


Вся інформація, яку вам потрібно знати про установку алюмінієвого екструзійного заводу
Скільки коштує створення алюмінієвого екструзійного заводу?
Вартість створення фабрики алюмінієвих профілів не більше ніж: Праця, вода та електрика, природний газ, витрати на форму, витрати на технічне обслуговування, витрати на брухт, додаткові витрати на переробку алюмінієвих заготовок, витрати на оренду, амортизація обладнання, фінансові витрати, витрати на управління, тощо, і один комплект виробничої лінії екструзії алюмінію.
Оскільки розмір виготовленого алюмінієвого профілю визначає технічні характеристики екструзійної лінії, яку потрібно використовувати.
Застосовуються машини для екструзії алюмінію з різними специфікаціями, розмір виробленої екструзії алюмінію буде іншим.
Більший розмір алюмінієвих профілів, тим більшою місткістю буде застосований екструзійний прес.
На виробництві, за формою і розміром перерізу алюмінієвого профілю, визначається розмір прес-форми, і визначається, чи є прес-форма плоскою матрицею чи матрицею з ілюмінатором.
Якщо відомий розмір форми, в основному визначається місткість екструзійної машини.
Якщо ми хочемо створити нову фабрику з екструзії алюмінію, ось детальна інформація про вартість
600Екструзійний прес для алюмінію, піч для нагрівання заготовок з гарячим зрізом колод, піч для підігріву форми, охолоджувальне ліжко та робочий стіл, знімач і піч старіння, орієнтовна вартість становить 250 000,00-500 000,00 доларів США на основі екструзійної машини різної марки та допоміжного обладнання;
800Екструзійний прес для алюмінію, піч для нагрівання заготовок з гарячим зрізом колод, піч для підігріву форми, охолоджувальне ліжко та робочий стіл, знімач і піч старіння, орієнтовна вартість становить 300 000,00-600 000,00 доларів США на основі екструзійної машини різної марки та допоміжного обладнання;
1000Екструзійний прес для алюмінію, піч для нагрівання заготовок з гарячим зрізом колод, піч для підігріву форми, охолоджувальне ліжко та робочий стіл, знімач і піч старіння, орієнтовна вартість становить 400 000,00-750 000,00 доларів США на основі екструзійної машини різної марки та допоміжного обладнання.
Це лише для вартості машин для виробництва алюмінієвої екструзії.
Ми повинні враховувати вартість доставки, вартість монтажу та введення в експлуатацію.
Також для нового заводу, підключення та встановлення газу, оцінка впливу на навколишнє середовище, вартість експлуатації навантажувача та алюмінієвих заготовок (аутсорсинг) та робочий фонд буде розглянуто
Для однієї виробничої лінії екструзії алюмінію, робітники в одну зміну принаймні 5 особа і 2 зміни-3 зміни буде 10-15 людина.
Таким чином, вартість створення однієї фабрики з екструзії алюмінію становитиме щонайменше 350 000,00 доларів США.
Ця виробнича лінія екструзії алюмінію призначена лише для екструзії алюмінію, без обробки поверхні.
Якщо ми хочемо робити алюмінієві заготовки самі, знадобиться обладнання для плавлення та лиття.
Якщо ми хочемо виготовляти алюмінієві профілі анодовані або з порошковим покриттям, Для роботи знадобиться цех анодування та/або цех порошкового покриття.
Повна лінія виробництва алюмінієвого профілю зазвичай складається з наступного обладнання:
Цех плавлення алюмінію
Алюмінієва плавильна піч
Кастингова платформа
Заготівля лита форма
Верстат для різання заготовок
Гомогенізаційна піч
Машина для обробки алюмінієвого шлаку(необов'язковий)
Онлайн дегазаційне обладнання (необов'язковий)
Постійна магнітна мішалка (необов'язковий)
Мішок домашній пилозбірник (необов'язковий)
Цех екструзії алюмінію
Алюмінієвий екструзійний прес
Піч для нагріву алюмінієвих заготовок
Піч для підігріву форми
Охолоджуючий вентилятор
Охолоджувальне ліжко і виносний стіл
Пила для різання екструзійної лінії
Піч старіння
Цех анодування алюмінієвого профілю
Блок охолодження води
Фарбувальна машина
Холодильна установка
Теплообмінник
Фільтр-прес
Ліфтер
Машина для чищення алюмінієвих профілів
Машина для полірування алюмінієвого профілю
Піскоструминна обробка/дробеструйна машина з алюмінієвого профілю
Цех електрофорезного покриття алюмінієвого профілю
Обладнання для електрофорезу
Цех порошкового фарбування алюмінієвого профілю
Обладнання з порошковим покриттям
Лінія з виробництва алюмінієвих профілів для терморозриву
Машина сублімації ефекту деревного зерна
Цех формування алюмінієвого профілю
Піч азотування
Обробний центр
Токарний верстат
Фрезерний верстат
Різка дроту
Електрична іскра
Піч для гасіння прес-форм
Лабораторія
спектрометр
Лічильник водню
Металографічне обладнання
Лабораторне обладнання, витратні матеріали
Пакувальне обладнання
Машина для обгортання алюмінієвого профілю
Машина для нанесення плівки з алюмінієвого профілю
Алюмінієвий профіль гарячої пакувальної машини
Автоматична машина для фасування алюмінієвого профілю
Природоохоронні споруди та інше допоміжне обладнання
Обладнання для очищення стічних вод
Обладнання для видалення пилу
кран
Водяний насос
Градирня
Вилковий навантажувач
Повітряний компресор
Котел
Обладнання для розподілу електроенергії
Прес-форми та витратні матеріали
Екструзійні матриці та інструменти
Випустити масло
Повстяна стрічка
Гідравлічне масло
Масло для різання
Інструменти для ремонту форм тощо.
Скільки комплектів обладнання потрібно для виробництва алюмінієвого профілю?
Необхідні верстати для виробництва алюмінієвого профілю
Професіонали Brightstar Aluminium Machinery відповіли таким чином.
Якщо почати з алюмінієвих обрізків сировини, для цього знадобиться спеціальне обладнання.
Обладнання для переробки алюмінієвого брухту та зливка в алюмінієву заготовку, тому нам потрібні машини для плавлення та лиття алюмінію, деякі алюмінієві екструдери роблять плавлення та лиття під одним дахом, переваги очевидні, і легко контролювати якість заготовки та зробити якість екструзії алюмінію стабільною.
Деякі екструдери закуповували алюмінієві заготовки у субпідрядників відповідно до вимог виробництва та замовлення, що може заощадити інвестиції та змусити екструдер зосередитися на виробництві екструзії.
Обладнання, необхідне для виробничої лінії екструзії алюмінію, включає::
Одиночний або Піч для опалення з кількома заготовками з ножицями для гарячих колод (один комплект)
Піч для підігріву форми (один комплект)
Алюмінієвий екструзійний прес (один комплект)
Алюмінієва екструзійна охолоджувальна ліжко (один комплект)
Одинарний або подвійний знімач
Піч для старіння алюмінієвого профілю (один комплект)
Відповідні дані про виробничу потужність преса для екструзії алюмінію:
Виробнича потужність 500Виробнича лінія екструзії алюмінієвого профілю T:
про 5-6 тонн на добу
600T лінії виробництва екструзії алюмінієвого профілю місткість:
про 6-7 тонн на добу
800Виробнича лінія екструзії алюмінієвого профілю T місткість:
про 7-8 тонн на добу
1000T лінії виробництва екструзії алюмінієвого профілю місткість:
про 8-10 тонн на добу
Виробнича потужність 1250Виробнича лінія екструзії алюмінієвого профілю T:
про 12 тонн на добу
Зауваження: Наведені вище дані стосуються 24-годинної таблиці потужностей.
Чим більша місткість, тим більше вихідна швидкість.
Проте, все ще визначається конкретними даними або фактичною формою алюмінієвого профілю, розмір, товщина стінки, тощо.
Це лише для довідки.
Brightstar Aluminium Machinery надає допоміжне обладнання для екструзії алюмінію, наприклад коректор форми алюмінієвого профілю, автоматичний аплікатор плівки з алюмінієвого профілю, машина для обгортання алюмінієвого профілю, чищення та полірування для наших клієнтів.
Повне рішення та комплексне обслуговування.
Зв'яжіться з нами зараз, щоб отримати пропозицію щодо проекту. Проект під ключ та пакетна угода!
Яке обладнання необхідно для створення заводу з виробництва алюмінію?
Фабрика екструзії алюмінію налагоджує необхідне обладнання
Яке обладнання необхідно для створення алюмінієвої екструзійної фабрики поряд з алюмінієвим екструзійним пресом?
Після періоду відкриттів, зроблено висновок, що багато клієнтів знають, що алюмінієвий екструзійний прес використовується для виробництва алюмінієвих екструзійних профілів, але вони не знають, що виробництво екструзії алюмінію вимагає повного набору виробничих ліній, не тільки прес для екструзії алюмінію.
тут, У цій статті ми поділимося знаннями про екструзію алюмінію, яких ці клієнти не знають.
Яке обладнання потрібне для лінії виробництва екструзії алюмінію?
6 необхідні різні види обладнання.
Нижче наведені назви та функції обладнання:
1. Піч для нагріву довгих заготовок з ножицями для гарячих колод
Він складається з трьох частин: Стелаж для заготовок, корпус печі та машина для гарячого різання.
Обладнання для опалення, різання та подача алюмінієвих заготовок до машини для екструзії алюмінію.
2. Алюмінієвий екструзійний прес
Прес для екструзії алюмінію є основною машиною і є силовим агрегатом для формування екструзійного профілю.
3. Піч для підігріву форми
Функція печі для нагрівання форм полягає в нагріванні форм.
4. Знімач машини
Машина для знімання має функції витягування, пиляння і фіксована довжина.
Знімач не є обов’язковим для виробничої лінії екструзії алюмінію, але без знімача, для цього потрібно більше працівників, і під час операції виникнуть проблеми зі скручуванням і вигином.
тому, необхідно обладнати знімач потоковою лінією.
5. Охолоджувальне ліжко з алюмінієвого профілю
Охолоджувальне ліжко складається з випускного столу, пристрій транспортування матеріалу, живильний пристрій, система випрямлення, пристрій зберігання матеріалу, передача фіксованої довжини, готовий розпилювальний стіл, стіл фіксованої довжини тощо.
Функція охолодження, годування, випрямлення, пиляння, тощо.
6. Піч старіння
Піч старіння складається з доріжки, завантажувальний скіп і корпус печі.
Він призначений для твердості алюмінієвого профілю через нагрівання.
Brightstar Aluminium Machinery надає допоміжне обладнання для екструзії алюмінію, як от коректор форми алюмінієвого профілю, автоматичний аплікатор плівки з алюмінієвого профілю, машина для обгортання алюмінієвого профілю, чищення та полірування для наших клієнтів.
Повне рішення та комплексне обслуговування.
Зв'яжіться з нами зараз, щоб отримати пропозицію щодо проекту. Проект під ключ та пакетна угода!
Як вибрати тоннаж преса для екструзії алюмінію?
Тоннаж преса для екструзії алюмінію являє собою силу екструзії преса для екструзії, тож як вибрати тоннаж преса для екструзії алюмінію означає, як вибрати силу екструзії преса для екструзії.
Прес для екструзії алюмінію є основним обладнанням для виробництва алюмінієвих профілів.
Форма, Розмір і якість зовнішнього вигляду алюмінієвих профілів тісно пов'язані з якістю екструзійного преса.
Існує багато типів екструзійних пресів відповідно до різних класифікацій.
Для системного розуміння моделі, потужність екструзії та сорт екструзійного преса, як визначити тоннаж екструдера алюмінієвого профілю також є аспектом, який виробники алюмінієвого профілю повинні враховувати при купівлі екструзійного преса.
