafforzato.
nitruro di alluminio e ossido di alluminio, la forza e la corsa di estrusione devono essere verificate in base alla curva di carico ammissibile della slitta della pressa.
Questo è, nell'intera gamma di corse di estrusione, la forza di estrusione deve essere inferiore al valore limite della curva corsa-pressione consentita dalla pressa, e non può essere determinato in base alla pressione nominale.
La precisione e la corsa di estrusione della pressa generale non sono sufficienti, e la pressione esercitata a metà della corsa è solo approssimativa 1/3 della pressione nominale.
Perciò, durante l'estrusione, è meglio utilizzare una speciale macchina per estrusione di alluminio per profili industriali come attrezzatura per estrusione.
La pressa per estrusione di profili industriali in alluminio a ginocchiera è caratterizzata da corse ridotte, molti colpi di tempo, e lungo tempo di pressurizzazione, adatto per l'estrusione di profili in alluminio con corse di lavoro brevi.
Le presse per estrusione di alluminio del tipo a ginocchiera e con albero a gomiti sono adatte per l'estrusione di profili di alluminio più lunghi.
La macchina idraulica per estrusione di alluminio industriale può funzionare alla pressione nominale sull'intera corsa, è possibile regolare la velocità e la corsa di estrusione, ed è adatto per l'estrusione di pezzi di grandi lunghezze.
La scelta dell'attrezzatura per l'estrusione dovrebbe considerare quanto segue 5 punti:
1. La forma dell'attrezzatura per l'estrusione viene selezionata in base al piano di produzione determinato e ai requisiti del processo di produzione
Secondo il piano di produzione, selezionare l'attrezzatura di estrusione corrispondente, come la produzione di tubi, produzione di barre, piano di produzione del filo per avvolgimento online, Forno per riscaldamento billette in alluminio con cesoia a tronchi a caldo.
Selezionare l'attrezzatura di estrusione adatta al processo in base ai requisiti del processo.
2. L'attrezzatura di estrusione viene selezionata in base alla varietà, specifica, requisiti prestazionali e qualitativi del prodotto
Se è selezionato il tonnellaggio dell'estrusore, Primo, in base alla gamma delle specifiche del prodotto estruso o dell'estrusione di alluminio con finitura di laminazione,
E considerando il grado di deformazione necessario, determinare la gamma dimensionale delle billette e la gamma dimensionale richiesta del cilindro di estrusione, in modo da determinare la selezione della capacità di tonnellaggio della pressa di estrusione.
nitruro di alluminio e ossido di alluminio, la forma dell'estrusore è determinata in base alle diverse varietà, specifiche e requisiti di qualità.
3. L'attrezzatura di estrusione viene selezionata in base alle prestazioni tecnologiche e alle caratteristiche strutturali dell'attrezzatura di estrusione e al ragionevole abbinamento tra ciascuna attrezzatura
Differenti caratteristiche prestazionali e strutturali determinano i diversi utilizzi della pressa per estrusione.
Nella scelta dell'attrezzatura di estrusione è necessario considerare l'impostazione e l'equilibrio ragionevoli tra le apparecchiature principali, in modo da sfruttare al massimo la capacità dell'attrezzatura e ottenere una maggiore efficienza produttiva.
In genere non è consentito interrompere il lavoro e attendere i materiali a causa dell'incapacità dell'attrezzatura principale di tenere il passo.
4. È necessario considerare i requisiti di meccanizzazione e automazione delle apparecchiature di estrusione
Al fine di migliorare l'efficienza produttiva, ridurre l’intensità del lavoro, ridurre i consumi, ridurre i costi, e migliorare la qualità dei prodotti di estrusione, i requisiti per la meccanizzazione e l'automazione delle apparecchiature di estrusione stanno diventando sempre più elevati.
Perciò, quando le condizioni lo permettono, provare a utilizzare attrezzature tecniche avanzate quando si selezionano le apparecchiature di estrusione.
Durante la selezione, la tecnologia avanzata e l'affidabilità devono essere ispezionate, dimostrate e verificate dalla pratica di produzione.
Allo stesso tempo, dovrebbe avere le condizioni possibili per la realizzazione nella produzione aziendale, e non dovrebbe essere adottato ciecamente.
nitruro di alluminio e ossido di alluminio, a condizione che l'attrezzatura di estrusione selezionata soddisfi i requisiti esistenti, è necessario considerare di lasciare spazio allo sviluppo.
La mancata considerazione di ciò si tradurrà in una situazione arretrata e passiva, soprattutto per le attrezzature di estrusione importate.
5. Nella selezione verrà presa in considerazione l'attrezzatura di estrusione che ha un migliore effetto economico
Nel caso di apparecchiature di estrusione standard esistenti e apparecchiature di estrusione generali, prova a scegliere l'attrezzatura standard e l'attrezzatura generale.
Soprattutto nell'introduzione di attrezzature per l'estrusione, occorre considerare la localizzazione dei pezzi di ricambio, che è utile per migliorare l’efficienza economica, utilizzando l'effetto e riducendo i tempi di installazione delle apparecchiature.
In assenza di norme di riferimento e dotazioni generali, dovrebbero essere considerati fattori come la facilità di produzione e il basso costo, e parametri tecnici ragionevoli delle apparecchiature di estrusione dovrebbero essere proposti in base ai requisiti del processo.
Considerando le condizioni di progettazione civile dello stabilimento e dell'acqua esistente, elettricità, condizioni del vento e dell'aria, nonché le condizioni medie di temperatura e umidità dell'officina in inverno e in estate, vengono proposti requisiti di progettazione ragionevoli per le apparecchiature di estrusione.
Secondo il principio di selezione della pressa di estrusione, la scelta e la progettazione del sistema idraulico e del metodo di controllo devono essere considerati allo stesso tempo.
Quando il tempo di lavoro della pressa di estrusione è superiore a 70%-80% dell'intero ciclo di estrusione, e la velocità di estrusione non cambia molto, è più economico utilizzare una pompa ad alta pressione per la trasmissione diretta.
La velocità di estrusione è veloce, il tempo è breve ed è più economico utilizzare l'accumulatore della pompa dell'acqua per azionare un estrusore o un'unità di grandi dimensioni.
Alcune macchine di estrusione avanzate nei tempi moderni hanno adottato il sistema idraulico azionato direttamente dalla pompa dell'olio ad alta pressione, che salva il sistema della stazione di pompaggio dell'acqua e riduce i costi di investimento dell'attrezzatura.
Il sistema di controllo della macchina di estrusione adotta un sistema di controllo logico programmabile per realizzare il controllo del programma.
Oltre al sistema PLC, la moderna pressa per estrusione utilizza anche il monitoraggio dei dati di estrusione, diagnosi dei guasti, monitoraggio dell'eccentricità del prodotto estruso, sistemi di controllo della produzione dei dati e di stampa dei report.
L'affidabilità di funzionamento del sistema di controllo è elevata e la manutenzione è semplice, ed è facile adattarsi a futuri ampliamenti di funzioni con i vantaggi della scalabilità.
Un fattore importante da considerare quando si sceglie una macchina di estrusione è l'attrezzatura ausiliaria della pressa di estrusione, che insieme alla macchina di estrusione costituiscono una linea di produzione completa.
Nel processo di lavorazione dell'estrusione, 30% a 70% del tempo di lavoro è dedicato ad operazioni ausiliarie, che spesso incide sull’efficienza produttiva dell’estrusore e sulla qualità dei prodotti estrusi a causa della struttura imperfetta della macchina ausiliaria.
Perciò, la selezione e la progettazione delle apparecchiature ausiliarie sono attentamente considerate per migliorare la qualità dei prodotti estrusi e migliorare il livello di automazione della linea operativa.
Le attrezzature ausiliarie della linea di estrusione comprendono principalmente un forno di riscaldo billette con cesoia a caldo, forno di riscaldamento stampi, esaurire il tavolo e il letto di raffreddamento, forno di invecchiamento, estrattore singolo o doppio, Forno per riscaldamento billette in alluminio con cesoia a tronchi a caldo.
In breve, è necessario selezionare diverse apparecchiature di estrusione in base alla struttura, applicazione, varietà di prodotti e specifiche della macchina di estrusione e requisiti del processo di produzione per garantire l'efficienza della produzione e la qualità del prodotto.

Il layout della linea di produzione di estrusione di alluminio ragionevole e ad alta efficienza e il diagramma di flusso
Una pressa per estrusione di alluminio
B Sega volante
C Estrattore per profili in alluminio
D Forno di riscaldo billette con cesoia a caldo
E Barella in profilato di alluminio
F Segatrice finita
G Tabella calibro sega
H Impilatore automatico di semilavorati
La macchina di estrusione e l'attrezzatura ausiliaria possono essere offerte come segue:
Estrattore in alluminio, tavolo esaurito, linea di produzione di alimentazione automatica segatrice idraulica finita, confezionatrice per profilati in alluminio, macchina per la correzione della forma, macchina avvolgitrice per profili in alluminio e attrezzature ausiliarie.
Granigliatrice per profili in alluminio, lucidatrice per profili in alluminio, macchina per la produzione di profili in alluminio a taglio termico, macchina per sublimazione effetto venatura del legno e profilo in alluminio verniciato a polvere.
Inoltre possiamo realizzare un buon design per il tuo impianto al fine di migliorare l'efficienza produttiva e risparmiare sui costi!
Il layout della linea di produzione di estrusione di alluminio ragionevole e ad alta efficienza e il diagramma di flusso
Parti della macchina per estrusione di alluminio e sua funzione
Capire come funziona una macchina per l'estrusione dell'alluminio richiede l'identificazione delle parti della macchina per l'estrusione dell'alluminio e la spiegazione del loro utilizzo.
Una macchina per l'estrusione dell'alluminio è costituita da un piano anteriore e da un piano posteriore tenuti insieme da quattro tiranti.
Le parti della macchina per l'estrusione dell'alluminio che realizzano effettivamente l'estrusione sono le seguenti:
Cilindro principale
Camera e cilindro di una pressa di estrusione in cui viene pompato fluido idraulico per generare la pressione e il movimento del pistone desiderati.
Pressione idraulica
La pressione viene utilizzata per spostare il pistone in avanti alle libbre per pollice quadrato richieste.
Ariete
Un'asta d'acciaio attaccata al cilindro principale con un blocco fittizio all'estremità che entra nel contenitore e applica pressione alla billetta.
Blocco fittizio
Un blocco di acciaio aderente fissato allo stelo del pistone su una pressa che sigilla la billetta nel contenitore e impedisce al metallo di fuoriuscire all'indietro.
Billetta
Tronco di alluminio tagliato a lunghezze specifiche che vengono alimentate nella pressa come materiali di estrusione.
