


അലുമിനിയം എക്സ്ട്രൂഷൻ പ്ലാന്റ് സജ്ജീകരണത്തെക്കുറിച്ച് നിങ്ങൾ അറിയേണ്ട എല്ലാ വിവരങ്ങളും
അലുമിനിയം എക്സ്ട്രൂഷൻ പ്ലാന്റ് സജ്ജീകരണത്തെക്കുറിച്ച് നിങ്ങൾ അറിയേണ്ട എല്ലാ വിവരങ്ങളും?
അലുമിനിയം എക്സ്ട്രൂഷൻ പ്ലാന്റ് സജ്ജീകരണത്തെക്കുറിച്ച് നിങ്ങൾ അറിയേണ്ട എല്ലാ വിവരങ്ങളും: അലുമിനിയം എക്സ്ട്രൂഷൻ പ്ലാന്റ് സജ്ജീകരണത്തെക്കുറിച്ച് നിങ്ങൾ അറിയേണ്ട എല്ലാ വിവരങ്ങളും, അലുമിനിയം എക്സ്ട്രൂഷൻ പ്ലാന്റ് സജ്ജീകരണത്തെക്കുറിച്ച് നിങ്ങൾ അറിയേണ്ട എല്ലാ വിവരങ്ങളും, അലുമിനിയം എക്സ്ട്രൂഷൻ പ്ലാന്റ് സജ്ജീകരണത്തെക്കുറിച്ച് നിങ്ങൾ അറിയേണ്ട എല്ലാ വിവരങ്ങളും, അലുമിനിയം എക്സ്ട്രൂഷൻ പ്ലാന്റ് സജ്ജീകരണത്തെക്കുറിച്ച് നിങ്ങൾ അറിയേണ്ട എല്ലാ വിവരങ്ങളും, അലുമിനിയം എക്സ്ട്രൂഷൻ പ്ലാന്റ് സജ്ജീകരണത്തെക്കുറിച്ച് നിങ്ങൾ അറിയേണ്ട എല്ലാ വിവരങ്ങളും, അലുമിനിയം എക്സ്ട്രൂഷൻ പ്ലാന്റ് സജ്ജീകരണത്തെക്കുറിച്ച് നിങ്ങൾ അറിയേണ്ട എല്ലാ വിവരങ്ങളും, അലുമിനിയം എക്സ്ട്രൂഷൻ പ്ലാന്റ് സജ്ജീകരണത്തെക്കുറിച്ച് നിങ്ങൾ അറിയേണ്ട എല്ലാ വിവരങ്ങളും, അലുമിനിയം എക്സ്ട്രൂഷൻ പ്ലാന്റ് സജ്ജീകരണത്തെക്കുറിച്ച് നിങ്ങൾ അറിയേണ്ട എല്ലാ വിവരങ്ങളും, ഉപകരണങ്ങളുടെ മൂല്യത്തകർച്ച, സാമ്പത്തിക ചെലവുകൾ, മാനേജ്മെന്റ് ചെലവ്, തുടങ്ങിയവ., ഒരു കൂട്ടം അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രൊഡക്ഷൻ ലൈനും.
കാരണം നിർമ്മിക്കുന്ന അലുമിനിയം പ്രൊഫൈലിന്റെ വലുപ്പം നിങ്ങൾ ഉപയോഗിക്കേണ്ട എക്സ്ട്രൂഷൻ ലൈനിന്റെ സവിശേഷതകൾ നിർണ്ണയിക്കുന്നു.
വ്യത്യസ്ത സവിശേഷതകളുള്ള അലുമിനിയം എക്സ്ട്രൂഷൻ മെഷീനുകൾ പ്രയോഗിക്കുന്നു, ഉൽപ്പാദിപ്പിക്കുന്ന അലുമിനിയം എക്സ്ട്രൂഷന്റെ വലിപ്പം വ്യത്യസ്തമായിരിക്കും.
അലുമിനിയം പ്രൊഫൈലുകളുടെ വലുപ്പം വലുതാണ്, ടൺ കപ്പാസിറ്റി കൂടുന്തോറും എക്സ്ട്രൂഷൻ പ്രസ്സ് പ്രയോഗിക്കും.
ഉത്പാദനത്തിൽ, ഒരു അലുമിനിയം പ്രൊഫൈലിന്റെ വിഭാഗത്തിന്റെ ആകൃതിയും വലുപ്പവും അനുസരിച്ച്, എക്സ്ട്രൂഷൻ അച്ചിന്റെ വലുപ്പം നിർണ്ണയിക്കപ്പെടുന്നു, എക്സ്ട്രൂഷൻ മോൾഡ് ഫ്ലാറ്റ് ഡൈ ആണോ അതോ പോർതോൾ ഡൈ ആണോ എന്ന് നിർണ്ണയിക്കപ്പെടുന്നു.
പൂപ്പൽ വലിപ്പം അറിയാമെങ്കിൽ, എക്സ്ട്രൂഷൻ മെഷീന്റെ ടൺ കപ്പാസിറ്റി അടിസ്ഥാനപരമായി നിർണ്ണയിക്കപ്പെടുന്നു.
ഞങ്ങൾ ഒരു പുതിയ അലുമിനിയം എക്സ്ട്രൂഷൻ ഫാക്ടറി സ്ഥാപിക്കാൻ ആഗ്രഹിക്കുന്നുവെങ്കിൽ, ചെലവിന്റെ വിശദമായ വിവരങ്ങൾ ഇതാ
600ടി അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സ്, ചൂടുള്ള ലോഗ് ഷിയർ ഉപയോഗിച്ച് ബില്ലെറ്റ് ചൂടാക്കൽ ചൂള, പൂപ്പൽ ചൂടാക്കൽ അടുപ്പ്, കൂളിംഗ് ബെഡും റണ്ണൗട്ട് ടേബിളും, പുള്ളറും പ്രായമാകുന്ന ചൂളയും, വ്യത്യസ്ത ബ്രാൻഡ് എക്സ്ട്രൂഷൻ മെഷീനും സഹായ ഉപകരണങ്ങളും അടിസ്ഥാനമാക്കി 250,000.00-500,000.00USD ആണ് കണക്കാക്കിയ ചെലവ്;
800ടി അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സ്, ചൂടുള്ള ലോഗ് ഷിയർ ഉപയോഗിച്ച് ബില്ലെറ്റ് ചൂടാക്കൽ ചൂള, പൂപ്പൽ ചൂടാക്കൽ അടുപ്പ്, കൂളിംഗ് ബെഡും റണ്ണൗട്ട് ടേബിളും, പുള്ളറും പ്രായമാകുന്ന ചൂളയും, വ്യത്യസ്ത ബ്രാൻഡ് എക്സ്ട്രൂഷൻ മെഷീനും സഹായ ഉപകരണങ്ങളും അടിസ്ഥാനമാക്കി 300,000.00-600,000.00USD ആണ് കണക്കാക്കിയ ചെലവ്;
1000ടി അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സ്, ചൂടുള്ള ലോഗ് ഷിയർ ഉപയോഗിച്ച് ബില്ലെറ്റ് ചൂടാക്കൽ ചൂള, പൂപ്പൽ ചൂടാക്കൽ അടുപ്പ്, കൂളിംഗ് ബെഡും റണ്ണൗട്ട് ടേബിളും, പുള്ളറും പ്രായമാകുന്ന ചൂളയും, വ്യത്യസ്ത ബ്രാൻഡ് എക്സ്ട്രൂഷൻ മെഷീനും സഹായ ഉപകരണങ്ങളും അടിസ്ഥാനമാക്കി 400,000.00-750,000.00USD ആണ് കണക്കാക്കിയ ചെലവ്.
അത് അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രൊഡക്ഷൻ ലൈൻ മെഷീൻ ചെലവുകൾക്ക് മാത്രമാണ്.
കയറ്റുമതി ചരക്ക് ചെലവ് ഞങ്ങൾ പരിഗണിക്കണം, ഇൻസ്റ്റാളേഷനും കമ്മീഷൻ ചെയ്യുന്നതിനുള്ള ചെലവും.
ഒരു പുതിയ ഫാക്ടറിക്കും, ഗ്യാസ് കണക്ഷനും ഇൻസ്റ്റാളേഷനും, പാരിസ്ഥിതിക ആഘാതം വിലയിരുത്തൽ, ഓപ്പറേഷൻ ഫോർക്ക്ലിഫ്റ്റിന്റെയും അലുമിനിയം ബില്ലറ്റുകളുടെയും വില (പുറംജോലി) പ്രവർത്തന ഫണ്ടും പരിഗണിക്കും
ഒരു അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രൊഡക്ഷൻ ലൈനിനായി, കുറഞ്ഞത് ഒരു ഷിഫ്റ്റ് തൊഴിലാളികൾ 5 വ്യക്തിയും 2 ഷിഫ്റ്റുകൾ-3 ഷിഫ്റ്റുകൾ ആയിരിക്കും 10-15 വ്യക്തി.
അതിനാൽ ഒരു അലുമിനിയം എക്സ്ട്രൂഷൻ ഫാക്ടറി സ്ഥാപിക്കുന്നതിനുള്ള ചെലവ് കുറഞ്ഞത് 350,000.00USD ആയിരിക്കും..
ഈ അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രൊഡക്ഷൻ ലൈൻ മിൽ ഫിനിഷ് അലുമിനിയം എക്സ്ട്രൂഷനു മാത്രമുള്ളതാണ്, ഉപരിതല ചികിത്സയില്ലാതെ.
നമുക്ക് സ്വയം അലുമിനിയം ബില്ലറ്റുകൾ നിർമ്മിക്കണമെങ്കിൽ, ഉരുകൽ, കാസ്റ്റിംഗ് ഉപകരണങ്ങൾ ആവശ്യമായി വരും.
ഞങ്ങൾ അലൂമിനിയം പ്രൊഫൈലുകൾ ആനോഡൈസ് ചെയ്തതോ പൊടി പൂശിയോ ഉണ്ടാക്കാൻ ആഗ്രഹിക്കുന്നുവെങ്കിൽ, പ്രവർത്തനത്തിന് ആനോഡൈസിംഗ് വർക്ക്ഷോപ്പും അല്ലെങ്കിൽ പൊടി പൂശിയ വർക്ക്ഷോപ്പും ആവശ്യമാണ്.
ഒരു സമ്പൂർണ്ണ അലുമിനിയം പ്രൊഫൈൽ പ്രൊഡക്ഷൻ ലൈൻ സാധാരണയായി ഇനിപ്പറയുന്ന ഉപകരണങ്ങൾ ഉൾക്കൊള്ളുന്നു:
അലുമിനിയം ഉരുകൽ വർക്ക്ഷോപ്പ്
അലുമിനിയം ഉരുകുന്ന ചൂള
കാസ്റ്റിംഗ് പ്ലാറ്റ്ഫോം
ബില്ലറ്റ് കാസ്റ്റ് പൂപ്പൽ
ബില്ലറ്റ് കട്ടിംഗ് മെഷീൻ
ഹോമോജെനൈസിംഗ് ഫർണസ്
അലുമിനിയം ഡ്രോസ് പ്രോസസ്സിംഗ് മെഷീൻ(ഓപ്ഷണൽ)
ഓൺലൈൻ ഡീഗ്യാസിംഗ് ഉപകരണങ്ങൾ (ഓപ്ഷണൽ)
പെർമനന്റ് മാഗ്നെറ്റിക് സ്റ്റിറർ (ഓപ്ഷണൽ)
ബാഗ് ഹൗസ് ഡസ്റ്റ് കളക്ടർ (ഓപ്ഷണൽ)
അലുമിനിയം എക്സ്ട്രൂഷൻ വർക്ക്ഷോപ്പ്
അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സ്
അലുമിനിയം ബില്ലറ്റ് ചൂടാക്കൽ ചൂള
പൂപ്പൽ ചൂടാക്കൽ അടുപ്പ്
തണുപ്പിക്കാനുള്ള ഫാൻ
കൂളിംഗ് ബെഡും റണ്ണൗട്ട് ടേബിളും
എക്സ്ട്രൂഷൻ ലൈൻ കട്ടിംഗ് സോ
പ്രായമാകുന്ന ചൂള
അലുമിനിയം പ്രൊഫൈൽ ആനോഡൈസിംഗ് വർക്ക്ഷോപ്പ്
വാട്ടർ ശീതീകരണ യൂണിറ്റ്
കളറിംഗ് മെഷീൻ
ശീതീകരണ യൂണിറ്റ്
ചൂട് എക്സ്ചേഞ്ചർ
ഫിൽട്ടർ അമർത്തുക
ലിഫ്റ്റർ
അലുമിനിയം പ്രൊഫൈൽ ബ്രഷിംഗ് മെഷീൻ
അലുമിനിയം പ്രൊഫൈൽ പോളിഷിംഗ് മെഷീൻ
മണൽ പൊട്ടിക്കൽ/അലുമിനിയം പ്രൊഫൈൽ ഷോട്ട് ബ്ലാസ്റ്റിംഗ് മെഷീൻ
അലുമിനിയം പ്രൊഫൈൽ ഇലക്ട്രോഫോറെസിസ് കോട്ടിംഗ് വർക്ക്ഷോപ്പ്
ഇലക്ട്രോഫോറെസിസ് ഉപകരണങ്ങൾ
അലുമിനിയം പ്രൊഫൈൽ പൊടി കോട്ടിംഗ് വർക്ക്ഷോപ്പ്
പൊടിയിൽ പൊതിഞ്ഞ ഉപകരണങ്ങൾ
തെർമൽ ബ്രേക്ക് അലുമിനിയം പ്രൊഫൈൽ പ്രൊഡക്ഷൻ ലൈൻ
വുഡ് ഗ്രെയ്ൻ ഇഫക്റ്റ് സബ്ലിമേഷൻ മെഷീൻ
അലുമിനിയം പ്രൊഫൈൽ പൂപ്പൽ വർക്ക്ഷോപ്പ്
നൈട്രൈഡിംഗ് ഓവൻ
മെഷീനിംഗ് സെന്റർ
ലാഥെ
പൊടിക്കുന്ന യന്ത്രം
വയർ കട്ടിംഗ്
ഇലക്ട്രിക് സ്പാർക്ക്
പൂപ്പൽ ശമിപ്പിക്കുന്ന ചൂള
ലബോറട്ടറി
സ്പെക്ട്രോമീറ്റർ
ഹൈഡ്രജൻ മീറ്റർ
മെറ്റലോഗ്രാഫിക് ഉപകരണങ്ങൾ
ലബോറട്ടറി ഉപകരണങ്ങൾ, ഉപഭോഗവസ്തുക്കൾ
പാക്കേജിംഗ് ഉപകരണങ്ങൾ
അലുമിനിയം പ്രൊഫൈൽ പൊതിയുന്ന യന്ത്രം
അലുമിനിയം പ്രൊഫൈൽ ഫിലിം ആപ്ലിക്കേറ്റർ മെഷീൻ
അലുമിനിയം പ്രൊഫൈൽ ഹോട്ട് ഷ്രിങ്ക് പാക്കേജിംഗ് മെഷീൻ
അലുമിനിയം പ്രൊഫൈൽ ഓട്ടോമാറ്റിക് ബാഗിംഗ് മെഷീൻ
പരിസ്ഥിതി സംരക്ഷണ സൗകര്യങ്ങളും മറ്റ് സഹായ ഉപകരണങ്ങളും
മലിനജല സംസ്കരണ ഉപകരണങ്ങൾ
പൊടി നീക്കം ചെയ്യാനുള്ള ഉപകരണങ്ങൾ
ക്രെയിൻ
വാട്ടർ പമ്പ്
കൂളിംഗ് ടവർ
ഫോർക്ക്ലിഫ്റ്റ്
എയർ കംപ്രസ്സർ
ബോയിലർ
വൈദ്യുതി വിതരണ ഉപകരണങ്ങൾ
പൂപ്പലുകളും ഉപഭോഗവസ്തുക്കളും
എക്സ്ട്രൂഷൻ ഡൈയും ടൂളിങ്ങും
എണ്ണ റിലീസ് ചെയ്യുക
സ്ട്രിപ്പ് അനുഭവപ്പെട്ടു
ഹൈഡ്രോളിക് ഓയിൽ
മുറിക്കാൻ ഉപയോഗിക്കുന്ന എണ്ണ
പൂപ്പൽ നന്നാക്കുന്ന ഉപകരണങ്ങൾ മുതലായവ.
അലുമിനിയം പ്രൊഫൈൽ നിർമ്മാണത്തിന് എത്ര സെറ്റ് ഉപകരണങ്ങൾ ആവശ്യമാണ്?
അലുമിനിയം പ്രൊഫൈൽ നിർമ്മാണത്തിന് ആവശ്യമായ യന്ത്രങ്ങൾ
ബ്രൈറ്റ്സ്റ്റാർ അലുമിനിയം മെഷിനറി പ്രൊഫഷണലുകൾ ഈ രീതിയിൽ മറുപടി നൽകി.
നിങ്ങൾ അസംസ്കൃത വസ്തുക്കളുടെ അലുമിനിയം സ്ക്രാപ്പുകൾ ഉപയോഗിച്ച് ആരംഭിക്കുകയാണെങ്കിൽ, അതിന് ചില പ്രത്യേക ഉപകരണങ്ങൾ ആവശ്യമായി വരും.
അലുമിനിയം സ്ക്രാപ്പുകളും ഇൻഗോട്ടും അലുമിനിയം ബില്ലറ്റുകളാക്കി മാറ്റുന്നതാണ് ഉപകരണം, അതിനാൽ ഞങ്ങൾക്ക് അലുമിനിയം മെൽറ്റിംഗ്, കാസ്റ്റിംഗ് മെഷീനുകൾ ആവശ്യമാണ്, ചില അലുമിനിയം എക്സ്ട്രൂഡറുകൾ ഒരു മേൽക്കൂരയിൽ ഉരുകുകയും കാസ്റ്റുചെയ്യുകയും ചെയ്യുന്നു, ഗുണങ്ങൾ വ്യക്തമാണ്, ബില്ലറ്റ് ഗുണനിലവാരം നിയന്ത്രിക്കാനും അലുമിനിയം എക്സ്ട്രൂഷൻ ഗുണനിലവാരം സ്ഥിരമാക്കാനും എളുപ്പമാണ്.
ഉൽപ്പാദനവും ഓർഡർ അഭ്യർത്ഥനയും അനുസരിച്ച് ചില എക്സ്ട്രൂഡർമാർ സബ് കോൺട്രാക്ടർമാരിൽ നിന്ന് അലുമിനിയം ബില്ലറ്റുകൾ വാങ്ങി, ഇത് നിക്ഷേപം ലാഭിക്കാനും എക്സ്ട്രൂഡർ എക്സ്ട്രൂഷൻ ഉൽപ്പാദനത്തിൽ ശ്രദ്ധ കേന്ദ്രീകരിക്കാനും കഴിയും.
അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രൊഡക്ഷൻ ലൈനിന് ആവശ്യമായ ഉപകരണങ്ങൾ ഉൾപ്പെടുന്നു:
സിംഗിൾ അല്ലെങ്കിൽ ഹോട്ട് ലോഗ് ഷിയറുള്ള മൾട്ടി ബില്ലറ്റ് ചൂടാക്കൽ ചൂള (ഒരു സെറ്റ്)
പൂപ്പൽ ചൂടാക്കൽ അടുപ്പ് (ഒരു സെറ്റ്)
അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സ് (ഒരു സെറ്റ്)
അലുമിനിയം എക്സ്ട്രൂഷൻ കൂളിംഗ് ബെഡ് (ഒരു സെറ്റ്)
സിംഗിൾ അല്ലെങ്കിൽ ഡബിൾ പുള്ളർ
അലുമിനിയം പ്രൊഫൈൽ പ്രായമാകുന്ന ചൂള (ഒരു സെറ്റ്)
അലൂമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ അനുബന്ധ ഉൽപ്പാദന ശേഷി ഡാറ്റ:
യുടെ ഉത്പാദന ശേഷി 500ടി അലുമിനിയം പ്രൊഫൈൽ എക്സ്ട്രൂഷൻ പ്രൊഡക്ഷൻ ലൈൻ:
കുറിച്ച് 5-6 പ്രതിദിനം ടൺ
600അലൂമിനിയം പ്രൊഫൈൽ എക്സ്ട്രൂഷൻ പ്രൊഡക്ഷൻ ലൈനിന്റെ ടി ശേഷി:
കുറിച്ച് 6-7 പ്രതിദിനം ടൺ
800ടി അലുമിനിയം പ്രൊഫൈൽ എക്സ്ട്രൂഷൻ പ്രൊഡക്ഷൻ ലൈൻ ശേഷി:
കുറിച്ച് 7-8 പ്രതിദിനം ടൺ
1000അലൂമിനിയം പ്രൊഫൈൽ എക്സ്ട്രൂഷൻ പ്രൊഡക്ഷൻ ലൈനിന്റെ ടി ശേഷി:
കുറിച്ച് 8-10 പ്രതിദിനം ടൺ
യുടെ ഉത്പാദന ശേഷി 1250ടി അലുമിനിയം പ്രൊഫൈൽ എക്സ്ട്രൂഷൻ പ്രൊഡക്ഷൻ ലൈൻ:
കുറിച്ച് 12 പ്രതിദിനം ടൺ
പരാമർശത്തെ: മുകളിലുള്ള ഡാറ്റ 24 മണിക്കൂർ ശേഷിയുള്ള പട്ടികയ്ക്കുള്ളതാണ്.
ടൺ കപ്പാസിറ്റി വലുതാണ്, ഔട്ട്പുട്ട് നിരക്ക് കൂടുതൽ.
എങ്കിലും, അത് ഇപ്പോഴും നിർദ്ദിഷ്ട ഡാറ്റ അല്ലെങ്കിൽ യഥാർത്ഥ അലുമിനിയം പ്രൊഫൈൽ ആകൃതിയാണ് നിർണ്ണയിക്കുന്നത്, വലിപ്പം, മതിൽ കനം, തുടങ്ങിയവ.
അത് റഫറൻസിനായി മാത്രം.
ബ്രൈറ്റ്സ്റ്റാർ അലുമിനിയം മെഷിനറി അലുമിനിയം എക്സ്ട്രൂഷൻ സഹായ ഉപകരണങ്ങൾ നൽകുന്നു, അലുമിനിയം പ്രൊഫൈൽ ഷേപ്പ് കറക്റ്റർ പോലുള്ളവ, അലുമിനിയം പ്രൊഫൈൽ ഓട്ടോമാറ്റിക് ഫിലിം ആപ്ലിക്കേറ്റർ, അലുമിനിയം പ്രൊഫൈൽ പൊതിയുന്ന യന്ത്രം, ഞങ്ങളുടെ ഉപഭോക്താക്കൾക്കായി ബ്രഷിംഗ്, പോളിഷിംഗ് മെഷീൻ.
മൊത്തത്തിലുള്ള പരിഹാരവും ഒറ്റത്തവണ സേവനവും.
നിങ്ങളുടെ പ്രോജക്റ്റ് ഉദ്ധരണിക്ക് ഇപ്പോൾ ഞങ്ങളെ ബന്ധപ്പെടുക. അലുമിനിയം പ്രൊഫൈൽ മിനുക്കലും ബ്രഷിംഗും!
ഒരു അലുമിനിയം എക്സ്ട്രൂഷൻ ഫാക്ടറി സ്ഥാപിക്കാൻ എന്ത് ഉപകരണങ്ങൾ ആവശ്യമാണ്?
അലുമിനിയം എക്സ്ട്രൂഷൻ ഫാക്ടറി ആവശ്യമായ ഉപകരണങ്ങൾ സജ്ജീകരിക്കുന്നു
ഒരു അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ അരികിൽ ഒരു അലുമിനിയം എക്സ്ട്രൂഷൻ ഫാക്ടറി സ്ഥാപിക്കാൻ എന്ത് ഉപകരണങ്ങൾ ആവശ്യമാണ്?
കണ്ടെത്തലിന്റെ ഒരു കാലയളവിനു ശേഷം, അലൂമിനിയം എക്സ്ട്രൂഷൻ പ്രൊഫൈലുകൾ നിർമ്മിക്കാൻ അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സ് ഉപയോഗിക്കുന്നുണ്ടെന്ന് പല ഉപഭോക്താക്കൾക്കും അറിയാമെന്ന് നിഗമനം., എന്നാൽ അലുമിനിയം എക്സ്ട്രൂഷൻ ഉൽപ്പാദനത്തിന് പൂർണ്ണമായ ഉൽപ്പാദന ലൈനുകൾ ആവശ്യമാണെന്ന് അവർക്കറിയില്ല, അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സ് മാത്രമല്ല.
ഇവിടെ, ഈ ഉപഭോക്താക്കൾക്ക് അറിയാത്ത അലുമിനിയം എക്സ്ട്രൂഷൻ അറിവ് ഞങ്ങൾ ഈ ലേഖനത്തിലൂടെ പങ്കിടും.
അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രൊഡക്ഷൻ ലൈനിന് എന്ത് ഉപകരണങ്ങൾ ആവശ്യമാണ്?
6 വിവിധ തരം ഉപകരണങ്ങൾ ആവശ്യമാണ്.
ഉപകരണങ്ങളുടെ പേരുകളും പ്രവർത്തനങ്ങളും ഇപ്രകാരമാണ്:
1. ചൂടുള്ള ലോഗ് ഷിയറുള്ള നീണ്ട ബില്ലെറ്റുകൾ ചൂടാക്കുന്ന ചൂള
ഇത് മൂന്ന് ഭാഗങ്ങൾ ഉൾക്കൊള്ളുന്നു: ബില്ലെറ്റ് റാക്ക്, ചൂളയുടെ ശരീരവും ചൂടുള്ള ഷേറിംഗ് മെഷീനും.
ചൂടാക്കാനുള്ള ഉപകരണങ്ങൾ, അലുമിനിയം ബില്ലറ്റുകൾ അലൂമിനിയം എക്സ്ട്രൂഷൻ മെഷീനിലേക്ക് കത്രികയും തീറ്റയും.
2. അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സ്
അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സ് പ്രധാന യന്ത്രമാണ്, എക്സ്ട്രൂഷൻ പ്രൊഫൈൽ രൂപീകരണത്തിനുള്ള പവർ യൂണിറ്റാണിത്.
3. പൂപ്പൽ ചൂടാക്കൽ അടുപ്പ്
പൂപ്പൽ ചൂടാക്കൽ ചൂളയുടെ പ്രവർത്തനം പൂപ്പൽ ചൂടാക്കുക എന്നതാണ്.
4. പുള്ളർ മെഷീൻ
പുള്ളർ മെഷീന് വലിക്കുന്ന പ്രവർത്തനങ്ങൾ ഉണ്ട്, വെട്ടിയെടുത്ത് നിശ്ചിത നീളം.
അലൂമിനിയം എക്സ്ട്രൂഷൻ പ്രൊഡക്ഷൻ ലൈനിന് പുള്ളർ നിർബന്ധമല്ല, എന്നാൽ ഒരു പുള്ളർ ഇല്ലാതെ, ഇതിന് കൂടുതൽ തൊഴിലാളികളെ ആവശ്യമുണ്ട്, ഓപ്പറേഷനിൽ വളച്ചൊടിക്കൽ പ്രശ്നങ്ങൾ സംഭവിക്കും.
അതുകൊണ്ടു, പ്രൊഡക്ഷൻ ലൈൻ ഉപയോഗിച്ച് പുള്ളറിനെ സജ്ജമാക്കേണ്ടത് ആവശ്യമാണ്.
5. അലുമിനിയം പ്രൊഫൈൽ കൂളിംഗ് ബെഡ്
റൺ ഔട്ട് ടേബിൾ അടങ്ങിയതാണ് കൂളിംഗ് ബെഡ്, മെറ്റീരിയൽ കൈമാറുന്ന ഉപകരണം, ഭക്ഷണം നൽകുന്ന ഉപകരണം, നേരെയാക്കൽ സംവിധാനം, മെറ്റീരിയൽ സംഭരണ ഉപകരണം, നിശ്ചിത ദൈർഘ്യമുള്ള ട്രാൻസ്മിഷൻ, തീർത്ത അരിഞ്ഞ മേശ, നിശ്ചിത നീളമുള്ള പട്ടികയും മറ്റും.
ചടങ്ങ് തണുപ്പിക്കുന്നതായിരിക്കും, തീറ്റ, നേരെയാക്കുന്നു, വെട്ടുന്നു, തുടങ്ങിയവ.
6. പ്രായമാകുന്ന ചൂള
പ്രായമാകൽ ചൂള ഒരു ട്രാക്ക് ചേർന്നതാണ്, ചാർജിംഗ് സ്കിപ്പും ഒരു ഫർണസ് ബോഡിയും.
ചൂടാക്കൽ വഴിയുള്ള അലുമിനിയം പ്രൊഫൈൽ കാഠിന്യത്തിനായുള്ളതാണ് ഇത്.
ബ്രൈറ്റ്സ്റ്റാർ അലുമിനിയം മെഷിനറി അലുമിനിയം എക്സ്ട്രൂഷൻ സഹായ ഉപകരണങ്ങൾ നൽകുന്നു, അതുപോലെ അലുമിനിയം പ്രൊഫൈൽ ആകൃതി തിരുത്തൽ, അലുമിനിയം പ്രൊഫൈൽ ഓട്ടോമാറ്റിക് ഫിലിം ആപ്ലിക്കേറ്റർ, അലുമിനിയം പ്രൊഫൈൽ പൊതിയുന്ന യന്ത്രം, ഞങ്ങളുടെ ഉപഭോക്താക്കൾക്കായി ബ്രഷിംഗ്, പോളിഷിംഗ് മെഷീൻ.
മൊത്തത്തിലുള്ള പരിഹാരവും ഒറ്റത്തവണ സേവനവും.
നിങ്ങളുടെ പ്രോജക്റ്റ് ഉദ്ധരണിക്ക് ഇപ്പോൾ ഞങ്ങളെ ബന്ധപ്പെടുക. അലുമിനിയം പ്രൊഫൈൽ മിനുക്കലും ബ്രഷിംഗും!
അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ് ടൺ എങ്ങനെ തിരഞ്ഞെടുക്കാം?
അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ ടൺ എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ എക്സ്ട്രൂഷൻ ഫോഴ്സിനെ പ്രതിനിധീകരിക്കുന്നു, അപ്പോൾ അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ ടൺ എങ്ങനെ തിരഞ്ഞെടുക്കാം എന്നതിനർത്ഥം എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ എക്സ്ട്രൂഷൻ ഫോഴ്സ് എങ്ങനെ തിരഞ്ഞെടുക്കാം എന്നാണ്..
അലുമിനിയം പ്രൊഫൈലുകൾ നിർമ്മിക്കുന്നതിനുള്ള പ്രധാന ഉപകരണമാണ് അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സ്.
രൂപം, അലൂമിനിയം പ്രൊഫൈലുകളുടെ വലുപ്പവും രൂപ നിലവാരവും എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ ഗുണനിലവാരവുമായി അടുത്ത ബന്ധപ്പെട്ടിരിക്കുന്നു.
