


كل المعلومات التي تحتاج لمعرفتها حول إعداد مصنع بثق الألومنيوم
ما هي تكلفة إنشاء مصنع سحب الألمنيوم؟?
تكلفة إنشاء مصنع مقاطع الألمنيوم ليست أكثر من: العمل, الماء والكهرباء, غاز طبيعي, تكاليف العفن, تكاليف الصيانة, تكاليف الخردة, تكاليف معالجة إضافية لقضبان الألومنيوم, تكاليف الإيجار, استهلاك المعدات, التكاليف المالية, تكاليف الإدارة, إلخ., ومجموعة واحدة من خط إنتاج بثق الألمنيوم.
لأن حجم ملف تعريف الألومنيوم الذي يتم إنتاجه يحدد مواصفات خط البثق الذي تحتاج إلى استخدامه.
يتم استخدام آلات بثق الألمنيوم بمواصفات مختلفة, سيكون حجم بثق الألومنيوم الناتج مختلفًا.
كلما زاد حجم قطاعات الألومنيوم, كلما زادت سعة الحمولة ، سيتم استخدام مكبس البثق.
في الإنتاج, وفقًا لشكل وحجم مقطع ملف تعريف الألومنيوم, يتم تحديد حجم قالب البثق, ويتم تحديد ما إذا كان قالب البثق عبارة عن قالب مسطح أو قالب كوة.
إذا كان حجم القالب معروفًا, يتم تحديد سعة حمولة آلة البثق بشكل أساسي.
إذا أردنا إنشاء مصنع جديد لبثق الألمنيوم, هنا معلومات مفصلة عن التكلفة
600مكبس بثق الألمنيوم T, فرن تسخين القضبان مع القص الساخن, فرن تسخين العفن, سرير تبريد وطاولة نفاد, مجتذب وفرن الشيخوخة, التكلفة التقديرية 250،000.00-500،000.00 دولارًا أمريكيًا بناءً على آلة بثق ذات علامة تجارية مختلفة ومعدات مساعدة;
800مكبس بثق الألمنيوم T, فرن تسخين القضبان مع القص الساخن, فرن تسخين العفن, سرير تبريد وطاولة نفاد, مجتذب وفرن الشيخوخة, التكلفة التقديرية 300،000.00-600،000.00 دولارًا أمريكيًا بناءً على آلة بثق ذات علامة تجارية مختلفة ومعدات مساعدة;
1000مكبس بثق الألمنيوم T, فرن تسخين القضبان مع القص الساخن, فرن تسخين العفن, سرير تبريد وطاولة نفاد, مجتذب وفرن الشيخوخة, التكلفة التقديرية 400،000.00-750،000.00 دولارًا أمريكيًا بناءً على آلة بثق ذات علامة تجارية مختلفة ومعدات مساعدة.
هذا فقط لتكاليف آلة خط إنتاج بثق الألومنيوم.
علينا النظر في تكلفة شحن الشحنة, تكلفة التركيب والتشغيل.
أيضا لمصنع جديد, توصيل الغاز وتركيبه, تقييم الأثر البيئي, تكلفة تشغيل الرافعة الشوكية وقضبان الألومنيوم (الاستعانة بمصادر خارجية) وسيتم النظر في صندوق العمل
لخط إنتاج بثق الألومنيوم, عمال وردية واحدة على الأقل 5 شخص و 2 التحولات - 3 نوبات ستكون 10-15 شخص.
لذا فإن تكلفة إنشاء مصنع واحد لبثق الألمنيوم ستكون على الأقل 350،000.00 دولار أمريكي.
خط إنتاج بثق الألمنيوم هذا مخصص فقط لبثق الألمنيوم بنهاية المطحنة, بدون أي معالجة سطحية.
إذا أردنا أن نصنع كتل الألمنيوم بأنفسنا, ستكون معدات الصهر والصب ضرورية.
إذا أردنا أن نجعل مقاطع الألمنيوم مؤكسدة أو مطلية بالمسحوق, ستكون ورشة الطلاء بالأنودة أو ورشة الطلاء بالمسحوق ضرورية للعملية.
يتكون خط إنتاج مقاطع الألمنيوم الكامل بشكل عام من المعدات التالية:
ورشة صهر الألمنيوم
فرن صهر الألومنيوم
منصة الصب
قالب الصب البليت
آلة قطع الكتل المعدنية
الفرن المتجانس
آلة معالجة خبث الألومنيوم(اختياري)
معدات تفريغ الغاز عبر الإنترنت (اختياري)
محرك مغناطيسي دائم (اختياري)
حقيبة جامع الغبار المنزلية (اختياري)
ورشة بثق الألمنيوم
مكبس بثق الألمنيوم
فرن تسخين قضبان الألمنيوم
فرن تسخين القالب
مروحة تبريد
سرير تبريد وطاولة نفاد
منشار قطع خط البثق
فرن الشيخوخة
ورشة أنودة قطاعات الألومنيوم
وحدة تبريد المياه
آلة التلوين
وحدة التبريد
مبادل حراري
تصفية الصحافة
رافع
نسف بالرمل /سحب الألمنيوم
ورشة طلاء الألمنيوم بالرحلان الكهربائي
معدات الرحلان الكهربائي
ورشة الطلاء بمسحوق الألمنيوم
معدات مسحوق الطلاء
خط إنتاج مقاطع الألمنيوم العازلة للحرارة
آلة تسامي تأثير الحبوب الخشبية
ورشة عمل قوالب الألمنيوم
فرن النيترة
مركز المعدات
مخرطة
آلة طحن
قطع الأسلاك
شرارة كهربائية
فرن تبريد القالب
معمل
مطياف
مقياس الهيدروجين
معدات علم المعادن
معدات المختبرات, مستهلكات
معدات التغليف
آلة تطبيق فيلم الألومنيوم الشخصي
آلة تغليف الانكماش الحراري للألمنيوم
آلة تعبئة أوتوماتيكية للألمنيوم
مرافق حماية البيئة وغيرها من المعدات المساعدة
معدات معالجة مياه الصرف الصحي
معدات إزالة الغبار
رافعه
مضخة مياه
برج التبريد
رافعة شوكية
ضاغط الهواء
سخان مياه
معدات توزيع الطاقة
القوالب والمواد الاستهلاكية
يموت البثق والأدوات
حرر الزيت
شعر قطاع
الزيت الهيدروليكي
زيت القطع
أدوات إصلاح العفن إلخ.
كم عدد مجموعات المعدات التي تحتاجها لإنتاج مقاطع الألمنيوم?
آلات إنتاج بروفيلات الألمنيوم اللازمة
رد محترفو شركة Brightstar Aluminium Machinery بهذه الطريقة.
إذا بدأت بقصاصات الألومنيوم من المواد الخام, ستكون هناك حاجة لبعض المعدات الخاصة لذلك.
تقوم المعدات بتحويل قصاصات الألمنيوم وسبائك الألومنيوم إلى كتل ألومنيوم, لذلك نحن بحاجة إلى آلات صهر وصب الألومنيوم, بعض آلات بثق الألومنيوم تجعل الصهر والصب تحت سقف واحد, المزايا واضحة ومن السهل التحكم في جودة القضبان وجعل جودة بثق الألومنيوم مستقرة.
قامت بعض آلات البثق بشراء كتل الألمنيوم من المقاولين من الباطن وفقًا لطلب الإنتاج والطلب, والتي يمكن أن توفر الاستثمار وتجعل الطارد يركز على إنتاج البثق.
تشمل المعدات المطلوبة لخط إنتاج بثق الألومنيوم:
واحد أو فرن تسخين قضبان متعددة مع قص السجل الساخن (مجموعة واحدة)
فرن تسخين القالب (مجموعة واحدة)
مكبس بثق الألمنيوم (مجموعة واحدة)
سرير تبريد الألمنيوم المبثوق (مجموعة واحدة)
مجتذب مفرد أو مزدوج
فرن الشيخوخة الألومنيوم (مجموعة واحدة)
بيانات الطاقة الإنتاجية المقابلة لمكبس بثق الألومنيوم:
الطاقة الإنتاجية 500خط إنتاج بثق الألمنيوم T:
عن 5-6 طن يوميا
600T لخط إنتاج بثق مقاطع الألمنيوم الاهلية:
عن 6-7 طن يوميا
800خط إنتاج بثق الألمنيوم T الاهلية:
عن 7-8 طن يوميا
1000T لخط إنتاج بثق مقاطع الألمنيوم الاهلية:
عن 8-10 طن يوميا
الطاقة الإنتاجية 1250خط إنتاج بثق الألمنيوم T:
عن 12 طن يوميا
ملاحظات: البيانات الواردة أعلاه لجدول سعة 24 ساعة.
أكبر سعة الحمولة, كلما زاد معدل الإنتاج.
لماذا نحتاج إلى آلة طحن وتنظيف عيوب سطح الألومنيوم, لا يزال يتم تحديده من خلال البيانات المحددة أو شكل ملف الألمنيوم الفعلي, بحجم, سمك الحائط, إلخ.
هذا للاشارة فقط.
توفر شركة Brightstar Aluminium Machinery معدات إضافية لبثق الألمنيوم, مثل مصحح شكل الألومنيوم, قضيب فيلم أوتوماتيكي من الألومنيوم, آلة تغليف الألومنيوم, آلة التلميع بالفرشاة لعملائنا.
حل شامل وخدمة وقفة واحدة.
اتصل بنا الآن للحصول على عرض أسعار مشروعك. مشروع تسليم المفتاح والصفقة الشاملة!
ما هي المعدات اللازمة لإنشاء مصنع بثق الألمنيوم?
معمل سحب الألمنيوم وتجهيزه بالمعدات اللازمة
ما هي المعدات اللازمة لإنشاء مصنع بثق الألمنيوم بجانب مكبس بثق الألمنيوم?
بعد فترة من الاكتشاف, استنتج أن العديد من العملاء يعرفون أن مكبس بثق الألمنيوم يتم استخدامه لإنتاج مقاطع بثق الألومنيوم, لكنهم لا يعرفون أن إنتاج بثق الألمنيوم يتطلب مجموعة كاملة من خطوط الإنتاج, ليس فقط مكبس بثق الألومنيوم.
هنا, سوف نشارك معلومات بثق الألمنيوم التي لا يعرفها هؤلاء العملاء من خلال هذه المقالة.
ما هي المعدات التي يحتاجها خط إنتاج بثق الألومنيوم?
6 أنواع مختلفة من المعدات مطلوبة.
أسماء المعدات ووظائفها هي كما يلي:
1. فرن تسخين القضبان الطويلة مع القص الساخن
وهي تتألف من ثلاثة أجزاء: رف البليت, جسم الفرن وآلة القص الساخنة.
معدات التدفئة, قص وتغذية قضبان الألومنيوم لآلة بثق الألومنيوم.
2. مكبس بثق الألمنيوم
مكابس بثق الألومنيوم هي الآلة الرئيسية وهي وحدة الطاقة لتشكيل ملف البثق.
3. فرن تسخين القالب
وظيفة فرن تسخين القالب هي تسخين القوالب.
4. آلة بولير
آلة السحب لها وظائف السحب, منشار وطول ثابت.
بولير ليس ضروريًا لخط إنتاج بثق الألومنيوم, ولكن بدون مجتذب, يحتاج إلى المزيد من العمال وستحدث مشاكل الالتواء والانحناء في العملية.
وبالتالي, من الضروري تجهيز الساحب بخط الإنتاج.
5. سرير تبريد الألومنيوم
يتكون سرير التبريد من طاولة جريان, جهاز نقل المواد, جهاز التغذية, نظام الاستقامة, جهاز تخزين المواد, انتقال بطول ثابت, طاولة منشار منتهي, جدول بطول ثابت وهلم جرا.
ستكون الوظيفة التبريد, تغذية, استقامة, نشر, إلخ.
6. فرن الشيخوخة
يتكون فرن الشيخوخة من مسار, تخطي الشحن وجسم الفرن.
إنه مخصص لصلابة الألومنيوم من خلال التسخين.
توفر شركة Brightstar Aluminium Machinery معدات إضافية لبثق الألمنيوم, مثل مصحح شكل الألومنيوم, قضيب فيلم أوتوماتيكي من الألومنيوم, آلة تغليف الألومنيوم, آلة التلميع بالفرشاة لعملائنا.
حل شامل وخدمة وقفة واحدة.
اتصل بنا الآن للحصول على عرض أسعار مشروعك. مشروع تسليم المفتاح والصفقة الشاملة!
كيفية اختيار حمولة مكبس بثق الألمنيوم?
حمولة آلة بثق الألمنيوم تمثل قوة البثق لآلة البثق, إذن ، كيفية اختيار حمولة مكبس بثق الألومنيوم يعني كيفية اختيار قوة البثق لمكبس البثق.
مكبس بثق الألومنيوم هو الجهاز الرئيسي لإنتاج مقاطع الألمنيوم.
الشكل, يرتبط حجم وجودة المظهر لمحات الألومنيوم ارتباطًا وثيقًا بجودة مكبس البثق.
هناك العديد من أنواع مكابس البثق وفقًا لتصنيفات مختلفة.
لفهم منهجي للنموذج, قدرة البثق ودرجة مكبس البثق, كيفية تحديد حمولة آلة بثق الألومنيوم هي أيضًا جانب يجب على مصنعي مقاطع الألمنيوم مراعاته عند شراء مكبس البثق.
الآن اشرح هنا كيفية اختيار حمولة مكبس بثق الألومنيوم
وفقا لسبائك ما يتم البثق, الناتج السنوي لآلة واحدة والحد الأقصى للقطر المحدود لملف الألومنيوم, سنقوم بتحديد نوع مكبس البثق بشكل أولي.
أول شيء يجب مراعاته هو حجم حمولة مكبس البثق.
عند اختيار حمولة مكبس البثق, من الضروري عمومًا حساب نسبة البثق من مكبس البثق.
وتسمى نسبة البثق أيضًا بـ معامل البثق, التي تشير إلى نسبة مساحة المقطع العرضي لحاوية البثق إلى إجمالي مساحة المقطع العرضي لملف الألومنيوم.