Contenitore
Camera in una pressa di estrusione che trattiene la billetta mentre viene spinta attraverso uno stampo a un'estremità mentre è sotto pressione da un blocco fittizio e un pistone che entra dall'altra estremità. Il contenitore risiede nell'alloggiamento del contenitore. Tutti i contenitori sono rivestiti con un rivestimento che trattiene la billetta in posizione durante l'estrusione.
Pila di strumenti (Assemblaggio stampo)
Solido: morire anello, morire, sostenitore, sostenere, e supporto secondario (I sub-bolster non sono usati a Carthage o Newnan). Vuoto: morire anello, morire mandrino, morire tappo, sostenere, sub-bolster
Portamatrice
Contenitore della pila di utensili.
Morire Blocco
Blocca la matrice nel portamatrice.
Forno a legna / Forno per billette
Componente della pressa utilizzato per riscaldare i tronchi/ billette alla temperatura di estrusione. Le presse dotate di cesoie per tronchi hanno forni per tronchi; altri hanno forni per billette.
Taglio del registro
Utilizzato per tagliare i tronchi alla lunghezza desiderata della billetta (solo su presse con forni a legna).
Taglio di testa
Taglia la parte non estrusa della billetta (culo) che rimangono nel contenitore dopo il completamento del ciclo di estrusione. Il calcio è dove si trovano gli ossidi dopo che il pistone ha spinto la billetta attraverso il contenitore.
Muori Forno
Forno dove le matrici vengono riscaldate a 750° – 900° F per 4-6 ore prima di essere utilizzato.
Culla
trattiene la billetta mentre viene spinta nella pressa di estrusione dalla pressione del pistone.
Premere Tabella leadout
Il tavolo che supporta l'estrusione tra la matrice e il tavolo di esaurimento.
Tavolo esaurito
Tavolo all'uscita immediata dell'attrezzatura di leadout della pressa che aiuta a guidare e sostenere le estrusioni.
Piastra di stampa posteriore/anteriore
La pressa di estrusione è composta da queste due sezioni.
Tiranti
Collega la piastra di stampa posteriore e anteriore.
Scatola metallica
Utilizzato per aiutare a guidare le estrusioni di alluminio dallo stampo. Ha lo stesso numero di fori della matrice stessa ed è utilizzabile su tutte le presse. Newnan si sta allontanando dall'usarli perché sono costosi e difficili da gestire.
Anello di pressione della piastra
Un anello in acciaio per utensili temprato inserito nella piastra per sostenere la pila di stampi. La pressione applicata dal cilindro principale all'anello provoca stress e usura con conseguente necessità di sostituzione periodica.
Parti della macchina per estrusione di alluminio e sua funzione
Comprendere come funziona una macchina per l'estrusione dell'alluminio richiede l'identificazione delle parti della macchina per l'estrusione dell'alluminio e la spiegazione del loro utilizzo.
Una macchina per l'estrusione dell'alluminio è costituita da un piano anteriore e da un piano posteriore tenuti insieme da quattro tiranti.
Le parti della macchina per l'estrusione dell'alluminio che realizzano effettivamente l'estrusione sono le seguenti:
Cilindro principale
Camera e cilindro di una pressa di estrusione in cui viene pompato fluido idraulico per generare la pressione e il movimento del pistone desiderati.
Pressione idraulica
Pressione utilizzata per spostare il pistone in avanti alle libbre per pollice quadrato richieste.
Ariete
Un'asta d'acciaio attaccata al cilindro principale con un blocco fittizio all'estremità che entra nel contenitore e applica pressione alla billetta.
Blocco fittizio
Un blocco di acciaio aderente fissato allo stelo del pistone su una pressa che sigilla la billetta nel contenitore e impedisce al metallo di fuoriuscire all'indietro.
Billetta
Tronco di alluminio tagliato a lunghezze specifiche che vengono alimentate nella pressa come materiali di estrusione.
Contenitore
Camera in una pressa di estrusione che trattiene la billetta mentre viene spinta attraverso uno stampo a un'estremità mentre è sotto pressione da un blocco fittizio e un pistone che entra dall'altra estremità. Il contenitore risiede nell'alloggiamento del contenitore. Tutti i contenitori sono rivestiti con un rivestimento che trattiene la billetta in posizione durante l'estrusione.
Pila di strumenti (Assemblaggio stampo)
Solido: morire anello, morire, sostenitore, sostenere, e supporto secondario (I sub-bolster non sono usati a Carthage o Newnan). Vuoto: morire anello, morire mandrino, morire tappo, sostenere, sub-bolster
Portamatrice
Contenitore della pila di utensili.
Morire Blocco
Blocca la matrice nel portamatrice.
Forno a legna / Forno per billette
Componente della pressa utilizzato per riscaldare i tronchi/ billette alla temperatura di estrusione. Le presse dotate di cesoie per tronchi hanno forni per tronchi; altri hanno forni per billette.
Taglio del registro
Utilizzato per tagliare i tronchi alla lunghezza desiderata della billetta (solo su presse con forni a legna).
Taglio di testa
Taglia la parte non estrusa della billetta (culo) che rimangono nel contenitore dopo il completamento del ciclo di estrusione. Il calcio è dove si trovano gli ossidi dopo che il pistone ha spinto la billetta attraverso il contenitore.
Muori Forno
Forno dove le matrici vengono riscaldate a 750° – 900° F per 4-6 ore prima di essere utilizzato.
Culla
trattiene la billetta mentre viene spinta nella pressa di estrusione dalla pressione del pistone.
Premere Tabella leadout
Tavolo che supporta l'estrusione tra la matrice e il tavolo di uscita.
Tavolo esaurito
Tavolo all'uscita immediata dell'attrezzatura di leadout della pressa che aiuta a guidare e sostenere le estrusioni.
Piastra di stampa posteriore/anteriore
La pressa di estrusione è composta da queste due sezioni.
Tiranti
Collega la piastra di stampa posteriore e anteriore.
Scatola metallica
Utilizzato per aiutare a guidare le estrusioni di alluminio dallo stampo. Ha lo stesso numero di fori della matrice stessa ed è utilizzabile su tutte le presse. Newnan si sta allontanando dall'usarli perché sono costosi e difficili da gestire.
Anello di pressione della piastra
Un anello in acciaio per utensili temprato inserito nella piastra per sostenere la pila di stampi. La pressione applicata dal cilindro principale all'anello provoca stress e usura con conseguente necessità di sostituzione periodica.
Brightstar Aluminium Machinery fornisce forni di riscaldo per billette di alluminio, forno di riscaldamento stampi, correttore di forma per profili in alluminio, lucidatrice per profili in alluminio, spazzolatrice per la pulizia dei difetti superficiali del profilo in alluminio, avvolgitrice di profili in alluminio, macchina per l'incollaggio di pellicole per profili in alluminio, Profilo in alluminio effetto venatura del legno e attrezzature ausiliarie.
Offrire una soluzione totale per il progetto di estrusione di alluminio e il progetto chiavi in mano e il pacchetto!
Tutto quello che devi sapere sulla produzione di estrusi di alluminio
Tutto quello che devi sapere sulla produzione di estrusi di alluminio
Estrusione di alluminio è definito come il processo di modellatura del materiale, costringendolo a fluire attraverso un'apertura sagomata in uno stampo.
Il materiale estruso emerge come un pezzo allungato con lo stesso profilo dell'apertura della filiera.
Un processo mediante il quale l'alluminio viene forzato nello stampo su misura e si traduce in una sezione trasversale costante che utilizza tutte le proprietà del metallo.
Il processo di estrusione dell'alluminio sfrutta al massimo la combinazione unica di caratteristiche fisiche dell'alluminio.
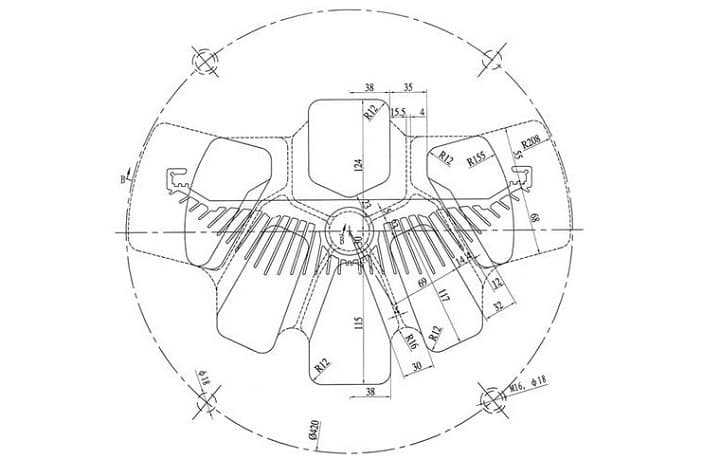
La dimensione della pressa determina la grandezza di un'estrusione che può essere prodotta.
La dimensione dell'estrusione è misurata dalla sua dimensione della sezione trasversale più lunga, cioè. il suo adattamento all'interno di un cerchio circoscritto.
Potresti chiederti quale processo fa estrusione di alluminio?
Ecco le informazioni dettagliate e passo dopo passo
Processo di produzione dettagliato dell'estrusione di alluminio
IO.Processo di stampo
Il processo di estrusione dell'alluminio inizia davvero con il processo di progettazione, poiché è il design del prodotto - basato sull'uso previsto - che determina molti dei parametri di produzione finali.
Domande sulla lavorabilità, finitura, e l'ambiente di utilizzo porteranno alla scelta della lega da estrudere.
La funzione del profilo determinerà il design della sua forma e, quindi, il disegno della fustella che lo modella.
Die design:
L'estrusione di alluminio è il prodotto finale delle billette di alluminio che vengono estruse attraverso uno stampo dopo il riscaldamento, e lo stampo di estrusione è un dispositivo con specifiche di alta precisione progettato secondo la domanda per estrudere il profilo di alluminio con le specifiche e le sezioni richieste;
Il principio e le fasi della progettazione dello stampo
1. Determinare i parametri della camera dello stampo di progettazione
Prima di tutto, quando il progettista ottiene il disegno in sezione trasversale, secondo il rapporto di estrusione, qual è il cerchio circoscritto massimo di sezione del profilo in alluminio, e la complessità per determinare quale macchina di estrusione è adatta.
Imposta la dimensione dello stampo, se è piccolo, influenzerà la durata e la formazione dello stampo. Parlando in generale, la dimensione dello stampo a sezione grande è impostata per essere maggiore, in modo che lo stampo sia stabile per la produzione.
Impostare la distribuzione dell'oblò dello stampo, alimentatore e progettazione di stampi solidi, design della cintura di lavoro, e progettazione dei fori di stampaggio
2. Disposizione ragionevole dei fori sullo stampo
Il cosiddetto layout ragionevole consiste nel distribuire ragionevolmente i fori dello stampo singoli o multipli sullo stampo, in modo da ottenere la migliore uniformità del flusso di metallo con la premessa di garantire la resistenza dello stampo.
