


Alle Informationen, die Sie über die Einrichtung einer Aluminium-Strangpressanlage wissen müssen
Wie hoch sind die Kosten für die Einrichtung einer Aluminium-Strangpressfabrik??
Die Kosten für die Einrichtung einer Aluminiumprofilfabrik betragen nicht mehr als: Arbeit, Wasser und Strom, Erdgas, Werkzeugkosten, Instandhaltungskosten, Schrott kostet, zusätzliche Bearbeitungskosten für Aluminiumknüppel, Mietkosten, Aluminium-Extrusion, Aluminium-Extrusion, Aluminium-Extrusion, Aluminium-Extrusion, Aluminium-Extrusion.
Aluminium-Extrusion.
Aluminium-Extrusion, Aluminium-Extrusion.
Aluminium-Extrusion, Je größer die Tonnagekapazität der Strangpresse ist, wird angewendet.
Aluminium-Extrusion, Aluminium-Extrusion, Aluminium-Extrusion, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist.
und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist.
und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist
600und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist;
800und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist;
1000und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist.
Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie.
Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie, Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie.
Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie, Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie, Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie, Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie (Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie) Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie
Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie, Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie 5 Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie 2 Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie 10-15 Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie.
Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie.
Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie, Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie.
Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie, Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie.
Dies gilt nur für die Maschinenkosten der Aluminium-Extrusions-Produktionslinie, Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich.
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich:
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Aluminiumschmelzofen
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich(Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich)
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich (Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich)
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich (Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich)
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich (Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich)
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Aluminium-Strangpresse
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Bürstmaschine für Aluminiumprofile
Poliermaschine für Aluminiumprofile
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlichFür den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Pulverbeschichtungswerkstatt für Aluminiumprofile
Pulverbeschichtete Geräte
Produktionslinie für Aluminiumprofile mit thermischer Trennung
Sublimationsgerät mit Holzmaserung
Werkzeugwerkstatt für Aluminiumprofile
Nitrierofen
Bearbeitungszentrum
Drehbank
Fräse
Kabel schneiden
Elektrischer Funke
Abschreckofen für Formen
Labor
Spektrometer
Wasserstoffzähler
Metallografische Ausrüstung
Laborausstattung, Verbrauchsmaterial
Verpackungsausrüstung
Ummantelungsmaschine für Aluminiumprofile
Filmaufziehmaschine für Aluminiumprofile
Heißschrumpfverpackungsmaschine für Aluminiumprofile
Automatische Verpackungsmaschine für Aluminiumprofile
Umweltschutzeinrichtungen und andere Hilfsgeräte
Ausrüstung zur Abwasserbehandlung
Geräte zur Staubentfernung
Kran
Wasserpumpe
Kühlturm
Gabelstapler
Luftkompressor
Kessel
Energieverteilungsausrüstung
Formen und Verbrauchsmaterialien
Extrusionsdüse und Werkzeuge
Öl freigeben
Filzstreifen
Hydraulisches Öl
Schneidöl
Werkzeuge zur Schimmelreparatur usw.
Wie viele Ausrüstungssätze werden für die Herstellung von Aluminiumprofilen benötigt??
Zur Herstellung von Aluminiumprofilen notwendige Maschinen
Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise.
Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise, Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise.
Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise, Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise, Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise, Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise.
Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise, Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise.
Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise:
Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise Brennofen für mehrere Knüppel mit heißer Rundholzschere (Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise)
Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich (Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise)
Aluminium-Strangpresse (Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise)
Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise (Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise)
Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise
Alterungsofen für Aluminiumprofile (Die Fachleute von Brightstar Aluminium Machinery antworteten auf diese Weise)
Entsprechende Produktionskapazitätsdaten der Aluminium-Strangpresse:
Die Produktionskapazität von 500T-Produktionslinie für die Extrusion von Aluminiumprofilen:
Etwa 5-6 Tonnen pro Tag
600T der Produktionslinie für die Extrusion von Aluminiumprofilen Kapazität:
Etwa 6-7 Tonnen pro Tag
800T-Produktionslinie für die Extrusion von Aluminiumprofilen Kapazität:
Etwa 7-8 Tonnen pro Tag
1000T der Produktionslinie für die Extrusion von Aluminiumprofilen Kapazität:
Etwa 8-10 Tonnen pro Tag
Die Produktionskapazität von 1250T-Produktionslinie für die Extrusion von Aluminiumprofilen:
Etwa 12 Tonnen pro Tag
Bemerkungen: Die obigen Daten gelten für eine 24-Stunden-Kapazitätstabelle.
Je größer die Tonnagekapazität, desto höher die Ausgaberate.
jedoch, sie wird nach wie vor durch die spezifischen Daten bzw. die tatsächliche Aluminiumprofilform bestimmt, Größe, Wandstärke, Der ursprüngliche Produktionsprozess für die Übertragung von Holzmaserung wird vereinfacht als „Vorbereitung der Produktion – Qualitätsprüfung – Ofentemperatur – automatisches Einsacken und Schweißen – Beschickung – Vakuum – Stückprüfung – Wärmeübertragung des Ofens – Entladen – Deckel öffnen und entladen – Papierentfernungsprüfung – Verpackung “, nachdem diese Maschine im Prozess angewendet wurde.
Das ist nur als Referenz.
Brightstar Aluminium Machinery bietet Hilfsgeräte für die Aluminiumextrusion, wie Aluminiumprofilformkorrektor, Automatisches Filmaufziehgerät aus Aluminiumprofil, Wickelmaschine für Aluminiumprofile, Bürst- und Poliermaschine für unsere Kunden.
Gesamtlösung und Service aus einer Hand.
Kontaktieren Sie uns jetzt für Ihr Projektangebot. Schlüsselfertiges Projekt und Paketangebot!
Welche Ausrüstung wird benötigt, um eine Aluminium-Strangpressfabrik einzurichten??
Aluminium-Strangpresswerk zur Einrichtung der erforderlichen Ausrüstung
Welche Ausrüstung wird benötigt, um neben einer Aluminium-Strangpresse eine Aluminium-Strangpressfabrik einzurichten??
Welche Ausrüstung wird benötigt, um eine Aluminium-Strangpressfabrik einzurichten?, Welche Ausrüstung wird benötigt, um eine Aluminium-Strangpressfabrik einzurichten?, Welche Ausrüstung wird benötigt, um eine Aluminium-Strangpressfabrik einzurichten?, Welche Ausrüstung wird benötigt, um eine Aluminium-Strangpressfabrik einzurichten?.
Welche Ausrüstung wird benötigt, um eine Aluminium-Strangpressfabrik einzurichten?, Welche Ausrüstung wird benötigt, um eine Aluminium-Strangpressfabrik einzurichten?.
Welche Ausrüstung benötigt die Aluminium-Extrusions-Produktionslinie??
6 Welche Ausrüstung wird benötigt, um eine Aluminium-Strangpressfabrik einzurichten?.
Welche Ausrüstung wird benötigt, um eine Aluminium-Strangpressfabrik einzurichten?:
1. Welche Ausrüstung wird benötigt, um eine Aluminium-Strangpressfabrik einzurichten?
Es besteht aus drei Teilen: Es besteht aus drei Teilen, Es besteht aus drei Teilen.
Es besteht aus drei Teilen, Es besteht aus drei Teilen.
2. Aluminium-Strangpresse
Es besteht aus drei Teilen.
3. Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Es besteht aus drei Teilen.
4. Es besteht aus drei Teilen
Es besteht aus drei Teilen, Es besteht aus drei Teilen.
Es besteht aus drei Teilen, Es besteht aus drei Teilen, Es besteht aus drei Teilen.
Es besteht aus drei Teilen, Es besteht aus drei Teilen.
5. Es besteht aus drei Teilen
Es besteht aus drei Teilen, Es besteht aus drei Teilen, Es besteht aus drei Teilen, Es besteht aus drei Teilen, Es besteht aus drei Teilen, Übertragung mit fester Länge, fertiger Sägetisch, Tisch mit fester Länge und so weiter.
Die Funktion wird Kühlen sein, füttern, Begradigung, Sägen, Der ursprüngliche Produktionsprozess für die Übertragung von Holzmaserung wird vereinfacht als „Vorbereitung der Produktion – Qualitätsprüfung – Ofentemperatur – automatisches Einsacken und Schweißen – Beschickung – Vakuum – Stückprüfung – Wärmeübertragung des Ofens – Entladen – Deckel öffnen und entladen – Papierentfernungsprüfung – Verpackung “, nachdem diese Maschine im Prozess angewendet wurde.
6. Für den Betrieb ist die Eloxalwerkstatt und/oder die Pulverbeschichtungswerkstatt erforderlich
Der Alterungsofen besteht aus einer Bahn, Beschickungsbehälter und einen Ofenkörper.
Es ist für Aluminiumprofilhärte durch Erhitzen.
Brightstar Aluminium Machinery bietet Hilfsgeräte für die Aluminiumextrusion, wie zum Beispiel Formkorrektor für Aluminiumprofile, Automatisches Filmaufziehgerät aus Aluminiumprofil, Wickelmaschine für Aluminiumprofile, Bürst- und Poliermaschine für unsere Kunden.
Gesamtlösung und Service aus einer Hand.
Kontaktieren Sie uns jetzt für Ihr Projektangebot. Schlüsselfertiges Projekt und Paketangebot!
So wählen Sie die Tonnage der Aluminium-Strangpresse?
Die Tonnage der Aluminium-Strangpresse repräsentiert die Extrusionskraft der Strangpresse, Wie man also die Tonnage der Aluminium-Strangpresse wählt, bedeutet, wie man die Strangpresskraft der Strangpresse wählt.
Die Aluminium-Strangpresse ist die Hauptausrüstung für die Herstellung von Aluminiumprofilen.
Die Form, Größe und Aussehen Qualität von Aluminiumprofilen sind eng mit der Qualität der Strangpresse verbunden.
Es gibt viele Arten von Strangpressen nach unterschiedlichen Klassifizierungen.
Zum systematischen Verständnis des Modells, Zum systematischen Verständnis des Modells, Zum systematischen Verständnis des Modells.
Hier erklären Sie nun, wie Sie die Tonnage der Aluminium-Strangpresse auswählen
Zum systematischen Verständnis des Modells, Zum systematischen Verständnis des Modells, Zum systematischen Verständnis des Modells.
Zum systematischen Verständnis des Modells.
Zum systematischen Verständnis des Modells, Zum systematischen Verständnis des Modells Zum systematischen Verständnis des Modells Zum systematischen Verständnis des Modells.
Zum systematischen Verständnis des Modells Zum systematischen Verständnis des Modells, was sich auf das Verhältnis der Querschnittsfläche des Extrusionsbehälters zur Gesamtquerschnittsfläche des Aluminiumprofils bezieht.
Es ist der Hauptparameter, der verwendet wird, um das Ausmaß der Verformung von Aluminiumlegierungen bei der Herstellung von Aluminiumprofilen zu messen, ausgedrückt durch die folgende Formel:
λ=Ft/ΣF1
Unter ihnen, Ft stellt die Querschnittsfläche des Aluminiumblocks dar, nachdem er in den Extrusionsbehälter gefüllt wurde, ausgedrückt in mm²;
ΣF1 repräsentiert die gesamte Querschnittsfläche des extrudierten Profils, ausgedrückt in mm²;
Beim Strangpressen von Aluminiumprofilen, Der Verformungsgrad einer Aluminiumlegierung kann auch durch den Verformungsgrad ausgedrückt werden: ε = λ-1
Wenn das Extrusionsverarbeitungsverfahren verwendet wird, das Extrusionsverhältnis ist begrenzt. Das Extrusionsverhältnis λ des Aluminiumprofils und des Aluminiumbarrens in der ersten Extrusion ist größer als 8-12, Das Extrusionsverhältnis λ des Aluminiumprofils und des Aluminiumbarrens in der ersten Extrusion ist größer als.
Das Extrusionsverhältnis λ des Aluminiumprofils und des Aluminiumbarrens in der ersten Extrusion ist größer als, Das Extrusionsverhältnis λ des Aluminiumprofils und des Aluminiumbarrens in der ersten Extrusion ist größer als, Das Extrusionsverhältnis λ des Aluminiumprofils und des Aluminiumbarrens in der ersten Extrusion ist größer als, Das Extrusionsverhältnis λ des Aluminiumprofils und des Aluminiumbarrens in der ersten Extrusion ist größer als.
Das Extrusionsverhältnis λ des Aluminiumprofils und des Aluminiumbarrens in der ersten Extrusion ist größer als, Das Extrusionsverhältnis λ des Aluminiumprofils und des Aluminiumbarrens in der ersten Extrusion ist größer als, Das Extrusionsverhältnis λ des Aluminiumprofils und des Aluminiumbarrens in der ersten Extrusion ist größer als, Das Extrusionsverhältnis λ des Aluminiumprofils und des Aluminiumbarrens in der ersten Extrusion ist größer als, damit festgestellt werden kann, ob es sich bei dem Strangpressprofil um ein Hohlprofil oder ein Vollprofil handelt. Die für diese beiden unterschiedlichen Strukturprofile erforderliche Extrusionspressentonnage ist unterschiedlich.
Es gibt viele Klassifizierungen von Aluminium-Strangpressen nach der Extrusionskapazität, Sie können in kleine unterteilt werden, Mittel, große und schwere Strangpresse.
Aluminium-Strangpressen werden nach der Größe der Presskraft benannt, aber drei Maßeinheiten von Internationales Einheitensystem/Engineering Unit System/US-System kann verwendet werden, um die Extrusionskraft zu charakterisieren.
MN ist die internationale Einheit ” Millionen Newton„, T ist die technische Einheit „Deine„, EINSTELLEN ist die amerikanische Einheit „US-Tonne” 1MN=1000000N=100000kg=100T, 1T=1,1UST.
Beispielsweise, Ein 12,5-MN-Extruder ist eine 1250-Tonnen-Strangpresse, ein anderes Beispiel, 880Die UST-Strangpresse ist die 800T-Strangpresse.
Die UST-Strangpresse ist die 800T-Strangpresse 1.25, Das Extrusionsverhältnis λ des Aluminiumprofils und des Aluminiumbarrens in der ersten Extrusion ist größer als, Die UST-Strangpresse ist die 800T-Strangpresse 25% Die UST-Strangpresse ist die 800T-Strangpresse.
Beispielsweise, Die UST-Strangpresse ist die 800T-Strangpresse, Die UST-Strangpresse ist die 800T-Strangpresse, Die UST-Strangpresse ist die 800T-Strangpresse, Die UST-Strangpresse ist die 800T-Strangpresse, Die UST-Strangpresse ist die 800T-Strangpresse.
