


એલ્યુમિનિયમ એક્સટ્રુઝન પ્લાન્ટ સેટઅપ વિશે તમારે જાણવાની જરૂર છે તે બધી માહિતી
એલ્યુમિનિયમ એક્સટ્રુઝન ફેક્ટરી સ્થાપવાની કિંમત કેટલી છે?
એલ્યુમિનિયમ પ્રોફાઈલ ફેક્ટરી સ્થાપવાની કિંમત તેનાથી વધુ કંઈ નથી: શ્રમ, પાણી અને વીજળી, કુદરતી વાયુ, ઘાટ ખર્ચ, જાળવણી ખર્ચ, સ્ક્રેપ ખર્ચ, એલ્યુમિનિયમ બિલેટ્સ માટે વધારાના પ્રોસેસિંગ ખર્ચ, ભાડા ખર્ચ, સાધનસામગ્રીનું અવમૂલ્યન, નાણાકીય ખર્ચ, મેનેજમેન્ટ ખર્ચ, સિંગલ વેરાયટી અથવા એલ્યુમિનિયમ અને એલ્યુમિનિયમ એલોય સ્ક્રેપ્સ માટે જેમાં અન્ય કોઈ અશુદ્ધિઓ નથી, અને એલ્યુમિનિયમ એક્સટ્રુઝન પ્રોડક્શન લાઇનનો એક સેટ.
કારણ કે એલ્યુમિનિયમ પ્રોફાઇલનું કદ જે ઉત્પાદિત થાય છે તે એક્સટ્રુઝન લાઇનની વિશિષ્ટતાઓ નક્કી કરે છે જેનો તમારે ઉપયોગ કરવાની જરૂર છે..
વિવિધ વિશિષ્ટતાઓ સાથે એલ્યુમિનિયમ એક્સટ્રુઝન મશીનો લાગુ કરવામાં આવે છે, ઉત્પાદિત એલ્યુમિનિયમ એક્સટ્રુઝનનું કદ અલગ હશે.
એલ્યુમિનિયમ પ્રોફાઇલનું કદ જેટલું મોટું છે, ટનેજ ક્ષમતા જેટલી મોટી હશે એક્સટ્રુઝન પ્રેસ લાગુ થશે.
ઉત્પાદનમાં, એલ્યુમિનિયમ પ્રોફાઇલના વિભાગના આકાર અને કદ અનુસાર, એક્સટ્રુઝન મોલ્ડનું કદ નક્કી કરવામાં આવે છે, અને તે નક્કી કરવામાં આવે છે કે એક્સટ્રુઝન મોલ્ડ ફ્લેટ ડાઇ છે કે પોર્થોલ ડાઇ છે.
જો ઘાટનું કદ જાણીતું હોય, એક્સટ્રુઝન મશીનની ટનેજ ક્ષમતા મૂળભૂત રીતે નક્કી કરવામાં આવે છે.
જો આપણે નવી એલ્યુમિનિયમ એક્સટ્રુઝન ફેક્ટરી લગાવવી હોય, અહીં ખર્ચ માટે વિગતવાર માહિતી છે
600ટી એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસ, હોટ લોગ શીયર સાથે બીલેટ હીટિંગ ફર્નેસ, મોલ્ડ હીટિંગ ઓવન, કૂલિંગ બેડ અને રન આઉટ ટેબલ, ખેંચનાર અને વૃદ્ધ ભઠ્ઠી, અંદાજિત કિંમત 250,000.00-500,000.00USD વિવિધ બ્રાન્ડ એક્સટ્રુઝન મશીન અને સહાયક સાધનો પર આધારિત છે;
800ટી એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસ, હોટ લોગ શીયર સાથે બીલેટ હીટિંગ ફર્નેસ, મોલ્ડ હીટિંગ ઓવન, કૂલિંગ બેડ અને રન આઉટ ટેબલ, ખેંચનાર અને વૃદ્ધ ભઠ્ઠી, અંદાજિત કિંમત 300,000.00-600,000.00USD વિવિધ બ્રાન્ડ એક્સટ્રુઝન મશીન અને સહાયક સાધનો પર આધારિત છે;
1000ટી એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસ, હોટ લોગ શીયર સાથે બીલેટ હીટિંગ ફર્નેસ, મોલ્ડ હીટિંગ ઓવન, કૂલિંગ બેડ અને રન આઉટ ટેબલ, ખેંચનાર અને વૃદ્ધ ભઠ્ઠી, અંદાજિત કિંમત 400,000.00-750,000.00USD વિવિધ બ્રાન્ડ એક્સટ્રુઝન મશીન અને સહાયક સાધનો પર આધારિત છે.
તે માત્ર એલ્યુમિનિયમ એક્સટ્રુઝન ઉત્પાદન લાઇન મશીન ખર્ચ માટે છે.
અમારે શિપમેન્ટ નૂર ખર્ચને ધ્યાનમાં લેવો પડશે, ઇન્સ્ટોલેશન અને કમિશનિંગ ખર્ચ.
નવી ફેક્ટરી માટે પણ, ગેસ કનેક્શન અને ઇન્સ્ટોલેશન, પર્યાવરણીય અસર આકારણી, ઓપરેશન ફોર્કલિફ્ટ અને એલ્યુમિનિયમ બિલેટ્સનો ખર્ચ (આઉટસોર્સિંગ) અને કાર્યકારી ભંડોળ ધ્યાનમાં લેવામાં આવશે
એક એલ્યુમિનિયમ ઉત્તોદન ઉત્પાદન લાઇન માટે, એક શિફ્ટ કામદારો ઓછામાં ઓછા છે 5 વ્યક્તિ અને 2 shifts-3 શિફ્ટ હશે 10-15 વ્યક્તિ.
તેથી એક એલ્યુમિનિયમ એક્સટ્રુઝન ફેક્ટરી સ્થાપવાની કિંમત ઓછામાં ઓછી 350,000.00USD હશે.
આ એલ્યુમિનિયમ એક્સટ્રુઝન પ્રોડક્શન લાઇન માત્ર મિલ ફિનિશ એલ્યુમિનિયમ એક્સટ્રઝન માટે છે, કોઈપણ સપાટીની સારવાર વિના.
જો આપણે એલ્યુમિનિયમના બીલેટ્સ જાતે બનાવવા માંગીએ છીએ, ગલન અને કાસ્ટિંગ સાધનો જરૂરી રહેશે.