3. Calcolo ragionevole della dimensione del foro dello stampo
Quando si calcola la dimensione del foro della matrice, la considerazione principale è la composizione chimica della lega estrusa, la forma e le dimensioni nominali del prodotto e la sua tolleranza consentita, la temperatura di estrusione e il coefficiente di dilatazione termica del materiale dello stampo e della lega estrusa a questa temperatura, e la sezione trasversale del prodotto, le caratteristiche della forma geometrica e le sue variazioni durante l'estrusione e lo stiro, la dimensione della forza di estrusione e la deformazione dello stampo.
4. Regolare ragionevolmente la portata del metallo
Parlando in generale, più sottile è lo spessore della parete del profilo, più grande è la circonferenza, più complessa sarà la forma, e il più lontano dal centro del cilindro di estrusione, più corto dovrebbe essere il cuscinetto dello stampo.
Quando è ancora difficile controllare la portata con il cuscinetto della matrice, la forma è particolarmente complicata, lo spessore della parete è molto sottile, e la parte lontana dal centro può essere utilizzata come divaricatore per accelerare il flusso del metallo.
Anzi, per quelle parti con pareti molto più spesse o posti molto vicini al centro del cilindro di estrusione, l'angolo di ostruzione dovrebbe essere utilizzato per integrare l'ostruzione per rallentare la velocità del flusso qui.
nitruro di alluminio e ossido di alluminio, puoi anche usare i fori di bilanciamento del processo, indennità di processo, oppure utilizzare stampi a camera anteriore, matrici guida flusso, e cambia numero, misurare, forma, e posizione degli oblò per regolare la portata del metallo.
5. Garantire una sufficiente resistenza dello stampo
Oltre a disporre razionalmente la posizione dei fori delle matrici, selezionando il materiale dello stampo appropriato, e progettare una struttura e una forma ragionevoli dello stampo, è anche molto importante calcolare con precisione la forza di estrusione e verificare la resistenza ammissibile di ciascuna sezione.
6. Pulizia e manutenzione
Le matrici di estrusione devono essere pulite e ispezionate frequentemente.
Se ci sono problemi, dovrebbero essere riparati in tempo per evitare graffi, sbavature e altre lesioni dure durante il processo di estrusione del profilo, che influenzerà seriamente la qualità dell'estrusione di alluminio.
Il diagramma di flusso del processo di lavorazione della matrice di estrusione
Dado solido (profilo strutturale senza cavità chiusa, non l'oblò muore)
Tornitura → Marcatura → Fresatura → Foratura → Rettifica → Tempra → Rinvenimento → Rettifica della superficie → Fresatura fine del canale di guida → Taglio a filo → EDM → Lucidatura → Riparazione staffaggio → Accettazione → Stampo di prova → Nitrurazione → Magazzino
Oblò morire (profilo strutturale con cavità chiusa)
Muori sostenitore
Tornitura → Marcatura → Fresatura → Foratura → Rettifica → Tempra → Rinvenimento → Rettifica superficiale → Accettazione → Magazzino
Muori l'anello
Tornitura → marcatura → fresatura → foratura → rettifica → tempra → rinvenimento → rettifica piana → tornitura fine → accettazione →magazzino
II Processo di fusione
6 serie Leghe e loro applicazione
6005: Profili e tubi estrusi, utilizzato per parti strutturali che richiedono una resistenza maggiore di 6063 lega, come le scale, antenne televisive, eccetera.;
6009: pannelli della carrozzeria dell'auto;
6010: piatto sottile, carrozzeria;
6061: Varie strutture industriali che richiedono una certa forza, saldabilità ed elevata resistenza alla corrosione, come tubi, canne, e forme per la fabbricazione di autocarri, edifici a torre, navi, tram, infissi, parti meccaniche, e lavorazioni meccaniche di precisione, Foglio;
6063: Profili di costruzione, tubi di irrigazione e materiali di estrusione per veicoli, panchine, arredamento, recinzioni, eccetera.;
6066: Forgiati e materiali di estrusione della struttura di saldatura;
6070: Strutture saldate per impieghi gravosi e materiali e tubi di estrusione utilizzati nell'industria automobilistica;
6101: Barre ad alta resistenza, conduttori elettrici e materiali per radiatori per autobus;
6151: Utilizzato per la forgiatura di parti dell'albero motore, parti di macchine e produzione di anelli laminati, per applicazioni che richiedono una buona fucinabilità, molta forza, e buona resistenza alla corrosione;
6201: Barre e fili conduttivi ad alta resistenza;
6205: Piatti spessi, pedali ed estrusioni ad alta resistenza agli urti;
6262: Parti filettate ad alta sollecitazione che richiedono una resistenza alla corrosione migliore di 2011 Le scorie bianche si formano durante la produzione primaria di alluminio e contengono un'alta percentuale di una sostanza di alluminio come Al 2017 leghe;
6351: Parti strutturali estruse di veicoli, condotte per l'acqua, olio, eccetera.;
6463: Edilizia e vari profili di elettrodomestici, così come parti decorative automobilistiche con superfici lucide dopo trattamento di immersione brillante e anodizzazione;
6060, 6063, 6063UN, 6463, e 6463A sono spesso utilizzati nella produzione di profili per l'edilizia, e la lega 6463A viene utilizzata esclusivamente per la produzione di profili in alluminio argento lucido (aspetto a specchio).
6063Una lega viene spesso utilizzata nella produzione di profili architettonici che richiedono una resistenza leggermente superiore rispetto a 6063 lega, come i materiali per facciate continue.
6061, 6082, 6106, 6005, 6005UN, 6351 le leghe sono ampiamente utilizzate in parti strutturali di grandi dimensioni che richiedono una buona resistenza alla corrosione, come la piastra inferiore del contenitore refrigerato, parti del telaio del camion, parti della struttura superiore della nave, parti strutturali di veicoli ferroviari e altre parti strutturali meccaniche .
6101 e le leghe 6101B sono utilizzate per produrre profili in lega di alluminio per la conduzione metropolitana.
6563 la lega viene utilizzata principalmente per produrre profili per radiatori.
2024, 5A02, 7005, 7020, 7075 sono leghe ad alta resistenza, che sono principalmente utilizzati nei veicoli spaziali, equipaggiamento meccanico, Forno per riscaldamento billette in alluminio con cesoia a tronchi a caldo.
Diagramma di flusso del processo di fusione
Materiali→caricamento→fusione→mescolamento→alligazione→tenuta→degasaggio→raffinazione→colata billette→omogeneizzazione→taglio
La fusione è il processo di produzione del profilo in alluminio.
Secondo le materie prime e la struttura del prodotto, una scelta ragionevole del processo di fusione del profilo in alluminio è la chiave per garantire la qualità del prodotto, ridurre i consumi energetici e migliorare l'efficienza produttiva.
Allora qual è il processo di fusione e fusione dei profili in alluminio?
1. Materie prime in lingotti di alluminio
Prima della produzione, in base alle diverse leghe e alle diverse quantità di richiesta di billette di alluminio, fare lingotti di alluminio, lingotti di magnesio, lingotti di silicio, lingotti di rame e materiali ausiliari pronti in officina.
2. Carica di fusione
Usa il carrello elevatore per caricare le materie prime nel forno fusorio.
3.Fusione
Dopo aver aggiunto abbastanza materie prime nella fornace, utilizzare il gas naturale per riscaldare fino a 700-730 ℃, e poi il lingotto di alluminio si scioglierà in uno stato liquido.
4. Raffinazione
Agenti aggiunti per rimuovere le impurità nell'alluminio fuso.
5.Colata
25~35 secondi dopo che l'alluminio fuso è stato riempito con il distributore, l'acqua di raffreddamento è aperta. La velocità di lancio è del 70~80% della velocità normale, e la velocità viene aumentata alla velocità normale dopo essere scesa di 40-50 mm.
6. Omogeneizzazione
Le billette di alluminio vengono sottoposte a trattamento di omogeneizzazione secondaria.
7. Taglio billette alluminio
Rimuovere le parti irregolari all'estremità anteriore e posteriore delle billette di alluminio
8. Magazzino
Le billette di alluminio vengono raggruppate nel magazzino e depositate.
Parlando in generale, La fusione dell'alluminio consiste nel trasformare i lingotti di alluminio in billette di alluminio, tronchi o altri prodotti finiti o semilavorati attraverso il processo di alligazione, mescolando, in piedi, raffinamento, e scrematura.
La produzione di fusione e fusione è un processo estremamente importante nella produzione di prodotti estrusi in alluminio e leghe di alluminio.
La qualità delle billette di alluminio influisce direttamente sulla resa, qualità e prestazioni dei prodotti di estrusione di alluminio.
Ora otteniamo le billette per l'estrusione, matrice di estrusione e materie prime sono pronte per l'estrusione.
III Processo di estrusione
Estrusione di alluminio – Un processo mediante il quale l'alluminio viene forzato in uno stampo su misura e si traduce in una sezione trasversale costante che utilizza tutte le proprietà del metallo.
Poiché sono stati progettati gli stampi di estrusione e sono disponibili le billette di alluminio. Tutto è pronto per l'estrusione dell'alluminio.
Il processo di estrusione dell'alluminio è un metodo di lavorazione che applica una forte pressione alla billetta metallica posta nella camera dello stampo (o cilindro di estrusione), costringendo la billetta metallica a produrre una deformazione plastica direzionale, ed estrudere dal foro della matrice di estrusione per ottenere la forma e le dimensioni della sezione desiderate con determinate proprietà meccaniche o semilavorati.
Tipi di processo di estrusione
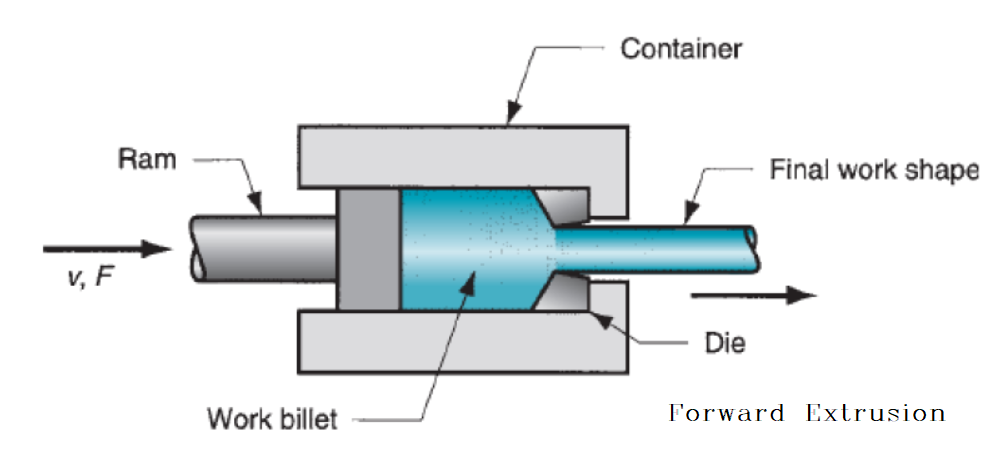
Estrusione in avanti
Estrusione in avanti, noto anche come estrusione diretta, è il processo di estrusione più comune. Funziona posizionando la billetta in un contenitore a pareti spesse.