വ്യത്യസ്ത തരംതിരിവുകൾ അനുസരിച്ച് നിരവധി തരം എക്സ്ട്രൂഷൻ പ്രസ്സ് ഉണ്ട്.
മോഡലിനെക്കുറിച്ചുള്ള ചിട്ടയായ ധാരണയ്ക്കായി, എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ എക്സ്ട്രൂഷൻ ശേഷിയും ഗ്രേഡും, അലുമിനിയം പ്രൊഫൈൽ എക്സ്ട്രൂഡറിന്റെ ടൺ എങ്ങനെ നിർണ്ണയിക്കും എന്നത് ഒരു എക്സ്ട്രൂഷൻ പ്രസ്സ് വാങ്ങുമ്പോൾ അലുമിനിയം പ്രൊഫൈൽ നിർമ്മാതാക്കൾ പരിഗണിക്കേണ്ട ഒരു വശമാണ്..
അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ ടൺ എങ്ങനെ തിരഞ്ഞെടുക്കാമെന്ന് ഇപ്പോൾ ഇവിടെ വിശദീകരിക്കുക
ഏത് അലോയ് എക്സ്ട്രൂഡ് ചെയ്യണം, ഒരൊറ്റ മെഷീന്റെ വാർഷിക ഔട്ട്പുട്ടും അലുമിനിയം പ്രൊഫൈലിന്റെ പരമാവധി ചുറ്റളവ് വ്യാസവും, എക്സ്ട്രൂഷൻ പ്രസ് തരം ഞങ്ങൾ പ്രാഥമികമായി തിരഞ്ഞെടുക്കും.
എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ ടൺ എത്ര വലുതാണ് എന്നതാണ് ആദ്യം പരിഗണിക്കേണ്ടത്.
എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ ടൺ തിരഞ്ഞെടുക്കുമ്പോൾ, ആദ്യം കണക്കാക്കേണ്ടത് പൊതുവെ ആവശ്യമാണ് എക്സ്ട്രൂഷൻ അനുപാതം എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ.
എക്സ്ട്രൂഷൻ അനുപാതം എന്നും വിളിക്കപ്പെടുന്നു എക്സ്ട്രൂഷൻ കോഫിഫിഷ്യന്റ്, എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിന്റെ ക്രോസ്-സെക്ഷണൽ ഏരിയയുടെ അലൂമിനിയം പ്രൊഫൈലിന്റെ മൊത്തം ക്രോസ്-സെക്ഷണൽ ഏരിയയുടെ അനുപാതത്തെ ഇത് സൂചിപ്പിക്കുന്നു.
അലുമിനിയം പ്രൊഫൈലുകളുടെ നിർമ്മാണത്തിൽ അലുമിനിയം അലോയ്യുടെ രൂപഭേദം അളക്കാൻ ഉപയോഗിക്കുന്ന പ്രധാന പാരാമീറ്ററാണിത്., ഇനിപ്പറയുന്ന ഫോർമുല ഉപയോഗിച്ച് പ്രകടിപ്പിക്കുന്നു:
λ=Ft/ΣF1
അവർക്കിടയിൽ, എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിൽ നിറച്ച ശേഷം അലുമിനിയം ബില്ലറ്റിന്റെ ക്രോസ്-സെക്ഷണൽ ഏരിയയെ Ft പ്രതിനിധീകരിക്കുന്നു., mm² ൽ പ്രകടിപ്പിക്കുന്നു;
എക്സ്ട്രൂഡ് പ്രൊഫൈലിന്റെ മൊത്തം ക്രോസ്-സെക്ഷണൽ ഏരിയയെ ΣF1 പ്രതിനിധീകരിക്കുന്നു, mm² ൽ പ്രകടിപ്പിക്കുന്നു;
അലുമിനിയം പ്രൊഫൈലുകൾ പുറത്തെടുക്കുമ്പോൾ, അലുമിനിയം അലോയ് രൂപഭേദം വരുത്തുന്നതിന്റെ അളവ് രൂപഭേദം കൊണ്ട് പ്രകടിപ്പിക്കാം: ε=λ-1
എക്സ്ട്രൂഷൻ പ്രോസസ്സിംഗ് രീതിയാണ് ഉപയോഗിക്കുന്നതെങ്കിൽ, എക്സ്ട്രൂഷൻ അനുപാതം പരിമിതമാണ്. ആദ്യ എക്സ്ട്രൂഷനിലെ അലുമിനിയം പ്രൊഫൈലിന്റെയും അലുമിനിയം ബില്ലറ്റിന്റെയും എക്സ്ട്രൂഷൻ അനുപാതം λ ഇതിലും കൂടുതലാണ് 8-12, ദ്വിതീയ എക്സ്ട്രൂഷനുള്ള മിൽ ഫിനിഷിന്റെ എക്സ്ട്രൂഷൻ അനുപാതത്തിന് പരിധിയില്ല.
മുകളിലുള്ള എക്സ്ട്രൂഷൻ അനുപാതം കണക്കാക്കാൻ ഉപയോഗിക്കുന്ന രീതി എക്സ്ട്രൂഡ് ബില്ലറ്റിന്റെ ക്രോസ്-സെക്ഷണൽ ഏരിയയാണ് ÷ എക്സ്ട്രൂഡ് പ്രൊഫൈലിന്റെ ക്രോസ്-സെക്ഷണൽ ഏരിയ, ഇത് മറ്റ് വഴികളിലൂടെയും കണക്കാക്കാം, അതാണ്, എക്സ്ട്രൂഡഡ് പ്രൊഫൈലിന്റെ ദൈർഘ്യം ÷ എക്സ്ട്രൂഷനുള്ള അലുമിനിയം ബില്ലറ്റിന്റെ നീളം.
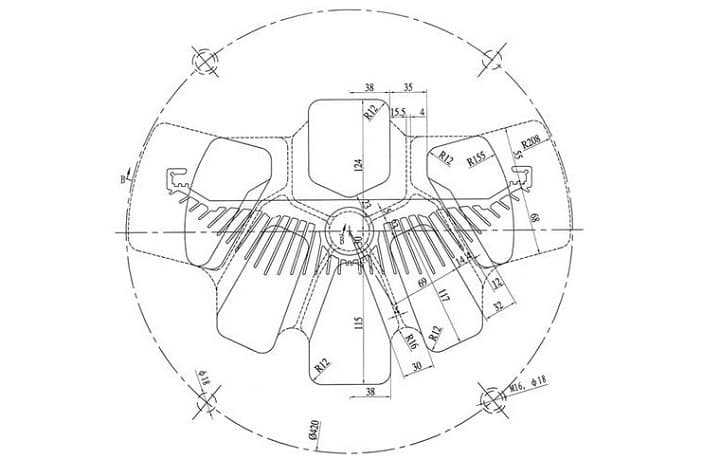
എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ ടൺ നിർണ്ണയിക്കുന്നതിന് മുമ്പ്, പ്രൊഫൈലിന്റെ ക്രോസ്-സെക്ഷണൽ ആകൃതി മനസ്സിലാക്കേണ്ടത് ആവശ്യമാണ്, അങ്ങനെ പൂപ്പൽ വലിപ്പം നിർണ്ണയിക്കാൻ, തുടർന്ന് പൂപ്പലിന്റെ ഘടന നിർണ്ണയിക്കുക, എക്സ്ട്രൂഷൻ ഒരു പൊള്ളയായ പ്രൊഫൈലാണോ അതോ സോളിഡ് പ്രൊഫൈലാണോ എന്ന് നിർണ്ണയിക്കാനാകും. ഈ രണ്ട് വ്യത്യസ്ത ഘടനാപരമായ പ്രൊഫൈലുകൾക്ക് ആവശ്യമായ എക്സ്ട്രൂഷൻ പ്രസ് ടണേജ് വ്യത്യസ്തമായിരിക്കും.
എക്സ്ട്രൂഷൻ കപ്പാസിറ്റി അനുസരിച്ച് അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സിന് നിരവധി വർഗ്ഗീകരണങ്ങളുണ്ട്, അവയെ ചെറുതായി വിഭജിക്കാം, ഇടത്തരം, വലുതും കനത്തതുമായ എക്സ്ട്രൂഷൻ പ്രസ്സ്.
എക്സ്ട്രൂഷൻ ഫോഴ്സിന്റെ വലുപ്പമനുസരിച്ച് അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സുകൾക്ക് പേര് നൽകിയിരിക്കുന്നു, എന്നാൽ മൂന്ന് അളവ് യൂണിറ്റുകൾ ഇന്റർനാഷണൽ യൂണിറ്റ് സിസ്റ്റം/എൻജിനീയറിംഗ് യൂണിറ്റ് സിസ്റ്റം/യുഎസ് സിസ്റ്റം എക്സ്ട്രൂഷൻ ഫോഴ്സിന്റെ സ്വഭാവം കാണിക്കാൻ ഉപയോഗിക്കാം.
എം.എൻ അന്താരാഷ്ട്ര യൂണിറ്റാണ് " ദശലക്ഷക്കണക്കിന് ന്യൂട്ടൺ", ടി എഞ്ചിനീയറിംഗ് യൂണിറ്റാണ് "ടൺ", യു.എസ്.ടി അമേരിക്കൻ യൂണിറ്റ് ആണ് "യുഎസ് ടൺ” 1MN=1000000N=100000kg=100T, 1T=1.1UST.
ഉദാഹരണത്തിന്, 12.5MN എക്സ്ട്രൂഡർ ഒരു 1250T എക്സ്ട്രൂഷൻ പ്രസ്സാണ്, മറ്റൊരു ഉദാഹരണം, 880800T എക്സ്ട്രൂഷൻ മെഷീനാണ് UST എക്സ്ട്രൂഷൻ പ്രസ്സ്.
എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ ടൺ അടിസ്ഥാനപരമായി ഒരു അനുപാതത്താൽ വർദ്ധിപ്പിക്കുന്നു 1.25, അതാണ്, എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ എക്സ്ട്രൂഷൻ ഫോഴ്സ് ആണ് 25% കുറഞ്ഞ ശേഷിയുള്ള എക്സ്ട്രൂഷൻ പ്രസ്സിനേക്കാൾ വലുത്.
ഉദാഹരണത്തിന്, 800T യേക്കാൾ വലിയ ശേഷി 1000T ആണ്, 1000T യേക്കാൾ വലിയ ശേഷി 1250T ആണ്, 1250T നേക്കാൾ വലിയ ശേഷി 1600T ആണ്, 1600T യേക്കാൾ വലിയ ശേഷി 2000T ആണ്, 2000T യേക്കാൾ വലിയ ശേഷി 2500T ആണ്.
ഓരോ തരം എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെയും എക്സ്ട്രൂഷൻ ശേഷി പരിമിതമാണ്.
എക്സ്ട്രൂഷൻ ശേഷി സാധാരണയായി MN ആണ്(ദശലക്ഷക്കണക്കിന് ന്യൂട്ടൺ), എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ ടൺ ആണ്.
വ്യാവസായിക ഉൽപ്പാദനത്തിൽ ഉപയോഗിക്കുന്ന ടൺ അലൂമിനിയം എക്സ്ട്രൂഷൻ പ്രസ് 6063 ഇനിപ്പറയുന്നവയുണ്ട്:
500ടി, 600ടി, 800ടി,1000ടി,1250ടി, 1600ടി(16എം.എൻ), 1800ടി(18എം.എൻ), 2000ടി(20എം.എൻ), 2500ടി(25എം.എൻ), 3000ടി(30എം.എൻ), 3600ടി(36എം.എൻ),4000ടി(40എം.എൻ), 5000ടി(50എം.എൻ), 6000ടി(60എം.എൻ), 8000ടി(80എം.എൻ),10000ടി(100എം.എൻ),12500ടി(125എം.എൻ)
500ടി എക്സ്ട്രൂഷൻ പ്രസ്സിന് ചില ചെറിയ വലിപ്പത്തിലുള്ള അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രൊഫൈലുകൾ നിർമ്മിക്കാൻ കഴിയും, 600ടി എക്സ്ട്രൂഡഡ് അലുമിനിയം ബില്ലറ്റ് സ്പെസിഫിക്കേഷനുകൾ 90 മില്ലീമീറ്ററിനുള്ളിലാണ്, 800അലൂമിനിയം വാതിലുകളും ജനലുകളും ഉൽപ്പാദിപ്പിക്കുന്നതിന് T അല്ലെങ്കിൽ 1000T എക്സ്ട്രൂഷൻ പ്രസ്സുകൾ ഉപയോഗിക്കുന്നു, 1250കർട്ടൻ വാൾ, വ്യാവസായിക അലുമിനിയം പ്രൊഫൈലുകൾ എന്നിവയ്ക്കായി ടി എക്സ്ട്രൂഷൻ പ്രസ്സും വലിയ എക്സ്ട്രൂഷൻ പ്രസ്സും ഉപയോഗിക്കാം..
1800t എക്സ്ട്രൂഷൻ പ്രസിന്റെ അലുമിനിയം ബില്ലറ്റ് സ്പെസിഫിക്കേഷനുകൾ 178 എംഎം ആണ്, 2500230-254 മിമിയിൽ ടി അനുബന്ധ അലുമിനിയം ബില്ലറ്റ് സവിശേഷതകൾ, 3000ടി, 3600 ടി എന്നിവയ്ക്ക് വ്യാവസായിക അലുമിനിയം പ്രൊഫൈൽ ഉൽപ്പന്നങ്ങൾ നിർമ്മിക്കാൻ കഴിയും, തീർച്ചയായും, ചില വലിയ ടണ്ണുകൾ ഉണ്ട്, 4000T പോലുള്ളവ, 5000ടി, 6000ടി അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സ് തുടങ്ങിയവ.
എക്സ്ട്രൂഡ് ചെയ്യാൻ മുകളിൽ പറഞ്ഞ ടൺ ഉപയോഗിച്ച് എക്സ്ട്രൂഷൻ പ്രസ്സ് ഉപയോഗിക്കാം 6063 അലോയ് അലുമിനിയം പ്രൊഫൈലുകൾ.
അലുമിനിയം പ്രൊഫൈൽ നിർമ്മാതാക്കൾ എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ എക്സ്ട്രൂഷൻ കോഫിഫിഷ്യന്റ് പൂർണ്ണമായി പരിഗണിക്കണം, അലൂമിനിയം പ്രൊഫൈലിന്റെ ക്രോസ്-സെക്ഷണൽ ആകൃതിയും എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ ടൺ തിരഞ്ഞെടുക്കുമ്പോൾ ഡൈയുടെ വലുപ്പവും, സ്വന്തം ഉൽപാദന വ്യവസ്ഥകളും ഉൽപ്പന്ന ആവശ്യകതകളും അനുസരിച്ച്, കണക്കുകൂട്ടൽ സൂത്രവാക്യം അനുസരിച്ച് ലോഹത്തിന്റെ രൂപഭേദം ലഭിക്കും, ഉചിതമായ എക്സ്ട്രൂഷൻ പ്രസ് ടണേജ് നിർണ്ണയിക്കാൻ, അനാവശ്യമായ സാമ്പത്തിക മാലിന്യങ്ങൾ ഉണ്ടാക്കാതെ യോഗ്യതയുള്ള അലുമിനിയം ഉൽപ്പന്നങ്ങൾ പുറത്തെടുക്കാൻ കഴിയും.
അലുമിനിയം എക്സ്ട്രൂഷൻ മെഷീൻ തിരഞ്ഞെടുക്കുന്നതിനുള്ള മുൻകരുതലുകൾ
എക്സ്ട്രൂഷൻ ഉപകരണങ്ങൾ തിരഞ്ഞെടുക്കുമ്പോൾ, എക്സ്ട്രൂഡ് ചെയ്യേണ്ട ലോഹത്തിൽ എക്സ്ട്രൂഷൻ വേഗതയുടെ താപ പ്രഭാവം പരിഗണിക്കുന്നതിന് പുറമേ,
മാധ്യമങ്ങൾക്ക് മതിയായ കാഠിന്യവും മാർഗനിർദേശ കൃത്യതയും ഉണ്ടായിരിക്കണം എന്നതും പരിഗണിക്കേണ്ടതുണ്ട്, അതുപോലെ ഒരു വിശ്വസനീയമായ ആന്റി-ഓവർലോഡ് ഉപകരണം.
ഒരു ഘർഷണം അമർത്തുക ഉപയോഗിച്ച് extruding ചെയ്യുമ്പോൾ, ഉപകരണങ്ങളുടെ വ്യത്യസ്ത ഗൈഡിംഗ് കൃത്യത കാരണം, ഡൈയിൽ ഒരു ഗൈഡിംഗ് ഉപകരണം ചേർക്കണം.
ഒരു എജക്റ്റർ ഉപകരണമില്ലാതെ ഘർഷണ പ്രസ്സുകൾക്കായി എജക്റ്റർ ഉപകരണം ചേർക്കണം.
ഒരു പൊതു-ഉദ്ദേശ്യ ക്രാങ്ക് പ്രസ്സ് ഉപയോഗിച്ച് അലുമിനിയം പ്രൊഫൈലുകൾ പുറത്തെടുക്കുമ്പോൾ, ഉപകരണത്തിന്റെ ശക്തിയും കാഠിന്യവും വർദ്ധിപ്പിക്കുന്നതിന്, മേശയുടെ പിൻഭാഗം സ്റ്റീൽ മെറ്റീരിയൽ കാസ്റ്റ് ചെയ്യണം, കൂടാതെ മേശയിലെ ദ്വാരങ്ങൾ കുറയ്ക്കണം.
പുറംതള്ളലിനു ശേഷവും ഭാഗങ്ങൾ അച്ചിൽ തന്നെ നിലനിൽക്കുന്നതിനാൽ, എക്സ്ട്രൂഷൻ ഭാഗത്തിനും പൂപ്പലിനും ഇടയിൽ ഒരു വലിയ ഹോൾഡിംഗ് ഫോഴ്സ് ഉണ്ട്, ആവശ്യമായ എജക്ഷൻ ഫോഴ്സ് വലുതാണ്, കുറിച്ച് 10% വരെ 20% നാമമാത്രമായ സമ്മർദ്ദത്തിന്റെ, അതിനാൽ പ്രസ്സിന്റെ എജക്റ്റർ ഉപകരണം ശക്തിപ്പെടുത്തണം.
ഇതുകൂടാതെ, പ്രസ് സ്ലൈഡിന്റെ അനുവദനീയമായ ലോഡ് കർവ് അനുസരിച്ച് എക്സ്ട്രൂഷൻ ഫോഴ്സും സ്ട്രോക്കും പരിശോധിക്കണം.
അതാണ്, മുഴുവൻ എക്സ്ട്രൂഷൻ സ്ട്രോക്ക് ശ്രേണിയിലും, എക്സ്ട്രൂഷൻ ഫോഴ്സ് പ്രസ്സ് അനുവദിക്കുന്ന സ്ട്രോക്ക്-പ്രഷർ കർവിന്റെ പരിധി മൂല്യത്തേക്കാൾ കുറവായിരിക്കണം, നാമമാത്രമായ സമ്മർദ്ദം അനുസരിച്ച് നിർണ്ണയിക്കാനും കഴിയില്ല.
ജനറൽ പ്രസ്സിന്റെ പ്രിസിഷൻ ആൻഡ് എക്സ്ട്രൂഷൻ സ്ട്രോക്ക് മതിയാവില്ല, സ്ട്രോക്കിന്റെ മധ്യത്തിൽ ചെലുത്തുന്ന മർദ്ദം ഏകദേശം മാത്രമാണ് 1/3 നാമമാത്രമായ സമ്മർദ്ദത്തിന്റെ.
അതുകൊണ്ടു, പുറത്തെടുക്കുമ്പോൾ, എക്സ്ട്രൂഷൻ ഉപകരണമായി ഒരു പ്രത്യേക വ്യാവസായിക പ്രൊഫൈലുകൾ അലുമിനിയം എക്സ്ട്രൂഷൻ മെഷീൻ ഉപയോഗിക്കുന്നതാണ് നല്ലത്.
ടോഗിൾ തരം വ്യാവസായിക പ്രൊഫൈലുകൾ അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ് ചെറിയ സ്ട്രോക്കുകളുടെ സവിശേഷതയാണ്, പല സ്ട്രോക്കുകൾ സമയം, നീണ്ട സമ്മർദ്ദ സമയവും, ഷോർട്ട് വർക്കിംഗ് സ്ട്രോക്കുകൾ ഉപയോഗിച്ച് അലുമിനിയം പ്രൊഫൈലുകൾ പുറത്തെടുക്കാൻ അനുയോജ്യമാണ്.
ടെൻഷൻ ടോഗിൾ തരവും ക്രാങ്ക്ഷാഫ്റ്റ് അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സുകളും ദൈർഘ്യമേറിയ അലുമിനിയം പ്രൊഫൈലുകൾ പുറത്തെടുക്കാൻ അനുയോജ്യമാണ്..
ഹൈഡ്രോളിക് ഇൻഡസ്ട്രിയൽ അലുമിനിയം എക്സ്ട്രൂഷൻ മെഷീന് ഫുൾ സ്ട്രോക്കിൽ നാമമാത്രമായ മർദ്ദത്തിൽ പ്രവർത്തിക്കാൻ കഴിയും, എക്സ്ട്രൂഷൻ വേഗതയും സ്ട്രോക്കും ക്രമീകരിക്കാൻ കഴിയും, വലിയ നീളമുള്ള ഭാഗങ്ങൾ പുറത്തെടുക്കാൻ ഇത് അനുയോജ്യമാണ്.
എക്സ്ട്രൂഷൻ ഉപകരണങ്ങളുടെ തിരഞ്ഞെടുപ്പ് ഇനിപ്പറയുന്നവ പരിഗണിക്കണം 5 പോയിന്റുകൾ:
1. നിർണ്ണയിച്ച ഉൽപ്പാദന പദ്ധതിയും ഉൽപാദന പ്രക്രിയയുടെ ആവശ്യകതകളും അനുസരിച്ച് എക്സ്ട്രൂഷൻ ഉപകരണങ്ങളുടെ രൂപം തിരഞ്ഞെടുക്കുന്നു
പ്രൊഡക്ഷൻ പ്ലാൻ അനുസരിച്ച്, അനുബന്ധ എക്സ്ട്രൂഷൻ ഉപകരണങ്ങൾ തിരഞ്ഞെടുക്കുക, പൈപ്പ് ഉത്പാദനം പോലുള്ളവ, ബാർ ഉത്പാദനം, ഓൺലൈൻ കോയിലിംഗ് വയർ പ്രൊഡക്ഷൻ പ്ലാൻ, തുടങ്ങിയവ.
പ്രോസസ്സ് ആവശ്യകതകൾ അനുസരിച്ച് പ്രക്രിയയ്ക്ക് അനുയോജ്യമായ എക്സ്ട്രൂഷൻ ഉപകരണങ്ങൾ തിരഞ്ഞെടുക്കുക.
2. എക്സ്ട്രൂഷൻ ഉപകരണങ്ങൾ മുറികൾ അനുസരിച്ച് തിരഞ്ഞെടുക്കുന്നു, സ്പെസിഫിക്കേഷൻ, ഉൽപ്പന്നത്തിന്റെ പ്രകടനവും ഗുണനിലവാര ആവശ്യകതകളും
എക്സ്ട്രൂഡറിന്റെ ടൺ തിരഞ്ഞെടുത്തിട്ടുണ്ടെങ്കിൽ, ആദ്യം, എക്സ്ട്രൂഡഡ് ഉൽപ്പന്നത്തിന്റെ അല്ലെങ്കിൽ മിൽ ഫിനിഷ് അലുമിനിയം എക്സ്ട്രൂഷന്റെ പ്രത്യേകതകളുടെ പരിധി അനുസരിച്ച്,
ആവശ്യമായ രൂപഭേദം കണക്കിലെടുക്കുന്നു, ബില്ലറ്റുകളുടെ വലുപ്പ പരിധിയും എക്സ്ട്രൂഷൻ സിലിണ്ടറിന്റെ ആവശ്യമായ വലുപ്പ ശ്രേണിയും നിർണ്ണയിക്കുക, എക്സ്ട്രൂഷൻ പ്രസ്സ് ടണേജ് കപ്പാസിറ്റിയുടെ തിരഞ്ഞെടുപ്പ് നിർണ്ണയിക്കുന്നതിന്.
ഇതുകൂടാതെ, എക്സ്ട്രൂഡറിന്റെ രൂപം വ്യത്യസ്ത ഇനങ്ങൾ അനുസരിച്ച് നിർണ്ണയിക്കപ്പെടുന്നു, സവിശേഷതകളും ഗുണനിലവാര ആവശ്യകതകളും.
3. എക്സ്ട്രൂഷൻ ഉപകരണങ്ങളുടെ സാങ്കേതിക പ്രകടനവും ഘടനാപരമായ സവിശേഷതകളും ഓരോ ഉപകരണങ്ങളും തമ്മിലുള്ള ന്യായമായ പൊരുത്തവും അനുസരിച്ചാണ് എക്സ്ട്രൂഷൻ ഉപകരണങ്ങൾ തിരഞ്ഞെടുക്കുന്നത്.
വ്യത്യസ്ത പ്രകടനവും ഘടനാപരമായ സവിശേഷതകളും എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ വ്യത്യസ്ത ഉപയോഗങ്ങളെ നിർണ്ണയിക്കുന്നു.
എക്സ്ട്രൂഷൻ ഉപകരണങ്ങളുടെ തിരഞ്ഞെടുപ്പിൽ പ്രധാന ഉപകരണങ്ങൾ തമ്മിലുള്ള ന്യായമായ ക്രമീകരണവും സന്തുലിതാവസ്ഥയും പരിഗണിക്കണം, ഉപകരണങ്ങളുടെ ശേഷി പൂർണ്ണമായി കളിക്കാനും ഉയർന്ന ഉൽപ്പാദനക്ഷമത നേടാനും.
പ്രധാന ഉപകരണങ്ങളുടെ കഴിവില്ലായ്മ കാരണം ജോലി നിർത്താനും മെറ്റീരിയലുകൾക്കായി കാത്തിരിക്കാനും ഇത് സാധാരണയായി അനുവദിക്കില്ല.
4. എക്സ്ട്രൂഷൻ ഉപകരണങ്ങളുടെ യന്ത്രവൽക്കരണവും ഓട്ടോമേഷൻ ആവശ്യകതകളും പരിഗണിക്കണം
ഉൽപ്പാദനക്ഷമത മെച്ചപ്പെടുത്തുന്നതിന്, തൊഴിൽ തീവ്രത കുറയ്ക്കുക, ഉപഭോഗം കുറയ്ക്കുക, ചെലവ് കുറയ്ക്കുക, എക്സ്ട്രൂഷൻ ഉൽപ്പന്നങ്ങളുടെ ഗുണനിലവാരം മെച്ചപ്പെടുത്തുകയും ചെയ്യുന്നു, എക്സ്ട്രൂഷൻ ഉപകരണങ്ങളുടെ യന്ത്രവൽക്കരണത്തിനും ഓട്ടോമേഷനുമുള്ള ആവശ്യകതകൾ വർദ്ധിച്ചുവരികയാണ്.
അതുകൊണ്ടു, വ്യവസ്ഥകൾ അനുവദിക്കുമ്പോൾ, എക്സ്ട്രൂഷൻ ഉപകരണങ്ങൾ തിരഞ്ഞെടുക്കുമ്പോൾ നൂതന സാങ്കേതിക ഉപകരണങ്ങൾ ഉപയോഗിക്കാൻ ശ്രമിക്കുക.
തിരഞ്ഞെടുക്കുമ്പോൾ, നൂതന സാങ്കേതികവിദ്യയും വിശ്വാസ്യതയും ഉൽപ്പാദന പരിശീലനത്തിലൂടെ പരിശോധിച്ച് തെളിയിക്കുകയും സ്ഥിരീകരിക്കുകയും വേണം.
അതേ സമയം തന്നെ, എന്റർപ്രൈസ് ഉൽപ്പാദനത്തിൽ അത് സാക്ഷാത്കരിക്കുന്നതിനുള്ള സാധ്യമായ വ്യവസ്ഥകൾ ഉണ്ടായിരിക്കണം, അന്ധമായി സ്വീകരിക്കാനും പാടില്ല.
ഇതുകൂടാതെ, തിരഞ്ഞെടുത്ത എക്സ്ട്രൂഷൻ ഉപകരണങ്ങൾ നിലവിലുള്ള ആവശ്യകതകൾ നിറവേറ്റുന്ന വ്യവസ്ഥയിൽ, വികസനത്തിന് ഇടം നൽകുന്നത് പരിഗണിക്കേണ്ടത് ആവശ്യമാണ്.
ഇത് പരിഗണിക്കുന്നതിൽ പരാജയപ്പെടുന്നത് പിന്നാക്കവും നിഷ്ക്രിയവുമായ അവസ്ഥയിലേക്ക് നയിക്കും, പ്രത്യേകിച്ച് ഇറക്കുമതി ചെയ്ത എക്സ്ട്രൂഷൻ ഉപകരണങ്ങൾക്ക്.
5. എക്സ്ട്രൂഷൻ ഉപകരണങ്ങൾ തിരഞ്ഞെടുക്കുമ്പോൾ മികച്ച സാമ്പത്തിക സ്വാധീനം ഉണ്ടെന്ന് പരിഗണിക്കും
നിലവിലുള്ള സ്റ്റാൻഡേർഡ് എക്സ്ട്രൂഷൻ ഉപകരണങ്ങളുടെയും പൊതുവായ എക്സ്ട്രൂഷൻ ഉപകരണങ്ങളുടെയും കാര്യത്തിൽ, സാധാരണ ഉപകരണങ്ങളും പൊതു ഉപകരണങ്ങളും തിരഞ്ഞെടുക്കാൻ ശ്രമിക്കുക.
പ്രത്യേകിച്ച് എക്സ്ട്രൂഷൻ ഉപകരണങ്ങളുടെ ആമുഖത്തിൽ, സ്പെയർ പാർട്സുകളുടെ പ്രാദേശികവൽക്കരണം പരിഗണിക്കണം, സാമ്പത്തിക കാര്യക്ഷമത മെച്ചപ്പെടുത്തുന്നതിന് ഇത് പ്രയോജനകരമാണ്, പ്രഭാവം ഉപയോഗിച്ച് ഉപകരണങ്ങളുടെ ഇൻസ്റ്റാളേഷൻ സമയം കുറയ്ക്കുക.
റഫറൻസ് മാനദണ്ഡങ്ങളുടെയും പൊതു ഉപകരണങ്ങളുടെയും അഭാവത്തിൽ, നിർമ്മാണത്തിന്റെ എളുപ്പവും കുറഞ്ഞ വിലയും പോലുള്ള ഘടകങ്ങൾ പരിഗണിക്കണം, കൂടാതെ എക്സ്ട്രൂഷൻ ഉപകരണങ്ങളുടെ ന്യായമായ സാങ്കേതിക പാരാമീറ്ററുകൾ പ്രോസസ്സ് ആവശ്യകതകൾ അനുസരിച്ച് നിർദ്ദേശിക്കപ്പെടണം.