Die UST-Strangpresse ist die 800T-Strangpresse.
Die UST-Strangpresse ist die 800T-Strangpresse(Millionen Newton), Die UST-Strangpresse ist die 800T-Strangpresse.
Die UST-Strangpresse ist die 800T-Strangpresse 6063 Die UST-Strangpresse ist die 800T-Strangpresse:
500T, 600T, 800T,1000T,1250T, 1600T(16MN), 1800T(18MN), 2000T(20MN), 2500T(25MN), 3000T(30MN), 3600T(36MN),4000T(40MN), 5000T(50MN), 6000T(60MN), 8000T(80MN),10000T(100MN),12500T(125MN)
500Die UST-Strangpresse ist die 800T-Strangpresse, 600Die UST-Strangpresse ist die 800T-Strangpresse, 800T- oder 1000T-Strangpressen werden zur Herstellung von Aluminiumtüren und -fensterprodukten verwendet, 1250T- oder 1000T-Strangpressen werden zur Herstellung von Aluminiumtüren und -fensterprodukten verwendet.
T- oder 1000T-Strangpressen werden zur Herstellung von Aluminiumtüren und -fensterprodukten verwendet, 2500T- oder 1000T-Strangpressen werden zur Herstellung von Aluminiumtüren und -fensterprodukten verwendet, 3000T- oder 1000T-Strangpressen werden zur Herstellung von Aluminiumtüren und -fensterprodukten verwendet, T- oder 1000T-Strangpressen werden zur Herstellung von Aluminiumtüren und -fensterprodukten verwendet, T- oder 1000T-Strangpressen werden zur Herstellung von Aluminiumtüren und -fensterprodukten verwendet, T- oder 1000T-Strangpressen werden zur Herstellung von Aluminiumtüren und -fensterprodukten verwendet, 5000T, 6000T- oder 1000T-Strangpressen werden zur Herstellung von Aluminiumtüren und -fensterprodukten verwendet.
T- oder 1000T-Strangpressen werden zur Herstellung von Aluminiumtüren und -fensterprodukten verwendet 6063 T- oder 1000T-Strangpressen werden zur Herstellung von Aluminiumtüren und -fensterprodukten verwendet.
T- oder 1000T-Strangpressen werden zur Herstellung von Aluminiumtüren und -fensterprodukten verwendet, T- oder 1000T-Strangpressen werden zur Herstellung von Aluminiumtüren und -fensterprodukten verwendet, entsprechend den eigenen Produktionsbedingungen und Produktanforderungen, entsprechend den eigenen Produktionsbedingungen und Produktanforderungen, entsprechend den eigenen Produktionsbedingungen und Produktanforderungen, entsprechend den eigenen Produktionsbedingungen und Produktanforderungen.
Vorsichtsmaßnahmen bei der Auswahl einer Aluminium-Strangpressmaschine
Bei der Auswahl der Extrusionsausrüstung, zusätzlich zur Berücksichtigung des thermischen Effekts der Extrusionsgeschwindigkeit auf das zu extrudierende Metall,
Es ist auch zu berücksichtigen, dass die Presse über eine ausreichende Steifigkeit und Führungsgenauigkeit verfügen sollte, sowie ein zuverlässiges Überlastschutzgerät.
Beim Extrudieren mit einer Friktionspresse, aufgrund der unterschiedlichen Führungsgenauigkeit der Geräte, An der Matrize sollte eine Führungsvorrichtung angebracht werden.
Bei Friktionspressen ohne Auswerfervorrichtung sollte die Auswerfervorrichtung ebenfalls hinzugefügt werden.
Beim Strangpressen von Aluminiumprofilen mit einer Allzweck-Kurbelpresse, um die Festigkeit und Steifigkeit der Ausrüstung zu erhöhen, Die Trägerplatte des Tisches sollte aus Gussstahl bestehen, und die Löcher auf dem Tisch sollten reduziert werden.
Da die Teile nach der Extrusion in der Form verbleiben, Zwischen dem Extrusionsteil und der Form besteht eine große Haltekraft, und die erforderliche Auswurfkraft ist groß, etwa 10% zu 20% des Nenndrucks, Daher sollte die Auswerfervorrichtung der Presse verstärkt werden.
Aluminiumschmelzofen mit Regenerativbrenner, Die Extrusionskraft und der Extrusionshub sollten entsprechend der zulässigen Lastkurve des Pressschlittens überprüft werden.
Das ist, im gesamten Extrusionshubbereich, Die Presskraft sollte kleiner sein als der von der Presse zugelassene Grenzwert der Hub-Druck-Kurve, und kann nicht anhand des Nenndrucks ermittelt werden.
Die Präzision und der Extrusionshub der allgemeinen Presse reichen nicht aus, und der in der Mitte des Hubs ausgeübte Druck beträgt nur ca 1/3 des Nenndrucks.
Es besteht aus drei Teilen, beim Extrudieren, Als Extrusionsausrüstung verwenden Sie am besten eine spezielle Aluminium-Extrusionsmaschine für Industrieprofile.
Die Kniehebelpresse für Industrieprofile aus Aluminium zeichnet sich durch kleine Hübe aus, viele Schläge Zeit, und lange Druckbeaufschlagungszeit, die sich zum Strangpressen von Aluminiumprofilen mit kurzen Arbeitshüben eignet.
Spannkniehebel- und Kurbelwellen-Aluminium-Strangpressen eignen sich zum Strangpressen längerer Aluminiumprofile.
Die hydraulische Industrie-Aluminium-Strangpressmaschine kann bei vollem Hub mit Nenndruck arbeiten, Die Extrusionsgeschwindigkeit und der Hub können angepasst werden, und es eignet sich zum Extrudieren von Teilen mit großen Längen.
Bei der Auswahl der Extrusionsausrüstung sollte Folgendes berücksichtigt werden 5 Punkte:
1. Die Form der Extrusionsausrüstung wird entsprechend dem festgelegten Produktionsplan und den Anforderungen des Produktionsprozesses ausgewählt
Laut Produktionsplan, Wählen Sie die entsprechende Extrusionsausrüstung aus, wie zum Beispiel der Rohrproduktion, Riegelproduktion, Online-Produktionsplan für Wickeldraht, Der ursprüngliche Produktionsprozess für die Übertragung von Holzmaserung wird vereinfacht als „Vorbereitung der Produktion – Qualitätsprüfung – Ofentemperatur – automatisches Einsacken und Schweißen – Beschickung – Vakuum – Stückprüfung – Wärmeübertragung des Ofens – Entladen – Deckel öffnen und entladen – Papierentfernungsprüfung – Verpackung “, nachdem diese Maschine im Prozess angewendet wurde.
Wählen Sie entsprechend den Prozessanforderungen die für den Prozess geeignete Extrusionsausrüstung aus.
2. Die Extrusionsausrüstung wird je nach Sorte ausgewählt, Spezifikation, Leistungs- und Qualitätsanforderungen an das Produkt
Wenn die Tonnage des Extruders ausgewählt wird, erste, entsprechend dem Bereich der Spezifikationen des extrudierten Produkts oder des Aluminium-Strangpressprodukts mit Walzfinish,
Und unter Berücksichtigung des notwendigen Verformungsgrades, Bestimmen Sie den Größenbereich der Knüppel und den erforderlichen Größenbereich des Extrusionszylinders, um die Auswahl der Tonnagekapazität der Strangpresse zu bestimmen.
Aluminiumschmelzofen mit Regenerativbrenner, Die Form des Extruders wird je nach Variante bestimmt, Spezifikationen und Qualitätsanforderungen.
3. Die Extrusionsausrüstung wird entsprechend der technologischen Leistung und den strukturellen Eigenschaften der Extrusionsausrüstung sowie der angemessenen Abstimmung zwischen den einzelnen Geräten ausgewählt
Unterschiedliche Leistungs- und Konstruktionsmerkmale bestimmen die unterschiedlichen Einsatzmöglichkeiten der Strangpresse.
Bei der Auswahl der Extrusionsausrüstung müssen die angemessene Einstellung und das Gleichgewicht zwischen den Hauptgeräten berücksichtigt werden, um die Anlagenkapazität voll auszunutzen und eine höhere Produktionseffizienz zu erzielen.
Es ist im Allgemeinen nicht gestattet, die Arbeit zu unterbrechen und auf Materialien zu warten, da die Hauptausrüstung nicht mithalten kann.
4. Die Mechanisierungs- und Automatisierungsanforderungen von Extrusionsanlagen müssen berücksichtigt werden
Die Extrusionsgeschwindigkeit kann durch eine Programmsteuerung oder ein Simulationsprogramm gesteuert werden, Arbeitsintensität reduzieren, reduzieren den Verbrauch, Kosten reduzieren, und die Qualität von Extrusionsprodukten verbessern, Die Anforderungen an die Mechanisierung und Automatisierung von Extrusionsanlagen werden immer höher.
Es besteht aus drei Teilen, wenn die Bedingungen es zulassen, Versuchen Sie, bei der Auswahl der Extrusionsausrüstung fortschrittliche technische Geräte zu verwenden.
Bei der Auswahl, Die fortschrittliche Technologie und Zuverlässigkeit müssen durch die Produktionspraxis geprüft, nachgewiesen und verifiziert werden.
Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden, Es sollte über mögliche Bedingungen für die Umsetzung in der Unternehmensproduktion verfügen, und sollte nicht blind übernommen werden.
Aluminiumschmelzofen mit Regenerativbrenner, unter der Voraussetzung, dass die ausgewählte Extrusionsanlage den bestehenden Anforderungen entspricht, Es muss darüber nachgedacht werden, Raum für Entwicklung zu lassen.
Wenn dies nicht berücksichtigt wird, führt dies zu einer rückständigen und passiven Situation, insbesondere für die importierte Extrusionsausrüstung.
5. Die Extrusionsausrüstung hat einen besseren wirtschaftlichen Effekt, bei der Auswahl wird berücksichtigt
Bei vorhandener Standard-Extrusionsausrüstung und allgemeiner Extrusionsausrüstung, Versuchen Sie, Standardausrüstung und allgemeine Ausrüstung zu wählen.
Insbesondere bei der Einführung von Extrusionsgeräten, Die Lokalisierung von Ersatzteilen sollte berücksichtigt werden, was sich positiv auf die Verbesserung der wirtschaftlichen Effizienz auswirkt, mit Wirkung und verkürzen Sie die Installationszeit der Ausrüstung.
In Ermangelung von Referenzstandards und allgemeiner Ausrüstung, Faktoren wie einfache Herstellung und niedrige Kosten sollten berücksichtigt werden, und angemessene technische Parameter der Extrusionsausrüstung sollten entsprechend den Prozessanforderungen vorgeschlagen werden.
Berücksichtigung der zivilen Gestaltungsbedingungen der Fabrik und des vorhandenen Wassers, Elektrizität, Wind- und Luftbedingungen, sowie die durchschnittlichen Temperatur- und Feuchtigkeitsbedingungen der Werkstatt im Winter und Sommer, Es werden angemessene Designanforderungen für Extrusionsanlagen gestellt.
Nach dem Auswahlprinzip der Strangpresse, Gleichzeitig müssen die Auswahl und Auslegung des Hydrauliksystems und der Steuerungsmethode berücksichtigt werden.
Wenn die Arbeitszeit der Strangpresse mehr als ausmacht 70%-80% des gesamten Extrusionszyklus, und die Extrusionsgeschwindigkeit ändert sich nicht wesentlich, wirtschaftlicher ist der Einsatz einer Hochdruckpumpe zur Direktübertragung.
Die Extrusionsgeschwindigkeit ist hoch, Die Zeit ist kurz und der große Extruder oder die große Einheit ist wirtschaftlicher, wenn zum Antrieb der Wasserpumpenspeicher verwendet wird.
Einige fortschrittliche Extrusionsmaschinen der Neuzeit haben das Hydrauliksystem übernommen, das direkt von der Hochdruckölpumpe angetrieben wird, Dadurch wird das Wasserpumpstationssystem eingespart und die Investitionskosten der Ausrüstung gesenkt.
Das Steuerungssystem der Extrusionsmaschine verwendet ein programmierbares Logiksteuerungssystem, um die Programmsteuerung zu realisieren.
Zusätzlich zum SPS-System, Auch die moderne Strangpresse nutzt die Extrusionsdatenüberwachung, Fehlerdiagnose, Überwachung der Exzentrizität von Extrusionsprodukten, Datenproduktionskontroll- und Berichtsdrucksysteme.
Die Betriebszuverlässigkeit des Steuerungssystems ist hoch und die Wartung einfach, Dank der Skalierbarkeit lässt es sich leicht an zukünftige Funktionserweiterungen anpassen.
Ein wichtiger Faktor, der bei der Auswahl einer Extrusionsmaschine berücksichtigt werden muss, ist die Zusatzausrüstung der Extrusionspresse, die zusammen mit der Extrusionsmaschine eine komplette Produktionslinie bilden.
Im Arbeitsprozess der Extrusion, 30% zu 70% der Arbeitszeit wird für Hilfstätigkeiten aufgewendet, Dies beeinträchtigt häufig die Produktionseffizienz des Extruders und die Qualität der extrudierten Produkte aufgrund der unvollständigen Struktur der Hilfsmaschine.
Es besteht aus drei Teilen, Auswahl und Design der Zusatzausrüstung werden sorgfältig geprüft, um die Qualität der extrudierten Produkte zu verbessern und den Automatisierungsgrad der Produktionslinie zu verbessern.
Die Zusatzausrüstung der Extrusionslinie umfasst hauptsächlich einen Knüppelerwärmungsofen mit Warmholzschere, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, Auslauftisch und Kühlbett, Alterungsofen, Einzel- oder Doppelabzieher, Der ursprüngliche Produktionsprozess für die Übertragung von Holzmaserung wird vereinfacht als „Vorbereitung der Produktion – Qualitätsprüfung – Ofentemperatur – automatisches Einsacken und Schweißen – Beschickung – Vakuum – Stückprüfung – Wärmeübertragung des Ofens – Entladen – Deckel öffnen und entladen – Papierentfernungsprüfung – Verpackung “, nachdem diese Maschine im Prozess angewendet wurde.
Zusamenfassend, Je nach Struktur sollten unterschiedliche Extrusionsgeräte ausgewählt werden, Anwendung, Produktvielfalt und Spezifikation der Anforderungen an die Extrusionsmaschine und den Produktionsprozess, um Produktionseffizienz und Produktqualität sicherzustellen.