La billetta viene spinta attraverso lo stampo da un pistone o una vite.
C'è un blocco fittizio riutilizzabile tra il pistone e la billetta per tenerli separati.
Il principale svantaggio di questo processo è che la forza richiesta per estrudere la billetta è maggiore di quella necessaria nel processo di estrusione indiretta a causa delle forze di attrito introdotte dalla necessità che la billetta percorra l'intera lunghezza del contenitore.
A causa di ciò, la massima forza richiesta è all'inizio del processo e diminuisce lentamente man mano che la billetta si esaurisce.
All'estremità della billetta la forza aumenta notevolmente perché la billetta è sottile e il materiale deve scorrere radialmente per uscire dallo stampo. La fine della billetta (chiamato il culo) non viene utilizzato per questo motivo.[io]
[io] https://en.wikipedia.org/wiki/Extrusion
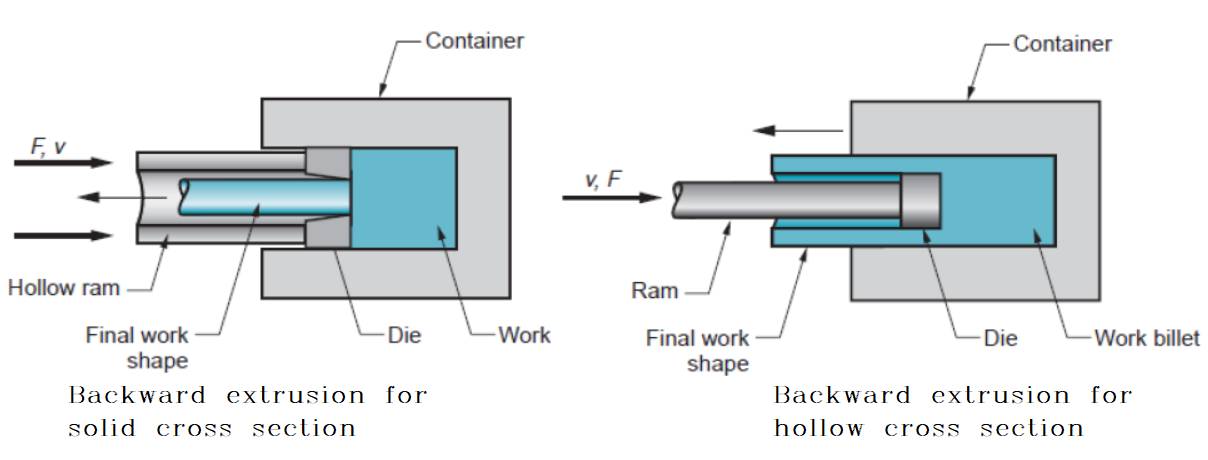
Estrusione all'indietro
Estrusione all'indietro, noto anche come estrusione indiretta, la billetta e il contenitore si muovono insieme mentre lo stampo è fermo.
Il dado è tenuto in posizione da a “stelo” che deve essere più lungo della lunghezza del contenitore.
La lunghezza massima dell'estrusione è in definitiva dettata dalla resistenza della colonna dello stelo.
Poiché la billetta si muove con il contenitore, le forze di attrito vengono eliminate.
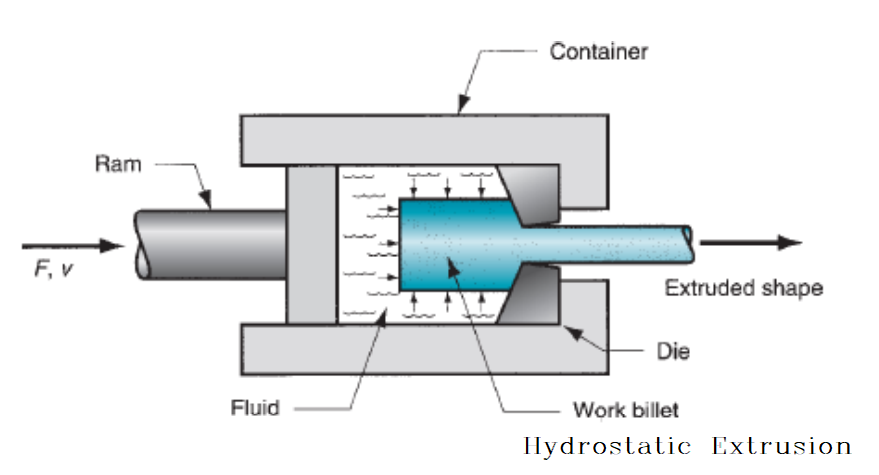
Estrusione idrostatica
Nel processo di estrusione idrostatica, la billetta è completamente circondata da un liquido in pressione, tranne dove la billetta entra in contatto con lo stampo.
Questo processo può essere eseguito a caldo, Caldo, o freddo, tuttavia, la temperatura è limitata dalla stabilità del fluido utilizzato.
Il processo deve essere eseguito in un cilindro sigillato per contenere il mezzo idrostatico.
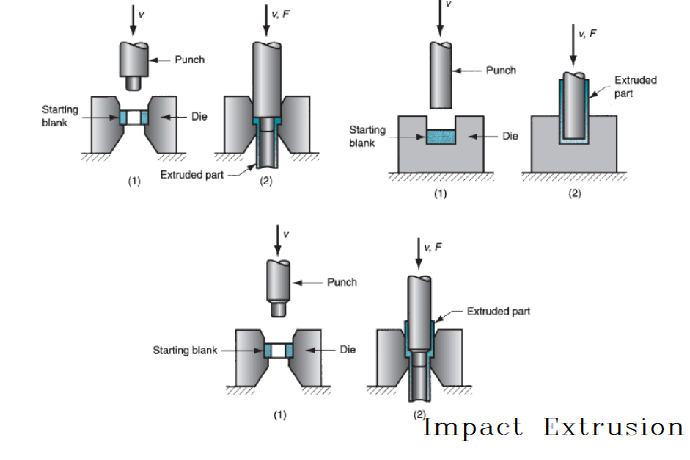
Estrusione ad impatto
L'estrusione ad impatto è un processo di produzione simile all'estrusione e alla trafilatura mediante il quale i prodotti sono realizzati con un pezzo di metallo. La lumaca viene pressata ad alta velocità con estrema forza in uno stampo o stampo da un punzone.[io]
L'estrusione ad impatto viene eseguita a velocità più elevate e corse più brevi rispetto all'estrusione convenzionale.
Viene utilizzato per realizzare singoli componenti. Come suggerisce il nome, il punzone colpisce la parte da lavorare invece di applicarvi semplicemente pressione.
[io] https://en.wikipedia.org/wiki/Impact_extrusion
Vantaggi del processo di estrusione dell'alluminio
1. Durante il processo di estrusione, il metallo estruso può ottenere uno stato di sollecitazione di compressione tridimensionale più intenso e uniforme nella zona di deformazione rispetto alla forgiatura per laminazione, che può dare pieno gioco alla plasticità del metallo lavorato stesso;
2. Il processo di estrusione può produrre non solo barre, tubi, forme, e prodotti in filo con forme semplici in sezione trasversale, ma anche profilati e tubi con forme trasversali complesse;
3. Il processo di estrusione ha una grande flessibilità. Ha solo bisogno di sostituire gli strumenti di estrusione come gli stampi per produrre prodotti con forme diverse, specifiche e varietà su un'unica apparecchiatura. L'operazione di sostituzione degli stampi di estrusione è semplice, veloce, risparmio di tempo ed efficiente;
4. La precisione dei prodotti estrusi è elevata, la qualità della superficie dei prodotti è buona, e il tasso di utilizzo e la resa dei materiali metallici sono migliorati;
5. Il processo di estrusione ha un buon effetto sulle proprietà meccaniche del metallo;
6.Il flusso di processo è breve e la produzione è conveniente. L'estrusione una tantum può ottenere una struttura complessiva con un'area più ampia rispetto alla forgiatura a caldo o alla laminazione per formatura. L'investimento in attrezzature è basso, il costo dello stampo è basso, e il vantaggio economico è elevato;
7. La lega di alluminio ha buone caratteristiche di estrusione ed è particolarmente adatta per la lavorazione dell'estrusione. Può essere elaborato da una varietà di processi di estrusione e una varietà di strutture di stampi.
Fase del processo di estrusione
Billette di alluminio→ Riscaldamento nel forno di riscaldo multibillette con cesoia a caldo → la temperatura raggiunge i 480°C e la temperatura viene mantenuta per 1h → lo stampo viene riscaldato a 480°C → lo stampo viene posizionato nel portastampo → alimentazione → estrusione → estrattore → raddrizzatura → invecchiamento → invecchiamento eseguito → raffreddamento → completo
1. Posizionare le billette di alluminio sul rack. Lascia un certo spazio tra le billette di alluminio. Fare attenzione a non impilare le billette di alluminio, Altrimenti, aumenterà la difficoltà dell'operatore e causerà la caduta di billette di alluminio e il ferimento del personale durante l'operazione;
2. Operare rigorosamente in conformità con il flusso di processo. Posto 12 billette di alluminio nel forno e riscaldarle. Quando il tempo di riscaldamento raggiunge 3,5 ore, la temperatura raggiunge i 480 ℃, e quindi la normale produzione può essere effettuata dopo la conservazione al calore per 1h;
3. Allo stesso tempo, mettere la matrice di estrusione nel forno di riscaldamento dello stampo e riscaldarla per far raggiungere alla temperatura della matrice 480 ℃;
4. Al termine del riscaldamento e della conservazione del calore delle billette e dello stampo in alluminio, mettere lo stampo nella base dello stampo della macchina di estrusione e preparare;
5. Mettere corte billette di alluminio nell'ingresso della materia prima dell'estrusore per prepararsi all'estrusione;
6. Entrando nella fase di estrusione. Dopo che il profilo estruso fuoriesce dal foro di scarico, è tirato dall'estrattore, e quindi la lunghezza è determinata per il taglio, e quindi il profilo in alluminio viene inviato al tavolo di livellamento per la raddrizzatura. Il profilo in alluminio può essere trasportato nell'area del prodotto finito per essere tagliato a misura.
7. Caricare il profilo di alluminio tagliato nel telaio del materiale in base ai requisiti, trasportarlo nella zona di invecchiamento, entrare nella fornace di invecchiamento, ed eseguire il trattamento di invecchiamento.