إنها المعلمة الرئيسية المستخدمة لقياس مقدار تشوه سبائك الألومنيوم في إنتاج مقاطع الألمنيوم, معبرا عنها بالصيغة التالية:
λ = قدم / ΣF1
بينهم, يمثل Ft مساحة المقطع العرضي لقضيب الألومنيوم بعد ملئه في حاوية البثق, معبرا عنها بالملليمتر²;
يمثل ΣF1 إجمالي مساحة المقطع العرضي للملف الشخصي المبثوق, معبرا عنها بالملليمتر²;
عند بثق الألومنيوم, يمكن أيضًا التعبير عن مقدار تشوه سبائك الألومنيوم بدرجة التشوه: ε = λ-1
إذا تم استخدام طريقة معالجة البثق, نسبة البثق محدودة. نسبة البثق λ لملف الألمنيوم وقضبان الألمنيوم في البثق الأول أكبر من 8-12, لا يوجد حد لنسبة البثق لإنهاء المطحنة للبثق الثانوي.
الطريقة المستخدمة لحساب نسبة البثق أعلاه هي ببساطة مساحة المقطع العرضي للقضيب المبثوق - منطقة المقطع العرضي للملف الشخصي المبثوق, والتي يمكن حسابها أيضًا بطرق أخرى, هذا هو, طول ملف التعريف المبثوق ÷ طول قضبان الألومنيوم للبثق.
قبل تحديد حمولة مكبس البثق, من الضروري فهم الشكل المقطعي للملف الشخصي, وذلك لتحديد حجم القالب, ومن ثم تحديد هيكل القالب, بحيث يمكن تحديد ما إذا كان البثق عبارة عن ملف تعريف مجوف أو ملف تعريف صلب. حمولة مكبس البثق المطلوبة لهذين التشكيلات الهيكلية المختلفة ستكون مختلفة.
هناك العديد من التصنيفات لمكابس بثق الألومنيوم وفقًا لقدرة البثق, يمكن تقسيمها إلى صغيرة, متوسط, مكبس بثق كبير وثقيل.
مكابس بثق الألمنيوم تسمى وفقا لحجم قوة البثق, لكن ثلاث وحدات قياس نظام الوحدات الدولية / نظام الوحدة الهندسية / نظام الولايات المتحدة يمكن استخدامها لتوصيف قوة البثق.
MN هي الوحدة الدولية " ملايين نيوتن", تي هي الوحدة الهندسية "لك", UST هي الوحدة الأمريكية "طن أمريكي" 1MN = 1000000N = 100000 كجم = 100 طن, 1T = 1.1UST.
فمثلا, آلة البثق 12.5MN عبارة عن مكبس بثق 1250T, مثال آخر, 880إن مكبس البثق UST هو آلة البثق 800T.
يتم زيادة حمولة مكبس البثق بشكل أساسي بنسبة 1.25, هذا هو, قوة البثق من مكبس البثق 25% أكبر من مكبس البثق ذو السعة المنخفضة.
فمثلا, السعة الأكبر من 800 طن هي 1000 طن, السعة الأكبر من 1000 طن هي 1250 طن, السعة الأكبر من 1250 طن هي 1600 طن, تبلغ السعة الأكبر من 1600 طن 2000 طن, وقدرة أكبر من 2000 طن 2500 طن.
قدرة البثق لكل نوع من مكابس البثق محدودة.
عادة ما تكون سعة البثق MN(ملايين نيوتن), وهي حمولة مكبس البثق.
حمولة مكابس بثق الألمنيوم المستخدمة في الإنتاج الصناعي لـ 6063 لديه ما يلي:
500تي, 600تي, 800تي,1000تي,1250تي, 1600تي(16MN), 1800تي(18MN), 2000تي(20MN), 2500تي(25MN), 3000تي(30MN), 3600تي(36MN),4000تي(40MN), 5000تي(50MN), 6000تي(60MN), 8000تي(80MN),10000تي(100MN),12500تي(125MN)
500يمكن لمكبس البثق على شكل T إنتاج بعض مقاطع بثق الألومنيوم صغيرة الحجم, 600مواصفات قضبان الألمنيوم المبثوقة T تكون في حدود 90mm, 800تستخدم مكابس البثق T أو 1000T لإنتاج منتجات النوافذ والأبواب المصنوعة من الألومنيوم, 1250يمكن استخدام مكبس البثق على شكل T ومكبس البثق الأكبر للجدار الساتر وملامح الألمنيوم الصناعية.
مواصفات مكبس بثق الألومنيوم 1800t هي 178mm, 2500T مواصفات قضبان الألومنيوم المقابلة عند 230-254 مم, 3000يمكن أن تنتج T و 3600 T منتجات الألمنيوم الصناعية, بالطبع, هناك بعض الحمولة أكبر, مثل 4000 ت, 5000تي, 6000مكبس بثق الألمنيوم T وما إلى ذلك.
يمكن استخدام مكبس البثق بالحمولة المذكورة أعلاه للبثق 6063 سبائك الألومنيوم.
يجب على مصنعي مقاطع الألمنيوم أن يأخذوا بعين الاعتبار معامل البثق لمكبس البثق, الشكل المقطعي لملف الألومنيوم وحجم القالب عند اختيار حمولة مكبس البثق, وفقًا لظروف الإنتاج الخاصة بها ومتطلبات المنتج, يتم الحصول على تشوه المعدن وفقًا لصيغة الحساب, وذلك لتحديد حمولة البثق المناسبة, التي يمكنها بثق منتجات الألمنيوم المؤهلة دون التسبب في إهدار اقتصادي غير ضروري.
الاحتياطات في اختيار آلة بثق الألومنيوم
عند اختيار معدات البثق, بالإضافة إلى مراعاة التأثير الحراري لسرعة البثق على المعدن المراد بثقه,
من الضروري أيضًا مراعاة أن الصحافة يجب أن تتمتع بالصلابة الكافية ودقة التوجيه, بالإضافة إلى جهاز موثوق به لمكافحة الحمل الزائد.
عند البثق بضغط الاحتكاك, بسبب دقة التوجيه المختلفة للمعدات, يجب إضافة جهاز توجيه على القالب.
يجب أيضًا إضافة جهاز القاذف لمكابس الاحتكاك بدون جهاز قاذف.
عند بثق مقاطع الألمنيوم بضغط كرنك للأغراض العامة, لزيادة قوة وصلابة المعدات, يجب أن تكون اللوحة الداعمة للطاولة مصنوعة من مادة فولاذية, وينبغي تقليل الثقوب الموجودة على الطاولة.
حيث أن الأجزاء تبقى على القالب بعد البثق, هناك قوة إمساك كبيرة بين جزء البثق والعفن, وقوة الطرد المطلوبة كبيرة, حول 10% خبث أبيض وخبث أسود 20% من الضغط الاسمي, لذلك يجب تقوية جهاز قاذف الصحافة.
بالإضافة الى, يجب التحقق من قوة البثق والسكتة الدماغية وفقًا لمنحنى الحمل المسموح به لشريحة الضغط.
إنه, في نطاق ضربة البثق بالكامل, يجب أن تكون قوة البثق أقل من القيمة الحدية لمنحنى ضغط الشوط الذي تسمح به الصحافة, ولا يمكن تحديده وفقًا للضغط الاسمي.
الضربة الدقيقة والبثق للمكبس العام ليست كافية, والضغط الذي يمارس في منتصف السكتة الدماغية حوالي 1/3 من الضغط الاسمي.
وبالتالي, عند البثق, من الأفضل استخدام آلة بثق الألمنيوم الصناعي الخاصة كمعدات البثق.
تتميز مكبس بثق الألومنيوم الصناعي بنوع التبديل بضربات صغيرة, العديد من السكتات الدماغية الوقت, ووقت الضغط الطويل, وهو مناسب لبثق مقاطع الألمنيوم بضربات عمل قصيرة.
تعتبر مكابس بثق الألومنيوم ذات العمود المرفقي من نوع تبديل الشد مناسبة لبثق مقاطع الألمنيوم الأطول.
يمكن لآلة بثق الألمنيوم الصناعية الهيدروليكية أن تعمل بالضغط الاسمي على الشوط الكامل, يمكن تعديل سرعة البثق والسكتة الدماغية, وهي مناسبة لبثق الأجزاء ذات الأطوال الكبيرة.
يجب أن يراعي اختيار معدات البثق ما يلي 5 نقاط:
1. يتم اختيار شكل معدات البثق وفقًا لخطة الإنتاج المحددة ومتطلبات عملية الإنتاج
حسب خطة الإنتاج, حدد معدات البثق المقابلة, مثل إنتاج الأنابيب, إنتاج شريط, خطة إنتاج الأسلاك اللف على الإنترنت, إلخ.
حدد معدات البثق المناسبة للعملية وفقًا لمتطلبات العملية.
2. يتم اختيار معدات البثق وفقًا للتنوع, تخصيص, متطلبات الأداء والجودة للمنتج
إذا تم تحديد حمولة الطارد, أولاً, وفقا لنطاق مواصفات المنتج المبثوق أو مطحنة إنهاء الألمنيوم البثق,
ومراعاة درجة التشوه اللازمة, تحديد نطاق حجم القضبان ونطاق الحجم المطلوب لأسطوانة البثق, وذلك لتحديد اختيار سعة حمولة البثق بالضغط.
بالإضافة الى, يتم تحديد شكل الطارد وفقًا للأصناف المختلفة, المواصفات ومتطلبات الجودة.
3. يتم اختيار معدات البثق وفقًا للأداء التكنولوجي والخصائص الهيكلية لمعدات البثق والمطابقة المعقولة بين كل معدة
الأداء المختلف والخصائص الهيكلية تحدد الاستخدامات المختلفة لمكبس البثق.
يجب مراعاة الإعداد المعقول والتوازن بين المعدات الرئيسية عند اختيار معدات البثق, من أجل الحصول على القدرة الكاملة للمعدات والحصول على كفاءة إنتاج أعلى.
لا يُسمح عمومًا بإيقاف العمل وانتظار المواد بسبب عدم قدرة المعدات الرئيسية على المواكبة.
4. يجب مراعاة متطلبات الميكنة والأتمتة لمعدات البثق
من أجل تحسين كفاءة الإنتاج, تقليل كثافة اليد العاملة, تقليل الاستهلاك, خفض التكاليف, وتحسين جودة منتجات البثق, متطلبات الميكنة والأتمتة لمعدات البثق تزداد أعلى فأكثر.
وبالتالي, عندما تسمح الظروف, حاول استخدام معدات تقنية متقدمة عند اختيار معدات البثق.
عند الاختيار, يجب فحص التكنولوجيا المتقدمة والموثوقية وإثباتها والتحقق منها من خلال ممارسة الإنتاج.
في نفس الوقت, يجب أن يكون لها الشروط الممكنة لتحقيقها في إنتاج المؤسسة, ولا ينبغي تبنيها بشكل أعمى.
بالإضافة الى, بشرط أن تفي معدات البثق المختارة بالمتطلبات الحالية, من الضروري النظر في ترك مجال للتنمية.
سيؤدي عدم التفكير في هذا إلى وضع متخلف وسلبي, خاصة لمعدات البثق المستوردة.
5. معدات البثق لها تأثير اقتصادي أفضل في الاختيار سيتم النظر فيه
في حالة معدات البثق المعيارية الحالية ومعدات البثق العامة, حاول اختيار المعدات القياسية والمعدات العامة.
خاصة في إدخال معدات البثق, ينبغي النظر في توطين قطع الغيار, وهو أمر مفيد لتحسين الكفاءة الاقتصادية, باستخدام التأثير وتقصير وقت تركيب المعدات.
في حالة عدم وجود معايير مرجعية ومعدات عامة, يجب مراعاة عوامل مثل سهولة التصنيع والتكلفة المنخفضة, يجب اقتراح المعلمات التقنية المعقولة لمعدات البثق وفقًا لمتطلبات العملية.
مراعاة شروط التصميم المدني للمصنع والمياه الموجودة, كهرباء, الرياح وظروف الهواء, وكذلك متوسط ظروف درجة الحرارة والرطوبة للورشة في الشتاء والصيف, يتم طرح متطلبات التصميم المعقول لمعدات البثق.
وفقًا لمبدأ اختيار مكبس البثق, يجب مراعاة اختيار وتصميم النظام الهيدروليكي وطريقة التحكم في نفس الوقت.
عندما يكون وقت عمل البثق الصحافة لأكثر من 70%-80% من دورة البثق بأكملها, وسرعة البثق لا تتغير كثيرا, يعد استخدام مضخة الضغط العالي للنقل المباشر أكثر اقتصادا.
سرعة البثق سريعة, الوقت قصير ويكون الطارد أو الوحدة الكبيرة أكثر اقتصادا لاستخدام مجمع مضخة المياه للقيادة.
اعتمدت بعض آلات البثق المتقدمة في العصر الحديث نظامًا هيدروليكيًا مدفوعًا مباشرة بمضخة الزيت عالية الضغط, مما يوفر نظام محطة ضخ المياه ويقلل من التكلفة الاستثمارية للمعدات.
يعتمد نظام التحكم في آلة البثق نظام التحكم المنطقي القابل للبرمجة لتحقيق التحكم في البرنامج.
بالإضافة إلى نظام PLC, تستخدم مكابس البثق الحديثة أيضًا مراقبة بيانات البثق, تشخيص الخطأ, رصد غرابة المنتج البثق, التحكم في إنتاج البيانات وأنظمة طباعة التقارير.
موثوقية العمل لنظام التحكم عالية والصيانة سهلة, ومن السهل التكيف مع توسيع الوظيفة في المستقبل مع مزايا قابلية التوسع.
من العوامل المهمة التي يجب مراعاتها عند اختيار آلة البثق المعدات المساعدة لمكبس البثق, والتي تعمل جنبًا إلى جنب مع آلة البثق على بناء خط إنتاج كامل.
في عملية البثق, 30% خبث أبيض وخبث أسود 70% يتم إنفاق وقت العمل على العمليات المساعدة, والتي غالبًا ما تؤثر على كفاءة إنتاج الطارد وجودة المنتجات المبثوقة بسبب الهيكل غير الكامل للآلة المساعدة.
وبالتالي, يتم النظر بعناية في اختيار وتصميم المعدات المساعدة لتحسين جودة المنتجات المبثوقة وتحسين مستوى التشغيل الآلي لخط التشغيل.