ഫാക്ടറിയുടെ സിവിൽ ഡിസൈൻ സാഹചര്യങ്ങളും നിലവിലുള്ള വെള്ളവും പരിഗണിച്ച്, വൈദ്യുതി, കാറ്റും എയർ അവസ്ഥയും, അതുപോലെ ശൈത്യകാലത്തും വേനൽക്കാലത്തും വർക്ക്ഷോപ്പിന്റെ ശരാശരി താപനിലയും ഈർപ്പം അവസ്ഥയും, എക്സ്ട്രൂഷൻ ഉപകരണങ്ങൾക്കായി ന്യായമായ ഡിസൈൻ ആവശ്യകതകൾ മുന്നോട്ട് വയ്ക്കുന്നു.
എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ തിരഞ്ഞെടുപ്പ് തത്വമനുസരിച്ച്, ഹൈഡ്രോളിക് സിസ്റ്റത്തിന്റെ തിരഞ്ഞെടുപ്പും രൂപകൽപ്പനയും നിയന്ത്രണ രീതിയും ഒരേ സമയം പരിഗണിക്കണം.
എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ പ്രവർത്തന സമയം കൂടുതലായി കണക്കാക്കുമ്പോൾ 70%-80% മുഴുവൻ എക്സ്ട്രൂഷൻ സൈക്കിളിന്റെയും, എക്സ്ട്രൂഷൻ വേഗതയിൽ കാര്യമായ മാറ്റമില്ല, നേരിട്ടുള്ള പ്രക്ഷേപണത്തിനായി ഉയർന്ന മർദ്ദമുള്ള പമ്പ് ഉപയോഗിക്കുന്നത് കൂടുതൽ ലാഭകരമാണ്.
എക്സ്ട്രൂഷൻ വേഗത വേഗത്തിലാണ്, സമയം കുറവാണ്, വലിയ എക്സ്ട്രൂഡർ അല്ലെങ്കിൽ യൂണിറ്റ് ഡ്രൈവ് ചെയ്യാൻ വാട്ടർ പമ്പ് അക്യുമുലേറ്റർ ഉപയോഗിക്കാൻ കൂടുതൽ ലാഭകരമാണ്.
ആധുനിക കാലത്തെ ചില നൂതന എക്സ്ട്രൂഷൻ മെഷീനുകൾ ഉയർന്ന മർദ്ദത്തിലുള്ള എണ്ണ പമ്പ് നേരിട്ട് പ്രവർത്തിപ്പിക്കുന്ന ഹൈഡ്രോളിക് സിസ്റ്റം സ്വീകരിച്ചു., ഇത് വാട്ടർ പമ്പ് സ്റ്റേഷൻ സംവിധാനം സംരക്ഷിക്കുകയും ഉപകരണങ്ങളുടെ നിക്ഷേപ ചെലവ് കുറയ്ക്കുകയും ചെയ്യുന്നു.
എക്സ്ട്രൂഷൻ മെഷീന്റെ കൺട്രോൾ സിസ്റ്റം പ്രോഗ്രാം കൺട്രോൾ യാഥാർത്ഥ്യമാക്കാൻ ഒരു പ്രോഗ്രാമബിൾ ലോജിക് കൺട്രോൾ സിസ്റ്റം സ്വീകരിക്കുന്നു.
പിഎൽസി സംവിധാനത്തിന് പുറമെ, ആധുനിക എക്സ്ട്രൂഷൻ പ്രസ്സ് എക്സ്ട്രൂഷൻ ഡാറ്റ മോണിറ്ററിംഗും ഉപയോഗിക്കുന്നു, തെറ്റ് രോഗനിർണയം, എക്സ്ട്രൂഷൻ ഉൽപ്പന്ന എക്സെൻട്രിസിറ്റി മോണിറ്ററിംഗ്, ഡാറ്റാ പ്രൊഡക്ഷൻ കൺട്രോൾ, റിപ്പോർട്ട് പ്രിന്റിംഗ് സംവിധാനങ്ങൾ.
നിയന്ത്രണ സംവിധാനത്തിന്റെ പ്രവർത്തന വിശ്വാസ്യത ഉയർന്നതും അറ്റകുറ്റപ്പണി എളുപ്പവുമാണ്, സ്കേലബിളിറ്റിയുടെ ഗുണങ്ങളോടെ ഭാവിയിലെ പ്രവർത്തന വിപുലീകരണവുമായി പൊരുത്തപ്പെടാൻ എളുപ്പമാണ്.
എക്സ്ട്രൂഷൻ മെഷീൻ തിരഞ്ഞെടുക്കുമ്പോൾ പരിഗണിക്കേണ്ട ഒരു പ്രധാന ഘടകം എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ സഹായ ഉപകരണങ്ങളാണ്., എക്സ്ട്രൂഷൻ മെഷീനുമായി ചേർന്ന് ഒരു സമ്പൂർണ്ണ ഉൽപാദന ലൈൻ നിർമ്മിക്കുന്നു.
എക്സ്ട്രൂഷന്റെ പ്രവർത്തന പ്രക്രിയയിൽ, 30% വരെ 70% ജോലി സമയം സഹായ പ്രവർത്തനങ്ങൾക്കായി ചെലവഴിക്കുന്നു, എക്സ്ട്രൂഡറിന്റെ ഉൽപ്പാദനക്ഷമതയെയും സഹായ യന്ത്രത്തിന്റെ അപൂർണ്ണമായ ഘടന കാരണം എക്സ്ട്രൂഡഡ് ഉൽപ്പന്നങ്ങളുടെ ഗുണനിലവാരത്തെയും ഇത് പലപ്പോഴും ബാധിക്കുന്നു..
അതുകൊണ്ടു, എക്സ്ട്രൂഡഡ് ഉൽപ്പന്നങ്ങളുടെ ഗുണനിലവാരം മെച്ചപ്പെടുത്തുന്നതിനും ഓപ്പറേഷൻ ലൈനിന്റെ ഓട്ടോമേഷൻ നില മെച്ചപ്പെടുത്തുന്നതിനും സഹായ ഉപകരണങ്ങളുടെ തിരഞ്ഞെടുപ്പും രൂപകൽപ്പനയും ശ്രദ്ധാപൂർവ്വം പരിഗണിക്കുന്നു..
എക്സ്ട്രൂഷൻ ലൈനിന്റെ സഹായ ഉപകരണങ്ങളിൽ പ്രധാനമായും ഹോട്ട് ലോഗ് ഷിയറുള്ള ബില്ലറ്റ് ചൂടാക്കൽ ചൂള ഉൾപ്പെടുന്നു., പൂപ്പൽ ചൂടാക്കൽ അടുപ്പ്, മേശയും കൂളിംഗ് ബെഡും തീർന്നു, പ്രായമാകുന്ന ചൂള, ഒറ്റ അല്ലെങ്കിൽ ഇരട്ട പുള്ളർ, തുടങ്ങിയവ.
ചുരുക്കത്തിൽ, ഘടന അനുസരിച്ച് വ്യത്യസ്ത എക്സ്ട്രൂഷൻ ഉപകരണങ്ങൾ തിരഞ്ഞെടുക്കണം, അപേക്ഷ, ഉൽപാദനക്ഷമതയും ഉൽപ്പന്ന ഗുണനിലവാരവും ഉറപ്പാക്കുന്നതിനുള്ള ഉൽപ്പന്ന വൈവിധ്യവും എക്സ്ട്രൂഷൻ മെഷീന്റെ സവിശേഷതകളും ഉൽപാദന പ്രക്രിയ ആവശ്യകതകളും.

ന്യായയുക്തവും ഉയർന്ന ദക്ഷതയുമുള്ള അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രൊഡക്ഷൻ ലൈൻ ലേഔട്ടും ഫ്ലോ ചാർട്ടും
ഒരു അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സ്
ബി പറക്കുന്ന കണ്ടു
സി അലുമിനിയം പ്രൊഫൈൽ പുള്ളർ
ഡി ചൂടുള്ള ലോഗ് ഷിയറുള്ള ബില്ലറ്റ് ചൂടാക്കൽ ചൂള
ഇ അലുമിനിയം പ്രൊഫൈൽ സ്ട്രെച്ചർ
എഫ് ഫിനിഷ്ഡ് സോവിംഗ് മെഷീൻ
ജി സോ ഗേജ് ടേബിൾ
എച്ച് സെമി-ഫിനിഷ്ഡ് ഓട്ടോമാറ്റിക് സ്റ്റാക്കർ
എക്സ്ട്രൂഷൻ മെഷീനും സഹായ ഉപകരണങ്ങളും ഇനിപ്പറയുന്ന രീതിയിൽ നൽകാം:
അലുമിനിയം പുള്ളർ, റൺ ഔട്ട് ടേബിൾ, ഓട്ടോമാറ്റിക് ഫീഡിംഗ് പ്രൊഡക്ഷൻ ലൈൻ ഹൈഡ്രോളിക് ഫിനിഷ്ഡ് സോവിംഗ് മെഷീൻ, അലുമിനിയം പ്രൊഫൈൽ പാക്കേജിംഗ് മെഷീൻ, ആകൃതി തിരുത്തൽ യന്ത്രം, അലുമിനിയം പ്രൊഫൈൽ റാപ്പിംഗ് മെഷീനും സഹായ ഉപകരണങ്ങളും.
അലുമിനിയം പ്രൊഫൈൽ ഷോട്ട് ബ്ലാസ്റ്റിംഗ് മെഷീൻ, അലുമിനിയം പ്രൊഫൈൽ പോളിഷിംഗ് മെഷീൻ, തെർമൽ ബ്രേക്ക് അലുമിനിയം പ്രൊഫൈൽ പ്രൊഡക്ഷൻ മെഷീൻ, വുഡ്ഗ്രെയിൻ ഇഫക്റ്റ് സബ്ലിമേഷൻ മെഷീൻ കൂടാതെ അലുമിനിയം പ്രൊഫൈൽ പൊടി പൂശിയ ലൈനും.
ഉൽപ്പാദനക്ഷമത മെച്ചപ്പെടുത്തുന്നതിനും ചെലവ് ലാഭിക്കുന്നതിനുമായി നിങ്ങളുടെ പ്ലാന്റിനായി ഞങ്ങൾക്ക് നല്ലൊരു ഡിസൈൻ ഉണ്ടാക്കാം!
ന്യായയുക്തവും ഉയർന്ന ദക്ഷതയുമുള്ള അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രൊഡക്ഷൻ ലൈൻ ലേഔട്ടും ഫ്ലോ ചാർട്ടും
അലുമിനിയം എക്സ്ട്രൂഷൻ മെഷീന്റെ ഭാഗങ്ങളും അതിന്റെ പ്രവർത്തനവും
ഒരു അലുമിനിയം എക്സ്ട്രൂഷൻ മെഷീൻ എങ്ങനെ പ്രവർത്തിക്കുന്നുവെന്ന് മനസിലാക്കാൻ, അലുമിനിയം എക്സ്ട്രൂഷൻ മെഷീൻ ഭാഗങ്ങൾ തിരിച്ചറിയുകയും അവയുടെ ഉപയോഗം വിശദീകരിക്കുകയും വേണം..
ഒരു അലുമിനിയം എക്സ്ട്രൂഷൻ മെഷീൻ നിർമ്മിച്ചിരിക്കുന്നത് ഒരു മുൻ പ്ലേറ്റും പിൻ പ്ലേറ്റും ചേർന്ന് നാല് ടൈ വടികളാൽ ബന്ധിപ്പിച്ചിരിക്കുന്നു.
യഥാർത്ഥത്തിൽ എക്സ്ട്രൂഷൻ ഉണ്ടാക്കുന്ന അലുമിനിയം എക്സ്ട്രൂഷൻ മെഷീന്റെ ഭാഗങ്ങൾ താഴെ പറയുന്നവയാണ്:
പ്രധാന സിലിണ്ടർ
ആവശ്യമുള്ള റാം മർദ്ദവും ചലനവും സൃഷ്ടിക്കുന്നതിനായി ഹൈഡ്രോളിക് ദ്രാവകം പമ്പ് ചെയ്യുന്ന എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ ചേമ്പറും സിലിണ്ടറും.
ഹൈഡ്രോളിക് മർദ്ദം
ഒരു സ്ക്വയർ ഇഞ്ചിന് ആവശ്യമായ പൗണ്ട് എന്ന നിലയിൽ റാം മുന്നോട്ട് നീക്കാൻ മർദ്ദം ഉപയോഗിക്കുന്നു.
RAM
പ്രധാന സിലിണ്ടറിൽ ഘടിപ്പിച്ചിരിക്കുന്ന ഒരു ഉരുക്ക് വടി അവസാനം ഒരു ഡമ്മി ബ്ലോക്ക് ഉപയോഗിച്ച് കണ്ടെയ്നറിലേക്ക് പ്രവേശിച്ച് ബില്ലറ്റിൽ സമ്മർദ്ദം ചെലുത്തുന്നു.
ഡമ്മി ബ്ലോക്ക്
കണ്ടെയ്നറിലെ ബില്ലറ്റ് അടച്ച് ലോഹം പിന്നിലേക്ക് ചോരുന്നത് തടയുന്ന ഒരു പ്രസ്സിൽ റാം സ്റ്റെമിൽ ഘടിപ്പിച്ചിരിക്കുന്ന ഇറുകിയ ഫിറ്റിംഗ് സ്റ്റീൽ ബ്ലോക്ക്.
ബില്ലറ്റ്
എക്സ്ട്രൂഷൻ മെറ്റീരിയലായി പ്രസ്സിലേക്ക് നൽകുന്ന അലുമിനിയം ലോഗ് നിർദ്ദിഷ്ട നീളത്തിലേക്ക് മുറിക്കുന്നു.
കണ്ടെയ്നർ
ഒരു എക്സ്ട്രൂഷൻ പ്രസ്സിലെ അറ, ബില്ലെറ്റ് ഒരു അറ്റത്ത് ഒരു ഡൈയിലൂടെ തള്ളുമ്പോൾ അത് ഒരു ഡമ്മി ബ്ലോക്കിൽ നിന്നുള്ള സമ്മർദ്ദത്തിലും മറ്റേ അറ്റത്ത് പ്രവേശിക്കുന്ന റാം. കണ്ടെയ്നർ ഹൗസിംഗിലാണ് കണ്ടെയ്നർ താമസിക്കുന്നത്. എല്ലാ കണ്ടെയ്നറുകളും ഒരു ലൈനർ ഉപയോഗിച്ച് നിരത്തിയിരിക്കുന്നു, അത് പുറത്തെടുക്കുമ്പോൾ ബില്ലെറ്റ് സൂക്ഷിക്കുന്നു.
ടൂൾ സ്റ്റാക്ക് (ഡൈ അസംബ്ലി)
സോളിഡ്: ഡൈ റിംഗ്, മരിക്കുന്നു, പിന്തുണക്കാരൻ, ബലപ്പെടുത്തുക, ഉപ-ബോൽസ്റ്ററും (കാർത്തേജിലോ ന്യൂനാനിലോ സബ്-ബോൾസ്റ്ററുകൾ ഉപയോഗിക്കുന്നില്ല). പൊള്ളയായ: ഡൈ റിംഗ്, മാൻഡ്രൽ മരിക്കുക, ഡൈ ക്യാപ്, ബലപ്പെടുത്തുക, ഉപ-ബോൾസ്റ്റർ
ഡൈ ഹോൾഡർ
ടൂൾ സ്റ്റാക്കിന്റെ കണ്ടെയ്നർ.
ഡൈ ലോക്ക്
ഡൈ ഹോൾഡറിലേക്ക് ഡൈ ലോക്ക് ചെയ്യുന്നു.
ലോഗ് ഓവൻ/ ബില്ലറ്റ് ഓവൻ
ലോഗുകൾ/ബില്ലറ്റുകൾ എക്സ്ട്രൂഷൻ താപനിലയിലേക്ക് ചൂടാക്കാൻ ഉപയോഗിക്കുന്ന ഘടകം അമർത്തുക. ലോഗ് ഷിയറുകളാൽ സജ്ജീകരിച്ചിരിക്കുന്ന പ്രസ്സുകളിൽ ലോഗ് ഓവനുകളുണ്ട്; മറ്റുള്ളവർക്ക് ബില്ലറ്റ് ഓവനുകളുണ്ട്.
ലോഗ് ഷിയർ
ആവശ്യമുള്ള ബില്ലറ്റ് നീളത്തിലേക്ക് ലോഗുകൾ മുറിക്കുന്നതിന് ഉപയോഗിക്കുന്നു (ലോഗ് ഓവനുകളുള്ള പ്രസ്സുകളിൽ മാത്രം).
ബട്ട് ഷിയർ
ബില്ലറ്റിന്റെ എക്സ്ട്രൂഡ് ചെയ്യാത്ത ഭാഗം ഷിയർ ചെയ്യുന്നു (നിതംബം) എക്സ്ട്രൂഷൻ സൈക്കിൾ പൂർത്തിയായ ശേഷം കണ്ടെയ്നറിൽ അവശേഷിക്കുന്നു. ആട്ടുകൊറ്റൻ ബില്ലെറ്റ് കണ്ടെയ്നറിലൂടെ തള്ളിയതിന് ശേഷം ഓക്സൈഡുകൾ സ്ഥിതി ചെയ്യുന്ന സ്ഥലമാണ് ബട്ട്.
ഡൈ ഓവൻ
ഡൈകൾ 750° - 900° F വരെ ചൂടാക്കിയ ഓവൻ 4-6 ഉപയോഗിക്കുന്നതിന് മണിക്കൂറുകൾക്ക് മുമ്പ്.
തൊട്ടിൽ
റാമിൽ നിന്നുള്ള സമ്മർദ്ദത്താൽ ബില്ലെറ്റ് എക്സ്ട്രൂഷൻ പ്രസ്സിലേക്ക് തള്ളുമ്പോൾ അത് പിടിക്കുന്നു.
ലീഡ്ഔട്ട് ടേബിൾ അമർത്തുക
ഡൈയും റൺ ഔട്ട് ടേബിളും തമ്മിലുള്ള എക്സ്ട്രൂഷൻ പിന്തുണയ്ക്കുന്ന പട്ടിക.
റൺ ഔട്ട് ടേബിൾ
എക്സ്ട്രൂഷനുകളെ നയിക്കാനും പിന്തുണയ്ക്കാനും സഹായിക്കുന്ന പ്രസ് ലീഡ്ഔട്ട് ഉപകരണങ്ങളുടെ ഉടനടി പുറത്തുകടക്കുന്ന പട്ടിക.
ബാക്ക്/ഫ്രണ്ട് പ്രസ്സ് പ്ലേറ്റൻ
എക്സ്ട്രൂഷൻ പ്രസ് ഈ രണ്ട് വിഭാഗങ്ങൾ ഉൾക്കൊള്ളുന്നു.
തണ്ടുകൾ കെട്ടുക
പുറകിലും മുന്നിലും പ്രസ് പ്ലേറ്റനെ ബന്ധിപ്പിക്കുന്നു.
കാനിസ്റ്റർ
ഡൈയിൽ നിന്ന് അലുമിനിയം എക്സ്ട്രൂഷനുകളെ നയിക്കാൻ സഹായിക്കുന്നതിന് ഉപയോഗിക്കുന്നു. ഇതിന് ഡൈയുടെ അതേ എണ്ണം ദ്വാരങ്ങളുണ്ട്, എല്ലാ പ്രസ്സുകളിലും ഇത് ഉപയോഗിക്കാം. അവ ചെലവേറിയതും കൈകാര്യം ചെയ്യാൻ പ്രയാസമുള്ളതുമായതിനാൽ ന്യൂനാൻ അവ ഉപയോഗിക്കുന്നതിൽ നിന്ന് പിന്മാറുകയാണ്.
പ്ലാറ്റൻ പ്രഷർ റിംഗ്
ഡൈ സ്റ്റാക്കിനെ പിന്തുണയ്ക്കുന്നതിനായി ഒരു ഹാർഡ്നഡ് ടൂൾ സ്റ്റീൽ മോതിരം പ്ലേറ്റനിലേക്ക് ചേർത്തു. പ്രധാന സിലിണ്ടർ വളയത്തിലേക്ക് പ്രയോഗിക്കുന്ന മർദ്ദം സമ്മർദ്ദത്തിനും തേയ്മാനത്തിനും കാരണമാകുന്നു, ഇത് ഇടയ്ക്കിടെ മാറ്റിസ്ഥാപിക്കേണ്ടതിന്റെ ആവശ്യകതയിലേക്ക് നയിക്കുന്നു..
അലുമിനിയം എക്സ്ട്രൂഷൻ മെഷീന്റെ ഭാഗങ്ങളും അതിന്റെ പ്രവർത്തനവും
ഒരു അലുമിനിയം എക്സ്ട്രൂഷൻ മെഷീൻ എങ്ങനെ പ്രവർത്തിക്കുന്നുവെന്ന് മനസിലാക്കാൻ, അലുമിനിയം എക്സ്ട്രൂഷൻ മെഷീൻ ഭാഗങ്ങൾ തിരിച്ചറിയുകയും അവയുടെ ഉപയോഗം വിശദീകരിക്കുകയും വേണം..
ഒരു അലുമിനിയം എക്സ്ട്രൂഷൻ മെഷീൻ നിർമ്മിച്ചിരിക്കുന്നത് ഒരു മുൻ പ്ലേറ്റും പിൻ പ്ലേറ്റും ചേർന്ന് നാല് ടൈ വടികളാൽ ബന്ധിപ്പിച്ചിരിക്കുന്നു.
യഥാർത്ഥത്തിൽ എക്സ്ട്രൂഷൻ ഉണ്ടാക്കുന്ന അലുമിനിയം എക്സ്ട്രൂഷൻ മെഷീന്റെ ഭാഗങ്ങൾ താഴെ പറയുന്നവയാണ്:
പ്രധാന സിലിണ്ടർ
ആവശ്യമുള്ള റാം മർദ്ദവും ചലനവും സൃഷ്ടിക്കുന്നതിനായി ഹൈഡ്രോളിക് ദ്രാവകം പമ്പ് ചെയ്യുന്ന എക്സ്ട്രൂഷൻ പ്രസ്സിന്റെ ചേമ്പറും സിലിണ്ടറും.
ഹൈഡ്രോളിക് മർദ്ദം
ഒരു സ്ക്വയർ ഇഞ്ചിന് ആവശ്യമായ പൗണ്ട് എന്ന നിലയിൽ ആടിനെ മുന്നോട്ട് നീക്കാൻ ഉപയോഗിക്കുന്ന മർദ്ദം.
RAM
പ്രധാന സിലിണ്ടറിൽ ഘടിപ്പിച്ചിരിക്കുന്ന ഒരു ഉരുക്ക് വടി അവസാനം ഒരു ഡമ്മി ബ്ലോക്ക് ഉപയോഗിച്ച് കണ്ടെയ്നറിലേക്ക് പ്രവേശിച്ച് ബില്ലറ്റിൽ സമ്മർദ്ദം ചെലുത്തുന്നു.
ഡമ്മി ബ്ലോക്ക്
കണ്ടെയ്നറിലെ ബില്ലറ്റ് അടച്ച് ലോഹം പിന്നിലേക്ക് ചോരുന്നത് തടയുന്ന ഒരു പ്രസ്സിൽ റാം സ്റ്റെമിൽ ഘടിപ്പിച്ചിരിക്കുന്ന ഇറുകിയ ഫിറ്റിംഗ് സ്റ്റീൽ ബ്ലോക്ക്.
ബില്ലറ്റ്
എക്സ്ട്രൂഷൻ മെറ്റീരിയലായി പ്രസ്സിലേക്ക് നൽകുന്ന അലുമിനിയം ലോഗ് നിർദ്ദിഷ്ട നീളത്തിലേക്ക് മുറിക്കുന്നു.
കണ്ടെയ്നർ
ഒരു എക്സ്ട്രൂഷൻ പ്രസ്സിലെ അറ, ബില്ലെറ്റ് ഒരു അറ്റത്ത് ഒരു ഡൈയിലൂടെ തള്ളുമ്പോൾ അത് ഒരു ഡമ്മി ബ്ലോക്കിൽ നിന്നുള്ള സമ്മർദ്ദത്തിലും മറ്റേ അറ്റത്ത് പ്രവേശിക്കുന്ന റാം. കണ്ടെയ്നർ ഹൗസിംഗിലാണ് കണ്ടെയ്നർ താമസിക്കുന്നത്. എല്ലാ കണ്ടെയ്നറുകളും ഒരു ലൈനർ കൊണ്ട് നിരത്തിയിരിക്കുന്നു, അത് പുറത്തെടുക്കുമ്പോൾ ബില്ലെറ്റ് സൂക്ഷിക്കുന്നു.
ടൂൾ സ്റ്റാക്ക് (ഡൈ അസംബ്ലി)
സോളിഡ്: ഡൈ റിംഗ്, മരിക്കുന്നു, പിന്തുണക്കാരൻ, ബലപ്പെടുത്തുക, ഉപ-ബോൽസ്റ്ററും (കാർത്തേജിലോ ന്യൂനാനിലോ സബ്-ബോൾസ്റ്ററുകൾ ഉപയോഗിക്കുന്നില്ല). പൊള്ളയായ: ഡൈ റിംഗ്, മാൻഡ്രൽ മരിക്കുക, ഡൈ ക്യാപ്, ബലപ്പെടുത്തുക, ഉപ-ബോൾസ്റ്റർ
ഡൈ ഹോൾഡർ
ടൂൾ സ്റ്റാക്കിന്റെ കണ്ടെയ്നർ.
ഡൈ ലോക്ക്
ഡൈ ഹോൾഡറിലേക്ക് ഡൈ ലോക്ക് ചെയ്യുന്നു.
ലോഗ് ഓവൻ/ ബില്ലറ്റ് ഓവൻ
ലോഗുകൾ/ബില്ലറ്റുകൾ എക്സ്ട്രൂഷൻ താപനിലയിലേക്ക് ചൂടാക്കാൻ ഉപയോഗിക്കുന്ന ഘടകം അമർത്തുക. ലോഗ് ഷിയറുകളാൽ സജ്ജീകരിച്ചിരിക്കുന്ന പ്രസ്സുകളിൽ ലോഗ് ഓവനുകളുണ്ട്; മറ്റുള്ളവർക്ക് ബില്ലറ്റ് ഓവനുകളുണ്ട്.
ലോഗ് ഷിയർ
ആവശ്യമുള്ള ബില്ലറ്റ് നീളത്തിലേക്ക് ലോഗുകൾ മുറിക്കുന്നതിന് ഉപയോഗിക്കുന്നു (ലോഗ് ഓവനുകളുള്ള പ്രസ്സുകളിൽ മാത്രം).
ബട്ട് ഷിയർ
ബില്ലറ്റിന്റെ എക്സ്ട്രൂഡ് ചെയ്യാത്ത ഭാഗം ഷിയർ ചെയ്യുന്നു (നിതംബം) എക്സ്ട്രൂഷൻ സൈക്കിൾ പൂർത്തിയായ ശേഷം കണ്ടെയ്നറിൽ അവശേഷിക്കുന്നു. ആട്ടുകൊറ്റൻ ബില്ലെറ്റ് കണ്ടെയ്നറിലൂടെ തള്ളിയതിന് ശേഷം ഓക്സൈഡുകൾ സ്ഥിതി ചെയ്യുന്ന സ്ഥലമാണ് ബട്ട്.
ഡൈ ഓവൻ
ഡൈകൾ 750° - 900° F വരെ ചൂടാക്കിയ ഓവൻ 4-6 ഉപയോഗിക്കുന്നതിന് മണിക്കൂറുകൾക്ക് മുമ്പ്.
തൊട്ടിൽ
റാമിൽ നിന്നുള്ള സമ്മർദ്ദത്താൽ ബില്ലെറ്റ് എക്സ്ട്രൂഷൻ പ്രസ്സിലേക്ക് തള്ളുമ്പോൾ അത് പിടിക്കുന്നു.
ലീഡ്ഔട്ട് ടേബിൾ അമർത്തുക
ഡൈയും റൺ ഔട്ട് ടേബിളും തമ്മിലുള്ള എക്സ്ട്രൂഷൻ പിന്തുണയ്ക്കുന്ന പട്ടിക.
റൺ ഔട്ട് ടേബിൾ
എക്സ്ട്രൂഷനുകളെ നയിക്കാനും പിന്തുണയ്ക്കാനും സഹായിക്കുന്ന പ്രസ് ലീഡ്ഔട്ട് ഉപകരണങ്ങളുടെ ഉടനടി പുറത്തുകടക്കുന്ന പട്ടിക.
ബാക്ക്/ഫ്രണ്ട് പ്രസ്സ് പ്ലേറ്റൻ
എക്സ്ട്രൂഷൻ പ്രസ് ഈ രണ്ട് വിഭാഗങ്ങൾ ഉൾക്കൊള്ളുന്നു.
തണ്ടുകൾ കെട്ടുക
പുറകിലും മുന്നിലും പ്രസ് പ്ലേറ്റനെ ബന്ധിപ്പിക്കുന്നു.
കാനിസ്റ്റർ
ഡൈയിൽ നിന്ന് അലുമിനിയം എക്സ്ട്രൂഷനുകളെ നയിക്കാൻ സഹായിക്കുന്നതിന് ഉപയോഗിക്കുന്നു. ഇതിന് ഡൈയുടെ അതേ എണ്ണം ദ്വാരങ്ങളുണ്ട്, എല്ലാ പ്രസ്സുകളിലും ഇത് ഉപയോഗിക്കാം. അവ ചെലവേറിയതും കൈകാര്യം ചെയ്യാൻ പ്രയാസമുള്ളതുമായതിനാൽ ന്യൂനാൻ അവ ഉപയോഗിക്കുന്നതിൽ നിന്ന് പിന്മാറുകയാണ്.
പ്ലാറ്റൻ പ്രഷർ റിംഗ്
ഡൈ സ്റ്റാക്കിനെ പിന്തുണയ്ക്കുന്നതിനായി ഒരു ഹാർഡ്നഡ് ടൂൾ സ്റ്റീൽ മോതിരം പ്ലേറ്റനിലേക്ക് ചേർത്തു. പ്രധാന സിലിണ്ടർ വളയത്തിലേക്ക് പ്രയോഗിക്കുന്ന മർദ്ദം സമ്മർദ്ദത്തിനും തേയ്മാനത്തിനും കാരണമാകുന്നു, ഇത് ഇടയ്ക്കിടെ മാറ്റിസ്ഥാപിക്കേണ്ടതിന്റെ ആവശ്യകതയിലേക്ക് നയിക്കുന്നു..
ബ്രൈറ്റ്സ്റ്റാർ അലുമിനിയം മെഷിനറി അലൂമിനിയം ബില്ലറ്റ് ചൂടാക്കൽ ചൂള നൽകുന്നു, പൂപ്പൽ ചൂടാക്കൽ അടുപ്പ്, അലുമിനിയം പ്രൊഫൈലുകൾ ആകൃതി തിരുത്തൽ, അലുമിനിയം പ്രൊഫൈൽ പോളിഷിംഗ് മെഷീൻ, അലുമിനിയം പ്രൊഫൈൽ ഉപരിതല വൈകല്യങ്ങൾ ബ്രഷിംഗ് ക്ലീനിംഗ് മെഷീൻ, അലുമിനിയം പ്രൊഫൈൽ പൊതിയുന്ന യന്ത്രം, അലുമിനിയം പ്രൊഫൈൽ ഫിലിം സ്റ്റിക്കിംഗ് മെഷീൻ, മരം ധാന്യം പ്രഭാവം സബ്ലിമേഷൻ യന്ത്രം കൂടാതെ സഹായ ഉപകരണങ്ങളും.
അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രോജക്റ്റിനും ടേൺകീ പ്രോജക്റ്റിനും പാക്കേജ് ഡീലിനും മൊത്തത്തിലുള്ള പരിഹാരം വാഗ്ദാനം ചെയ്യുക!
അലുമിനിയം എക്സ്ട്രൂഷൻ ഉൽപ്പാദനത്തെക്കുറിച്ച് നിങ്ങൾ അറിയേണ്ടതെല്ലാം
അലുമിനിയം എക്സ്ട്രൂഷൻ ഉൽപ്പാദനത്തെക്കുറിച്ച് നിങ്ങൾ അറിയേണ്ടതെല്ലാം
അലുമിനിയം എക്സ്ട്രൂഷൻ മെറ്റീരിയൽ രൂപപ്പെടുത്തുന്ന പ്രക്രിയയായി നിർവചിക്കപ്പെടുന്നു, ഒരു ഡൈയിലെ ആകൃതിയിലുള്ള ഒരു തുറസ്സിലൂടെ ഒഴുകാൻ നിർബന്ധിച്ചുകൊണ്ട്.
എക്സ്ട്രൂഡഡ് മെറ്റീരിയൽ ഡൈ ഓപ്പണിംഗിന്റെ അതേ പ്രൊഫൈലുള്ള ഒരു നീളമേറിയ കഷണമായി ഉയർന്നുവരുന്നു.
തയ്യൽ നിർമ്മിത ഡൈയിലേക്ക് അലുമിനിയം നിർബന്ധിതമാക്കപ്പെടുന്ന ഒരു പ്രക്രിയ, ലോഹത്തിന്റെ എല്ലാ ഗുണങ്ങളും ഉപയോഗപ്പെടുത്തുന്ന ഒരു സ്ഥിരമായ ക്രോസ്-സെക്ഷനിൽ കലാശിക്കുന്നു..
അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രക്രിയ, ശാരീരിക സ്വഭാവസവിശേഷതകളുടെ അലൂമിനിയത്തിന്റെ തനതായ സംയോജനത്തെ പരമാവധി പ്രയോജനപ്പെടുത്തുന്നു.
ഒരു എക്സ്ട്രൂഷൻ എത്ര വലുതായിരിക്കുമെന്ന് പ്രസ് സൈസ് നിർണ്ണയിക്കുന്നു.
എക്സ്ട്രൂഷൻ വലുപ്പം അളക്കുന്നത് അതിന്റെ ഏറ്റവും ദൈർഘ്യമേറിയ ക്രോസ്-സെക്ഷണൽ അളവാണ്, അതായത്. ഒരു ചുറ്റളവിലുള്ള സർക്കിളിനുള്ളിൽ അത് യോജിക്കുന്നു.
എന്താണ് പ്രക്രിയ ഉണ്ടാക്കുന്നതെന്ന് നിങ്ങൾ ചിന്തിച്ചേക്കാം അലുമിനിയം എക്സ്ട്രൂഷൻ?
വിശദമായ വിവരങ്ങളും ഘട്ടം ഘട്ടമായുള്ള വിവരങ്ങളും ഇവിടെയുണ്ട്
അലുമിനിയം എക്സ്ട്രൂഷൻ വിശദമായ ഉൽപാദന പ്രക്രിയ
ഐ.പൂപ്പൽ പ്രക്രിയ
അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രക്രിയ യഥാർത്ഥത്തിൽ ഡിസൈൻ പ്രക്രിയയിൽ ആരംഭിക്കുന്നു, കാരണം അത് ഉൽപ്പന്നത്തിന്റെ രൂപകൽപ്പനയാണ് - അതിന്റെ ഉദ്ദേശിച്ച ഉപയോഗത്തെ അടിസ്ഥാനമാക്കി - അത് ആത്യന്തിക ഉൽപ്പാദന പാരാമീറ്ററുകളിൽ പലതും നിർണ്ണയിക്കുന്നു.
യന്ത്രസാമഗ്രിയുമായി ബന്ധപ്പെട്ട ചോദ്യങ്ങൾ, ഫിനിഷിംഗ്, കൂടാതെ ഉപയോഗത്തിന്റെ അന്തരീക്ഷം എക്സ്ട്രൂഡ് ചെയ്യേണ്ട അലോയ് തിരഞ്ഞെടുക്കുന്നതിലേക്ക് നയിക്കും.
പ്രൊഫൈലിന്റെ പ്രവർത്തനം അതിന്റെ രൂപത്തിന്റെ രൂപകൽപ്പനയും നിർണ്ണയിക്കും, അതിനാൽ, അതിനെ രൂപപ്പെടുത്തുന്ന ഡൈയുടെ രൂപകൽപ്പന.
ഡൈ ഡിസൈൻ:
ചൂടാക്കിയ ശേഷം ഒരു ഡൈയിലൂടെ പുറത്തെടുക്കുന്ന അലുമിനിയം ബില്ലറ്റുകളുടെ അന്തിമ ഉൽപ്പന്നമാണ് അലുമിനിയം എക്സ്ട്രൂഷൻ, ആവശ്യമായ സ്പെസിഫിക്കേഷനുകളും ക്രോസ്-സെക്ഷനുകളും ഉപയോഗിച്ച് അലുമിനിയം പ്രൊഫൈൽ എക്സ്ട്രൂഡ് ചെയ്യുന്നതിനായി ഡിമാൻഡ് അനുസരിച്ച് രൂപകൽപ്പന ചെയ്ത ഉയർന്ന കൃത്യതയുള്ള സ്പെസിഫിക്കേഷനുകളുള്ള ഒരു ഉപകരണമാണ് എക്സ്ട്രൂഷൻ ഡൈ.;
പൂപ്പൽ രൂപകൽപ്പനയുടെ തത്വവും ഘട്ടങ്ങളും
1. ഡിസൈൻ മോൾഡ് ചേമ്പർ പാരാമീറ്ററുകൾ നിർണ്ണയിക്കുക
ഒന്നാമതായി, ഡിസൈനർക്ക് ക്രോസ്-സെക്ഷണൽ ഡ്രോയിംഗ് ലഭിക്കുമ്പോൾ, എക്സ്ട്രൂഷൻ അനുപാതം അനുസരിച്ച്, അലൂമിനിയം പ്രൊഫൈൽ ക്രോസ്-സെക്ഷന്റെ പരമാവധി സർക്കിൾഡ് സർക്കിൾ എന്താണ്, ഏത് എക്സ്ട്രൂഷൻ മെഷീനാണ് അനുയോജ്യമെന്ന് നിർണ്ണയിക്കുന്നതിനുള്ള സങ്കീർണ്ണതയും.
പൂപ്പലിന്റെ വലുപ്പം സജ്ജമാക്കുക, ചെറുതാണെങ്കിൽ, ഇത് സേവന ജീവിതത്തെയും പൂപ്പലിന്റെ രൂപീകരണത്തെയും ബാധിക്കും. പൊതുവായി പറഞ്ഞാല്, വലിയ ഭാഗത്തിന്റെ പൂപ്പൽ വലുപ്പം വലുതായി സജ്ജീകരിച്ചിരിക്കുന്നു, അങ്ങനെ പൂപ്പൽ ഉത്പാദനത്തിന് സ്ഥിരതയുള്ളതാണ്.
പൂപ്പൽ പോർട്ടോളിന്റെ വിതരണം സജ്ജമാക്കുക, തീറ്റയും സോളിഡ് പൂപ്പൽ രൂപകൽപ്പനയും, ജോലി ചെയ്യുന്ന ബെൽറ്റ് ഡിസൈൻ, കൂടാതെ മോൾഡിംഗ് ദ്വാരങ്ങളുടെ രൂപകൽപ്പനയും
2. ഡൈയിൽ ഡൈ ഹോളുകളുടെ ന്യായമായ ക്രമീകരണം
ന്യായമായ ലേഔട്ട് എന്ന് വിളിക്കപ്പെടുന്നത്, അച്ചിൽ ഒറ്റ അല്ലെങ്കിൽ ഒന്നിലധികം ഡൈ ഹോളുകൾ ന്യായമായി വിതരണം ചെയ്യുന്നതാണ്., അതിനാൽ പൂപ്പലിന്റെ ശക്തി ഉറപ്പ് വരുത്തുന്നതിന് കീഴിൽ മികച്ച മെറ്റൽ ഫ്ലോ ഏകീകൃതത ലഭിക്കും.
3. ഡൈ ഹോൾ വലുപ്പത്തിന്റെ ന്യായമായ കണക്കുകൂട്ടൽ
ഡൈ ഹോൾ വലുപ്പം കണക്കാക്കുമ്പോൾ, എക്സ്ട്രൂഡ് അലോയ്യുടെ രാസഘടനയാണ് പ്രധാന പരിഗണന, ഉൽപ്പന്നത്തിന്റെ രൂപവും നാമമാത്രമായ വലിപ്പവും അതിന്റെ അനുവദനീയമായ സഹിഷ്ണുതയും, എക്സ്ട്രൂഷൻ താപനിലയും ഡൈ മെറ്റീരിയലിന്റെ താപ വികാസ ഗുണകവും ഈ താപനിലയിലെ എക്സ്ട്രൂഡ് അലോയ്, ഉൽപ്പന്നത്തിന്റെ ക്രോസ്-സെക്ഷനും, ജ്യാമിതീയ രൂപത്തിന്റെ സവിശേഷതകളും എക്സ്ട്രൂഷൻ സമയത്തും വലിച്ചുനീട്ടുമ്പോഴും അതിന്റെ മാറ്റങ്ങളും, എക്സ്ട്രൂഷൻ ഫോഴ്സിന്റെ വലിപ്പവും പൂപ്പലിന്റെ രൂപഭേദവും.
4. ലോഹത്തിന്റെ ഒഴുക്ക് നിരക്ക് ന്യായമായി ക്രമീകരിക്കുക
പൊതുവായി പറഞ്ഞാല്, പ്രൊഫൈലിന്റെ ഭിത്തി കനം കനം കുറഞ്ഞതാണ്, ചുറ്റളവ് വലുതാണ്, കൂടുതൽ സങ്കീർണ്ണമായ ആകൃതി ആയിരിക്കും, എക്സ്ട്രൂഷൻ സിലിണ്ടറിന്റെ മധ്യഭാഗത്ത് നിന്ന് വളരെ അകലെ, ഡൈ ബെയറിംഗ് ചെറുതായിരിക്കണം.
ഡൈ ബെയറിംഗ് ഉപയോഗിച്ച് ഫ്ലോ റേറ്റ് നിയന്ത്രിക്കാൻ ഇപ്പോഴും ബുദ്ധിമുട്ടായിരിക്കുമ്പോൾ, രൂപം പ്രത്യേകിച്ച് സങ്കീർണ്ണമാണ്, മതിൽ കനം വളരെ നേർത്തതാണ്, ലോഹപ്രവാഹം ത്വരിതപ്പെടുത്തുന്നതിന് മധ്യഭാഗത്ത് നിന്ന് വളരെ അകലെയുള്ള ഭാഗം സ്പ്രൂ സ്പ്രെഡർ ഉപയോഗിക്കാം.
വിപരീതമായി, വളരെ കട്ടിയുള്ള ഭിത്തികളോ എക്സ്ട്രൂഷൻ സിലിണ്ടറിന്റെ മധ്യത്തോട് വളരെ അടുത്തുള്ള സ്ഥലങ്ങളോ ഉള്ള ഭാഗങ്ങൾക്ക്, ഇവിടെയുള്ള ഒഴുക്ക് വേഗത കുറയ്ക്കുന്നതിന് തടസ്സം സപ്ലിമെന്റ് ചെയ്യുന്നതിന് തടസ്സം ആംഗിൾ ഉപയോഗിക്കണം.
ഇതുകൂടാതെ, നിങ്ങൾക്ക് പ്രോസസ്സ് ബാലൻസ് ഹോളുകളും ഉപയോഗിക്കാം, പ്രോസസ്സ് അലവൻസുകൾ, അല്ലെങ്കിൽ ഫ്രണ്ട് ചേമ്പർ അച്ചുകൾ ഉപയോഗിക്കുക, ഫ്ലോ ഗൈഡ് മരിക്കുന്നു, നമ്പർ മാറ്റുകയും ചെയ്യുക, വലിപ്പം, ആകൃതി, മെറ്റൽ ഫ്ലോ റേറ്റ് ക്രമീകരിക്കുന്നതിന് പോർട്ടോളുകളുടെ സ്ഥാനവും.
5. മതിയായ പൂപ്പൽ ശക്തി ഉറപ്പാക്കുക
ഡൈ ഹോളുകളുടെ സ്ഥാനം യുക്തിസഹമായി ക്രമീകരിക്കുന്നതിന് പുറമേ, അനുയോജ്യമായ ഡൈ മെറ്റീരിയൽ തിരഞ്ഞെടുക്കുന്നു, ന്യായമായ ഡൈ ഘടനയും രൂപവും രൂപകൽപ്പന ചെയ്യുകയും ചെയ്യുന്നു, എക്സ്ട്രൂഷൻ ഫോഴ്സ് കൃത്യമായി കണക്കാക്കുകയും ഓരോ വിഭാഗത്തിന്റെയും അനുവദനീയമായ ശക്തി പരിശോധിക്കുകയും ചെയ്യുന്നത് വളരെ പ്രധാനമാണ്.
6. വൃത്തിയും പരിപാലനവും
എക്സ്ട്രൂഷൻ ഡൈകൾ ഇടയ്ക്കിടെ വൃത്തിയാക്കുകയും പരിശോധിക്കുകയും വേണം.
എന്തെങ്കിലും പ്രശ്നങ്ങൾ ഉണ്ടെങ്കിൽ, പോറലുകൾ ഉണ്ടാകാതിരിക്കാൻ അവ കൃത്യസമയത്ത് നന്നാക്കണം, പ്രൊഫൈലിന്റെ എക്സ്ട്രൂഷൻ പ്രക്രിയയിൽ ബർറുകളും മറ്റ് കഠിനമായ പരിക്കുകളും, ഇത് അലുമിനിയം എക്സ്ട്രൂഷന്റെ ഗുണനിലവാരത്തെ സാരമായി ബാധിക്കും.
എക്സ്ട്രൂഷൻ ഡൈ പ്രോസസ്സിംഗ് പ്രോസസ് ഫ്ലോ ചാർട്ട്
സോളിഡ് ഡൈ (അടഞ്ഞ അറയില്ലാത്ത ഘടനാപരമായ പ്രൊഫൈൽ, ദ്വാരം മരിക്കുന്നില്ല)
ലാത്തിംഗ് → അടയാളപ്പെടുത്തൽ → മില്ലിംഗ് → ഡ്രില്ലിംഗ് → ഗ്രൈൻഡിംഗ് → ഹാർഡനിംഗ് → ടെമ്പറിംഗ് → ഉപരിതലത്തിന്റെ ഗ്രൈൻഡിംഗ് → ഗൈഡ് ചാനലിന്റെ ഫൈൻ മില്ലിംഗ് → വയർ കട്ടിംഗ് → EDM → പോളിഷിംഗ് → ക്ലാമ്പിംഗ് റിപ്പയർ എം. → വെയർഹൗസ്
പോർതോൾ ഡൈ (അടഞ്ഞ അറയുള്ള ഘടനാപരമായ പ്രൊഫൈൽ)
ഡൈ ബാക്കർ
ടേണിംഗ് → അടയാളപ്പെടുത്തൽ → മില്ലിംഗ് → ഡ്രില്ലിംഗ് → ഗ്രൈൻഡിംഗ് → ക്വഞ്ചിംഗ് → ടെമ്പറിംഗ് → ഉപരിതല ഗ്രൈൻഡിംഗ് → സ്വീകാര്യത → വെയർഹൗസ്
ഡൈ റിംഗ്
ടേണിംഗ് → അടയാളപ്പെടുത്തൽ → മില്ലിങ് → ഡ്രില്ലിംഗ് → ഗ്രൈൻഡിംഗ് → കെടുത്തൽ → ടെമ്പറിംഗ് → പ്ലെയിൻ ഗ്രൈൻഡിംഗ് → ഫൈൻ ടേണിംഗ് → സ്വീകാര്യത →വെയർഹൗസ്
II ഉരുകൽ പ്രക്രിയ
6 സീരീസ് അലോയ്സും അവയുടെ ആപ്ലിക്കേഷനും
6005: എക്സ്ട്രൂഡ് പ്രൊഫൈലുകളും പൈപ്പുകളും, കൂടുതൽ ശക്തി ആവശ്യമുള്ള ഘടനാപരമായ ഭാഗങ്ങൾക്കായി ഉപയോഗിക്കുന്നു 6063 ലോഹക്കൂട്ട്, ഗോവണി പോലെ, ടിവി ആന്റിനകൾ, തുടങ്ങിയവ.;
6009: കാർ ബോഡി പാനലുകൾ;
6010: നേർത്ത പ്ലേറ്റ്, കാർ ബോഡി;
6061: നിശ്ചിത ശക്തി ആവശ്യമുള്ള വിവിധ വ്യാവസായിക ഘടനകൾ, weldability ഉയർന്ന നാശന പ്രതിരോധം, പൈപ്പുകൾ പോലുള്ളവ, തണ്ടുകൾ, ട്രക്കുകളുടെ നിർമ്മാണത്തിനുള്ള രൂപങ്ങളും, ടവർ കെട്ടിടങ്ങൾ, കപ്പലുകൾ, ട്രാമുകൾ, മത്സരങ്ങൾ, മെക്കാനിക്കൽ ഭാഗങ്ങൾ, കൂടാതെ കൃത്യമായ മെഷീനിംഗും, ഷീറ്റ്;
6063: ബിൽഡിംഗ് പ്രൊഫൈലുകൾ, ജലസേചന പൈപ്പുകളും വാഹനങ്ങൾക്കുള്ള എക്സ്ട്രൂഷൻ സാമഗ്രികളും, ബെഞ്ചുകൾ, ഫർണിച്ചറുകൾ, വേലികൾ, തുടങ്ങിയവ.;
6066: ഫോർജിംഗുകളും വെൽഡിംഗ് ഘടനയും എക്സ്ട്രൂഷൻ മെറ്റീരിയലുകൾ;
6070: വാഹന വ്യവസായത്തിൽ ഉപയോഗിക്കുന്ന ഹെവി-ഡ്യൂട്ടി വെൽഡിഡ് ഘടനകളും എക്സ്ട്രൂഷൻ മെറ്റീരിയലുകളും പൈപ്പുകളും;
6101: ഉയർന്ന ശക്തിയുള്ള ബാറുകൾ, ബസുകൾക്കുള്ള ഇലക്ട്രിക്കൽ കണ്ടക്ടറുകളും റേഡിയേറ്റർ സാമഗ്രികളും;
6151: ഡൈ ഫോർജിംഗ് ക്രാങ്ക്ഷാഫ്റ്റ് ഭാഗങ്ങൾക്കായി ഉപയോഗിക്കുന്നു, യന്ത്രഭാഗങ്ങളും ഉരുട്ടിയ വളയങ്ങളുടെ ഉത്പാദനവും, നല്ല ഫോർജിബിലിറ്റി ആവശ്യമുള്ള ആപ്ലിക്കേഷനുകൾക്ക്, ഉയർന്ന ശക്തി, നല്ല നാശന പ്രതിരോധവും;
6201: ഉയർന്ന ശക്തിയുള്ള ചാലക വടികളും വയറുകളും;
6205: കട്ടിയുള്ള പ്ലേറ്റുകൾ, പെഡലുകളും ഉയർന്ന ഇംപാക്ട് റെസിസ്റ്റന്റ് എക്സ്ട്രൂഷനുകളും;
6262: തുരുമ്പെടുക്കൽ പ്രതിരോധം ആവശ്യമുള്ള ത്രെഡഡ് ഹൈ-സ്ട്രെസ് ഭാഗങ്ങൾ ഇതിലും മികച്ചതാണ് 2011 ഒപ്പം 2017 അലോയ്കൾ;
6351: വാഹനങ്ങളുടെ പുറംതള്ളപ്പെട്ട ഘടനാപരമായ ഭാഗങ്ങൾ, വെള്ളത്തിനായുള്ള പൈപ്പ് ലൈനുകൾ, എണ്ണ, തുടങ്ങിയവ.;
6463: കെട്ടിടവും വിവിധ ഉപകരണ പ്രൊഫൈലുകളും, അതുപോലെ ശോഭയുള്ള ഡിപ്പിംഗും ആനോഡൈസിംഗ് ട്രീറ്റ്മെന്റും കഴിഞ്ഞ് ശോഭയുള്ള പ്രതലങ്ങളുള്ള ഓട്ടോമോട്ടീവ് അലങ്കാര ഭാഗങ്ങൾ;
6060, 6063, 6063എ, 6463, കെട്ടിട പ്രൊഫൈലുകളുടെ നിർമ്മാണത്തിൽ 6463A എന്നിവ ഉപയോഗിക്കാറുണ്ട്, കൂടാതെ 6463A അലോയ് ശോഭയുള്ള വെള്ളി അലുമിനിയം പ്രൊഫൈലുകളുടെ നിർമ്മാണത്തിന് മാത്രമായി ഉപയോഗിക്കുന്നു (കണ്ണാടി പോലെയുള്ള രൂപം).
6063വാസ്തുവിദ്യാ പ്രൊഫൈലുകളുടെ നിർമ്മാണത്തിൽ ഒരു അലോയ് പലപ്പോഴും ഉപയോഗിക്കാറുണ്ട്, അതിന് അൽപ്പം കൂടുതൽ ശക്തി ആവശ്യമാണ് 6063 ലോഹക്കൂട്ട്, കർട്ടൻ മതിൽ വസ്തുക്കൾ പോലെ.
6061, 6082, 6106, 6005, 6005എ, 6351 നല്ല നാശന പ്രതിരോധം ആവശ്യമുള്ള വലിയ ഘടനാപരമായ ഭാഗങ്ങളിൽ അലോയ്കൾ വ്യാപകമായി ഉപയോഗിക്കുന്നു, റഫ്രിജറേറ്റഡ് കണ്ടെയ്നർ താഴത്തെ പ്ലേറ്റ് പോലുള്ളവ, ട്രക്ക് ഫ്രെയിം ഭാഗങ്ങൾ, കപ്പൽ മുകളിലെ ഘടന ഭാഗങ്ങൾ, റെയിൽവേ വാഹനത്തിന്റെ ഘടനാപരമായ ഭാഗങ്ങളും മറ്റ് മെക്കാനിക്കൽ ഘടനാപരമായ ഭാഗങ്ങളും .
6101 കൂടാതെ 6101B അലോയ്കൾ സബ്വേ ചാലകതയ്ക്കായി അലുമിനിയം അലോയ് പ്രൊഫൈലുകൾ നിർമ്മിക്കാൻ ഉപയോഗിക്കുന്നു.
6563 അലോയ് പ്രധാനമായും റേഡിയേറ്റർ പ്രൊഫൈലുകൾ നിർമ്മിക്കാൻ ഉപയോഗിക്കുന്നു.
2024, 5A02, 7005, 7020, 7075 ഉയർന്ന ശക്തിയുള്ള ലോഹസങ്കരങ്ങളാണ്, ബഹിരാകാശ പേടകങ്ങളിൽ കൂടുതലായി ഉപയോഗിക്കുന്നവ, മെക്കാനിക്കൽ ഉപകരണങ്ങൾ, തുടങ്ങിയവ.
മെൽറ്റിംഗ് പ്രോസസ്സിംഗ് ഫ്ലോ ചാർട്ട്
മെറ്റീരിയലുകൾ→ചാർജിംഗ്→ഉരുകൽ→ഇളകൽ→അലോയിംഗ്→ഹോൾഡിംഗ്→ഡീഗ്യാസിംഗ്
അലുമിനിയം പ്രൊഫൈൽ നിർമ്മാണ പ്രക്രിയയാണ് ഉരുകൽ.
അസംസ്കൃത വസ്തുക്കളും ഉൽപ്പന്ന ഘടനയും അനുസരിച്ച്, അലൂമിനിയം പ്രൊഫൈൽ കാസ്റ്റിംഗ് പ്രക്രിയയുടെ ന്യായമായ തിരഞ്ഞെടുപ്പ് ഉൽപ്പന്നത്തിന്റെ ഗുണനിലവാരം ഉറപ്പാക്കുന്നതിനുള്ള താക്കോലാണ്, ഊർജ്ജ ഉപഭോഗം കുറയ്ക്കുകയും ഉത്പാദനക്ഷമത മെച്ചപ്പെടുത്തുകയും ചെയ്യുന്നു.
അപ്പോൾ അലുമിനിയം പ്രൊഫൈലുകളുടെ ഉരുകൽ, കാസ്റ്റിംഗ് പ്രക്രിയ എന്താണ്?
1. അലുമിനിയം ഇൻകോട്ട് അസംസ്കൃത വസ്തുക്കൾ
ഉത്പാദനത്തിന് മുമ്പ്, വ്യത്യസ്ത അലോയ്കൾക്കും വ്യത്യസ്ത അളവിലുള്ള അലുമിനിയം ബില്ലറ്റുകളുടെ ആവശ്യകതയ്ക്കും അനുസൃതമായി, അലുമിനിയം കഷണങ്ങൾ ഉണ്ടാക്കുക, മഗ്നീഷ്യം ഇൻഗോട്ടുകൾ, സിലിക്കൺ ഇൻഗോട്ടുകൾ, ചെമ്പ് കട്ടികളും സഹായ സാമഗ്രികളും വർക്ക്ഷോപ്പിൽ തയ്യാറാണ്.
2. മെൽറ്റിംഗ് ചാർജിംഗ്
ഉരുകുന്ന ചൂളയിലേക്ക് അസംസ്കൃത വസ്തുക്കൾ ചാർജ് ചെയ്യാൻ ഫോർക്ക്ലിഫ്റ്റ് ഉപയോഗിക്കുക.
3.ഉരുകുന്നത്
ചൂളയിൽ ആവശ്യത്തിന് അസംസ്കൃത വസ്തുക്കൾ ചേർത്ത ശേഷം, 700-730℃ വരെ ചൂടാക്കാൻ പ്രകൃതിവാതകം ഉപയോഗിക്കുക, തുടർന്ന് അലുമിനിയം ഇങ്കോട്ട് ഒരു ദ്രാവകാവസ്ഥയിലേക്ക് ഉരുകും.
4. ശുദ്ധീകരിക്കുന്നു
ഉരുകിയ അലുമിനിയത്തിലെ മാലിന്യങ്ങൾ നീക്കം ചെയ്യുന്നതിനുള്ള ഏജന്റുകൾ ചേർക്കുന്നു.
5.,കാസ്റ്റിംഗ്
25~35 സെക്കൻഡ് കഴിഞ്ഞ് ഉരുകിയ അലുമിനിയം ഡിസ്ട്രിബ്യൂട്ടറിൽ നിറഞ്ഞു, തണുപ്പിക്കൽ വെള്ളം ഓണാക്കി. കാസ്റ്റിംഗ് വേഗത സാധാരണ വേഗതയുടെ 70-80% ആണ്, 40-50mm വീണതിന് ശേഷം വേഗത സാധാരണ വേഗതയിലേക്ക് വർദ്ധിപ്പിക്കുന്നു.
6. ഹോമോജനൈസേഷൻ
അലൂമിനിയം ബില്ലറ്റുകൾ ദ്വിതീയ ഹോമോജനൈസേഷൻ ചികിത്സയ്ക്ക് വിധേയമാണ്.
7. അലുമിനിയം ബില്ലറ്റുകൾ മുറിക്കൽ
അലുമിനിയം ബില്ലറ്റുകളുടെ മുൻവശത്തും പിൻവശത്തും ക്രമരഹിതമായ ഭാഗങ്ങൾ നീക്കം ചെയ്യുക
8. വെയർഹൗസ്
അലുമിനിയം ബില്ലറ്റുകൾ വെയർഹൗസിലേക്ക് ബണ്ടിൽ ചെയ്ത് സ്ഥാപിക്കുന്നു.
പൊതുവായി പറഞ്ഞാല്, അലുമിനിയം ഉരുകൽ എന്നത് അലുമിനിയം കഷ്ണങ്ങളെ അലുമിനിയം ബില്ലറ്റുകളാക്കി മാറ്റാനാണ്, ലോഗ് അല്ലെങ്കിൽ മറ്റ് ഫിനിഷ്ഡ് അല്ലെങ്കിൽ സെമി-ഫിനിഷ്ഡ് ഉൽപ്പന്നങ്ങൾ അലോയിംഗ് പ്രക്രിയയിലൂടെ, ഇളക്കിവിടുന്നു, സ്റ്റാന്റിംഗ്, ശുദ്ധീകരിക്കുന്നു, ഒപ്പം സ്കിമ്മിംഗും.
അലുമിനിയം, അലുമിനിയം അലോയ് എക്സ്ട്രൂഷൻ ഉൽപ്പന്നങ്ങളുടെ ഉൽപാദനത്തിൽ ഉരുകലും കാസ്റ്റിംഗും ഉൽപാദനം വളരെ പ്രധാനപ്പെട്ട ഒരു പ്രക്രിയയാണ്..
അലുമിനിയം ബില്ലറ്റുകളുടെ ഗുണനിലവാരം വിളവിനെ നേരിട്ട് ബാധിക്കുന്നു, അലുമിനിയം എക്സ്ട്രൂഷൻ ഉൽപ്പന്നങ്ങളുടെ ഗുണനിലവാരവും പ്രകടനവും.
ഇപ്പോൾ നമുക്ക് എക്സ്ട്രൂഷനുള്ള ബില്ലറ്റുകൾ ലഭിക്കുന്നു, എക്സ്ട്രൂഷൻ ഡൈ, അസംസ്കൃത വസ്തുക്കൾ എക്സ്ട്രൂഷനായി തയ്യാറാണ്.
III എക്സ്ട്രൂഷൻ പ്രക്രിയ
അലുമിനിയം എക്സ്ട്രൂഷൻ - ഒരു ഇഷ്ടാനുസൃതമായി നിർമ്മിച്ച ഡൈയിലേക്ക് അലുമിനിയം നിർബന്ധിതമാക്കുകയും ലോഹത്തിന്റെ എല്ലാ ഗുണങ്ങളും ഉപയോഗിക്കുന്ന ഒരു സ്ഥിരമായ ക്രോസ്-സെക്ഷനിൽ കലാശിക്കുകയും ചെയ്യുന്ന ഒരു പ്രക്രിയ.
എക്സ്ട്രൂഷൻ അച്ചുകൾ രൂപകൽപ്പന ചെയ്തതിനാൽ അലുമിനിയം ബില്ലറ്റുകൾ ലഭ്യമാണ്. അലുമിനിയം എക്സ്ട്രൂഷന് എല്ലാം തയ്യാറാണ്.