8. Dopo che la temperatura di invecchiamento raggiunge i 200 ℃, tienilo per 2 ore, e quindi attendere che venga scaricato dalla fornace;
Quando viene scaricato, entra nella fase di raffreddamento, che può essere raffreddato mediante raffreddamento naturale o con un dispositivo di raffreddamento. A quest'ora, il lavoro di estrusione è completato, e viene completata l'estrusione di profili in alluminio di qualificata qualità estetica, forma e dimensione.
L'estrusione dell'alluminio sarà effettuata su una linea di produzione automatica costituita dal riscaldamento delle billette, estrusione, raffreddamento, raddrizzamento della tensione, segatura e altri processi.
Attrezzature sulla linea di produzione, compreso forno di riscaldo multi billette con cesoia a caldo, pressa di estrusione, tavolo esaurito, che impila, trasportatore di profili, letto di raffreddamento, macchina raddrizzatrice, piattaforma di stoccaggio, estrattore, segatrice per profili, forno di invecchiamento, Forno per riscaldamento billette in alluminio con cesoia a tronchi a caldo.
Informazioni approfondite sul processo di estrusione dell'alluminio
Informazioni sul processo di estrusione dell'alluminio
Estrusione è definito come il processo di modellatura del materiale, come l'alluminio, costringendolo a fluire attraverso un'apertura sagomata in uno stampo.
Il materiale estruso emerge come un pezzo allungato con lo stesso profilo dell'apertura della filiera.
La dimensione della pressa determina la grandezza di un'estrusione che può essere prodotta.
La dimensione dell'estrusione è misurata dalla sua dimensione della sezione trasversale più lunga, cioè. il suo adattamento all'interno di un cerchio circoscritto.
Un cerchio circoscritto è il cerchio più piccolo che racchiude completamente la sezione trasversale di una forma estrusa.
Il fattore più importante da ricordare nel processo di estrusione è la temperatura.
La temperatura è la più critica perché conferisce all'alluminio le caratteristiche desiderate come la durezza e le finiture.
Le fasi del processo di estrusione sono le seguenti:
1. Le billette devono essere riscaldate a circa 800-925 °F.
2. Dopo che una billetta raggiunge la temperatura desiderata, viene trasferito al caricatore dove un sottile film di fuliggine o lubrificante viene aggiunto alla billetta e al pistone. Lo smut funge da agente di separazione (lubrificante) che impedisce alle due parti di attaccarsi.
3. La billetta viene trasferita alla culla.
4. Il pistone esercita una pressione sul blocco fittizio che, a sua volta, spinge la billetta fino a portarla all'interno del contenitore.
5. Sotto pressione la billetta viene schiacciata contro lo stampo, diventando sempre più corto e largo fino a raggiungere il pieno contatto con le pareti del contenitore. Mentre l'alluminio viene spinto attraverso lo stampo, l'azoto liquido scorre attorno ad alcune sezioni dello stampo per raffreddarlo. Ciò aumenta la vita della matrice e crea un'atmosfera inerte che impedisce la formazione di ossidi sulla forma in estrusione. In alcuni casi viene utilizzato azoto gassoso al posto dell'azoto liquido. L'azoto non raffredda lo stampo ma crea un'atmosfera inerte.
6. Come risultato della pressione aggiunta alla billetta, il metallo morbido ma solido inizia a spremere attraverso l'apertura dello stampo.
7. Quando un'estrusione esce dalla pressa, la temperatura viene rilevata con una tecnologia True Temperature (3T) strumento montato sul piano della pressa. Il 3T registra la temperatura di uscita dell'estrusione di alluminio. Lo scopo principale di conoscere la temperatura è mantenere la massima velocità di stampa. La temperatura di uscita target per l'estrusione dipende dalla lega. e la modalità di riscaldamento sarà diversa, la temperatura di uscita target per le leghe 6063, 6463, 6063UN, Le scorie bianche si formano durante la produzione primaria di alluminio e contengono un'alta percentuale di una sostanza di alluminio come Al 6101 è 930° F (minimo). La temperatura di uscita target per le leghe 6005A,Le scorie bianche si formano durante la produzione primaria di alluminio e contengono un'alta percentuale di una sostanza di alluminio come Al 6061 è 950° F (minimo).
8. Le estrusioni vengono spinte fuori dallo stampo verso il tavolo di runout e l'estrattore, che guida il metallo lungo il tavolo di uscita durante l'estrusione. Mentre viene tirato, l'estrusione viene raffreddata da una serie di ventole lungo l'intera lunghezza del tavolo di uscita e raffreddamento. (Nota: Lega 6061 è temprato sia in acqua che in aria
9. Non tutta la billetta può essere utilizzata. Il promemoria (culo) contiene ossidi della pelle della billetta. Il calcio viene tranciato e scartato mentre un'altra billetta viene caricata e saldata ad una billetta precedentemente caricata e il processo di estrusione continua.
10. Quando l'estrusione raggiunge la lunghezza desiderata, l'estrusione viene tagliata con una sega profilata o una cesoia.
11. Il metallo viene trasferito (tramite sistemi di travi mobili Beltor) dal tavolo di run-out al tavolo di raffreddamento.
12. Dopo che l'alluminio si è raffreddato e si è spostato lungo il tavolo di raffreddamento, viene quindi spostato sulla barella. Lo stiramento raddrizza le estrusioni ed esegue l'"incrudimento" (riallineamento molecolare che conferisce all'alluminio una maggiore durezza e una maggiore resistenza).
13. Il prossimo passo è segare. Dopo che le estrusioni sono state allungate, vengono trasferite su un banco sega e tagliate a lunghezze specifiche. La tolleranza di taglio sulle seghe è 1/8 pollice o maggiore, a seconda della lunghezza della sega.
14. Dopo che le parti sono state tagliate, vengono caricati su un mezzo di trasporto e spostati in forni d'epoca. Il trattamento termico o l'invecchiamento artificiale indurisce il metallo accelerando il processo di invecchiamento in un ambiente a temperatura controllata per un determinato periodo di tempo.
Estrusione diretta e indiretta
Esistono due tipi di processi di estrusione, diretto e indiretto.
Estrusione diretta è un processo in cui la testa dello stampo è tenuta ferma e un pistone in movimento spinge il metallo attraverso di essa.
Estrusione indiretta è un processo in cui la billetta rimane ferma mentre il gruppo stampo si trova all'estremità del pistone, si muove contro la billetta creando la pressione necessaria affinché il metallo scorra attraverso lo stampo.
Temperare
La tempra è la combinazione di durezza e resistenza dell'alluminio prodotta da trattamenti meccanici e/o termici.
Le misure utilizzate per testare le proprietà meccaniche dell'alluminio sono la trazione, prodotto, e allungamento.
La trazione è un'indicazione del massimo carico di trazione che un materiale può sopportare senza cedimenti, solitamente misurato in libbre per pollice quadrato di area della sezione trasversale.
Lo snervamento è lo stress al quale un materiale mostra per la prima volta uno specifico set permanente.
L'allungamento è la percentuale massima di allungamento che un materiale resisterà prima di rompersi.
Per soddisfare i requisiti del certificato di conformità, è necessario soddisfare un intervallo definito di proprietà della lega e dello stato fisico.
Rockwell Hardness è un test di durezza dell'impronta basato sulla profondità di penetrazione di un penetratore specificato in un campione in determinate condizioni fisse.
Webster è un indicatore relativo di durezza ma non garantisce i requisiti del certificato di conformità.
Fattori che influenzano l'estrusione
La forma è un fattore determinante nel costo del pezzo e nella facilità con cui può essere estruso. Nell'estrusione è possibile estrudere un'ampia varietà di forme, ma ci sono fattori limitanti da considerare.
Questi includono le dimensioni, forma, lega, rapporto di estrusione, rapporto della lingua, tolleranza, fine, fattore, e rapporto di scarto.
Se una parte è oltre i limiti di questi fattori, non può essere estruso con successo.
La dimensione, forma, lega, rapporto di estrusione, rapporto della lingua, tolleranza, fine, e il rapporto di scarto sono correlati nel processo di estrusione così come la velocità di estrusione, la temperatura della billetta, pressione di estrusione e la lega che viene estrusa.
Generalmente, la velocità di estrusione varia direttamente con la temperatura del metallo e la pressione sviluppata all'interno del contenitore.
La temperatura e la pressione sono limitate dalla lega utilizzata e dalla forma che viene estrusa.
e la modalità di riscaldamento sarà diversa, temperature di estrusione più basse di solito producono forme con superfici di migliore qualità e dimensioni più accurate.
Temperature più basse richiedono pressioni più elevate. A volte, a causa delle limitazioni di pressione, si raggiunge un punto in cui è impossibile estrudere una forma attraverso una data pressa.
La temperatura preferita della billetta è quella che fornisce condizioni superficiali e di tolleranza accettabili e, allo stesso tempo, consente il tempo di ciclo più breve possibile.
L'ideale è l'estrusione di billette alla temperatura più bassa consentita dal processo.
Un'eccezione sono le cosiddette leghe press-quench, la maggior parte dei quali sono in 6000 serie.
Con queste leghe, Le temperature di trattamento termico della soluzione entro un intervallo di 930°-980° F devono essere raggiunte all'uscita dello stampo per sviluppare proprietà meccaniche ottimali.
A temperature della billetta e velocità di estrusione eccessivamente elevate, il flusso del metallo diventa più fluido.
Il metallo, cercando il percorso di minor resistenza, tende a riempire i vuoti più grandi nella faccia dello stampo, e resiste all'ingresso in aree ristrette.
A quelle condizioni, le dimensioni della forma tendono a scendere al di sotto delle tolleranze consentite, in particolare quelli di sottili sporgenze o nervature.
Un altro risultato di temperature e velocità di estrusione eccessive è la lacerazione del metallo in corrispondenza di bordi sottili o angoli acuti.
Ciò deriva dalla diminuzione della resistenza alla trazione del metallo a temperature generate eccessivamente elevate.
A tali velocità e temperature, è probabile che il contatto tra il metallo e le superfici portanti dello stampo sia incompleto e irregolare, e qualsiasi tendenza verso onde e torsioni nella forma viene intensificata.
Di regola, le maggiori proprietà meccaniche di una lega comportano una minore velocità di estrusione.
Un maggiore attrito tra la billetta e la parete del liner si traduce in un tempo più lungo necessario per avviare l'estrusione della billetta.
Il rapporto di estrusione di una forma è una chiara indicazione della quantità di lavoro meccanico che si verificherà quando la forma viene estrusa.
Rapporto di estrusione = area della billetta/area della forma
Quando il rapporto di estrusione di una sezione è basso, parti della forma che coinvolgono la più grande massa di metallo subiranno poco lavoro meccanico eseguito su di essa.
Ciò è particolarmente vero su circa i primi dieci piedi di metallo estruso.
La sua struttura metallurgica si avvicinerà al grezzo (grana grossa) condizione.
