

अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
एक्सट्रूजन फनेल, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
एक्सट्रूजन फनेल, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
एक्सट्रूजन फनेल कारणे आणि मोजमाप
एक्सट्रूजन फनेल
काही extruded उत्पादने शेवटी, कमी मोठेपणावर तपासणी केल्यानंतर, विभागाच्या मध्यभागी हॉर्न सारखी एक घटना आहे, ज्याला एक्स्ट्रुजन फनेल म्हणतात.
आपण बर्याचदा एकतर प्रथम प्रकारचे एक्सट्रूजन फनेल किंवा दुसर्या प्रकारचे एक्सट्रूजन फनेल पाहू शकता.
पहिल्या प्रकारचे एक्सट्रूजन फनेल एक्सट्रूजनच्या मध्यभागी असते आणि ते सुरकुत्या किंवा फनेलच्या आकाराचे असते..
दुसरा प्रकारचा एक्सट्रूजन फनेल त्रिज्यामध्ये स्थित आहे 1/2 उत्पादनाचे क्षेत्रफळ आणि अंगठीच्या आकाराचे किंवा चंद्रकोरीच्या आकाराचे क्रॅक आहे.
कधीकधी सतत किंवा खंडित क्रॅक किंवा स्तरामध्ये क्रॅक असतात 0.5-2 एक्सट्रूजनच्या पृष्ठभागाच्या थरापासून मिमी, ज्याला तिसऱ्या प्रकारचे एक्सट्रूजन फनेल म्हणतात.
साधारणपणे, फॉरवर्ड एक्सट्रूडेड उत्पादनाचे एक्सट्रूजन फनेल बॅकवर्ड एक्सट्रूजनपेक्षा लांब असते, आणि मऊ मिश्रधातू कठोर मिश्रधातूपेक्षा लांब असतो.
फॉरवर्ड एक्सट्रूडेड उत्पादनाचे एक्सट्रूजन फनेल बहुतेक कंकणाकृती फनेलद्वारे दर्शविले जाते, आणि बॅकवर्ड एक्सट्रूडेड उत्पादनाचे एक्सट्रूजन फनेल मुख्यतः मध्यवर्ती फनेल आकाराचे असते.
धातू मागील टोकाला बाहेर काढले जाते, आणि मृत कोपऱ्यांवरील पिंडाची त्वचा किंवा एक्सट्रूझन कंटेनरच्या गॅस्केट आणि बाहेरील समावेश उत्पादनात दोनदा फनेलमध्ये तयार होतात;जेव्हा अवशिष्ट सामग्री खूप लहान असते आणि उत्पादनाचे केंद्र अपुरे भरलेले असते, जे पहिल्या प्रकारच्या एक्सट्रूजन फनेलमध्ये तयार होते.
टोकापासून समोर, एक्सट्रूजन फनेल हळूहळू हलके होते आणि पूर्णपणे अदृश्य होते.
एक्सट्रूजन फनेलची मुख्य कारणे
1. अवशिष्ट सामग्री खूप लहान आहे किंवा उत्पादन कटिंग शेवटची लांबी आवश्यकता पूर्ण करत नाही;
2. डमी ब्लॉक स्वच्छ नाही, तेल सह;
3. एक्सट्रूझनच्या शेवटच्या टप्प्यात, बाहेर काढण्याची गती खूप वेगवान आहे किंवा अचानक वाढते;
4. विकृत डमी ब्लॉक वापरा;
5. एक्सट्रूजन कंटेनरचे तापमान खूप जास्त आहे;
6. एक्सट्रूजन कंटेनर आणि एक्सट्रूजन रॉड चुकीचे संरेखित आहेत;
7. पिंडाची पृष्ठभाग स्वच्छ नसते, तेल सह, आणि पृथक्करण आणि आच्छादन यांसारखे दोष आहेत.
8. एक्सट्रूजन सिलेंडरची आतील बाही गुळगुळीत किंवा विकृत नाही, आणि लाइनर वेळेत साफ होत नाही.
एक्सट्रूजन फनेलसाठी उपाय:
1. नियमांनुसार अवशेष आणि शेवटचे कटिंग;
2, साचा स्वच्छ ठेवा;
3. इनगॉटच्या पृष्ठभागाची गुणवत्ता सुधारा;
4, एक्सट्रूजन तापमान आणि गतीचे वाजवी नियंत्रण;
5. विशेष परिस्थिती वगळता, मोल्डच्या पृष्ठभागावर तेल लावण्यास सक्त मनाई आहे;
6. गॅस्केट व्यवस्थित थंड केले आहे.
ब्राइटस्टार अॅल्युमिनियम मशिनरी केवळ पुरवत नाही अॅल्युमिनियम प्रोफाइल आकार सुधारक, अॅल्युमिनियम प्रोफाइल रॅपिंग मशीन आणि अॅल्युमिनियम प्रोफाइल पॉलिशिंग मशीन, पण देखील लाकूड धान्य प्रभाव उदात्तीकरण मशीन, अॅल्युमिनियम प्रोफाइल ब्रशिंग क्लिनिंग मशीन आणि अॅल्युमिनियम प्रोफाइल शॉट ब्लास्टिंग मशीन, आमच्या ग्राहकांसाठी इ.
टर्नकी प्रकल्प आणि पूर्ण झालेले समाधान, पॅकेज डील आणि वन-स्टॉप सेवा.
भरड धान्य क्षेत्र, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
भरड धान्य क्षेत्र, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
भरड धान्य क्षेत्र कारणे आणि मोजमाप
भरड धान्य क्षेत्र
भरड धान्य क्षेत्र बाहेर काढलेल्या उत्पादनाच्या परिघावर तयार झालेला कंकणाकृती भरड धान्य प्रदेश आहे आणि तो बहिष्कृत उत्पादनाचा संरचनात्मक दोष आहे.
भरड धान्य क्षेत्रामध्ये धान्याचा आकार ओलांडू शकतो 10 करण्यासाठी 100 मूळ धान्य आकाराच्या पट आणि पर्यंत 800 करण्यासाठी 1500 btm.