ഡൈ ചേമ്പറിൽ സ്ഥാപിച്ചിരിക്കുന്ന മെറ്റൽ ബില്ലറ്റിൽ ശക്തമായ സമ്മർദ്ദം ചെലുത്തുന്ന ഒരു പ്രോസസ്സിംഗ് രീതിയാണ് അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രക്രിയ. (അല്ലെങ്കിൽ എക്സ്ട്രൂഷൻ സിലിണ്ടർ), ദിശാസൂചന പ്ലാസ്റ്റിക് രൂപഭേദം ഉണ്ടാക്കാൻ മെറ്റൽ ബില്ലെറ്റ് നിർബന്ധിക്കുന്നു, ചില മെക്കാനിക്കൽ ഗുണങ്ങളുള്ള ഭാഗങ്ങളോ സെമി-ഫിനിഷ്ഡ് ഉൽപ്പന്നങ്ങളോ ഉപയോഗിച്ച് ആവശ്യമുള്ള ഭാഗത്തിന്റെ ആകൃതിയും വലുപ്പവും ലഭിക്കുന്നതിന് എക്സ്ട്രൂഷൻ ഡൈയുടെ ഡൈ ഹോളിൽ നിന്ന് പുറത്തെടുക്കുന്നു..
എക്സ്ട്രൂഷൻ പ്രക്രിയയുടെ തരങ്ങൾ
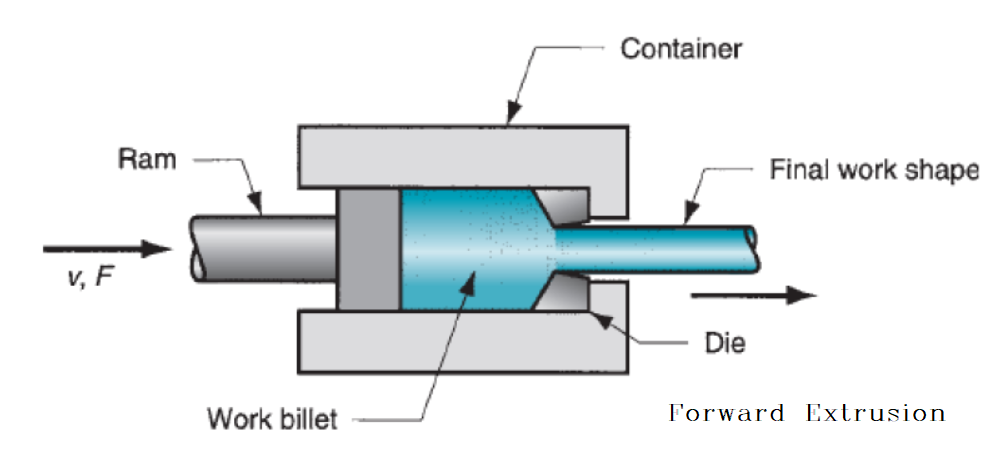
ഫോർവേഡ് എക്സ്ട്രൂഷൻ
ഫോർവേഡ് എക്സ്ട്രൂഷൻ, നേരിട്ടുള്ള എക്സ്ട്രൂഷൻ എന്നും അറിയപ്പെടുന്നു, ഏറ്റവും സാധാരണമായ എക്സ്ട്രൂഷൻ പ്രക്രിയയാണ്. കനത്ത ഭിത്തിയുള്ള ഒരു പാത്രത്തിൽ ബില്ലറ്റ് സ്ഥാപിച്ചാണ് ഇത് പ്രവർത്തിക്കുന്നത്.
ഒരു റാം അല്ലെങ്കിൽ സ്ക്രൂ ഉപയോഗിച്ച് ബില്ലെറ്റ് ഡൈയിലൂടെ തള്ളുന്നു.
റാമിനും ബില്ലറ്റിനും ഇടയിൽ അവയെ വേർപെടുത്താൻ വീണ്ടും ഉപയോഗിക്കാവുന്ന ഒരു ഡമ്മി ബ്ലോക്ക് ഉണ്ട്.
ഈ പ്രക്രിയയുടെ പ്രധാന പോരായ്മ, ബില്ലെറ്റ് പുറത്തെടുക്കാൻ ആവശ്യമായ ബലം പരോക്ഷമായ എക്സ്ട്രൂഷൻ പ്രക്രിയയിൽ ആവശ്യമായതിനേക്കാൾ കൂടുതലാണ് എന്നതാണ്, കാരണം ബില്ലെറ്റ് കണ്ടെയ്നറിന്റെ മുഴുവൻ നീളത്തിലും സഞ്ചരിക്കേണ്ടതിന്റെ ആവശ്യകത അവതരിപ്പിച്ച ഘർഷണ ശക്തികൾ.
ഇതുമൂലം, ആവശ്യമായ ഏറ്റവും വലിയ ശക്തി പ്രക്രിയയുടെ തുടക്കത്തിലാണ്, ബില്ലറ്റ് ഉപയോഗിക്കുമ്പോൾ പതുക്കെ കുറയുന്നു.
ബില്ലറ്റിന്റെ അവസാനത്തിൽ ബലം വളരെയധികം വർദ്ധിക്കുന്നു, കാരണം ബില്ലറ്റ് കനം കുറഞ്ഞതും ഡൈയിൽ നിന്ന് പുറത്തുകടക്കാൻ മെറ്റീരിയൽ റേഡിയൽ ആയി ഒഴുകുകയും വേണം.. ബില്ലറ്റിന്റെ അവസാനം (ബട്ട് എൻഡ് വിളിച്ചു) ഈ കാരണത്താൽ ഉപയോഗിക്കുന്നില്ല.[ഐ]
[ഐ] https://en.wikipedia.org/wiki/Extrusion
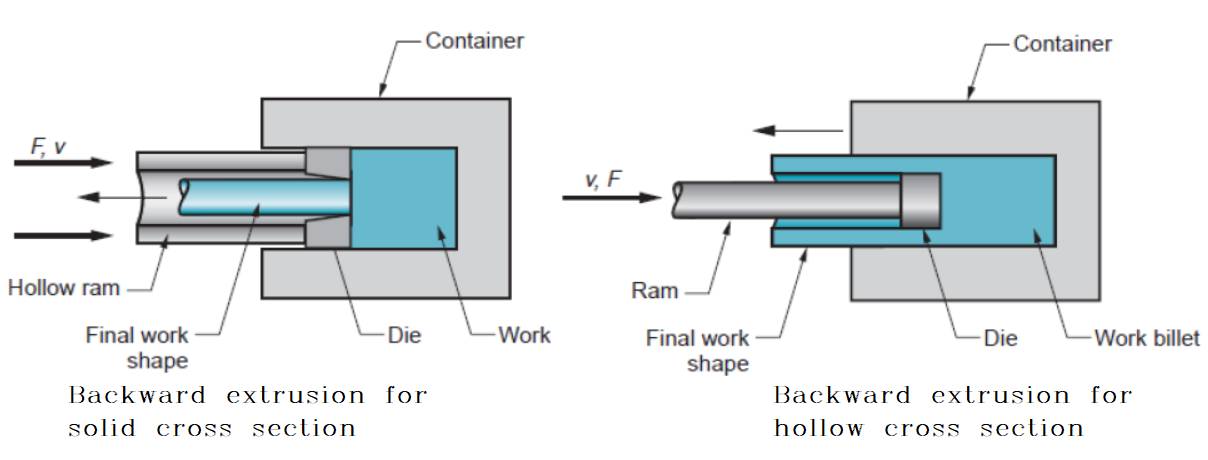
ബാക്ക്വേർഡ് എക്സ്ട്രൂഷൻ
ബാക്ക്വേർഡ് എക്സ്ട്രൂഷൻ, പരോക്ഷ എക്സ്ട്രൂഷൻ എന്നും അറിയപ്പെടുന്നു, ഡൈ നിശ്ചലമായിരിക്കുമ്പോൾ ബില്ലറ്റും കണ്ടെയ്നറും ഒരുമിച്ച് നീങ്ങുന്നു.
മരിക്കുന്നത് എ “തണ്ട്” കണ്ടെയ്നർ നീളത്തേക്കാൾ ദൈർഘ്യമേറിയതായിരിക്കണം.
എക്സ്ട്രൂഷന്റെ പരമാവധി ദൈർഘ്യം ആത്യന്തികമായി തണ്ടിന്റെ നിരയുടെ ശക്തിയാൽ നിർണ്ണയിക്കപ്പെടുന്നു.
ബില്ലറ്റ് കണ്ടെയ്നറിനൊപ്പം നീങ്ങുന്നതിനാൽ ഘർഷണ ശക്തികൾ ഇല്ലാതാകുന്നു.
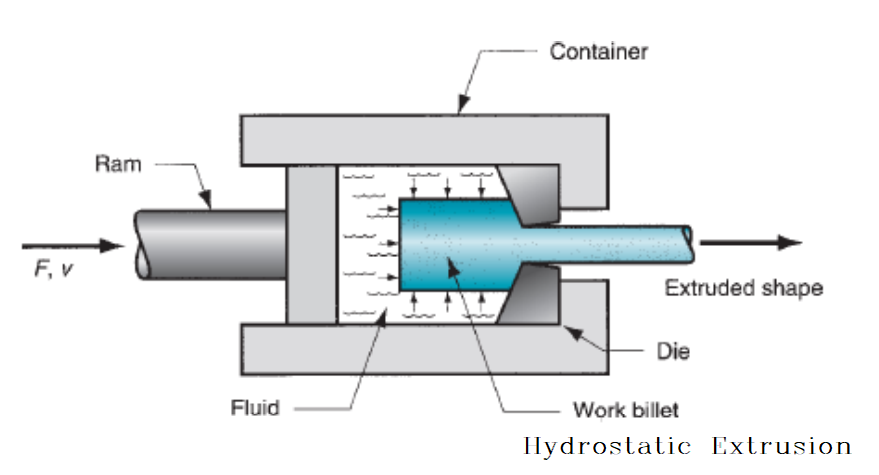
ഹൈഡ്രോസ്റ്റാറ്റിക് എക്സ്ട്രൂഷൻ
ഹൈഡ്രോസ്റ്റാറ്റിക് എക്സ്ട്രൂഷൻ പ്രക്രിയയിൽ, ബില്ലെറ്റ് പൂർണ്ണമായും മർദ്ദമുള്ള ദ്രാവകത്താൽ ചുറ്റപ്പെട്ടിരിക്കുന്നു, ബില്ലറ്റ് ഡൈയുമായി ബന്ധപ്പെടുന്നിടത്ത് ഒഴികെ.
ഈ പ്രക്രിയ ചൂടോടെ ചെയ്യാം, ചൂട്, അല്ലെങ്കിൽ തണുപ്പ്, എങ്കിലും, ഉപയോഗിച്ച ദ്രാവകത്തിന്റെ സ്ഥിരതയാൽ താപനില പരിമിതപ്പെടുത്തിയിരിക്കുന്നു.
ഹൈഡ്രോസ്റ്റാറ്റിക് മീഡിയം ഉൾക്കൊള്ളാൻ സീൽ ചെയ്ത സിലിണ്ടറിൽ പ്രക്രിയ നടത്തണം.
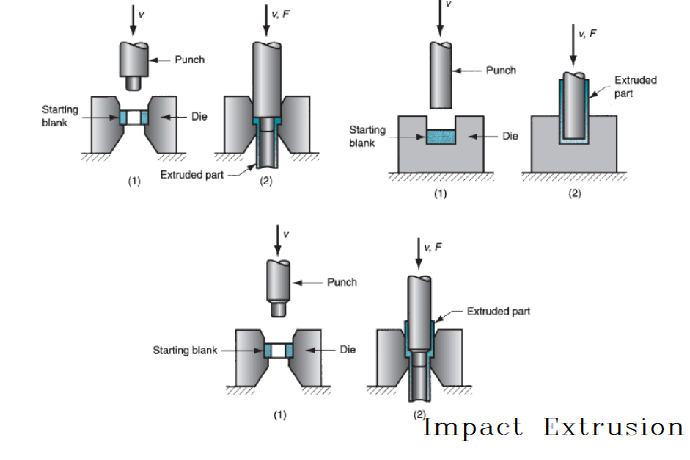
ഇംപാക്ട് എക്സ്ട്രൂഷൻ
മെറ്റൽ സ്ലഗ് ഉപയോഗിച്ച് ഉൽപ്പന്നങ്ങൾ നിർമ്മിക്കുന്ന എക്സ്ട്രൂഷനും ഡ്രോയിംഗും പോലെയുള്ള ഒരു നിർമ്മാണ പ്രക്രിയയാണ് ഇംപാക്റ്റ് എക്സ്ട്രൂഷൻ. സ്ലഗ് ഒരു പഞ്ച് ഉപയോഗിച്ച് ഒരു ഡൈയിലേക്കോ അച്ചിലേക്കോ അത്യധികം ശക്തിയോടെ ഉയർന്ന വേഗതയിൽ അമർത്തുന്നു.[ഐ]
പരമ്പരാഗത എക്സ്ട്രൂഷനേക്കാൾ ഉയർന്ന വേഗതയിലും ചെറിയ സ്ട്രോക്കുകളിലും ഇംപാക്റ്റ് എക്സ്ട്രൂഷൻ നടത്തപ്പെടുന്നു.
വ്യക്തിഗത ഘടകങ്ങൾ നിർമ്മിക്കാൻ ഇത് ഉപയോഗിക്കുന്നു. പേര് സൂചിപ്പിക്കുന്നത് പോലെ, കേവലം സമ്മർദ്ദം ചെലുത്തുന്നതിനുപകരം പഞ്ച് ജോലിയുടെ ഭാഗത്തെ സ്വാധീനിക്കുന്നു.
[ഐ] https://en.wikipedia.org/wiki/Impact_extrusion
അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രക്രിയയുടെ പ്രയോജനങ്ങൾ
1. എക്സ്ട്രൂഷൻ പ്രക്രിയയിൽ, പുറംതള്ളപ്പെട്ട ലോഹത്തിന് റോളിംഗ് ഫോർജിംഗിനെ അപേക്ഷിച്ച് ഡീഫോർമേഷൻ സോണിൽ കൂടുതൽ തീവ്രവും ഏകീകൃതവുമായ ത്രിമാന കംപ്രഷൻ സ്ട്രെസ് അവസ്ഥ ലഭിക്കും., പ്രോസസ്സ് ചെയ്ത ലോഹത്തിന്റെ പ്ലാസ്റ്റിറ്റിക്ക് പൂർണ്ണമായ കളി നൽകാൻ കഴിയും;
2. എക്സ്ട്രൂഷൻ പ്രക്രിയയ്ക്ക് തണ്ടുകൾ മാത്രമല്ല ഉത്പാദിപ്പിക്കാൻ കഴിയും, ട്യൂബുകൾ, രൂപങ്ങൾ, ലളിതമായ ക്രോസ്-സെക്ഷണൽ ആകൃതികളുള്ള വയർ ഉൽപ്പന്നങ്ങളും, മാത്രമല്ല സങ്കീർണ്ണമായ ക്രോസ്-സെക്ഷണൽ രൂപങ്ങളുള്ള പ്രൊഫൈലുകളും ട്യൂബുകളും;
3. എക്സ്ട്രൂഷൻ പ്രക്രിയയ്ക്ക് വലിയ വഴക്കമുണ്ട്. വ്യത്യസ്ത ആകൃതികളുള്ള ഉൽപ്പന്നങ്ങൾ നിർമ്മിക്കുന്നതിന് പൂപ്പൽ പോലുള്ള എക്സ്ട്രൂഷൻ ഉപകരണങ്ങൾ മാറ്റിസ്ഥാപിക്കേണ്ടതുണ്ട്, ഒരു ഉപകരണത്തിൽ സവിശേഷതകളും ഇനങ്ങളും. എക്സ്ട്രൂഷൻ അച്ചുകൾ മാറ്റിസ്ഥാപിക്കുന്ന പ്രവർത്തനം ലളിതമാണ്, വേഗം, സമയം ലാഭിക്കുന്നതും കാര്യക്ഷമവുമാണ്;
4. എക്സ്ട്രൂഡഡ് ഉൽപ്പന്നങ്ങളുടെ കൃത്യത ഉയർന്നതാണ്, ഉൽപ്പന്നങ്ങളുടെ ഉപരിതല ഗുണനിലവാരം നല്ലതാണ്, കൂടാതെ ലോഹ വസ്തുക്കളുടെ ഉപയോഗ നിരക്കും വിളവും മെച്ചപ്പെടുത്തുന്നു;
5. എക്സ്ട്രൂഷൻ പ്രക്രിയ ലോഹത്തിന്റെ മെക്കാനിക്കൽ ഗുണങ്ങളിൽ നല്ല സ്വാധീനം ചെലുത്തുന്നു;
6.പ്രക്രിയയുടെ ഒഴുക്ക് ചെറുതും ഉൽപ്പാദനം സൗകര്യപ്രദവുമാണ്. ഒറ്റത്തവണ എക്സ്ട്രൂഷന് ഹോട്ട് ഡൈ ഫോർജിംഗ് അല്ലെങ്കിൽ ഫോർമിംഗ് റോളിംഗ് എന്നിവയേക്കാൾ വലിയ വിസ്തീർണ്ണമുള്ള മൊത്തത്തിലുള്ള ഘടന ലഭിക്കും.. ഉപകരണ നിക്ഷേപം കുറവാണ്, പൂപ്പലിന്റെ വില കുറവാണ്, സാമ്പത്തിക നേട്ടവും ഉയർന്നതാണ്;
7. അലുമിനിയം അലോയ് നല്ല എക്സ്ട്രൂഷൻ സ്വഭാവസവിശേഷതകൾ ഉള്ളതിനാൽ എക്സ്ട്രൂഷൻ പ്രോസസ്സിംഗിന് പ്രത്യേകിച്ച് അനുയോജ്യമാണ്. പലതരം എക്സ്ട്രൂഷൻ പ്രക്രിയകളും വിവിധതരം പൂപ്പൽ ഘടനകളും ഉപയോഗിച്ച് ഇത് പ്രോസസ്സ് ചെയ്യാൻ കഴിയും.
എക്സ്ട്രൂഷൻ പ്രക്രിയയുടെ ഘട്ടം
അലുമിനിയം ബില്ലെറ്റുകൾ→ ഹോട്ട് ലോഗ് ഷിയർ ഉപയോഗിച്ച് മൾട്ടി-ബില്ലറ്റ് ചൂടാക്കൽ ചൂളയിൽ ചൂടാക്കൽ → താപനില 480 ഡിഗ്രി സെൽഷ്യസിൽ എത്തുന്നു, താപനില 1 മണിക്കൂർ വരെ നിലനിർത്തുന്നു → പൂപ്പൽ 480 ഡിഗ്രി സെൽഷ്യസ് വരെ ചൂടാക്കുന്നു → പൂപ്പൽ പൂപ്പൽ അടിത്തറയിൽ സ്ഥാപിക്കുന്നു → ഭക്ഷണം → എക്സ്ട്രൂഷൻ → പുള്ളർ → നേരെയാക്കൽ → പ്രായമാകൽ → പ്രായമാകൽ പൂർത്തിയായി→ കൂളിംഗ് → പൂർത്തിയായി
1. അലുമിനിയം ബില്ലറ്റുകൾ റാക്കിൽ വയ്ക്കുക. അലുമിനിയം ബില്ലറ്റുകൾക്കിടയിൽ ഒരു നിശ്ചിത വിടവ് വിടുക. അലുമിനിയം ബില്ലറ്റുകൾ അടുക്കാതിരിക്കാൻ ശ്രദ്ധിക്കുക, അല്ലാത്തപക്ഷം, ഇത് ഓപ്പറേറ്ററുടെ ബുദ്ധിമുട്ട് വർദ്ധിപ്പിക്കുകയും ഓപ്പറേഷൻ സമയത്ത് അലുമിനിയം ബില്ലറ്റുകൾ വീഴുകയും ജീവനക്കാർക്ക് പരിക്കേൽക്കുകയും ചെയ്യും;
2. പ്രക്രിയയുടെ ഒഴുക്കിന് അനുസൃതമായി കർശനമായി പ്രവർത്തിക്കുക. സ്ഥലം 12 ചൂളയിൽ അലുമിനിയം ബില്ലറ്റുകൾ ചൂടാക്കുക. ചൂടാക്കൽ സമയം 3.5h എത്തുമ്പോൾ, താപനില 480 ഡിഗ്രി സെൽഷ്യസിൽ എത്തുന്നു, 1 മണിക്കൂർ ചൂട് സംരക്ഷിച്ചതിന് ശേഷം സാധാരണ ഉത്പാദനം നടത്താം;
3. അതേ സമയം തന്നെ, എക്സ്ട്രൂഷൻ ഡൈ മോൾഡ് ഹീറ്റിംഗ് ഓവനിലേക്ക് ഇട്ടു ചൂടാക്കി ഡൈ താപനില 480 ഡിഗ്രിയിലെത്തുക;
4. അലുമിനിയം ബില്ലറ്റുകളുടെയും പൂപ്പലിന്റെയും ചൂടാക്കലും താപ സംരക്ഷണവും പൂർത്തിയായ ശേഷം, എക്സ്ട്രൂഷൻ മെഷീന്റെ പൂപ്പൽ അടിത്തറയിലേക്ക് പൂപ്പൽ ഇട്ടു തയ്യാറാക്കുക;
5. എക്സ്ട്രൂഡറിന്റെ അസംസ്കൃത വസ്തുക്കളുടെ പ്രവേശന കവാടത്തിൽ ഷോർട്ട് അലുമിനിയം ബില്ലറ്റുകൾ ഇടുക;
6. എക്സ്ട്രൂഷൻ ഘട്ടത്തിലേക്ക് പ്രവേശിക്കുന്നു. എക്സ്ട്രൂഡ് പ്രൊഫൈൽ ഡിസ്ചാർജ് ദ്വാരത്തിൽ നിന്ന് പുറത്തു വന്നതിന് ശേഷം, അത് വലിക്കുന്നവൻ വലിക്കുന്നു, തുടർന്ന് മുറിക്കുന്നതിനുള്ള നീളം നിർണ്ണയിക്കപ്പെടുന്നു, തുടർന്ന് അലുമിനിയം പ്രൊഫൈൽ നേരെയാക്കാൻ ലെവലിംഗ് ടേബിളിലേക്ക് അയയ്ക്കുന്നു. നീളത്തിൽ മുറിക്കുന്നതിന് അലുമിനിയം പ്രൊഫൈൽ പൂർത്തിയായ ഉൽപ്പന്ന മേഖലയിലേക്ക് കൊണ്ടുപോകാം.
7. ആവശ്യകതകൾക്കനുസരിച്ച് മെറ്റീരിയൽ ഫ്രെയിമിലേക്ക് കട്ട് അലുമിനിയം പ്രൊഫൈൽ ലോഡ് ചെയ്യുക, പ്രായമായ പ്രദേശത്തേക്ക് കൊണ്ടുപോകുക, പ്രായമാകുന്ന ചൂളയിൽ പ്രവേശിക്കുക, കൂടാതെ വാർദ്ധക്യം ചികിത്സ നടത്തുക.
8. പ്രായമാകുമ്പോൾ താപനില 200 ഡിഗ്രി സെൽഷ്യസിലെത്തിയ ശേഷം, 2 മണിക്കൂർ സൂക്ഷിക്കുക, എന്നിട്ട് അത് ചൂളയിൽ നിന്ന് ഡിസ്ചാർജ് ചെയ്യുന്നതുവരെ കാത്തിരിക്കുക;
അത് ഡിസ്ചാർജ് ചെയ്യുമ്പോൾ, അത് തണുപ്പിക്കൽ ഘട്ടത്തിലേക്ക് പ്രവേശിക്കുന്നു, സ്വാഭാവിക തണുപ്പിക്കൽ അല്ലെങ്കിൽ ഒരു കൂളർ ഉപയോഗിച്ച് തണുപ്പിക്കാൻ കഴിയുന്നവ. ഇപ്പോൾ, എക്സ്ട്രൂഷൻ ജോലി പൂർത്തിയായി, കൂടാതെ യോഗ്യമായ രൂപഭാവവും രൂപവും വലിപ്പവും ഉള്ള അലുമിനിയം പ്രൊഫൈലുകളുടെ എക്സ്ട്രൂഷൻ പൂർത്തിയായി.
ബില്ലെറ്റ് ചൂടാക്കൽ അടങ്ങുന്ന ഒരു ഓട്ടോമാറ്റിക് പ്രൊഡക്ഷൻ ലൈനിൽ അലുമിനിയം എക്സ്ട്രൂഷൻ നടത്തും, എക്സ്ട്രഷൻ, തണുപ്പിക്കൽ, ടെൻഷൻ നേരെയാക്കൽ, വെട്ടിയും മറ്റ് പ്രക്രിയകളും.
ഉൽപ്പാദന ലൈനിലെ ഉപകരണങ്ങൾ, ചൂടുള്ള ലോഗ് ഷിയറുള്ള മൾട്ടി ബില്ലറ്റ് ചൂടാക്കൽ ചൂള ഉൾപ്പെടെ, എക്സ്ട്രൂഷൻ പ്രസ്സ്, റൺ ഔട്ട് ടേബിൾ, സ്റ്റാക്കർ, പ്രൊഫൈൽ കൺവെയർ, കൂളിംഗ് ബെഡ്, നേരെയാക്കൽ യന്ത്രം, സംഭരണ പ്ലാറ്റ്ഫോം, വലിക്കുന്നവൻ, പ്രൊഫൈൽ സോവിംഗ് മെഷീൻ, പ്രായമാകുന്ന ചൂള, തുടങ്ങിയവ.
അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രക്രിയയെക്കുറിച്ചുള്ള ആഴത്തിലുള്ള വിവരങ്ങൾ
അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രക്രിയ വിവരങ്ങൾ
എക്സ്ട്രൂഷൻ മെറ്റീരിയൽ രൂപപ്പെടുത്തുന്ന പ്രക്രിയയായി നിർവചിക്കപ്പെടുന്നു, അലൂമിനിയം പോലുള്ളവ, ഒരു ഡൈയിലെ ആകൃതിയിലുള്ള ഒരു തുറസ്സിലൂടെ ഒഴുകാൻ നിർബന്ധിച്ചുകൊണ്ട്.
എക്സ്ട്രൂഡഡ് മെറ്റീരിയൽ ഡൈ ഓപ്പണിംഗിന്റെ അതേ പ്രൊഫൈലുള്ള ഒരു നീളമേറിയ കഷണമായി ഉയർന്നുവരുന്നു.
ഒരു എക്സ്ട്രൂഷൻ എത്ര വലുതായിരിക്കുമെന്ന് പ്രസ് സൈസ് നിർണ്ണയിക്കുന്നു.
എക്സ്ട്രൂഷൻ വലുപ്പം അളക്കുന്നത് അതിന്റെ ഏറ്റവും ദൈർഘ്യമേറിയ ക്രോസ്-സെക്ഷണൽ അളവാണ്, അതായത്. ഒരു ചുറ്റളവിലുള്ള സർക്കിളിനുള്ളിൽ അത് യോജിക്കുന്നു.
എക്സ്ട്രൂഡഡ് ആകൃതിയുടെ ക്രോസ്-സെക്ഷനെ പൂർണ്ണമായും ഉൾക്കൊള്ളുന്ന ഏറ്റവും ചെറിയ വൃത്തമാണ് ചുറ്റപ്പെട്ട വൃത്തം..
എക്സ്ട്രൂഷൻ പ്രക്രിയയിൽ ഓർമ്മിക്കേണ്ട ഏറ്റവും പ്രധാനപ്പെട്ട ഘടകം താപനിലയാണ്.
കാഠിന്യം, ഫിനിഷിംഗ് തുടങ്ങിയ അലുമിനിയം ആവശ്യമുള്ള സവിശേഷതകൾ നൽകുന്നതിനാൽ താപനില ഏറ്റവും നിർണായകമാണ്.
എക്സ്ട്രൂഷൻ പ്രക്രിയയിലെ ഘട്ടങ്ങൾ ഇപ്രകാരമാണ്:
1. ബില്ലെറ്റുകൾ ഏകദേശം ചൂടാക്കിയിരിക്കണം 800-925 ° F.
2. ഒരു ബില്ലറ്റ് ആവശ്യമുള്ള താപനിലയിൽ എത്തിയ ശേഷം, ഇത് ലോഡറിലേക്ക് മാറ്റുന്നു, അവിടെ ബില്ലറ്റിലേക്കും റാമിലേക്കും സ്മട്ട് അല്ലെങ്കിൽ ലൂബ്രിക്കന്റിന്റെ നേർത്ത ഫിലിം ചേർക്കുന്നു. സ്മട്ട് ഒരു വേർപിരിയൽ ഏജന്റായി പ്രവർത്തിക്കുന്നു (ലൂബ്രിക്കന്റ്) ഇത് രണ്ട് ഭാഗങ്ങളും ഒന്നിച്ച് നിൽക്കാതെ സൂക്ഷിക്കുന്നു.
3. ബില്ലറ്റ് തൊട്ടിലിലേക്ക് മാറ്റുന്നു.
4. റാം ഡമ്മി ബ്ലോക്കിൽ സമ്മർദ്ദം ചെലുത്തുന്നു, മാറി മാറി, ബില്ലെറ്റ് കണ്ടെയ്നറിനുള്ളിൽ വരെ തള്ളുന്നു.
5. സമ്മർദത്തിൻ കീഴിൽ ബില്ലെറ്റ് ഡൈയുടെ നേരെ തകർത്തു, കണ്ടെയ്നർ ഭിത്തികളുമായി പൂർണ്ണമായി സമ്പർക്കം പുലർത്തുന്നത് വരെ ചെറുതും വിശാലവുമായി മാറുന്നു. അലൂമിനിയം ഡൈയിലൂടെ തള്ളുമ്പോൾ, ദ്രവ നൈട്രജൻ ഡൈയുടെ ചില ഭാഗങ്ങൾ തണുപ്പിക്കുന്നതിനായി ഒഴുകുന്നു. ഇത് ഡൈയുടെ ആയുസ്സ് വർദ്ധിപ്പിക്കുകയും ഒരു നിഷ്ക്രിയ അന്തരീക്ഷം സൃഷ്ടിക്കുകയും ചെയ്യുന്നു, അത് പുറംതള്ളപ്പെടുന്ന ആകൃതിയിൽ ഓക്സൈഡുകൾ ഉണ്ടാകുന്നത് തടയുന്നു.. ചില സന്ദർഭങ്ങളിൽ ദ്രാവക നൈട്രജന്റെ സ്ഥാനത്ത് നൈട്രജൻ വാതകം ഉപയോഗിക്കുന്നു. നൈട്രജൻ വാതകം ഡൈയെ തണുപ്പിക്കുന്നില്ല, പക്ഷേ ഒരു നിഷ്ക്രിയ അന്തരീക്ഷം സൃഷ്ടിക്കുന്നു.
6. ബില്ലറ്റിൽ ചേർത്ത സമ്മർദ്ദത്തിന്റെ ഫലമായി, മൃദുവായ എന്നാൽ ഖര ലോഹം ഡൈ ഓപ്പണിംഗിലൂടെ ഞെരുക്കാൻ തുടങ്ങുന്നു.