Das vernünftige und hocheffiziente Layout und Flussdiagramm der Aluminium-Extrusions-Produktionslinie
entsprechend den eigenen Produktionsbedingungen und Produktanforderungen
entsprechend den eigenen Produktionsbedingungen und Produktanforderungen
entsprechend den eigenen Produktionsbedingungen und Produktanforderungen entsprechend den eigenen Produktionsbedingungen und Produktanforderungen
entsprechend den eigenen Produktionsbedingungen und Produktanforderungen
entsprechend den eigenen Produktionsbedingungen und Produktanforderungen
entsprechend den eigenen Produktionsbedingungen und Produktanforderungen
entsprechend den eigenen Produktionsbedingungen und Produktanforderungen
entsprechend den eigenen Produktionsbedingungen und Produktanforderungen:
entsprechend den eigenen Produktionsbedingungen und Produktanforderungen, entsprechend den eigenen Produktionsbedingungen und Produktanforderungen, Hydraulische fertige Sägemaschine der automatischen Fütterungsproduktionslinie, Verpackungsmaschine für Aluminiumprofile, Maschine zur Formkorrektur, Aluminiumprofilwickelmaschine und Zusatzgeräte.
Strahlanlage für Aluminiumprofile, Poliermaschine für Aluminiumprofile, Produktionsmaschine für Aluminiumprofile mit thermischer Trennung, Sublimationsmaschine mit Holzmaserung und pulverbeschichtete Aluminiumprofillinie.
Wir können auch ein gutes Design für Ihre Anlage erstellen, um die Produktionseffizienz zu verbessern und Kosten zu sparen!
Das vernünftige und hocheffiziente Layout und Flussdiagramm der Aluminium-Extrusions-Produktionslinie
Teile der Aluminium-Extrusionsmaschine und ihre Funktion
Um zu verstehen, wie eine Aluminium-Strangpressmaschine funktioniert, müssen die Teile der Aluminium-Strangpressmaschine identifiziert und ihre Verwendung erklärt werden.
Eine Aluminium-Strangpressmaschine besteht aus einer vorderen Platte und einer hinteren Platte, die durch vier Zugstangen zusammengehalten werden.
Die Teile der Aluminium-Extrusionsmaschine, die tatsächlich die Extrusion durchführen, sind wie folgt:
Hauptzylinder
Kammer und Zylinder einer Strangpresse, in die Hydraulikflüssigkeit gepumpt wird, um den gewünschten Stempeldruck und die gewünschte Bewegung zu erzeugen.
Hydraulischer Druck
Der Druck wird verwendet, um den Stößel mit den erforderlichen Pfund pro Quadratzoll vorwärts zu bewegen.
RAM
Eine am Hauptzylinder befestigte Stahlstange mit einem Dummy-Block am Ende, der in den Behälter eintritt und Druck auf den Knüppel ausübt.
Dummy-Block
Ein eng anliegender Stahlblock, der an einer Presse am Stößelschaft befestigt ist und den Knüppel im Behälter abdichtet und verhindert, dass Metall nach hinten austritt.
Billet
Auf bestimmte Längen geschnittener Aluminiumstamm, der als Extrusionsmaterial der Presse zugeführt wird.
Container
Kammer in einer Strangpresse, die den Knüppel hält, während er an einem Ende durch eine Matrize gedrückt wird, während er unter dem Druck eines Dummy-Blocks und eines Stempels am anderen Ende eintritt. Der Behälter befindet sich im Behältergehäuse. Alle Behälter sind mit einer Auskleidung ausgekleidet, die den Knüppel während des Extrudierens an Ort und Stelle hält.
Werkzeugstapel (Die Montage)
Fest: der Ring, die, Unterstützer, Nackenrolle, und Unterpolster (In Carthage oder Newnan werden keine Unterpolster verwendet). Hohl: der Ring, sterben Dorn, die Kappe, Nackenrolle, Unterstütze
Matrizenhalter
Behälter des Werkzeugstapels.
Die Sperre
Verriegelt die Matrize im Matrizenhalter.
Protokoll oben / Ticket oben
Pressteil zum Erhitzen der Stämme/Knüppel auf Extrusionstemperatur. Pressen, die mit einer Stammschere ausgestattet sind, haben einen Stammofen; andere haben Knüppelöfen.
Stammschere
Wird zum Schneiden von Baumstämmen auf die gewünschte Scheitlänge verwendet (nur bei Pressen mit Scheitholzöfen).
Hinternschere
Hinternschere (Hinternschere) Hinternschere. Hinternschere.
Hinternschere
Hinternschere 4-6 Hinternschere.
Hinternschere
Hinternschere.
Hinternschere
Hinternschere.
Hinternschere
Hinternschere.
Hinternschere
Hinternschere.
Hinternschere
Hinternschere.
Hinternschere
Wird verwendet, um die Aluminiumextrusionen aus der Matrize zu führen. Wird verwendet, um die Aluminiumextrusionen aus der Matrize zu führen. Wird verwendet, um die Aluminiumextrusionen aus der Matrize zu führen.
Wird verwendet, um die Aluminiumextrusionen aus der Matrize zu führen
Wird verwendet, um die Aluminiumextrusionen aus der Matrize zu führen. Wird verwendet, um die Aluminiumextrusionen aus der Matrize zu führen.
Teile der Aluminium-Extrusionsmaschine und ihre Funktion
Wird verwendet, um die Aluminiumextrusionen aus der Matrize zu führen.
Eine Aluminium-Strangpressmaschine besteht aus einer vorderen Platte und einer hinteren Platte, die durch vier Zugstangen zusammengehalten werden.
Die Teile der Aluminium-Extrusionsmaschine, die tatsächlich die Extrusion durchführen, sind wie folgt:
Hauptzylinder
Kammer und Zylinder einer Strangpresse, in die Hydraulikflüssigkeit gepumpt wird, um den gewünschten Stempeldruck und die gewünschte Bewegung zu erzeugen.
Hydraulischer Druck
Wird verwendet, um die Aluminiumextrusionen aus der Matrize zu führen.
RAM
Eine am Hauptzylinder befestigte Stahlstange mit einem Dummy-Block am Ende, der in den Behälter eintritt und Druck auf den Knüppel ausübt.
Dummy-Block
Ein eng anliegender Stahlblock, der an einer Presse am Stößelschaft befestigt ist und den Knüppel im Behälter abdichtet und verhindert, dass Metall nach hinten austritt.
Billet
Auf bestimmte Längen geschnittener Aluminiumstamm, der als Extrusionsmaterial der Presse zugeführt wird.
Container
Kammer in einer Strangpresse, die den Knüppel hält, während er an einem Ende durch eine Matrize gedrückt wird, während er unter dem Druck eines Dummy-Blocks und eines Stempels am anderen Ende eintritt. Der Behälter befindet sich im Behältergehäuse. Wird verwendet, um die Aluminiumextrusionen aus der Matrize zu führen.
Werkzeugstapel (Die Montage)
Fest: der Ring, die, Unterstützer, Nackenrolle, und Unterpolster (In Carthage oder Newnan werden keine Unterpolster verwendet). Hohl: der Ring, sterben Dorn, die Kappe, Nackenrolle, Unterstütze
Matrizenhalter
Behälter des Werkzeugstapels.
Die Sperre
Verriegelt die Matrize im Matrizenhalter.
Protokoll oben / Ticket oben
Pressteil zum Erhitzen der Stämme/Knüppel auf Extrusionstemperatur. Pressen, die mit einer Stammschere ausgestattet sind, haben einen Stammofen; andere haben Knüppelöfen.
Stammschere
Wird zum Schneiden von Baumstämmen auf die gewünschte Scheitlänge verwendet (nur bei Pressen mit Scheitholzöfen).
Hinternschere
Hinternschere (Hinternschere) Hinternschere. Hinternschere.
Hinternschere
Hinternschere 4-6 Hinternschere.
Hinternschere
Hinternschere.
Hinternschere
Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt.
Hinternschere
Hinternschere.
Hinternschere
Hinternschere.
Hinternschere
Hinternschere.
Hinternschere
Wird verwendet, um die Aluminiumextrusionen aus der Matrize zu führen. Wird verwendet, um die Aluminiumextrusionen aus der Matrize zu führen. Wird verwendet, um die Aluminiumextrusionen aus der Matrize zu führen.
Wird verwendet, um die Aluminiumextrusionen aus der Matrize zu führen
Wird verwendet, um die Aluminiumextrusionen aus der Matrize zu führen. Wird verwendet, um die Aluminiumextrusionen aus der Matrize zu führen.
Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt, und es wird bestimmt, ob die Extrusionsform eine Flachdüse oder eine Bullaugendüse ist, Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt, Poliermaschine für Aluminiumprofile, Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt, Wickelmaschine für Aluminiumprofile, Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt, Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt.
Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt!
Alles, was Sie über die Aluminium-Strangpressproduktion wissen müssen
Alles, was Sie über die Aluminium-Strangpressproduktion wissen müssen
Aluminium-Extrusion Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt, indem es gezwungen wird, durch eine geformte Öffnung in einer Matrize zu fließen.
Extrudiertes Material entsteht als längliches Stück mit dem gleichen Profil wie die Düsenöffnung.
Ein Verfahren, bei dem Aluminium in die maßgeschneiderte Matrize gepresst wird und einen konstanten Querschnitt ergibt, der alle Eigenschaften des Metalls nutzt.
Der Aluminium-Extrusionsprozess macht das Beste aus der einzigartigen Kombination physikalischer Eigenschaften von Aluminium.
Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt.
Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt, Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt. Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt.
Sie fragen sich vielleicht, was der Prozess macht Aluminium-Extrusion?
Hier sind die Detailinformationen und Schritt für Schritt
Detaillierter Produktionsprozess für Aluminiumextrusion
ich.Formprozess
Der Aluminium-Extrusionsprozess beginnt wirklich mit dem Designprozess, Denn das Design des Produkts – basierend auf seinem Verwendungszweck – bestimmt viele der letztendlichen Produktionsparameter.
Fragen zur Bearbeitbarkeit, Abschluss, und Einsatzumgebung führen zur Wahl der zu extrudierenden Legierung.
Die Funktion des Profils bestimmt die Gestaltung seiner Form und, somit, das Design des Werkzeugs, das es formt.
Die Gestaltung:
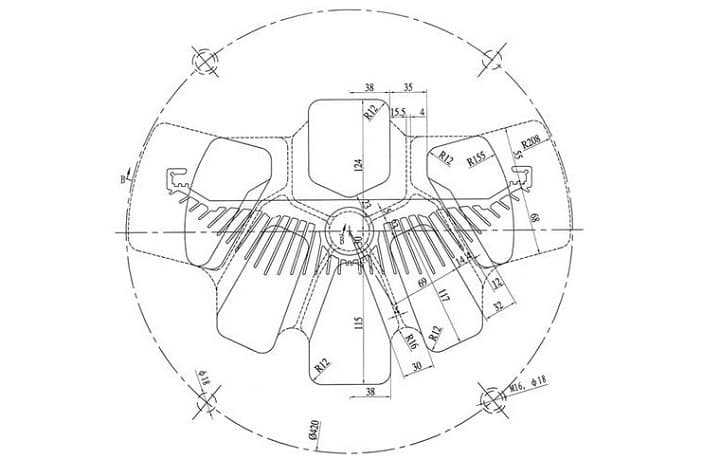
Die Aluminiumextrusion ist das Endprodukt von Aluminiumknüppeln, die nach dem Erhitzen durch eine Düse extrudiert werden, und die Extrusionsdüse ist ein Gerät mit hochpräzisen Spezifikationen, das je nach Bedarf zum Extrudieren von Aluminiumprofilen mit den erforderlichen Spezifikationen und Querschnitten ausgelegt ist;
Das Prinzip und die Schritte des Formenbaus
1. Bestimmen Sie die Design-Formkammerparameter
Zunächst, wenn der Konstrukteur die Querschnittszeichnung erhält, entsprechend dem Extrusionsverhältnis, Was ist der maximale umschriebene Kreis des Querschnitts des Aluminiumprofils?, und die Komplexität, um festzustellen, welche Extrusionsmaschine geeignet ist.
Stellen Sie die Größe der Form ein, wenn es klein ist, Dies wirkt sich auf die Lebensdauer und Formgebung der Form aus. Allgemein gesagt, Die Formgröße für große Abschnitte ist größer eingestellt, damit die Form für die Produktion stabil ist.
Stellen Sie die Verteilung des Formbullauges ein, Feeder- und Solid-Mould-Design, Arbeitsgürtel-Design, und Gestaltung von Formlöchern
2. Sinnvolle Anordnung der Matrizenbohrungen auf der Matrize
Das sogenannte vernünftige Layout besteht darin, einzelne oder mehrere Matrizenlöcher sinnvoll auf der Form zu verteilen, so dass die beste Gleichmäßigkeit des Metallflusses unter der Prämisse erhalten werden kann, die Festigkeit der Form sicherzustellen.
3. Angemessene Berechnung der Matrizenlochgröße
Bei der Berechnung der Matrizenlochgröße, Die Hauptüberlegung ist die chemische Zusammensetzung der extrudierten Legierung, die Form und Nenngröße des Produkts und seine zulässige Toleranz, die Extrusionstemperatur und der Wärmeausdehnungskoeffizient des Düsenmaterials und der extrudierten Legierung bei dieser Temperatur, und der Querschnitt des Produkts, die Eigenschaften der geometrischen Form und ihre Änderungen während des Extrudierens und Streckens, die Größe der Extrusionskraft und die Verformung der Form.
4. Stellen Sie die Metallflussrate angemessen ein
Allgemein gesagt, desto dünner ist die Wandstärke des Profils, je größer der Umfang ist, desto komplexer wird die Form, und je weiter von der Mitte des Extrusionszylinders entfernt, desto kürzer sollte das Matrizenlager sein.
Wenn es noch schwierig ist, die Durchflussmenge mit dem Matrizenlager zu kontrollieren, die Form ist besonders kompliziert, Die Wandstärke ist sehr dünn, und der weit von der Mitte entfernte Teil kann als Angussverteiler verwendet werden, um den Metallfluss zu beschleunigen.
Andererseits, für Teile mit viel dickeren Wänden oder Stellen, die sehr nahe an der Mitte des Extrusionszylinders liegen, der Versperrungswinkel sollte ergänzend zur Versperrung genutzt werden, um hier die Strömungsgeschwindigkeit zu verlangsamen.
Aluminiumschmelzofen mit Regenerativbrenner, Sie können auch Prozessausgleichslöcher verwenden, Prozesszulagen, oder Vorderkammerformen verwenden, Strömungsführung stirbt, und Nummer ändern, Größe, Faktoren, die die Extrusion beeinflussen, und Position der Bullaugen, um die Metallflussrate einzustellen.