تشتمل المعدات المساعدة لخط البثق بشكل أساسي على فرن تسخين الكتل المعدنية مع مقص الخشب الساخن, فرن تسخين العفن, ينفد الجدول وسرير التبريد, فرن الشيخوخة, مجتذب مفرد أو مزدوج, إلخ.
باختصار, يجب اختيار معدات البثق المختلفة وفقًا للهيكل, طلب, تنوع المنتجات ومواصفات آلة البثق ومتطلبات عملية الإنتاج لضمان كفاءة الإنتاج وجودة المنتج.

تخطيط خط إنتاج بثق الألمنيوم المعقول وعالي الكفاءة ومخطط التدفق
المنشار الطائر ب
ج مجتذب الألومنيوم الشخصي
د فرن تسخين قضبان الحديد مع القص الساخن
E نقالة الألومنيوم الشخصي
آلة نشر F منتهية
جدول قياس المنشار G
مرفاع أوتوماتيكي نصف تشطيب H
يمكن تقديم آلة البثق والمعدات المساعدة على النحو التالي:
مجتذب ألومنيوم, طاولة الجري, خط إنتاج التغذية الأوتوماتيكي آلة النشر النهائية الهيدروليكية, آلة تغليف الألومنيوم, آلة تصحيح الشكل, آلة تغليف الألمنيوم والمعدات المساعدة.
آلة السفع بالرصاص الألومنيوم, آلة تلميع الألومنيوم, آلة إنتاج مقاطع الألمنيوم الحرارية, آلة التسامي تأثير الخشب وخط مسحوق الألمنيوم المطلي.
كما يمكننا عمل تصميم جيد لمصنعك من أجل تحسين كفاءة الإنتاج وتوفير التكلفة!
تخطيط خط إنتاج بثق الألمنيوم المعقول وعالي الكفاءة ومخطط التدفق
أجزاء من آلة بثق الألمنيوم ووظيفتها
يتطلب فهم كيفية عمل آلة بثق الألومنيوم تحديد أجزاء آلة بثق الألومنيوم وشرح استخدامها.
تتكون آلة بثق الألمنيوم من أسطوانة أمامية ولوح خلفي مثبتين معًا بواسطة أربعة قضبان ربط.
أجزاء آلة بثق الألمنيوم التي تصنع البثق هي كما يلي:
الاسطوانة الرئيسية
غرفة وأسطوانة مكبس البثق حيث يتم ضخ السائل الهيدروليكي لتوليد ضغط وحركة الكبش المطلوبين.
الضغط الهيدروليكي
يستخدم الضغط لتحريك المضخة للأمام بالباوند المطلوب لكل بوصة مربعة.
الرامات " الذاكرة العشوائية في الهواتف والحواسيب
قضيب فولاذي متصل بالأسطوانة الرئيسية مع كتلة زائفة في نهايته تدخل الحاوية وتضغط على البليت.
كتلة وهمية
كتلة فولاذية محكمة التركيب متصلة بساق الكبش على مكبس يسد الحاوية في الحاوية ويمنع المعدن من التسرب للخلف.
بيليت
قطع سجل الألومنيوم لأطوال محددة والتي يتم تغذيتها في المكبس كمواد بثق.
وعاء
حجرة في مكبس البثق الذي يحمل البليت حيث يتم دفعه من خلال قالب في أحد طرفيه أثناء الضغط من كتلة وهمية ومكبس يدخل في الطرف الآخر. الحاوية موجودة في مبيت الحاوية. جميع الحاويات مبطنة ببطانة تحافظ على الكتل المعدنية في مكانها أثناء البثق.
مكدس الأدوات (تجميع القوالب)
صلب: خاتم يموت, موت, مؤيد, دعم, و sub-support (لا تستخدم الدعامات الفرعية في قرطاج أو نيونان). أجوف: خاتم يموت, يموت مغزل, غطاء يموت, دعم, الداعم الفرعي
حامل القالب
حاوية كومة الأدوات.
قفل القفل
يحبس القالب في حامل القالب.
فرن خشبي / فرن بيليت
اضغط على المكون المستخدم لتسخين السجلات / القضبان لدرجة حرارة البثق. تحتوي المطابع المجهزة بمقصات جذوع الأشجار على أفران حطب; البعض الآخر لديهم أفران البليت.
سجل القص
تستخدم لقطع الأخشاب إلى أطوال القضبان المرغوبة (فقط على المطابع مع أفران السجل).
بعقب القص
يقطع الجزء غير المبثوق من القضبان (بعقب) المتبقية في الحاوية بعد اكتمال دورة البثق. العقب هو المكان الذي توجد فيه الأكاسيد بعد أن يدفع الكبش البليت عبر الحاوية.
يموت الفرن
الفرن حيث يتم تسخين القوالب إلى 750 درجة - 900 درجة فهرنهايت 4-6 ساعات قبل استخدامها.
مهد الحضارة
يحمل البليت أثناء دفعه في مكبس البثق بضغط من الكبش.
اضغط على جدول الرصاص
الجدول الذي يدعم البثق بين طاولة النفاد والقالب.
جدول نفاد
طاولة عند الخروج الفوري لمعدات التوصيلات الصحفية التي تساعد في توجيه ودعم عمليات السحب.
الظهر / الجبهة اسطوانة الصحافة
تتكون مكبس البثق من هذين القسمين.
قضبان التعادل
يربط أسطوانة الصحافة الخلفية والأمامية.
علبة
تستخدم للمساعدة في توجيه سحب الألمنيوم من القالب. يحتوي على نفس عدد الثقوب مثل القالب نفسه ويمكن استخدامه في جميع المطابع. تبتعد نيونان عن استخدامها لأنها مكلفة ويصعب التعامل معها.
حلقة ضغط الصوانى
يتم إدخال حلقة فولاذية صلبة للأداة في اللوح لدعم مجموعة القوالب. يتسبب الضغط الذي تمارسه الأسطوانة الرئيسية على الحلقة في الإجهاد والتآكل مما يؤدي إلى الحاجة إلى الاستبدال الدوري.
أجزاء من آلة بثق الألمنيوم ووظيفتها
يتطلب فهم كيفية عمل آلة بثق الألومنيوم تحديد أجزاء آلة بثق الألومنيوم وشرح استخدامها.
تتكون آلة بثق الألمنيوم من أسطوانة أمامية ولوح خلفي مثبتين معًا بواسطة أربعة قضبان ربط.
أجزاء آلة بثق الألمنيوم التي تصنع البثق هي كما يلي:
الاسطوانة الرئيسية
غرفة وأسطوانة مكبس البثق حيث يتم ضخ السائل الهيدروليكي لتوليد ضغط وحركة الكبش المطلوبين.
الضغط الهيدروليكي
يستخدم الضغط لتحريك الكبش للأمام بالجنيه المطلوب لكل بوصة مربعة.
الرامات " الذاكرة العشوائية في الهواتف والحواسيب
قضيب فولاذي متصل بالأسطوانة الرئيسية مع كتلة زائفة في نهايته تدخل الحاوية وتضغط على البليت.
كتلة وهمية
كتلة فولاذية محكمة التركيب متصلة بساق الكبش على مكبس يسد الحاوية في الحاوية ويمنع المعدن من التسرب للخلف.
بيليت
قطع سجل الألومنيوم لأطوال محددة والتي يتم تغذيتها في المكبس كمواد بثق.
وعاء
حجرة في مكبس البثق الذي يحمل البليت حيث يتم دفعه من خلال قالب في أحد طرفيه أثناء الضغط من كتلة وهمية ومكبس يدخل في الطرف الآخر. الحاوية موجودة في مبيت الحاوية. جميع الحاويات مبطنة ببطانة تحافظ على الكتل المعدنية في مكانها أثناء البثق.
مكدس الأدوات (تجميع القوالب)
صلب: خاتم يموت, موت, مؤيد, دعم, و sub-support (لا تستخدم الدعامات الفرعية في قرطاج أو نيونان). أجوف: خاتم يموت, يموت مغزل, غطاء يموت, دعم, الداعم الفرعي
حامل القالب
حاوية كومة الأدوات.
قفل القفل
يحبس القالب في حامل القالب.
فرن خشبي / فرن بيليت
اضغط على المكون المستخدم لتسخين السجلات / القضبان لدرجة حرارة البثق. تحتوي المطابع المجهزة بمقصات جذوع الأشجار على أفران حطب; البعض الآخر لديهم أفران البليت.
سجل القص
تستخدم لقطع الأخشاب إلى أطوال القضبان المرغوبة (فقط على المطابع مع أفران السجل).
بعقب القص
يقطع الجزء غير المبثوق من القضبان (بعقب) المتبقية في الحاوية بعد اكتمال دورة البثق. العقب هو المكان الذي توجد فيه الأكاسيد بعد أن يدفع الكبش البليت عبر الحاوية.
يموت الفرن
الفرن حيث يتم تسخين القوالب إلى 750 درجة - 900 درجة فهرنهايت 4-6 ساعات قبل استخدامها.
مهد الحضارة
يحمل البليت أثناء دفعه في مكبس البثق بضغط من الكبش.
اضغط على جدول الرصاص
طاولة تدعم البثق بين طاولة النفاد والقالب.
جدول نفاد
طاولة عند الخروج الفوري لمعدات التوصيلات الصحفية التي تساعد في توجيه ودعم عمليات السحب.
الظهر / الجبهة اسطوانة الصحافة
تتكون مكبس البثق من هذين القسمين.
قضبان التعادل
يربط أسطوانة الصحافة الخلفية والأمامية.
علبة
تستخدم للمساعدة في توجيه سحب الألمنيوم من القالب. يحتوي على نفس عدد الثقوب مثل القالب نفسه ويمكن استخدامه في جميع المطابع. تبتعد نيونان عن استخدامها لأنها مكلفة ويصعب التعامل معها.
حلقة ضغط الصوانى
يتم إدخال حلقة فولاذية صلبة للأداة في اللوح لدعم مجموعة القوالب. يتسبب الضغط الذي تمارسه الأسطوانة الرئيسية على الحلقة في الإجهاد والتآكل مما يؤدي إلى الحاجة إلى الاستبدال الدوري.
توفر شركة Brightstar Aluminium Machinery فرن تسخين قضبان الألمنيوم, فرن تسخين العفن, مصحح شكل ملامح الألومنيوم, آلة تلميع الألومنيوم, عيوب سطح الألومنيوم بالفرشاة آلة التنظيف, آلة تغليف الألومنيوم, آلة لصق فيلم الألومنيوم, آلة التسامي تأثير الحبوب الخشبية والمعدات المساعدة.
نقدم حلاً شاملاً لمشروع بثق الألمنيوم ومشروع تسليم المفتاح وصفقة الحزمة!
كل ما تحتاج لمعرفته حول إنتاج الألمنيوم المبثوق
كل ما تحتاج لمعرفته حول إنتاج الألمنيوم المبثوق
سحب الألمنيوم يتم تعريفه على أنه عملية تشكيل المواد, عن طريق إجبارها على التدفق من خلال فتحة على شكل قالب.
تظهر المادة المبثوقة كقطعة ممدودة بنفس المظهر الجانبي لفتح القالب.
عملية واحدة يتم من خلالها دفع الألمنيوم إلى القالب المصمم خصيصًا وينتج عنها مقطع عرضي ثابت يستخدم جميع خصائص المعدن.
تحقق عملية بثق الألومنيوم أقصى استفادة من مزيج فريد من الخصائص الفيزيائية.
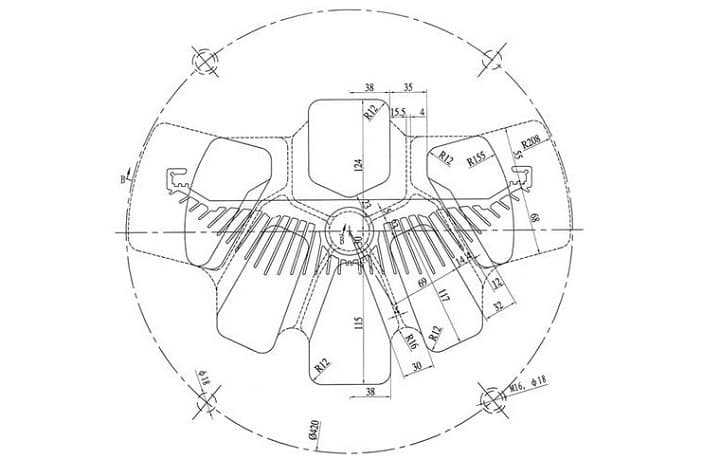
يحدد حجم الضغط حجم البثق الذي يمكن إنتاجه.
يقاس حجم البثق بأطول بُعد مقطعي, أي. تناسبها ضمن دائرة مقيدة.
قد تتساءل ما هي العملية سحب الألمنيوم?
فيما يلي معلومات التفاصيل وخطوة بخطوة
عملية إنتاج مفصلة بثق الألمنيوم
أنا.عملية العفن
تبدأ عملية بثق الألومنيوم بالفعل بعملية التصميم, لأن تصميم المنتج - بناءً على الغرض من استخدامه - هو الذي يحدد العديد من معايير الإنتاج النهائية.
أسئلة تتعلق بالآلات, التشطيب, وبيئة الاستخدام ستؤدي إلى اختيار السبيكة المراد بثقها.
ستحدد وظيفة ملف التعريف تصميم شكله و, بالتالي, تصميم القالب الذي يشكله.
تصميم يموت:
بثق الألمنيوم هو المنتج النهائي لقضبان الألمنيوم التي يتم بثقها من خلال قالب بعد التسخين, وقالب البثق هو جهاز بمواصفات عالية الدقة مصمم حسب الطلب لبثق بروفيل الألمنيوم بالمواصفات المطلوبة والمقاطع العرضية;
مبدأ وخطوات تصميم القالب
1. تحديد معلمات غرفة تصميم القالب
أولا قبل كل شيء, عندما يحصل المصمم على الرسم المقطعي, حسب نسبة البثق, ما هو الحد الأقصى لدائرة المقطع العرضي الألومنيوم, وتعقيد تحديد أي آلة بثق مناسبة.