7. ഒരു എക്സ്ട്രൂഷൻ പ്രസ്സിൽ നിന്ന് പുറത്തുകടക്കുമ്പോൾ, ഒരു ട്രൂ ടെമ്പറേച്ചർ ടെക്നോളജി ഉപയോഗിച്ചാണ് താപനില അളക്കുന്നത് (3ടി) പ്രസ് പ്ലേറ്റനിൽ ഘടിപ്പിച്ച ഉപകരണം. 3T അലൂമിനിയം എക്സ്ട്രൂഷന്റെ എക്സിറ്റ് താപനില രേഖപ്പെടുത്തുന്നു. താപനില അറിയുന്നതിന്റെ പ്രധാന ലക്ഷ്യം പരമാവധി പ്രസ്സ് വേഗത നിലനിർത്തുക എന്നതാണ്. എക്സ്ട്രൂഷന്റെ ടാർഗെറ്റ് എക്സിറ്റ് താപനില അലോയ്യെ ആശ്രയിച്ചിരിക്കുന്നു. ഉദാഹരണത്തിന്, ലോഹസങ്കരങ്ങൾക്കുള്ള ടാർഗെറ്റ് എക്സിറ്റ് താപനില 6063, 6463, 6063എ, ഒപ്പം 6101 930° F ആണ് (ഏറ്റവും കുറഞ്ഞത്). ലോഹസങ്കരങ്ങൾക്കുള്ള ടാർഗെറ്റ് എക്സിറ്റ് താപനില 6005A,ഒപ്പം 6061 950° F ആണ് (ഏറ്റവും കുറഞ്ഞത്).
8. എക്സ്ട്രൂഷനുകൾ ഡൈയിൽ നിന്ന് റണ്ണൗട്ട് ടേബിളിലേക്കും പുള്ളറിലേക്കും തള്ളപ്പെടുന്നു, എക്സ്ട്രൂഷൻ സമയത്ത് റൺ ഔട്ട് ടേബിളിൽ നിന്ന് ലോഹത്തെ നയിക്കുന്നു. വലിച്ചിടുമ്പോൾ, റൺ-ഔട്ടിന്റെയും കൂളിംഗ് ടേബിളിന്റെയും മുഴുവൻ നീളത്തിലും ഒരു കൂട്ടം ആരാധകരാൽ എക്സ്ട്രൂഷൻ തണുപ്പിക്കുന്നു. (കുറിപ്പ്: ലോഹക്കൂട്ട് 6061 വായു കെടുത്തുന്നത് പോലെ വെള്ളം കെടുത്തുന്നു
9. എല്ലാ ബില്ലറ്റുകളും ഉപയോഗിക്കാൻ കഴിയില്ല. ബാക്കി (നിതംബം) ബില്ലറ്റ് ചർമ്മത്തിൽ നിന്നുള്ള ഓക്സൈഡുകൾ അടങ്ങിയിരിക്കുന്നു. മറ്റൊരു ബില്ലറ്റ് ലോഡുചെയ്ത് മുമ്പ് ലോഡുചെയ്ത ബില്ലറ്റിലേക്ക് വെൽഡ് ചെയ്യുകയും എക്സ്ട്രൂഷൻ പ്രക്രിയ തുടരുകയും ചെയ്യുമ്പോൾ നിതംബം മുറിച്ചുമാറ്റി ഉപേക്ഷിക്കപ്പെടുന്നു..
10. എക്സ്ട്രൂഷൻ ആവശ്യമുള്ള നീളത്തിൽ എത്തുമ്പോൾ, എക്സ്ട്രൂഷൻ ഒരു പ്രൊഫൈൽ സോ അല്ലെങ്കിൽ കത്രിക ഉപയോഗിച്ച് മുറിക്കുന്നു.
11. ലോഹം കൈമാറ്റം ചെയ്യപ്പെടുന്നു (ബെൽറ്റർ വാക്കിംഗ് ബീംസ് സിസ്റ്റങ്ങൾ വഴി) റൺ ഔട്ട് ടേബിളിൽ നിന്ന് കൂളിംഗ് ടേബിളിലേക്ക്.
12. അലുമിനിയം തണുപ്പിച്ച ശേഷം കൂളിംഗ് ടേബിളിനൊപ്പം നീങ്ങുക, അത് പിന്നീട് സ്ട്രെച്ചറിലേക്ക് മാറ്റുന്നു. വലിച്ചുനീട്ടുന്നത് എക്സ്ട്രൂഷനുകളെ നേരെയാക്കുകയും 'വർക്ക് ഹാർഡനിംഗ്' നടത്തുകയും ചെയ്യുന്നു (അലുമിനിയം വർദ്ധിച്ച കാഠിന്യവും മെച്ചപ്പെട്ട ശക്തിയും നൽകുന്ന തന്മാത്രാ പുനർ വിന്യാസം).
13. അടുത്ത ഘട്ടം വെട്ടുക എന്നതാണ്. എക്സ്ട്രൂഷനുകൾ നീട്ടിയ ശേഷം അവ ഒരു സോ ടേബിളിലേക്ക് മാറ്റുകയും നിർദ്ദിഷ്ട നീളത്തിലേക്ക് മുറിക്കുകയും ചെയ്യുന്നു. സോകളിലെ കട്ടിംഗ് ടോളറൻസ് ആണ് 1/8 ഇഞ്ച് അല്ലെങ്കിൽ അതിൽ കൂടുതൽ, സോ നീളം അനുസരിച്ച്.
14. ഭാഗങ്ങൾ മുറിച്ച ശേഷം, അവ ഒരു ഗതാഗത ഉപകരണത്തിൽ കയറ്റുകയും പ്രായമായ ഓവനുകളിലേക്ക് മാറ്റുകയും ചെയ്യുന്നു. ഒരു നിശ്ചിത സമയത്തേക്ക് നിയന്ത്രിത താപനില പരിതസ്ഥിതിയിൽ പ്രായമാകൽ പ്രക്രിയയെ ത്വരിതപ്പെടുത്തുന്നതിലൂടെ ഹീറ്റ്-ട്രീറ്റ് അല്ലെങ്കിൽ കൃത്രിമ വാർദ്ധക്യം ലോഹത്തെ കഠിനമാക്കുന്നു..
നേരിട്ടുള്ളതും പരോക്ഷവുമായ എക്സ്ട്രൂഷൻ
രണ്ട് തരത്തിലുള്ള എക്സ്ട്രൂഷൻ പ്രക്രിയകളുണ്ട്, നേരിട്ടും പരോക്ഷമായും.
നേരിട്ടുള്ള എക്സ്ട്രൂഷൻ ഡൈഹെഡ് നിശ്ചലമായി നിലനിറുത്തുകയും ചലിക്കുന്ന ആട്ടുകൊറ്റൻ അതിലൂടെ ലോഹത്തെ നിർബന്ധിക്കുകയും ചെയ്യുന്ന ഒരു പ്രക്രിയയാണ്.
പരോക്ഷ എക്സ്ട്രൂഷൻ റാമിന്റെ അറ്റത്ത് ഡൈ അസംബ്ലി സ്ഥിതി ചെയ്യുന്ന സമയത്ത് ബില്ലറ്റ് നിശ്ചലമായി തുടരുന്ന ഒരു പ്രക്രിയയാണ്, ബില്ലറ്റിനെതിരെ നീങ്ങുന്നു, ലോഹത്തിന് ഡൈയിലൂടെ ഒഴുകാൻ ആവശ്യമായ സമ്മർദ്ദം സൃഷ്ടിക്കുന്നു.
കോപം
മെക്കാനിക്കൽ കൂടാതെ/അല്ലെങ്കിൽ താപ ചികിത്സകൾ ഉൽപ്പാദിപ്പിക്കുന്ന അലുമിനിയം കാഠിന്യത്തിന്റെയും ശക്തിയുടെയും സംയോജനമാണ് ടെമ്പർ.
അലൂമിനിയത്തിന്റെ മെക്കാനിക്കൽ ഗുണങ്ങൾ പരിശോധിക്കാൻ ഉപയോഗിക്കുന്ന നടപടികൾ ടെൻസൈൽ ആണ്, വരുമാനം, നീളവും.
ഒരു മെറ്റീരിയൽ പരാജയപ്പെടാതെ നിൽക്കാൻ കഴിയുന്ന പരമാവധി വലിക്കുന്ന ലോഡിന്റെ സൂചനയാണ് ടെൻസൈൽ, സാധാരണയായി ക്രോസ്-സെക്ഷണൽ ഏരിയയുടെ ഒരു ചതുരശ്ര ഇഞ്ച് പൗണ്ടിൽ അളക്കുന്നു.
ഒരു മെറ്റീരിയൽ ആദ്യം ഒരു പ്രത്യേക സ്ഥിരമായ സെറ്റ് പ്രദർശിപ്പിക്കുന്ന സമ്മർദ്ദമാണ് വിളവ്.
ഒരു മെറ്റീരിയൽ പൊട്ടുന്നതിനുമുമ്പ് നിലകൊള്ളുന്ന സ്ട്രെച്ചിന്റെ പരമാവധി ശതമാനമാണ് നീളം.
കംപ്ലയൻസ് ആവശ്യകതകളുടെ സർട്ടിഫിക്കറ്റ് തൃപ്തിപ്പെടുത്തുന്നതിന് അലോയ്, ടെമ്പർ പ്രോപ്പർട്ടികൾ എന്നിവയുടെ നിർവചിക്കപ്പെട്ട ശ്രേണി പാലിക്കേണ്ടതുണ്ട്.
റോക്ക്വെൽ കാഠിന്യം എന്നത് ചില നിശ്ചിത വ്യവസ്ഥകളിൽ ഒരു സ്പെസിമെനിലേക്ക് ഒരു നിർദ്ദിഷ്ട പെനട്രേറ്ററിന്റെ നുഴഞ്ഞുകയറ്റത്തിന്റെ ആഴത്തെ അടിസ്ഥാനമാക്കിയുള്ള ഒരു ഇൻഡന്റേഷൻ കാഠിന്യം പരിശോധനയാണ്..
വെബ്സ്റ്റർ കാഠിന്യത്തിന്റെ ആപേക്ഷിക സൂചകമാണ്, എന്നാൽ പാലിക്കൽ ആവശ്യകതകളുടെ സർട്ടിഫിക്കറ്റ് ഉറപ്പുനൽകുന്നില്ല.
എക്സ്ട്രൂഷനെ ബാധിക്കുന്ന ഘടകങ്ങൾ
ഭാഗത്തിന്റെ വിലയും അത് പുറത്തെടുക്കാൻ കഴിയുന്ന എളുപ്പവും നിർണ്ണയിക്കുന്ന ഘടകമാണ് ആകൃതി.. എക്സ്ട്രൂഷനിൽ വൈവിധ്യമാർന്ന രൂപങ്ങൾ പുറത്തെടുക്കാൻ കഴിയും, എന്നാൽ പരിഗണിക്കേണ്ട പരിമിതമായ ഘടകങ്ങളുണ്ട്.
ഇവയിൽ വലിപ്പം ഉൾപ്പെടുന്നു, ആകൃതി, ലോഹക്കൂട്ട്, എക്സ്ട്രൂഷൻ അനുപാതം, നാവ് അനുപാതം, സഹിഷ്ണുത, പൂർത്തിയാക്കുക, ഘടകം, സ്ക്രാപ്പ് അനുപാതവും.
ഒരു ഭാഗം ഈ ഘടകങ്ങളുടെ പരിധിക്കപ്പുറമാണെങ്കിൽ, അത് വിജയകരമായി പുറത്തെടുക്കാൻ കഴിയില്ല.
വലിപ്പം, ആകൃതി, ലോഹക്കൂട്ട്, എക്സ്ട്രൂഷൻ അനുപാതം, നാവ് അനുപാതം, സഹിഷ്ണുത, പൂർത്തിയാക്കുക, എക്സ്ട്രൂഷൻ വേഗത പോലെ തന്നെ സ്ക്രാപ്പ് അനുപാതവും എക്സ്ട്രൂഷൻ പ്രക്രിയയിൽ പരസ്പരം ബന്ധപ്പെട്ടിരിക്കുന്നു, ബില്ലറ്റിന്റെ താപനില, എക്സ്ട്രൂഷൻ മർദ്ദവും അലോയ് എക്സ്ട്രൂഡും ചെയ്യുന്നു.
പൊതുവായി, കണ്ടെയ്നറിനുള്ളിൽ വികസിപ്പിച്ചെടുത്ത ലോഹത്തിന്റെ താപനിലയും മർദ്ദവും അനുസരിച്ച് എക്സ്ട്രൂഷൻ വേഗത നേരിട്ട് വ്യത്യാസപ്പെടുന്നു.
ഉപയോഗിച്ച അലോയ്, പുറംതള്ളുന്ന ആകൃതി എന്നിവയാൽ താപനിലയും മർദ്ദവും പരിമിതമാണ്.
ഉദാഹരണത്തിന്, താഴ്ന്ന എക്സ്ട്രൂഷൻ താപനില സാധാരണയായി മികച്ച ഗുണനിലവാരമുള്ള പ്രതലങ്ങളും കൂടുതൽ കൃത്യമായ അളവുകളും ഉള്ള രൂപങ്ങൾ സൃഷ്ടിക്കും.
കുറഞ്ഞ താപനിലയ്ക്ക് ഉയർന്ന സമ്മർദ്ദം ആവശ്യമാണ്. ചിലപ്പോൾ, സമ്മർദ്ദ പരിമിതികൾ കാരണം, തന്നിരിക്കുന്ന അമർത്തലിലൂടെ ഒരു ആകൃതി പുറത്തെടുക്കുന്നത് അസാധ്യമായ ഒരു പോയിന്റിൽ എത്തിച്ചേരുന്നു.
സ്വീകാര്യമായ ഉപരിതലവും സഹിഷ്ണുതയുമുള്ള സാഹചര്യങ്ങളും പ്രദാനം ചെയ്യുന്നതാണ് മുൻഗണനയുള്ള ബില്ലറ്റ് താപനില, അതേ സമയം തന്നെ, സാധ്യമായ ഏറ്റവും കുറഞ്ഞ സൈക്കിൾ സമയം അനുവദിക്കുന്നു.
പ്രക്രിയ അനുവദിക്കുന്ന ഏറ്റവും കുറഞ്ഞ താപനിലയിൽ ബില്ലറ്റ് എക്സ്ട്രൂഷൻ ആണ് അനുയോജ്യം.
ഇതിനൊരു അപവാദം പ്രസ്-ക്വഞ്ച് അലോയ്സ് എന്ന് വിളിക്കപ്പെടുന്നവയാണ്, ഇതിൽ ഭൂരിഭാഗവും 6000 പരമ്പര.
ഈ അലോയ്കൾ ഉപയോഗിച്ച്, ഒപ്റ്റിമൽ മെക്കാനിക്കൽ പ്രോപ്പർട്ടികൾ വികസിപ്പിക്കുന്നതിന് ഡൈ എക്സിറ്റിൽ 930°-980° F പരിധിക്കുള്ളിലെ സൊല്യൂഷൻ ഹീറ്റ് ട്രീറ്റ് താപനില കൈവരിക്കണം..
അമിതമായ ഉയർന്ന ബില്ലറ്റ് താപനിലയിലും എക്സ്ട്രൂഷൻ വേഗതയിലും, ലോഹത്തിന്റെ ഒഴുക്ക് കൂടുതൽ ദ്രാവകമായി മാറുന്നു.
ലോഹം, ഏറ്റവും കുറഞ്ഞ പ്രതിരോധത്തിന്റെ പാത തേടുന്നു, മുഖത്തെ വലിയ ശൂന്യത നിറയ്ക്കാൻ ശ്രമിക്കുന്നു, ഇടുങ്ങിയ പ്രദേശങ്ങളിലേക്കുള്ള പ്രവേശനത്തെ പ്രതിരോധിക്കുകയും ചെയ്യുന്നു.
ആ വ്യവസ്ഥകളിൽ, ആകൃതി അളവുകൾ അനുവദനീയമായ സഹിഷ്ണുതയ്ക്ക് താഴെയാണ്, പ്രത്യേകിച്ച് നേർത്ത പ്രൊജക്ഷനുകളോ വാരിയെല്ലുകളോ ഉള്ളവ.
അമിതമായ എക്സ്ട്രൂഷൻ താപനിലയുടെയും വേഗതയുടെയും മറ്റൊരു ഫലം നേർത്ത അരികുകളിലോ മൂർച്ചയുള്ള മൂലകളിലോ ലോഹം കീറുന്നതാണ്.
അമിതമായി ഉയർന്ന താപനിലയിൽ ലോഹത്തിന്റെ ടെൻസൈൽ ശക്തി കുറയുന്നതിന്റെ ഫലമാണിത്.
അത്തരം വേഗതയിലും താപനിലയിലും, ലോഹവും ഡൈ ബെയറിംഗ് പ്രതലങ്ങളും തമ്മിലുള്ള ബന്ധം അപൂർണ്ണവും അസമത്വവുമാകാൻ സാധ്യതയുണ്ട്, ആകൃതിയിലുള്ള തിരമാലകളിലേക്കും വളവുകളിലേക്കുമുള്ള ഏതൊരു പ്രവണതയും തീവ്രമാക്കുന്നു.
ചട്ടം പോലെ, ഒരു ലോഹസങ്കരത്തിന്റെ ഉയർന്ന മെക്കാനിക്കൽ ഗുണങ്ങൾ കുറഞ്ഞ എക്സ്ട്രൂഷൻ നിരക്ക് എന്നാണ് അർത്ഥമാക്കുന്നത്.
ബില്ലറ്റും ലൈനർ ഭിത്തിയും തമ്മിലുള്ള വലിയ ഘർഷണം ബില്ലറ്റ് എക്സ്ട്രൂഡിംഗ് ആരംഭിക്കാൻ കൂടുതൽ സമയമെടുക്കുന്നു.
ഒരു ആകൃതിയുടെ എക്സ്ട്രൂഷൻ അനുപാതം, ആകാരം പുറത്തെടുക്കുമ്പോൾ സംഭവിക്കുന്ന മെക്കാനിക്കൽ പ്രവർത്തനത്തിന്റെ അളവിന്റെ വ്യക്തമായ സൂചനയാണ്..
എക്സ്ട്രൂഷൻ റേഷ്യോ = ബില്ലറ്റിന്റെ വിസ്തീർണ്ണം/ആകൃതിയുടെ വിസ്തീർണ്ണം
ഒരു വിഭാഗത്തിന്റെ എക്സ്ട്രൂഷൻ അനുപാതം കുറവായിരിക്കുമ്പോൾ, ലോഹത്തിന്റെ ഏറ്റവും വലിയ പിണ്ഡം ഉൾപ്പെടുന്ന ആകൃതിയുടെ ഭാഗങ്ങളിൽ മെക്കാനിക്കൽ ജോലികൾ കുറവായിരിക്കും.
പുറംതള്ളപ്പെട്ട ലോഹത്തിന്റെ ഏകദേശം ആദ്യ പത്ത് അടിയിൽ ഇത് പ്രത്യേകിച്ചും സത്യമാണ്.
അതിന്റെ മെറ്റലർജിക്കൽ ഘടന അസ്-കാസ്റ്റിനെ സമീപിക്കും (നാടൻ ധാന്യം) അവസ്ഥ.
ഈ ഘടന യാന്ത്രികമായി ദുർബലമാണ്, കൂടാതെ എക്സ്ട്രൂഷൻ അനുപാതത്തിലും കുറവുള്ള രൂപത്തിലാണ് 10:1 മെക്കാനിക്കൽ ഗുണങ്ങളെക്കുറിച്ച് ഉറപ്പുനൽകാൻ കഴിയില്ല.
പ്രതീക്ഷിച്ചത് പോലെ, എക്സ്ട്രൂഷൻ അനുപാതം കൂടുതലായിരിക്കുമ്പോൾ സ്ഥിതി വിപരീതമാണ്.
ഡൈയിലെ ചെറിയ തുറസ്സുകളിലൂടെ ലോഹത്തെ നിർബന്ധിതമാക്കാൻ വലിയ മർദ്ദം ആവശ്യമാണ്, അത്യന്തം മെക്കാനിക്കൽ വർക്കിംഗ് സംഭവിക്കും.
ഹാർഡ് അലോയ്കൾക്ക് സാധാരണയായി സ്വീകാര്യമായ എക്സ്ട്രൂഷൻ അനുപാതങ്ങൾ പരിമിതപ്പെടുത്തിയിരിക്കുന്നു 35:1 മൃദുവായ അലോയ്കൾക്കും, അത് 100:1.
ഹാർഡ് അലോയ്കളുടെ സാധാരണ എക്സ്ട്രൂഷൻ റേഷ്യോ ശ്രേണിയിൽ നിന്നാണ് 10:1 വരെ 35:1, മൃദുവായ ലോഹസങ്കരങ്ങളാണ് 10:1 വരെ 100:1.
എക്സ്ട്രൂഷന്റെ യഥാർത്ഥ രൂപം ഫലങ്ങളെ ബാധിക്കുമെന്നതിനാൽ ഈ പരിധികൾ കേവലമായി കണക്കാക്കരുത്.
എക്സ്ട്രൂഷൻ അനുപാതം കൂടുതലാണ്, ലോഹപ്രവാഹത്തോടുള്ള വർദ്ധിച്ച പ്രതിരോധത്തിന്റെ ഫലമായ പുറംതള്ളാൻ പ്രയാസമുള്ള ഭാഗം.
ഹാർഡ് അലോയ്കൾക്ക് എക്സ്ട്രൂഷനായി പരമാവധി മർദ്ദം ആവശ്യമാണ്, മാത്രമല്ല സാധ്യമായ ഏറ്റവും കുറഞ്ഞ ബില്ലറ്റ് താപനില ആവശ്യപ്പെടുന്ന അവയുടെ മോശം ഉപരിതല സവിശേഷതകൾ കാരണം ഇത് കൂടുതൽ ബുദ്ധിമുട്ടാണ്..
ഒരു ഭാഗത്തിന്റെ എക്സ്ട്രൂഷൻ പ്രകടനം നിർണ്ണയിക്കാൻ ബുദ്ധിമുട്ടുള്ള ഘടകം ഉപയോഗിക്കുന്നു.
ഒരു പാദത്തിന്റെ ഭാരം കൊണ്ട് ഹരിച്ച ആകൃതിയുടെ ചുറ്റളവാണ് ഘടകം. ഘടകം = ആകൃതിയുടെ ചുറ്റളവ്/ പാദത്തിന് ഭാരം.
ലാഭകരമായ പ്രസ് ഓപ്പറേഷനായി പരിഗണിക്കുന്നതിനാൽ ഒരു അടിയുടെ ഭാരം പ്രാഥമിക പ്രാധാന്യമുള്ളതാണ്.
വ്യക്തമായി തോന്നിയേക്കാം, ഭാരം കുറഞ്ഞ ഭാഗത്തിന് അത് പുറത്തെടുക്കാൻ സാധാരണയായി ഒരു ചെറിയ പ്രസ്സ് ആവശ്യമാണ്.
എങ്കിലും, മറ്റ് ഘടകങ്ങൾ ഒരു വലിയ പോലെയുള്ള വലിയ ശേഷിയുള്ള ഒരു പ്രസ് ആവശ്യപ്പെട്ടേക്കാം, നേർത്ത മതിൽ പൊള്ളയായ ആകൃതി.
കാലിന് ഭാരം കുറവാണെങ്കിലും അത് പുറത്തെടുക്കാൻ കൂടുതൽ പ്രസ് ടൺ എടുത്തേക്കാം.
എക്സ്ട്രൂഷൻ റേഷ്യോയുടെ അതേ ന്യായവാദം ഘടകത്തിനും ബാധകമാണ്.
ഒരു ഉയർന്ന ഘടകം ഭാഗം പുറത്തെടുക്കുന്നത് കൂടുതൽ ബുദ്ധിമുട്ടാക്കുന്നു, തൽഫലമായി പ്രസ് ഉൽപ്പാദനത്തെ ബാധിക്കുന്നു.
ഒരു ഭാഗത്തിന്റെ എക്സ്ട്രൂഷൻ പ്രകടനം നിർണ്ണയിക്കുന്നതിൽ നാവിന്റെ അനുപാതവും ഒരു പ്രധാന പങ്ക് വഹിക്കുന്നു.
ഒരു എക്സ്ട്രൂഷന്റെ നാവ് അനുപാതം ഇനിപ്പറയുന്ന രീതിയിൽ നിർണ്ണയിക്കപ്പെടുന്നു: ശൂന്യതയിലേക്കുള്ള ഏറ്റവും ചെറിയ ദ്വാരം സമചതുരം, ആകൃതിയുടെ ആകെ വിസ്തീർണ്ണം കണക്കാക്കുക, തുടർന്ന് ഓപ്പണിംഗ് വിസ്തീർണ്ണം കൊണ്ട് ഹരിക്കുക.
ഉയർന്ന അനുപാതം, കൂടുതൽ ബുദ്ധിമുട്ടുള്ള ഭാഗം പുറത്തെടുക്കും.
ബ്രൈറ്റ്സ്റ്റാർ അലുമിനിയം മെഷിനറി നൽകുന്നു അലുമിനിയം പ്രൊഫൈൽ ആകൃതി തിരുത്തൽ, അലുമിനിയം പ്രൊഫൈൽ പോളിഷിംഗ് മെഷീൻ, അലുമിനിയം പ്രൊഫൈൽ പൊതിയുന്ന യന്ത്രം, അലുമിനിയം പ്രൊഫൈൽ ഉപരിതല വൈകല്യങ്ങൾ ബ്രഷിംഗ്, ക്ലീനിംഗ് മെഷീൻ, ഞങ്ങളുടെ ഉപഭോക്താക്കൾക്കുള്ള അലുമിനിയം പ്രൊഫൈൽ ഫിലിം ആപ്ലിക്കേഷനും സഹായ ഉപകരണങ്ങളും, വിതരണക്കാരൻ മാത്രമല്ല, പരിഹാര ദാതാവും ഉയർന്ന മൂല്യവർദ്ധിത സേവന ദാതാവും കൂടിയാണ്!
അലുമിനിയം എക്സ്ട്രൂഷൻ, ചൂട് ചികിത്സ പ്രക്രിയകൾ എങ്ങനെ ഒപ്റ്റിമൈസ് ചെയ്യാം
അലുമിനിയം എക്സ്ട്രൂഷൻ, ചൂട് ചികിത്സ പ്രക്രിയകൾ ഒപ്റ്റിമൈസ് ചെയ്യുന്നു
1. ബില്ലറ്റ് ചൂടാക്കലും എക്സ്ട്രൂഷൻ താപനിലയും
എക്സ്ട്രൂഷൻ ഉൽപാദനത്തിനുള്ള ഏറ്റവും അടിസ്ഥാനപരവും നിർണായകവുമായ പ്രക്രിയ ഘടകമാണ് എക്സ്ട്രൂഷൻ താപനില.
എക്സ്ട്രൂഷൻ താപനില ഉൽപ്പന്നത്തിന്റെ ഗുണനിലവാരത്തിൽ വലിയ സ്വാധീനം ചെലുത്തുന്നു, ഉത്പാദനക്ഷമത, പൂപ്പൽ ജീവിതം, ഊർജ്ജ ഉപഭോഗം തുടങ്ങിയവ.
എക്സ്ട്രൂഷന്റെ ഏറ്റവും പ്രധാനപ്പെട്ട പ്രശ്നം ലോഹത്തിന്റെ താപനിലയുടെ നിയന്ത്രണമാണ്.
ബില്ലറ്റ് തപീകരണത്തിന്റെ തുടക്കം മുതൽ എക്സ്ട്രൂഡ് പ്രൊഫൈലിന്റെ കെടുത്തൽ വരെ, ലയിക്കാവുന്ന ഘട്ട ഘടന ഖര ലായനിയിൽ നിന്ന് പുറത്തേക്ക് വീഴുകയോ ചെറിയ കണങ്ങളുടെ വ്യാപനം പ്രകടിപ്പിക്കുകയോ ചെയ്യുന്നില്ലെന്ന് ഉറപ്പാക്കുന്നു..
ചൂടാക്കൽ താപനില 6063 അലോയ് ബില്ലെറ്റ് സാധാരണയായി Mg2Si യുടെ മഴയുടെ താപനില പരിധിയിൽ സജ്ജീകരിച്ചിരിക്കുന്നു.
Mg2Si യുടെ മഴയിൽ ചൂടാക്കൽ സമയം ഒരു പ്രധാന സ്വാധീനം ചെലുത്തുന്നു. പെട്ടെന്നുള്ള ചൂടാക്കൽ മഴയുടെ സമയം ഗണ്യമായി കുറയ്ക്കും.
പൊതുവായി, യുടെ ചൂടാക്കൽ താപനില 6063 അലോയ് ബില്ലെറ്റുകൾ ഇങ്ങനെ സജ്ജീകരിക്കാം: ഏകതാനമാക്കാത്ത ബില്ലറ്റ്: 460-520 ° C; ഏകീകൃത ബില്ലറ്റുകൾ: 430-480 ° C.
ഉൽപന്നവും യൂണിറ്റ് മർദ്ദവും അനുസരിച്ച് പ്രവർത്തന സമയത്ത് എക്സ്ട്രൂഷൻ താപനില ക്രമീകരിക്കുന്നു.
എക്സ്ട്രൂഷൻ പ്രക്രിയയിൽ ഡിഫോർമേഷൻ സോണിലെ ബില്ലറ്റുകളുടെ താപനില മാറുന്നു.
എക്സ്ട്രൂഷൻ പ്രക്രിയ പൂർത്തിയായതിനാൽ, എക്സ്ട്രൂഷൻ വേഗത വർദ്ധിക്കുന്നതിനനുസരിച്ച് രൂപഭേദം വരുത്തുന്ന മേഖലയുടെ താപനില ക്രമേണ വർദ്ധിക്കുന്നു.
അതുകൊണ്ടു, വിള്ളലുകൾ ഉണ്ടാകുന്നത് തടയാൻ, എക്സ്ട്രൂഷൻ പ്രക്രിയ പുരോഗമിക്കുകയും രൂപഭേദം വരുത്തുന്ന മേഖലയുടെ താപനില വർദ്ധിക്കുകയും ചെയ്യുമ്പോൾ എക്സ്ട്രൂഷൻ വേഗത ക്രമേണ കുറയ്ക്കണം..
2. അലുമിനിയം എക്സ്ട്രൂഷൻ വേഗത നിയന്ത്രിക്കുക
എക്സ്ട്രൂഷൻ പ്രക്രിയയിൽ എക്സ്ട്രൂഷൻ വേഗത ശ്രദ്ധാപൂർവ്വം നിയന്ത്രിക്കണം.
എക്സ്ട്രൂഷൻ വേഗത രൂപഭേദം താപ പ്രഭാവത്തിൽ ഒരു പ്രധാന സ്വാധീനം ചെലുത്തുന്നു, രൂപഭേദം ഏകീകൃതത, റീക്രിസ്റ്റലൈസേഷനും ഖര പരിഹാര പ്രക്രിയയും, ഉൽപ്പന്നത്തിന്റെ മെക്കാനിക്കൽ ഗുണങ്ങളും ഉൽപ്പന്നത്തിന്റെ ഉപരിതല ഗുണനിലവാരവും.