यामुळे उत्पादनाचे यांत्रिक गुणधर्म कमी होतात, आणि थकवा प्रतिकार मध्य प्रदेशापेक्षा कमी आहे, खडबडीत धान्य क्षेत्रात अनेकदा क्रॅक निर्माण होतो.
जेव्हा असा दोष असलेल्या अॅल्युमिनियम प्रोफाइलला ताणून सरळ केले जाते, पृष्ठभाग खडबडीत होतो आणि एनोडायझिंगनंतर पृष्ठभाग सुंदर होत नाही.
काही अॅल्युमिनियम मिश्र धातु बाहेर काढलेली उत्पादने सोल्युशन ट्रीटमेंटनंतर कमी पटीत चाचणीच्या तुकड्यावर उत्पादनाच्या परिघाच्या बाजूने खडबडीत पुनर्क्रिस्टलीकृत धान्य रचना तयार करतात., ज्याला भरड धान्य क्षेत्र म्हणतात.
उत्पादनाच्या विविध आकार आणि प्रक्रिया पद्धतींमुळे, अंगठी, चाप आणि इतर प्रकारचे भरड धान्य क्षेत्र तयार केले जाऊ शकते.
खडबडीत धान्य क्षेत्राची खोली पुढील टोकापासून पूर्णतः अदृश्य होण्यासाठी हळूहळू कमी केली जाते..
फॉर्मेशन मेकॅनिझम हा एक उप-धान्य प्रदेश आहे जो गरम बाहेर काढल्यानंतर उत्पादनाच्या पृष्ठभागाच्या थरावर तयार होतो., आणि उष्मा द्रावणाच्या उपचारानंतर खडबडीत पुनर्क्रिस्टल केलेले धान्य क्षेत्र तयार करते.
भरड धान्य क्षेत्राची कारणे:
1. एक्सट्रूजन असमान विकृती;
2. उष्णता उपचार तापमान खूप जास्त आहे, होल्डिंग वेळ खूप मोठा आहे;
3. इनगॉटची रासायनिक रचना अवास्तव आहे;
4. सामान्य उष्णता उपचार करण्यायोग्य बळकटीकरण मिश्रधातूमध्ये उष्णता उपचारानंतर भरड धान्य क्षेत्र असते, विशेषतः 6A02 प्रकार, 2A50 मिश्र धातु प्रोफाइल आणि बार सर्वात गंभीर आहे, दूर करता येत नाही, केवळ एका विशिष्ट मर्यादेत नियंत्रित केले जाऊ शकते;
5 एक्सट्रूजन विरूपण लहान किंवा अपुरी विकृती आहे, किंवा गंभीर विकृती श्रेणीमध्ये, भरड धान्य क्षेत्र तयार करणे सोपे आहे.
भरड धान्य क्षेत्रासाठी उपाय
1. एक्सट्रूजन कंटेनरची आतील भिंत गुळगुळीत आणि स्वच्छ आहे, एक्सट्रूजन दरम्यान घर्षण कमी करणे;
2. विरूपण शक्य तितके पूर्ण आणि एकसमान आहे, आणि प्रक्रिया मापदंड जसे की तापमान आणि गती वाजवीपणे नियंत्रित केली जाते;
3. उपाय टाळण्यासाठी उपचार तापमान खूप जास्त आहे किंवा होल्डिंग वेळ खूप मोठा आहे;
4. मल्टि-कॅव्हिटी मोल्डसह एक्सट्रूजन;
5. बॅकवर्ड एक्सट्रूजन आणि हायड्रोस्टॅटिक एक्सट्रूजनद्वारे एक्सट्रूजन;
6. उपाय उपचार-रेखांकन-वृद्धत्व पद्धतीद्वारे उत्पादित;
7. एकूण मिश्रधातूची रचना समायोजित करा आणि रीक्रिस्टलायझेशन प्रतिबंधक घटक वाढवा;
8. उच्च तापमानात एक्सट्रूझन बनवा;
9. काही मिश्रधातूच्या पिल्लांसाठी एकसंध.
थर लावणे, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
थर लावणे, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
स्तरीकरण कारणे आणि मोजमाप
थर लावणे
हा एक त्वचेच्या थराचा दोष आहे जो धातूचा प्रवाह तुलनेने एकसमान असतो तेव्हा मोल्ड आणि फ्रंट-एंड लवचिक प्रदेश यांच्यातील इंटरफेससह उत्पादनामध्ये वाहणाऱ्या इनगॉट त्वचेच्या प्रवाहामुळे तयार होतो..
पार्श्व लो-प्रोफाइल चाचणी तुकडा वर, एक दोष आहे की क्रॉस-सेक्शनच्या काठावर कोणताही थर नाही.
मुख्य कारणे:
1. इनगॉटच्या पृष्ठभागावर धूळ आहे किंवा पिंडाच्या मोठ्या प्रमाणात पृथक्करण आहे, त्वचा काढून टाकल्याशिवाय आणि धातूची गाठ तयार करणे सोपे आहे;
2. मिल फिनिशमध्ये burrs किंवा घाण आहे, तेलाचे डाग, चिप्स आणि इतर घाण, एक्सट्रूझन करण्यापूर्वी साफ नाही;
3. डाई होलची स्थिती अवास्तव आहे, एक्सट्रूजन कंटेनरच्या काठाच्या जवळ;
4. एक्सट्रूजन टूल गंभीरपणे परिधान केलेले आहे किंवा कंटेनरच्या स्लीव्हमध्ये घाण आहे, ते स्वच्छ नाही आणि वेळेत बदलले गेले नाही;
5. डमी ब्लॉकच्या व्यासाचा फरक खूप मोठा आहे;
6. एक्सट्रूझन कंटेनरचे तापमान इनगॉटच्या तापमानापेक्षा खूप जास्त असते.
लेयरिंगसाठी उपाय:
1. मोल्डची वाजवी रचना करा आणि वेळेत अयोग्य साधनांची तपासणी करा आणि बदला;
2. लॉग हीटिंग फर्नेससाठी अयोग्य इंगॉट्स वापरल्या जात नाहीत;
3. अवशिष्ट साहित्य कापून नंतर, ते स्वच्छ केले पाहिजे आणि वंगण तेलासह राहू देऊ नये;
4. एक्सट्रूजन कंटेनरचे अस्तर चांगल्या स्थितीत ठेवा किंवा वेळेवर अस्तर स्वच्छ करा.