Тепер поясніть, як вибрати тоннаж преса для екструзії алюмінію
Відповідно до того, який сплав підлягає пресуванню, річна продуктивність однієї машини та максимальний обмежений діаметр алюмінієвого профілю, попередньо підберемо тип екструзійного преса.
Перше, що слід враховувати, це те, наскільки великий тоннаж екструзійного преса.
При виборі тоннажу екструзійного преса, як правило, спочатку необхідно розрахувати коефіцієнт екструзії екструзійного преса.
Коефіцієнт екструзії також називають коефіцієнт екструзії, що відноситься до співвідношення площі поперечного перерізу екструзійного контейнера до загальної площі поперечного перерізу алюмінієвого профілю.
Це основний параметр, який використовується для вимірювання величини деформації алюмінієвого сплаву при виробництві алюмінієвих профілів., виражається такою формулою:
λ=Ft/ΣF1
Серед них, Ft являє собою площу поперечного перерізу алюмінієвої заготовки після заповнення екструзійного контейнера, виражається в мм²;
ΣF1 являє собою загальну площу поперечного перерізу екструдованого профілю, виражається в мм²;
При екструзії алюмінієвих профілів, величина деформації алюмінієвого сплаву також може бути виражена ступенем деформації: ε=λ-1
Якщо використовується метод обробки екструзією, коефіцієнт екструзії обмежений. Коефіцієнт екструзії λ алюмінієвого профілю та алюмінієвої заготовки при першій екструзії більше ніж 8-12, Немає обмежень щодо коефіцієнта екструзії млинової обробки для вторинної екструзії.
Метод, який використовується для розрахунку коефіцієнта екструзії вище, це просто площа поперечного перерізу екструдованої заготовки ÷ площа поперечного перерізу екструдованого профілю, який також можна обчислити іншими способами, це, довжина пресованого профілю ÷ Довжина алюмінієвої заготовки для екструзії.
Перед визначенням тоннажу екструзійний прес, необхідно розуміти форму поперечного перерізу профілю, щоб визначити розмір форми, а потім визначити структуру форми, щоб можна було визначити, чи є екструзія порожнистим профілем чи суцільним профілем. Тоннаж екструзійного преса, необхідний для цих двох різних структурних профілів, буде різним.
Існує багато класифікацій пресів для екструзії алюмінію відповідно до потужності екструзії, їх можна поділити на дрібні, середній, великий і важкий екструзійний прес.
Преси для екструзії алюмінію називаються відповідно до величини сили видавлювання, але три одиниці вимірювання Міжнародна система одиниць/Інженерна система одиниць/Система США можна використовувати для характеристики сили видавлювання.
MN є міжнародною одиницею» Мільйони Ньютонів«, Т є інженерний підрозділ "тонна«, UST це американський підрозділ "тонна США» 1МН=1000000Н=100000кг=100Т, 1T=1,1UST.
Наприклад, екструдер 12,5 МН - це екструзійний прес 1250 Т, інший приклад, 880Екструзійний прес UST - це екструзійна машина 800T.
Тоннаж екструзійного преса в основному збільшується на коефіцієнт 1.25, це, сила видавлювання екструзійного преса становить 25% більше, ніж у екструзійного преса меншої потужності.
Наприклад, більша ємність, ніж 800T, становить 1000T, більша ємність, ніж 1000T, становить 1250T, більша ємність, ніж 1250T, становить 1600T, більша ємність, ніж 1600T, становить 2000T, і більша ємність, ніж 2000T, становить 2500T.
Екструзійна потужність кожного типу екструзійного преса обмежена.
Потужність екструзії зазвичай становить МН(Мільйони Ньютонів), що є тоннажем екструзійного преса.
Тоннаж алюмінієвого екструзійного преса, який використовується в промисловому виробництві для 6063 має наступне:
500Т, 600Т, 800Т,1000Т,1250Т, 1600Т(16MN), 1800Т(18MN), 2000Т(20MN), 2500Т(25MN), 3000Т(30MN), 3600Т(36MN),4000Т(40MN), 5000Т(50MN), 6000Т(60MN), 8000Т(80MN),10000Т(100MN),12500Т(125MN)
500Екструзійний прес T може виробляти деякі алюмінієві екструзійні профілі невеликого розміру, 600Технічні характеристики екструдованої алюмінієвої заготовки знаходяться в межах 90 мм, 800Екструзійні преси T або 1000T використовуються для виробництва алюмінієвих дверей і вікон, 1250Екструзійний прес T і більший екструзійний прес можна використовувати для навісних стін і промислових алюмінієвих профілів.
Характеристики алюмінієвої заготовки екструзійного преса 1800 т становлять 178 мм, 2500T відповідає специфікаціям алюмінієвої заготовки на 230-254 мм, 3000T і 3600T можуть виготовляти промислові алюмінієві профільні вироби, звичайно, є деякі більшого тоннажу, наприклад 4000 т, 5000Т, 6000Прес екструзії алюмінію T тощо.
Для екструзії можна використовувати екструзійний прес із зазначеним вище тоннажем 6063 профілі з алюмінієвого сплаву.
Виробники алюмінієвих профілів повинні повністю враховувати коефіцієнт екструзії екструзійного преса, форма поперечного перерізу алюмінієвого профілю та розмір матриці при виборі тоннажу екструзійного преса, відповідно до власних умов виробництва та вимог до продукції, деформацію металу отримують за розрахунковою формулою, щоб визначити відповідний тоннаж екструзійного преса, який може екструдувати кваліфіковані алюмінієві вироби, не викликаючи непотрібних економічних витрат.
Запобіжні заходи при виборі машини для екструзії алюмінію
При виборі екструзійного обладнання, на додаток до врахування термічного впливу швидкості екструзії на метал, що екструдується,
Також необхідно враховувати, що прес повинен мати достатню жорсткість і точність наведення, а також надійний пристрій проти перевантаження.
При видавлюванні фрикційним пресом, через різну точність наведення обладнання, на матрицю слід додати напрямний пристрій.
Для фрикційних пресів без ежектора слід також додати ежекторний пристрій.
При екструзії алюмінієвих профілів за допомогою кривошипного преса загального призначення, підвищити міцність і жорсткість обладнання, опорна плита столу повинна бути литою сталевою, і отвори на столі повинні бути зменшені.
Оскільки деталі залишаються на прес-формі після екструзії, існує велика утримуюча сила між екструзійною частиною та формою, і необхідна сила виштовхування велика, приблизно 10% до 20% від номінального тиску, тому ежекторний пристрій преса слід посилити.
На додачу, сила екструзії та хід повинні бути перевірені відповідно до кривої допустимого навантаження ковзання преса.
Тобто, у всьому діапазоні ходу екструзії, сила екструзії повинна бути меншою за граничне значення кривої хід-тиск, дозволене пресом, і не можна визначити за номінальним тиском.
Точність і ход екструзії загального преса недостатні, і тиск, який чиниться в середині ходу, становить лише приблизно 1/3 від номінального тиску.
тому, при екструдуванні, як екструзійне обладнання найкраще використовувати спеціальну машину для екструзії алюмінієвих профілів.
Прес для екструзії алюмінієвих профілів промислового типу характеризується малими ходами, багато ударів час, і тривалий час роботи під тиском, який підходить для екструдування алюмінієвих профілів з короткими робочими ходами.
Преси для екструзії алюмінію з колінчатим валом підходять для екструзії більш довгих алюмінієвих профілів.
Гідравлічна промислова машина для екструзії алюмінію може працювати при номінальному тиску на повному ході, швидкість екструзії та хід можна регулювати, і він підходить для екструдування деталей великої довжини.
При виборі екструзійного обладнання слід враховувати наступне 5 балів:
1. Форма екструзійного обладнання вибирається відповідно до визначеного плану виробництва та вимог виробничого процесу
Відповідно до виробничого плану, вибрати відповідне екструзійне обладнання, наприклад виробництво труб, барне виробництво, онлайн-план виробництва змотувального дроту, тощо.
Виберіть екструзійне обладнання, яке підходить для процесу відповідно до вимог процесу.
2. Екструзійне обладнання підбирається відповідно до сорту, специфікація, вимоги до продуктивності та якості продукції
Якщо вибрано тоннаж екструдера, перший, відповідно до діапазону специфікацій екструдованого продукту або екструзії алюмінію на заводі,
І з урахуванням необхідного ступеня деформації, визначити діапазон розмірів заготовок і необхідний діапазон розмірів екструзійного циліндра, щоб визначити вибір потужності екструзійного преса.
На додачу, Форма екструдера визначається відповідно до різних сортів, специфікації та вимоги до якості.
3. Екструзійне обладнання вибирається відповідно до технологічних характеристик і структурних характеристик екструзійного обладнання та розумної відповідності між кожним обладнанням
Різна продуктивність і конструктивні характеристики визначають різне використання екструзійного преса.
При виборі екструзійного обладнання слід враховувати розумне налаштування та баланс між основним обладнанням, щоб повністю використовувати потужність обладнання та отримати вищу ефективність виробництва.
Як правило, не дозволяється зупиняти роботу та чекати матеріалів через нездатність основного обладнання встигати.
4. Необхідно враховувати вимоги до механізації та автоматизації екструзійного обладнання
З метою підвищення ефективності виробництва, знизити інтенсивність праці, зменшити споживання, зменшити витрати, та покращити якість екструзійних продуктів, вимоги до механізації та автоматизації екструзійного обладнання стають все вищими.
тому, коли дозволяють умови, намагайтеся використовувати сучасне технічне обладнання при виборі екструзійного обладнання.
При виборі, передові технології та надійність повинні бути перевірені та продемонстровані та перевірені виробничою практикою.
В той самий час, він повинен мати можливі умови для реалізації у виробництві підприємства, і не слід приймати сліпо.
На додачу, за умови, що обране екструзійне обладнання відповідає існуючим вимогам, необхідно розглянути можливість залишити простір для розвитку.
Неврахування цього призведе до відсталої та пасивної ситуації, особливо для імпортного екструзійного обладнання.
5. Екструзійне обладнання має кращий економічний ефект при виборі
У разі наявного стандартного екструзійного обладнання та загального екструзійного обладнання, намагайтеся вибирати стандартне обладнання та загальне обладнання.
Особливо при впровадженні екструзійного обладнання, слід враховувати локалізацію запчастин, що є корисним для підвищення економічної ефективності, використання ефекту та скорочення часу встановлення обладнання.
За відсутності еталонних зразків та загального обладнання, слід враховувати такі фактори, як простота виготовлення та низька вартість, і прийнятні технічні параметри екструзійного обладнання повинні бути запропоновані відповідно до вимог процесу.
Враховуючи умови цивільного проектування заводу та існуючу воду, електрика, умови вітру та повітря, а також середні температурно-вологісні умови цеху взимку і влітку, висуваються розумні вимоги до конструкції екструзійного обладнання.
За принципом відбору екструзійний прес, вибір і конструкція гідравлічної системи та метод керування повинні розглядатися одночасно.
При цьому час роботи екструзійного преса становить понад 70%-80% всього циклу екструзії, і швидкість екструзії не сильно змінюється, для прямої передачі економічніше використовувати насос високого тиску.
Швидкість екструзії висока, час короткий, і великий екструдер або агрегат є більш економічним, якщо використовувати для приводу акумулятор водяного насоса.
Деякі передові екструзійні машини в сучасний час використовують гідравлічну систему, що безпосередньо керується масляним насосом високого тиску, що економить систему водяної насосної станції та зменшує інвестиційні витрати на обладнання.
Система керування екструзійної машини використовує програмовану логічну систему керування для реалізації програмного керування.
На додаток до системи PLC, сучасний екструзійний прес також використовує моніторинг даних екструзії, діагностика несправностей, контроль ексцентриситету продукту екструзії, системи контролю виробництва даних і друку звітів.