എക്സ്ട്രൂഷൻ വേഗത വളരെ വേഗമാണെങ്കിൽ, കുഴിയെടുക്കാനുള്ള പ്രവണത ഉണ്ടാകും, പൊട്ടൽ, തുടങ്ങിയവ. ഉൽപ്പന്നത്തിന്റെ ഉപരിതലത്തിൽ.
അതേ സമയം തന്നെ, എക്സ്ട്രൂഷൻ വേഗത വളരെ വേഗത്തിലാണ്, ഇത് ലോഹ രൂപഭേദത്തിന്റെ അസമത്വം വർദ്ധിപ്പിക്കുന്നു.
എക്സ്ട്രൂഷൻ സമയത്ത് പുറത്തേക്ക് ഒഴുകുന്നതിന്റെ നിരക്ക് അലോയ് തരത്തെയും ആകൃതിയെയും ആശ്രയിച്ചിരിക്കുന്നു, പ്രൊഫൈലുകളുടെ വലിപ്പവും ഉപരിതല അവസ്ഥയും.
എക്സ്ട്രൂഷൻ വേഗത 6063 അലോയ് പ്രൊഫൈൽ (മെറ്റൽ ഔട്ട്ഫ്ലോ വേഗത) എന്നിവയിൽ നിന്ന് തിരഞ്ഞെടുക്കാവുന്നതാണ് 20 വരെ 100 m/min.
ആധുനിക സാങ്കേതിക വിദ്യയുടെ പുരോഗതിക്കൊപ്പം, പ്രോഗ്രാം കൺട്രോൾ അല്ലെങ്കിൽ സിമുലേഷൻ പ്രോഗ്രാം ഉപയോഗിച്ച് എക്സ്ട്രൂഷൻ വേഗത നിയന്ത്രിക്കാനാകും, കൂടാതെ ഐസോതെർമൽ എക്സ്ട്രൂഷൻ പ്രോസസ്, CADEX തുടങ്ങിയ പുതിയ സാങ്കേതികവിദ്യകളും വികസിപ്പിച്ചെടുത്തിട്ടുണ്ട്.
ഒരു നിശ്ചിത സ്ഥിരമായ പരിധിക്കുള്ളിൽ രൂപഭേദം വരുത്തുന്ന മേഖലയുടെ താപനില നിലനിർത്താൻ എക്സ്ട്രൂഷൻ വേഗത സ്വയമേവ ക്രമീകരിക്കുന്നതിലൂടെ, വിള്ളലുകളില്ലാതെ ദ്രുതഗതിയിലുള്ള പുറംതള്ളൽ നേടാൻ കഴിയും.
ഉൽപ്പാദനക്ഷമത മെച്ചപ്പെടുത്തുന്നതിന്, ഈ പ്രക്രിയയിൽ നിരവധി നടപടികൾ കൈക്കൊള്ളാം.
ഇൻഡക്ഷൻ ചൂടാക്കൽ ഉപയോഗിക്കുമ്പോൾ, ഒരു താപനില ഗ്രേഡിയന്റ് ഉണ്ട് 40-60 ° C (ഗ്രേഡിയന്റ് ചൂടാക്കൽ) ബില്ലറ്റുകളുടെ നീളത്തിൽ. എക്സ്ട്രൂഷൻ നടത്തുമ്പോൾ, ഉയർന്ന താപനിലയുടെ അറ്റം എക്സ്ട്രൂഷൻ ഡൈയെ അഭിമുഖീകരിക്കുന്നു, കൂടാതെ, താഴ്ന്ന-താപനില അറ്റം, രൂപഭേദം വരുത്തുന്ന താപത്തിന്റെ ഒരു ഭാഗം സന്തുലിതമാക്കാൻ അമർത്തുന്ന പാഡിനെ അഭിമുഖീകരിക്കുന്നു.
വെള്ളം തണുപ്പിച്ച ഡൈ എക്സ്ട്രൂഡ് ആണ്, അതാണ്, പൂപ്പലിന്റെ പിൻഭാഗത്ത് നിർബന്ധിത തണുപ്പിക്കൽ, എക്സ്ട്രൂഷൻ വേഗത വർദ്ധിപ്പിക്കാൻ കഴിയുമെന്ന് പരിശോധന തെളിയിക്കുന്നു 30%-50%.
സമീപ വർഷങ്ങളിൽ, പൂപ്പൽ (എക്സ്ട്രൂഷൻ ഡൈ) എക്സ്ട്രൂഷൻ വേഗത വർദ്ധിപ്പിക്കുന്നതിനായി വിദേശത്ത് നൈട്രജൻ അല്ലെങ്കിൽ ലിക്വിഡ് നൈട്രജൻ ഉപയോഗിച്ച് തണുപ്പിച്ചിരിക്കുന്നു, പൂപ്പലിന്റെ ആയുസ്സ് മെച്ചപ്പെടുത്തുകയും പ്രൊഫൈലിന്റെ ഉപരിതല ഗുണനിലവാരം മെച്ചപ്പെടുത്തുകയും ചെയ്യുക.
എക്സ്ട്രൂഷൻ പ്രക്രിയയിൽ, എക്സ്ട്രൂഷൻ ഡൈയുടെ പുറത്തുകടക്കാൻ നൈട്രജൻ അവതരിപ്പിക്കപ്പെടുന്നു, ശീതീകരിച്ച ഉൽപ്പന്നത്തെ വേഗത്തിൽ ചുരുക്കാൻ കഴിയും, എക്സ്ട്രൂഷൻ ഡൈയും ഡിഫോർമേഷൻ സോൺ ലോഹവും തണുപ്പിക്കുക, രൂപഭേദം ചൂട് എടുത്തുകളയുകയും ചെയ്യുന്നു, പൂപ്പൽ ഔട്ട്ലെറ്റ് നൈട്രജൻ അന്തരീക്ഷത്താൽ ചുറ്റപ്പെട്ടിരിക്കുമ്പോൾ.
നിയന്ത്രണം, അലൂമിനിയത്തിന്റെ ഓക്സീകരണം കുറയ്ക്കുന്നു, അലുമിനയുടെ ബോണ്ടിംഗും ശേഖരണവും കുറയ്ക്കുന്നു, അതിനാൽ നൈട്രജന്റെ തണുപ്പിക്കൽ ഉൽപ്പന്നത്തിന്റെ ഉപരിതല ഗുണനിലവാരം മെച്ചപ്പെടുത്തുന്നു, എക്സ്ട്രൂഷൻ സ്പീഡ് വളരെയധികം വർദ്ധിപ്പിക്കാൻ കഴിയും. അടുത്തിടെ വികസിപ്പിച്ചെടുത്ത ഒരു പുതിയ എക്സ്ട്രൂഷൻ പ്രക്രിയയാണ് CADEX.
എക്സ്ട്രൂഷൻ താപനില, എക്സ്ട്രൂഷൻ പ്രക്രിയയിലെ എക്സ്ട്രൂഷൻ വേഗതയും എക്സ്ട്രൂഷൻ ഫോഴ്സും മികച്ചത് ഉറപ്പാക്കുമ്പോൾ എക്സ്ട്രൂഷൻ വേഗതയും ഉൽപ്പാദനക്ഷമതയും വർദ്ധിപ്പിക്കുന്നതിന് ഒരു അടച്ച ലൂപ്പ് സിസ്റ്റം ഉണ്ടാക്കുന്നു.. പ്രകടനം.
3. ശമിപ്പിക്കുന്നു
6063-T5 ശമിപ്പിക്കൽ അടിസ്ഥാന ലോഹത്തിൽ അലിഞ്ഞുചേർന്ന Mg2Si ഉയർന്ന ഊഷ്മാവിൽ സംരക്ഷിക്കുകയും പിന്നീട് സാധാരണ താപനിലയിലേക്ക് വേഗത്തിൽ തണുപ്പിക്കുകയും ചെയ്യുന്നു..
തണുപ്പിക്കൽ നിരക്ക് പലപ്പോഴും ശക്തിപ്പെടുത്തുന്ന ഘട്ടത്തിന്റെ ശക്തിക്ക് ആനുപാതികമാണ്.
ദി 6063 അലോയ് ഏറ്റവും കുറഞ്ഞ തണുപ്പിക്കൽ നിരക്ക് 38 ° C / മിനിറ്റ് അതിനാൽ എയർ-കൂൾഡ് ക്വഞ്ചിംഗിന് അനുയോജ്യമാണ്.
ഡ്രാഫ്റ്റ് ഫാനും ഫാൻ റേറ്റുചെയ്ത വേഗതയും മാറ്റുന്നത് ഉൽപ്പന്നത്തിന്റെ താപനില താഴെയായി കുറയ്ക്കുന്നതിന് തണുപ്പിക്കൽ തീവ്രത മാറ്റും 60 ടെൻഷൻ നേരെയാക്കുന്നതിന് മുമ്പ് °C.
4. ടെൻഷൻ നേരെയാക്കുന്നു
പ്രൊഫൈൽ പുറത്തായ ശേഷം, ഇത് സാധാരണയായി ഒരു പുള്ളറാണ് വലിക്കുന്നത്. പുള്ളർ പ്രവർത്തിക്കുമ്പോൾ, ഉൽപ്പന്നത്തിന് ഒരു നിശ്ചിത ട്രാക്ഷൻ ടെൻഷൻ നൽകിയിരിക്കുന്നു, കൂടാതെ ഒരേസമയം ഉൽപ്പന്നത്തിന്റെ ഒഴുക്ക് വേഗതയിൽ നീങ്ങുന്നു.
മൾട്ടി-ലൈൻ എക്സ്ട്രൂഷന്റെ നീളവും അസമത്വവും കുറയ്ക്കുക എന്നതാണ് പുള്ളർ ഉപയോഗിക്കുന്നതിന്റെ ലക്ഷ്യം, കൂടാതെ ഡൈ ഹോളിന് ശേഷം പ്രൊഫൈൽ വളച്ചൊടിക്കുന്നതും വളയുന്നതും തടയാൻ, ഇത് ടെൻഷൻ സ്ട്രൈറ്റനിംഗിന് പ്രശ്നമുണ്ടാക്കുന്നു.
ടെൻഷൻ നേരെയാക്കുന്നത് ലേഖനത്തിന്റെ രേഖാംശ രൂപത്തെ ഇല്ലാതാക്കുക മാത്രമല്ല, മാത്രമല്ല അതിന്റെ ശേഷിക്കുന്ന സമ്മർദ്ദം കുറയ്ക്കുകയും ചെയ്യുന്നു, ശക്തി ഗുണങ്ങൾ മെച്ചപ്പെടുത്തുകയും അതിന്റെ നല്ല ഉപരിതലം നിലനിർത്തുകയും ചെയ്യുന്നു.
5. അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രായമാകൽ
പ്രായമാകൽ ചികിത്സയ്ക്ക് ഏകീകൃത താപനില ആവശ്യമാണ്, താപനില വ്യത്യാസം ± 3-5 °C കവിയരുത്.
പ്രായമാകൽ താപനില 6063 അലോയ് പൊതുവെ ആണ് 200 °C. പ്രായമാകുന്ന സമയമാണ് 1-2 മണിക്കൂറുകൾ.
മെക്കാനിക്കൽ ഗുണങ്ങൾ മെച്ചപ്പെടുത്തുന്നതിന്, എന്നതിലും ഇത് ഫലപ്രദമാണ് 180-190 വേണ്ടി ° C 3-4 മണിക്കൂറുകൾ, എന്നാൽ ഉൽപ്പാദനക്ഷമത കുറയും.
ബ്രൈറ്റ്സ്റ്റാർ അലുമിനിയം മെഷിനറി ഞങ്ങളുടെ ഉപഭോക്താക്കൾക്ക് അലുമിനിയം സഹായ ഉപകരണങ്ങൾ നൽകുന്നു, ഹോട്ട് ലോഗ് ഷിയറുള്ള മൾട്ടി ബില്ലറ്റ് ചൂടാക്കൽ ചൂള മാത്രമല്ല, അലുമിനിയം പ്രൊഫൈൽ ആകൃതി തിരുത്തൽ, അലുമിനിയം പ്രൊഫൈൽ പൊതിയുന്ന യന്ത്രം, മാത്രമല്ല മെക്കാനിക്കൽ ഉപരിതല ചികിത്സ യന്ത്രം, പോലെ മരം ധാന്യം പ്രഭാവം സബ്ലിമേഷൻ യന്ത്രം, അലുമിനിയം പ്രൊഫൈൽ പോളിഷിംഗ് മെഷീൻ, അലുമിനിയം പ്രൊഫൈൽ ഉപരിതല വൈകല്യങ്ങൾ ബ്രഷിംഗ്, ക്ലീനിംഗ് മെഷീൻ, തുടങ്ങിയവ.
നിങ്ങളുടെ അലൂമിനിയം പ്രോജക്റ്റിനും ടേൺകീ പ്രോജക്റ്റിനും പാക്കേജ് ഡീലിനും ഞങ്ങൾ മൊത്തത്തിലുള്ള പരിഹാരം വാഗ്ദാനം ചെയ്യുന്നു!
നിങ്ങളുടെ അലുമിനിയം മെഷീനിൽ വിശ്വസനീയമായ നോ-ബാബ്ലിഗേഷൻ ക്വോട്ട് ലഭിക്കുന്നതിന് ഇപ്പോൾ ഞങ്ങളെ ബന്ധപ്പെടുക.
അലുമിനിയം പ്രൊഫൈൽ ഫാക്ടറിയുടെ ഉൽപാദനച്ചെലവ് എങ്ങനെ കുറയ്ക്കാം
ഇവിടെ 7 ഉൽപ്പാദനച്ചെലവ് കുറയ്ക്കുന്നതിനും അലുമിനിയം എക്സ്ട്രൂഷൻ ഫാക്ടറികളിലെ ലാഭം വർദ്ധിപ്പിക്കുന്നതിനുമുള്ള പരിഹാരങ്ങൾ
1. അലുമിനിയം പ്രൊഫൈലുകളിലെ തകരാറുകൾ കുറയ്ക്കുക
അലുമിനിയം പ്രൊഫൈലുകളിലെ തകരാറുകൾ സ്ക്രാപ്പിലേക്ക് നയിക്കുന്ന ഒരു ഘടകമാണ്. അലൂമിനിയം പ്രൊഫൈലിലെ ഒരു ചെറിയ തകരാർ അലൂമിനിയം പ്രൊഫൈലിന്റെ നീളം മുഴുവൻ കട്ട് ചെയ്യും.
അലുമിനിയം പ്രൊഫൈലുകളുടെ ഉയർന്ന മൂല്യവർദ്ധന കാരണം, എക്സ്ട്രൂഷൻ നിർമ്മാതാക്കൾ അലുമിനിയം പ്രൊഫൈലുകളിലെ തകരാറുകൾ കുറയ്ക്കുന്നതിന് എല്ലാ ശ്രമങ്ങളും നടത്തണം.
2. നോൺ എക്സ്ട്രൂഷൻ സൈക്കിൾ സമയം കുറയ്ക്കുക
നോൺ-എക്സ്ട്രൂഷൻ സൈക്കിൾ സമയം-അലൂമിനിയം പ്രൊഫൈൽ എക്സ്ട്രൂഷന്റെ ഉൽപാദന കാര്യക്ഷമതയാണെന്ന് അനുമാനിക്കുന്നു 30 മണിക്കൂറിൽ ബില്ലറ്റ് കഷണങ്ങൾ, ഓരോ നോൺ എക്സ്ട്രൂഷൻ സൈക്കിളും സംരക്ഷിക്കുന്നു 10 സെക്കന്റുകൾ, അങ്ങനെ 10(രണ്ടാമത്തേത്)*30(pcs)*24(മണിക്കൂർ)=7200 സെക്കൻഡ്, അപ്പോൾ നിങ്ങൾക്ക് എക്സ്ട്രൂഷൻ സമയം വർദ്ധിപ്പിക്കാൻ കഴിയും 2 പ്രതിദിനം മണിക്കൂറുകൾ, 2 മണിക്കൂർ എന്നാൽ കൂടുതൽ എന്നർത്ഥം 8% ഔട്ട്പുട്ടിന്റെ ഒരു കുറവിന് തുല്യമാണ് 8% ഒരു കിലോ പ്രൊഫൈലിന്റെ പരിവർത്തന ചെലവിൽ.
3. പ്രവർത്തനരഹിതമായ സമയം (പ്രവർത്തന തടസ്സം)
പ്രവർത്തനരഹിതമായതിനാൽ വൻ നഷ്ടം (ഞങ്ങളുടെ ഉദാഹരണത്തിൽ, പ്രവർത്തനരഹിതമായ സമയ നഷ്ടം മിനിറ്റിന് USD10-15.00 ആണ്), പ്രവർത്തനരഹിതമായ സമയത്ത് ഔട്ട്പുട്ട് ഇല്ലാത്തതിനാൽ നഷ്ടപ്പെട്ട ശേഷിയെക്കുറിച്ച് പറയേണ്ടതില്ല.
4. എക്സ്ട്രൂഷൻ വേഗത
ഔട്ട്സോഴ്സ് ചെയ്ത ഹൈടെക് അലുമിനിയം പ്രൊഫൈൽ മോൾഡുകൾ കൊണ്ടുവരുന്ന ഉൽപ്പാദനക്ഷമത ശ്രദ്ധാപൂർവം പരിഗണിക്കണം.
വാങ്ങിയ അലുമിനിയം പ്രൊഫൈൽ മോൾഡിന് എക്സ്ട്രൂഷൻ നിർമ്മാതാവ് തന്നെ നിർമ്മിച്ച മോൾഡിനേക്കാൾ വേഗത്തിൽ എക്സ്ട്രൂഷൻ വേഗത കൈവരിക്കാൻ കഴിയുമെങ്കിൽ, അപ്പോൾ ഒരു ഇടത്തരം വലിപ്പമുള്ള ഓർഡറിന് പൂപ്പൽ വാങ്ങുന്നതിനുള്ള അധിക ചിലവ് നികത്താനാകും.
5. ഒരു പോറസ് ഡൈ ഉപയോഗിക്കുന്നു
എക്സ്ട്രൂഷൻ വേഗത വർദ്ധിപ്പിക്കാൻ കഴിയും 200% (2-ദ്വാരം മരിക്കുന്നു) അല്ലെങ്കിൽ പോലും 300% (3-ദ്വാരം മരിക്കുന്നു), അതിനാൽ സാമ്പത്തിക നേട്ടങ്ങൾ കൂടുതലായിരിക്കും.
6. സ്ക്രാപ്പ് നിരക്ക് കുറയ്ക്കുകയും ഉൽപ്പാദനക്ഷമതയും യോഗ്യതാ റേഷനും വർദ്ധിപ്പിക്കുകയും ചെയ്യുക
നടന്നു കൊണ്ടിരിക്കുന്നു, സ്ക്രാപ്പ് മെറ്റീരിയലുകളുടെ ഉത്പാദനം കഴിയുന്നത്ര കുറയ്ക്കണം.
ഉൽപ്പാദനത്തിലെ സ്ക്രാപ്പ് കുറയ്ക്കുന്നതിനും ഉൽപ്പാദനത്തിന്റെ അളവ് വർദ്ധിപ്പിക്കുന്നതിനും പൂർത്തിയായ ഉൽപ്പന്നത്തിന്റെ യോഗ്യതാ ശതമാനം വർദ്ധിപ്പിക്കുന്നതിനും.
7. ഓട്ടോമേറ്റഡ്, അഡ്വാൻസ്ഡ് പ്രൊഡക്ഷൻ ഉപകരണങ്ങൾ ഉപയോഗിക്കുന്നു
ഉൽപാദനത്തിൽ ചൂടുള്ള ലോഗ് ഷിയറുള്ള പുള്ളറും ബില്ലറ്റുകളും ചൂടാക്കൽ ചൂളകൾ ശുപാർശ ചെയ്യുന്നു, കൂടാതെ ഓട്ടോമാറ്റിക് അലുമിനിയം പ്രൊഫൈൽ ഫിലിം ആപ്ലിക്കേറ്റർ, അലുമിനിയം പ്രൊഫൈൽ പൊതിയുന്ന യന്ത്രവും അലുമിനിയം പ്രൊഫൈൽ ആകൃതി തിരുത്തൽ തൊഴിൽ ചെലവ് ലാഭിക്കാൻ ഉപയോഗിക്കാം, ഉല്പാദനച്ചെലവ് കുറയ്ക്കുകയും നേട്ടം വർദ്ധിപ്പിക്കുകയും ചെയ്യുക.
എക്സ്ട്രൂഷൻ ഫോഴ്സിനെ ബാധിക്കുന്ന ഘടകങ്ങൾ എന്തൊക്കെയാണ്?
എക്സ്ട്രൂഷൻ ഒരു വലിയ ക്രോസ്-സെക്ഷണൽ ഏരിയ ഉള്ള ഒരു ബില്ലെറ്റ് ഒരു ചെറിയ ക്രോസ്-സെക്ഷണൽ ഏരിയയിലേക്ക് ചുരുക്കുന്ന ഒരു ലോഹ രൂപീകരണ പ്രക്രിയയാണ് ബില്ലെറ്റ് ഒരു ഡൈയിലൂടെ ഒഴുകാൻ പ്രേരിപ്പിക്കുന്നത്..
എക്സ്ട്രൂഷൻ ഫോഴ്സ് എന്നത് ഡൈ ഹോളിൽ നിന്ന് ലോഹം പുറത്തേക്ക് ഒഴുകുന്നതിന് ഡമ്മി ബ്ലോക്കിലൂടെ ബില്ലറ്റുകളിൽ എക്സ്ട്രൂഷൻ റാം പ്രവർത്തിക്കുന്ന സമ്മർദ്ദത്തെ സൂചിപ്പിക്കുന്നു..
എക്സ്ട്രൂഷൻ പ്രക്രിയയിൽ, എക്സ്ട്രൂഷൻ റാമിന്റെ ചലനത്തിനനുസരിച്ച് എക്സ്ട്രൂഷൻ ഫോഴ്സ് മാറുന്നു.
എക്സ്ട്രൂഷൻ പ്രക്രിയയ്ക്കിടെ എക്സ്ട്രൂഷൻ ഫോഴ്സ് മാറ്റത്തെ നിങ്ങൾക്ക് പരാമർശിക്കാം.
എക്സ്ട്രൂഷൻ ശക്തിയെ ബാധിക്കുന്ന പ്രധാന ഘടകങ്ങൾ ഇവയാണ്: എക്സ്ട്രൂഷൻ സമയത്ത് ലോഹ രൂപഭേദം പ്രതിരോധം, രൂപഭേദം ബിരുദം (എക്സ്ട്രൂഷൻ അനുപാതം), എക്സ്ട്രൂഷൻ വേഗത, ബില്ലറ്റുകളും ഡൈ കോൺടാക്റ്റ് ഉപരിതലവും തമ്മിലുള്ള ഘർഷണ സാഹചര്യങ്ങൾ, എക്സ്ട്രൂഷൻ ഡൈ ആംഗിൾ, ഉൽപ്പന്ന വിഭാഗത്തിന്റെ ആകൃതി, ബില്ലെറ്റ് നീളവും എക്സ്ട്രൂഷൻ രീതിയും.
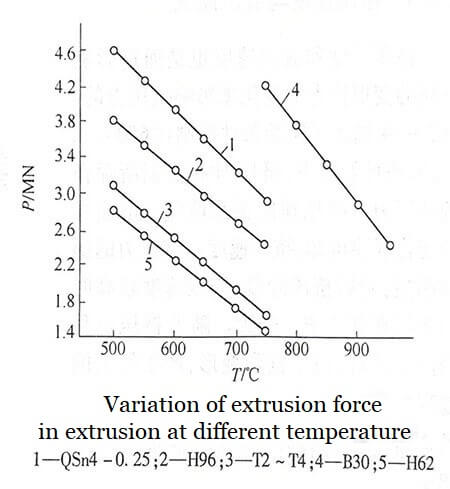
1. എക്സ്ട്രൂഷൻ താപനിലയും രൂപഭേദം പ്രതിരോധവും
എക്സ്ട്രൂഷൻ ഫോഴ്സ് ലോഹത്തിന്റെ രൂപഭേദം പ്രതിരോധത്തിന് ആനുപാതികമാണ്, എന്നാൽ ലോഹഘടനയുടെയും താപനിലയുടെയും ഏകീകൃതമല്ലാത്തതിനാൽ, രൂപഭേദം പ്രതിരോധവും ഏകീകൃതമല്ല.
താപനില കൂടുന്നതിനനുസരിച്ച്, ലോഹത്തിന്റെ രൂപഭേദം പ്രതിരോധം കുറയുന്നു, കൂടാതെ എക്സ്ട്രൂഷൻ ശക്തിയും കുറയുന്നു.
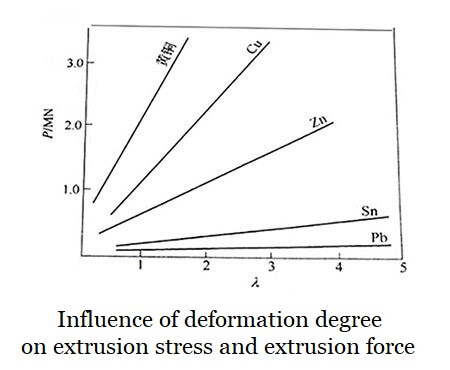
 2. രൂപഭേദം ബിരുദം
2. രൂപഭേദം ബിരുദം
രൂപഭേദത്തിന്റെ അളവും എക്സ്ട്രൂഷൻ ശക്തിക്ക് ആനുപാതികമാണ്.
രൂപഭേദം ബിരുദം പോലെ (എക്സ്ട്രൂഷൻ അനുപാതം λ) വർദ്ധിക്കുന്നു, എക്സ്ട്രൂഷൻ ഫോഴ്സ് വർദ്ധിക്കുന്നു.
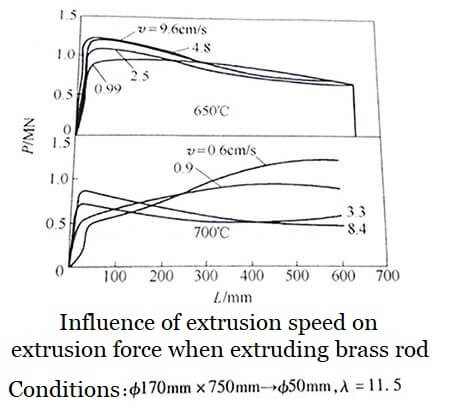
 3. എക്സ്ട്രൂഷൻ വേഗതയും പുറത്തേക്ക് ഒഴുകുന്ന വേഗതയും
3. എക്സ്ട്രൂഷൻ വേഗതയും പുറത്തേക്ക് ഒഴുകുന്ന വേഗതയും
എക്സ്ട്രൂഷൻ വേഗതയും പുറത്തേക്ക് ഒഴുകുന്ന വേഗതയും ലോഹത്തിന്റെ രൂപഭേദം പ്രതിരോധത്തെ ബാധിക്കുന്നതിലൂടെ എക്സ്ട്രൂഷൻ ഫോഴ്സിനെ ബാധിക്കുന്നു..
എക്സ്ട്രൂഷൻ ഘട്ടത്തിന്റെ തുടക്കത്തിൽ, എക്സ്ട്രൂഷൻ വേഗത ഉയർന്നതാണ്, എക്സ്ട്രൂഷൻ പുരോഗമിക്കുമ്പോൾ, രൂപഭേദം ചൂട് സൃഷ്ടിക്കുന്നു, കൂടാതെ എക്സ്ട്രൂഷൻ ഫോഴ്സ് ക്രമേണ കുറയുന്നു.
ഒരു താഴ്ന്ന എക്സ്ട്രൂഷൻ സ്പീഡ് സ്വീകരിക്കുകയാണെങ്കിൽ, എക്സ്ട്രൂഷൻ സിലിണ്ടറിന്റെ തണുപ്പിക്കൽ പ്രഭാവം കാരണം എക്സ്ട്രൂഷൻ ഫോഴ്സ് ക്രമേണ വർദ്ധിച്ചേക്കാം.
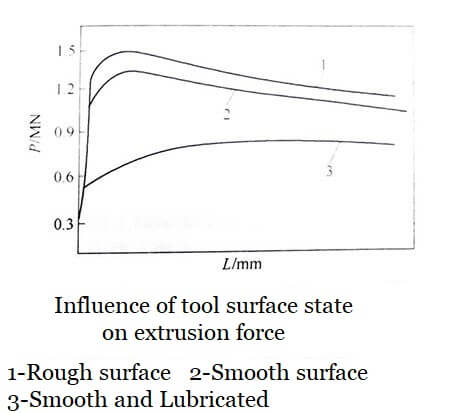
4. ഘർഷണവും ലൂബ്രിക്കേഷനും
എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിൽ, രൂപഭേദം മേഖലയും വർക്കിംഗ് ബെൽറ്റും, ലോഹം തടവി.
ഘർഷണം വർദ്ധിക്കുന്നു, എക്സ്ട്രൂഷൻ ഫോഴ്സ് വർദ്ധിക്കുന്നു, ഘർഷണം കുറയുന്നു, എക്സ്ട്രൂഷൻ ഫോഴ്സ് കുറയുന്നു.
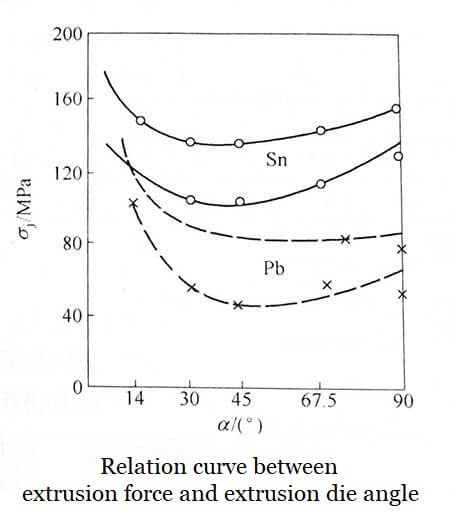
5. എക്സ്ട്രൂഷൻ ഡൈ ആംഗിൾ
എക്സ്ട്രൂഷൻ ഡൈ ആംഗിൾ നിർമ്മാണ പ്രക്രിയയിലെ ഒരു പ്രധാന ഘടകമാണ്, മെറ്റീരിയലിന്റെ ഒഴുക്കിൽ ഇത് ഒരു വലിയ നിർണ്ണായകമാണ്.
ഒരു നിശ്ചിത ക്രോസ്-സെക്ഷൻ രൂപപ്പെടുത്തുന്നതിന് ആവശ്യമായ ശക്തിയുടെ അളവ് വ്യത്യസ്ത ഡൈ ആംഗിളുകളിൽ വ്യത്യാസപ്പെടും.
താഴ്ന്ന ആംഗിൾ വർക്ക്-ഡൈ ഇന്റർഫേസിൽ കൂടുതൽ ഘർഷണം സൃഷ്ടിക്കും.
എക്സ്ട്രൂഷൻ ഡൈ ആംഗിൾ എക്സ്ട്രൂഷൻ ഫോഴ്സിൽ കാര്യമായ സ്വാധീനം ചെലുത്തുന്നു.