एक्सट्रूजन क्रॅक, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
एक्सट्रूजन क्रॅक, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
एक्सट्रूजन क्रॅक कारणे आणि मापन
एक्सट्रूजन क्रॅक
बाहेर काढलेल्या उत्पादनाच्या पार्श्व चाचणी तुकड्याच्या काठावर हा एक लहान चाप-आकाराचा क्रॅक आहे., आणि त्याच्या रेखांशाच्या दिशेने ठराविक कोनात वेळोवेळी क्रॅक होतात, आणि जेव्हा क्रॅक थोडासा असतो तेव्हा त्वचेखाली लपलेला असतो, आणि बाहेरील पृष्ठभागाचा थर गंभीर प्रकरणांमध्ये दातेदार क्रॅक बनवतो, जे धातूच्या निरंतरतेला गंभीरपणे नुकसान करते.
एक्सट्रूजन क्रॅक बाहेर काढण्याच्या प्रक्रियेदरम्यान धातूच्या पृष्ठभागाच्या थराला फाटल्याने साच्याच्या भिंतीच्या अत्यधिक ताणामुळे तयार होतो..
एक्सट्रूजन क्रॅकची मुख्य कारणे:
1. बाहेर काढण्याची गती खूप वेगवान आहे; धातूच्या पृष्ठभागावरील अतिरिक्त ताणामुळे प्रोफाइलमध्ये क्रॅक निर्माण होतात.
2. बाहेर काढण्याचे तापमान खूप जास्त आहे, धातूच्या पृष्ठभागाची तन्य शक्ती कमी होते, आणि घर्षणाच्या प्रभावाखाली क्रॅक होतात
3. एक्सट्रूजन गती खूप चढ-उतार होते;
4. एक्सट्रुडेड लाइनचे तापमान खूप जास्त आहे;
5. जेव्हा सच्छिद्र डाय बाहेर काढला जातो, डाय मध्यभागी खूप जवळ लावलेला आहे, जेणेकरून मध्यवर्ती धातूचा पुरवठा अपुरा आहे, जेणेकरुन केंद्र आणि काठाच्या वेगातील फरक खूप मोठा आहे;
6. अॅल्युमिनियम इंगॉट एकजिनसीकरण चांगले नाही.
एक्सट्रूजन क्रॅकसाठी उपाय:
1. विविध हीटिंग आणि एक्सट्रूजन वैशिष्ट्यांची कठोरपणे अंमलबजावणी करा;
2. सामान्य ऑपरेशन सुनिश्चित करण्यासाठी उपकरणे आणि उपकरणांची वेळेवर तपासणी;
3. मोल्ड डिझाइन सुधारित करा, काळजीपूर्वक प्रक्रिया, विशेषतः मोल्ड ब्रिजचे डिझाइन, वेल्डिंग चेंबर आणि कोनीय त्रिज्या वाजवी असावी;
4. उच्च-मॅग्नेशियम अॅल्युमिनियम मिश्र धातुंमध्ये सोडियम सामग्री कमी करा;
5. बिलेटची प्लॅस्टिकिटी आणि एकसमानता सुधारण्यासाठी एकसंध बनविली जाते.
एअर बबल, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
एअर बबल, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
एअर बबल
स्थानिक त्वचेची धातू बेस मेटलपासून सतत किंवा अखंडपणे विभक्त केली जाते आणि गोल सिंगल किंवा स्ट्रिप-आकाराच्या पोकळीच्या फुगवटाचा दोष दर्शवितो., ज्याला एअर बबल असे म्हणतात.
अॅल्युमिनियम एक्सट्रूझनमधील हा एक प्रकारचा दोष आहे.
हवाई फुगे मुख्य कारणे:
1. जेव्हा ते बाहेर काढण्याच्या प्रक्रियेत असते, एक्सट्रूजन कंटेनर आणि ओलावा असलेले डमी ब्लॉक, तेल आणि ग्रेफाइट;
2. एक्सट्रूजन कंटेनरच्या पोशाखमुळे, जीर्ण भाग आणि पिंड यांच्यातील हवा एक्सट्रूजनमध्ये धातूच्या पृष्ठभागावर जाते;
3. वंगणात ओलावा असतो;
4. बिलेट्सच्या संरचनेत स्वतःच सैल आणि सच्छिद्रता दोष आहेत;
5. उष्णता उपचार तापमान खूप जास्त आहे, होल्डिंग वेळ खूप मोठा आहे, भट्टीत वातावरणातील आर्द्रता जास्त असते;
6. उत्पादनातील हायड्रोजन सामग्री खूप जास्त आहे;
7. एक्स्ट्रुजन कंटेनरचे तापमान आणि बिलेटचे तापमान खूप जास्त आहे;
8. बिलेट्स आणि एक्सट्रूजन कंटेनरमधील अंतर खूप मोठे आहे, आणि कंटेनरची भिंत आणि एक्स्ट्रुजन कंटेनर यांच्यामध्ये बुडबुडे सहजपणे तयार होतात;
9. बाहेर काढण्याची गती खूप वेगवान आहे, आणि एक्सट्रूजन कंटेनरमध्ये हवेचे प्रमाण वाढल्यामुळे हवेचे फुगे.