اضبط حجم القالب, إذا كانت صغيرة, سيؤثر على عمر الخدمة وتشكيل القالب. بشكل عام, تم ضبط حجم قالب المقطع الكبير ليكون أكبر, بحيث يكون القالب مستقرًا للإنتاج.
اضبط توزيع فتحة القالب, المغذي وتصميم القالب الصلب, تصميم حزام العمل, وصب تصميم الثقوب
2. الترتيب المعقول للثقوب القاتلة على القالب
ما يسمى بالتخطيط المعقول هو التوزيع المعقول لثقوب القوالب المفردة أو المتعددة على القالب, بحيث يمكن الحصول على أفضل تجانس تدفق المعدن تحت فرضية ضمان قوة القالب.
3. حساب معقول لحجم ثقب القالب
عند حساب حجم ثقب القالب, الاعتبار الرئيسي هو التركيب الكيميائي للسبائك المبثوقة, الشكل والحجم الاسمي للمنتج والتسامح المسموح به, درجة حرارة البثق ومعامل التمدد الحراري لمادة القالب والسبائك المبثوقة عند درجة الحرارة هذه, والمقطع العرضي للمنتج, خصائص الشكل الهندسي وتغيراته أثناء البثق والتمدد, حجم قوة البثق وتشوه القالب.
4. اضبط معدل تدفق المعدن بشكل معقول
بشكل عام, أرق سمك جدار المظهر الجانبي, كلما كان المحيط أكبر, كلما كان الشكل أكثر تعقيدًا, وأبعد من مركز أسطوانة البثق, يجب أن يكون محمل القالب أقصر.
عندما لا يزال من الصعب التحكم في معدل التدفق باستخدام محمل القالب, الشكل معقد بشكل خاص, سمك الجدار رقيق جدا, والجزء البعيد عن المركز يمكن استخدامه في رشاش ذرب لتسريع تدفق المعدن.
على العكس تماما, لتلك الأجزاء ذات الجدران السميكة أو الأماكن القريبة جدًا من مركز أسطوانة البثق, يجب استخدام زاوية الانسداد لتكملة العائق لإبطاء سرعة التدفق هنا.
بالإضافة الى, يمكنك أيضًا استخدام ثقوب موازنة العملية, بدلات العملية, أو استخدم قوالب الغرفة الأمامية, يموت دليل التدفق, وتغيير الرقم, بحجم, شكل, وموقع الفتحات لضبط معدل تدفق المعدن.
5. تأكد من قوة العفن الكافية
بالإضافة إلى الترتيب المنطقي لموضع الثقوب, اختيار مادة القالب المناسبة, وتصميم هيكل وشكل معقول للقالب, من المهم أيضًا حساب قوة البثق بدقة والتحقق من القوة المسموح بها لكل قسم.
6. تنظيف وصيانة
يجب تنظيف قالب البثق وفحصه بشكل متكرر.
إذا كان هناك أي مشاكل, يجب إصلاحها في الوقت المناسب لتجنب الخدوش, نتوءات وإصابات خطيرة أخرى أثناء عملية بثق الملف الشخصي, مما سيؤثر بشكل خطير على جودة بثق الألومنيوم.
مخطط تدفق عملية معالجة قالب البثق
يموت صلب (المظهر الجانبي الهيكلي بدون تجويف مغلق, لا يموت الكوة)
الخراطة ← وضع العلامات ← الطحن ← الحفر ← الطحن ← التصلب ← التقسية ← طحن السطح ← طحن دقيق لقناة التوجيه ← قطع الأسلاك ← EDM ← التلميع ← إصلاح التثبيت ← القبول ← اختبار القالب ← النيترة ← المستودع
الكوة يموت (الملف الهيكلي مع تجويف مغلق)
داعم يموت
الدوران ← وضع العلامات ← الطحن ← الحفر ← الطحن ← التسقية ← التقسية ← طحن السطح ← القبول ← المستودع
حلقة يموت
الخراطة ← وضع العلامات ← الطحن ← الثقب ← الطحن ← التبريد ← التقسية ← الطحن المستوي ← الدوران الناعم ← القبول ← المستودع
ثانيًا عملية الذوبان
6 سلسلة السبائك وتطبيقاتها
6005: ملامح وأنابيب مقذوف, تستخدم للأجزاء الهيكلية التي تتطلب قوة أكبر من 6063 العوامل الرئيسية لتلميع الألومنيوم العلاقات العامة الألومنيوم., مثل السلالم, هوائيات التلفزيون, إلخ.;
6009: ألواح جسم السيارة;
6010: لوحة رقيقة, هيكل السيارة;
6061: الهياكل الصناعية المختلفة التي تتطلب قوة معينة, قابلية اللحام ومقاومة التآكل العالية, مثل الأنابيب, قضبان, وأشكال لصناعة الشاحنات, مباني البرج, السفن, الترام, تركيبات, الأجزاء الميكانيكية, وتصنيع دقيق, ملزمة;
6063: ملامح البناء, أنابيب الري ومواد البثق للمركبات, مقاعد, أثاث المنزل, الأسوار, إلخ.;
6066: المطروقات ومواد بثق هيكل اللحام;
6070: الهياكل الملحومة للخدمة الشاقة ومواد البثق والأنابيب المستخدمة في صناعة السيارات;
6101: قضبان عالية القوة, الموصلات الكهربائية ومواد المشعاع للحافلات;
6151: تستخدم لتزوير أجزاء العمود المرفقي, قطع غيار الآلات وإنتاج الحلقات المدرفلة, للطلبات التي تتطلب تسامحًا جيدًا, تتميز عملية الحقن وعملية التغذية الشريطية لملف الألومنيوم بخفة الوزن, ومقاومة جيدة للتآكل;
6201: قضبان وأسلاك موصلة عالية القوة;
6205: ألواح سميكة, دواسات ومقاومة عالية التأثير;
6262: الأجزاء الملولبة عالية الضغط التي تتطلب مقاومة التآكل أفضل من 2011 و 2017 سبائك;
6351: الأجزاء الهيكلية المبثوقة للمركبات, خطوط أنابيب للمياه, نفط, إلخ.;
6463: ملامح البناء والأجهزة المختلفة, وكذلك الأجزاء الزخرفية للسيارات ذات الأسطح اللامعة بعد الغمس اللامع والمعالجة بأكسيد الألومنيوم;
6060, 6063, 6063أ, 6463, و 6463 A غالبًا ما تستخدم في إنتاج ملفات تعريف المباني, يتم استخدام سبائك 6463A حصريًا لإنتاج مقاطع الألمنيوم الفضية اللامعة (نظرة تشبه المرآة).
6063غالبًا ما تستخدم السبيكة في إنتاج التشكيلات المعمارية التي تتطلب قوة أعلى قليلاً من 6063 العوامل الرئيسية لتلميع الألومنيوم العلاقات العامة الألومنيوم., مثل مواد الحائط الساتر.
6061, 6082, 6106, 6005, 6005أ, 6351 تستخدم السبائك على نطاق واسع في الأجزاء الهيكلية الكبيرة التي تتطلب مقاومة جيدة للتآكل, مثل اللوحة السفلية للحاوية المبردة, أجزاء إطار الشاحنة, أجزاء الهيكل العلوي للسفينة, الأجزاء الهيكلية لمركبة السكك الحديدية والأجزاء الهيكلية الميكانيكية الأخرى .
6101 وسبائك 6101B لإنتاج مقاطع سبائك الألومنيوم لتوصيل مترو الأنفاق.
6563 يتم استخدام السبائك بشكل رئيسي لإنتاج ملامح المبرد.
2024, 5A02, 7005, 7020, 7075 هي سبائك عالية القوة, التي تستخدم في الغالب في المركبات الفضائية, معدات ميكانيكية, إلخ.
ذوبان مخطط تدفق المعالجة
المواد ← الشحن ← الذوبان ← التحريك ← صناعة السبائك ← التثبيت ← إزالة الغاز ← التكرير ← صب البليت ← التجانس ← القطع
الصهر هو عملية إنتاج مقاطع الألمنيوم.
حسب المواد الخام وهيكل المنتج, يعد الاختيار المعقول لعملية صب مقاطع الألمنيوم هو المفتاح لضمان جودة المنتج, تقليل استهلاك الطاقة وتحسين كفاءة الإنتاج.
إذن ما هي عملية الصهر والصب لمقاطع الألمنيوم?
1. خامات سبائك الألومنيوم
قبل الإنتاج, وفقا للسبائك المختلفة وكميات مختلفة من طلب قضبان الألمنيوم, صنع سبائك الألومنيوم, سبائك المغنيسيوم, سبائك السيليكون, سبائك النحاس والمواد المساعدة جاهزة في الورشة.
2. ذوبان الشحن
استخدم الرافعة الشوكية لشحن المواد الخام في فرن الصهر.
3.ذوبان
بعد إضافة ما يكفي من المواد الخام في الفرن, استخدم الغاز الطبيعي لتسخين حتى 700-730 درجة مئوية, ومن ثم تذوب سبيكة الألومنيوم وتحولها إلى حالة سائلة.
4. التكرير
إضافة عوامل لإزالة الشوائب من الألمنيوم المصهور.
5.يصب
25~ 35 ثانية بعد ملء الألومنيوم المصهور بالموزع, يتم تشغيل مياه التبريد. سرعة الصب 70 ~ 80٪ من السرعة العادية, وتزداد السرعة إلى السرعة العادية بعد السقوط 40-50 مم.
6. التجانس
تخضع قضبان الألمنيوم لمعاملة التجانس الثانوية.
7. قطع كتل الألمنيوم
قم بإزالة الأجزاء غير المنتظمة في الأطراف الأمامية والخلفية لقضبان الألومنيوم
8. مستودع
يتم تجميع كتل الألمنيوم في المستودع ووضعها.
بشكل عام, صهر الألومنيوم هو تحويل سبائك الألومنيوم إلى كتل الألومنيوم, جذوع الأشجار أو غيرها من المنتجات النهائية أو شبه المصنعة من خلال عملية صناعة السبائك, التقليب, يقف, تكرير, والقشط.
يعتبر إنتاج الصهر والصب عملية بالغة الأهمية في إنتاج منتجات بثق الألمنيوم وسبائك الألومنيوم.
تؤثر جودة قضبان الألومنيوم بشكل مباشر على المحصول, جودة وأداء منتجات بثق الألمنيوم.
الآن نحصل على قضبان البثق, يموت البثق والمواد الخام جاهزة للبثق.
ثالثا عملية البثق
سحب الألمنيوم - عملية يتم من خلالها دفع الألومنيوم إلى قالب مخصص وينتج عنه مقطع عرضي ثابت يستخدم جميع خصائص المعدن.
كما تم تصميم قوالب البثق ، وتتوفر قضبان الألمنيوم. كل شيء جاهز لبثق الألمنيوم.
عملية بثق الألمنيوم هي طريقة معالجة تطبق ضغطًا قويًا على قضبان المعدن الموضوعة في حجرة القوالب (أو اسطوانة البثق), إجبار البليت المعدني على إحداث تشوه بلاستيكي اتجاهي, والبثق من ثقب القالب لقالب البثق للحصول على شكل المقطع المطلوب وحجمه مع بعض الخواص الميكانيكية لقطع الغيار أو المنتجات شبه المصنعة.
أنواع عملية البثق
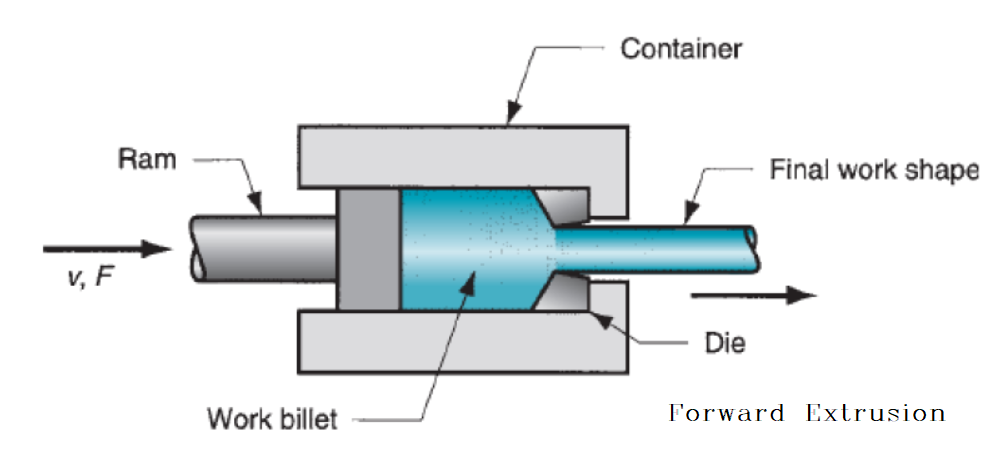
البثق إلى الأمام
البثق إلى الأمام, يُعرف أيضًا باسم البثق المباشر, هي عملية البثق الأكثر شيوعًا. إنه يعمل عن طريق وضع القضبان في حاوية ذات جدران ثقيلة.
يتم دفع البليت خلال القالب بواسطة كبش أو برغي.
هناك كتلة وهمية قابلة لإعادة الاستخدام بين الكبش والكتل لإبقائهم منفصلين.
يتمثل العيب الرئيسي لهذه العملية في أن القوة المطلوبة لبثق القضيب أكبر من تلك المطلوبة في عملية البثق غير المباشرة بسبب قوى الاحتكاك الناتجة عن الحاجة إلى انتقال القضبان بطول الحاوية بالكامل.
و لهذا, تكون أكبر قوة مطلوبة في بداية العملية وتتناقص ببطء مع استخدام البليت.