എക്സ്ട്രൂഷൻ ഡൈ ആംഗിൾ 0° മുതൽ 90° വരെ മാറുമ്പോൾ, ആംഗിൾ α കൂടുന്നതിനനുസരിച്ച് എക്സ്ട്രൂഷൻ ഫോഴ്സ് കുറയുന്നു.
α 45°-60°യ്ക്കിടയിലായിരിക്കുമ്പോൾ, എക്സ്ട്രൂഷൻ ഫോഴ്സിന് ഏറ്റവും കുറഞ്ഞ മൂല്യമുണ്ട്, ആംഗിൾ വർദ്ധിച്ചുകൊണ്ടിരിക്കുമ്പോൾ, എക്സ്ട്രൂഷൻ ഫോഴ്സ് വീണ്ടും വർദ്ധിക്കാൻ തുടങ്ങുന്നു.
 6. ഉൽപ്പന്ന വിഭാഗത്തിന്റെ ആകൃതി
6. ഉൽപ്പന്ന വിഭാഗത്തിന്റെ ആകൃതി
ഉൽപ്പന്നത്തിന്റെ ക്രോസ്-സെക്ഷണൽ ആകൃതി കൂടുതൽ സങ്കീർണ്ണമായ അവസ്ഥകളിൽ മാത്രം എക്സ്ട്രൂഷൻ ശക്തിയിൽ കാര്യമായ സ്വാധീനം ചെലുത്തുന്നു..
പൊതുവായി, വിഭാഗ ഗുണകത്തിന്റെ സ്വാധീനം പരിഗണിക്കില്ല.
7. ബില്ലെറ്റ് നീളം
ഫോർവേഡ് എക്സ്ട്രൂഷൻ സമയത്ത്, ബില്ലറ്റിനും എക്സ്ട്രൂഷൻ സിലിണ്ടറിനും കൂടുതൽ ഘർഷണബലം ഉണ്ട്, അതിനാൽ ബില്ലറ്റിന്റെ നീളം കൂടും, എക്സ്ട്രൂഷൻ ഫോഴ്സ് വലുതാണ്.
പുറകോട്ട് എക്സ്ട്രൂഷൻ സമയത്ത്, ബില്ലറ്റിന്റെ നീളം എക്സ്ട്രൂഷൻ ഫോഴ്സിനെ ബാധിക്കില്ല.
8. എക്സ്ട്രൂഷൻ രീതി
അതേ വ്യവസ്ഥകളിൽ എക്സ്ട്രൂഷൻ വേണ്ടി, ബാക്ക്വേർഡ് എക്സ്ട്രൂഷന്റെ എക്സ്ട്രൂഷൻ ഫോഴ്സ് പൊതുവെ ആണ് 20-30% ഫോർവേഡ് എക്സ്ട്രൂഷനെക്കാൾ ചെറുതാണ്.
രൂപഭേദം കൂടാതെ എക്സ്ട്രൂഡ് അലുമിനിയം പ്രൊഫൈൽ എങ്ങനെ നേരെയാക്കാം
പൊതുവായി, പ്രായമാകാതെയുള്ള അലുമിനിയം എക്സ്ട്രൂഷന് കുറഞ്ഞ കാഠിന്യം ഉണ്ട്, നിർമ്മാണത്തിൽ അലുമിനിയം എക്സ്ട്രൂഷൻ വ്യാപകമായി പ്രയോഗിച്ചു, ഓട്ടോമൊബൈൽ, വ്യാവസായിക മേഖലകൾ, അലൂമിനിയം പ്രൊഫൈലുകൾ രൂപഭേദം കൂടാതെ ലോഡുകളെ എങ്ങനെ നേരിടും?
സത്യത്തിൽ, അലുമിനിയം പ്രൊഫൈൽ വളയുമ്പോൾ അത് സ്ക്രാപ്പ് ചെയ്യുന്നത് മൂല്യവത്തല്ല, അതു സംഭവിക്കാൻ പാടില്ല, അത് ഒഴിവാക്കാനും കഴിയും.
അങ്ങനെ, വളയുന്നത് കാരണം സ്ക്രാപ്പിംഗ് എങ്ങനെ കുറയ്ക്കാം അല്ലെങ്കിൽ ഒഴിവാക്കാം? ഒരു അലുമിനിയം ഉപകരണ വിദഗ്ധൻ എന്ന നിലയിൽ ബ്രൈറ്റ്സ്റ്റാർ അലുമിനിയം മെഷിനറി, ഈ പ്രശ്നം പരിഹരിക്കാൻ നിങ്ങളെ സഹായിക്കാം.
1. എക്സ്ട്രൂഡ് അലുമിനിയം പ്രൊഫൈലുകളുടെ സ്ട്രൈറ്റനിംഗ് എന്ത് പ്ലേ ചെയ്യാം?
എക്സ്ട്രൂഷൻ പ്രക്രിയയിൽ ഉണ്ടാകുന്ന ലോഹ സമ്മർദ്ദം ഇല്ലാതാക്കുക, കൂടാതെ അലുമിനിയം പ്രൊഫൈലുകളുടെ വലിപ്പം നിയന്ത്രിക്കുക.
2. അലുമിനിയം എക്സ്ട്രൂഷൻ നേരെയാക്കൽ
അലൂമിനിയം പ്രൊഫൈലുകളുടെ വളയുന്നതിന്റെ ഗുരുതരമായ ഭാഗമാണ് നേരെയാക്കൽ.
നേരെയാക്കാൻ ഉപയോഗിക്കുന്ന ബലം ഓപ്പറേറ്റർ ശ്രദ്ധിക്കണം.
ശക്തി വളരെ വലുതാണെങ്കിൽ, അലുമിനിയം പ്രൊഫൈലുകൾ രൂപഭേദം വരുത്തിയേക്കാം, അളവ് അടുത്ത്, ഓറഞ്ചിന്റെ തൊലി, തുടങ്ങിയവ.
ശക്തി വളരെ ചെറുതാണെങ്കിൽ, അലുമിനിയം പ്രൊഫൈൽ നേരെയാക്കില്ല, വളയുന്ന ഫലമായി.
3. പ്രൊഫൈലുകൾ ഫ്രെയിം ലോഡ് ചെയ്യുന്നു
ഈ പ്രക്രിയയും വളരെ പ്രധാനമാണ്.
നിശ്ചിത നീളത്തിൽ വെട്ടിയ ശേഷം, പ്രൊഫൈൽ ഫ്രെയിമുകളിൽ അലുമിനിയം പ്രൊഫൈൽ ലോഡ് ചെയ്യും.
ഇപ്പോൾ, ഓപ്പറേറ്റർ ശ്രദ്ധിക്കണം: മെറ്റീരിയൽ വലിയ അലുമിനിയം പ്രൊഫൈലോ ചെറിയ അലുമിനിയം പ്രൊഫൈലോ ആകട്ടെ, പൊള്ളയായ അല്ലെങ്കിൽ ഖര അലുമിനിയം പ്രൊഫൈൽ?
പൊതുവായി പറഞ്ഞാല്, വലിയ അലുമിനിയം പ്രൊഫൈലുകളുടെയും പൊള്ളയായ അലുമിനിയം രൂപങ്ങളുടെയും രണ്ടറ്റങ്ങൾ ഉയർത്തി ഫ്രെയിം ലോഡ് ചെയ്യുമ്പോൾ വളയുന്നത് എളുപ്പമല്ല..
എന്നാൽ രണ്ട് അറ്റങ്ങൾ ഉയർത്തി ഫ്രെയിം ലോഡ് ചെയ്യുമ്പോൾ ചെറിയ അലുമിനിയം പ്രൊഫൈലുകളും സോളിഡ് അലുമിനിയം രൂപങ്ങളും എളുപ്പത്തിൽ വളയാൻ കഴിയും..
ലിഫ്റ്റിംഗും ഫ്രെയിം ലോഡിംഗും രണ്ട് അറ്റങ്ങളിൽ നിന്ന് മധ്യഭാഗത്തേക്ക് നടത്തണം.
4. പ്രായമാകൽ, ഫ്രെയിം ലോഡിംഗ്
മിൽ പൂർത്തിയാക്കിയ ശേഷം അലുമിനിയം പ്രൊഫൈലുകൾ പ്രായപൂർത്തിയായിരിക്കുന്നു, കാഠിന്യം നിലവാരത്തിലെത്തി, കൂടാതെ അലുമിനിയം പ്രൊഫൈൽ വളയ്ക്കാൻ അത്ര എളുപ്പമല്ല, എന്നാൽ ഫ്രെയിം ലോഡ് ചെയ്യുമ്പോൾ ശ്രദ്ധിക്കേണ്ടത് ഇപ്പോഴും ആവശ്യമാണ്.
രണ്ട് അറ്റത്തും മെറ്റീരിയൽ ഉയർത്തുമ്പോൾ, മുകളിലേക്കും താഴേക്കും ശക്തമായ ഏറ്റക്കുറച്ചിലുകൾ ഒഴിവാക്കാൻ ശ്രമിക്കുക, ഇത് പ്രായമായ അലുമിനിയം പ്രൊഫൈൽ വളയുന്നതിനും കാരണമാകും.
അലുമിനിയം ഭൗതിക രാസ ഗുണങ്ങളും അതിന്റെ ഗുണവും
അലൂമിനിയം ഒരു സോഫ്റ്റ് ആണ്, വെള്ളി നിറത്തിലുള്ള ഇളം ലോഹം.
ഇത് വളരെ റിയാക്ടീവ് ആയതിനാൽ അന്തരീക്ഷത്തിൽ നേർത്തതും എന്നാൽ തുല്യവുമായ സംരക്ഷിത ഓക്സൈഡ് പാളി അതിവേഗം രൂപം കൊള്ളുന്നു.
ഇക്കാരണത്താൽ, ഇത് നാശത്തെ വളരെ പ്രതിരോധിക്കും.
ഒരു പ്രത്യേക ചികിത്സയിലൂടെ, അനോഡൈസിംഗ്, ഐ. ഇ. ഒരു ഇലക്ട്രോലൈറ്റിക് ഓക്സിഡേഷൻ പ്രക്രിയ, ഓക്സൈഡ് പാളിയാൽ സംരക്ഷിച്ചിരിക്കുന്ന അലൂമിനിയം ഉപരിതലത്തെ ശക്തിപ്പെടുത്താനും നാശത്തെ കൂടുതൽ പ്രതിരോധിക്കാനും കഴിയും..
ഹൈഡ്രോക്ലോറിക് ആസിഡും കാസ്റ്റിക് സോഡയുമായി അലുമിനിയം ശക്തമായി പ്രതികരിക്കുന്നു.
സൾഫ്യൂറിക് ആസിഡുമായുള്ള പ്രതികരണം ദുർബലമാണ്, തണുത്ത നൈട്രിക് ആസിഡുമായി സമ്പർക്കത്തിൽ അത് നിഷ്ക്രിയമായി തുടരുന്നു.
അലുമിനിയം ഭൗതിക രാസ ഗുണങ്ങളും അതിന്റെ ഗുണവും
അലൂമിനിയത്തിന് നല്ല താപ, വൈദ്യുത ചാലകതയുണ്ട്, ഓരോ കേസിലും ശുദ്ധമായ ചെമ്പിനുള്ള മൂല്യങ്ങളുടെ മൂന്നിൽ രണ്ട് ഭാഗവും.
അതിന്റെ ഇലക്ട്രോണിക് കോൺഫിഗറേഷൻ കാരണം, മൂലകത്തിന് മൂന്ന് വാലൻസി ഇലക്ട്രോണുകൾ ഉണ്ട്; അതിനാൽ അതിന്റെ ഓക്സീകരണ സംഖ്യയാണ് +3.
- ദ്രവണാങ്കം: 660 °C (AL-ന് 99,99 ac. രചനയിലേക്ക് / ഉയർന്ന വിശ്രമം അലോയ് ചെയ്യുന്നു. താഴത്തെ)
- തിളനില: 2500 °C (ac. രചനയിലേക്ക് / ഉയർന്ന വിശ്രമം അലോയ് ചെയ്യുന്നു. താഴത്തെ)
- സാന്ദ്രത: 2,70 g/cm³
- ആപേക്ഷിക ആറ്റോമിക പിണ്ഡം 26,98
- ഓക്സിഡേഷൻ നമ്പർ: 3
- ആറ്റോമിക് ആരം: 143,1 വൈകുന്നേരം
- അയോണിക് ആരം: 57 വൈകുന്നേരം (+3)
- വൈദ്യുതചാലകത: 36 m/Ohm·mm²
9 അലൂമിനിയത്തിന്റെ ഗുണങ്ങൾ
1. അലൂമിനിയം ഒരു നേരിയ ലോഹമാണ്, ഉരുക്കിന്റെ സാന്ദ്രതയുടെ ഏകദേശം മൂന്നിലൊന്ന്, ചെമ്പ്, പിച്ചളയും.
2. സാധാരണ അന്തരീക്ഷത്തിനും സമുദ്രാന്തരീക്ഷത്തിനും അലൂമിനിയത്തിന് നല്ല നാശന പ്രതിരോധമുണ്ട്.
അതിന്റെ നാശന പ്രതിരോധവും സ്ക്രാച്ച് പ്രതിരോധവും ആനോഡൈസ് ചെയ്യുന്നതിലൂടെ വർദ്ധിപ്പിക്കാൻ കഴിയും.
3. അലുമിനിയം ഉയർന്ന പ്രതിഫലനക്ഷമതയുള്ളതിനാൽ അലങ്കാര പ്രയോഗങ്ങൾക്കായി ഉപയോഗിക്കാം.
4. ചില അലുമിനിയം അലോയ്കൾക്ക് സാധാരണ നിർമ്മാണ സ്റ്റീലിന്റെ ശക്തിയുമായി പൊരുത്തപ്പെടാം അല്ലെങ്കിൽ കവിയാൻ കഴിയും.
5. വളരെ കുറഞ്ഞ താപനിലയിൽ അലൂമിനിയം അതിന്റെ കാഠിന്യം നിലനിർത്തുന്നു, കാർബൺ സ്റ്റീൽ പോലെ പൊട്ടാതെ.
6. താപത്തിന്റെയും വൈദ്യുതിയുടെയും നല്ല കണ്ടക്ടറാണ് അലുമിനിയം.
തുല്യ ക്രോസ്-സെക്ഷണൽ ഏരിയ ഉപയോഗിച്ച് അളക്കുമ്പോൾ, ഇലക്ട്രിക്കൽ ഗ്രേഡ് അലൂമിനിയത്തിന് ഏകദേശം ചാലകതയുണ്ട് 62% ഇലക്ട്രിക്കൽ ഗ്രേഡ് അനീൽഡ് ചെമ്പ്.
എങ്കിലും, തുല്യ ഭാരം ഉപയോഗിച്ച് താരതമ്യം ചെയ്യുമ്പോൾ, അലൂമിനിയത്തിന്റെ ചാലകത 204% ചെമ്പിന്റെ.
7. ആഴത്തിലുള്ളതുൾപ്പെടെയുള്ള വിവിധ രൂപീകരണ പ്രക്രിയകൾ ഉപയോഗിച്ച് അലുമിനിയം എളുപ്പത്തിൽ പ്രവർത്തിക്കുകയും രൂപപ്പെടുകയും ചെയ്യുന്നു- ഡ്രോയിംഗും റോൾ രൂപീകരണവും.
8. അലൂമിനിയം വിഷരഹിതമാണ്, ഭക്ഷ്യവസ്തുക്കളുമായി സമ്പർക്കത്തിൽ സാധാരണയായി ഉപയോഗിക്കുന്നു.
9. അലുമിനിയം എളുപ്പത്തിൽ റീസൈക്കിൾ ചെയ്യാം.
അലുമിനിയം, അലുമിനിയം എക്സ്ട്രൂഷൻ കഥ
അലൂമിനിയത്തിന്റെ ഉത്ഭവം
ചെമ്പ് പോലുള്ള മറ്റ് ലോഹങ്ങളുമായി താരതമ്യം ചെയ്യുമ്പോൾ, വെങ്കലം, ഇരുമ്പും ഉരുക്കും, ആയിരക്കണക്കിന് വർഷങ്ങളായി ഉപയോഗത്തിലുള്ളവ, അലൂമിനിയം താരതമ്യേന ചെറുപ്പമാണ്, ഒരു മൂലക ലോഹമായി തിരിച്ചറിഞ്ഞിട്ടുണ്ട് 1807.
അലുമിനിയം ആദ്യമായി ശുദ്ധീകരിച്ചത് 1825, അക്കാലത്ത് അത് സ്വർണ്ണത്തേക്കാൾ വിലയേറിയ ഒരു ആഡംബര ലോഹമായി കണക്കാക്കപ്പെട്ടിരുന്നു.
അത് 1880-കളുടെ അവസാനം വരെ ആയിരുന്നില്ല, ഹാളും ഹെറോൾട്ടും ചേർന്ന് ഉരുകൽ പ്രക്രിയയുടെ കണ്ടുപിടുത്തവും വാണിജ്യ ഉൽപ്പാദനത്തിന്റെ വികസനവും, വെള്ളി നിറത്തിലുള്ള ലോഹം ദൈനംദിന ആവശ്യങ്ങൾക്ക് താങ്ങാവുന്ന വിലയായി.
പ്രാരംഭ പ്രവർത്തന പ്രക്രിയകൾ റോളിംഗ് ഉൾക്കൊള്ളുന്നു, കാസ്റ്റിംഗ്, കെട്ടിച്ചമയ്ക്കലും.
അലുമിനിയം
അലുമിന്റെ പുരാതന നാമത്തിൽ നിന്നാണ് അലുമിനിയം എന്ന പേര് ലഭിച്ചത് (പൊട്ടാസ്യം അലുമിനിയം സൾഫേറ്റ്), അലുമിൻ ആയിരുന്നു (ലാറ്റിൻ, കയ്പുള്ള ഉപ്പ് എന്നർത്ഥം).
ഹംഫ്രി ഡേവി മൂലകത്തിന് നൽകിയ യഥാർത്ഥ പേരാണ് അലുമിനിയം എന്നാൽ മറ്റുള്ളവർ അതിനെ അലുമിനിയം എന്ന് വിളിച്ചിരുന്നു, അത് യൂറോപ്പിൽ അംഗീകരിക്കപ്പെട്ട പേരായി മാറി..
എങ്കിലും, അമേരിക്കൻ കെമിക്കൽ സൊസൈറ്റി ഈ വിഷയത്തിൽ സംവാദം നടത്തിയപ്പോൾ യു.എസ്.എയിൽ അലുമിനിയം എന്നായിരുന്നു തിരഞ്ഞെടുത്ത പേര്, ഇൻ 1925, അലൂമിനിയത്തിൽ ഒട്ടിപ്പിടിക്കാൻ തീരുമാനിച്ചു.
അലൂമിനിയം മൃദുവും ഭാരം കുറഞ്ഞതുമായ ലോഹമാണ്.
മുഷിഞ്ഞ വെള്ളിനിറത്തിലുള്ള രൂപമാണ് ഇതിന്, കാരണം, വായുവിൽ സമ്പർക്കം പുലർത്തുമ്പോൾ പെട്ടെന്ന് രൂപം കൊള്ളുന്ന ഓക്സീകരണത്തിന്റെ നേർത്ത പാളി.
അലൂമിനിയം വിഷരഹിതമാണ് (ലോഹമായി) കാന്തികമല്ലാത്തതും തീപ്പൊരിയില്ലാത്തതും.
അലൂമിനിയത്തിന് സ്വാഭാവികമായി ഒരേയൊരു ഐസോടോപ്പ് മാത്രമേ ഉള്ളൂ, അലുമിനിയം-27, റേഡിയോ ആക്ടീവ് അല്ലാത്തത്.
അലുമിനിയം സവിശേഷതകൾ:
അലൂമിനിയം ഭാരം കുറഞ്ഞതാണ്, ഉയർന്ന ചാലകത, എളുപ്പത്തിൽ മെഷീൻ ചെയ്യാൻ കഴിയുന്ന പ്രതിഫലനവും വിഷരഹിതവുമായ ലോഹം.
ലോഹത്തിന്റെ ഈടുനിൽക്കുന്നതും പ്രയോജനപ്രദമായ നിരവധി ഗുണങ്ങളും നിരവധി വ്യാവസായിക ആവശ്യങ്ങൾക്ക് അനുയോജ്യമായ ഒരു വസ്തുവാക്കി മാറ്റുന്നു.
നിങ്ങൾക്ക് ഒരു അലുമിനിയം ബാർബിക്യൂ ഉള്ളപ്പോൾ അത് മഴയിൽ ഉപേക്ഷിക്കപ്പെടുമ്പോൾ അലുമിനിയം വളരെ സഹായകരമാണ്, കാരണം അലൂമിനിയം തുരുമ്പെടുക്കില്ല.
ഇത് വളരെ കഠിനവും ഭാരം കുറഞ്ഞതുമായ മൂലകമാണ്, അതുകൊണ്ടാണ് കാറുകൾ അതിൽ നിന്ന് നിർമ്മിച്ചിരിക്കുന്നത്, നിങ്ങൾ വാഹനാപകടങ്ങളിൽ ആയിരിക്കുമ്പോൾ അത് ആഘാതം ആഘാതം ആഗിരണം ചെയ്യുന്നതിനാലും, അതുകൊണ്ടാണ് നിങ്ങൾ ഇത് വാങ്ങേണ്ടത്, അതിനാൽ നിങ്ങൾ ഒരു വാഹനാപകടത്തിൽ അകപ്പെട്ടാൽ, അലുമിനിയം ഏറ്റവും കൂടുതൽ ആഘാതം ആഗിരണം ചെയ്യുകയും നിങ്ങൾ സുരക്ഷിതരായിരിക്കുകയും ചെയ്യും
അലുമിനിയം ചരിത്രം:
അലൂമിനിയം സംയുക്തങ്ങൾ പുരാതന ഈജിപ്തുകാർ ചായങ്ങളായി ഉപയോഗിച്ചിരുന്നു, സൗന്ദര്യവർദ്ധക വസ്തുക്കളും മരുന്നുകളും, പക്ഷേ അതുവരെ ഉണ്ടായില്ല 5000 വർഷങ്ങൾക്ക് ശേഷം, ശുദ്ധമായ ലോഹ അലുമിനിയം എങ്ങനെ ഉരുക്കാമെന്ന് മനുഷ്യർ കണ്ടെത്തി.
അത്ഭുതപ്പെടാനില്ല, അലുമിനിയം ലോഹം ഉൽപ്പാദിപ്പിക്കുന്നതിനുള്ള രീതികളുടെ വികസനം 19-ആം നൂറ്റാണ്ടിലെ വൈദ്യുതിയുടെ ആവിർഭാവത്തോട് പൊരുത്തപ്പെട്ടു, അലുമിനിയം ഉരുക്കലിന് ഗണ്യമായ അളവിൽ വൈദ്യുതി ആവശ്യമാണ്.
അലൂമിനിയം ഉൽപ്പാദനത്തിൽ വലിയൊരു വഴിത്തിരിവുണ്ടായി 1886 ഇലക്ട്രോലൈറ്റിക് റിഡക്ഷൻ ഉപയോഗിച്ച് അലൂമിനിയം നിർമ്മിക്കാമെന്ന് ചാൾസ് മാർട്ടിൻ ഹാൾ കണ്ടെത്തിയപ്പോൾ.
ആ സമയം വരെ, അലൂമിനിയം സ്വർണ്ണത്തേക്കാൾ അപൂർവവും വിലയേറിയതുമായിരുന്നു.
എങ്കിലും, ഹാൾ കണ്ടുപിടിച്ച് രണ്ട് വർഷത്തിനുള്ളിൽ, യൂറോപ്പിലും അമേരിക്കയിലും അലുമിനിയം കമ്പനികൾ സ്ഥാപിക്കപ്പെട്ടു.
ഇരുപതാം നൂറ്റാണ്ടിൽ, അലുമിനിയം ഡിമാൻഡ് ഗണ്യമായി വർദ്ധിച്ചു, പ്രത്യേകിച്ച് ഗതാഗത, പാക്കേജിംഗ് വ്യവസായങ്ങളിൽ.
ഉൽപ്പാദന സാങ്കേതികതകൾ കാര്യമായി മാറിയിട്ടില്ലെങ്കിലും, അവ കൂടുതൽ കാര്യക്ഷമമായിത്തീർന്നിരിക്കുന്നു.
ഭൂതകാലത്തിൽ 100 വർഷങ്ങൾ, ഒരു യൂണിറ്റ് അലൂമിനിയം ഉൽപ്പാദിപ്പിക്കാൻ ഉപയോഗിക്കുന്ന ഊർജ്ജത്തിന്റെ അളവ് കുറഞ്ഞു 70%.
അലുമിനിയം എക്സ്ട്രൂഷന്റെ ചരിത്രം
അലൂമിനിയം എക്സ്ട്രൂഷൻ അതിന്റെ ആദ്യകാലം മുതൽ തന്നെ പല നൂതനമായ രീതികളിലും പ്രയോഗിച്ചു 100 വർഷങ്ങൾക്ക് മുമ്പ്.
പൈപ്പുകളും വയറുകളും സൃഷ്ടിക്കുന്നതിൽ അതിന്റെ ആദ്യകാല ഉപയോഗം മുതൽ ബഹിരാകാശ നിലയത്തിന്റെ നിർമ്മാണത്തിലെ ഭാവി പ്രയോഗങ്ങൾ വരെ, അലുമിനിയം എക്സ്ട്രൂഷന് സമ്പന്നമായ ചരിത്രമുണ്ട്.
എക്സ്ട്രൂഷൻ പ്രക്രിയയ്ക്ക് ആദ്യം പേറ്റന്റ് ലഭിച്ചു 1797 ലീഡ് പൈപ്പുകൾ നിർമ്മിക്കുന്നതിന്, ഹൈഡ്രോളിക് പവർഡ് പ്രസ്സ് അവതരിപ്പിക്കുന്നത് വരെ സ്വമേധയാ ഉള്ള അധ്വാനം ഉപയോഗിച്ചാണ് ഇത് ചെയ്തത് 1820.
പത്തൊൻപതാം നൂറ്റാണ്ടിന്റെ അവസാനത്തോടെ, ചെമ്പ്, പിച്ചള ലോഹസങ്കരങ്ങൾക്കായി എക്സ്ട്രൂഷൻ രീതികളും ഉപയോഗത്തിലുണ്ടായിരുന്നു, എന്നാൽ അലുമിനിയം എക്സ്ട്രൂഷന്റെ പ്രയോഗം ഒരു അദ്വിതീയ പാത പിന്തുടർന്നു.
അലുമിനിയം എക്സ്ട്രൂഷന്റെ വികസനം
അലക്സാണ്ടർ ഡിക്ക് ആധുനിക ഹോട്ട് എക്സ്ട്രൂഷൻ പ്രക്രിയ കണ്ടുപിടിച്ചു 1894, മിക്ക നോൺ-ഫെറസ് അലോയ്കൾക്കും ഇത് ബാധകമായിരുന്നു.
ഇന്ന്, അലൂമിനിയം ഏറ്റവും സാധാരണയായി പുറത്തെടുത്ത ലോഹമാണ്, ചൂടുള്ളതും തണുത്തതുമായ എക്സ്ട്രൂഷൻ പ്രക്രിയകൾക്കൊപ്പം ഇത് ഉപയോഗിക്കാം.
വടക്കേ അമേരിക്കയിൽ ആദ്യത്തെ അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രസ്സ് ഉണ്ടായിരുന്നു 1904 പെൻസിൽവാനിയയിൽ, യുഎസ്എ.
എക്സ്ട്രൂഷന്റെ ആമുഖം അലൂമിനിയത്തിനായുള്ള മുൻനിര പ്രയോഗങ്ങളിൽ കുത്തനെ ഉയർന്നു, പ്രത്യേകിച്ച് ഓട്ടോമോട്ടീവ് ഭാഗങ്ങളുടെ നിർമ്മാണത്തിൽ.
രണ്ട് ലോകമഹായുദ്ധസമയത്ത് വിമാന നിർമ്മാണത്തിനും മറ്റ് സൈനിക ആവശ്യങ്ങൾക്കും വേണ്ടിയുള്ള അലുമിനിയം എക്സ്ട്രൂഷന്റെ വർദ്ധിച്ചുവരുന്ന ആവശ്യം പുതിയ ഉയരങ്ങളിലെത്തി..
പുറംതള്ളലിന്റെ ദ്രുതഗതിയിലുള്ള വികസനം രണ്ടാം ലോകമഹായുദ്ധത്തിനു ശേഷവും തുടർന്നു, റെസിഡൻഷ്യൽ ഹൗസിംഗ് മേഖല ഉൾപ്പെടെ വിവിധ വ്യവസായങ്ങളിലേക്ക് വ്യാപിപ്പിക്കാൻ തുടങ്ങി, യുദ്ധാനന്തര കാലഘട്ടത്തിൽ ഗണ്യമായ വളർച്ച കൈവരിച്ചു.
തുടർന്നുള്ള ദശകങ്ങളിൽ, ഗതാഗത, നിർമ്മാണ മേഖലകൾ എല്ലായ്പ്പോഴും അലുമിനിയം എക്സ്ട്രൂഷൻ ഉൽപ്പന്നങ്ങളുടെ പ്രധാന ഗുണഭോക്താക്കളാണ്.
ഇന്നത്തെ കാലത്ത് പോലും, എക്സ്ട്രൂഷൻ ഉപയോഗത്തിന്റെ ഭൂരിഭാഗവും വാതിലുകളുടെയും ജനലുകളുടെയും നിർമ്മാണത്തിലാണ്, പിന്നാലെ പാസഞ്ചർ വാഹനങ്ങളും.
മറ്റ് പ്രധാന എക്സ്ട്രൂഷൻ ഉൽപ്പന്നങ്ങളും ആപ്ലിക്കേഷനുകളും കൺസ്യൂമർ സ്റ്റേപ്പിൾസ്, പാലങ്ങളുടെയും ഹൈവേകളുടെയും നിർമ്മാണം എന്നിവയാണ്.
അലുമിനിയം എക്സ്ട്രൂഷന്റെ ഹ്രസ്വ ചരിത്രം, മറ്റ് ലോഹങ്ങളുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ, വിപുലമായ വികസനവും വളർച്ചയും കണ്ടു, നമ്മൾ ജീവിക്കുന്ന രീതിയിൽ വിപ്ലവം സൃഷ്ടിക്കുന്നു.
ബഹിരാകാശ പര്യവേക്ഷണത്തിലും ഇവിടെ വീട്ടിലും പുതിയ ഉദ്ദേശ്യങ്ങൾ കണ്ടെത്തുന്നത് പോലെ, അലുമിനിയം എക്സ്ട്രൂഷൻ ഭാവിയുടെ ഒരു പ്രധാന ഭാഗമായി തുടരും.
ബ്രൈറ്റ്സ്റ്റാർ അലുമിനിയം മെഷിനറി വാഗ്ദാനം ചെയ്യുന്നു അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രൊഡക്ഷൻ ലൈൻ ഞങ്ങളുടെ ഉപഭോക്താക്കൾക്കായി, യന്ത്രം മാത്രമല്ല, മാത്രമല്ല പരിഹാരവും.