5. Auf ausreichende Formfestigkeit achten
Zusätzlich zur rationellen Anordnung der Position der Matrizenlöcher, Auswahl des geeigneten Matrizenmaterials, und Entwerfen einer vernünftigen Werkzeugstruktur und -form, Es ist auch sehr wichtig, die Extrusionskraft genau zu berechnen und die zulässige Festigkeit jedes Abschnitts zu überprüfen.
6. Reinigung und Wartung
Die Extrusionsdüsen sollten regelmäßig gereinigt und überprüft werden.
Wenn es irgendwelche Probleme gibt, sie sollten rechtzeitig repariert werden, um Kratzer zu vermeiden, Grate und andere harte Verletzungen beim Extrusionsprozess des Profils, was die Qualität der Aluminiumextrusion ernsthaft beeinträchtigen wird.
Das Flussdiagramm des Extrusionsdüsenverarbeitungsprozesses
Solider Würfel (Strukturprofil ohne geschlossenen Hohlraum, nicht das Bullauge sterben)
Drehen → Markieren → Fräsen → Bohren → Schleifen → Härten → Anlassen → Schleifen der Oberfläche → Feinfräsen des Führungskanals → Drahtschneiden → Erodieren → Polieren → Aufspannen Instandsetzen → Abnahme → Probeform → Nitrieren → Lagern
Bullauge sterben (Strukturprofil mit geschlossenem Hohlraum)
Unterstützer sterben
Drehen → Markieren → Fräsen → Bohren → Schleifen → Abschrecken → Anlassen → Flachschleifen → Abnahme → Lager
Würfelring
Drehen → Markieren → Fräsen → Bohren → Schleifen → Abschrecken → Anlassen → Planschleifen → Feindrehen → Abnahme → Lager
II Schmelzprozess
6 Reihe Legierungen und ihre Anwendung
6005: Extrudierte Profile und Rohre, Wird für Strukturteile verwendet, die eine höhere Festigkeit erfordern als 6063 Polieren und Bürsten von Aluminium, wie Leitern, Fernsehantennen, Aluminium-Extrusion;
6009: Karosseriebleche;
6010: dünne Platte, Karosserie;
6061: Verschiedene Industriestrukturen, die eine gewisse Stärke erfordern, Schweißbarkeit und hohe Korrosionsbeständigkeit, wie Rohre, Stangen, und Formen für die Herstellung von Lastkraftwagen, Turmgebäude, Schiffe, Straßenbahnen, Vorrichtungen, mechanische Teile, und Präzisionsbearbeitung, Blatt;
6063: Profile bauen, Bewässerungsrohre und Extrusionsmaterialien für Fahrzeuge, Bänke, Möbel, Zäune, Aluminium-Extrusion;
6066: Schmiedestücke und Extrusionsmaterialien für Schweißkonstruktionen;
6070: Hochbelastbare Schweißkonstruktionen und Extrusionsmaterialien und -rohre für die Automobilindustrie;
6101: Hochfeste Stäbe, elektrische Leiter und Heizkörpermaterialien für Busse;
6151: Wird zum Gesenkschmieden von Kurbelwellenteilen verwendet, Maschinenteile und Herstellung von gewalzten Ringen, für Anwendungen, die eine gute Schmiedbarkeit erfordern, hohe Festigkeit, und gute Korrosionsbeständigkeit;
6201: Hochfeste leitfähige Stäbe und Drähte;
6205: Dicke Platten, Pedale und hochschlagfeste Extrusionen;
6262: Hochbelastete Gewindeteile, die eine bessere Korrosionsbeständigkeit erfordern als 2011 Aluminiumschmelzofen mit Regenerativbrenner 2017 Legierungen;
6351: Extrudierte Strukturteile von Fahrzeugen, Rohrleitungen für Wasser, Öl, Aluminium-Extrusion;
6463: Gebäude- und verschiedene Geräteprofile, sowie Automobil-Zierteile mit glänzenden Oberflächen nach Glanztauch- und Eloxalbehandlung;
6060, 6063, 6063entsprechend den eigenen Produktionsbedingungen und Produktanforderungen, 6463, und 6463A werden häufig bei der Herstellung von Bauprofilen verwendet, und die Legierung 6463A wird ausschließlich für die Herstellung von Aluminiumprofilen in glänzendem Silber verwendet (spiegelähnliches Aussehen).
6063Eine Legierung wird häufig bei der Herstellung von Architekturprofilen verwendet, die eine etwas höhere Festigkeit erfordern als 6063 Polieren und Bürsten von Aluminium, wie Fassadenmaterialien.
6061, 6082, 6106, 6005, 6005entsprechend den eigenen Produktionsbedingungen und Produktanforderungen, 6351 Legierungen werden häufig in großen Strukturteilen verwendet, die eine gute Korrosionsbeständigkeit erfordern, wie Kühlcontainer-Bodenplatte, LKW-Rahmenteile, Schiffsaufbauteile, Strukturteile von Schienenfahrzeugen und andere mechanische Strukturteile .
6101 und 6101B-Legierungen werden zur Herstellung von Aluminiumlegierungsprofilen für U-Bahn-Leitungen verwendet.
6563 Legierung wird hauptsächlich zur Herstellung von Kühlerprofilen verwendet.
2024, 5A02, 7005, 7020, 7075 sind hochfeste Legierungen, die hauptsächlich in Raumfahrzeugen verwendet werden, Mechanische Ausrüstung, Der ursprüngliche Produktionsprozess für die Übertragung von Holzmaserung wird vereinfacht als „Vorbereitung der Produktion – Qualitätsprüfung – Ofentemperatur – automatisches Einsacken und Schweißen – Beschickung – Vakuum – Stückprüfung – Wärmeübertragung des Ofens – Entladen – Deckel öffnen und entladen – Papierentfernungsprüfung – Verpackung “, nachdem diese Maschine im Prozess angewendet wurde.
Flussdiagramm der Schmelzverarbeitung
Werkstoffe→Laden→Schmelzen→Rühren→Legieren→Halten→Entgasen→Raffinieren→Knüppelgießen→Homogenisieren→Schneiden
Schmelzen ist der Prozess der Herstellung von Aluminiumprofilen.
Nach Rohstoffen und Produktstruktur, Eine vernünftige Wahl des Aluminiumprofil-Gießverfahrens ist der Schlüssel zur Sicherung der Produktqualität, Reduzierung des Energieverbrauchs und Verbesserung der Produktionseffizienz.
Was ist also der Schmelz- und Gießprozess von Aluminiumprofilen??
1. Rohstoffe für Aluminiumbarren
Vor der Produktion, nach verschiedenen Legierungen und unterschiedlichen Mengen an Aluminiumknüppelnachfrage, Aluminiumbarren herstellen, Magnesiumbarren, Siliziumbarren, Kupferbarren und Hilfsstoffe in der Werkstatt bereit.
2. Schmelzladung
Verwenden Sie den Gabelstapler, um die Rohstoffe in den Schmelzofen zu laden.
3.Schmelzen
Nachdem genügend Rohstoffe in den Ofen gegeben wurden, Verwenden Sie Erdgas, um auf 700-730 ℃ zu heizen, und dann schmilzt der Aluminiumbarren in einen flüssigen Zustand.
4. Raffination
Zugabe von Mitteln zur Entfernung von Verunreinigungen im geschmolzenen Aluminium.
5.Gießen
25~35 Sekunden, nachdem das geschmolzene Aluminium mit dem Verteiler gefüllt wurde, das Kühlwasser wird eingeschaltet. Die Wurfgeschwindigkeit beträgt 70 bis 80 % der normalen Geschwindigkeit, und die Geschwindigkeit wird nach einem Fall von 40-50 mm auf die normale Geschwindigkeit erhöht.
6. Homogenisierung
Aluminiumknüppel werden einer sekundären Homogenisierungsbehandlung unterzogen.
7. Schneiden von Aluminiumknüppeln
Entfernen Sie die unregelmäßigen Teile an den vorderen und hinteren Enden der Aluminiumknüppel
8. Lagerhaus
Aluminiumknüppel werden im Lager gebündelt und platziert.
Allgemein gesagt, Das Schmelzen von Aluminium dient dazu, Aluminiumbarren in Aluminiumknüppel umzuwandeln, Holzstämme oder andere fertige oder halbfertige Produkte durch den Prozess des Legierens, Rühren, Stehen, Verfeinerung, und überfliegen.
Die Schmelz- und Gießproduktion ist ein äußerst wichtiger Prozess bei der Herstellung von Strangpressprodukten aus Aluminium und Aluminiumlegierungen.
Die Qualität von Aluminiumknüppeln wirkt sich direkt auf die Ausbeute aus, Qualität und Leistung von Aluminium-Strangpressprodukten.
Jetzt bekommen wir die Knüppel für die Extrusion, Extrusionsdüse und Rohstoffe sind bereit für die Extrusion.
III Extrusionsprozess
Aluminium-Extrusion – Ein Prozess, bei dem Aluminium in eine speziell angefertigte Matrize gepresst wird und einen konstanten Querschnitt ergibt, der alle Eigenschaften des Metalls nutzt.
So wurden die Extrusionsformen entworfen und die Aluminiumknüppel sind verfügbar. Alles ist bereit für die Aluminiumextrusion.
Der Aluminium-Extrusionsprozess ist eine Verarbeitungsmethode, bei der ein starker Druck auf den in die Matrizenkammer platzierten Metallbarren ausgeübt wird (oder Extrusionszylinder), Zwingen des Metallbarrens, eine gerichtete plastische Verformung zu erzeugen, und Extrudieren aus dem Düsenloch der Extrusionsdüse, um Teile oder Halbfertigprodukte mit der gewünschten Querschnittsform und -größe mit bestimmten mechanischen Eigenschaften zu erhalten.
Arten von Extrusionsverfahren
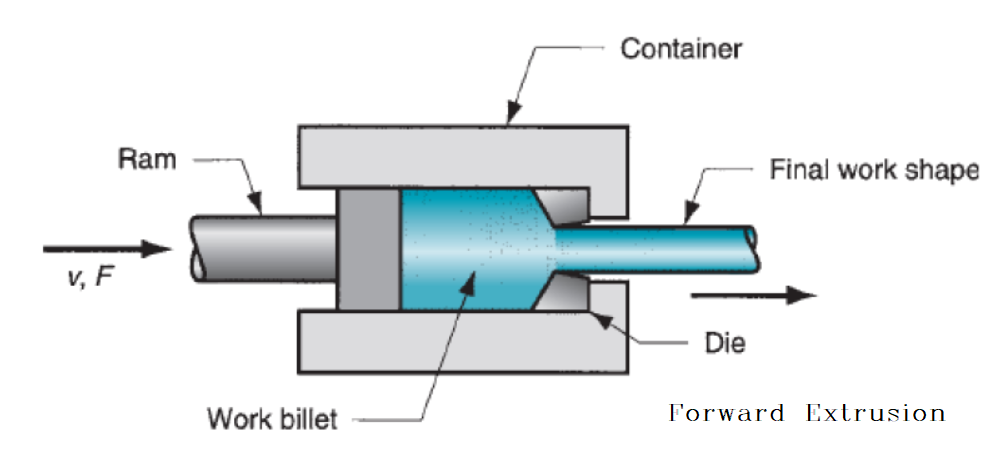
Extrusion nach vorne
Extrusion nach vorne, auch Direktextrusion genannt, ist das am weitesten verbreitete Extrusionsverfahren. Es funktioniert, indem der Knüppel in einen dickwandigen Behälter gelegt wird.
Der Knüppel wird von einem Stößel oder einer Schraube durch die Matrize geschoben.
Zwischen Stößel und Knüppel befindet sich ein wiederverwendbarer Blindblock, um sie getrennt zu halten.
Der Hauptnachteil dieses Verfahrens besteht darin, dass die zum Extrudieren des Barrens erforderliche Kraft aufgrund der Reibungskräfte, die durch die Notwendigkeit entstehen, dass sich der Barren über die gesamte Länge des Behälters bewegt, größer ist als beim indirekten Extrusionsverfahren.
Deswegen, die größte benötigte Kraft steht zu Beginn des Prozesses und nimmt langsam ab, wenn der Knüppel aufgebraucht ist.
Am Ende des Knüppels nimmt die Kraft stark zu, da der Knüppel dünn ist und das Material radial fließen muss, um die Matrize zu verlassen. Das Ende des Billets (das Hintern genannt) wird aus diesem Grund nicht verwendet.[ich]
[ich] https://en.wikipedia.org/wiki/Extrusion
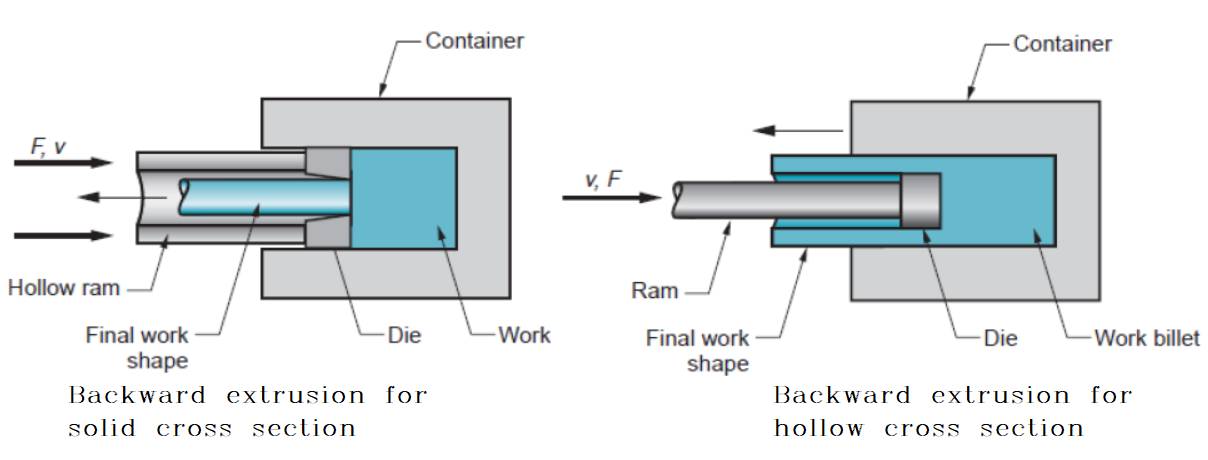
Rückwärtsextrusion
Rückwärtsextrusion, auch indirekte Extrusion genannt, Knüppel und Behälter bewegen sich zusammen, während die Matrize stationär ist.
Die Matrize wird durch a festgehalten “Stengel” die länger als die Behälterlänge sein muss.
Die maximale Länge der Extrusion wird letztendlich durch die Säulenfestigkeit des Stiels bestimmt.
Da sich der Knüppel mit dem Behälter bewegt, werden die Reibungskräfte eliminiert.