एअर बबल साठी उपाय
1. टूल आणि बिलेट्सची पृष्ठभाग स्वच्छ राहते, गुळगुळीत आणि कोरडे;
2. एक्सट्रूजन कंटेनर आणि डमी ब्लॉकच्या जुळणारे आकार वाजवीपणे डिझाइन करा, आणि एक्सट्रूजन कंटेनर स्वच्छ करा. जेव्हा एक्सट्रूजन कंटेनरमध्ये समस्या असते, त्याची वेळेत दुरुस्ती करावी, आणि डमी ब्लॉक सहनशक्तीच्या बाहेर नसावा;
3. वंगण स्वच्छ आणि कोरडे असल्याची खात्री करा;
4. एक्सट्रूजन प्रक्रिया ऑपरेशन प्रक्रियेचे काटेकोरपणे पालन करा, वेळेवर निकास, योग्य कटिंग, तेल नाही, अवशिष्ट सामग्री पूर्णपणे काढून टाका, मिल फिनिश आणि टूल्स आणि मोल्ड स्वच्छ ठेवा आणि दूषित होऊ नका;
5. अॅल्युमिनियम कास्टिंग बिलेट्समधील हवेचे प्रमाण कमी केले पाहिजे;
6. नियंत्रण अॅल्युमिनियम बिलेट्स तापमान खूप जास्त नाही;
7. जास्त स्नेहन टाळण्यासाठी लागू केलेल्या वंगणाचे प्रमाण नियंत्रित करा;
8. एक्सट्रूझन गती नियंत्रित करा आणि एक्सट्रूजन प्रक्रियेनुसार बनवा.
सोलणे, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
सोलणे, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
त्वचा धातू आणि अॅल्युमिनियम मिश्र धातुच्या एक्सट्रूडेड उत्पादनाच्या बेस मेटलमध्ये भाग पडण्याची ही एक घटना आहे..
सोलण्याची मुख्य कारणे:
1. जेव्हा ते बाहेर काढण्याच्या प्रक्रियेत असते, एक्स्ट्रुजन कंटेनरची आतील भिंत अॅल्युमिनियम धातूने तयार केलेल्या अस्तराने अडकलेली असते, आणि स्वच्छता पुरेसे नाही;
2. एक्सट्रूजन कंटेनर आणि डमी ब्लॉक योग्यरित्या जुळलेले नाहीत, आणि एक्सट्रूजन कंटेनरची आतील भिंत अवशिष्ट धातूने रेखाटलेली आहे;
3. एक्सट्रूजन कंटेनर स्नेहन करून बाहेर काढणे;
4. मेटल किंवा मोल्ड वर्किंग लँडसह डाय होल खूप लांब आहे.
सोलून काढण्यासाठी उपाय:
1. मिश्रधातू बदलताना, एक्सट्रूजन करताना कंटेनर पूर्णपणे स्वच्छ करा;
2. एक्सट्रूजन कंटेनर आणि डमी ब्लॉकचा योग्य आकार योग्यरित्या डिझाइन करा, आणि अनेकदा साधनाचा आकार तपासा, आणि डमी ब्लॉक सहनशक्तीच्या बाहेर नसावा;
3. साच्यावरील अवशिष्ट धातू वेळेत स्वच्छ करा.
4. टूल आणि बिलेट्सची पृष्ठभाग स्वच्छ राहिली पाहिजे, गुळगुळीत आणि कोरडे;
5. जास्त तापमान आणि वेग टाळण्यासाठी नेहमी उपकरणे आणि साधन तपासा;
6. प्रक्रिया प्रक्रिया आणि प्रणाली काटेकोरपणे अंमलात आणा;
7. वाजवीपणे मोल्ड डिझाइन आणि तयार करा;
8. कडक ऑपरेशन, अवशिष्ट सामग्रीचे योग्य कटिंग आणि संपूर्ण एक्झॉस्ट.
प्रतिकूल बंधन दोष, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
प्रतिकूल बंधन दोष, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
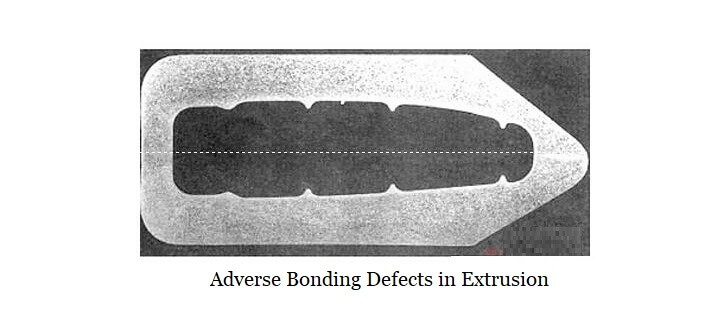
पोर्थोल मोल्डद्वारे बाहेर काढलेले पोकळ उत्पादन बॉन्डिंग जॉइंटवर डीलेमिनेटेड किंवा पूर्णपणे जोडलेले नाही या घटनेला प्रतिकूल बाँडिंग दोष म्हणतात..
प्रतिकूल बंधन दोष कारणे
1. एक्सट्रूजन गुणांक लहान आहे, एक्सट्रूजन तापमान कमी आहे आणि एक्सट्रूझन वेग वेगवान आहे;
2. एक्सट्रूजन बिलेट्स किंवा टूल्स स्वच्छ नाहीत;
3. तेल सह बाहेर काढणे मूस;
4. मोल्ड डिझाइन अयोग्य आहे, हायड्रोस्टॅटिक दाब पुरेसा किंवा असमान नाही, आणि पोर्थोलची रचना अवास्तव आहे;
5. बिलेट्सच्या पृष्ठभागावर तेल आहे
साठी उपाय प्रतिकूल बंधन दोष
1. एक्सट्रूजन गुणांक योग्यरित्या वाढवा, एक्सट्रूजन तापमान आणि एक्सट्रूझन गती समायोजित करा;
2. मोल्डसाठी वाजवी रचना आणि उत्पादन;
3. एक्सट्रूजन कंटेनर आणि डमी ब्लॉकला तेल लावू नये आणि स्वच्छ ठेवले पाहिजे;
4. स्वच्छ पृष्ठभागासह बिलेट्स.
स्क्रॅच, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
स्क्रॅच, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
अॅल्युमिनियम एक्सट्रूजनमध्ये स्क्रॅचची कारणे आणि उपाय
स्क्रॅच
तीक्ष्ण वस्तू आणि पृष्ठभाग अॅल्युमिनियम प्रोफाइल यांच्यातील संपर्कामुळे, तुलनेने हालचाल केल्यामुळे रेषा किंवा पट्टी म्हणून यांत्रिक नुकसानास स्क्रॅच म्हणतात.