જો આપણે એલ્યુમિનિયમ પ્રોફાઇલને એનોડાઇઝ્ડ અથવા પાવડર કોટેડ બનાવવા માંગતા હોય, ઓપરેશન માટે એનોડાઇઝિંગ વર્કશોપ અને અથવા પાવડર કોટેડ વર્કશોપ જરૂરી રહેશે.
સંપૂર્ણ એલ્યુમિનિયમ પ્રોફાઇલ પ્રોડક્શન લાઇનમાં સામાન્ય રીતે નીચેના સાધનોનો સમાવેશ થાય છે:
એલ્યુમિનિયમ ગલન વર્કશોપ
એલ્યુમિનિયમ સ્ક્રેપ પોલિશિંગ સીવિંગ સેપરેટર
કાસ્ટિંગ પ્લેટફોર્મ
બિલેટ કાસ્ટ મોલ્ડ
બિલેટ કટીંગ મશીન
એકરૂપતા ભઠ્ઠી
એલ્યુમિનિયમ ડ્રોસ પ્રોસેસિંગ મશીન(વૈકલ્પિક)
ઓનલાઈન ડીગાસિંગ સાધનો (વૈકલ્પિક)
કાયમી ચુંબકીય stirrer (વૈકલ્પિક)
બેગ હાઉસ ડસ્ટ કલેક્ટર (વૈકલ્પિક)
એલ્યુમિનિયમ એક્સટ્રુઝન વર્કશોપ
એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસ
એલ્યુમિનિયમ બિલેટ્સ હીટિંગ ફર્નેસ
મોલ્ડ હીટિંગ ઓવન
ઠંડક પંખો
કૂલિંગ બેડ અને રન આઉટ ટેબલ
ઉત્તોદન લાઇન કટીંગ જોયું
વૃદ્ધ ભઠ્ઠી
એલ્યુમિનિયમ પ્રોફાઇલ એનોડાઇઝિંગ વર્કશોપ
વોટર ચિલિંગ યુનિટ
કલરિંગ મશીન
રેફ્રિજરેશન યુનિટ
હીટ એક્સ્ચેન્જર
ફિલ્ટર પ્રેસ
લિફ્ટર
એલ્યુમિનિયમ પ્રોફાઇલ બ્રશિંગ મશીન
એલ્યુમિનિયમ પ્રોફાઇલ પોલિશિંગ મશીન
રેતી બ્લાસ્ટિંગ/એલ્યુમિનિયમ પ્રોફાઇલ શોટ બ્લાસ્ટિંગ મશીન
એલ્યુમિનિયમ પ્રોફાઇલ ઇલેક્ટ્રોફોરેસિસ કોટિંગ વર્કશોપ
ઇલેક્ટ્રોફોરેસીસ સાધનો
એલ્યુમિનિયમ પ્રોફાઇલ પાવડર કોટિંગ વર્કશોપ
પાવડર-કોટેડ સાધનો
થર્મલ બ્રેક એલ્યુમિનિયમ પ્રોફાઇલ ઉત્પાદન રેખા
વુડ ગ્રેન ઇફેક્ટ સબલીમેશન મશીન
એલ્યુમિનિયમ પ્રોફાઇલ મોલ્ડ વર્કશોપ
નાઇટ્રિડિંગ ઓવન
મશીનિંગ સેન્ટર
લેથ
દળવાની ઘંટી
વાયર કટીંગ
ઇલેક્ટ્રિક સ્પાર્ક
મોલ્ડ શમન ભઠ્ઠી
લેબોરેટરી
સ્પેક્ટ્રોમીટર
હાઇડ્રોજન મીટર
મેટાલોગ્રાફિક સાધનો
લેબોરેટરી સાધનો, ઉપભોક્તા
પેકેજિંગ સાધનો
એલ્યુમિનિયમ પ્રોફાઇલ રેપિંગ મશીન
એલ્યુમિનિયમ પ્રોફાઇલ ફિલ્મ એપ્લીકેટર મશીન
એલ્યુમિનિયમ પ્રોફાઇલ હોટ સંકોચો પેકેજિંગ મશીન
એલ્યુમિનિયમ પ્રોફાઇલ ઓટોમેટિક બેગિંગ મશીન
પર્યાવરણીય સંરક્ષણ સુવિધાઓ અને અન્ય સહાયક સાધનો
ગંદાપાણી સારવાર સાધનો
ધૂળ દૂર કરવાના સાધનો
ક્રેન
પાણી નો પંપ
ઠંડક ટાવર
ફોર્કલિફ્ટ
એર કોમ્પ્રેસર
બોઈલર
પાવર વિતરણ સાધનો
મોલ્ડ અને ઉપભોજ્ય વસ્તુઓ
એક્સટ્રઝન ડાઇ અને ટૂલિંગ
તેલ છોડો
લાગ્યું સ્ટ્રીપ
હાઇડ્રોલિક તેલ
કટીંગ તેલ
મોલ્ડ રિપેર સાધનો વગેરે.
એલ્યુમિનિયમ પ્રોફાઈલ ઉત્પાદન માટે તેને કેટલા સેટ સાધનોની જરૂર છે?
એલ્યુમિનિયમ પ્રોફાઇલ ઉત્પાદન જરૂરી મશીનો
બ્રાઇટસ્ટાર એલ્યુમિનિયમ મશીનરી વ્યાવસાયિકોએ આ રીતે જવાબ આપ્યો.
જો તમે કાચા માલના એલ્યુમિનિયમ સ્ક્રેપ્સથી પ્રારંભ કરો છો, તેના માટે કેટલાક ખાસ સાધનોની જરૂર પડશે.
સાધન એલ્યુમિનિયમ સ્ક્રેપ્સ અને ઇન્ગોટને એલ્યુમિનિયમ બીલેટમાં ફેરવવાનું છે, તેથી અમને એલ્યુમિનિયમ મેલ્ટિંગ અને કાસ્ટિંગ મશીનની જરૂર છે, કેટલાક એલ્યુમિનિયમ એક્સ્ટ્રુડર્સ એક છત હેઠળ ગલન અને કાસ્ટિંગ બનાવે છે, ફાયદા સ્પષ્ટ છે અને બિલેટ ગુણવત્તાને નિયંત્રિત કરવી અને એલ્યુમિનિયમ એક્સટ્રુઝન ગુણવત્તાને સ્થિર બનાવવી સરળ છે.