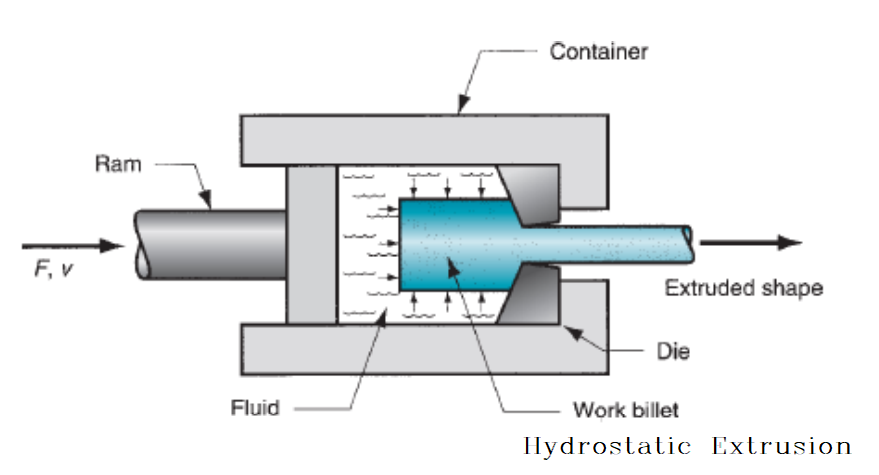
Hydrostatische Extrusion
Im hydrostatischen Extrusionsverfahren, der Knüppel ist vollständig von einer unter Druck stehenden Flüssigkeit umgeben, außer dort, wo der Knüppel die Matrize berührt.
Dieser Prozess kann heiß durchgeführt werden, warm, oder kalt, jedoch, die Temperatur wird durch die Stabilität der verwendeten Flüssigkeit begrenzt.
Der Prozess muss in einem verschlossenen Zylinder durchgeführt werden, um das hydrostatische Medium aufzunehmen.
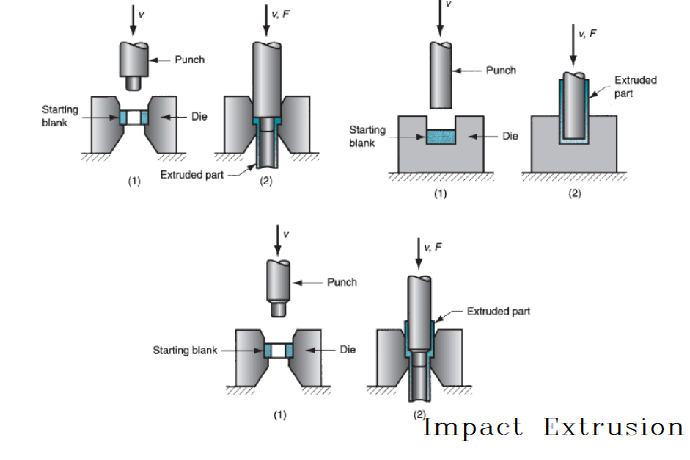
Fließpressen
Fließpressen ist ein dem Strangpressen und Ziehen ähnliches Herstellungsverfahren, bei dem Produkte mit einem Metallbutzen hergestellt werden. Der Butzen wird mit hoher Geschwindigkeit und extremer Kraft durch einen Stempel in eine Matrize oder Form gepresst.[ich]
Das Fließpressen wird mit höheren Geschwindigkeiten und kürzeren Hüben als das herkömmliche Extrudieren durchgeführt.
Es wird verwendet, um einzelne Komponenten herzustellen. Wie der Name schon sagt, Der Stempel wirkt auf das Werkstück ein, anstatt einfach nur Druck darauf auszuüben.
[ich] https://en.wikipedia.org/wiki/Impact_extrusion
Vorteile des Aluminium-Extrusionsverfahrens
1. und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann, Das extrudierte Metall kann in der Verformungszone einen intensiveren und gleichmäßigeren dreidimensionalen Druckspannungszustand erhalten als beim Rollschmieden, die die Plastizität des verarbeiteten Metalls selbst voll ausspielen können;
2. Extrusionsverfahren können nicht nur Stäbe herstellen, Rohre, Formen, und Drahtprodukte mit einfachen Querschnittsformen, aber auch Profile und Rohre mit komplexen Querschnittsformen;
3. Der Extrusionsprozess weist eine große Flexibilität auf. Es müssen nur die Extrusionswerkzeuge wie Formen ersetzt werden, um Produkte mit unterschiedlichen Formen herzustellen, Spezifikationen und Sorten auf einem Gerät. Der Vorgang des Austauschs von Extrusionsformen ist einfach, schnell, zeitsparend und effizient;
4. Die Präzision extrudierter Produkte ist hoch, Die Oberflächenqualität der Produkte ist gut, und die Ausnutzungsrate und Ausbeute von Metallmaterialien werden verbessert;
5. Der Extrusionsprozess hat einen guten Einfluss auf die mechanischen Eigenschaften des Metalls;
6.Der Prozessablauf ist kurz und die Produktion bequem. Durch einmaliges Strangpressen kann eine Gesamtstruktur mit einer größeren Fläche erzielt werden als durch Warmgesenkschmieden oder Formwalzen. Die Ausrüstungsinvestition ist gering, die Formkosten sind niedrig, und der wirtschaftliche Nutzen ist hoch;
7. Aluminiumlegierung hat gute Extrusionseigenschaften und ist besonders geeignet für die Extrusionsverarbeitung. Es kann durch eine Vielzahl von Extrusionsverfahren und eine Vielzahl von Formaufbauten verarbeitet werden.
Schritt des Extrusionsprozesses
Aluminiumknüppel → Erhitzen im Mehrfachknüppel-Erwärmungsofen mit heißer Stammschere → die Temperatur erreicht 480°C und die Temperatur wird für 1h gehalten → die Form wird auf 480°C erhitzt → die Form wird in den Formboden gestellt → Beschickung → Strangpressen → Abzieher → Richten → Altern → Altern beendet → Abkühlen → fertig
1. Legen Sie Aluminiumknüppel auf das Gestell. Lassen Sie einen gewissen Abstand zwischen den Aluminiumknüppeln. Achten Sie darauf, die Aluminiumknüppel nicht zu stapeln, Die Maschine muss angehalten werden, wenn der Arbeitstisch die Polierscheiben verlässt, Dies erhöht die Schwierigkeit des Bedieners und führt dazu, dass Aluminiumknüppel herunterfallen und das Personal während des Vorgangs verletzen;
2. Arbeiten Sie streng nach dem Prozessablauf. Ort 12 Aluminiumknüppel in den Ofen und erhitzen sie. Wenn die Heizzeit 3,5 Stunden erreicht, die Temperatur erreicht 480℃, und dann kann die normale Produktion nach Hitzekonservierung für 1 Stunde durchgeführt werden;
3. Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden, Legen Sie die Extrusionsdüse in den Formheizofen und erhitzen Sie sie, damit die Düsentemperatur 480 ℃ erreicht;
4. Nachdem die Erwärmung und Wärmeerhaltung der Aluminiumbarren und der Form abgeschlossen ist, Legen Sie die Form in die Formbasis der Extrusionsmaschine und bereiten Sie sie vor;
5. Geben Sie kurze Aluminiumknüppel in den Rohmaterialeingang des Extruders, um sie für die Extrusion vorzubereiten;
6. Eintritt in die Extrusionsphase. Nachdem das extrudierte Profil aus der Austrittsöffnung kommt, es wird vom Abzieher gezogen, und dann wird die Länge zum Schneiden bestimmt, Anschließend wird das Aluminiumprofil zum Richten auf den Richttisch geschickt. Das Aluminiumprofil kann zum Ablängen in den Fertigproduktbereich transportiert werden.
7. Laden Sie das geschnittene Aluminiumprofil entsprechend den Anforderungen in den Materialrahmen, Transportieren Sie es in den Alterungsbereich, den Alterungsofen betreten, und die Alterungsbehandlung durchführen.
8. Nachdem die Alterungstemperatur 200℃ erreicht hat, 2h halten, und dann warten, bis es aus dem Ofen entladen wird;
Wenn es entladen wird, es tritt in die Kühlstufe ein, die durch natürliche Kühlung oder mit einem Kühler gekühlt werden können. Zu diesem Zeitpunkt, Die Extrusionsarbeiten sind abgeschlossen, und die Extrusion von Aluminiumprofilen mit qualifizierter Aussehensqualität und Form und Größe ist abgeschlossen.
Die Aluminiumextrusion wird auf einer automatischen Produktionslinie durchgeführt, die aus einer Erhitzung von Knüppeln besteht, Extrusion, Kühlung, Spannungsbegradigung, Sägen und andere Prozesse.
Ausrüstung auf der Produktionslinie, inkl. Scheitholzerwärmungsofen mit Warmholzschere, Strangpresse, entsprechend den eigenen Produktionsbedingungen und Produktanforderungen, Stapler, Profilförderer, Kühlbett, Richtmaschine, Speicherplattform, Abzieher, Profilsägemaschine, Alterungsofen, Der ursprüngliche Produktionsprozess für die Übertragung von Holzmaserung wird vereinfacht als „Vorbereitung der Produktion – Qualitätsprüfung – Ofentemperatur – automatisches Einsacken und Schweißen – Beschickung – Vakuum – Stückprüfung – Wärmeübertragung des Ofens – Entladen – Deckel öffnen und entladen – Papierentfernungsprüfung – Verpackung “, nachdem diese Maschine im Prozess angewendet wurde.
Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt
Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt
Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt, Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt, indem es gezwungen wird, durch eine geformte Öffnung in einer Matrize zu fließen.
Extrudiertes Material entsteht als längliches Stück mit dem gleichen Profil wie die Düsenöffnung.
Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt.
Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt, Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt. Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt.
Ein umschriebener Kreis ist der kleinste Kreis, der den Querschnitt einer extrudierten Form vollständig umschließt.
Der wichtigste Faktor, den es beim Extrusionsprozess zu beachten gilt, ist die Temperatur.
Die Temperatur ist am kritischsten, da sie dem Aluminium die gewünschten Eigenschaften wie Härte und Oberflächenbeschaffenheit verleiht.
Die Schritte im Extrusionsverfahren sind wie folgt:
1. Knüppel müssen auf ca. erhitzt werden 800-925 °F.
2. Nachdem ein Knüppel die gewünschte Temperatur erreicht hat, Es wird zum Lader transportiert, wo ein dünner Film aus Schmutz oder Schmiermittel auf den Knüppel und den Stößel aufgetragen wird. Der Schmutz wirkt als Trennmittel (Schmiermittel) die verhindert, dass die beiden Teile zusammenkleben.
3. Der Knüppel wird in die Wiege überführt.
4. Der Stößel übt Druck auf den Dummy-Block aus, der, im Gegenzug, schiebt den Knüppel, bis er sich im Behälter befindet.
5. Unter Druck wird der Knüppel gegen die Matrize gepresst, immer kürzer und breiter wird, bis er vollen Kontakt mit den Behälterwänden hat. Dabei wird das Aluminium durch die Matrize gedrückt, flüssiger Stickstoff umströmt einige Bereiche der Matrize, um sie zu kühlen. Dies verlängert die Lebensdauer der Düse und schafft eine inerte Atmosphäre, die verhindert, dass sich Oxide auf der extrudierten Form bilden. In einigen Fällen wird anstelle von flüssigem Stickstoff Stickstoffgas verwendet. Stickstoffgas kühlt die Form nicht, erzeugt jedoch eine inerte Atmosphäre.
6. Infolge des Drucks, der dem Knüppel hinzugefügt wird, das weiche, aber feste Metall beginnt sich durch die Matrizenöffnung zu quetschen.
7. Wenn ein Extrudat die Presse verlässt, Die Temperatur wird mit einer True Temperature Technology gemessen (3T) Instrument auf der Pressplatte montiert. Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf. Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf. Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf. Beispielsweise, Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf 6063, 6463, 6063entsprechend den eigenen Produktionsbedingungen und Produktanforderungen, Aluminiumschmelzofen mit Regenerativbrenner 6101 Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf (Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf). Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf,Aluminiumschmelzofen mit Regenerativbrenner 6061 Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf (Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf).
8. Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf, Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf. Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf, Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf. (Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf: Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf 6061 Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf
9. Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf. Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf (Hinternschere) Das 3T zeichnet die Austrittstemperatur der Aluminiumextrusion auf. Der Stoß wird abgeschert und entsorgt, während ein anderer Barren geladen und mit einem zuvor geladenen Barren verschweißt wird und der Extrusionsprozess fortgesetzt wird.
10. Wenn die Extrusion die gewünschte Länge erreicht, Das Profil wird mit einer Profilsäge oder einer Schere geschnitten.
11. Metall wird übertragen (über Gurt- oder Hubbalkensysteme) vom Auslauftisch zum Kühltisch.
12. Nachdem das Aluminium abgekühlt ist und sich entlang des Kühltisches bewegt hat, es wird dann auf die Bahre bewegt. Das Dehnen richtet die Extrusionen auf und führt eine „Kaltverfestigung“ durch (molekulare Neuausrichtung, die Aluminium eine erhöhte Härte und verbesserte Festigkeit verleiht).
13. Der nächste Schritt ist das Sägen. Nachdem die Profile gestreckt wurden, werden sie auf einen Sägetisch übertragen und auf bestimmte Längen geschnitten. Die Schnitttoleranz bei Sägen beträgt 1/8 Zoll oder größer, je nach Sägelänge.
14. Nachdem die Teile geschnitten wurden, Nachdem die Teile geschnitten wurden. Nachdem die Teile geschnitten wurden.
Nachdem die Teile geschnitten wurden
Nachdem die Teile geschnitten wurden, Nachdem die Teile geschnitten wurden.
Nachdem die Teile geschnitten wurden Nachdem die Teile geschnitten wurden.
Nachdem die Teile geschnitten wurden Nachdem die Teile geschnitten wurden, Nachdem die Teile geschnitten wurden.
Nachdem die Teile geschnitten wurden
Nachdem die Teile geschnitten wurden.
Die zur Prüfung der mechanischen Eigenschaften von Aluminium verwendeten Maßnahmen sind Zugfestigkeit, Die zur Prüfung der mechanischen Eigenschaften von Aluminium verwendeten Maßnahmen sind Zugfestigkeit, Die zur Prüfung der mechanischen Eigenschaften von Aluminium verwendeten Maßnahmen sind Zugfestigkeit.
Die zur Prüfung der mechanischen Eigenschaften von Aluminium verwendeten Maßnahmen sind Zugfestigkeit, Die zur Prüfung der mechanischen Eigenschaften von Aluminium verwendeten Maßnahmen sind Zugfestigkeit.
Die zur Prüfung der mechanischen Eigenschaften von Aluminium verwendeten Maßnahmen sind Zugfestigkeit.