किंवा बाहेर काढलेल्या उत्पादनाची पृष्ठभाग इतर वस्तूंच्या कडा किंवा पृष्ठभागांच्या संपर्कात येते, उत्पादनाच्या पृष्ठभागावर सापेक्ष स्लाइडिंग किंवा विस्थापनामुळे होणारी रेषा किंवा पट्टी स्क्रॅच देखील स्क्रॅच आहे.
अॅल्युमिनियम प्रोफाइल स्क्रॅचची कारणे
1. टूल असेंब्ली योग्य नाही, संदेशवहन आणि कामाचे टेबल गुळगुळीत नाहीत, आणि तीक्ष्ण कोपरे किंवा परदेशी वस्तू आहेत;
2. धातूच्या कणांसह मोल्ड जमीन किंवा मोल्ड जमीन खराब होते;
3. वंगण तेलामध्ये वाळू किंवा तुटलेली धातूची स्क्रॅप्स आहेत;
4. हाताळणी प्रक्रियेदरम्यान अयोग्य ऑपरेशन, उभारणी योग्य नाही;
5. एक्सट्रूजन डाय गंभीरपणे परिधान केले आहे;
6. अॅल्युमिनियम बिलेट्सच्या अति-तापमानामुळे, डाय होल अॅल्युमिनियमला चिकटला आहे किंवा डाय होल वर्किंग बेल्ट खराब झाला आहे;
7. ग्रेफाइट, तेल आणि इतर घाण एक्सट्रूजन कंटेनरमध्ये पडतात;
8. एक्सट्रूजन उत्पादने एकमेकांकडे जातात, पृष्ठभागावर ओरखडे निर्माण करणे; बाहेर काढणे असमानपणे प्रवाह, ज्यामुळे प्रोफाइल सरळ रेषेत वाहत नाही, प्रोफाइल आणि प्रोफाइल आणि प्रोफाइल आणि मार्गदर्शक आणि वर्कबेंच दरम्यान ओरखडे.
अॅल्युमिनियम प्रोफाइल स्क्रॅचसाठी उपाय
1. डाई जमिनीची त्वरित तपासणी करा आणि पॉलिश करा;
2. उत्पादनाची वाहतूक आणि स्टेकर तपासा;
3. हालचाल करताना यांत्रिक प्रभाव आणि स्क्रॅच टाळा;
4. लोडिंग आणि अनलोडिंगमध्ये काळजीपूर्वक कार्य करा;
5. वेळेत अपात्र एक्सट्रूशनची तपासणी करा आणि पुनर्स्थित करा;
6. मिल फिनिश प्रोफाइलचे गरम तापमान नियंत्रित करा;
7. एक्सट्रूजन कंटेनर आणि मिल फिनिशची पृष्ठभाग स्वच्छ आणि कोरडी असल्याची खात्री करा;
8. एकसमान वेग सुनिश्चित करण्यासाठी एक्सट्रूजन गती नियंत्रित करा.
डाय ओळ, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
डाय ओळ, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
एक्सट्रूजन डाय लाइन कारणे आणि उपाय
एक्सट्रूजन डाय लाइन
एक्सट्रुडेड प्रोफाइलच्या पृष्ठभागावर एक रेखांशाचा उदासीनता किंवा प्रोट्र्यूजन तयार होतो.
सर्व एक्सट्रूजनमध्ये डाय लाईन्स काही प्रमाणात उपस्थित असतात आणि डाय बेअरिंगच्या खडबडीत झाल्यामुळे होतात..
डाय लाइनची मुख्य कारणे:
मुख्य कारण: मृत जमीन परिपूर्ण गुळगुळीतपणा प्राप्त करू शकत नाही.
डाय लाइनसाठी उपाय:
1. जमिनीचा पृष्ठभाग स्वच्छ असल्याची खात्री करा, गुळगुळीत आणि तीक्ष्ण कडा नसलेले;
2. उच्च पृष्ठभागाची कडकपणा सुनिश्चित करण्यासाठी वाजवी नायट्राइडिंग उपचार;
3. डाईज योग्यरितीने सुधारित करा;
4. डाई जमिनीची वाजवी रचना करा, आणि डाई जमीन जास्त लांब नसावी.
ब्राइटस्टार अॅल्युमिनियम मशीनरी अॅल्युमिनियम प्रोफाइल पृष्ठभाग ब्रशिंग आणि क्लिनिंग मशीनमध्ये दोष, अॅल्युमिनियम प्रोफाइल पॉलिशिंग मशीन आणि अॅल्युमिनियम प्रोफाइल शॉट ब्लास्टिंग मशीन डाय लाईन्स प्रभावीपणे काढू शकतात, जे तुमचा नफा वाढवू शकतात आणि एनजी दर कमी करू शकतात.
टर्नकी प्रकल्प आणि पूर्ण झालेले समाधान, पॅकेज डील आणि वन स्टॉप सेवा.
अॅल्युमिनियम मशीनवर विश्वासार्ह नो-ऑब्लिगेशन कोट मिळविण्यासाठी आता आमच्याशी संपर्क साधा!
ट्विस्ट, वाकणे आणि लाटणे, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
ट्विस्ट, वाकणे आणि लाटणे, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
ट्विस्ट, वाकणे आणि लाटणे
ज्या घटनेत बाहेर काढलेल्या उत्पादनाचा क्रॉस-सेक्शन रेखांशाच्या दिशेने कोनीयपणे विचलित केला जातो त्याला वळणे म्हणतात..
उत्पादन रेखांशाच्या दिशेने वक्र आहे किंवा ब्लेड सरळ नाही या घटनेला वाकणे म्हणतात..
लेखाच्या रेखांशाच्या दिशेने सतत undulations च्या घटनेला तरंग म्हणतात.
पिळणे मुख्य कारणे, वाकणे आणि लहर:
1. डाय होलची रचना व्यवस्थित केलेली नाही, किंवा जमिनीचे आकारमान वाटप अवास्तव आहे;
2, डाय होल प्रक्रिया अचूकता खराब आहे;
3. योग्य मार्गदर्शक आणि ओढणारा नाही
4. अयोग्य डाई दुरुस्ती;
5, अयोग्य एक्सट्रूजन तापमान आणि गती;
6. वृद्धत्वाच्या उपचारापूर्वी उत्पादन पूर्व-सरळ केले जात नाही;
7. ऑनलाइन उष्णता उपचार दरम्यान असमान थंड.