Робоча надійність системи керування висока, а обслуговування просте, і його легко адаптувати до майбутнього розширення функцій завдяки перевагам масштабованості.
Важливим фактором, який необхідно враховувати при виборі екструзійної машини, є допоміжне обладнання екструзійного преса., які разом із екструзійною машиною створюють повну виробничу лінію.
У робочому процесі екструзії, 30% до 70% робочого часу витрачається на допоміжні операції, що часто впливає на ефективність виробництва екструдера та якість екструдованих продуктів через недосконалу структуру допоміжної машини.
тому, вибір і конструкція допоміжного обладнання ретельно розглядаються для підвищення якості екструдованих продуктів і підвищення рівня автоматизації операційної лінії.
Допоміжне обладнання екструзійної лінії в основному включає піч для нагріву заготовок із гарячим ножицем для колод, піч для підігріву форми, закінчився стіл і охолоджувальне ліжко, піч старіння, одинарний або подвійний знімач, тощо.
Коротко, різне екструзійне обладнання слід вибирати відповідно до структури, додаток, різноманітність продукції та специфікація екструзійної машини та вимоги до виробничого процесу для забезпечення ефективності виробництва та якості продукції.

Розумна та високоефективна схема виробництва виробничої лінії екструзії алюмінію та блок-схема
Екструзійний прес для алюмінію
Б Літаюча пилка
C Знімач алюмінієвого профілю
Д Піч для нагрівання заготовок з гарячим ножицем для колод
E Розтяжка алюмінієвого профілю
F Готовий пиляльний верстат
G Таблиця вимірювання пил
H Автоматичний штабелер напівфабрикатів
Екструзійна машина та допоміжне обладнання можуть бути запропоновані наступним чином:
Алюмінієвий знімач, таблиця вибігу, автоматична подача виробничої лінії гідравлічний готовий пильний верстат, пакувальна машина з алюмінієвого профілю, машина для корекції форми, машина для обгортання алюмінієвого профілю та допоміжне обладнання.
Машина для дробоструминної обробки алюмінієвого профілю, полірувальна машина з алюмінієвого профілю, машина для виробництва алюмінієвого профілю з терморозривом, машина для сублімації ефекту деревини і лінія алюмінієвого профілю з порошковим покриттям.
Також ми можемо створити гарний дизайн для вашого заводу, щоб підвищити ефективність виробництва та заощадити кошти!
Розумна та високоефективна схема виробництва виробничої лінії екструзії алюмінію та блок-схема
Частини машини для екструзії алюмінію та її функції
Щоб зрозуміти, як працює машина для екструзії алюмінію, потрібно визначити частини машини для екструзії алюмінію та пояснити їх використання.
Машина для екструзії алюмінію складається з передньої плити та задньої плити, які скріплюються чотирма стяжними стрижнями.
Деталі машини для екструзії алюмінію, які фактично здійснюють екструзію, є наступними:
Головний циліндр
Камера та циліндр екструзійного преса, в який закачується гідравлічна рідина для створення бажаного тиску та руху штовхана..
Гідравлічний тиск
Тиск використовується для переміщення штока вперед із необхідною кількістю фунтів на квадратний дюйм.
ОЗП
Сталевий стрижень, прикріплений до головного циліндра з фіктивним блоком на кінці, який входить у контейнер і чинить тиск на заготовку.
Фіктивний блок
Щільно прилягаючий сталевий блок, прикріплений до штока штока на пресі, який герметизує заготовку в контейнері та запобігає витоку металу назад.
Заготовка
Алюмінієві колоди, розрізані на певну довжину, які подаються в прес як екструзійні матеріали.
Контейнер
Камера в екструзійному пресі, яка утримує заготовку, коли вона проштовхується через матрицю на одному кінці, під час тиску фіктивного блоку та штока, що входить з іншого кінця. Контейнер знаходиться в корпусі контейнера. Усі контейнери вистелені вкладишем, який утримує заготовку на місці під час її екструдування.
Стек інструментів (Складання матриці)
Твердий: вмирати кільце, померти, спонсор, підкладка, і підболстера (Підвалини не використовуються в Карфагені чи Ньюнані). Порожнистий: вмирати кільце, оправка матриці, кришка матриці, підкладка, підболстер
Тримач матриці
Контейнер стека інструментів.
Die Lock
Фіксує матрицю в тримачі матриці.
Древня піч/ Заготівельна піч
Компонент преса, який використовується для нагрівання колод/заготовок до температури екструзії. Преси, обладнані ножицями для колод, мають печі для колод; інші мають заготівельні печі.
Зріз колоди
Використовується для різання колод на бажану довжину заготовок (тільки на пресах з колодними печами).
Стиковий зсув
Відрізає неекструдовану частину заготовки (прикладом) залишився в контейнері після завершення циклу екструзії. Приклад – це місце, де розташовані оксиди після того, як баран проштовхнув заготовку через контейнер.
Die Oven
Піч, де матриці нагрівають до 750° – 900° F для 4-6 годин до використання.
Колиска
утримує заготовку, коли вона штовхається в екструзійний прес тиском штока.
Натисніть Leadout Table
Стіл, який підтримує екструзію між матрицею та вихідним столом.
Вичерпана таблиця
Стіл на безпосередньому виході з обладнання для виведення преса, який допомагає направляти та підтримувати екструзії.
Задня/передня пластина преса
Екструзійний прес складається з цих двох секцій.
Тяги
З’єднує задню та передню прес-валики.
Каністра
Використовується, щоб допомогти направляти алюмінієві екструзії з матриці. Він має таку ж кількість отворів, як і сама матриця, і може використовуватися на всіх пресах. Newnan відмовляється від їх використання, тому що вони дорогі та важкі в експлуатації.
Притискне кільце валика
Кільце із загартованої інструментальної сталі, вставлене в валик для підтримки блоку матриць. Тиск головного циліндра до кільця викликає напругу та знос, що призводить до необхідності періодичної заміни.
Частини машини для екструзії алюмінію та її функції
Щоб зрозуміти, як працює машина для екструзії алюмінію, потрібно визначити частини машини для екструзії алюмінію та пояснити їх використання.
Машина для екструзії алюмінію складається з передньої плити та задньої плити, які скріплюються чотирма стяжними стрижнями.
Деталі машини для екструзії алюмінію, які фактично здійснюють екструзію, є наступними:
Головний циліндр
Камера та циліндр екструзійного преса, в який закачується гідравлічна рідина для створення бажаного тиску та руху штовхана..
Гідравлічний тиск
Тиск, який використовується для переміщення штока вперед із необхідними фунтами на квадратний дюйм.
ОЗП
Сталевий стрижень, прикріплений до головного циліндра з фіктивним блоком на кінці, який входить у контейнер і чинить тиск на заготовку.
Фіктивний блок
Щільно прилягаючий сталевий блок, прикріплений до штока штока на пресі, який герметизує заготовку в контейнері та запобігає витоку металу назад.
Заготовка
Алюмінієві колоди, розрізані на певну довжину, які подаються в прес як екструзійні матеріали.
Контейнер
Камера в екструзійному пресі, яка утримує заготовку, коли вона проштовхується через матрицю на одному кінці, під час тиску фіктивного блоку та штока, що входить з іншого кінця. Контейнер знаходиться в корпусі контейнера. Усі контейнери вистелені вкладишем, який утримує заготовку на місці під час її екструдування.
Стек інструментів (Складання матриці)
Твердий: вмирати кільце, померти, спонсор, підкладка, і підболстера (Підвалини не використовуються в Карфагені чи Ньюнані). Порожнистий: вмирати кільце, оправка матриці, кришка матриці, підкладка, підболстер
Тримач матриці
Контейнер стека інструментів.
Die Lock
Фіксує матрицю в тримачі матриці.
Древня піч/ Заготівельна піч
Компонент преса, який використовується для нагрівання колод/заготовок до температури екструзії. Преси, обладнані ножицями для колод, мають печі для колод; інші мають заготівельні печі.
Зріз колоди
Використовується для різання колод на бажану довжину заготовок (тільки на пресах з колодними печами).
Стиковий зсув
Відрізає неекструдовану частину заготовки (прикладом) залишився в контейнері після завершення циклу екструзії. Приклад – це місце, де розташовані оксиди після того, як баран проштовхнув заготовку через контейнер.
Die Oven
Піч, де матриці нагрівають до 750° – 900° F для 4-6 годин до використання.
Колиска
утримує заготовку, коли вона штовхається в екструзійний прес тиском штока.
Натисніть Leadout Table
Стіл, який підтримує екструзію між матрицею та вихідним столом.
Вичерпана таблиця
Стіл на безпосередньому виході з обладнання для виведення преса, який допомагає направляти та підтримувати екструзії.
Задня/передня пластина преса
Екструзійний прес складається з цих двох секцій.
Тяги
З’єднує задню та передню прес-валики.
Каністра
Використовується, щоб допомогти направляти алюмінієві екструзії з матриці. Він має таку ж кількість отворів, як і сама матриця, і може використовуватися на всіх пресах. Newnan відмовляється від їх використання, тому що вони дорогі та важкі в експлуатації.
Притискне кільце валика
Кільце із загартованої інструментальної сталі, вставлене в валик для підтримки блоку матриць. Тиск головного циліндра до кільця викликає напругу та знос, що призводить до необхідності періодичної заміни.
Brightstar Aluminium Machinery постачає піч для нагріву алюмінієвих заготовок, піч для підігріву форми, коректор форми алюмінієвих профілів, полірувальна машина з алюмінієвого профілю, дефекти поверхні алюмінієвого профілю щітка очисна машина, машина для обгортання алюмінієвого профілю, машина для наклеювання плівки з алюмінієвого профілю, сублімаційна машина з ефектом деревини та допоміжне обладнання.
Запропонуйте комплексне рішення для проекту екструзії алюмінію, проекту під ключ і пакетної угоди!
Все, що вам потрібно знати про виробництво екструзії алюмінію
Все, що вам потрібно знати про виробництво екструзії алюмінію
Екструзія алюмінію визначається як процес формування матеріалу, примушуючи його текти через фасонний отвір у матриці.
Екструдований матеріал виходить у вигляді подовженого шматка з тим самим профілем, що і отвір матриці.
Один із процесів, за допомогою якого алюміній заповнюється спеціальним штампом і забезпечує постійний поперечний переріз, який використовує всі властивості металу.
Процес екструзії алюмінію максимально використовує унікальну комбінацію фізичних характеристик алюмінію.
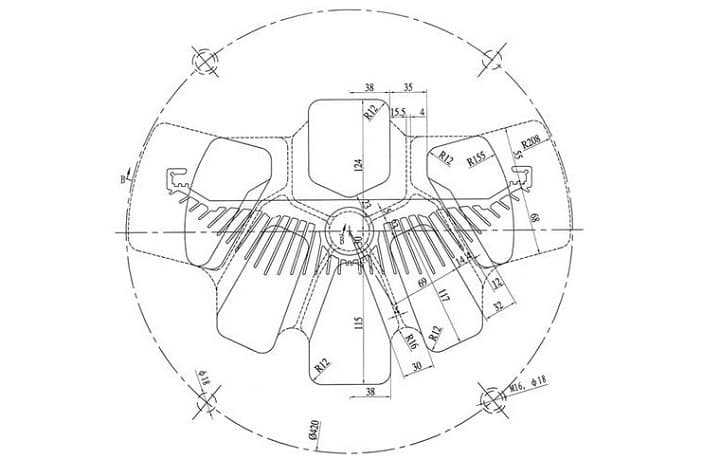
Розмір преса визначає, наскільки велика екструзія може бути виготовлена.
Розмір екструзії вимірюється його найдовшим розміром поперечного перерізу, тобто. його розміщення в межах описаного кола.
Ви можете запитати, що робить процес екструзія алюмінію?