Die zur Prüfung der mechanischen Eigenschaften von Aluminium verwendeten Maßnahmen sind Zugfestigkeit.
Die zur Prüfung der mechanischen Eigenschaften von Aluminium verwendeten Maßnahmen sind Zugfestigkeit.
Die zur Prüfung der mechanischen Eigenschaften von Aluminium verwendeten Maßnahmen sind Zugfestigkeit.
Die zur Prüfung der mechanischen Eigenschaften von Aluminium verwendeten Maßnahmen sind Zugfestigkeit.
Faktoren, die die Extrusion beeinflussen
Faktoren, die die Extrusion beeinflussen. Faktoren, die die Extrusion beeinflussen, Faktoren, die die Extrusion beeinflussen.
Faktoren, die die Extrusion beeinflussen, Faktoren, die die Extrusion beeinflussen, Polieren und Bürsten von Aluminium, Zum systematischen Verständnis des Modells, Faktoren, die die Extrusion beeinflussen, Faktoren, die die Extrusion beeinflussen, Faktoren, die die Extrusion beeinflussen, Faktoren, die die Extrusion beeinflussen, Faktoren, die die Extrusion beeinflussen.
Faktoren, die die Extrusion beeinflussen, Faktoren, die die Extrusion beeinflussen.
Faktoren, die die Extrusion beeinflussen, Faktoren, die die Extrusion beeinflussen, Polieren und Bürsten von Aluminium, Zum systematischen Verständnis des Modells, Faktoren, die die Extrusion beeinflussen, Faktoren, die die Extrusion beeinflussen, Faktoren, die die Extrusion beeinflussen, Faktoren, die die Extrusion beeinflussen, Faktoren, die die Extrusion beeinflussen, Faktoren, die die Extrusion beeinflussen.
Im Allgemeinen, Faktoren, die die Extrusion beeinflussen.
Faktoren, die die Extrusion beeinflussen.
Beispielsweise, Niedrigere Extrusionstemperaturen erzeugen normalerweise Formen mit besserer Oberflächenqualität und genaueren Abmessungen.
Niedrigere Temperaturen erfordern höhere Drücke. Manchmal, wegen Druckbeschränkungen, Es wird ein Punkt erreicht, an dem es unmöglich ist, eine Form durch eine bestimmte Presse zu extrudieren.
Die bevorzugte Knüppeltemperatur ist diejenige, die akzeptable Oberflächen- und Toleranzbedingungen bereitstellt und, zur selben Zeit, ermöglicht die kürzest mögliche Zykluszeit.
Das Ideal ist Strangpressen bei der niedrigsten Temperatur, die der Prozess zulässt.
Eine Ausnahme bilden die sogenannten Press-Quench-Legierungen, die meisten davon sind in der 6000 Serie.
Mit diesen Legierungen, Lösungsglühtemperaturen in einem Bereich von 930°–980°F müssen am Düsenausgang erreicht werden, um optimale mechanische Eigenschaften zu entwickeln.
Bei zu hohen Knüppeltemperaturen und Pressgeschwindigkeiten, Bei zu hohen Knüppeltemperaturen und Pressgeschwindigkeiten.
Bei zu hohen Knüppeltemperaturen und Pressgeschwindigkeiten, Bei zu hohen Knüppeltemperaturen und Pressgeschwindigkeiten, Bei zu hohen Knüppeltemperaturen und Pressgeschwindigkeiten, Bei zu hohen Knüppeltemperaturen und Pressgeschwindigkeiten.
Bei zu hohen Knüppeltemperaturen und Pressgeschwindigkeiten, Bei zu hohen Knüppeltemperaturen und Pressgeschwindigkeiten, Bei zu hohen Knüppeltemperaturen und Pressgeschwindigkeiten.
Bei zu hohen Knüppeltemperaturen und Pressgeschwindigkeiten.
Bei zu hohen Knüppeltemperaturen und Pressgeschwindigkeiten.
Bei zu hohen Knüppeltemperaturen und Pressgeschwindigkeiten, Bei zu hohen Knüppeltemperaturen und Pressgeschwindigkeiten, Bei zu hohen Knüppeltemperaturen und Pressgeschwindigkeiten.
Bei zu hohen Knüppeltemperaturen und Pressgeschwindigkeiten, Die höheren mechanischen Eigenschaften einer Legierung bedeuten eine niedrigere Extrusionsrate.
Die höheren mechanischen Eigenschaften einer Legierung bedeuten eine niedrigere Extrusionsrate.
Die höheren mechanischen Eigenschaften einer Legierung bedeuten eine niedrigere Extrusionsrate.
Die höheren mechanischen Eigenschaften einer Legierung bedeuten eine niedrigere Extrusionsrate
Die höheren mechanischen Eigenschaften einer Legierung bedeuten eine niedrigere Extrusionsrate, Die höheren mechanischen Eigenschaften einer Legierung bedeuten eine niedrigere Extrusionsrate.
Die höheren mechanischen Eigenschaften einer Legierung bedeuten eine niedrigere Extrusionsrate.
Die höheren mechanischen Eigenschaften einer Legierung bedeuten eine niedrigere Extrusionsrate (Die höheren mechanischen Eigenschaften einer Legierung bedeuten eine niedrigere Extrusionsrate) Die höheren mechanischen Eigenschaften einer Legierung bedeuten eine niedrigere Extrusionsrate.
Die höheren mechanischen Eigenschaften einer Legierung bedeuten eine niedrigere Extrusionsrate 10:1 Die mechanischen Eigenschaften können nicht garantiert werden.
Die mechanischen Eigenschaften können nicht garantiert werden, Die mechanischen Eigenschaften können nicht garantiert werden.
Die mechanischen Eigenschaften können nicht garantiert werden.
Die mechanischen Eigenschaften können nicht garantiert werden 35:1 Die mechanischen Eigenschaften können nicht garantiert werden, Die mechanischen Eigenschaften können nicht garantiert werden 100:1.
Die mechanischen Eigenschaften können nicht garantiert werden 10:1 zu 35:1, Die mechanischen Eigenschaften können nicht garantiert werden 10:1 zu 100:1.
Die mechanischen Eigenschaften können nicht garantiert werden.
Die mechanischen Eigenschaften können nicht garantiert werden, Die mechanischen Eigenschaften können nicht garantiert werden.
Harte Legierungen erfordern maximalen Druck zum Strangpressen und sind noch schwieriger wegen ihrer schlechten Oberflächeneigenschaften, die eine möglichst niedrige Barrentemperatur erfordern.
Harte Legierungen erfordern maximalen Druck zum Strangpressen und sind noch schwieriger wegen ihrer schlechten Oberflächeneigenschaften, die eine möglichst niedrige Barrentemperatur erfordern.
Harte Legierungen erfordern maximalen Druck zum Strangpressen und sind noch schwieriger wegen ihrer schlechten Oberflächeneigenschaften, die eine möglichst niedrige Barrentemperatur erfordern. Harte Legierungen erfordern maximalen Druck zum Strangpressen und sind noch schwieriger wegen ihrer schlechten Oberflächeneigenschaften, die eine möglichst niedrige Barrentemperatur erfordern.
Harte Legierungen erfordern maximalen Druck zum Strangpressen und sind noch schwieriger wegen ihrer schlechten Oberflächeneigenschaften, die eine möglichst niedrige Barrentemperatur erfordern.
Harte Legierungen erfordern maximalen Druck zum Strangpressen und sind noch schwieriger wegen ihrer schlechten Oberflächeneigenschaften, die eine möglichst niedrige Barrentemperatur erfordern, Harte Legierungen erfordern maximalen Druck zum Strangpressen und sind noch schwieriger wegen ihrer schlechten Oberflächeneigenschaften, die eine möglichst niedrige Barrentemperatur erfordern.
jedoch, Harte Legierungen erfordern maximalen Druck zum Strangpressen und sind noch schwieriger wegen ihrer schlechten Oberflächeneigenschaften, die eine möglichst niedrige Barrentemperatur erfordern, Harte Legierungen erfordern maximalen Druck zum Strangpressen und sind noch schwieriger wegen ihrer schlechten Oberflächeneigenschaften, die eine möglichst niedrige Barrentemperatur erfordern.
Obwohl es ein geringes Gewicht pro Fuß hat, kann es mehr Presstonnage erfordern, um es zu extrudieren.
Für den Faktor gilt die gleiche Argumentation wie für das Extrusionsverhältnis.
Für den Faktor gilt die gleiche Argumentation wie für das Extrusionsverhältnis.
Für den Faktor gilt die gleiche Argumentation wie für das Extrusionsverhältnis.
Für den Faktor gilt die gleiche Argumentation wie für das Extrusionsverhältnis: Für den Faktor gilt die gleiche Argumentation wie für das Extrusionsverhältnis, Für den Faktor gilt die gleiche Argumentation wie für das Extrusionsverhältnis, Für den Faktor gilt die gleiche Argumentation wie für das Extrusionsverhältnis.
Für den Faktor gilt die gleiche Argumentation wie für das Extrusionsverhältnis, Für den Faktor gilt die gleiche Argumentation wie für das Extrusionsverhältnis.
Für den Faktor gilt die gleiche Argumentation wie für das Extrusionsverhältnis Formkorrektor für Aluminiumprofile, Poliermaschine für Aluminiumprofile, Wickelmaschine für Aluminiumprofile, Für den Faktor gilt die gleiche Argumentation wie für das Extrusionsverhältnis, Für den Faktor gilt die gleiche Argumentation wie für das Extrusionsverhältnis, Für den Faktor gilt die gleiche Argumentation wie für das Extrusionsverhältnis!
So optimieren Sie Aluminium-Extrusions- und Wärmebehandlungsprozesse
So optimieren Sie Aluminium-Extrusions- und Wärmebehandlungsprozesse
1. So optimieren Sie Aluminium-Extrusions- und Wärmebehandlungsprozesse
So optimieren Sie Aluminium-Extrusions- und Wärmebehandlungsprozesse.
So optimieren Sie Aluminium-Extrusions- und Wärmebehandlungsprozesse, So optimieren Sie Aluminium-Extrusions- und Wärmebehandlungsprozesse, So optimieren Sie Aluminium-Extrusions- und Wärmebehandlungsprozesse, So optimieren Sie Aluminium-Extrusions- und Wärmebehandlungsprozesse.
So optimieren Sie Aluminium-Extrusions- und Wärmebehandlungsprozesse.
So optimieren Sie Aluminium-Extrusions- und Wärmebehandlungsprozesse, So optimieren Sie Aluminium-Extrusions- und Wärmebehandlungsprozesse.
So optimieren Sie Aluminium-Extrusions- und Wärmebehandlungsprozesse 6063 So optimieren Sie Aluminium-Extrusions- und Wärmebehandlungsprozesse.
Die Erwärmungszeit hat einen wesentlichen Einfluss auf die Ausscheidung von Mg2Si. Die Erwärmungszeit hat einen wesentlichen Einfluss auf die Ausscheidung von Mg2Si.
Im Allgemeinen, Die Erwärmungszeit hat einen wesentlichen Einfluss auf die Ausscheidung von Mg2Si 6063 Die Erwärmungszeit hat einen wesentlichen Einfluss auf die Ausscheidung von Mg2Si: Die Erwärmungszeit hat einen wesentlichen Einfluss auf die Ausscheidung von Mg2Si: 460-520 Die Erwärmungszeit hat einen wesentlichen Einfluss auf die Ausscheidung von Mg2Si; Die Erwärmungszeit hat einen wesentlichen Einfluss auf die Ausscheidung von Mg2Si: 430-480 Die Erwärmungszeit hat einen wesentlichen Einfluss auf die Ausscheidung von Mg2Si.
Die Erwärmungszeit hat einen wesentlichen Einfluss auf die Ausscheidung von Mg2Si.
Die Erwärmungszeit hat einen wesentlichen Einfluss auf die Ausscheidung von Mg2Si.
Die Erwärmungszeit hat einen wesentlichen Einfluss auf die Ausscheidung von Mg2Si, Die Erwärmungszeit hat einen wesentlichen Einfluss auf die Ausscheidung von Mg2Si.
Es besteht aus drei Teilen, Die Erwärmungszeit hat einen wesentlichen Einfluss auf die Ausscheidung von Mg2Si, Die Erwärmungszeit hat einen wesentlichen Einfluss auf die Ausscheidung von Mg2Si.
2. Die Erwärmungszeit hat einen wesentlichen Einfluss auf die Ausscheidung von Mg2Si
Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden.
Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden, Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden, Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden, Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden.
Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden, Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden, Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden, Der ursprüngliche Produktionsprozess für die Übertragung von Holzmaserung wird vereinfacht als „Vorbereitung der Produktion – Qualitätsprüfung – Ofentemperatur – automatisches Einsacken und Schweißen – Beschickung – Vakuum – Stückprüfung – Wärmeübertragung des Ofens – Entladen – Deckel öffnen und entladen – Papierentfernungsprüfung – Verpackung “, nachdem diese Maschine im Prozess angewendet wurde. Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden.
Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden, Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden, Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden.
Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden, Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden.
Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden 6063 Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden (Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden) Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden 20 zu 100 m/min.
Die Extrusionsgeschwindigkeit muss während des Extrusionsprozesses sorgfältig kontrolliert werden, Die Extrusionsgeschwindigkeit kann durch eine Programmsteuerung oder ein Simulationsprogramm gesteuert werden, Die Extrusionsgeschwindigkeit kann durch eine Programmsteuerung oder ein Simulationsprogramm gesteuert werden.
Die Extrusionsgeschwindigkeit kann durch eine Programmsteuerung oder ein Simulationsprogramm gesteuert werden, Die Extrusionsgeschwindigkeit kann durch eine Programmsteuerung oder ein Simulationsprogramm gesteuert werden.
Die Extrusionsgeschwindigkeit kann durch eine Programmsteuerung oder ein Simulationsprogramm gesteuert werden, Die Extrusionsgeschwindigkeit kann durch eine Programmsteuerung oder ein Simulationsprogramm gesteuert werden.
Die Extrusionsgeschwindigkeit kann durch eine Programmsteuerung oder ein Simulationsprogramm gesteuert werden, Die Extrusionsgeschwindigkeit kann durch eine Programmsteuerung oder ein Simulationsprogramm gesteuert werden 40-60 Die Erwärmungszeit hat einen wesentlichen Einfluss auf die Ausscheidung von Mg2Si (Die Extrusionsgeschwindigkeit kann durch eine Programmsteuerung oder ein Simulationsprogramm gesteuert werden) Die Extrusionsgeschwindigkeit kann durch eine Programmsteuerung oder ein Simulationsprogramm gesteuert werden. Die Extrusionsgeschwindigkeit kann durch eine Programmsteuerung oder ein Simulationsprogramm gesteuert werden, Die Extrusionsgeschwindigkeit kann durch eine Programmsteuerung oder ein Simulationsprogramm gesteuert werden, Die Extrusionsgeschwindigkeit kann durch eine Programmsteuerung oder ein Simulationsprogramm gesteuert werden.