કેટલાક એક્સ્ટ્રુડર્સે ઉત્પાદન અને ઓર્ડરની વિનંતી અનુસાર પેટા કોન્ટ્રાક્ટરો પાસેથી એલ્યુમિનિયમ બિલેટ ખરીદ્યા હતા, જે રોકાણને બચાવી શકે છે અને એક્સ્ટ્રુડરને એક્સટ્રુઝન ઉત્પાદન પર ધ્યાન કેન્દ્રિત કરી શકે છે.
એલ્યુમિનિયમ એક્સટ્રુઝન ઉત્પાદન લાઇન માટે જરૂરી સાધનોનો સમાવેશ થાય છે:
સિંગલ અથવા હોટ લોગ શીયર સાથે મલ્ટી બિલેટ્સ હીટિંગ ફર્નેસ (એક સમૂહ)
મોલ્ડ હીટિંગ ઓવન (એક સમૂહ)
એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસ (એક સમૂહ)
એલ્યુમિનિયમ એક્સટ્રુઝન કૂલિંગ બેડ (એક સમૂહ)
સિંગલ અથવા ડબલ ખેંચનાર
એલ્યુમિનિયમ પ્રોફાઇલ વૃદ્ધ ભઠ્ઠી (એક સમૂહ)
એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસના અનુરૂપ ઉત્પાદન ક્ષમતા ડેટા:
ની ઉત્પાદન ક્ષમતા 500ટી એલ્યુમિનિયમ પ્રોફાઇલ ઉત્તોદન ઉત્પાદન લાઇન:
વિશે 5-6 ટન પ્રતિ દિવસ
600એલ્યુમિનિયમ પ્રોફાઇલ એક્સટ્રુઝન પ્રોડક્શન લાઇનની ટી ક્ષમતા:
વિશે 6-7 ટન પ્રતિ દિવસ
800ટી એલ્યુમિનિયમ પ્રોફાઇલ ઉત્તોદન ઉત્પાદન લાઇન ક્ષમતા:
વિશે 7-8 ટન પ્રતિ દિવસ
1000એલ્યુમિનિયમ પ્રોફાઇલ એક્સટ્રુઝન પ્રોડક્શન લાઇનની ટી ક્ષમતા:
વિશે 8-10 ટન પ્રતિ દિવસ
ની ઉત્પાદન ક્ષમતા 1250ટી એલ્યુમિનિયમ પ્રોફાઇલ ઉત્તોદન ઉત્પાદન લાઇન:
વિશે 12 ટન પ્રતિ દિવસ
ટીકા: ઉપરોક્ત ડેટા 24-કલાક ક્ષમતાના ટેબલ માટે છે.
મોટી ટનેજ ક્ષમતા, વધુ આઉટપુટ દર.
યોગ્ય કાપડ વ્હીલ અને પોલિશિંગ એજન્ટ કેવી રીતે પસંદ કરવું તે વ્યાવસાયિકની અનુભવી કુશળતા છે, તે હજુ પણ ચોક્કસ ડેટા અથવા વાસ્તવિક એલ્યુમિનિયમ પ્રોફાઇલ આકાર દ્વારા નક્કી કરવામાં આવે છે, કદ, દીવાલ ની જાડાઈ, વગેરે.
તે માત્ર સંદર્ભ માટે છે.
બ્રાઇટસ્ટાર એલ્યુમિનિયમ મશીનરી એલ્યુમિનિયમ એક્સટ્રુઝન સહાયક સાધનો પ્રદાન કરે છે, જેમ કે એલ્યુમિનિયમ પ્રોફાઇલ આકાર સુધારક, એલ્યુમિનિયમ પ્રોફાઇલ આપોઆપ ફિલ્મ applicator, એલ્યુમિનિયમ પ્રોફાઇલ રેપિંગ મશીન, અમારા ગ્રાહકો માટે બ્રશિંગ અને પોલિશિંગ મશીન.
કુલ ઉકેલ અને વન-સ્ટોપ સેવા.
તમારા પ્રોજેક્ટ અવતરણ માટે હવે અમારો સંપર્ક કરો. ટર્નકી પ્રોજેક્ટ અને પેકેજ ડીલ!
એલ્યુમિનિયમ એક્સટ્રુઝન ફેક્ટરી સ્થાપવા માટે કયા સાધનોની જરૂર છે?
એલ્યુમિનિયમ એક્સટ્રુઝન ફેક્ટરી જરૂરી સાધનો ગોઠવી રહી છે
એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસની બાજુમાં એલ્યુમિનિયમ એક્સટ્રુઝન ફેક્ટરી સેટ કરવા માટે કયા સાધનોની જરૂર છે?
શોધના સમયગાળા પછી, તે તારણ કાઢ્યું છે કે ઘણા ગ્રાહકો જાણે છે કે એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસનો ઉપયોગ એલ્યુમિનિયમ એક્સટ્રુઝન પ્રોફાઇલ બનાવવા માટે થાય છે., પરંતુ તેઓ જાણતા નથી કે એલ્યુમિનિયમ એક્સટ્રુઝન ઉત્પાદન માટે ઉત્પાદન લાઇનના સંપૂર્ણ સેટની જરૂર છે, માત્ર એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસ જ નહીં.
અહીં, અમે આ લેખ દ્વારા એલ્યુમિનિયમ એક્સટ્રુઝન જ્ઞાન શેર કરીશું જે આ ગ્રાહકો જાણતા નથી.
એલ્યુમિનિયમ એક્સટ્રુઝન પ્રોડક્શન લાઇનને કયા સાધનોની જરૂર છે?
6 વિવિધ પ્રકારના સાધનો જરૂરી છે.
સાધનોના નામ અને કાર્યો નીચે મુજબ છે:
1. હોટ લોગ શીયર સાથે ભઠ્ઠી ગરમ કરતી લાંબી બીલેટ્સ
તે ત્રણ ભાગોનું બનેલું છે: Billets રેક, ફર્નેસ બોડી અને હોટ શીયરિંગ મશીન.
ગરમી માટે સાધનો, એલ્યુમિનિયમ એક્સ્ટ્રુઝન મશીનને એલ્યુમિનિયમ બિલેટ કાપવા અને ખવડાવવા.
2. એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસ
એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસ એ મુખ્ય મશીન છે અને એક્સ્ટ્રુઝન પ્રોફાઇલ બનાવવા માટે પાવર યુનિટ છે.