Ось детальна інформація та крок за кроком
Детальний виробничий процес екструзії алюмінію
я.Процес формування
Процес екструзії алюмінію насправді починається з процесу проектування, адже саме дизайн продукту — на основі його цільового використання — визначає багато кінцевих параметрів виробництва.
Питання щодо оброблюваності, обробка, і середовище використання призведе до вибору сплаву для екструдування.
Функція профілю визначатиме дизайн його форми та, отже, конструкція матриці, яка її формує.
Дизайн матриці:
Алюмінієва екструзія - це кінцевий продукт алюмінієвих заготовок, які після нагрівання екструдуються через матрицю, а екструзійна головка — це пристрій із високоточними специфікаціями, розроблений відповідно до вимог для екструдування алюмінієвого профілю з необхідними специфікаціями та поперечними перерізами;
Принцип і етапи конструювання форми
1. Визначити розрахункові параметри камери форми
Поперше, коли дизайнер отримує креслення поперечного перерізу, відповідно до коефіцієнта екструзії, яка максимальна описана окружність поперечного перерізу алюмінієвого профілю, і складність визначення того, яка екструзійна машина підходить.
Встановіть розмір форми, якщо воно маленьке, це вплине на термін служби та формування форми. Вцілому, розмір прес-форми великої секції встановлюється більшим, щоб форма була стабільною для виробництва.
Встановіть розподіл форми ілюмінатора, годівниця та суцільна конструкція форми, конструкція робочого ременя, та формування отворів для формування
2. Розумне розташування отворів матриці на матриці
Так зване розумне розташування полягає в розумному розподілі одного або кількох отворів матриці на прес-формі, так що найкраща однорідність потоку металу може бути отримана за умови забезпечення міцності прес-форми.
3. Розумний розрахунок розміру отвору матриці
При розрахунку розміру отвору матриці, основним фактором є хімічний склад екструдованого сплаву, форму та номінальний розмір виробу та його допустимий допуск, температура екструзії та коефіцієнт теплового розширення матеріалу матриці та екструдованого сплаву при цій температурі, і переріз виробу, характеристики геометричної форми та її зміни при видавлюванні та розтягуванні, величина зусилля видавлювання та деформація прес-форми.
4. Розумно регулюйте витрату металу
Вцілому, тим тонше товщина стінки профілю, тим більше окружність, тим складнішою буде форма, і чим далі від центру екструзійного циліндра, тим коротшим повинен бути підшипник матриці.
Коли все ще важко контролювати швидкість потоку за допомогою підшипника матриці, форма особливо складна, товщина стінки дуже тонка, і частина, розташована далеко від центру, може бути використана як литник для прискорення потоку металу.
Навпаки, для частин зі значно товщими стінками або місць, розташованих дуже близько до центру екструзійного циліндра, кут перешкоди слід використовувати для доповнення перешкоди, щоб уповільнити швидкість потоку тут.
На додачу, ви також можете використовувати отвори балансу процесу, технологічні припуски, або використовуйте прес-форми для передньої камери, направляючі плашки потоку, і змінити номер, розмір, форму, і положення ілюмінаторів для регулювання швидкості потоку металу.
5. Забезпечте достатню міцність форми
На додаток до раціонального розташування отворів матриці, вибір відповідного матеріалу матриці, і розробка розумної структури та форми матриці, також дуже важливо точно розрахувати зусилля видавлювання і перевірити допустиму міцність кожної ділянки.
6. Чистота та обслуговування
Екструзійні матриці слід часто очищати та перевіряти.
Якщо є проблеми, їх слід вчасно ремонтувати, щоб уникнути подряпин, задирки та інші важкі пошкодження в процесі екструзії профілю, що серйозно вплине на якість екструзії алюмінію.
Блок-схема процесу обробки екструзійної матриці
Тверда матриця (структурний профіль без замкнутої порожнини, не ілюмінатор вмирає)
Токарна обробка → маркування → фрезерування → свердління → шліфування → загартування → відпустка → шліфування поверхні → точне фрезерування направляючого каналу → різання дроту → електророзійна станція → полірування → ремонт затискачів → приймання → випробувальна форма → азотування → склад
Плашка ілюмінатора (структурний профіль із закритою порожниною)
Померти спонсором
Токарна обробка → маркування → фрезерування → свердління → шліфування → загартування → гарт → поверхневе шліфування → приймання → склад
Каблучка
Токарна обробка → маркування → фрезерування → свердління → шліфування → загартування → відпуск → площинне шліфування → тонке точіння → приймання → склад
II Процес плавлення
6 серія Сплави та їх застосування
6005: Екструдовані профілі та труби, використовується для структурних частин, які вимагають більшої міцності 6063 сплав, наприклад драбини, Телевізійні антени, тощо;
6009: панелі кузова автомобіля;
6010: тонка пластина, кузов автомобіля;
6061: Різні промислові конструкції, що вимагають певної міцності, зварюваність і висока стійкість до корозії, такі як труби, стрижнів, і форми для виготовлення вантажівок, баштові будівлі, кораблі, трамваї, світильники, механічні частини, і точна обробка, Аркуш;
6063: Будівельні профілі, іригаційні труби та екструзійні матеріали для транспортних засобів, лавки, меблі, огорожі, тощо;
6066: Екструзійні матеріали поковок і зварювальних конструкцій;
6070: Надміцні зварні конструкції та екструзійні матеріали та труби, що використовуються в автомобільній промисловості;
6101: Прутки високої міцності, електропровідники та радіаторні матеріали для автобусів;
6151: Використовується для штампування деталей колінчастого вала, деталей машин і виробництва катаних кілець, для застосувань, які вимагають хорошої підробки, велика сила, і хороша стійкість до корозії;
6201: Високоміцні струмопровідні стрижні та дроти;
6205: Товсті пластини, педалі та високоміцні екструзії;
6262: Різьбові високонапружені деталі, які вимагають кращої стійкості до корозії 2011 і 2017 сплавів;
6351: Пресовані конструктивні деталі транспортних засобів, трубопроводи для води, масло, тощо;
6463: Будівельні та різні приладові профілі, а також автомобільні декоративні деталі з яскравими поверхнями після обробки яскравим зануренням та анодуванням;
6060, 6063, 6063А, 6463, і 6463A часто використовуються у виробництві будівельних профілів, і сплав 6463A використовується виключно для виробництва яскраво-сріблястих алюмінієвих профілів (дзеркальний вигляд).
6063Сплав часто використовується у виробництві архітектурних профілів, які вимагають трохи більшої міцності, ніж 6063 сплав, наприклад матеріали для шторних стін.
6061, 6082, 6106, 6005, 6005А, 6351 сплави широко використовуються у великих конструкційних деталях, які вимагають хорошої корозійної стійкості, наприклад нижня пластина охолодженого контейнера, частини рами вантажівки, частини верхньої конструкції судна, конструктивні частини залізничного транспорту та інші механічні конструктивні частини .
6101 і сплави 6101B використовуються для виробництва профілів з алюмінієвих сплавів для проводки метро.
6563 сплав в основному використовується для виробництва профілів радіаторів.
2024, 5A02, 7005, 7020, 7075 є високоміцними сплавами, які в основному використовуються в космічних кораблях, механічне обладнання, тощо.
Технологічна схема обробки плавлення
Матеріали→зарядка→плавлення→перемішування→легування→утримання→дегазація→рафінування→лиття заготовок→гомогенізація→різання
Плавлення - це процес виробництва алюмінієвого профілю.
За сировиною та структурою продукту, розумний вибір процесу лиття алюмінієвого профілю є запорукою забезпечення якості продукції, зниження споживання енергії та підвищення ефективності виробництва.
Отже, що таке процес плавлення і лиття алюмінієвих профілів?
1. Алюмінієві чушки сировина
Перед виробництвом, відповідно до різних сплавів і різної кількості попиту на алюмінієві заготовки, виготовляють алюмінієві чушки, злитки магнію, кремнієві злитки, мідні злитки і допоміжні матеріали готові в цеху.
2. Плавильна зарядка
Використовуйте навантажувач, щоб завантажити сировину в плавильну піч.
3.плавлення
Після додавання достатньої кількості сировини в піч, використовувати природний газ для нагрівання до 700-730 ℃, і тоді алюмінієвий злиток переплавиться в рідкий стан.
4. Рафінування
Додавання агентів для видалення домішок у розплавлений алюміній.
5.Кастинг
25~35 секунд після заповнення розподільника розплавленим алюмінієм, включається охолоджуюча вода. Швидкість закидання становить 70-80% від нормальної швидкості, і швидкість збільшується до нормальної швидкості після падіння на 40-50 мм.
6. Гомогенізація
Алюмінієві заготовки піддають вторинній гомогенізаційній обробці.
7. Порізка алюмінієвих заготовок
Видаліть нерівні частини на передньому та задньому кінцях алюмінієвих заготовок
8. Склад
Алюмінієві заготовки комплектуються на склад і розміщуються.
Вцілому, Плавка алюмінію полягає в перетворенні алюмінієвих злитків на алюмінієві заготовки, колоди або інші готові або напівфабрикати через процес легування, перемішування, стоячи, рафінування, і знежирення.
Виробництво плавлення та лиття є надзвичайно важливим процесом у виробництві алюмінію та екструзійних виробів з алюмінієвих сплавів.
Якість алюмінієвих заготовок безпосередньо впливає на врожайність, якість і продуктивність екструзійних виробів з алюмінію.
Тепер отримуємо заготовки для екструзії, екструзійна матриця, а сировина готова до екструзії.
III Процес екструзії
Екструзія алюмінію – Процес, за допомогою якого алюміній заповнюється спеціальним штампом і забезпечує постійний поперечний переріз, який використовує всі властивості металу.
Оскільки були розроблені екструзійні форми, доступні алюмінієві заготовки. Все готово для екструзії алюмінію.
Процес екструзії алюмінію – це метод обробки, який застосовує сильний тиск до металевої заготовки, розміщеної в камері матриці (або екструзійний циліндр), змушує металеву заготовку виробляти спрямовану пластичну деформацію, і екструдування з отвору екструзійної матриці для отримання бажаної форми та розміру секції з певними механічними властивостями деталей або напівфабрикатів.
Види процесу екструзії
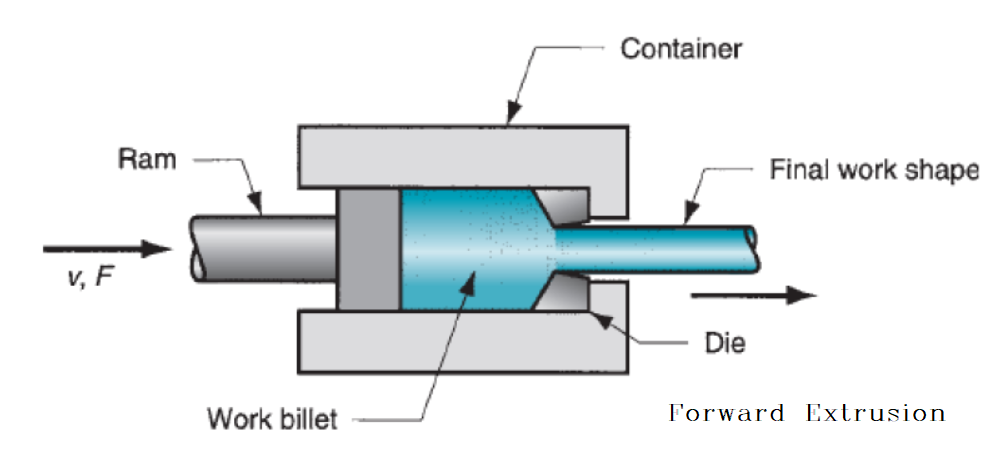
Екструзія вперед
Екструзія вперед, також відомий як пряма екструзія, є найпоширенішим процесом екструзії. Він працює шляхом розміщення заготовки в контейнер з товстими стінками.