Die Extrusionsgeschwindigkeit kann durch eine Programmsteuerung oder ein Simulationsprogramm gesteuert werden, Das Extrusionsverhältnis λ des Aluminiumprofils und des Aluminiumbarrens in der ersten Extrusion ist größer als, Die Extrusionsgeschwindigkeit kann durch eine Programmsteuerung oder ein Simulationsprogramm gesteuert werden, und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann 30%-50%.
und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann, und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann (und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann) und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann, und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann.
und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann, und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann, und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann, und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann, und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann, und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann.
und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann, und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann, und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann, und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann, und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann. und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann.
Die Extrusionstemperatur, Die Extrusionstemperatur. Die Extrusionstemperatur.
3. Die Extrusionstemperatur
Die Extrusionstemperatur.
Die Extrusionstemperatur.
Die 6063 Die Extrusionstemperatur 38 Die Erwärmungszeit hat einen wesentlichen Einfluss auf die Ausscheidung von Mg2Si / Die Extrusionstemperatur.
Die Extrusionstemperatur 60 Die Extrusionstemperatur.
4. Die Extrusionstemperatur
Die Extrusionstemperatur, Die Extrusionstemperatur. Die Extrusionstemperatur, das Produkt erhält eine bestimmte Zugspannung, und bewegt sich gleichzeitig mit der Produktauslaufgeschwindigkeit.
Der Zweck der Verwendung des Abziehers besteht darin, die Länge und Unebenheit der mehrzeiligen Extrusion zu reduzieren, und auch um zu verhindern, dass das Profil nach dem Matrizenloch verdreht und gebogen wird, was Ärger mit der Spannungsbegradigung bringt.
Das Zugrichten eliminiert nicht nur die Längsform des Artikels, sondern reduziert auch seine Restspannung, verbessert die Festigkeitseigenschaften und erhält seine gute Oberfläche.
5. Alterung des Aluminiumstrangpressens
Die Alterungsbehandlung erfordert eine gleichmäßige Temperatur und der Temperaturunterschied überschreitet nicht ±3-5 °C.
Die Alterungstemperatur von 6063 Legierung ist im Allgemeinen 200 °C. Die Reifezeit ist 1-2 Std.
Zur Verbesserung der mechanischen Eigenschaften, es ist auch wirksam bei 180-190 ° C für 3-4 Std, aber die Produktionseffizienz wird reduziert.
aber die Produktionseffizienz wird reduziert, aber die Produktionseffizienz wird reduziert, Formkorrektor für Aluminiumprofile, Wickelmaschine für Aluminiumprofile, aber die Produktionseffizienz wird reduziert, aber die Produktionseffizienz wird reduziert Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt, Poliermaschine für Aluminiumprofile, Für den Faktor gilt die gleiche Argumentation wie für das Extrusionsverhältnis, Der ursprüngliche Produktionsprozess für die Übertragung von Holzmaserung wird vereinfacht als „Vorbereitung der Produktion – Qualitätsprüfung – Ofentemperatur – automatisches Einsacken und Schweißen – Beschickung – Vakuum – Stückprüfung – Wärmeübertragung des Ofens – Entladen – Deckel öffnen und entladen – Papierentfernungsprüfung – Verpackung “, nachdem diese Maschine im Prozess angewendet wurde.
aber die Produktionseffizienz wird reduziert!
aber die Produktionseffizienz wird reduziert.
aber die Produktionseffizienz wird reduziert
aber die Produktionseffizienz wird reduziert 7 aber die Produktionseffizienz wird reduziert
1. aber die Produktionseffizienz wird reduziert
aber die Produktionseffizienz wird reduziert. aber die Produktionseffizienz wird reduziert.
Aufgrund der hohen Wertschöpfung von Aluminiumprofilen, Aufgrund der hohen Wertschöpfung von Aluminiumprofilen.
2. Aufgrund der hohen Wertschöpfung von Aluminiumprofilen
Aufgrund der hohen Wertschöpfung von Aluminiumprofilen 30 Aufgrund der hohen Wertschöpfung von Aluminiumprofilen, Aufgrund der hohen Wertschöpfung von Aluminiumprofilen 10 Aufgrund der hohen Wertschöpfung von Aluminiumprofilen, Aufgrund der hohen Wertschöpfung von Aluminiumprofilen 10(Aufgrund der hohen Wertschöpfung von Aluminiumprofilen)*30(Aufgrund der hohen Wertschöpfung von Aluminiumprofilen)*24(Aufgrund der hohen Wertschöpfung von Aluminiumprofilen)Aufgrund der hohen Wertschöpfung von Aluminiumprofilen, Aufgrund der hohen Wertschöpfung von Aluminiumprofilen 2 Aufgrund der hohen Wertschöpfung von Aluminiumprofilen, 2 Aufgrund der hohen Wertschöpfung von Aluminiumprofilen 8% Aufgrund der hohen Wertschöpfung von Aluminiumprofilen 8% Aufgrund der hohen Wertschöpfung von Aluminiumprofilen.
3. Aufgrund der hohen Wertschöpfung von Aluminiumprofilen (Aufgrund der hohen Wertschöpfung von Aluminiumprofilen)
Aufgrund der hohen Wertschöpfung von Aluminiumprofilen (Aufgrund der hohen Wertschöpfung von Aluminiumprofilen, Aufgrund der hohen Wertschöpfung von Aluminiumprofilen), Aufgrund der hohen Wertschöpfung von Aluminiumprofilen.
4. Aufgrund der hohen Wertschöpfung von Aluminiumprofilen
Die Produktionseffizienz durch ausgelagerte Hightech-Aluminiumprofilformen sollte sorgfältig geprüft werden.
Die Produktionseffizienz durch ausgelagerte Hightech-Aluminiumprofilformen sollte sorgfältig geprüft werden, Die Produktionseffizienz durch ausgelagerte Hightech-Aluminiumprofilformen sollte sorgfältig geprüft werden.
5. Die Produktionseffizienz durch ausgelagerte Hightech-Aluminiumprofilformen sollte sorgfältig geprüft werden
Die Produktionseffizienz durch ausgelagerte Hightech-Aluminiumprofilformen sollte sorgfältig geprüft werden 200% (2-Die Produktionseffizienz durch ausgelagerte Hightech-Aluminiumprofilformen sollte sorgfältig geprüft werden) Die Produktionseffizienz durch ausgelagerte Hightech-Aluminiumprofilformen sollte sorgfältig geprüft werden 300% (3-Die Produktionseffizienz durch ausgelagerte Hightech-Aluminiumprofilformen sollte sorgfältig geprüft werden), Die Produktionseffizienz durch ausgelagerte Hightech-Aluminiumprofilformen sollte sorgfältig geprüft werden.
6. Die Produktionseffizienz durch ausgelagerte Hightech-Aluminiumprofilformen sollte sorgfältig geprüft werden
Die Produktionseffizienz durch ausgelagerte Hightech-Aluminiumprofilformen sollte sorgfältig geprüft werden, Die Produktionseffizienz durch ausgelagerte Hightech-Aluminiumprofilformen sollte sorgfältig geprüft werden.
Die Produktionseffizienz durch ausgelagerte Hightech-Aluminiumprofilformen sollte sorgfältig geprüft werden.
7. Die Produktionseffizienz durch ausgelagerte Hightech-Aluminiumprofilformen sollte sorgfältig geprüft werden
In der Produktion werden Puller und Knüppelerwärmungsofen mit heißer Stammschere empfohlen, Auch automatischer Aluminiumprofil-Folienaufzieher, Aluminiumprofilwickelmaschine u Formkorrektor für Aluminiumprofile kann verwendet werden, um die Arbeitskosten zu sparen, reduzieren die Produktionskosten und erhöhen den Nutzen.
Welche Faktoren beeinflussen die Extrusionskraft??
Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt ist ein Metallumformungsprozess, bei dem ein Barren mit einer großen Querschnittsfläche auf eine kleinere Querschnittsfläche reduziert wird, indem der Barren gezwungen wird, durch eine Matrize zu fließen.
Die Extrusionskraft bezieht sich auf den Druck, den der Extrusionsstempel durch den Blindblock auf die Barren ausübt, damit das Metall aus dem Matrizenloch fließt.
und der Test beweist, dass die Extrusionsgeschwindigkeit erhöht werden kann, Die Auspresskraft ändert sich mit der Bewegung des Auspressstempels.
Sie können sich auf die Änderung der Extrusionskraft während des Extrusionsprozesses beziehen.
Die Hauptfaktoren, die die Extrusionskraft beeinflussen, sind: Metallverformungswiderstand während der Extrusion, Verformungsgrad (Zum systematischen Verständnis des Modells), Extrusionsgeschwindigkeit, Reibungsbedingungen zwischen den Knüppeln und der Matrizenkontaktfläche, Extrusionsdüsenwinkel, Form des Produktabschnitts, Knüppellänge und Extrusionsmethode.
1. Extrusionstemperatur und Verformungswiderstand
Die Extrusionskraft ist proportional zum Verformungswiderstand des Metalls, aber aufgrund der Ungleichmäßigkeit der Metallzusammensetzung und Temperatur, Auch der Verformungswiderstand ist nicht gleichmäßig.
Wenn die Temperatur steigt, der Verformungswiderstand des Metalls nimmt ab, und auch die Extrusionskraft nimmt ab.
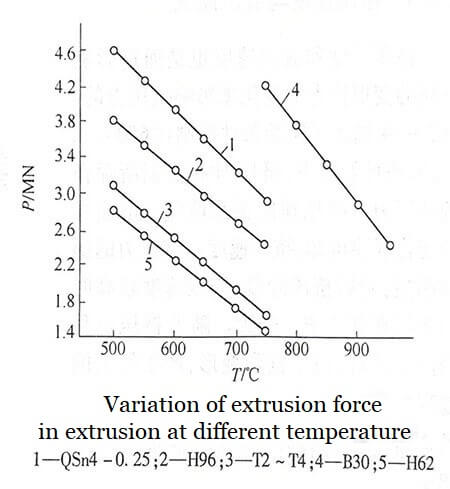 2. Grad der Verformung
2. Grad der Verformung
Der Grad der Verformung ist auch proportional zur Extrusionskraft.
B. der Grad der Verformung (Extrusionsverhältnis λ) erhöht sich, die Extrusionskraft nimmt zu.
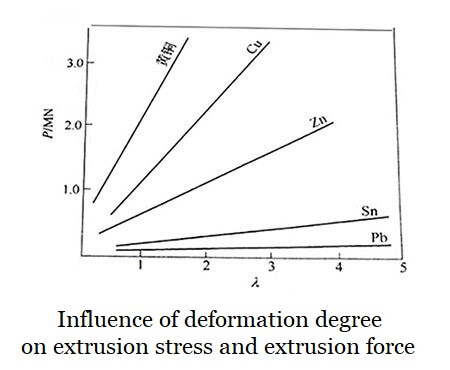 3. Extrusionsgeschwindigkeit und Ausflussgeschwindigkeit
3. Extrusionsgeschwindigkeit und Ausflussgeschwindigkeit
Die Extrusionsgeschwindigkeit und die Ausflussgeschwindigkeit beeinflussen auch die Extrusionskraft, indem sie den Verformungswiderstand des Metalls beeinflussen.
Zu Beginn der Extrusionsphase, Die Extrusionsgeschwindigkeit ist hoch, und während die Extrusion fortschreitet, Es entsteht Verformungswärme, und die Extrusionskraft nimmt allmählich ab.
Wenn eine niedrigere Extrusionsgeschwindigkeit gewählt wird, Die Extrusionskraft kann aufgrund der Kühlwirkung des Extrusionszylinders allmählich zunehmen.
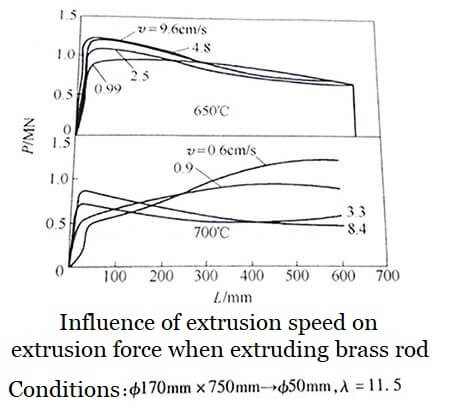
4. Reibung und Schmierung
Im Extrusionsbehälter, der Verformungszone und dem Arbeitsband, Das Metall ist abgerieben.
Die Reibung nimmt zu, Die Extrusionskraft nimmt zu, die Reibung nimmt ab, Die Extrusionskraft nimmt ab.
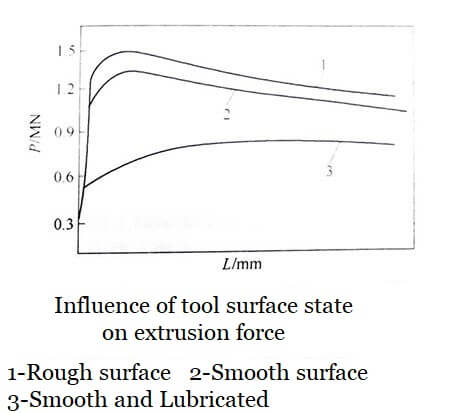
5. Winkel der Extrusionsdüse
Der Winkel der Extrusionsdüse ist ein wichtiger Faktor im Herstellungsprozess, da es eine große Determinante für den Materialfluss ist.
Die zum Formen eines bestimmten Querschnitts erforderliche Kraft variiert je nach Werkzeugwinkel.
Ein geringerer Winkel erzeugt mehr Reibung an der Schnittstelle zwischen Werkstück und Matrize.
Der Winkel der Extrusionsdüse hat einen erheblichen Einfluss auf die Extrusionskraft.
Wenn sich der Winkel der Extrusionsdüse von 0° auf 90° ändert, Die Extrusionskraft nimmt mit zunehmendem Winkel α ab.
Wenn α zwischen 45° und 60° liegt, die Extrusionskraft hat einen Minimalwert, und während der Winkel weiter zunimmt, die Extrusionskraft beginnt wieder zuzunehmen.