3. મોલ્ડ હીટિંગ ઓવન
મોલ્ડ હીટિંગ ફર્નેસનું કાર્ય મોલ્ડને ગરમ કરવાનું છે.
4. ખેંચનાર મશીન
ખેંચનાર મશીનમાં ખેંચવાના કાર્યો છે, સોઇંગ અને નિશ્ચિત લંબાઈ.
એલ્યુમિનિયમ એક્સટ્રુઝન ઉત્પાદન લાઇન માટે પુલર આવશ્યક નથી, પરંતુ ખેંચનાર વિના, તેને વધુ કામદારોની જરૂર છે અને ઓપરેશનમાં ટ્વિસ્ટ અને બેન્ડની સમસ્યાઓ થશે.
યોગ્ય કાપડ વ્હીલ અને પોલિશિંગ એજન્ટ કેવી રીતે પસંદ કરવું તે વ્યાવસાયિકની અનુભવી કુશળતા છે, ઉત્પાદન લાઇન સાથે ખેંચનારને સજ્જ કરવું જરૂરી છે.
5. એલ્યુમિનિયમ પ્રોફાઇલ કૂલિંગ બેડ
કૂલિંગ બેડમાં રન-આઉટ ટેબલનો સમાવેશ થાય છે, સામગ્રી વહન ઉપકરણ, ખોરાક આપવાનું ઉપકરણ, સીધી સિસ્ટમ, સામગ્રી સંગ્રહ ઉપકરણ, નિશ્ચિત-લંબાઈ ટ્રાન્સમિશન, સમાપ્ત સોઇંગ ટેબલ, નિશ્ચિત-લંબાઈનું ટેબલ અને બીજું.
કાર્ય ઠંડક હશે, ખોરાક, સીધું, કરવત, વગેરે.
6. વૃદ્ધ ભઠ્ઠી
વૃદ્ધ ભઠ્ઠી એક ટ્રેકથી બનેલી છે, ચાર્જિંગ સ્કીપ અને ફર્નેસ બોડી.
તે હીટિંગ દ્વારા એલ્યુમિનિયમ પ્રોફાઇલ કઠિનતા માટે છે.
બ્રાઇટસ્ટાર એલ્યુમિનિયમ મશીનરી એલ્યુમિનિયમ એક્સટ્રુઝન સહાયક સાધનો પ્રદાન કરે છે, જેમ કે એલ્યુમિનિયમ પ્રોફાઇલ આકાર સુધારક, એલ્યુમિનિયમ પ્રોફાઇલ આપોઆપ ફિલ્મ applicator, એલ્યુમિનિયમ પ્રોફાઇલ રેપિંગ મશીન, અમારા ગ્રાહકો માટે બ્રશિંગ અને પોલિશિંગ મશીન.
કુલ ઉકેલ અને વન-સ્ટોપ સેવા.
તમારા પ્રોજેક્ટ અવતરણ માટે હવે અમારો સંપર્ક કરો. ટર્નકી પ્રોજેક્ટ અને પેકેજ ડીલ!
એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસનું ટનેજ કેવી રીતે પસંદ કરવું?
એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસનું ટનેજ એક્સ્ટ્રુઝન પ્રેસના એક્સ્ટ્રુઝન ફોર્સનું પ્રતિનિધિત્વ કરે છે, તો એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસનું ટનેજ કેવી રીતે પસંદ કરવું એટલે કે એક્સટ્રુઝન પ્રેસનું એક્સટ્રુઝન ફોર્સ કેવી રીતે પસંદ કરવું.
એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસ એ એલ્યુમિનિયમ પ્રોફાઇલ્સના ઉત્પાદન માટેનું મુખ્ય સાધન છે.
આકાર, એલ્યુમિનિયમ પ્રોફાઇલનું કદ અને દેખાવની ગુણવત્તા એક્સટ્રુઝન પ્રેસની ગુણવત્તા સાથે ગાઢ રીતે સંબંધિત છે.
વિવિધ વર્ગીકરણો અનુસાર એક્સ્ટ્રુઝન પ્રેસના ઘણા પ્રકારો છે.
મોડેલની વ્યવસ્થિત સમજ માટે, એક્સટ્રુઝન ક્ષમતા અને એક્સ્ટ્રુઝન પ્રેસનો ગ્રેડ, એલ્યુમિનિયમ પ્રોફાઇલ એક્સટ્રુડરનું ટનેજ કેવી રીતે નક્કી કરવું એ પણ એક પાસું છે જે એલ્યુમિનિયમ પ્રોફાઇલ ઉત્પાદકોએ એક્સટ્રુઝન પ્રેસ ખરીદતી વખતે ધ્યાનમાં લેવું જોઈએ..
હવે અહીં સમજાવો કે એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસનું ટનેજ કેવી રીતે પસંદ કરવું
કઇ એલોયને બહાર કાઢવામાં આવશે તે મુજબ, એક મશીનનું વાર્ષિક આઉટપુટ અને એલ્યુમિનિયમ પ્રોફાઈલનો મહત્તમ પરિઘ વ્યાસ, અમે પ્રાથમિક રીતે એક્સટ્રુઝન પ્રેસનો પ્રકાર પસંદ કરીશું.
એક્સ્ટ્રુઝન પ્રેસનું ટનેજ કેટલું મોટું છે તે ધ્યાનમાં લેવાની પ્રથમ વસ્તુ છે.
એક્સટ્રુઝન પ્રેસનું ટનેજ પસંદ કરતી વખતે, સામાન્ય રીતે પ્રથમ ગણતરી કરવી જરૂરી છે ઉત્તોદન ગુણોત્તર એક્સ્ટ્રુઝન પ્રેસનું.
એક્સટ્રુઝન રેશિયો પણ કહેવાય છે ઉત્તોદન ગુણાંક, જે એલ્યુમિનિયમ પ્રોફાઇલના કુલ ક્રોસ-વિભાગીય વિસ્તાર સાથે એક્સટ્રુઝન કન્ટેનરના ક્રોસ-વિભાગીય વિસ્તારના ગુણોત્તરનો સંદર્ભ આપે છે.