पिळणे साठी उपाय, वाकणे आणि लहर:
1. मोल्ड डिझाइन आणि उत्पादन पातळी सुधारा;
2. योग्य मार्गदर्शक आणि पुलर स्थापित करा;
3. स्थानिक स्नेहन करून धातूचा प्रवाह दर समायोजित करा, साचा बदलणे आणि वळवणे किंवा पोर्थोलचे डिझाइन बदलणे;
4. एक्सट्रूजन अधिक एकसमान बनवण्यासाठी एक्सट्रूजन तापमान आणि गती वाजवीपणे समायोजित करा;
5. वृद्धत्व उपचार तापमान योग्यरित्या कमी करा किंवा द्रावण उपचारांसाठी पाण्याचे तापमान वाढवा;
6. ऑनलाइन शमन करताना एकसमान कूलिंग सुनिश्चित करा.
कडक वाकणे, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
कडक वाकणे, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
हार्ड वाकणे कारणे आणि उपाय
कडक वाकणे
बाहेर काढलेल्या उत्पादनाच्या लांबीमध्ये अचानक वाकणे याला हार्ड बेंडिंग म्हणतात.
हार्ड वाकणे मुख्य कारणे:
1. बाहेर काढण्याची गती असमान आहे, अचानक मंद गतीवरून उच्च वेगाने बदलणे, किंवा अचानक उच्च गतीवरून मंद गतीमध्ये बदलणे, आणि अचानक थांबणे;
2. एक्सट्रूझन प्रक्रियेदरम्यान एक्सट्रूजन प्रोफाइल महत्प्रयासाने हलवणे;
3. एक्सट्रूजन लाइनचे कार्यरत टेबल सरळ नाही.
कठोर वाकण्यासाठी उपाय:
1. थांबवू नका किंवा अचानक एक्सट्रूजन गती बदलू नका;
2. प्रोफाइल अचानक हाताने हलवू नका;
3. रनआउट टेबल स्वच्छ आणि गुळगुळीत आहे आणि रोलर गुळगुळीत आहे आणि मोडतोड नाही याची खात्री करण्यासाठी, अॅल्युमिनियम एक्सट्रूजन प्रोफाइल कोणत्याही अडचणीशिवाय पोहोचवणे.
खड्डायुक्त पृष्ठभाग, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
खड्डायुक्त पृष्ठभाग, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
खड्डेमय पृष्ठभागाची कारणे आणि उपाय
खड्डायुक्त पृष्ठभाग
हा एक्सट्रुडेड उत्पादनाचा पृष्ठभाग दोष आहे, म्हणजे उत्पादनाच्या पृष्ठभागावर ए लहान खडबडीत आणि असमान सतत पॅची शीट आणि पॉइंट स्क्रॅच, पिटिंग आणि मेटल प्रोट्रुजन.
खड्डेमय पृष्ठभागाची मुख्य कारणे:
1. मोल्ड कडकपणा पुरेसा नाही किंवा कडकपणा एकसमान नाही;
2. एक्सट्रूजन तापमान खूप जास्त आहे;
3. बाहेर काढण्याची गती खूप वेगवान आहे;
4 मोल्ड बेअरिंग खूप लांब आहे, खडबडीत किंवा चिकट धातू;
5. एक्सट्रुडेड मिल फिनिश प्रोफाइल खूप लांब आहे.
खड्डे असलेल्या पृष्ठभागासाठी उपाय:
1. मोल्ड बेअरिंगची कडकपणा आणि कडकपणा एकरूपता सुधारा;
2. नियमांनुसार एक्सट्रूजन कंटेनर आणि बिलेट्स गरम करा, आणि योग्य एक्सट्रूजन गती वापरा;
3. वाजवीपणे मोल्ड डिझाइन करा, मोल्ड बेअरिंगच्या पृष्ठभागाचा खडबडीतपणा कमी करा, आणि पृष्ठभाग तपासणी मजबूत करा, मोल्ड बेअरिंगसाठी दुरुस्ती आणि पॉलिशिंग;
4. वाजवी अॅल्युमिनियम बिलेट्स लांबी वापरा.
संत्र्याची साल, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
संत्र्याची साल, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
संत्र्याची साल हा एक विशिष्ट प्रकारचा फिनिश आहे जो पेंट केलेल्या आणि कास्ट केलेल्या पृष्ठभागावर विकसित होऊ शकतो, अगदी स्क्रीन संरक्षक.
रचना संत्र्याच्या त्वचेच्या पृष्ठभागासारखी असते, म्हणून नाव “संत्र्याची साल” विकिपीडिया, मुक्त ज्ञानकोशातून
बाहेर काढलेल्या उत्पादनाच्या पृष्ठभागावर संत्र्याच्या सालीसारख्या असमान सुरकुत्या असतात, पृष्ठभागाच्या सुरकुत्या म्हणूनही ओळखले जाते.
हे बाहेर काढण्याच्या प्रक्रियेदरम्यान भरड धान्यांमुळे होते. दाणे जितके मोटे, अधिक स्पष्ट wrinkles.
अॅल्युमिनियम प्रोफाइल सरळ करण्याच्या प्रक्रियेत, जर पृष्ठभागाच्या थरामध्ये संत्र्याच्या सालीची घटना असेल, खरं तर, ही पृष्ठभागावर निर्माण होणारी धातूची क्रॅक आहे, कारण अॅल्युमिनियम प्रोफाइलच्या पृष्ठभागावरील धातूचा ताण बेस मेटलपेक्षा जास्त असतो, तीव्रता वाढल्यास, अगदी बेस बॉडी थेट तुटली जाईल.
अॅल्युमिनियम एक्सट्रूझनच्या संत्रा फळाची मुख्य कारणे
1. बिलेटची रचना असमान आहे आणि एकसंध उपचार पुरेसे नाही;
2. बाहेर काढण्याची परिस्थिती अवास्तव आहे, आणि तयार उत्पादनाचे धान्य खरखरीत असतात;
3. स्ट्रेचिंग आणि स्ट्रेटिंगचे काम ओव्हरलोड झाले आहे;
4. एक्सट्रूजन प्रक्रियेत विकृती.