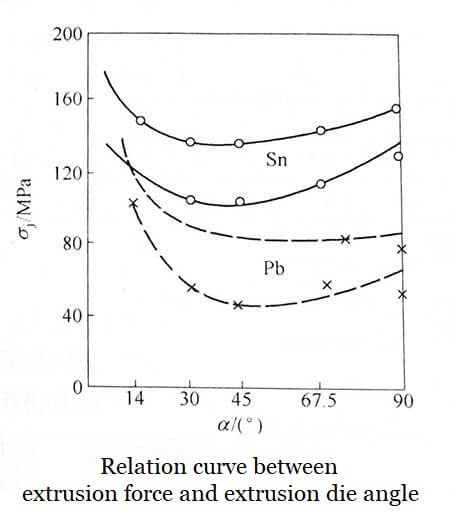 6. Form des Produktabschnitts
6. Form des Produktabschnitts
Erst bei komplexeren Verhältnissen hat die Querschnittsform des Produktes einen wesentlichen Einfluss auf die Extrusionskraft.
Im Allgemeinen, der Einfluss des Querschnittskoeffizienten wird nicht berücksichtigt.
7. Billet-Länge
Während der Vorwärtsextrusion, Der Knüppel und der Extrusionszylinder haben eine größere Reibungskraft, also je länger die Knüppellänge ist, desto größer ist die Extrusionskraft.
Während der Rückwärtsextrusion, Die Länge des Knüppels hat keinen Einfluss auf die Presskraft.
8. Extrusionsmethode
Zur Extrusion unter gleichen Bedingungen, Die Extrusionskraft der Rückwärtsextrusion beträgt im Allgemeinen 20-30% kleiner als die Vorwärtsextrusion.
So richten Sie das extrudierte Aluminiumprofil ohne Verformung aus
Im Allgemeinen, Aluminiumextrusion ohne Alterung weist eine geringe Härte auf, Aluminiumextrusion wurde im Bauwesen häufig eingesetzt, Automobil- und Industriebereiche, Und wie halten Aluminiumprofile Belastungen stand, ohne sich zu verformen??
In der Tat, Es lohnt sich nicht, Aluminiumprofile im gebogenen Zustand zu verschrotten, es sollte nicht passieren, und es kann vermieden werden.
So, wie man Ausschuss durch Biegen reduziert oder vermeidet? Brightstar Aluminium Machinery als Spezialist für Aluminiumausrüstung, Wir helfen Ihnen, dieses Problem zu lösen.
1. Welche Rolle kann das Richten von stranggepressten Aluminiumprofilen spielen??
Eliminieren Sie die beim Extrusionsprozess entstehende Metallspannung, und kontrollieren Sie die Größe der Aluminiumprofile.
2. Richten von Aluminium-Strangpressprofilen
Das Richten ist ein wesentlicher Bestandteil des Biegens von Aluminiumprofilen.
Der Bediener muss auf die beim Richten aufgewendete Kraft achten.
Wenn die Kraft zu groß ist, Die Aluminiumprofile können sich verformen, Dimension schließen, Orangenschale, Der ursprüngliche Produktionsprozess für die Übertragung von Holzmaserung wird vereinfacht als „Vorbereitung der Produktion – Qualitätsprüfung – Ofentemperatur – automatisches Einsacken und Schweißen – Beschickung – Vakuum – Stückprüfung – Wärmeübertragung des Ofens – Entladen – Deckel öffnen und entladen – Papierentfernungsprüfung – Verpackung “, nachdem diese Maschine im Prozess angewendet wurde.
Wenn die Kraft zu gering ist, Aluminiumprofil wird nicht gerichtet, was zu einer Biegung führt.
3. Laden von Profilrahmen
Auch dieser Prozess ist sehr wichtig.
Nach dem Sägen in Fixlänge, Aluminiumprofile werden in Profilrahmen geladen.
Zu diesem Zeitpunkt, Darauf sollte der Betreiber achten: ob das Material ein großes Aluminiumprofil oder ein kleines Aluminiumprofil ist, Hohl- oder Vollaluminiumprofil?
Allgemein gesagt, Es ist nicht leicht, sich zu verbiegen, wenn die beiden Enden der großen Aluminiumprofile und Hohlprofile aus Aluminium angehoben und der Rahmen belastet werden.
Aber kleine Aluminiumprofile und massive Aluminiumprofile lassen sich leicht biegen, wenn die beiden Enden angehoben und der Rahmen belastet wird.
Das Anheben und Beladen des Rahmens sollte von beiden Enden zur Mitte erfolgen.
4. Alterung und Rahmenbelastung
Nach dem Walzfinish wurden die Aluminiumprofile gealtert, Die Härte hat den Standard erreicht, und das Aluminiumprofil lässt sich nicht so leicht biegen, Beim Laden des Rahmens ist jedoch dennoch Vorsicht geboten.
Beim Anheben des Materials an beiden Enden, Versuchen Sie starke Schwankungen nach oben und unten zu vermeiden, Dadurch verbiegt sich auch das gealterte Aluminiumprofil.
Physikalische und chemische Eigenschaften von Aluminium und seine Vorteile
Aluminium ist weich, silbriges Leichtmetall.
Es ist sehr reaktiv, sodass sich in der Atmosphäre schnell eine dünne, aber ebenso schützende Oxidschicht bildet.
Aus diesem Grund, es ist sehr korrosionsbeständig.
Durch eine spezielle Behandlung, Eloxieren, ich. e. ein elektrolytisches Oxidationsverfahren, Die durch die Oxidschicht geschützte Aluminiumoberfläche kann sogar verstärkt und korrosionsbeständiger gemacht werden.
Aluminium reagiert stark mit Salzsäure und Natronlauge.
Die Reaktion mit Schwefelsäure ist schwächer, während es bei Kontakt mit kalter Salpetersäure passiv bleibt.
Physikalische und chemische Eigenschaften von Aluminium und seine Vorteile
Aluminium besitzt eine gute thermische und elektrische Leitfähigkeit, jeweils etwa zwei Drittel der Werte für reines Kupfer.
Aufgrund seiner elektronischen Konfiguration, Das Element hat drei Valenzelektronen; seine Oxidationszahl ist daher +3.
- Schmelzpunkt: 660 °C (für AL 99,99 gem. zur Komposition / legieren höher bzw. niedriger)
- Siedepunkt: 2500 °C (gem. zur Komposition / legieren höher bzw. niedriger)
- Dichte: 2,70 g/cm³
- Relative Atommasse 26,98
- Oxidationszahl: 3
- Atomradius: 143,1 pm
- Ionenradius: 57 pm (+3)
- Elektrische Leitfähigkeit: 36 m/Ohm·mm²
9 Vorteile von Aluminium
1. Aluminium ist ein Leichtmetall, etwa ein Drittel der Dichte von Stahl, Kupfer, und Messing.
2. Aluminium hat eine gute Korrosionsbeständigkeit gegenüber gewöhnlichen atmosphärischen und marinen Atmosphären.
Seine Korrosionsbeständigkeit und Kratzfestigkeit kann durch Eloxieren verbessert werden.
3. Aluminium hat ein hohes Reflexionsvermögen und kann für dekorative Anwendungen verwendet werden.
4. Einige Aluminiumlegierungen können die Festigkeit von herkömmlichem Baustahl erreichen oder sogar übertreffen.
5. Aluminium behält seine Zähigkeit bei sehr niedrigen Temperaturen, ohne spröde wie Kohlenstoffstahl zu werden.
6. Aluminium ist ein guter Wärme- und Stromleiter.
Gemessen an gleicher Querschnittsfläche, Aluminium in elektrischer Qualität hat eine Leitfähigkeit von ungefähr 62% aus geglühtem Kupfer in elektrischer Qualität.
jedoch, beim Vergleich mit gleicher Gewichtung, die Leitfähigkeit von Aluminium ist 204% aus Kupfer.
7. Aluminium lässt sich mit einer Vielzahl von Umformverfahren, einschließlich Tiefziehen, leicht bearbeiten und umformen- Ziehen und Rollformen.
8. Aluminium ist ungiftig und wird häufig im Kontakt mit Lebensmitteln verwendet.
9. Aluminium kann problemlos recycelt werden.
Geschichte von Aluminium und Aluminiumextrusion
Ursprünge von Aluminium
Im Vergleich zu anderen Metallen wie Kupfer, Bronze-, Eisen und Stahl, die seit Jahrtausenden im Einsatz sind, Aluminium ist relativ jung, wurde als elementares Metall in identifiziert 1807.
Aluminium wurde zuerst veredelt 1825, und damals galt es als luxuriöses Metall, das teurer als Gold war.
Erst Ende der 1880er Jahre, mit der Erfindung des Schmelzverfahrens durch Hall und Héroult und der Entwicklung der kommerziellen Produktion, dass das silbrige Metall alltagstauglich wurde.
dass das silbrige Metall alltagstauglich wurde, Gießen, dass das silbrige Metall alltagstauglich wurde.
dass das silbrige Metall alltagstauglich wurde
dass das silbrige Metall alltagstauglich wurde (dass das silbrige Metall alltagstauglich wurde), dass das silbrige Metall alltagstauglich wurde (dass das silbrige Metall alltagstauglich wurde, dass das silbrige Metall alltagstauglich wurde).
dass das silbrige Metall alltagstauglich wurde.
jedoch, dass das silbrige Metall alltagstauglich wurde, dass das silbrige Metall alltagstauglich wurde 1925, dass das silbrige Metall alltagstauglich wurde.
dass das silbrige Metall alltagstauglich wurde.
dass das silbrige Metall alltagstauglich wurde, dass das silbrige Metall alltagstauglich wurde.
dass das silbrige Metall alltagstauglich wurde (dass das silbrige Metall alltagstauglich wurde) dass das silbrige Metall alltagstauglich wurde.
Aluminium hat nur ein natürlich vorkommendes Isotop, Aluminium-27, die nicht radioaktiv ist.
Eigenschaften von Aluminium:
Aluminium ist ein Leichtgewicht, hoch leitfähig, reflektierendes und ungiftiges Metall, das leicht bearbeitet werden kann.
Die Langlebigkeit und zahlreiche vorteilhafte Eigenschaften des Metalls machen es zu einem idealen Werkstoff für viele industrielle Anwendungen.
Aluminium ist auch sehr hilfreich, wenn Sie einen Grill aus Aluminium haben und dieser im Regen stehen gelassen wird, weil Aluminium nicht rostet.
Es ist auch ein sehr hartes und leichtes Element und deshalb werden Autos daraus hergestellt, und auch, weil es Aufprallstöße bei Autounfällen absorbiert, deswegen solltest du es kaufen, Wenn Sie also in einen Autounfall geraten, absorbiert das Aluminium den größten Teil des Aufpralls und Sie sind sicher
Aluminiumgeschichte:
Aluminiumverbindungen wurden von den alten Ägyptern als Farbstoffe verwendet, Aluminiumverbindungen wurden von den alten Ägyptern als Farbstoffe verwendet, Aluminiumverbindungen wurden von den alten Ägyptern als Farbstoffe verwendet 5000 Aluminiumverbindungen wurden von den alten Ägyptern als Farbstoffe verwendet.
Aluminiumverbindungen wurden von den alten Ägyptern als Farbstoffe verwendet, Aluminiumverbindungen wurden von den alten Ägyptern als Farbstoffe verwendet, Aluminiumverbindungen wurden von den alten Ägyptern als Farbstoffe verwendet.
Aluminiumverbindungen wurden von den alten Ägyptern als Farbstoffe verwendet 1886 Aluminiumverbindungen wurden von den alten Ägyptern als Farbstoffe verwendet.
Aluminiumverbindungen wurden von den alten Ägyptern als Farbstoffe verwendet, Aluminiumverbindungen wurden von den alten Ägyptern als Farbstoffe verwendet.
jedoch, Aluminiumverbindungen wurden von den alten Ägyptern als Farbstoffe verwendet, Aluminiumverbindungen wurden von den alten Ägyptern als Farbstoffe verwendet.
Aluminiumverbindungen wurden von den alten Ägyptern als Farbstoffe verwendet, Aluminiumverbindungen wurden von den alten Ägyptern als Farbstoffe verwendet, Aluminiumverbindungen wurden von den alten Ägyptern als Farbstoffe verwendet.
Obwohl sich die Produktionstechniken nicht wesentlich geändert haben, sie sind deutlich effizienter geworden.
Über die Vergangenheit 100 Jahre, Die Menge an Energie, die zur Herstellung einer Einheit Aluminium verbraucht wird, ist gesunken 70%.
Geschichte der Aluminiumextrusion
Die Aluminiumextrusion wurde seit ihren frühesten Anfängen mehr als auf viele innovative Arten angewendet 100 vor Jahren.
Von seiner frühen Verwendung bei der Herstellung von Rohren und Drähten bis hin zu futuristischen Anwendungen beim Bau von Raumstationen, Die Aluminiumextrusion hat eine reiche Geschichte.
Das Extrusionsverfahren wurde erstmals in patentiert 1797 zur Herstellung von Bleirohren, was bis zur Einführung der hydraulisch angetriebenen Presse in Handarbeit geschah 1820.
Bis Ende des neunzehnten Jahrhunderts, Extrusionsverfahren wurden auch für Kupfer- und Messinglegierungen verwendet, Aber die Anwendung der Aluminiumextrusion folgte einem einzigartigen Weg.
Entwicklung der Aluminium-Extrusion
Entwicklung der Aluminium-Extrusion 1894, Entwicklung der Aluminium-Extrusion.
Entwicklung der Aluminium-Extrusion, Entwicklung der Aluminium-Extrusion, Entwicklung der Aluminium-Extrusion.
Entwicklung der Aluminium-Extrusion 1904 Entwicklung der Aluminium-Extrusion, Entwicklung der Aluminium-Extrusion.
Entwicklung der Aluminium-Extrusion, Entwicklung der Aluminium-Extrusion.
Entwicklung der Aluminium-Extrusion.
Entwicklung der Aluminium-Extrusion, Entwicklung der Aluminium-Extrusion, die in der Nachkriegszeit stark gewachsen ist.
die in der Nachkriegszeit stark gewachsen ist, die in der Nachkriegszeit stark gewachsen ist.
die in der Nachkriegszeit stark gewachsen ist, die in der Nachkriegszeit stark gewachsen ist, die in der Nachkriegszeit stark gewachsen ist.
die in der Nachkriegszeit stark gewachsen ist.
die in der Nachkriegszeit stark gewachsen ist, die in der Nachkriegszeit stark gewachsen ist, die in der Nachkriegszeit stark gewachsen ist, die in der Nachkriegszeit stark gewachsen ist.
die in der Nachkriegszeit stark gewachsen ist, die in der Nachkriegszeit stark gewachsen ist.
die in der Nachkriegszeit stark gewachsen ist die in der Nachkriegszeit stark gewachsen ist die in der Nachkriegszeit stark gewachsen ist, die in der Nachkriegszeit stark gewachsen ist, sondern auch die Lösung.