એલ્યુમિનિયમ રૂપરેખાઓના ઉત્પાદનમાં એલ્યુમિનિયમ એલોયના વિકૃતિની માત્રાને માપવા માટે વપરાયેલ તે મુખ્ય પરિમાણ છે., નીચેના સૂત્ર દ્વારા વ્યક્ત:
λ=Ft/ΣF1
તેમની વચ્ચે, Ft એ એક્સટ્રુઝન કન્ટેનરમાં ભરાયા પછી એલ્યુમિનિયમ બિલેટના ક્રોસ-સેક્શનલ વિસ્તારને રજૂ કરે છે, mm² માં વ્યક્ત;
ΣF1 બહિષ્કૃત પ્રોફાઇલના કુલ ક્રોસ-વિભાગીય વિસ્તારને રજૂ કરે છે, mm² માં વ્યક્ત;
જ્યારે એલ્યુમિનિયમ પ્રોફાઇલ્સને બહાર કાઢો, એલ્યુમિનિયમ એલોયના વિરૂપતાની માત્રા પણ વિરૂપતાની ડિગ્રી દ્વારા વ્યક્ત કરી શકાય છે: ε=λ-1
જો ઉત્તોદન પ્રક્રિયા પદ્ધતિનો ઉપયોગ કરવામાં આવે છે, એક્સટ્રુઝન રેશિયો મર્યાદિત છે. પ્રથમ એક્સ્ટ્રુઝનમાં એલ્યુમિનિયમ પ્રોફાઇલ અને એલ્યુમિનિયમ બિલેટનો એક્સટ્રુઝન રેશિયો λ કરતા વધારે છે 8-12, ગૌણ ઉત્તોદન માટે મિલ ફિનિશના એક્સ્ટ્રુઝન રેશિયોની કોઈ મર્યાદા નથી.
ઉપરોક્ત એક્સ્ટ્રુઝન રેશિયોની ગણતરી કરવા માટે વપરાતી પદ્ધતિ એ ફક્ત એક્સટ્રુડેડ બિલેટનો ક્રોસ-સેક્શનલ એરિયા ÷ એક્સટ્રુડ પ્રોફાઇલનો ક્રોસ-સેક્શનલ એરિયા છે., જેની ગણતરી અન્ય રીતે પણ કરી શકાય છે, તે જ, એક્સટ્રુડ પ્રોફાઇલની લંબાઈ ÷ એક્સટ્રુઝન માટે એલ્યુમિનિયમ બિલેટની લંબાઈ.
એક્સટ્રુઝન પ્રેસનું ટનેજ નક્કી કરતા પહેલા, પ્રોફાઇલના ક્રોસ-વિભાગીય આકારને સમજવું જરૂરી છે, જેથી મોલ્ડનું કદ નક્કી કરી શકાય, અને પછી ઘાટની રચના નક્કી કરો, જેથી તે નિર્ધારિત કરી શકાય કે એક્સટ્રુઝન હોલો પ્રોફાઇલ છે કે નક્કર પ્રોફાઇલ. આ બે અલગ અલગ માળખાકીય રૂપરેખાઓ માટે જરૂરી એક્સટ્રુઝન પ્રેસ ટનેજ અલગ હશે.
એક્સટ્રુઝન ક્ષમતા અનુસાર એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસના ઘણા વર્ગીકરણ છે, તેઓ નાના વિભાજિત કરી શકાય છે, મધ્યમ, મોટા અને ભારે ઉત્તોદન પ્રેસ.
એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસને એક્સટ્રુઝન ફોર્સના કદ અનુસાર નામ આપવામાં આવ્યું છે, પરંતુ ત્રણ માપન એકમો ઇન્ટરનેશનલ યુનિટ સિસ્ટમ/એન્જિનિયરિંગ યુનિટ સિસ્ટમ/યુએસ સિસ્ટમ એક્સટ્રુઝન ફોર્સની લાક્ષણિકતા માટે ઉપયોગ કરી શકાય છે.
MN આંતરરાષ્ટ્રીય એકમ છે” લાખો ન્યૂટન", ટી એન્જિનિયરિંગ એકમ છે "ટન", UST અમેરિકન એકમ છે "યુએસ ટન" 1MN=1000000N=100000kg=100T, 1T=1.1UST.
દાખ્લા તરીકે, 12.5MN એક્સ્ટ્રુડર એ 1250T એક્સ્ટ્રુઝન પ્રેસ છે, બીજું ઉદાહરણ, 880યુએસટી એક્સટ્રુઝન પ્રેસ એ 800T એક્સ્ટ્રુઝન મશીન છે.
એક્સ્ટ્રુઝન પ્રેસનું ટનેજ મૂળભૂત રીતે ના ગુણોત્તર દ્વારા વધે છે 1.25, તે જ, એક્સ્ટ્રુઝન પ્રેસનું એક્સટ્રુઝન ફોર્સ છે 25% નીચી ક્ષમતા એક્સટ્રુઝન પ્રેસ કરતા વધારે.
દાખ્લા તરીકે, 800T કરતાં મોટી ક્ષમતા 1000T છે, 1000T કરતાં મોટી ક્ષમતા 1250T છે, 1250T કરતાં મોટી ક્ષમતા 1600T છે, 1600T કરતાં મોટી ક્ષમતા 2000T છે, અને 2000T કરતાં મોટી ક્ષમતા 2500T છે.
દરેક પ્રકારના એક્સ્ટ્રુઝન પ્રેસની એક્સટ્રુઝન ક્ષમતા મર્યાદિત છે.
બહાર કાઢવાની ક્ષમતા સામાન્ય રીતે MN છે(લાખો ન્યૂટન), જે એક્સટ્રુઝન પ્રેસનું ટનેજ છે.
માટે ઔદ્યોગિક ઉત્પાદનમાં વપરાયેલ એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસનું ટનેજ 6063 નીચેના ધરાવે છે:
500ટી, 600ટી, 800ટી,1000ટી,1250ટી, 1600ટી(16MN), 1800ટી(18MN), 2000ટી(20MN), 2500ટી(25MN), 3000ટી(30MN), 3600ટી(36MN),4000ટી(40MN), 5000ટી(50MN), 6000ટી(60MN), 8000ટી(80MN),10000ટી(100MN),12500ટી(125MN)
500ટી એક્સટ્રુઝન પ્રેસ કેટલાક નાના કદના એલ્યુમિનિયમ એક્સટ્રુઝન પ્રોફાઇલ્સનું ઉત્પાદન કરી શકે છે, 600ટી એક્સટ્રુડેડ એલ્યુમિનિયમ બિલેટ સ્પષ્ટીકરણો 90mm ની અંદર છે, 800T અથવા 1000T એક્સટ્રુઝન પ્રેસનો ઉપયોગ એલ્યુમિનિયમના દરવાજા અને બારીઓના ઉત્પાદનો બનાવવા માટે થાય છે., 1250પડદાની દિવાલ અને ઔદ્યોગિક એલ્યુમિનિયમ પ્રોફાઇલ માટે ટી એક્સ્ટ્રુઝન પ્રેસ અને મોટા એક્સટ્રુઝન પ્રેસનો ઉપયોગ કરી શકાય છે.