Заготовка проштовхується через матрицю за допомогою ползуна або гвинта.
Існує багаторазовий фіктивний блок між бараном і заготовкою, щоб тримати їх розділеними.
Основним недоліком цього процесу є те, що сила, необхідна для екструзії заготовки, є більшою, ніж необхідна в процесі непрямої екструзії, через сили тертя, що виникають через необхідність руху заготовки по всій довжині контейнера..
Через це, найбільша сила, необхідна на початку процесу, повільно зменшується в міру використання заготовки.
На кінці заготовки сила значно збільшується, оскільки заготовка тонка, і матеріал повинен текти радіально, щоб вийти з матриці. Кінець заготовки (називають торцем) не використовується з цієї причини.[i]
[i] https://en.wikipedia.org/wiki/Extrusion
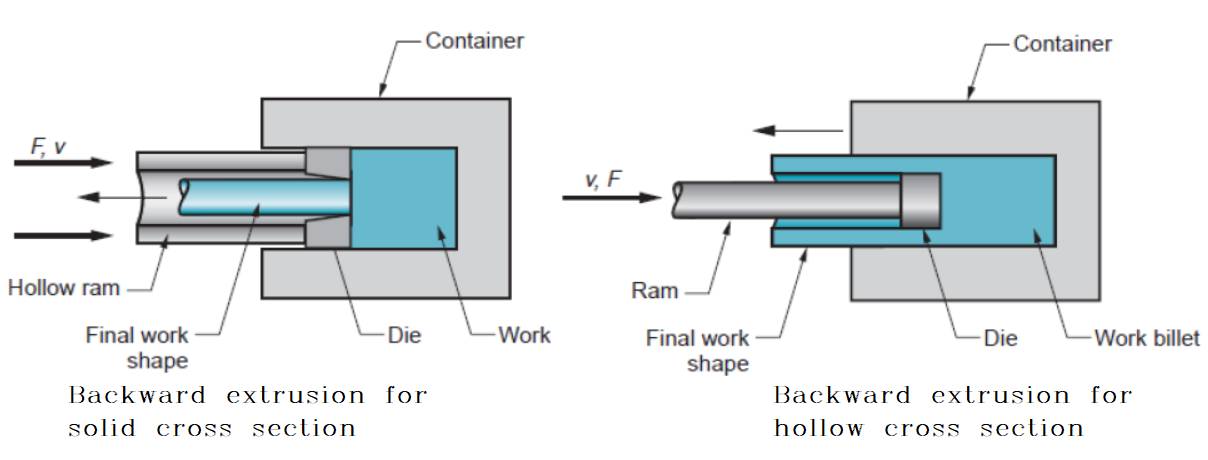
Зворотне видавлювання
Зворотне видавлювання, також відомий як непряма екструзія, заготовка і контейнер рухаються разом, поки матриця нерухома.
Плашка утримується на місці a “стебло” який повинен бути довшим за довжину контейнера.
Максимальна довжина екструзії в кінцевому рахунку продиктована міцністю колони стебла.
Оскільки заготовка рухається разом з контейнером, сили тертя усуваються.
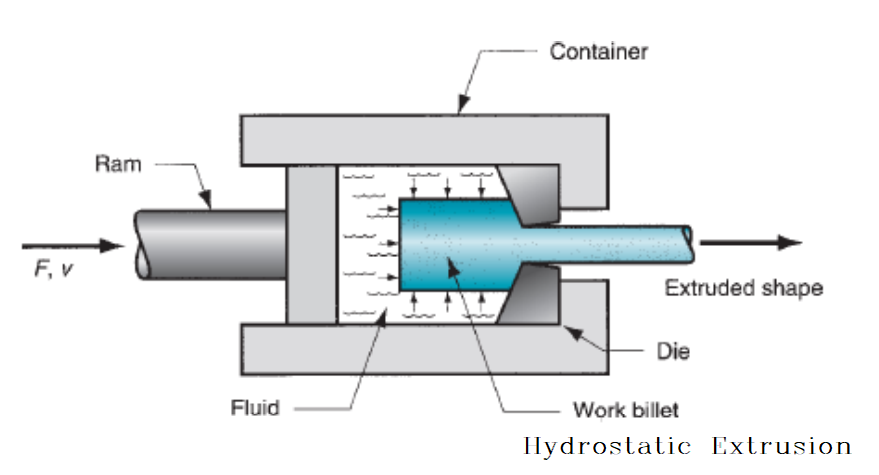
Гідростатична екструзія
У процесі гідростатичної екструзії, заготовка повністю оточена рідиною під тиском, крім тих місць, де заготовка контактує з матрицею.
Цей процес можна проводити в гарячому вигляді, теплий, або холодний, однак, температура обмежена стабільністю використовуваної рідини.
Процес повинен проводитися в герметичному циліндрі, який містить гідростатичне середовище.
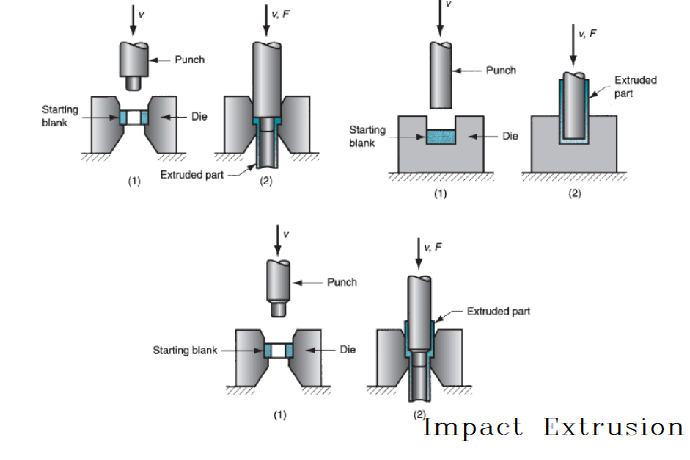
Ударна екструзія
Ударна екструзія — це виробничий процес, подібний до екструзії та витягування, за допомогою якого вироби виготовляються за допомогою металевої кулі.. Слимак вдавлюється на високій швидкості з надзвичайною силою в матрицю або форму пуансоном.[i]
Ударна екструзія виконується з більшою швидкістю та коротшими ходами, ніж звичайна екструзія.
З нього виготовляють окремі компоненти. Як випливає з назви, удар ударяє по робочій частині, а не просто тисне на неї.
[i] https://en.wikipedia.org/wiki/Impact_extrusion
Переваги процесу екструзії алюмінію
1. Під час процесу екструзії, екструдований метал може отримати більш інтенсивний і однорідний тривимірний напружений стан стиснення в зоні деформації, ніж прокатка, що може повністю відтворити пластичність самого обробленого металу;
2. Процесом екструзії можна виготовляти не тільки стрижні, трубки, форми, і вироби з дроту простої форми поперечного перерізу, а також профілі та труби зі складною формою поперечного перерізу;
3. Процес екструзії має велику гнучкість. Потрібно лише замінити екструзійні інструменти, такі як прес-форми, для виробництва виробів різної форми, специфікації та різновиди на одне обладнання. Операція заміни екструзійних форм проста, швидко, економія часу та ефективність;
4. Точність пресованих виробів висока, якість поверхні виробів хороша, а також покращується коефіцієнт використання та вихід металевих матеріалів;
5. Процес екструзії добре впливає на механічні властивості металу;
6.Процес короткий, а виробництво зручне. Одноразова екструзія може отримати загальну структуру з більшою площею, ніж гаряче кування або формування. Інвестиції в обладнання низькі, вартість форми низька, і економічна вигода висока;
7. Алюмінієвий сплав має хороші характеристики екструзії та особливо підходить для обробки екструзією. Його можна обробляти різними процесами екструзії та різноманітними формами.
Етап процесу екструзії
Алюмінієві заготовки→ Нагрівання в печі для нагрівання кількох заготовок із гарячим зрізом колод → температура досягає 480 °C і підтримується протягом 1 години → форма нагрівається до 480 °C → форма поміщається в основу форми → подача → екструзія → знімач → випрямлення → старіння → старіння виконано → охолодження → завершено
1. Помістіть алюмінієві заготовки на стійку. Між алюмінієвими заготовками залишайте певний зазор. Будьте обережні, щоб не складати алюмінієві заготовки, інакше, це збільшить труднощі для оператора та призведе до падіння алюмінієвих заготовок та травмування персоналу під час операції;
2. Дійте строго відповідно до технологічного процесу. Місце 12 алюмінієві заготовки в печі і нагріти їх. Коли час нагріву досягає 3,5 год, температура досягає 480 ℃, а потім нормальне виробництво може бути здійснено після збереження тепла протягом 1 години;
3. В той самий час, помістіть екструзійну матрицю в піч для нагрівання форми та нагрійте її, щоб температура матриці досягла 480 ℃;
4. Після завершення нагрівання та збереження тепла алюмінієвих заготовок і форми, помістіть форму в основу прес-форми екструзійної машини та підготуйте;
5. Помістіть короткі алюмінієві заготовки у вихідний отвір екструдера для підготовки до екструзії;
6. Вступ до стадії екструзії. Після того, як екструдований профіль виходить з випускного отвору, її тягне знімач, а потім визначається довжина для різання, а потім алюмінієвий профіль відправляється на рихтувальний стіл для правки. Алюмінієвий профіль можна транспортувати на ділянку готової продукції для розрізання по довжині.
7. Завантажте нарізаний алюмінієвий профіль у каркас матеріалу відповідно до вимог, транспортувати його в зону старіння, потрапити в піч старіння, і провести лікування старіння.
8. Після старіння температура досягає 200 ℃, тримати 2 год, а потім зачекайте, доки він вийде з печі;
Коли він розряджений, він переходить у стадію охолодження, які можуть охолоджуватися природним охолодженням або за допомогою кулера. У цей час, робота по екструзії завершена, і завершено екструзію алюмінієвих профілів кваліфікованої якості зовнішнього вигляду та форми та розміру.
Екструзія алюмінію буде здійснюватися на автоматичній лінії з нагрівання заготовок, екструзія, охолодження, випрямлення натягу, пиляння та інші процеси.
Обладнання на виробничій лінії, включаючи піч для нагрівання кількох заготовок із ножицями для гарячих колод, екструзійний прес, таблиця вибігу, укладальник, профільний конвеєр, охолоджувальне ліжко, рихтувальний верстат, платформа зберігання, знімач, профільний верстат, піч старіння, тощо.
Поглиблена інформація про процес екструзії алюмінію
Інформація про процес екструзії алюмінію
Екструзія визначається як процес формування матеріалу, наприклад, алюміній, примушуючи його текти через фасонний отвір у матриці.
Екструдований матеріал виходить у вигляді подовженого шматка з тим самим профілем, що і отвір матриці.
Розмір преса визначає, наскільки велика екструзія може бути виготовлена.
Розмір екструзії вимірюється його найдовшим розміром поперечного перерізу, тобто. його розміщення в межах описаного кола.
Описане коло — це найменше коло, яке повністю охоплює поперечний переріз екструдованої форми.
Найважливішим фактором, про який слід пам’ятати в процесі екструзії, є температура.
Температура є найбільш критичною, оскільки вона надає алюмінію бажані характеристики, такі як твердість і оздоблення.
Етапи процесу екструзії такі:
1. Заготовки необхідно розігріти приблизно до 800-925 ° F.
2. Після того, як заготовка досягне потрібної температури, його передають до навантажувача, де тонка плівка сажкового або мастильного матеріалу додається до заготовки та до штока. Сажка діє як розлучник (мастильний матеріал) що утримує дві частини від злипання.
3. Заготовка перекладається в люльку.
4. Накладка чинить тиск на фіктивний блок, який, по черзі, штовхає заготовку, поки вона не опиниться всередині контейнера.