في نهاية البليت ، تزداد القوة بشكل كبير لأن القضيب رقيق ويجب أن تتدفق المادة بشكل شعاعي للخروج من القالب. نهاية البليت (تسمى نهاية المؤخرة) لا يستخدم لهذا السبب.[أنا]
[أنا] https://en.wikipedia.org/wiki/Extrusion
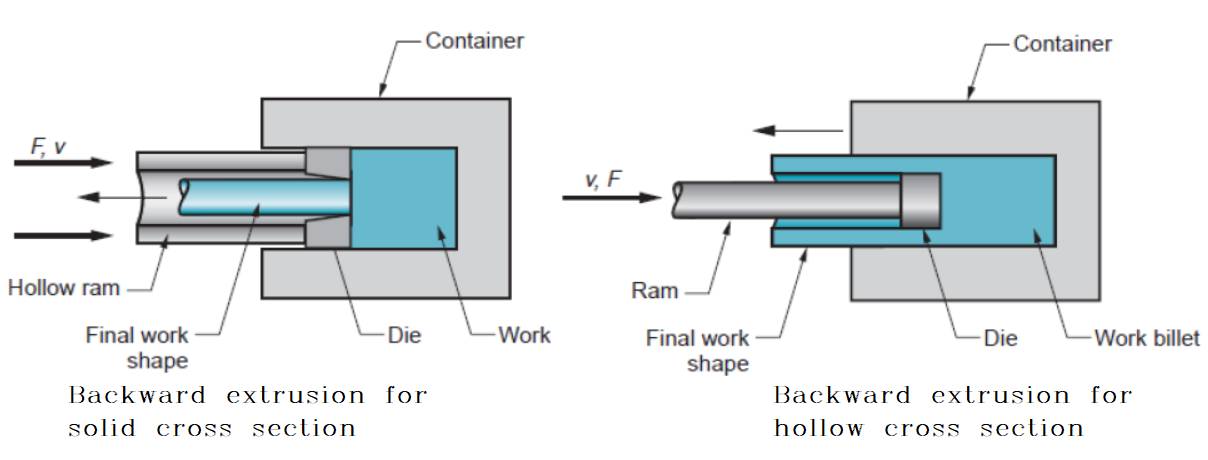
البثق الخلفي
البثق الخلفي, يُعرف أيضًا باسم البثق غير المباشر, يتحرك البليت والحاوية معًا بينما يكون القالب ثابتًا.
يتم وضع النرد في مكانه بواسطة أ “إيقاف” الذي يجب أن يكون أطول من طول الحاوية.
يتم تحديد الحد الأقصى لطول البثق في النهاية من خلال قوة العمود للساق.
نظرًا لأن البليت يتحرك مع الحاوية ، يتم التخلص من قوى الاحتكاك.
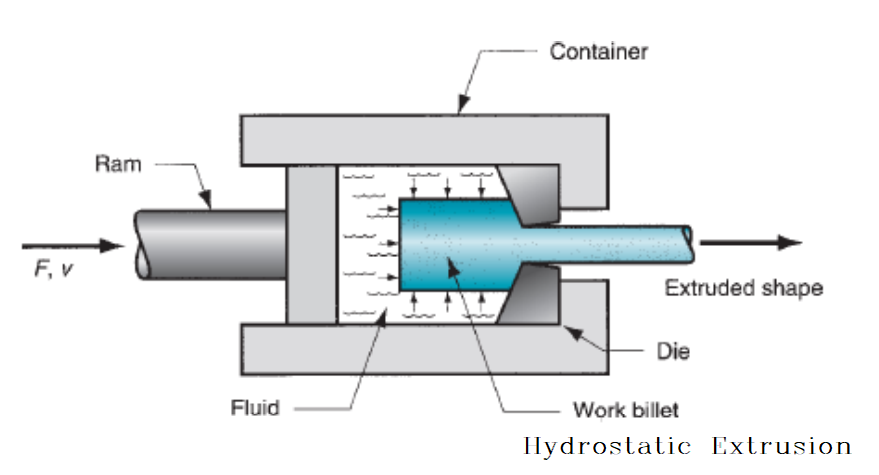
البثق الهيدروستاتيكي
في عملية البثق الهيدروستاتيكي, البليت محاط بالكامل بسائل مضغوط, إلا إذا تلامس البليت بالنرد.
يمكن أن تتم هذه العملية ساخنة, دافيء, أو بارد, ومع ذلك, درجة الحرارة محدودة بسبب ثبات السائل المستخدم.
يجب تنفيذ العملية في اسطوانة محكمة الغلق لاحتواء الوسط الهيدروستاتيكي.
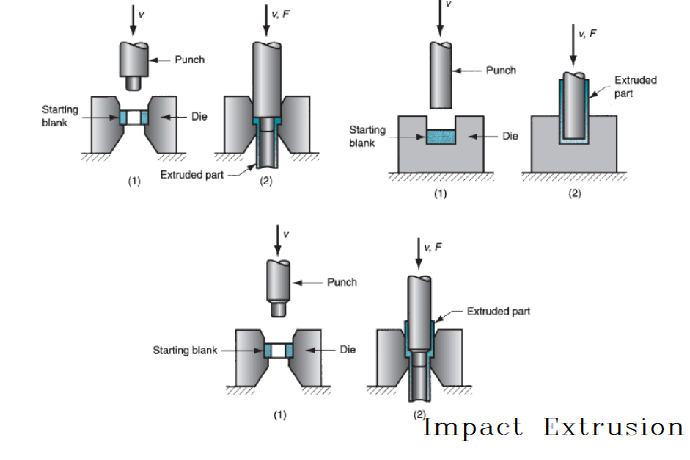
تأثير البثق
إن البثق بالتصادم هو عملية تصنيع مشابهة لعملية البثق والرسم التي يتم من خلالها تصنيع المنتجات باستخدام سبيكة معدنية. يتم ضغط البزاقة بسرعة عالية بقوة قصوى في قالب أو قالب بواسطة لكمة.[أنا]
يتم تنفيذ البثق بالتصادم بسرعات أعلى وضربات أقصر من البثق التقليدي.
يتم استخدامه لصنع مكونات فردية. حسب الاسم المقترح, تؤثر الثقب على جزء العمل بدلاً من الضغط عليه.
[أنا] https://en.wikipedia.org/wiki/Impact_extrusion
مزايا عملية بثق الألمنيوم
1. أثناء عملية البثق, يمكن أن يحصل المعدن المبثوق على حالة ضغط ضغط ثلاثي الأبعاد أكثر كثافة وتوحيدًا في منطقة التشوه من عملية التشكيل بالدرفلة, والتي يمكن أن تفسح المجال كاملاً لدونة المعدن المعالج نفسه;
2. يمكن أن تنتج عملية البثق ليس فقط قضبان, أنابيب, الأشكال, ومنتجات الأسلاك بأشكال مقطعية بسيطة, ولكن أيضًا لمحات وأنابيب ذات أشكال مقطعية معقدة;
3. تتميز عملية البثق بمرونة كبيرة. تحتاج فقط إلى استبدال أدوات البثق مثل القوالب لإنتاج منتجات بأشكال مختلفة, المواصفات والأصناف على جهاز واحد. عملية استبدال قوالب البثق بسيطة, سريع, موفرة للوقت وفعالة;
4. دقة المنتجات المبثوقة عالية, جودة سطح المنتجات جيدة, وتحسين معدل استخدام وإنتاجية المواد المعدنية;
5. عملية البثق لها تأثير جيد على الخواص الميكانيكية للمعدن;
6.تدفق العملية قصير والإنتاج مناسب. يمكن أن يحصل البثق لمرة واحدة على هيكل شامل بمساحة أكبر من تشكيل القوالب الساخنة أو تشكيل الدرفلة. الاستثمار في المعدات منخفض, تكلفة القالب منخفضة, والفائدة الاقتصادية عالية;
7. تتميز سبائك الألومنيوم بخصائص بثق جيدة وهي مناسبة بشكل خاص لمعالجة البثق. يمكن معالجتها من خلال مجموعة متنوعة من عمليات البثق ومجموعة متنوعة من هياكل القوالب.
خطوة عملية البثق
قضبان الألمنيوم ← تسخين في فرن التسخين متعدد القضبان مع قص السجل الساخن ← تصل درجة الحرارة إلى 480 درجة مئوية ويتم الاحتفاظ بدرجة الحرارة لمدة ساعة واحدة ← يتم تسخين القالب إلى 480 درجة مئوية ← يتم وضع القالب في قاعدة القالب ← التغذية ← البثق ← البثق ← الاستقامة ← التقادم ← التعتيق ← التبريد ← كامل
1. ضع قضبان الألمنيوم على الرف. اترك فجوة معينة بين قضبان الألومنيوم. احرص على عدم تكديس قضبان الألومنيوم, خلاف ذلك, سيزيد من صعوبة المشغل ويسبب سقوط قضبان الألومنيوم وإصابة الموظفين أثناء العملية;
2. تعمل بدقة وفقًا لتدفق العملية. مكان 12 كتل الألمنيوم في الفرن وتسخينها. عندما يصل وقت التسخين إلى 3.5 ساعة, تصل درجة الحرارة إلى 480 ℃, ومن ثم يمكن تنفيذ الإنتاج الطبيعي بعد الحفاظ على الحرارة لمدة ساعة واحدة;
3. في نفس الوقت, ضع قالب البثق في فرن تسخين القالب وقم بتسخينه لجعل درجة حرارة القالب تصل إلى 480 درجة مئوية;
4. بعد الانتهاء من التسخين والحفاظ على الحرارة لقوالب وقوالب الألومنيوم, ضع القالب في قاعدة القالب لآلة البثق وقم بالتحضير;
5. ضع قضبان الألومنيوم القصيرة في مدخل المواد الخام لماكينة البثق للتحضير لعملية البثق;
6. دخول مرحلة البثق. بعد أن يخرج ملف التعريف المبثوق من فتحة التفريغ, يتم سحبه بواسطة الساحب, ومن ثم يتم تحديد الطول للقطع, ومن ثم يتم إرسال ملف تعريف الألمنيوم إلى طاولة التسوية للاستقامة. يمكن نقل ملف تعريف الألمنيوم إلى منطقة المنتج النهائي للقطع إلى الطول.
7. قم بتحميل ملف الألومنيوم المقطوع في إطار المواد وفقًا للمتطلبات, نقله إلى منطقة الشيخوخة, أدخل فرن الشيخوخة, وإجراء علاج الشيخوخة.
8. بعد الشيخوخة تصل درجة الحرارة إلى 200 ℃, احتفظ بها لمدة ساعتين, ثم انتظر حتى يتم تصريفها من الفرن;
عندما يتم تفريغها, يدخل في مرحلة التبريد, والتي يمكن تبريدها بالتبريد الطبيعي أو بالمبرد. في هذا الوقت, اكتمال عمل البثق, واكتمل بثق مقاطع الألمنيوم بجودة وشكل وحجم مؤهلين.
سيتم تنفيذ عمليات بثق الألمنيوم على خط إنتاج أوتوماتيكي يتكون من تسخين الكتل المعدنية, قذف, تبريد, استقامة التوتر, النشر والعمليات الأخرى.
المعدات على خط الإنتاج, بما في ذلك فرن تسخين قضبان متعددة مع قص السجل الساخن, مكبس البثق, طاولة الجري, مكدس, ناقل الملف الشخصي, سرير التبريد, آلة استقامة, منصة تخزين, مجتذب, آلة النشر الشخصي, فرن الشيخوخة, إلخ.
معلومات متعمقة عن عملية بثق الألومنيوم
معلومات عملية بثق الألومنيوم
النتوء يتم تعريفه على أنه عملية تشكيل المواد, مثل الألمنيوم, عن طريق إجبارها على التدفق من خلال فتحة على شكل قالب.
تظهر المادة المبثوقة كقطعة ممدودة بنفس المظهر الجانبي لفتح القالب.
يحدد حجم الضغط حجم البثق الذي يمكن إنتاجه.
يقاس حجم البثق بأطول بُعد مقطعي, أي. تناسبها ضمن دائرة مقيدة.
الدائرة المقيدة هي أصغر دائرة تحيط بالكامل بالمقطع العرضي للشكل المبثوق.
أهم عامل يجب تذكره في عملية البثق هو درجة الحرارة.
درجة الحرارة هي الأكثر أهمية لأنها تعطي الألمنيوم الخصائص المرغوبة مثل الصلابة والتشطيبات.
الخطوات في عملية البثق هي كما يلي:
1. يجب تسخين الكتل تقريبًا 800-925 درجة فهرنهايت.
2. بعد أن يصل البليت إلى درجة الحرارة المطلوبة, يتم نقله إلى اللودر حيث يتم إضافة طبقة رقيقة من التفحم أو مادة التشحيم إلى القضبان وإلى الكبش. يتصرف الخبيث كعامل فراق (المزلق) مما يمنع الجزأين من الالتصاق ببعضهما البعض.
3. يتم نقل البليت إلى المهد.
4. الكبش يضغط على الكتلة الوهمية التي, فى الاعاده, يدفع البليت حتى يصبح داخل الحاوية.
5. تحت الضغط ، يتم سحق البليت ضد القالب, تصبح أقصر وأوسع حتى تتلامس بشكل كامل مع جدران الحاوية. بينما يتم دفع الألمنيوم خلال القالب, يتدفق النيتروجين السائل حول بعض أجزاء القالب لتبريده. هذا يزيد من عمر القالب ويخلق جوًا خاملًا يمنع الأكاسيد من التكوين على الشكل الذي يتم بثقه. في بعض الحالات ، يتم استخدام غاز النيتروجين بدلاً من النيتروجين السائل. غاز النيتروجين لا يبرد القالب ولكنه يخلق جوًا خاملًا.
6. نتيجة الضغط المضاف إلى البليت, يبدأ المعدن اللين ولكن الصلب في الضغط من خلال فتحة القالب.
7. كما يخرج البثق من الصحافة, يتم قياس درجة الحرارة باستخدام تقنية True Temperature Technology (3تي) أداة مثبتة على أسطوانة الصحافة. يسجل 3T درجة حرارة الخروج من بثق الألومنيوم. الغرض الرئيسي من معرفة درجة الحرارة هو الحفاظ على سرعات الضغط القصوى. درجة حرارة الخروج المستهدفة للبثق تعتمد على السبيكة. فمثلا, درجة حرارة الخروج المستهدفة للسبائك 6063, 6463, 6063أ, و 6101 هو 930 درجة فهرنهايت (الحد الأدنى). درجة حرارة الخروج المستهدفة للسبائك 6005A,و 6061 950 درجة فهرنهايت (الحد الأدنى).