1800t એક્સ્ટ્રુઝન પ્રેસની એલ્યુમિનિયમ બિલેટ વિશિષ્ટતાઓ 178mm છે, 2500T 230-254mm પર અનુરૂપ એલ્યુમિનિયમ બિલેટ વિશિષ્ટતાઓ, 3000T અને 3600T ઔદ્યોગિક એલ્યુમિનિયમ પ્રોફાઇલ ઉત્પાદનોનું ઉત્પાદન કરી શકે છે, અલબત્ત, કેટલાક મોટા ટનેજ છે, જેમ કે 4000T, 5000ટી, 6000ટી એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસ અને તેથી વધુ.
ઉપરોક્ત ટનેજ સાથે એક્સ્ટ્રુઝન પ્રેસનો ઉપયોગ બહાર કાઢવા માટે થઈ શકે છે 6063 એલોય એલ્યુમિનિયમ પ્રોફાઇલ્સ.
એલ્યુમિનિયમ પ્રોફાઇલ ઉત્પાદકોએ એક્સ્ટ્રુઝન પ્રેસના એક્સટ્રુઝન ગુણાંકને સંપૂર્ણપણે ધ્યાનમાં લેવું જોઈએ, એક્સટ્રુઝન પ્રેસના ટનેજને પસંદ કરતી વખતે એલ્યુમિનિયમ પ્રોફાઇલનો ક્રોસ-વિભાગીય આકાર અને ડાઇનું કદ, તેની પોતાની ઉત્પાદન શરતો અને ઉત્પાદન જરૂરિયાતો અનુસાર, ધાતુની વિકૃતિ ગણતરીના સૂત્ર અનુસાર મેળવવામાં આવે છે, જેથી યોગ્ય એક્સટ્રુઝન પ્રેસ ટનેજ નક્કી કરી શકાય, જે બિનજરૂરી આર્થિક કચરો નાખ્યા વિના લાયક એલ્યુમિનિયમ ઉત્પાદનોને બહાર કાઢી શકે છે.
એલ્યુમિનિયમ એક્સટ્રુઝન મશીનની પસંદગીમાં સાવચેતી
એક્સટ્રુઝન સાધનો પસંદ કરતી વખતે, બહાર કાઢવાની મેટલ પર એક્સટ્રુઝન સ્પીડની થર્મલ અસરને ધ્યાનમાં લેવા ઉપરાંત,
એ પણ ધ્યાનમાં લેવું જરૂરી છે કે પ્રેસમાં પૂરતી કઠોરતા અને માર્ગદર્શક ચોકસાઈ હોવી જોઈએ., તેમજ વિશ્વસનીય વિરોધી ઓવરલોડ ઉપકરણ.
જ્યારે ઘર્ષણ દબાવો સાથે બહાર કાઢો, સાધનોની વિવિધ માર્ગદર્શક ચોકસાઇને કારણે, ડાઇ પર એક માર્ગદર્શક ઉપકરણ ઉમેરવું જોઈએ.
ઇજેક્ટર ઉપકરણને ઇજેક્ટર ઉપકરણ વિના ઘર્ષણ પ્રેસ માટે પણ ઉમેરવું જોઈએ.
જ્યારે સામાન્ય હેતુના ક્રેન્ક પ્રેસ સાથે એલ્યુમિનિયમ પ્રોફાઇલ્સને બહાર કાઢો, સાધનોની તાકાત અને કઠોરતા વધારવા માટે, ટેબલની બેકિંગ પ્લેટ કાસ્ટ સ્ટીલ સામગ્રી હોવી જોઈએ, અને ટેબલ પરના છિદ્રો ઓછા કરવા જોઈએ.
એક્સ્ટ્રુઝન પછી ભાગો મોલ્ડ પર રહે છે, એક્સ્ટ્રુઝન ભાગ અને મોલ્ડ વચ્ચે મોટી હોલ્ડિંગ ફોર્સ છે, અને જરૂરી ઇજેક્શન ફોર્સ મોટી છે, વિશે 10% પ્રતિ 20% નજીવા દબાણનું, તેથી પ્રેસના ઇજેક્ટર ઉપકરણને મજબૂત બનાવવું જોઈએ.
વધુમાં, એક્સટ્રુઝન ફોર્સ અને સ્ટ્રોક પ્રેસ સ્લાઇડના સ્વીકાર્ય લોડ વળાંક અનુસાર ચકાસવા જોઈએ.
તે જ, સમગ્ર ઉત્તોદન સ્ટ્રોક શ્રેણીમાં, એક્સટ્રુઝન ફોર્સ પ્રેસ દ્વારા મંજૂર સ્ટ્રોક-પ્રેશર વળાંકની મર્યાદા મૂલ્ય કરતાં ઓછું હોવું જોઈએ, અને નજીવા દબાણ મુજબ નક્કી કરી શકાતું નથી.
સામાન્ય પ્રેસની ચોકસાઇ અને ઉત્તોદન સ્ટ્રોક પૂરતું નથી, અને સ્ટ્રોકની મધ્યમાં દબાણ માત્ર લગભગ છે 1/3 નજીવા દબાણનું.
યોગ્ય કાપડ વ્હીલ અને પોલિશિંગ એજન્ટ કેવી રીતે પસંદ કરવું તે વ્યાવસાયિકની અનુભવી કુશળતા છે, જ્યારે બહાર કાઢવું, એક્સટ્રુઝન સાધનો તરીકે વિશિષ્ટ ઔદ્યોગિક પ્રોફાઇલ્સ એલ્યુમિનિયમ એક્સટ્રુઝન મશીનનો ઉપયોગ કરવો શ્રેષ્ઠ છે.