5. Під тиском заготовка розчавлюється об матрицю, стає коротшим і ширшим до повного контакту зі стінками контейнера. Поки алюміній проштовхується через матрицю, рідкий азот обтікає деякі секції матриці для її охолодження. Це збільшує термін служби матриці та створює інертну атмосферу, яка запобігає утворенню оксидів на формі, що екструдується. У деяких випадках замість рідкого азоту використовується газоподібний азот. Газоподібний азот не охолоджує матрицю, але створює інертну атмосферу.
6. В результаті додається тиск на заготовку, м'який, але твердий метал починає протискуватися через отвір матриці.
7. Як екструзія виходить з преса, температура вимірюється за допомогою технології True Temperature (3Т) інструмент, встановлений на плиті преса. 3T записує температуру на виході екструзії алюмінію. Основна мета знання температури — підтримувати максимальну швидкість преса. Цільова вихідна температура для екструзії залежить від сплаву. Наприклад, цільова температура на виході для сплавів 6063, 6463, 6063А, і 6101 становить 930° F (мінімум). Цільова температура на виході для сплавів 6005A,і 6061 становить 950° F (мінімум).
8. Екструзії виштовхуються з матриці до робочого столу та знімача, який спрямовує метал вниз по вихідному столу під час екструзії. Поки тягнуть, екструзія охолоджується серією вентиляторів по всій довжині випускного та охолоджувального столу. (Примітка: сплав 6061 загартується як водою, так і повітрям
9. Не всю заготовку можна використовувати. Залишок (прикладом) містить оксиди шкіри заготовки. Торець відрізається та викидається, тоді як інша заготовка завантажується та приварюється до попередньо завантаженої заготовки, а процес екструзії продовжується.
10. Коли екструзія досягне потрібної довжини, екструзія вирізається профільною пилкою або ножицями.
11. Метал переноситься (через системи рухомих балок beltor) від розливного столу до столу охолодження.
12. Після того як алюміній охолонув і переміщався вздовж охолоджувального столу, потім його переміщують на носилки. Розтягування випрямляє екструзії та виконує «зміцнення» (молекулярне перегрупування, що надає алюмінію підвищену твердість і міцність).
13. Наступний крок – випилювання. Після того, як екструзії були розтягнуті, вони переносяться на пиловий стіл і розрізаються на певну довжину. Допуск різання на пилках становить 1/8 дюйм або більше, залежно від довжини пилки.
14. Після того, як деталі були вирізані, їх завантажують на транспортний пристрій і переміщують у печі для старіння. Термічна обробка або штучне старіння зміцнює метал, прискорюючи процес старіння в середовищі з контрольованою температурою протягом встановленого періоду часу..
Пряма та непряма екструзія
Існує два типи процесів екструзії, прямий і непрямий.
Пряма екструзія це процес, у якому головка матриці утримується нерухомо, а рухомий шток проштовхує метал крізь неї.
Непряма екструзія це процес, у якому заготовка залишається нерухомою, тоді як матриця розташована на кінці штока, рухається проти заготовки, створюючи тиск, необхідний для проходження металу через матрицю.
Вдача
Загартування - це комбінація твердості та міцності алюмінію, отримана механічною та/або термічною обробкою.
Для перевірки механічних властивостей алюмінію застосовують міру розтягування, врожайність, і подовження.
Міцність на розтяг — це показник максимального тягового навантаження, яке матеріал може витримати без руйнування, зазвичай вимірюється в фунтах на квадратний дюйм площі поперечного перерізу.
Текучість - це напруга, при якій матеріал вперше демонструє певну постійну фіксацію.
Подовження - це максимальний відсоток розтягування, який матеріал витримає до розриву.
Щоб задовольнити вимоги сертифіката відповідності, має відповідати визначеному діапазону властивостей сплаву та відпуску.
Твердість за Роквеллом — це тест на твердість вдавлення, який базується на глибині проникнення певного пенетратора в зразок за певних фіксованих умов..
Вебстер є відносним показником твердості, але не гарантує сертифікат відповідності вимогам.
Фактори, що впливають на екструзію
Форма є визначальним фактором у вартості деталі та легкості, з якою її можна видавити. При екструзії можна видавлювати широкий спектр форм, але є обмежувальні фактори, які слід враховувати.
До них відноситься розмір, форму, сплав, коефіцієнт екструзії, співвідношення язика, терпимість, закінчити, фактор, і коефіцієнт брухту.
Якщо частина виходить за межі цих факторів, його неможливо успішно видавити.
Розмір, форму, сплав, коефіцієнт екструзії, співвідношення язика, терпимість, закінчити, і коефіцієнт брухту взаємопов'язані в процесі екструзії, як і швидкість екструзії, температура заготовки, тиск екструзії та сплав, що пресується.
Загалом, Швидкість екструзії безпосередньо залежить від температури металу та тиску, що розвиваються в контейнері.
Температура і тиск обмежуються використовуваним сплавом і формою, що видавлюється.
Наприклад, нижчі температури екструзії зазвичай дають форми з кращою якістю поверхонь і більш точними розмірами.
Нижчі температури вимагають вищого тиску. іноді, через обмеження тиску, досягається точка, коли неможливо видавити форму через даний прес.
Бажаною температурою заготовки є та, яка забезпечує прийнятну поверхню та умови допуску, в той самий час, забезпечує найкоротший можливий час циклу.
Ідеальним варіантом є екструзія заготовки при найнижчій температурі, яку допускає процес.
Виняток становлять так звані сплави для пресування, більшість з яких знаходяться в 6000 серії.
З цими сплавами, температури термообробки розчину в діапазоні 930°-980°F повинні бути досягнуті на виході з матриці для досягнення оптимальних механічних властивостей.
При надмірно високих температурах заготовок і швидкостях екструзії, потік металу стає більш текучим.
Метал, шукаючи шлях найменшого опору, прагне заповнити більші порожнечі на поверхні матриці, і перешкоджає проникненню в обмежені місця.
За тих умов, розміри форми мають тенденцію опускатися нижче допустимих допусків, особливо з тонкими виступами або ребрами.
Іншим результатом надмірних температур і швидкостей екструзії є розрив металу на тонких краях або гострих кутах.
Це є результатом зниження міцності металу на розрив при надмірно високих температурах.
При таких швидкостях і температурах, контакт між металом і опорними поверхнями матриці, ймовірно, буде неповним і нерівним, і будь-яка тенденція до хвиль і поворотів у формі посилюється.
Як правило, вищі механічні властивості сплаву означають нижчу швидкість екструзії.
Більше тертя між заготовкою та стінкою вкладиша призводить до більш тривалого часу, необхідного для початку екструдування заготовки.
Коефіцієнт екструзії форми є чітким показником обсягу механічної обробки, яка відбуватиметься під час екструдування форми.
Коефіцієнт екструзії = площа заготовки/площа форми
Коли коефіцієнт екструзії секції низький, частини форми, що включають найбільшу масу металу, будуть виконувати невелику механічну роботу.
Особливо це стосується приблизно перших десяти футів екструдованого металу.
Його металургійна структура наближатиметься до литої (грубе зерно) хвороба.
Ця структура є механічно слабкою та формує з коефіцієнтом екструзії менше ніж 10:1 не гарантується щодо механічних властивостей.
Як і слід було очікувати, ситуація протилежна, коли коефіцієнт екструзії високий.
Потрібен більший тиск, щоб проштовхнути метал через менші отвори в матриці, і відбудеться екстремальна механічна обробка.
Зазвичай прийнятні коефіцієнти екструзії для твердих сплавів обмежені 35:1 і для м'яких сплавів, Це є 100:1.
Нормальний діапазон коефіцієнта екструзії для твердих сплавів становить від 10:1 до 35:1, а для м'яких сплавів є 10:1 до 100:1.
Ці обмеження не слід вважати абсолютними, оскільки фактична форма екструзії може вплинути на результати.
Чим вище коефіцієнт екструзії, тим важче деталь піддається екструзії, що є результатом підвищеного опору потоку металу.
Тверді сплави вимагають максимального тиску для екструзії, і це ще складніше через погані характеристики поверхні, які вимагають найнижчої температури заготовки..
Коефіцієнт складності також використовується для визначення ефективності екструзії деталі.
Коефіцієнт являє собою периметр фігури, поділений на вагу ноги. Фактор = периметр форми/вага на фут.
Вага на фут має першорядне значення через міркування про прибуткову роботу преса.
Як може здатися очевидним, легша ділянка зазвичай потребує меншого преса для її екструдування.
Проте, інші фактори можуть вимагати пресу більшої потужності, наприклад великого, тонкі стінки порожнистої форми.
Хоча він має низьку вагу на фут, для його екструдування може знадобитися більший тоннаж преса.
До коефіцієнта застосовуються ті ж міркування, що й до коефіцієнта екструзії.
Вищий коефіцієнт ускладнює екструдування деталі, що, відповідно, впливає на виробництво преса.
Співвідношення язика також відіграє важливу роль у визначенні ефективності екструзії деталі.
Коефіцієнт язика екструзії визначається наступним чином: квадрат найменшого отвору до порожнечі, обчислити загальну площу фігури, а потім поділіть отвір у квадраті на площу.
Чим вищий коефіцієнт, тим складніше буде видавити деталь.
Brightstar Aluminium Machinery забезпечує коректор форми алюмінієвого профілю, полірувальна машина з алюмінієвого профілю, машина для обгортання алюмінієвого профілю, дефекти поверхні алюмінієвого профілю щіткою та машиною для чищення, аплікатор плівки з алюмінієвого профілю та допоміжне обладнання для наших клієнтів, не лише постачальник, але й постачальник рішень і постачальник послуг з високою доданою вартістю!
Як оптимізувати процеси екструзії та термічної обробки алюмінію
Оптимізація процесів екструзії та термообробки алюмінію
1. Нагрівання заготовки і температура екструзії
Температура екструзії є найбільш основним і критичним фактором процесу для виробництва екструзії.
Температура екструзії має великий вплив на якість продукту, ефективність виробництва, життя цвілі, енергоспоживання і так далі.
Найважливішою проблемою екструзії є контроль температури металу.
Від початку нагріву заготовки до загартування екструдованого профілю, забезпечується те, що розчинна фазова структура не випадає з твердого розчину або демонструє дисперсію дрібних частинок.
Температура нагріву 6063 заготовка сплаву зазвичай встановлюється в діапазоні температур осадження Mg2Si.
Час нагрівання має важливий вплив на осадження Mg2Si. Швидке нагрівання може значно скоротити час випадання опадів.
Загалом, температура нагрівання 6063 заготовки зі сплаву можна встановити як: негомогенізована заготовка: 460-520 ° C; гомогенізовані заготовки: 430-480 ° C.
Температура екструзії регулюється під час роботи залежно від продукту та тиску агрегату.
Температура заготовок у зоні деформації змінюється в процесі екструзії.
У міру завершення процесу екструзії, температура зони деформації поступово підвищується зі збільшенням швидкості екструзії.
тому, щоб запобігти появі тріщин, швидкість екструзії слід поступово знижувати в міру просування процесу екструзії та підвищення температури зони деформації.
2. Контролюйте швидкість екструзії алюмінію
Швидкість екструзії необхідно ретельно контролювати під час процесу екструзії.
Швидкість екструзії має важливий вплив на тепловий ефект деформації, рівномірність деформації, процес перекристалізації та твердого розчину, механічні властивості виробу та якість поверхні виробу.
Якщо швидкість екструзії занадто висока, буде тенденція до ямчастості, розтріскування, тощо. на поверхні виробу.
В той самий час, швидкість екструзії занадто висока, що збільшує нерівномірність деформації металу.
Швидкість витікання при екструзії залежить від типу сплаву і форми, розмір і стан поверхні профілів.