अॅल्युमिनियम एक्सट्रूझनच्या संत्र्याच्या सालीसाठी उपाय
1. एकजिनसीकरण उपचार प्रक्रिया वाजवीपणे नियंत्रित करा;
2. बाहेर काढणे शक्य तितके एकसमान आहे (एक्सट्रूजन तापमान नियंत्रित करा, गती, इ.)
3. ओव्हरलोड न करता सरळ करणे नियंत्रित करा;
4. एक्सट्रूजन प्रोफाइल सरळपणा नियंत्रित करा, दुरुस्तीचे साचे मजबूत करा;
5. पुलरसह सुसज्ज, बाहेर काढण्याच्या प्रक्रियेत विकृती टाळा;
6. अॅल्युमिनियम प्रोफाइलचा स्ट्रेच रेट नियंत्रित करा, पृष्ठभागाची गुणवत्ता आणि सरळपणा सुनिश्चित करण्यासाठी, आणि स्ट्रेचिंग दरम्यान वाकणे काटेकोरपणे नियंत्रित करा;
7. अॅल्युमिनियम प्रोफाइलचा स्ट्रेच रेट नियंत्रित करा, सरळपणा सुनिश्चित करण्यासाठी आणि पृष्ठभागाची गुणवत्ता विचारात घेण्यासाठी, दोन्ही टोकांना stretching आणि विकृत भाग अधिक कट.
ब्राइटस्टार अॅल्युमिनियम मशिनरी केवळ पुरवत नाही अॅल्युमिनियम प्रोफाइल आकार सुधारक, अॅल्युमिनियम प्रोफाइल रॅपिंग मशीन आणि अॅल्युमिनियम प्रोफाइल पॉलिशिंग मशीन, पण देखील लाकूड धान्य प्रभाव उदात्तीकरण मशीन, अॅल्युमिनियम प्रोफाइल ब्रशिंग क्लिनिंग मशीन आणि अॅल्युमिनियम प्रोफाइल शॉट ब्लास्टिंग मशीन, आमच्या ग्राहकांसाठी इ.
टर्नकी प्रकल्प आणि पूर्ण समाधान, पॅकेज डील आणि वन-स्टॉप सेवा.
मेटल आणि नॉनमेटल दाबणे, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
मेटल आणि नॉनमेटल दाबणे, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
एक्सट्रूजन उत्पादन प्रक्रियेदरम्यान, धातूचे स्क्रॅप उत्पादनाच्या पृष्ठभागावर दाबले जातात, ज्यास म्हंटले जाते धातू दाबत आहे.
मेटल दाबण्याची मुख्य कारणे:
1. अॅल्युमिनियम प्रोफाइलच्या शेवटी काही समस्या
2. अॅल्युमिनियम प्रोफाइलच्या आतील पृष्ठभागावर धातू किंवा वंगण तेलामध्ये धातूचा समावेश आणि इतर घाण असते.;
3. एक्सट्रूजन प्रेस कंटेनर साफ केला जात नाही, आणि त्यात इतर धातूंचा समावेश आहे;
4. इतर धातूच्या परदेशी वस्तू पिंडात वितळल्या जातात;
5. अॅल्युमिनियम एक्सट्रूजनमध्ये स्लॅगचा समावेश आहे.
मेटल दाबण्यासाठी उपाय
1. मिल फिनिश अॅल्युमिनियम प्रोफाइलवरील burrs काढा;
2. अॅल्युमिनियम प्रोफाइलची पृष्ठभाग आणि वंगणाची आतील बाजू स्वच्छ आणि कोरडी असल्याची खात्री करा;
3. मोल्ड आणि एक्सट्रूजन कंटेनरमध्ये धातूचा समावेश साफ करा;
4. उच्च दर्जाचे मिल फिनिश अॅल्युमिनियम एक्सट्रूजन वापरा.
ग्रेफाइट सारखे विदेशी पदार्थ अॅल्युमिनियमच्या बाहेर काढलेल्या उत्पादनाच्या आतील आणि बाहेरील पृष्ठभागावर दाबले जातात, ज्यास म्हंटले जाते नॉन-मेटल दाबणे.
परकीय बाबी खरडवल्यानंतर, अॅल्युमिनियम एक्सट्रूझनची आतील पृष्ठभाग वेगवेगळ्या आकारांची उदासीनता दर्शवेल, जे अॅल्युमिनियम एक्सट्रूजन पृष्ठभागाची सातत्य नष्ट करेल.
मध्ये नॉन-मेटलिक दाबण्याचे मुख्य कारण
1. ग्रेफाइट कण आकार खडबडीत किंवा एकत्रित आहे, ओलावा किंवा तेल असते, आणि ढवळणे असमान आहे;
2. सिलेंडर तेलाचा फ्लॅश पॉइंट कमी आहे;
3. सिलेंडर तेल आणि ग्रेफाइटचे अयोग्य गुणोत्तर, खूप जास्त ग्रेफाइट.
नॉन-मेटलिक दाबण्यासाठी उपाय:
1. पात्र ग्रेफाइट वापरा आणि कोरडे ठेवा;
2. योग्य वंगण तेल फिल्टर करा आणि वापरा;
3. स्नेहन तेल आणि ग्रेफाइटचे प्रमाण नियंत्रित करा.
पृष्ठभाग गंज, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
पृष्ठभाग गंज, अॅल्युमिनियम एक्सट्रूजन दोष विश्लेषण आणि गुणवत्ता नियंत्रण उपाय
पृष्ठभाग गंज
मिल फिनिश एक्सट्रुडेड उत्पादनांसाठी ज्यांच्या पृष्ठभागावर उपचार केले गेले नाहीत, पृष्ठभागावर रासायनिक किंवा इलेक्ट्रोकेमिकली बाह्य माध्यमांसह प्रतिक्रिया दिली जाते, पृष्ठभागावर स्थानिक नुकसान होऊ शकते, ज्याला पृष्ठभागावरील गंज म्हणतात.