ટૉગલ પ્રકાર ઔદ્યોગિક પ્રોફાઇલ્સ એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસ નાના સ્ટ્રોક દ્વારા વર્ગીકૃત થયેલ છે, ઘણા સ્ટ્રોક સમય, અને લાંબા દબાણ સમય, જે ટૂંકા કાર્યકારી સ્ટ્રોક સાથે એલ્યુમિનિયમ પ્રોફાઇલ્સને બહાર કાઢવા માટે યોગ્ય છે.
ટેન્શન ટૉગલ પ્રકાર અને ક્રેન્કશાફ્ટ એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસ લાંબા એલ્યુમિનિયમ પ્રોફાઇલ્સના એક્સટ્રુઝન માટે યોગ્ય છે.
હાઇડ્રોલિક ઔદ્યોગિક એલ્યુમિનિયમ એક્સટ્રુઝન મશીન સંપૂર્ણ સ્ટ્રોક પર નજીવા દબાણ પર કામ કરી શકે છે, એક્સટ્રુઝન સ્પીડ અને સ્ટ્રોક એડજસ્ટ કરી શકાય છે, અને તે મોટી લંબાઈવાળા ભાગોને બહાર કાઢવા માટે યોગ્ય છે.
એક્સટ્રુઝન સાધનોની પસંદગીમાં નીચેનાને ધ્યાનમાં લેવું જોઈએ 5 પોઈન્ટ:
1. નિર્ધારિત ઉત્પાદન યોજના અને ઉત્પાદન પ્રક્રિયાની આવશ્યકતાઓ અનુસાર ઉત્તોદન સાધનોનું સ્વરૂપ પસંદ કરવામાં આવે છે
ઉત્પાદન યોજના અનુસાર, અનુરૂપ ઉત્તોદન સાધનો પસંદ કરો, જેમ કે પાઇપ ઉત્પાદન, બાર ઉત્પાદન, ઓનલાઇન કોઇલિંગ વાયર ઉત્પાદન યોજના, વગેરે.
પ્રક્રિયાની જરૂરિયાતો અનુસાર પ્રક્રિયા માટે યોગ્ય એક્સટ્રુઝન સાધનો પસંદ કરો.
2. ઉત્તોદન સાધનો વિવિધ અનુસાર પસંદ થયેલ છે, સ્પષ્ટીકરણ, ઉત્પાદનની કામગીરી અને ગુણવત્તાની જરૂરિયાતો
જો એક્સ્ટ્રુડરનું ટનેજ પસંદ કરેલ હોય, પ્રથમ, એક્સટ્રુડેડ પ્રોડક્ટ અથવા મિલ ફિનિશ એલ્યુમિનિયમ એક્સટ્રુઝનની વિશિષ્ટતાઓની શ્રેણી અનુસાર,
અને વિરૂપતાની આવશ્યક ડિગ્રીને ધ્યાનમાં લેતા, બિલેટ્સની કદ શ્રેણી અને એક્સટ્રુઝન સિલિન્ડરની આવશ્યક કદ શ્રેણી નક્કી કરો, જેથી એક્સટ્રુઝન પ્રેસ ટનેજ ક્ષમતાની પસંદગી નક્કી કરી શકાય.
વધુમાં, એક્સ્ટ્રુડરનું સ્વરૂપ વિવિધ જાતો અનુસાર નક્કી કરવામાં આવે છે, સ્પષ્ટીકરણો અને ગુણવત્તા જરૂરિયાતો.
3. એક્સટ્રુઝન સાધનોની પસંદગી એક્સ્ટ્રુઝન સાધનોની તકનીકી કામગીરી અને માળખાકીય લાક્ષણિકતાઓ અને દરેક સાધનો વચ્ચેના વાજબી મેચિંગ અનુસાર કરવામાં આવે છે.
વિવિધ પ્રદર્શન અને માળખાકીય લાક્ષણિકતાઓ એક્સટ્રુઝન પ્રેસના વિવિધ ઉપયોગો નક્કી કરે છે.
એક્સટ્રુઝન સાધનોની પસંદગીમાં મુખ્ય સાધનો વચ્ચે વાજબી સેટિંગ અને સંતુલન ધ્યાનમાં લેવું આવશ્યક છે, જેથી સાધનોની ક્ષમતામાં સંપૂર્ણ રમત મેળવી શકાય અને ઉચ્ચ ઉત્પાદન કાર્યક્ષમતા મેળવી શકાય.
મુખ્ય સાધનો ચાલુ રાખવામાં અસમર્થતાને કારણે સામાન્ય રીતે કામ બંધ કરવા અને સામગ્રીની રાહ જોવાની મંજૂરી નથી.
4. એક્સટ્રુઝન સાધનોની મિકેનાઇઝેશન અને ઓટોમેશન આવશ્યકતાઓને ધ્યાનમાં લેવી આવશ્યક છે
ઉત્પાદન કાર્યક્ષમતા સુધારવા માટે, શ્રમ તીવ્રતા ઘટાડો, વપરાશ ઘટાડવો, ખર્ચ ઘટાડવો, અને ઉત્તોદન ઉત્પાદનોની ગુણવત્તામાં સુધારો, એક્સટ્રુઝન સાધનોના મિકેનાઇઝેશન અને ઓટોમેશન માટેની જરૂરિયાતો વધુ ને વધુ વધી રહી છે.
યોગ્ય કાપડ વ્હીલ અને પોલિશિંગ એજન્ટ કેવી રીતે પસંદ કરવું તે વ્યાવસાયિકની અનુભવી કુશળતા છે, જ્યારે શરતો પરવાનગી આપે છે, એક્સટ્રુઝન સાધનો પસંદ કરતી વખતે અદ્યતન તકનીકી સાધનોનો ઉપયોગ કરવાનો પ્રયાસ કરો.
પસંદ કરતી વખતે, અદ્યતન તકનીક અને વિશ્વસનીયતાનું નિરીક્ષણ અને પ્રદર્શન અને ઉત્પાદન પ્રેક્ટિસ દ્વારા ચકાસવું આવશ્યક છે.
તે જ સમયે, એન્ટરપ્રાઇઝ ઉત્પાદનમાં અનુભૂતિ માટે તેની પાસે સંભવિત શરતો હોવી જોઈએ, અને આંધળાપણે અપનાવવું જોઈએ નહીં.
વધુમાં, શરત હેઠળ કે પસંદ કરેલ એક્સટ્રુઝન સાધનો હાલની જરૂરિયાતોને પૂર્ણ કરે છે, વિકાસ માટે જગ્યા છોડવાનું વિચારવું જરૂરી છે.