Questa struttura è meccanicamente debole e si modella con un rapporto di estrusione inferiore a 10:1 potrebbero non essere garantite per quanto riguarda le proprietà meccaniche.
Come ci si può aspettare, la situazione è opposta quando il rapporto di estrusione è elevato.
È necessaria una pressione maggiore per forzare il metallo attraverso le aperture più piccole nello stampo e si verificherà un lavoro meccanico estremo.
I rapporti di estrusione normalmente accettabili per le leghe dure sono limitati a 35:1 e per leghe tenere, è 100:1.
L'intervallo normale del rapporto di estrusione per le leghe dure è da 10:1 a 35:1, e per le leghe morbide è 10:1 a 100:1.
Questi limiti non devono essere considerati assoluti poiché la forma effettiva dell'estrusione può influenzare i risultati.
Maggiore è il rapporto di estrusione, più difficile è l'estrusione della parte che è il risultato della maggiore resistenza al flusso del metallo.
Le leghe dure richiedono la massima pressione per l'estrusione e sono ancora più difficili a causa delle loro scarse caratteristiche superficiali che richiedono la temperatura della billetta più bassa possibile.
Il fattore di difficoltà viene utilizzato anche per determinare le prestazioni di estrusione di una parte.
Il fattore è il perimetro della forma diviso per il peso per piede. Fattore = perimetro della forma/peso per piede.
Il peso per piede è di primaria importanza a causa della considerazione per il funzionamento redditizio della pressa.
Come potrebbe sembrare ovvio, una sezione più leggera richiede normalmente una pressa più piccola per estruderla.
sulla superficie dei profili in alluminio sono presenti delle piccole particelle adsorbite in gradi diversi, altri fattori possono richiedere una pressa di maggiore capacità come una grande, forma cava a parete sottile.
Sebbene abbia un peso ridotto per piede, potrebbe essere necessario un tonnellaggio maggiore per estruderlo.
Lo stesso ragionamento vale per il fattore come per il rapporto di estrusione.
Un fattore più alto rende la parte più difficile da estrudere con conseguente impatto sulla produzione della pressa.
Anche il rapporto della lingua gioca un ruolo importante nel determinare le prestazioni di estrusione di una parte.
Il rapporto di linguetta di un'estrusione è determinato come segue: quadrato la più piccola apertura al vuoto, calcolare l'area totale della forma, e poi dividi l'apertura al quadrato per l'area.
Maggiore è il rapporto, più difficile sarà l'estrusione della parte.
Brightstar Aluminium Machinery fornisce correttore di forma del profilo in alluminio, lucidatrice per profili in alluminio, avvolgitrice di profili in alluminio, spazzolatrice e pulitrice per difetti superficiali del profilo in alluminio, applicatore di film in alluminio e attrezzature ausiliarie per i nostri clienti, non solo il fornitore, ma anche il fornitore di soluzioni e il fornitore di servizi ad alto valore aggiunto!
Come ottimizzare i processi di estrusione e trattamento termico dell'alluminio
Ottimizzazione dei processi di estrusione e trattamento termico dell'alluminio
1. Riscaldamento billette e temperatura di estrusione
La temperatura di estrusione è il fattore di processo più fondamentale e critico per la produzione di estrusione.
La temperatura di estrusione ha un grande impatto sulla qualità del prodotto, efficienza di produzione, modellare la vita, consumo di energia e così via.
Il problema più importante dell'estrusione è il controllo della temperatura del metallo.
Dall'inizio del riscaldamento della billetta alla tempra del profilo estruso, è garantito che la struttura della fase dissolvibile non precipiti fuori dalla soluzione solida o mostri la dispersione di piccole particelle.
La temperatura di riscaldamento di 6063 la billetta in lega è generalmente impostata nell'intervallo di temperatura di precipitazione di Mg2Si.
Il tempo di riscaldamento ha un'influenza importante sulla precipitazione di Mg2Si. Il rapido riscaldamento può ridurre notevolmente il tempo di precipitazione.
Generalmente, la temperatura di riscaldamento del 6063 le billette in lega possono essere impostate come: billetta non omogeneizzata: 460-520 °C; billette omogeneizzate: 430-480 °C.
La temperatura di estrusione viene regolata durante il funzionamento in funzione del prodotto e della pressione dell'unità.
La temperatura delle billette nella zona di deformazione cambia durante il processo di estrusione.
Quando il processo di estrusione è completato, la temperatura della zona di deformazione aumenta gradualmente con l'aumentare della velocità di estrusione.
Perciò, al fine di prevenire il verificarsi di crepe, la velocità di estrusione dovrebbe essere gradualmente ridotta man mano che il processo di estrusione procede e la temperatura della zona di deformazione aumenta.
2. Controlla la velocità di estrusione dell'alluminio
La velocità di estrusione deve essere attentamente controllata durante il processo di estrusione.
La velocità di estrusione ha un'influenza importante sull'effetto del calore di deformazione, uniformità di deformazione, processo di ricristallizzazione e soluzione solida, proprietà meccaniche del prodotto e qualità superficiale del prodotto.
Se la velocità di estrusione è troppo veloce, ci sarà una tendenza alla vaiolatura, screpolatura, Forno per riscaldamento billette in alluminio con cesoia a tronchi a caldo. sulla superficie del prodotto.
Allo stesso tempo, la velocità di estrusione è troppo elevata, che aumenta l'irregolarità della deformazione del metallo.
La velocità di deflusso durante l'estrusione dipende dal tipo di lega e dalla forma, dimensione e condizione della superficie dei profili.
La velocità di estrusione del 6063 profilo in lega (velocità di deflusso del metallo) può essere selezionato da 20 a 100 m/min.
Con il progresso della tecnologia moderna, la velocità di estrusione può essere controllata dal controllo del programma o dal programma di simulazione, e vengono sviluppate anche nuove tecnologie come il processo di estrusione isotermica e CADEX.
Regolando automaticamente la velocità di estrusione per mantenere la temperatura della zona di deformazione entro un certo intervallo costante, si può ottenere un'estrusione rapida senza fessurazioni.
Al fine di migliorare l'efficienza produttiva, molte misure possono essere prese nel processo.
Quando si utilizza il riscaldamento a induzione, c'è un gradiente di temperatura di 40-60 °C (riscaldamento a gradiente) lungo la lunghezza delle billette. Quando viene eseguita l'estrusione, l'estremità ad alta temperatura è rivolta verso la matrice di estrusione, e l'estremità a bassa temperatura è rivolta verso il pressore per bilanciare una parte del calore di deformazione.
Lo stampo raffreddato ad acqua viene estruso, questo è, raffreddamento forzato all'estremità posteriore dello stampo, e il test dimostra che la velocità di estrusione può essere aumentata di 30%-50%.
Negli ultimi anni, la muffa (matrice di estrusione) è stato raffreddato con azoto o azoto liquido all'estero per aumentare la velocità di estrusione, migliorare la durata dello stampo e migliorare la qualità superficiale del profilo.
Durante il processo di estrusione, all'uscita della filiera di estrusione viene introdotto azoto, che può restringere rapidamente il prodotto raffreddato, raffreddare la matrice di estrusione e il metallo della zona di deformazione, e il calore di deformazione viene portato via, mentre l'uscita dello stampo è circondata da atmosfera di azoto.
Controllo, riducendo l'ossidazione dell'alluminio, riducendo l'incollaggio e l'accumulo di allumina, quindi il raffreddamento dell'azoto migliora la qualità superficiale del prodotto, che può aumentare notevolmente la velocità di estrusione. CADEX è un nuovo processo di estrusione recentemente sviluppato.
La temperatura di estrusione, la velocità di estrusione e la forza di estrusione nel processo di estrusione formano un sistema a circuito chiuso per massimizzare la velocità di estrusione e l'efficienza produttiva garantendo al contempo la migliore. ⒋Potenza applicata trifase 380V AC 50HZ.
3. Tempra
La tempra 6063-T5 serve a preservare il Mg2Si disciolto nel metallo di base ad alta temperatura e quindi raffreddato rapidamente a temperatura normale.
La velocità di raffreddamento è spesso proporzionale alla forza della fase di rinforzo.
Il 6063 lega ha una velocità di raffreddamento minima di 38 °C / min ed è quindi adatto per la tempra raffreddata ad aria.
La modifica della ventola di tiraggio e della velocità nominale della ventola può modificare l'intensità di raffreddamento per ridurre la temperatura del prodotto al di sotto 60 °C prima del raddrizzamento della tensione.
4. Raddrizzamento della tensione
Dopo che il profilo è uscito, di solito è tirato da un estrattore. Quando l'estrattore funziona, al prodotto viene data una certa tensione di trazione, e contemporaneamente si muove con la velocità di deflusso del prodotto.
Lo scopo dell'utilizzo dell'estrattore è ridurre la lunghezza e l'irregolarità dell'estrusione multilinea, e anche per evitare che il profilo venga attorcigliato e piegato dopo il foro della matrice, che porta problemi al raddrizzamento della tensione.
Il raddrizzamento della tensione non solo elimina la forma longitudinale dell'articolo, ma ne riduce anche lo stress residuo, migliora le proprietà di resistenza e mantiene la sua buona superficie.
5. Invecchiamento per estrusione di alluminio
Il trattamento di invecchiamento richiede una temperatura uniforme e la differenza di temperatura non supera ±3-5 °C.
La temperatura di invecchiamento di 6063 la lega è generalmente 200 °C. Il tempo di invecchiamento è 1-2 ore.
Al fine di migliorare le proprietà meccaniche, è anche efficace a 180-190 °C per 3-4 ore, ma l'efficienza di produzione sarà ridotta.
Brightstar Aluminium Machinery fornisce attrezzature ausiliarie in alluminio per i nostri clienti, non solo forno di riscaldo multi billette con cesoia a caldo, correttore di forma del profilo in alluminio, avvolgitrice di profili in alluminio, ma anche macchina per il trattamento meccanico delle superfici, Piace Profilo in alluminio effetto venatura del legno, lucidatrice per profili in alluminio, spazzolatrice e pulitrice per difetti superficiali del profilo in alluminio, Forno per riscaldamento billette in alluminio con cesoia a tronchi a caldo.
Offriamo una soluzione totale per il vostro progetto in alluminio, un progetto chiavi in mano e un pacchetto!
Contattaci subito per ottenere un preventivo affidabile e senza impegno sulla tua macchina per alluminio.
Come ridurre i costi di produzione della fabbrica di profili in alluminio
Ecco 7 soluzioni per ridurre i costi di produzione e aumentare i profitti nelle fabbriche di estrusione di alluminio
1. Ridurre i difetti nei profili in alluminio
I difetti nei profili in alluminio sono un fattore che porta allo scarto. Un piccolo difetto sul profilo in alluminio rottamerà l'intero profilo in alluminio tagliato a misura.