गंजलेल्या उत्पादनाच्या पृष्ठभागाची धातूची चमक हरवते, आणि गंभीर प्रकरणांमध्ये पृष्ठभागावर राखाडी-पांढरी गंज उत्पादने तयार केली जातात.
पृष्ठभाग गंज मुख्य कारण
1. उत्पादन पाण्यासारख्या संक्षारक माध्यमांच्या संपर्कात आहे, आम्ल, अल्कली, मीठ, इ. उत्पादन दरम्यान, स्टोरेज आणि वाहतूक, किंवा आर्द्र वातावरणात बराच वेळ पार्क केलेले असते;
2. कधीकधी काही कारणांमुळे, कास्टिंग प्रक्रियेदरम्यान मॅग्नेशियम आणि सिलिकॉनचे जोडण्याचे प्रमाण योग्य नाही, त्यामुळे ω(एमजी)/अरे(आणि) 1.0~1.3 च्या श्रेणीत आहे, जे 1.3~1.7 च्या इष्टतम गुणोत्तरापेक्षा खूपच लहान आहे (साधारणपणे 1.3~1.5 च्या मर्यादेत नियंत्रित).
अशा प्रकारे, जरी मॅग्नेशियम आणि सिलिकॉन घटकांची सामग्री निर्धारित मर्यादेत आहे (अरे(एमजी)=0.45% ते 0.9%, अरे(आणि)=0.2% ते 0.6%).
तथापि, काही अतिरिक्त सिलिकॉन अस्तित्वात आहेत. फ्री स्टेटमध्ये सिलिकॉनच्या थोड्या प्रमाणात व्यतिरिक्त, अतिरिक्त सिलिकॉनचा हा भाग अॅल्युमिनियम मिश्रधातूमध्ये त्रयस्थ संयुगे देखील तयार करेल;
3. smelting प्रक्रिया दरम्यान, जरी मॅग्नेशियम आणि सिलिकॉनचे अतिरिक्त प्रमाण मानकांमध्ये निर्दिष्ट केलेल्या श्रेणीमध्ये आहे, कधीकधी असमान आणि अपर्याप्त मिश्रणामुळे, वितळण्यात सिलिकॉनचे वितरण असमान आहे, आणि स्थानिक समृद्धी आणि गरीब क्षेत्रे आहेत;
4. एक्सट्रूजन दरम्यान विविध प्रक्रिया पॅरामीटर्सचे नियंत्रण, जसे की अत्याधिक उच्च बिलेट्स प्रीहीटिंग तापमान, मेटल एक्सट्रुजन फ्लो रेटचे अयोग्य नियंत्रण, एक्सट्रूजन दरम्यान एअर-कूलिंग ताकद, वृद्धत्व तापमान आणि होल्डिंग वेळ, इ., सिलिकॉनचे पृथक्करण आणि मुक्ती सहजपणे होऊ शकते, ज्यामुळे मॅग्नेशियम आणि सिलिकॉन पूर्णपणे Mg2Si फेज बनत नाहीत, परंतु काही फ्री सिलिकॉन अस्तित्वात आहेत.
पृष्ठभाग गंज साठी मोजमाप:
1. उत्पादनाची पृष्ठभाग आणि उत्पादन आणि साठवण वातावरण स्वच्छ आणि कोरडे ठेवा;
2. मिश्रधातूमधील घटकांची सामग्री नियंत्रित करा;
3. मॅग्नेशियम ते सिलिकॉनचे गुणोत्तर याच्या मर्यादेत आहे याची खात्री करण्यासाठी मिश्रधातूची रचना प्रभावीपणे नियंत्रित करा 1.3 करण्यासाठी 1.7;
4. प्रत्येक प्रक्रियेचे मापदंड काटेकोरपणे नियंत्रित करा (जसे smelting, ढवळत, कास्टिंग थंड पाण्याचे तापमान, बिलेट प्रीहीटिंग तापमान, एक्सट्रूजन शमन एअर कूलिंग ताकद, वृद्धत्व तापमान आणि वेळ, इ.) सिलिकॉनचे पृथक्करण आणि पृथक्करण टाळण्यासाठी, आणि सिलिकॉन बनवण्याचा प्रयत्न करा हे मॅग्नेशियमसह एक फायदेशीर Mg2Si मजबूत करणारा टप्पा बनवते;
5. हवामानातील बदलांकडे लक्ष द्या, पावसाळी दिवस किंवा उच्च आर्द्रता, धूळ आणि पाऊस अॅल्युमिनियम प्रोफाइलच्या पृष्ठभागाशी संपर्क साधू नये म्हणून बाहेर काढलेले अॅल्युमिनियम प्रोफाइल पावसाच्या कापडाने झाकलेले असावे;
6. वेळेवर वृद्धत्वाचा उपचार केल्याने डाग दिसणे आणि अॅल्युमिनियम प्रोफाइलचे पोर्फिरिटिक किंवा खड्ड्याच्या आकाराचे गंज कमी होऊ शकते..
Unqualified mechanical property, aluminum extrusion defects analysis and quality control measure
Unqualified mechanical property, aluminum extrusion defects analysis and quality control measure
Unqualified mechanical property
The mechanical properties of aluminum extruded products such as HB and HV do not meet the requirements of technical standards or are very uneven, which is called unqualified mechanical properties.
Main causes of unqualified mechanical properties
1. The main elements of the chemical composition of aluminum alloy exceed the standard or the ratio is unreasonable;
2. The aluminum extrusion process or heat treatment process is unreasonable;
3. Poor quality of aluminum billets or mill finish aluminum profiles;
4. The online quenching did not reach the quenching temperature or the cooling rate was not enough;
5. Improper artificial aging process.
Quality control measures and solution
1. Strictly control the chemical composition according to the standard or formulate an effective internal standard;
2. Use high-quality aluminum billets or mill finish aluminum profiles;
3. Optimize aluminum extrusion process;
4. Strictly implement the quenching process system;
5. Strictly implement the manual aging system and control the furnace temperature;
6. Strict temperature measurement and temperature control.