Швидкість екструзії 6063 сплавний профіль (швидкість витікання металу) можна вибрати з 20 до 100 м/хв.
З розвитком сучасних технологій, швидкість екструзії можна контролювати програмним керуванням або програмою моделювання, також розробляються нові технології, такі як процес ізотермічної екструзії та CADEX.
Шляхом автоматичного регулювання швидкості екструзії підтримувати температуру зони деформації в певному постійному діапазоні, можна досягти швидкої екструзії без розтріскування.
З метою підвищення ефективності виробництва, у процесі можна вжити багато заходів.
Коли використовується індукційний нагрів, існує градієнт температури 40-60 ° C (градієнтний обігрів) по довжині заготовок. Коли проводиться екструзія, високотемпературний кінець звернений до екструзійної головки, а низькотемпературний кінець звернений до пресувальної панелі, щоб збалансувати частину тепла деформації.
Охолоджувана водою матриця екструдована, це, примусове охолодження на задньому кінці прес-форми, і тест доводить, що швидкість екструзії можна збільшити на 30%-50%.
В останні роки, цвіль (екструзійна матриця) був охолоджений азотом або рідким азотом за кордоном для збільшення швидкості екструзії, збільшити термін служби прес-форми та покращити якість поверхні профілю.
Під час процесу екструзії, азот вводиться до виходу екструзійної головки, які можуть швидко стиснути охолоджений продукт, охолодити екструзійну матрицю та метал зони деформації, і теплота деформації відводиться, тоді як вихідний отвір форми оточений атмосферою азоту.
КОНТРОЛЬ, зниження окислення алюмінію, зменшення склеювання та накопичення глинозему, тому охолодження азотом покращує якість поверхні виробу, що може значно збільшити швидкість екструзії. CADEX — це нещодавно розроблений новий процес екструзії.
Температура екструзії, Швидкість екструзії та сила екструзії в процесі екструзії утворюють систему замкнутого циклу для максимізації швидкості екструзії та ефективності виробництва, забезпечуючи найкращу. Продуктивність.
3. гасіння
Загартування 6063-T5 призначене для збереження Mg2Si, розчиненого в основному металі, при високій температурі, а потім швидкого охолодження до нормальної температури.
Швидкість охолодження часто пропорційна силі фази зміцнення.
The 6063 сплав має мінімальну швидкість охолодження 38 ° C / хв і тому підходить для загартування з повітряним охолодженням.
Зміна тяги та номінальної швидкості вентилятора може змінити інтенсивність охолодження, щоб знизити температуру продукту нижче 60 °C до випрямлення натягу.
4. Випрямлення натягу
Після виходу профілю, зазвичай її тягнуть знімачем. Коли знімач працює, виробу надається певний тяговий натяг, і одночасно рухається зі швидкістю витікання продукту.
Метою використання знімача є зменшення довжини та нерівномірності багаторядкового видавлювання, а також для запобігання скручування та згинання профілю після отвору матриці, що доставляє проблеми з випрямленням натягу.
Випрямлення натягом не тільки усуває поздовжню форму виробу, але також зменшує його залишкову напругу, покращує міцнісні властивості та зберігає гарну поверхню.
5. Екструзійне старіння алюмінію
Процес старіння вимагає рівномірної температури, різниця температур не перевищує ±3-5 °C.
Температура старіння 6063 сплав загалом 200 °C. Час старіння є 1-2 години.
З метою поліпшення механічних властивостей, він також ефективний при 180-190 ° C для 3-4 години, але ефективність виробництва буде знижена.
Brightstar Aluminium Machinery надає допоміжне обладнання з алюмінію для наших клієнтів, не тільки піч для нагрівання кількох заготовок із ножицями для гарячих колод, коректор форми алюмінієвого профілю, машина для обгортання алюмінієвого профілю, але також машина для механічної обробки поверхні, люблю сублімаційна машина з ефектом деревини, полірувальна машина з алюмінієвого профілю, дефекти поверхні алюмінієвого профілю щіткою та машиною для чищення, тощо.
Ми пропонуємо комплексне рішення для вашого алюмінієвого проекту, а також проект під ключ і пакетну угоду!
Зв’яжіться з нами зараз, щоб отримати надійну необов’язкову пропозицію щодо вашої алюмінієвої машини.
Як здешевити виробництво заводу алюмінієвого профілю
Тут 7 рішення для зниження виробничих витрат і збільшення прибутку на заводах з екструзії алюмінію
1. Зменшення дефектів алюмінієвих профілів
Дефекти алюмінієвих профілів є фактором, що призводить до браку. Невеликий дефект на алюмінієвому профілі призведе до руйнування всього розрізаного алюмінієвого профілю.
Завдяки високій доданій вартості алюмінієвих профілів, Виробники екструзійних виробів повинні докласти всіх зусиль для зменшення дефектів алюмінієвих профілів.
2. Скоротіть час циклу без екструзії
Тривалість циклу без екструзії - припускаючи, що виробнича ефективність екструзії алюмінієвого профілю становить 30 штук заготовок на годину, кожен цикл без екструзії економить 10 секунд, тому 10(другий)*30(шт)*24(година)=7200 секунд, тоді ви можете збільшити час екструзії на 2 годин на день, 2 годин означає більше ніж 8% випуску еквівалентно зменшенню 8% у витратах на перетворення на кг профілю.
3. Час простою (переривання роботи)
Величезні втрати через простої (в нашому прикладі, втрати під час простою становлять 10-15,00 доларів США за хвилину), не кажучи вже про втрату потужності через відсутність виходу під час простою.
4. Швидкість екструзії
Необхідно ретельно розглянути ефективність виробництва, яку забезпечують сторонні високотехнологічні алюмінієві профільні форми.
Якщо придбана прес-форма з алюмінієвого профілю може досягти більшої швидкості екструзії, ніж форма, виготовлена самим виробником екструзії, тоді замовлення середнього розміру може компенсувати додаткові витрати на придбання форми.
5. Використання пористої фільєри
Швидкість екструзії можна збільшити на 200% (2-отвір плашки) або навіть 300% (3-отвір плашки), тому економічні вигоди будуть вищими.
6. Зменшити відсоток браку та підвищити ефективність виробництва та коефіцієнт кваліфікації
В процесі, утворення брухту слід максимально скоротити.
Звести до мінімуму брухт у виробництві та збільшити кількість виробництва та максимізувати відсоток кваліфікації готової продукції.
7. Використання автоматизованого та сучасного виробничого обладнання
У виробництві рекомендовані піч для нагрівання заготовок з гарячим ножем, також автоматичний аплікатор плівки з алюмінієвого профілю, машина для обмотування алюмінієвого профілю та коректор форми алюмінієвого профілю можна використовувати для економії вартості праці, знизити собівартість виробництва і збільшити вигоду.
Які фактори впливають на силу екструзії?
Екструзія це процес формування металу, під час якого заготовка з великою площею поперечного перерізу зменшується до меншої площі поперечного перерізу, змушуючи заготовку протікати через матрицю.
Сила екструзії відноситься до тиску, який екструзійний баран діє на заготовки через фіктивний блок, щоб змусити метал витікати з отвору матриці.
Під час процесу екструзії, сила екструзії змінюється разом з рухом екструзійного барана.
Ви можете посилатися на зміну сили екструзії під час процесу екструзії.
Основними факторами, що впливають на силу видавлювання, є: опір деформації металу при екструзії, ступінь деформації (коефіцієнт екструзії), швидкість екструзії, умови тертя між заготовками та поверхнею контакту матриці, кут екструзії, форма розділу виробу, довжина заготовок і спосіб екструзії.
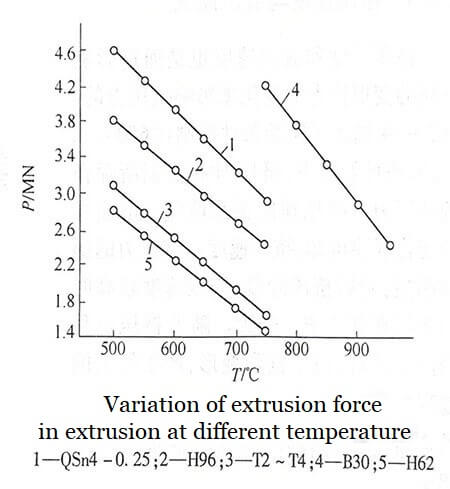
1. Температура екструзії та стійкість до деформації
Сила видавлювання пропорційна опору деформації металу, але через нерівномірність складу металу і температури, опір деформації також неоднорідний.
У міру підвищення температури, знижується опір металу деформації, і сила видавлювання також зменшується.
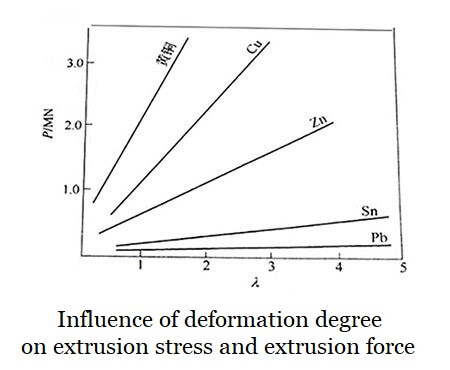
 2. Ступінь деформації
2. Ступінь деформації
Ступінь деформації також пропорційна силі видавлювання.
Як ступінь деформації (коефіцієнт екструзії λ) збільшується, збільшується сила видавлювання.
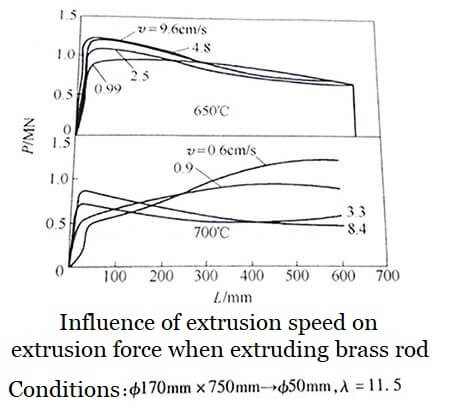
 3. Швидкість екструзії та швидкість витікання
3. Швидкість екструзії та швидкість витікання
Швидкість екструзії та швидкість витікання також впливають на силу екструзії, впливаючи на опір деформації металу.
На початку стадії екструзії, швидкість екструзії висока, і в міру просування екструзії, утворюється тепло деформації, і сила видавлювання поступово зменшується.
Якщо прийнята менша швидкість екструзії, сила екструзії може поступово збільшуватися через ефект охолодження екструзійного циліндра.
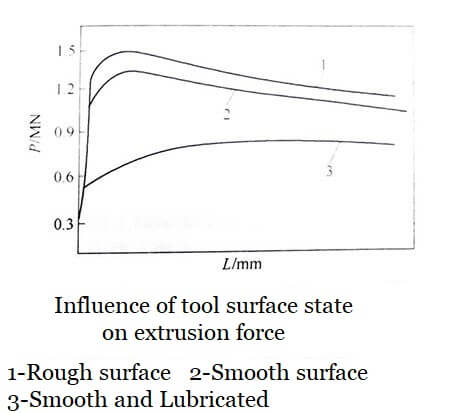
4. Тертя та змащення
У екструзійний контейнер, зона деформації і робочий пояс, метал затертий.
Збільшується тертя, сила видавлювання збільшується, тертя зменшується, сила видавлювання зменшується.
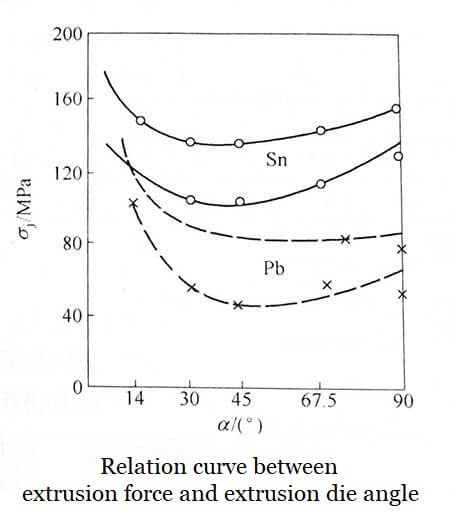
5. Кут екструзії
Кут екструзійної матриці є важливим фактором у виробничому процесі, оскільки це великий визначальний фактор у потоці матеріалу.