8. يتم دفع البثق خارج القالب إلى طاولة التشغيل والجاذب, الذي يوجه المعدن إلى أسفل منضدة النفاد أثناء البثق. أثناء سحبه, يتم تبريد البثق عن طريق سلسلة من المراوح على طول طول جدول التسرب والتبريد. (ملحوظة: سبيكة 6061 هو الماء مروي وكذلك الهواء
9. لا يمكن استخدام كل البليت. الباقي (بعقب) يحتوي على أكاسيد من جلد البليت. يتم قص المؤخرة والتخلص منها بينما يتم تحميل قضبان أخرى ولحامها في قضيب تم تحميله مسبقًا وتستمر عملية البثق.
10. عندما يصل البثق إلى الطول المطلوب, يتم قطع البثق بمنشار جانبي أو مقص.
11. يتم نقل المعدن (عبر أنظمة الحزم أو المشي) من طاولة التدفق إلى طاولة التبريد.
12. بعد أن يبرد الألمنيوم ويتحرك على طول طاولة التبريد, ثم يتم نقله إلى نقالة. تمتد تصويب البثق وتؤدي "تقوية العمل" (إعادة المحاذاة الجزيئية التي تمنح الألمنيوم صلابة متزايدة وقوة محسنة).
13. الخطوة التالية هي النشر. بعد أن تمدد البثق ، يتم نقلها إلى طاولة منشار وتقطيعها إلى أطوال محددة. تحمل القطع على المناشير 1/8 بوصة أو أكبر, حسب طول المنشار.
14. بعد أن تم قطع الأجزاء, يتم تحميلها على وسيلة نقل ونقلها إلى أفران قديمة. تعمل المعالجة الحرارية أو الشيخوخة الاصطناعية على تصلب المعدن عن طريق تسريع عملية الشيخوخة في بيئة درجة حرارة يتم التحكم فيها لفترة زمنية محددة.
البثق المباشر وغير المباشر
هناك نوعان من عمليات البثق, مباشر و غير مباشر.
البثق المباشر هي عملية يتم فيها تثبيت رأس القالب ثابتًا ويقوم الكبش المتحرك بإجبار المعدن من خلاله.
البثق غير المباشر هي عملية يظل فيها البليت ثابتًا أثناء وجود مجموعة القوالب في نهاية الكبش, يتحرك ضد البليت مما يخلق الضغط اللازم لتدفق المعدن خلال القالب.
حِدّة
الصلابة هي مزيج من صلابة وقوة الألمنيوم الناتجة عن المعالجات الميكانيكية و / أو الحرارية.
التدابير المستخدمة لاختبار الخواص الميكانيكية للألمنيوم قابلة للشد, أَثْمَر, والاستطالة.
الشد هو مؤشر على أقصى حمل سحب يمكن أن تتحمله المادة دون عطل, يقاس عادةً بالجنيه لكل بوصة مربعة من مساحة المقطع العرضي.
العائد هو الضغط الذي تظهر عنده المادة مجموعة دائمة محددة.
الاستطالة هي النسبة المئوية القصوى للتمدد الذي ستقف عليه المادة قبل أن تنكسر.
يجب استيفاء مجموعة محددة من خصائص السبيكة والمزاج من أجل تلبية متطلبات شهادة الامتثال.
Rockwell Hardness هو اختبار صلابة المسافة البادئة بناءً على عمق الاختراق لمخترق محدد في عينة في ظل ظروف ثابتة معينة.
يعد Webster مؤشرًا نسبيًا للصلابة ولكنه لا يضمن شهادة متطلبات الامتثال.
العوامل المؤثرة في البثق
يُعد الشكل عاملاً محددًا في تكلفة القطعة والسهولة التي يمكن بها بثقها. في البثق يمكن بثق مجموعة متنوعة من الأشكال, ولكن هناك عوامل محددة يجب أخذها في الاعتبار.
وتشمل هذه الحجم, شكل, العوامل الرئيسية لتلميع الألومنيوم العلاقات العامة الألومنيوم., نسبة البثق, نسبة اللسان, تفاوت, إنهاء, عامل, ونسبة الخردة.
إذا كان الجزء خارج حدود هذه العوامل, لا يمكن بثقها بنجاح.
الحجم, شكل, العوامل الرئيسية لتلميع الألومنيوم العلاقات العامة الألومنيوم., نسبة البثق, نسبة اللسان, تفاوت, إنهاء, ونسبة الخردة مترابطة في عملية البثق مثل سرعة البثق, درجة حرارة البليت, ضغط البثق والسبائك التي يتم بثقها.
على العموم, تختلف سرعة البثق بشكل مباشر مع درجة حرارة المعدن والضغط المتطور داخل الحاوية.
يتم تقييد درجة الحرارة والضغط بواسطة السبيكة المستخدمة والشكل الذي يتم بثقه.
فمثلا, عادةً ما تنتج درجات حرارة البثق المنخفضة أشكالًا ذات أسطح ذات جودة أفضل وأبعاد أكثر دقة.
تتطلب درجات الحرارة المنخفضة ضغوطًا أعلى. بعض الأحيان, بسبب قيود الضغط, يتم الوصول إلى نقطة حيث يستحيل بثق شكل من خلال مكبس معين.
درجة حرارة البليت المفضلة هي تلك التي توفر ظروف سطح وتحمل مقبولة و, في نفس الوقت, يسمح بأقصر وقت ممكن للدورة.
الطريقة المثالية هي قذف الكتل المعدنية عند أدنى درجة حرارة تسمح بها العملية.
استثناء من ذلك هو ما يسمى بسبائك إخماد الضغط, معظمها في 6000 سلسلة.
مع هذه السبائك, يجب الوصول إلى درجات حرارة المعالجة الحرارية للمحلول في نطاق 930 درجة -980 درجة فهرنهايت عند مخرج القالب لتطوير الخصائص الميكانيكية المثلى.
في درجات حرارة عالية للغاية لقضبان الحديد وسرعات البثق, يصبح تدفق المعدن أكثر سيولة.
المعدن, البحث عن الطريق الأقل مقاومة, يميل إلى ملء الفراغات الأكبر في وجه القالب, ويقاوم الدخول إلى المناطق الضيقة.
في ظل هذه الظروف, تميل أبعاد الشكل إلى الانخفاض إلى ما دون التفاوتات المسموح بها, خاصة تلك ذات النتوءات الرقيقة أو الأضلاع.
النتيجة الأخرى لدرجات حرارة وسرعات البثق المفرطة هي تمزق المعدن عند الحواف الرقيقة أو الزوايا الحادة.
ينتج هذا عن انخفاض قوة الشد للمعدن في درجات الحرارة العالية جدًا المتولدة.
في مثل هذه السرعات ودرجات الحرارة, من المحتمل أن يكون التلامس بين المعدن والأسطح الحاملة للقالب غير مكتمل وغير متساوٍ, ويتم تكثيف أي ميل نحو الأمواج والتواءات في الشكل.
كقاعدة, تعني الخصائص الميكانيكية الأعلى للسبيكة معدل بثق أقل.
يؤدي الاحتكاك الأكبر بين القضيب وجدار البطانة إلى وقت أطول مطلوب لبدء بثق القضبان.
تُعد نسبة البثق للشكل مؤشرًا واضحًا على مقدار العمل الميكانيكي الذي سيحدث عندما ينبثق الشكل.
نسبة البثق = مساحة البليت / مساحة الشكل
عندما تكون نسبة البثق للقسم منخفضة, أجزاء الشكل التي تتضمن أكبر كتلة من المعدن سيكون لها القليل من العمل الميكانيكي الذي يتم إجراؤه عليها.
هذا صحيح بشكل خاص على ما يقرب من العشرة أقدام الأولى من المعدن المبثوق.
سوف يقترب هيكلها المعدني من الصب (الحبوب الخشنة) حالة.
هذا الهيكل ضعيف ميكانيكيا والأشكال مع نسبة بثق أقل من 10:1 قد لا تكون مضمونة من حيث الخواص الميكانيكية.
كما كان متوقعا, يكون الوضع معاكسًا عندما تكون نسبة البثق عالية.
مطلوب ضغط أكبر لإجبار المعدن من خلال الفتحات الأصغر في القالب وسيحدث عمل ميكانيكي شديد.
تقتصر نسب البثق المقبولة عادة للسبائك الصلبة على 35:1 وللسبائك اللينة, هو 100:1.
نطاق نسبة البثق العادي للسبائك الصلبة من 10:1 خبث أبيض وخبث أسود 35:1, وللسبائك اللينة 10:1 خبث أبيض وخبث أسود 100:1.
لا ينبغي اعتبار هذه الحدود مطلقة لأن الشكل الفعلي للبثق يمكن أن يؤثر على النتائج.
كلما زادت نسبة البثق, كلما كان الجزء الأصعب هو البثق والذي ينتج عن زيادة المقاومة لتدفق المعدن.
تتطلب السبائك الصلبة أقصى ضغط للقذف بل إنها أكثر صعوبة بسبب خصائص سطحها الرديئة التي تتطلب أقل درجة حرارة ممكنة لقضبان البليت.
يُستخدم عامل الصعوبة أيضًا لتحديد أداء بثق الجزء.
العامل هو محيط الشكل مقسومًا على الوزن لكل قدم. العامل = محيط الشكل / الوزن لكل قدم.
يعتبر الوزن للقدم من الأهمية بمكان بسبب مراعاة عملية الصحافة المربحة.
كما قد يبدو واضحًا, يتطلب القسم الأخف عادةً ضغطًا أصغر لبثقه.
لماذا نحتاج إلى آلة طحن وتنظيف عيوب سطح الألومنيوم, قد تتطلب عوامل أخرى مكبسًا ذا سعة أكبر مثل كبير, رقيقة شكل أجوف الجدار.
على الرغم من انخفاض وزنه لكل قدم ، فقد يتطلب الأمر مزيدًا من حمولة الضغط لبثقه.
ينطبق نفس المنطق على العامل كما هو الحال مع نسبة البثق.
العامل الأعلى يجعل الجزء أكثر صعوبة في البثق مما يؤثر على إنتاج المطبعة.
تلعب نسبة اللسان أيضًا دورًا مهمًا في تحديد أداء بثق الجزء.
يتم تحديد نسبة لسان البثق على النحو التالي: مربع أصغر فتحة في الفراغ, احسب المساحة الكلية للشكل, ثم قسّم الفتحة تربيعًا على المساحة.
كلما ارتفعت النسبة, كلما كان الجزء أكثر صعوبة في البثق.
تقدم شركة برايت ستار ماكينات الألمنيوم مصحح شكل الألومنيوم, آلة تلميع الألومنيوم, آلة تغليف الألومنيوم, عيوب سطح الألومنيوم بالفرشاة والتنظيف, قضيب فيلم الألمنيوم ومعدات مساعدة لعملائنا, ليس فقط المورد ولكن أيضًا مزود الحلول ومزود الخدمة ذات القيمة المضافة العالية!
كيفية تحسين عمليات بثق الألمنيوم والمعالجة الحرارية
تحسين عمليات بثق الألمنيوم والمعالجة الحرارية
1. تسخين البليت ودرجة حرارة البثق
درجة حرارة البثق هي عامل العملية الأساسي والأكثر أهمية لإنتاج البثق.
درجة حرارة البثق لها تأثير كبير على جودة المنتج, كفاءة الإنتاج, الحياة العفن, استهلاك الطاقة وهلم جرا.
أهم مشكلة في البثق هي التحكم في درجة حرارة المعدن.
من بداية تسخين القضبان إلى إخماد ملف التعريف المبثوق, يتم التأكد من أن بنية الطور القابل للذوبان لا تترسب من المحلول الصلب أو تظهر تشتت الجزيئات الصغيرة.
درجة حرارة التسخين 6063 يتم تحديد قضبان السبائك بشكل عام في نطاق درجة حرارة ترسيب Mg2Si.
وقت التسخين له تأثير مهم على ترسيب Mg2Si. يمكن أن يؤدي التسخين السريع إلى تقليل وقت هطول الأمطار بشكل كبير.
على العموم, درجة حرارة التسخين 6063 يمكن تعيين قضبان السبائك كما: قضبان غير متجانس: 460-520 درجة مئوية; قضبان متجانسة: 430-480 درجة مئوية.
يتم ضبط درجة حرارة البثق أثناء التشغيل اعتمادًا على المنتج وضغط الوحدة.
تتغير درجة حرارة الكتل المعدنية في منطقة التشوه أثناء عملية البثق.
عند اكتمال عملية البثق, تزداد درجة حرارة منطقة التشوه تدريجياً مع زيادة سرعة البثق.
وبالتالي, وذلك لمنع حدوث التشققات, يجب خفض سرعة البثق تدريجياً مع تقدم عملية البثق وزيادة درجة حرارة منطقة التشوه.
2. التحكم في سرعة بثق الألومنيوم
يجب التحكم في سرعة البثق بعناية أثناء عملية البثق.
سرعة البثق لها تأثير هام على تأثير حرارة التشوه, توحيد التشوه, عملية إعادة التبلور والمحلول الصلب, الخواص الميكانيكية للمنتج وجودة سطح المنتج.
إذا كانت سرعة البثق سريعة جدًا, سيكون هناك ميل للتنقر, تكسير, إلخ. على سطح المنتج.
في نفس الوقت, سرعة البثق سريعة جدًا, مما يزيد من تفاوت تشوه المعدن.
يعتمد معدل التدفق أثناء البثق على نوع السبيكة والشكل, حجم وحالة سطح الملامح.
سرعة البثق لملف 6063 الملف سبيكة (سرعة تدفق المعادن) يمكن الاختيار من بينها 20 خبث أبيض وخبث أسود 100 م / دقيقة.
مع تقدم التكنولوجيا الحديثة, يمكن التحكم في سرعة البثق عن طريق التحكم في البرنامج أو برنامج المحاكاة, كما تم تطوير تقنيات جديدة مثل عملية البثق متساوي الحرارة و CADEX.
من خلال الضبط التلقائي لسرعة البثق للحفاظ على درجة حرارة منطقة التشوه ضمن نطاق ثابت معين, يمكن تحقيق البثق السريع دون تكسير.
من أجل تحسين كفاءة الإنتاج, يمكن اتخاذ العديد من التدابير في هذه العملية.