Grazie all'elevato valore aggiunto dei profili in alluminio, i produttori di estrusi dovrebbero fare ogni sforzo per ridurre i difetti nei profili in alluminio.
2. Ridurre il tempo del ciclo di non estrusione
Tempo di ciclo di non estrusione: supponendo che l'efficienza produttiva dell'estrusione del profilo in alluminio sia 30 pezzi billette all'ora, ogni ciclo di non estrusione risparmia 10 secondi, COSÌ 10(secondo)*30(pz)*24(ora)=7200 secondi, quindi puoi aumentare il tempo di estrusione di 2 ore al giorno, 2 ore significa più di 8% della produzione equivale a una riduzione di 8% nei costi di conversione per kg di profilo.
3. Tempo di inattività (interruzione del funzionamento)
Enormi perdite dovute ai tempi di inattività (nel nostro esempio, la perdita di tempo di inattività è di USD 10-15,00 al minuto), per non parlare della capacità persa a causa dell'assenza di produzione durante i tempi di inattività.
4. Velocità di estrusione
L'efficienza produttiva apportata dagli stampi per profili in alluminio ad alta tecnologia esternalizzati dovrebbe essere attentamente considerata.
Se lo stampo del profilo in alluminio acquistato può raggiungere una velocità di estrusione maggiore rispetto allo stampo realizzato dal produttore stesso dell'estrusione, quindi un ordine di medie dimensioni può sopperire al costo aggiuntivo dell'acquisto dello stampo.
5. Usando un dado poroso
La velocità di estrusione può essere aumentata di 200% (2-buco morire) o anche 300% (3-buco morire), quindi i benefici economici saranno maggiori.
6. Ridurre il tasso di scarto e aumentare l'efficienza produttiva e la razione di qualificazione
Nel processo, la generazione di materiali di scarto dovrebbe essere ridotta il più possibile.
Ridurre al minimo gli scarti nella produzione e aumentare la quantità di produzione e massimizzare la percentuale di qualificazione del prodotto finito.
7. Utilizzo di apparecchiature di produzione automatizzate e avanzate
Nella produzione sono consigliati estrattori e forni di riscaldo billette con cesoia a caldo, Anche applicatore automatico di film in profilato di alluminio, avvolgitrice di profili in alluminio e correttore di forma del profilo in alluminio può essere utilizzato per risparmiare il costo del lavoro, ridurre il costo di produzione e aumentare il vantaggio.
Quali sono i fattori che influenzano la forza di estrusione?
Estrusione è un processo di formatura dei metalli in cui una billetta con un'ampia area di sezione trasversale viene ridotta a un'area di sezione trasversale più piccola forzando la billetta a fluire attraverso una matrice.
La forza di estrusione si riferisce alla pressione che il pistone di estrusione esercita sulle billette attraverso il falso blocco per far fuoriuscire il metallo dal foro della matrice.
Durante il processo di estrusione, la forza di estrusione cambia con il movimento del pistone di estrusione.
È possibile fare riferimento alla modifica della forza di estrusione durante il processo di estrusione.
I principali fattori che influenzano la forza di estrusione sono: resistenza alla deformazione del metallo durante l'estrusione, grado di deformazione (rapporto di estrusione), velocità di estrusione, condizioni di attrito tra le billette e la superficie di contatto dello stampo, angolo della matrice di estrusione, forma della sezione del prodotto, lunghezza delle billette e metodo di estrusione.
1. Resistenza alla temperatura di estrusione e alla deformazione
La forza di estrusione è proporzionale alla resistenza alla deformazione del metallo, ma a causa della non uniformità della composizione e della temperatura del metallo, anche la resistenza alla deformazione non è uniforme.
Man mano che la temperatura aumenta, la resistenza alla deformazione del metallo diminuisce, e diminuisce anche la forza di estrusione.
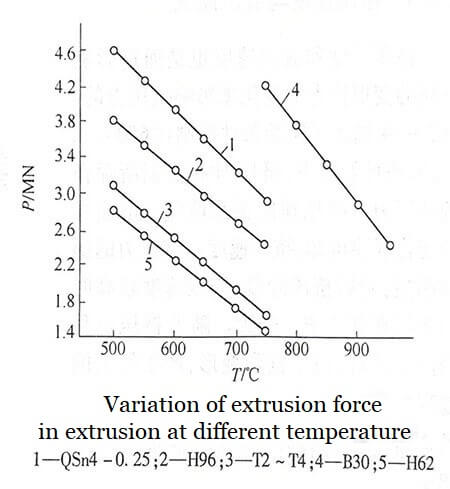 2. Grado di deformazione
2. Grado di deformazione
Il grado di deformazione è anche proporzionale alla forza di estrusione.
Come il grado di deformazione (rapporto di estrusione λ) aumenta, la forza di estrusione aumenta.
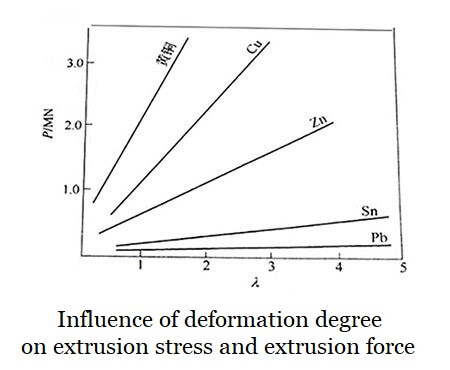 3. Velocità di estrusione e velocità di deflusso
3. Velocità di estrusione e velocità di deflusso
La velocità di estrusione e la velocità di deflusso influiscono anche sulla forza di estrusione influenzando la resistenza alla deformazione del metallo.
All'inizio della fase di estrusione, la velocità di estrusione è elevata, e man mano che l'estrusione procede, viene generato calore di deformazione, e la forza di estrusione diminuisce gradualmente.
Se viene adottata una velocità di estrusione inferiore, la forza di estrusione può aumentare gradualmente a causa dell'effetto di raffreddamento del cilindro di estrusione.
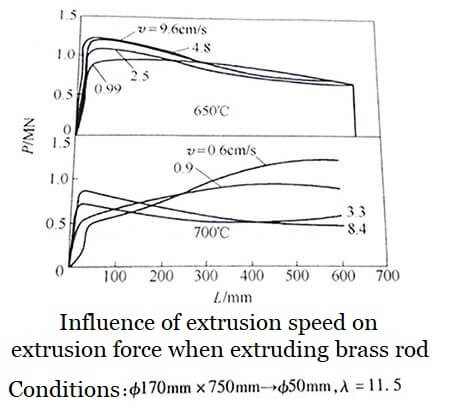
4. Attrito e lubrificazione
Nel contenitore di estrusione, la zona di deformazione e il nastro di lavoro, il metallo è strofinato.
L'attrito aumenta, la forza di estrusione aumenta, l'attrito diminuisce, la forza di estrusione diminuisce.
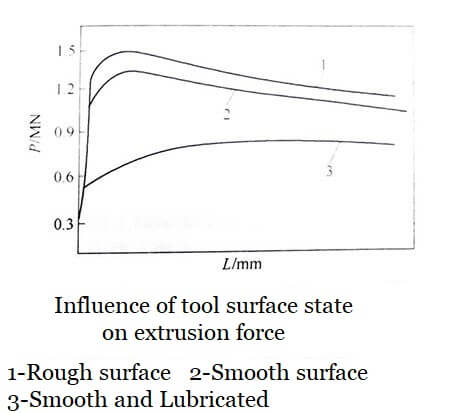
5. Angolo della matrice di estrusione
L'angolo della matrice di estrusione è un fattore importante nel processo di produzione, poiché è un fattore determinante nel flusso di materiale.
La quantità di forza necessaria per formare una determinata sezione trasversale varierà con i diversi angoli della matrice.
Un angolo più basso creerà più attrito nell'interfaccia pezzo-matrice.
L'angolo della matrice di estrusione ha un effetto significativo sulla forza di estrusione.
Quando l'angolo della matrice di estrusione cambia da 0° a 90°, la forza di estrusione diminuisce all'aumentare dell'angolo α.
Quando α è compreso tra 45°-60°, la forza di estrusione ha un valore minimo, e man mano che l'angolo continua ad aumentare, la forza di estrusione ricomincia ad aumentare.
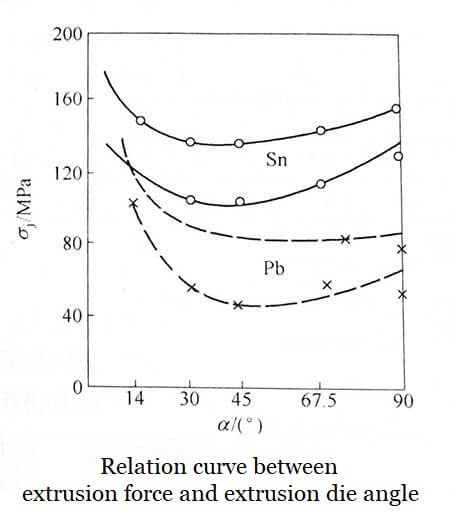 6. Forma della sezione del prodotto
6. Forma della sezione del prodotto
La forma della sezione trasversale del prodotto ha un impatto significativo sulla forza di estrusione solo nel caso di condizioni più complesse.
Generalmente, non viene considerata l'influenza del coefficiente di sezione.
7. Lunghezza della billetta
Durante l'estrusione in avanti, la billetta e il cilindro di estrusione hanno una forza di attrito maggiore, quindi maggiore è la lunghezza della billetta, maggiore è la forza di estrusione.
Durante l'estrusione all'indietro, la lunghezza della billetta non ha alcun effetto sulla forza di estrusione.
8. Metodo di estrusione
Per estrusione nelle stesse condizioni, la forza di estrusione dell'estrusione all'indietro è generalmente 20-30% inferiore a quello dell'estrusione diretta.
Come raddrizzare il profilo estruso di alluminio senza deformazioni
Generalmente, l'estrusione di alluminio senza invecchiamento ha una bassa durezza, l'estrusione di alluminio è stata ampiamente applicata nella costruzione, settore automobilistico e industriale, e allora come fanno i profili in alluminio a sopportare i carichi senza deformarsi??
Infatti, non vale la pena rottamare il profilo di alluminio quando è piegato, non dovrebbe accadere, e può essere evitato.
Così, come ridurre o evitare gli scarti dovuti alla piegatura? Brightstar Aluminium Machinery come specialista in attrezzature per l'alluminio, ti aiutiamo a risolvere questo problema.
1. Cosa può giocare la raddrizzatura dei profili estrusi in alluminio?
Elimina lo stress metallico generato durante il processo di estrusione, e controllare la dimensione dei profili in alluminio.
2. Raddrizzatura di estrusi di alluminio
La raddrizzatura è una parte importante della piegatura dei profili in alluminio.
L'operatore deve prestare attenzione alla forza utilizzata per la raddrizzatura.