Величина сили, необхідної для формування певного поперечного перерізу, змінюватиметься залежно від різних кутів матриці.
Менший кут створить більше тертя на межі робочої матриці.
Кут екструзійної матриці має значний вплив на силу екструзії.
При екструзії кут змінюється від 0° до 90°, сила видавлювання зменшується зі збільшенням кута α.
Коли α знаходиться в межах 45°-60°, сила видавлювання має мінімальне значення, і оскільки кут продовжує збільшуватися, сила видавлювання знову починає зростати.
 6. Форма розділу виробу
6. Форма розділу виробу
Форма поперечного перерізу виробу суттєво впливає на силу видавлювання лише у разі більш складних умов.
Загалом, вплив коефіцієнта перетину не враховано.
7. Довжина заготовки
Під час екструзії вперед, заготовка і екструзійний циліндр мають більшу силу тертя, тому чим більше довжина заготовки, тим більше сила видавлювання.
Під час зворотного видавлювання, довжина заготовки не впливає на силу видавлювання.
8. Метод екструзії
Для екструзії в тих же умовах, сила екструзії зворотної екструзії, як правило, є 20-30% менше, ніж при прямому видавлюванні.
Як випрямити екструдований алюмінієвий профіль без деформації
Загалом, екструзія алюмінію без старіння має низьку твердість, Екструзія алюмінію широко застосовувалася в будівництві, автомобільна та промислова сфери, і так як алюмінієві профілі витримують навантаження без деформації?
Насправді, не варто здавати алюмінієвий профіль, коли він зігнутий, цього не повинно статися, і цього можна уникнути.
Так, як зменшити або уникнути браку через вигин? Brightstar Aluminium Machinery як фахівець з алюмінієвого обладнання, давайте допоможемо вам вирішити цю проблему.
1. Чим може зіграти рихтування екструдованих алюмінієвих профілів?
Усунення напруги металу, що виникає під час процесу екструзії, і контролювати розмір алюмінієвих профілів.
2. Екструзійне рихтування алюмінію
Рихтування - серйозна частина гнуття алюмінієвих профілів.
Оператор повинен звернути увагу на силу, яка використовується для випрямлення.
Якщо сила занадто велика, алюмінієві профілі можуть деформуватися, вимір близько, апельсинова шкірка, тощо.
Якщо сила занадто мала, алюмінієвий профіль не буде випрямлятися, що призводить до згинання.
3. Завантаження рами профілів
Цей процес теж дуже важливий.
Після розпилу на фіксовану довжину, алюмінієвий профіль буде завантажений в профільні рами.
У цей час, оператор повинен звернути увагу: чи є матеріал великим алюмінієвим профілем або малим алюмінієвим профілем, порожнистий або суцільний алюмінієвий профіль?
Вцілому, нелегко викликати згинання, коли два кінці великих алюмінієвих профілів і порожнистих алюмінієвих профілів піднімаються і рама навантажується.
Але невеликі алюмінієві профілі та тверді алюмінієві профілі можна легко зігнути, якщо підняти два кінці та завантажити раму.
Підйом і навантаження рами повинні здійснюватися з обох кінців до середини.
4. Старіння та навантаження на каркас
Алюмінієві профілі після фабричної обробки піддаються старінню, твердість досягла стандарту, а алюмінієвий профіль не так просто зігнути, але все ж необхідно звернути увагу при завантаженні кадру.
При підйомі матеріалу з обох кінців, намагайтеся уникати сильних коливань вгору і вниз, що також призведе до вигину застарілого алюмінієвого профілю.
Фізико-хімічні властивості алюмінію та його користь
Алюміній м'який, сріблястий легкий метал.
Він дуже реактивний, тому в атмосфері швидко утворюється тонкий, але однаково захисний шар оксиду.
З цієї причини, він дуже стійкий до корозії.
За спеціальною обробкою, анодування, i. д. процес електролітичного окислення, поверхню алюмінію, захищену оксидним шаром, можна навіть зміцнити та зробити більш стійкою до корозії.
Алюміній сильно реагує з соляною кислотою і каустичною содою.
Реакція із сірчаною кислотою слабша, при цьому він залишається пасивним при контакті з холодною азотною кислотою.
Фізико-хімічні властивості алюмінію та його користь
Алюміній має хорошу тепло- і електропровідність, у кожному випадку приблизно дві третини значень для чистої міді.
Завдяки електронній конфігурації, елемент має три валентні електрони; тому його ступінь окислення дорівнює +3.
- Точка плавлення: 660 °C (для AL 99,99 зг. до складу / легування вищих відп. нижче)
- Точка кипіння: 2500 °C (зг. до складу / легування вищих відп. нижче)
- Щільність: 2,70 г/см³
- Відносна атомна маса 26,98
- Число окислення: 3
- Атомний радіус: 143,1 вечора
- Іонний радіус: 57 вечора (+3)
- Електропровідність: 36 м/Ом·мм²
9 Переваги алюмінію
1. Алюміній – легкий метал, близько третини щільності сталі, мідь, і латунь.
2. Алюміній має хорошу корозійну стійкість до звичайних атмосферних і морських атмосфер.
Його стійкість до корозії та подряпин можна підвищити за допомогою анодування.
3. Алюміній має високу відбивну здатність і може використовуватися в декоративних цілях.
4. Деякі алюмінієві сплави можуть відповідати або навіть перевищувати міцність звичайної конструкційної сталі.
5. Алюміній зберігає свою міцність при дуже низьких температурах, не стаючи крихкими, як вуглецева сталь.
6. Алюміній є хорошим провідником тепла та електрики.
При вимірюванні рівною площею поперечного перерізу, Електричний алюміній має провідність приблизно 62% електричної відпаленої міді.
Проте, при порівнянні з однаковою вагою, електропровідність алюмінію становить 204% з міді.
7. Алюміній легко обробляється та формується за допомогою різноманітних процесів формування, включаючи глибоке формування- волочіння і формування рулонів.
8. Алюміній нетоксичний і зазвичай використовується в контакті з харчовими продуктами.
9. Алюміній можна легко переробити.
Історія алюмінію та екструзії алюмінію
Походження алюмінію
У порівнянні з іншими металами, такими як мідь, бронза, залізо та сталь, які використовувалися протягом тисячоліть, Алюміній порівняно молодий, був ідентифікований як елементарний метал у 1807.
Алюміній вперше був очищений в 1825, і в той час він вважався розкішним металом, який був дорожчим за золото.
Лише наприкінці 1880-х років, з винаходом процесу плавлення Холом і Еру та розвитком комерційного виробництва, що сріблястий метал став доступним для повсякденного використання.
Початкові робочі процеси складалися з прокатки, лиття, і кування.
Алюміній
Назва алюміній походить від стародавньої назви галуну (сульфат калію алюмінію), який був глином (латинь, значення гірка сіль).
Алюміній — початкова назва елемента, дана Гемфрі Деві, але інші називали його алюмінієм, і ця назва стала загальноприйнятою в Європі..
Проте, у США найкращою назвою був алюміній, і коли Американське хімічне товариство обговорювало це питання, в 1925, він вирішив залишитися з алюмінієм.
Алюміній - м'який і легкий метал.
Має тьмяно-сріблястий вигляд, через тонкий шар окислення, який швидко утворюється під час дії повітря.
Алюміній нетоксичний (як метал) немагнітний і не іскрячий.
Алюміній має лише один природний ізотоп, алюміній-27, який не є радіоактивним.
Характеристики алюмінію:
Алюміній є легким, високопровідні, світловідбиваючий і нетоксичний метал, який легко піддається механічній обробці.
Довговічність металу та численні переваги роблять його ідеальним матеріалом для багатьох промислових застосувань.
Алюміній також дуже корисний, коли у вас є алюмінієвий барбекю, який стоїть під дощем, бо алюміній не іржавіє.
це також дуже твердий і легкий елемент, тому з нього виготовляють автомобілі, а також тому, що він поглинає ударні удари під час автомобільної аварії, ось чому ви повинні його купити, тому, якщо ви потрапите в автомобільну аварію, алюміній поглине удар найбільше, і ви будете в безпеці
Історія алюмінію:
Сполуки алюмінію стародавні єгиптяни використовували як барвники, косметика та ліки, але це було не до 5000 років потому люди виявили, як виплавляти чистий металевий алюміній.
Не дивно, розвиток методів виробництва металевого алюмінію збігся з появою електрики в 19 столітті, оскільки виплавка алюмінію потребує значної кількості електроенергії.
Відбувся великий прорив у виробництві алюмінію 1886 коли Чарльз Мартін Хол виявив, що алюміній можна виробляти за допомогою електролітичного відновлення.
До того часу, алюміній був більш рідкісним і дорожчим за золото.
Проте, протягом двох років після відкриття Холла, в Європі та Америці створювалися алюмінієві компанії.
Протягом 20 ст, попит на алюміній значно зріс, особливо в галузі транспортування та пакування.
Хоча техніка виробництва суттєво не змінилася, вони стали помітно ефективнішими.
За останні 100 років, кількість енергії, яка витрачається на виробництво однієї одиниці алюмінію, зменшилася 70%.
Історія екструзії алюмінію
Екструзія алюмінію застосовувалася багатьма інноваційними способами з самого початку більш ніж 100 багато років тому.
Від його раннього використання у створенні труб і дротів до футуристичних застосувань у будівництві космічних станцій, Екструзія алюмінію має багату історію.
Процес екструзії вперше був запатентований у 1797 для виготовлення свинцевих труб, який виконувався ручною працею до появи преса з гідравлічним приводом 1820.
До кінця ХІХ ст, методи екструзії також використовувалися для мідних і латунних сплавів, але застосування екструзії алюмінію пішло унікальним шляхом.
Розвиток екструзії алюмінію
Олександр Дік винайшов сучасний процес гарячої екструзії 1894, який був застосовний до більшості кольорових сплавів.
Сьогодні, алюміній є найбільш поширеним екструдованим металом, і його можна використовувати як з гарячим, так і з холодним процесом екструзії.
У Північній Америці був створений перший прес для екструзії алюмінію 1904 в Пенсильванії, США.
Запровадження екструзії призвело до різкого зростання передових застосувань алюмінію, зокрема у виробництві автомобільних деталей.
Зростаючий попит на екструзійний алюміній досяг нових висот під час двох світових війн для використання в літакобудуванні та інших військових потребах.
Бурхливий розвиток екструзії продовжився після Другої світової війни, і почав розширюватися в різних галузях, включаючи сектор житлового будівництва, яка зазнала значного зростання в післявоєнний період.
У наступні десятиліття, транспортний і будівельний сектори завжди були головними благодійниками алюмінієвих екструзійних виробів.
Навіть у теперішні часи, Основна частина екструзії використовується у виробництві дверей і вікон, за нею – легковий транспорт.
Іншими основними екструзійними продуктами та застосуваннями є споживчі скоби та будівництво мостів і автомагістралей.
Коротка історія екструзії алюмінію, в порівнянні з іншими металами, бачила екстенсивний розвиток і зростання, революціонізуючи спосіб нашого життя.
Оскільки відкриваються нові цілі в дослідженні космосу та тут, удома, екструзія алюмінію й надалі буде важливою частиною майбутнього.
Пропозиції Brightstar Aluminium Machinery лінія виробництва екструзії алюмінію для наших клієнтів, не тільки машина, а й рішення.