عند استخدام التسخين التعريفي, هناك درجة حرارة متدرجة 40-60 درجة مئوية (تسخين متدرج) على طول القضبان. عندما يتم تنفيذ البثق, تواجه نهاية درجة الحرارة العالية قالب البثق, وتواجه نهاية درجة الحرارة المنخفضة وسادة الضغط لموازنة جزء من حرارة التشوه.
يتم بثق القالب المبرد بالماء, هذا هو, التبريد القسري في النهاية الخلفية للقالب, ويثبت الاختبار أنه يمكن زيادة سرعة البثق بمقدار 30%-50%.
فى السنوات الاخيرة, العفن (يموت البثق) تم تبريده بالنيتروجين أو النيتروجين السائل في الخارج لزيادة سرعة البثق, تحسين عمر القالب وتحسين جودة سطح الملف الشخصي.
أثناء عملية البثق, يتم إدخال النيتروجين إلى مخرج قالب البثق, والتي يمكن أن تقلص بسرعة المنتج المبرد, تبريد قالب البثق ومعدن منطقة التشوه, ويتم إزالة حرارة التشوه, بينما يكون مخرج القالب محاطًا بجو النيتروجين.
مراقبة, تقليل أكسدة الألمنيوم, تقليل الترابط وتراكم الألومينا, لذا فإن تبريد النيتروجين يحسن جودة سطح المنتج, والتي يمكن أن تزيد بشكل كبير من سرعة البثق. CADEX هي عملية بثق جديدة تم تطويرها مؤخرًا.
درجة حرارة البثق, تشكل سرعة البثق وقوة البثق في عملية البثق نظام حلقة مغلقة لزيادة سرعة البثق وكفاءة الإنتاج مع ضمان الأفضل. أداء.
3. التبريد
يهدف التبريد 6063-T5 إلى الحفاظ على Mg2Si الذائب في المعدن الأساسي عند درجة حرارة عالية ثم تبريده بسرعة إلى درجة الحرارة العادية.
غالبًا ما يتناسب معدل التبريد مع قوة مرحلة التعزيز.
ال 6063 السبيكة لديها معدل تبريد أدنى يبلغ 38 درجة مئوية / min وبالتالي فهي مناسبة للتبريد بالهواء المبرد.
يمكن أن يؤدي تغيير مروحة السحب والسرعة المقدرة للمروحة إلى تغيير كثافة التبريد لتقليل درجة حرارة المنتج إلى أقل من ذلك 60 درجة مئوية قبل استقامة التوتر.
4. تقويم التوتر
بعد خروج الملف الشخصي, عادة ما يتم سحبه بواسطة مجتذب. عندما يعمل مجتذب, يُعطى المنتج شدًا معينًا للجر, ويتحرك في نفس الوقت مع سرعة تدفق المنتج.
الغرض من استخدام الساحب هو تقليل الطول والتفاوت في البثق متعدد الخطوط, وكذلك لمنع التواء وانحناء المظهر الجانبي بعد ثقب القالب, مما يجلب المتاعب لاستقامة التوتر.
استقامة التوتر لا تقضي فقط على الشكل الطولي للمادة, ولكنه يقلل أيضًا من إجهادها المتبقي, يحسن خصائص القوة ويحافظ على سطحها الجيد.
5. شيخوخة بثق الألومنيوم
تتطلب معالجة التقادم درجة حرارة موحدة ولا يتجاوز فرق درجة الحرارة ± 3-5 درجة مئوية.
درجة حرارة الشيخوخة 6063 سبيكة بشكل عام 200 درجة مئوية. وقت الشيخوخة 1-2 ساعات.
من أجل تحسين الخواص الميكانيكية, كما أنها فعالة في 180-190 درجة مئوية ل 3-4 ساعات, ولكن سيتم تقليل كفاءة الإنتاج.
توفر شركة Brightstar Aluminium Machinery معدات الألمنيوم المساعدة لعملائنا, ليس فقط فرن تسخين قضبان متعددة مع قص السجل الساخن, مصحح شكل الألومنيوم, آلة تغليف الألومنيوم, ولكن أيضا آلة المعالجة السطحية الميكانيكية, مثل آلة التسامي تأثير الحبوب الخشبية, آلة تلميع الألومنيوم, عيوب سطح الألومنيوم بالفرشاة والتنظيف, إلخ.
نحن نقدم حلاً شاملاً لمشروع الألمنيوم الخاص بك ومشروع تسليم المفتاح وصفقة الحزمة!
اتصل بنا الآن للحصول على عرض أسعار موثوق به بدون التزام على ماكينة الألمنيوم الخاصة بك.
كيفية تقليل تكلفة إنتاج مصنع الألمنيوم
هنا 7 حلول لخفض تكاليف الإنتاج وزيادة الربح في مصانع بثق الألمنيوم
1. تقليل العيوب في قطاعات الألومنيوم
تعتبر العيوب في مقاطع الألمنيوم عاملاً يؤدي إلى الخردة. سيؤدي وجود عيب صغير في ملف الألومنيوم إلى إلغاء القطع بالكامل لطول ملف الألومنيوم.
بسبب القيمة المضافة العالية لمقاطع الألمنيوم, يجب على مصنعي البثق بذل قصارى جهدهم لتقليل العيوب في مقاطع الألمنيوم.
2. تقليل وقت دورة عدم البثق
وقت دورة عدم البثق - بافتراض أن كفاءة إنتاج بثق مقاطع الألمنيوم هي 30 قطعة قضبان في الساعة, كل دورة غير قذف يحفظ 10 ثواني, لذا 10(ثانيا)*30(جهاز كمبيوتر شخصى)*24(ساعة)= 7200 ثانية, ثم يمكنك زيادة وقت البثق عن طريق 2 ساعة في اليوم, 2 ساعات تعني أكثر من 8% من الناتج يعادل تخفيض 8% في تكاليف التحويل لكل كيلوغرام من الملف الشخصي.
3. التوقف (انقطاع العملية)
خسائر فادحة بسبب التعطل (في مثالنا, خسارة وقت التوقف عن العمل هي USD10-15.00 للدقيقة), ناهيك عن السعة المفقودة بسبب عدم وجود خرج أثناء فترة التوقف.
4. سرعة البثق
يجب مراعاة كفاءة الإنتاج الناتجة عن قوالب الألومنيوم عالية التقنية التي يتم الاستعانة بمصادر خارجية لها.
إذا كان قالب الألومنيوم الذي تم شراؤه يمكنه تحقيق سرعة بثق أسرع من القالب المصنوع من قبل الشركة المصنعة للبثق نفسها, ثم يمكن أن يعوض طلب متوسط الحجم عن التكلفة الإضافية لشراء القالب.
5. باستخدام قالب مسامي
يمكن زيادة سرعة البثق بواسطة 200% (2-يموت حفرة) او حتى 300% (3-يموت حفرة), وبالتالي فإن الفوائد الاقتصادية ستكون أعلى.
6. تقليل معدل الخردة وزيادة كفاءة الإنتاج ونسبة التأهيل
فى المعالجة, يجب تقليل إنتاج المواد الخردة قدر الإمكان.
لتقليل الخردة في الإنتاج وزيادة كمية الإنتاج وتعظيم نسبة تأهيل المنتج النهائي.
7. استخدام معدات الإنتاج المؤتمتة والمتقدمة
يوصى في الإنتاج بفرن تسخين الكتل والكتل مع آلة قص الخشب الساخن, ايضا قضيب فيلم الألومنيوم الشخصي التلقائي, آلة تغليف الألومنيوم الشخصي و مصحح شكل الألومنيوم يمكن استخدامها لتوفير تكلفة العمالة, تقليل تكلفة الإنتاج وزيادة الفائدة.
ما هي العوامل التي تؤثر على قوة البثق?
النتوء هي عملية تشكيل معادن يتم فيها تقليص قطعة حديدية ذات مساحة مقطع عرضي كبيرة إلى مساحة مقطع عرضي أصغر عن طريق إجبار القضيب على التدفق خلال قالب.
تشير قوة البثق إلى الضغط الذي يعمله مكبس البثق على القضبان من خلال الكتلة الوهمية لجعل المعدن يتدفق من فتحة القالب.
أثناء عملية البثق, تتغير قوة البثق مع حركة مكبس البثق.
يمكنك الرجوع إلى تغيير قوة البثق أثناء عملية البثق.
العوامل الرئيسية التي تؤثر على قوة البثق هي: مقاومة تشوه المعادن أثناء البثق, درجة التشوه (نسبة البثق), سرعة البثق, ظروف الاحتكاك بين القضبان وسطح التلامس, زاوية البثق يموت, شكل قسم المنتج, طول الكتل المعدنية وطريقة البثق.
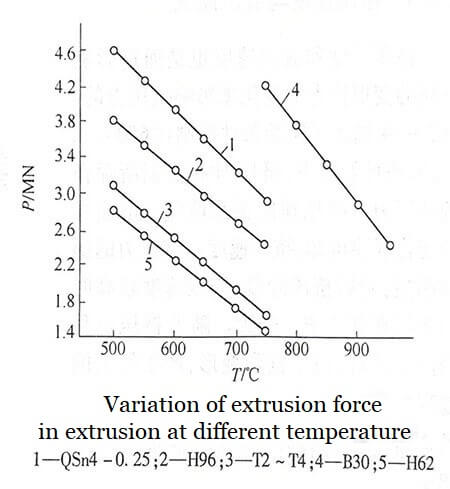
1. درجة حرارة البثق ومقاومة التشوه
تتناسب قوة البثق مع مقاومة تشوه المعدن, ولكن بسبب عدم انتظام التركيب المعدني ودرجة الحرارة, مقاومة التشوه ليست موحدة أيضًا.
مع زيادة درجة الحرارة, تقل مقاومة تشوه المعدن, كما تنخفض قوة البثق.
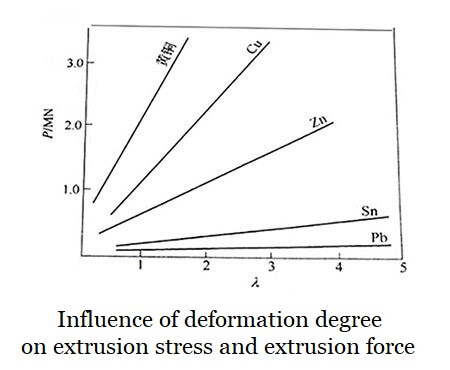
 2. درجة التشوه
2. درجة التشوه
درجة التشوه تتناسب أيضًا مع قوة البثق.
حسب درجة التشوه (نسبة البثق λ) يزيد, تزداد قوة البثق.
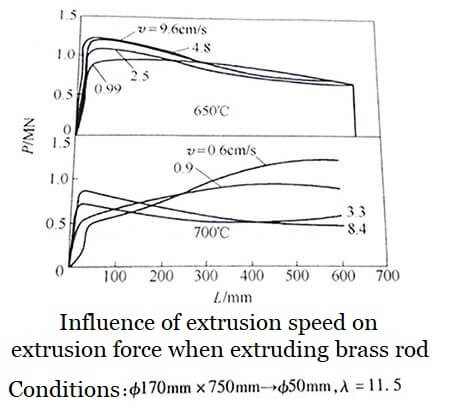
 3. سرعة البثق وسرعة التدفق
3. سرعة البثق وسرعة التدفق
تؤثر سرعة البثق وسرعة التدفق أيضًا على قوة البثق من خلال التأثير على مقاومة تشوه المعدن.
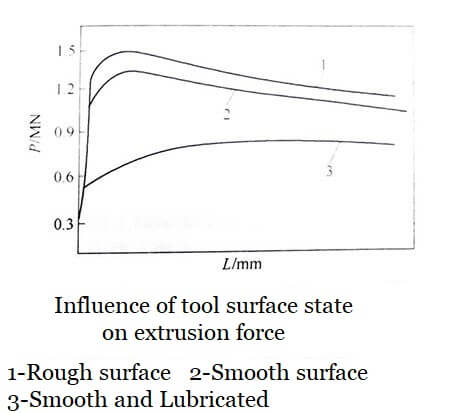
في بداية مرحلة البثق, سرعة البثق عالية, ومع تقدم البثق, تتولد حرارة التشوه, وتتناقص قوة البثق تدريجيًا.
إذا تم اعتماد سرعة بثق أقل, قد تزداد قوة البثق تدريجياً بسبب تأثير التبريد لأسطوانة البثق.
4. الاحتكاك والتشحيم
في حاوية البثق, منطقة التشوه وحزام العمل, يفرك المعدن.
يزيد الاحتكاك, تزداد قوة البثق, يقلل الاحتكاك, تقل قوة البثق.
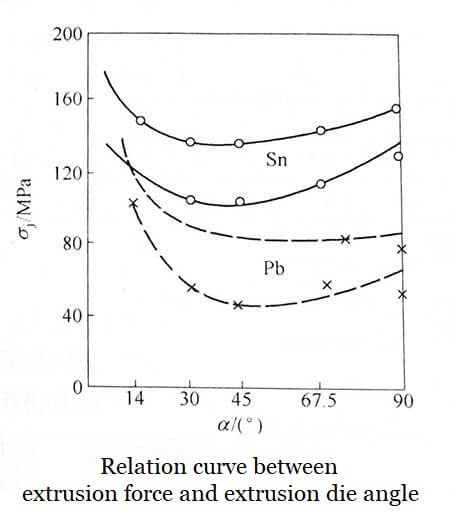
5. زاوية البثق يموت
تعتبر زاوية قالب البثق عاملاً مهمًا في عملية التصنيع, لأنه محدد كبير في تدفق المواد.
يختلف مقدار القوة اللازمة لتشكيل مقطع عرضي معين باختلاف زوايا القالب.
ستخلق الزاوية السفلية مزيدًا من الاحتكاك في واجهة العمل والقالب.
زاوية قالب البثق لها تأثير كبير على قوة البثق.
عندما تتغير زاوية قالب البثق من 0 درجة إلى 90 درجة, تقل قوة البثق مع زيادة الزاوية α.
عندما تكون α بين 45 درجة -60 درجة, قوة البثق لها قيمة دنيا, ومع استمرار الزاوية في الزيادة, تبدأ قوة البثق في الزيادة مرة أخرى.