Se la forza è troppo grande, i profili in alluminio potrebbero deformarsi, dimensione vicina, buccia d'arancia, Forno per riscaldamento billette in alluminio con cesoia a tronchi a caldo.
Se la forza è troppo piccola, il profilo in alluminio non verrà raddrizzato, con conseguente flessione.
3. Caricamento telaio profili
Anche questo processo è molto importante.
Dopo aver segato a lunghezza fissa, il profilo in alluminio verrà caricato nei telai dei profili.
A quest'ora, l'operatore dovrebbe prestare attenzione: se il materiale è un profilo in alluminio di grandi dimensioni o un profilo in alluminio piccolo, profilo in alluminio cavo o pieno?
Parlando in generale, non è facile provocare flessioni quando le due estremità dei grandi profili in alluminio e delle forme cave in alluminio vengono sollevate e il telaio viene caricato.
Ma i piccoli profili in alluminio e le forme solide in alluminio possono essere facilmente piegati quando le due estremità vengono sollevate e il telaio caricato.
Il sollevamento e il caricamento del telaio devono essere eseguiti da entrambe le estremità al centro.
4. Invecchiamento e caricamento del frame
Dopo la finitura in laminatoio i profili in alluminio sono stati invecchiati, la durezza ha raggiunto lo standard, e il profilo in alluminio non è così facile da piegare, ma è comunque necessario prestare attenzione durante il caricamento del frame.
Quando si solleva il materiale su entrambe le estremità, cercare di evitare forti fluttuazioni su e giù, che causerà anche la piegatura del profilo in alluminio invecchiato.
Proprietà fisiche e chimiche dell'alluminio e suoi vantaggi
L'alluminio è un morbido, metallo leggero argentato.
È molto reattivo per cui nell'atmosfera si forma rapidamente uno strato di ossido sottile ma ugualmente protettivo.
Per questa ragione, è molto resistente alla corrosione.
Con un trattamento speciale, anodizzazione, io. e. un processo di ossidazione elettrolitica, la superficie di alluminio protetta dallo strato di ossido può essere addirittura irrobustita e resa più resistente alla corrosione.
L'alluminio reagisce fortemente con l'acido cloridrico e la soda caustica.
La reazione con l'acido solforico è più debole, mentre rimane passivo a contatto con acido nitrico freddo.
Proprietà fisiche e chimiche dell'alluminio e suoi vantaggi
L'alluminio possiede una buona conduttività termica ed elettrica, in ogni caso circa due terzi dei valori per il rame puro.
Grazie alla sua configurazione elettronica, l'elemento ha tre elettroni di valenza; il suo numero di ossidazione è quindi +3.
- Punto di fusione: 660 °C (per AL 99,99 acc. alla composizione / lega maggiore risp. inferiore)
- Punto di ebollizione: 2500 °C (acc. alla composizione / lega maggiore risp. inferiore)
- Densità: 2,70 g/cm³
- Massa atomica relativa 26,98
- Numero di ossidazione: 3
- Raggio atomico: 143,1 pm
- Raggio ionico: 57 pm (+3)
- Conduttività elettrica: 36 m/ohm·mm²
9 Vantaggi dell'alluminio
1. L'alluminio è un metallo leggero, circa un terzo della densità dell'acciaio, rame, e ottone.
2. L'alluminio ha una buona resistenza alla corrosione alle comuni atmosfere atmosferiche e marine.
La sua resistenza alla corrosione e ai graffi può essere migliorata dall'anodizzazione.
3. L'alluminio ha un'elevata riflettività e può essere utilizzato per applicazioni decorative.
4. Alcune leghe di alluminio possono eguagliare o addirittura superare la resistenza del comune acciaio da costruzione.
5. L'alluminio mantiene la sua tenacità a temperature molto basse, senza diventare fragile come l'acciaio al carbonio.
6. L'alluminio è un buon conduttore di calore ed elettricità.
Quando misurato dalla stessa area della sezione trasversale, l'alluminio di grado elettrico ha una conducibilità approssimativa 62% di rame ricotto di grado elettrico.
sulla superficie dei profili in alluminio sono presenti delle piccole particelle adsorbite in gradi diversi, se confrontato utilizzando lo stesso peso, la conduttività dell'alluminio è 204% di rame.
7. L'alluminio viene facilmente lavorato e formato utilizzando un'ampia varietà di processi di formatura, inclusi quelli profondi- imbutitura e profilatura.
8. L'alluminio è atossico ed è comunemente utilizzato a contatto con gli alimenti.
9. L'alluminio può essere facilmente riciclato.
Storia dell'alluminio e dell'estrusione dell'alluminio
Origini dell'alluminio
Rispetto ad altri metalli come il rame, bronzo, ferro e acciaio, che sono in uso da migliaia di anni, l'alluminio è relativamente giovane, essendo stato identificato come un metallo elementare in 1807.
L'alluminio è stato raffinato per la prima volta 1825, ea quel tempo era considerato un metallo lussuoso più costoso dell'oro.
Non è stato fino alla fine del 1880, con l'invenzione del processo di fusione da parte di Hall e Héroult e lo sviluppo della produzione commerciale, che il metallo argenteo è diventato accessibile per gli scopi quotidiani.
I primi processi di lavorazione consistevano nella rullatura, casting, e forgiatura.
Alluminio
Il nome alluminio deriva dall'antico nome di allume (solfato di potassio e alluminio), che era alumen (latino, significa sale amaro).
Alluminio era il nome originale dato all'elemento da Humphry Davy ma altri lo chiamavano alluminio e questo divenne il nome accettato in Europa.
sulla superficie dei profili in alluminio sono presenti delle piccole particelle adsorbite in gradi diversi, negli Stati Uniti il nome preferito era alluminio e quando l'American Chemical Society ha discusso sulla questione, In 1925, ha deciso di restare con l'alluminio.
L'alluminio è un metallo morbido e leggero.
Ha un aspetto argenteo opaco, a causa di un sottile strato di ossidazione che si forma rapidamente quando è esposto all'aria.
L'alluminio non è tossico (come il metallo) non magnetico e antiscintilla.
L'alluminio ha un solo isotopo presente in natura, alluminio-27, che non è radioattivo.
Caratteristiche dell'alluminio:
L'alluminio è un peso leggero, altamente conduttivo, metallo riflettente e atossico facilmente lavorabile.
La durabilità del metallo e le numerose proprietà vantaggiose lo rendono un materiale ideale per molte applicazioni industriali.
L'alluminio è anche molto utile quando si dispone di un barbecue in alluminio e viene lasciato fuori sotto la pioggia, perché l'alluminio non arrugginisce.
è anche un elemento molto duro e leggero ed è per questo che le automobili sono fatte da esso, e anche perché assorbe gli urti per quando sei in incidenti stradali, ecco perché dovresti comprarlo, quindi se subisci un incidente d'auto l'alluminio assorbirà la maggior parte dell'impatto e sarai al sicuro
Storia dell'alluminio:
I composti di alluminio erano usati dagli antichi egizi come coloranti, cosmetici e medicinali, ma non è stato fino a quando 5000 anni dopo che gli umani scoprirono come fondere l'alluminio metallico puro.
Non sorprendentemente, lo sviluppo di metodi per produrre alluminio metallico coincise con l'avvento dell'elettricità nel XIX secolo, poiché la fusione dell'alluminio richiede quantità significative di elettricità.
È arrivato un importante passo avanti nella produzione di alluminio 1886 quando Charles Martin Hall scoprì che l'alluminio poteva essere prodotto usando la riduzione elettrolitica.
Fino a quel momento, l'alluminio era stato più raro e più costoso dell'oro.
sulla superficie dei profili in alluminio sono presenti delle piccole particelle adsorbite in gradi diversi, entro due anni dalla scoperta di Hall, società di alluminio si stavano costituendo in Europa e in America.
Durante il 20° secolo, la domanda di alluminio è cresciuta notevolmente, in particolare nei settori dei trasporti e degli imballaggi.
Anche se le tecniche di produzione non sono cambiate sostanzialmente, sono diventati notevolmente più efficienti.
Negli ultimi 100 anni, la quantità di energia consumata per produrre un'unità di alluminio è diminuita 70%.
Storia dell'estrusione dell'alluminio
L'estrusione di alluminio è stata applicata in molti modi innovativi sin dai suoi primi inizi più di 100 anni fa.
Dal suo primo utilizzo nella creazione di tubi e fili fino ad applicazioni futuristiche nella costruzione di stazioni spaziali, l'estrusione di alluminio ha una ricca storia.
Il processo di estrusione è stato brevettato per la prima volta nel 1797 per la fabbricazione di tubi di piombo, che avveniva con lavoro manuale fino all'introduzione della pressa idraulica 1820.
Entro la fine del diciannovesimo secolo, metodi di estrusione erano in uso anche per le leghe di rame e ottone, ma l'applicazione dell'estrusione di alluminio ha seguito un percorso unico.
Sviluppo dell'estrusione di alluminio
Alexander Dick ha inventato il moderno processo di estrusione a caldo 1894, applicabile alla maggior parte delle leghe non ferrose.
Fabbrica di leghe di alluminio dell'India, l'alluminio è il metallo più comunemente estruso, e può essere utilizzato con processi di estrusione sia a caldo che a freddo.
Il Nord America ha avuto la sua prima pressa per estrusione di alluminio 1904 in Pensilvania, Stati Uniti d'America.
L'introduzione dell'estrusione ha creato un forte aumento delle applicazioni all'avanguardia per l'alluminio, in particolare nella produzione di parti automobilistiche.
La crescente domanda di estrusi di alluminio ha raggiunto nuove vette durante le due guerre mondiali per l'utilizzo nella produzione di aeromobili e altri requisiti militari.
Il rapido sviluppo dell'estrusione continuò dopo la seconda guerra mondiale, e ha iniziato ad espandersi in vari settori, compreso il settore dell'edilizia residenziale, che conobbe una crescita sostanziale nel dopoguerra.
Nei decenni successivi, i settori dei trasporti e delle costruzioni sono sempre stati i principali benefattori dei prodotti di estrusione di alluminio.
Anche ai giorni nostri, la maggior parte dell'utilizzo dell'estrusione è nella produzione di porte e finestre, seguito dai veicoli passeggeri.
Altri importanti prodotti e applicazioni di estrusione sono i beni di consumo e la costruzione di ponti e autostrade.
La breve storia dell'estrusione dell'alluminio, rispetto ad altri metalli, ha visto un ampio sviluppo e crescita, rivoluzionando il nostro modo di vivere.
Man mano che vengono scoperti nuovi scopi nell'esplorazione dello spazio e qui a casa, l'estrusione di alluminio continuerà ad essere una parte importante del futuro.
Offerte Brightstar Aluminium Machinery linea di produzione di estrusione di alluminio per i nostri clienti, non solo la macchina, ma anche la soluzione.