 6. شكل قسم المنتج
6. شكل قسم المنتج
يؤثر الشكل المقطعي للمنتج تأثيرًا كبيرًا على قوة البثق فقط في حالة الظروف الأكثر تعقيدًا.
على العموم, لا يعتبر تأثير معامل القسم.
7. طول البليت
أثناء البثق إلى الأمام, تتمتع البليت وأسطوانة البثق بقوة احتكاك أكبر, لذلك كلما كان طول البليت أطول, كلما زادت قوة البثق.
أثناء البثق إلى الوراء, طول القضيب ليس له أي تأثير على قوة البثق.
8. طريقة البثق
للبثق تحت نفس الظروف, قوة البثق للخلف البثق بشكل عام 20-30% أصغر من البثق إلى الأمام.
كيفية تقويم هيكل الألمنيوم المبثوق دون تشويه
على العموم, بثق الألمنيوم دون الشيخوخة له صلابة منخفضة, تم تطبيق بثق الألمنيوم على نطاق واسع في البناء, السيارات والمجالات الصناعية, فكيف يمكن لمحات الألمنيوم أن تتحمل الأحمال دون تشوه?
في الواقع, ليس من المجدي التخلص من ملف الألمنيوم عندما يكون مثنيًا, لا ينبغي أن يحدث, ويمكن تجنبه.
لذا, كيفية تقليل أو تجنب التخريد بسبب الانحناء? Brightstar Aluminium Machinery كمتخصص في معدات الألمنيوم, دعنا نساعدك في حل هذه المشكلة.
1. ما الذي يمكن أن يلعبه تقويم مقاطع الألمنيوم المبثوق?
تخلص من إجهاد المعدن الناتج أثناء عملية البثق, والتحكم في حجم قطاعات الألومنيوم.
الاستقامة هي جزء خطير من ثني مقاطع الألمنيوم.
يجب على المشغل الانتباه إلى القوة المستخدمة في التقويم.
إذا كانت القوة كبيرة جدًا, قد تتشوه ملامح الألومنيوم, البعد قريب, قشر البرتقال, إلخ.
إذا كانت القوة صغيرة جدًا, لن يتم تقويم ملف الألومنيوم, مما يؤدي إلى الانحناء.
3. تحميل الإطار الملامح
هذه العملية مهمة جدا أيضا.
بعد النشر بطول ثابت, سيتم تحميل مقاطع الألمنيوم في إطارات جانبية.
في هذا الوقت, يجب على المشغل الانتباه إلى: سواء كانت المادة عبارة عن صفائح ألمنيوم كبيرة أو صفائح ألومنيوم صغيرة, ملف الألمنيوم المجوف أو الصلب?
بشكل عام, ليس من السهل التسبب في الانحناء عند رفع طرفي مقاطع الألمنيوم الكبيرة وأشكال الألمنيوم المجوفة وتحميل الإطار.
ولكن يمكن ثني أشكال الألمنيوم الصغيرة والألومنيوم الصلب بسهولة عند رفع الطرفين وتحميل الإطار.
يجب أن يتم الرفع وتحميل الإطار من كلا الطرفين إلى المنتصف.
4. الشيخوخة وتحميل الإطار
بعد الانتهاء من مطحنة الألومنيوم تم تقادمها, وصلت الصلابة إلى المعيار, وليس من السهل ثني ملف الألومنيوم, ولكن لا يزال من الضروري الانتباه عند تحميل الإطار.
عند رفع المواد من كلا الطرفين, حاول تجنب التقلبات القوية لأعلى ولأسفل, مما سيؤدي أيضًا إلى ثني ملف الألومنيوم القديم.
الخصائص الفيزيائية والكيميائية للألمنيوم وفوائدها
الألمنيوم ناعم, معدن خفيف فضي.
إنه شديد التفاعل بحيث تتشكل طبقة أكسيد رفيعة ولكنها واقية بشكل متساوٍ في الغلاف الجوي بسرعة.
لهذا السبب, إنه مقاوم للغاية للتآكل.
بمعاملة خاصة, أنودة, أنا. ه. عملية أكسدة إلكتروليتية, يمكن تقوية سطح الألمنيوم المحمي بطبقة الأكسيد وجعله أكثر مقاومة للتآكل.
يتفاعل الألمنيوم بقوة مع حمض الهيدروكلوريك والصودا الكاوية.
التفاعل مع حامض الكبريتيك أضعف, بينما يظل سلبيًا عند ملامسته لحمض النيتريك البارد.
الخصائص الفيزيائية والكيميائية للألمنيوم وفوائدها
يمتلك الألمنيوم موصلية حرارية وكهربائية جيدة, في كل حالة حوالي ثلثي قيم النحاس النقي.
بسبب تكوينه الإلكتروني, يحتوي العنصر على ثلاثة إلكترونات تكافؤ; لذلك فإن عدد الأكسدة الخاص به هو +3.
- نقطة الانصهار: 660 درجة مئوية (لـ AL 99,99 acc. للتكوين / صناعة السبائك ارتباطا أعلى. أدنى)
- نقطة الغليان: 2500 درجة مئوية (acc. للتكوين / صناعة السبائك ارتباطا أعلى. أدنى)
- كثافة: 2,70 ز / سم³
- الكتلة الذرية النسبية 26,98
- عدد التأكسد: 3
- نصف القطر الذري: 143,1 مساءً
- نصف القطر الأيوني: 57 مساءً (+3)
- التوصيل الكهربائي: 36 م / أوم · مم²
9 فوائد الألمنيوم
1. الألومنيوم معدن خفيف, حوالي ثلث كثافة الفولاذ, نحاس, والنحاس.
2. يتمتع الألمنيوم بمقاومة جيدة للتآكل للأجواء الجوية والبحرية المشتركة.
يمكن تعزيز مقاومتها للتآكل ومقاومة الخدش عن طريق الأنودة.
3. يتميز الألمنيوم بانعكاسية عالية ويمكن استخدامه للتطبيقات الزخرفية.
4. يمكن لبعض سبائك الألومنيوم أن تتطابق أو تتجاوز قوة فولاذ البناء المشترك.
5. يحتفظ الألمنيوم بصلابته في درجات حرارة منخفضة جدًا, دون أن تصبح هشة مثل الفولاذ الكربوني.
6. الألومنيوم موصل جيد للحرارة والكهرباء.
عندما تقاس بمساحة مقطعية متساوية, الألومنيوم من الدرجة الكهربائية لديه الموصلية التي هي تقريبا 62% من النحاس الملدن من الدرجة الكهربائية.
لماذا نحتاج إلى آلة طحن وتنظيف عيوب سطح الألومنيوم, عند المقارنة باستخدام وزن متساوٍ, موصلية الألمنيوم 204% من النحاس.
7. يتم تصنيع الألمنيوم وتشكيله بسهولة باستخدام مجموعة متنوعة من عمليات التشكيل بما في ذلك العميقة- تشكيل الرسم واللف.
8. الألمنيوم غير سام ويستخدم بشكل شائع عند ملامسته للمواد الغذائية.
9. يمكن إعادة تدوير الألمنيوم بسهولة.
قصة قذف الألمنيوم والألمنيوم
أصول الألمنيوم
مقارنة بالمعادن الأخرى مثل النحاس, البرونز, حديد وفولاذ, التي تم استخدامها منذ آلاف السنين, الألومنيوم صغير نسبيًا, بعد أن تم تحديده كمعدن عنصري في 1807.
تم تكرير الألمنيوم لأول مرة في 1825, وكان يعتبر في ذلك الوقت معدنًا فاخرًا أغلى من الذهب.
لم يكن الأمر كذلك حتى أواخر ثمانينيات القرن التاسع عشر, مع اختراع عملية الصهر من قبل هول وهيرولت وتطوير الإنتاج التجاري, أن المعدن الفضي أصبح في المتناول للأغراض اليومية.
تتكون عمليات العمل الأولية من المتداول, يصب, وتزوير.
الألومنيوم
اشتق اسم الألومنيوم من الاسم القديم للشبة (كبريتات ألومنيوم البوتاسيوم), الذي كان ألومين (لاتيني, معنى الملح المر).
كان الألمنيوم هو الاسم الأصلي الذي أطلقه همفري ديفي على العنصر ، لكن آخرين أطلقوا عليه اسم الألمنيوم وأصبح هذا الاسم هو الاسم المقبول في أوروبا.
لماذا نحتاج إلى آلة طحن وتنظيف عيوب سطح الألومنيوم, في الولايات المتحدة ، كان الاسم المفضل هو الألمنيوم وعندما ناقشت الجمعية الكيميائية الأمريكية هذه القضية, في 1925, قررت التمسك بالألمنيوم.
الألومنيوم معدن ناعم وخفيف الوزن.
لها مظهر فضي باهت, بسبب طبقة رقيقة من الأكسدة تتشكل بسرعة عند تعرضها للهواء.
الألمنيوم غير سام (مثل المعدن) غير مغناطيسي وغير شرر.
يحتوي الألمنيوم على نظير طبيعي واحد فقط, ألمنيوم - 27, وهي ليست مشعة.
خصائص الألمنيوم:
الألومنيوم خفيف الوزن, موصل للغاية, معدن عاكس وغير سام يمكن تشكيله بسهولة.
إن متانة المعدن والعديد من الخصائص المفيدة تجعله مادة مثالية للعديد من التطبيقات الصناعية.
الألمنيوم مفيد جدًا أيضًا عندما يكون لديك شواية من الألومنيوم وتُترك في المطر, لأن الألمنيوم لا يصدأ.
إنه أيضًا عنصر صعب وخفيف جدًا ولهذا السبب تصنع السيارات منه, وأيضًا لأنه يمتص الصدمات عندما تكون في حوادث سيارات, لهذا يجب عليك شرائه, لذلك إذا تعرضت لحادث سيارة ، فإن الألمنيوم سوف يمتص التأثير الأكبر وستكون آمنًا
تاريخ الألمنيوم:
تم استخدام مركبات الألمنيوم من قبل المصريين القدماء كأصباغ, مستحضرات التجميل والأدوية, لكنه لم يكن حتى 5000 بعد سنوات اكتشف البشر كيفية صهر الألمنيوم المعدني النقي.
بشكل غير مفاجئ, تزامن تطوير طرق إنتاج معدن الألمنيوم مع ظهور الكهرباء في القرن التاسع عشر, حيث يتطلب صهر الألومنيوم كميات كبيرة من الكهرباء.
حدث تقدم كبير في إنتاج الألمنيوم 1886 عندما اكتشف تشارلز مارتن هول أنه يمكن إنتاج الألمنيوم باستخدام الاختزال الإلكتروليتي.
حتى ذلك الوقت, كان الألمنيوم أكثر ندرة وأغلى من الذهب.
لماذا نحتاج إلى آلة طحن وتنظيف عيوب سطح الألومنيوم, في غضون عامين من اكتشاف هول, تم تأسيس شركات الألمنيوم في أوروبا وأمريكا.
خلال القرن العشرين, نما الطلب على الألمنيوم بشكل كبير, خاصة في صناعات النقل والتعبئة والتغليف.
على الرغم من أن تقنيات الإنتاج لم تتغير بشكل كبير, لقد أصبحوا أكثر كفاءة بشكل ملحوظ.
على مدى 100 سنوات, انخفضت كمية الطاقة المستهلكة لإنتاج وحدة واحدة من الألومنيوم 70%.
تاريخ قذف الألمنيوم
تم تطبيق بثق الألمنيوم بالعديد من الطرق المبتكرة منذ بداياته الأولى أكثر من 100 مند سنوات.
من استخدامه المبكر في إنشاء الأنابيب والأسلاك إلى التطبيقات المستقبلية في بناء محطة الفضاء, لسحب الألمنيوم تاريخ غني.
تم تسجيل براءة اختراع عملية البثق لأول مرة في 1797 لصنع أنابيب الرصاص, والذي تم من خلال العمل اليدوي حتى إدخال المكبس الهيدروليكي في 1820.
بحلول نهاية القرن التاسع عشر, كما تم استخدام طرق البثق في سبائك النحاس والنحاس الأصفر, لكن تطبيق بثق الألومنيوم اتبع مسارًا فريدًا.
تطوير بثق الألمنيوم
اخترع ألكسندر ديك عملية البثق الساخنة الحديثة في 1894, والتي كانت قابلة للتطبيق على معظم السبائك غير الحديدية.
اليوم, الألومنيوم هو أكثر المعادن المبثوقة شيوعًا, ويمكن استخدامه مع كل من عمليات البثق الساخنة والباردة.
أمريكا الشمالية كان لديها أول مكبس بثق الألمنيوم في 1904 في ولاية بنسلفانيا, الولايات المتحدة الأمريكية.
أدى إدخال البثق إلى ارتفاع حاد في التطبيقات المتطورة للألمنيوم, خاصة في تصنيع قطع غيار السيارات.
وصل الطلب المتزايد على بثق الألمنيوم إلى آفاق جديدة خلال الحربين العالميتين لاستخدامه في تصنيع الطائرات والمتطلبات العسكرية الأخرى.
استمر التطور السريع للقذف بعد الحرب العالمية الثانية, وبدأت في التوسع في مختلف الصناعات بما في ذلك قطاع الإسكان السكني, التي شهدت نموًا كبيرًا في فترة ما بعد الحرب.
في العقود اللاحقة, لطالما كان قطاعا النقل والبناء المستفيدين الرئيسيين من منتجات بثق الألمنيوم.
حتى في الأزمنة الحالية, الجزء الأكبر من استخدام البثق في تصنيع الأبواب والنوافذ, تليها سيارات الركاب.
منتجات وتطبيقات البثق الرئيسية الأخرى هي السلع الاستهلاكية وبناء الجسور والطرق السريعة.
التاريخ القصير لبثق الألمنيوم, بالمقارنة مع المعادن الأخرى, شهدت تطوراً ونمواً شاملين, إحداث ثورة في الطريقة التي نعيش بها.
كما يتم اكتشاف أغراض جديدة في استكشاف الفضاء وهنا في المنزل, سيستمر بثق الألمنيوم في أن يكون جزءًا مهمًا من المستقبل.
عروض برايت ستار ماكينات الألمنيوم خط إنتاج بثق الألمنيوم لعملائنا, ليس فقط الجهاز, ولكن أيضا الحل.