આને ધ્યાનમાં લેવામાં નિષ્ફળતા પછાત અને નિષ્ક્રિય પરિસ્થિતિમાં પરિણમશે, ખાસ કરીને આયાતી એક્સટ્રુઝન સાધનો માટે.
5. ઉત્તોદન સાધનો પસંદગીમાં વધુ સારી આર્થિક અસર ધરાવે છે તે ધ્યાનમાં લેવામાં આવશે
હાલના પ્રમાણભૂત ઉત્તોદન સાધનો અને સામાન્ય ઉત્તોદન સાધનોના કિસ્સામાં, પ્રમાણભૂત સાધનો અને સામાન્ય સાધનો પસંદ કરવાનો પ્રયાસ કરો.
ખાસ કરીને એક્સટ્રુઝન સાધનોની રજૂઆતમાં, ફાજલ ભાગોના સ્થાનિકીકરણને ધ્યાનમાં લેવું જોઈએ, જે આર્થિક કાર્યક્ષમતા વધારવા માટે ફાયદાકારક છે, અસરનો ઉપયોગ કરીને અને સાધનોના ઇન્સ્ટોલેશનનો સમય ટૂંકો કરો.
સંદર્ભ ધોરણો અને સામાન્ય સાધનોની ગેરહાજરીમાં, ઉત્પાદનમાં સરળતા અને ઓછી કિંમત જેવા પરિબળોને ધ્યાનમાં લેવા જોઈએ, અને પ્રક્રિયાની આવશ્યકતાઓ અનુસાર એક્સટ્રુઝન સાધનોના વાજબી તકનીકી પરિમાણો પ્રસ્તાવિત કરવા જોઈએ.
ફેક્ટરીની સિવિલ ડિઝાઈનની સ્થિતિ અને હાલના પાણીને ધ્યાનમાં લેતા, વીજળી, પવન અને હવાની સ્થિતિ, તેમજ શિયાળા અને ઉનાળામાં વર્કશોપના સરેરાશ તાપમાન અને ભેજની સ્થિતિ, એક્સટ્રુઝન સાધનો માટે વાજબી ડિઝાઇન જરૂરિયાતો આગળ મૂકવામાં આવે છે.
એક્સટ્રુઝન પ્રેસના પસંદગીના સિદ્ધાંત અનુસાર, હાઇડ્રોલિક સિસ્ટમની પસંદગી અને ડિઝાઇન અને નિયંત્રણ પદ્ધતિ એક જ સમયે ધ્યાનમાં લેવી આવશ્યક છે.
જ્યારે એક્સટ્રુઝન પ્રેસનો કાર્યકારી સમય કરતાં વધુનો હિસ્સો ધરાવે છે 70%-80% સમગ્ર ઉત્તોદન ચક્રનું, અને એક્સ્ટ્રુઝન ઝડપ વધુ બદલાતી નથી, ડાયરેક્ટ ટ્રાન્સમિશન માટે ઉચ્ચ દબાણવાળા પંપનો ઉપયોગ કરવો વધુ આર્થિક છે.
બહાર કાઢવાની ઝડપ ઝડપી છે, સમય ઓછો છે અને વાહન ચલાવવા માટે વોટર પંપ એક્યુમ્યુલેટરનો ઉપયોગ કરવા માટે મોટા એક્સ્ટ્રુડર અથવા યુનિટ વધુ આર્થિક છે.
આધુનિક સમયમાં કેટલાક અદ્યતન એક્સટ્રુઝન મશીનોએ હાઈ-પ્રેશર ઓઈલ પંપ દ્વારા સીધા જ સંચાલિત હાઈડ્રોલિક સિસ્ટમ અપનાવી છે., જે વોટર પંપ સ્ટેશન સિસ્ટમને બચાવે છે અને સાધનોની રોકાણ કિંમત ઘટાડે છે.
એક્સટ્રુઝન મશીનની કંટ્રોલ સિસ્ટમ પ્રોગ્રામ નિયંત્રણને સમજવા માટે પ્રોગ્રામેબલ લોજિક કંટ્રોલ સિસ્ટમ અપનાવે છે.
પીએલસી સિસ્ટમ ઉપરાંત, આધુનિક એક્સટ્રુઝન પ્રેસ પણ એક્સટ્રુઝન ડેટા મોનિટરિંગનો ઉપયોગ કરે છે, ખામી નિદાન, ઉત્તોદન ઉત્પાદન તરંગી મોનીટરીંગ, ડેટા ઉત્પાદન નિયંત્રણ અને રિપોર્ટ પ્રિન્ટીંગ સિસ્ટમ્સ.
નિયંત્રણ સિસ્ટમની કાર્યકારી વિશ્વસનીયતા ઊંચી છે અને જાળવણી સરળ છે, અને માપનીયતાના ફાયદાઓ સાથે ભાવિ કાર્ય વિસ્તરણને અનુકૂલન કરવું સરળ છે.
એક્સ્ટ્રુઝન મશીનની પસંદગી કરતી વખતે એક મહત્વપૂર્ણ પરિબળ કે જેને ધ્યાનમાં લેવાની જરૂર છે તે એક્સટ્રુઝન પ્રેસના સહાયક સાધનો છે., જે એક્સ્ટ્રુઝન મશીન સાથે મળીને સંપૂર્ણ ઉત્પાદન લાઇન બનાવે છે.
ઉત્તોદનની કાર્ય પ્રક્રિયામાં, 30% પ્રતિ 70% કામનો સમય સહાયક કામગીરીમાં ખર્ચવામાં આવે છે, જે ઘણીવાર એક્સટ્રુડરની ઉત્પાદન કાર્યક્ષમતા અને સહાયક મશીનની અપૂર્ણ રચનાને કારણે એક્સટ્રુડ ઉત્પાદનોની ગુણવત્તાને અસર કરે છે.
યોગ્ય કાપડ વ્હીલ અને પોલિશિંગ એજન્ટ કેવી રીતે પસંદ કરવું તે વ્યાવસાયિકની અનુભવી કુશળતા છે, એક્સટ્રુડેડ ઉત્પાદનોની ગુણવત્તા સુધારવા અને ઓપરેશન લાઇનના ઓટોમેશન સ્તરને સુધારવા માટે સહાયક સાધનોની પસંદગી અને ડિઝાઇનને કાળજીપૂર્વક ધ્યાનમાં લેવામાં આવે છે..
એક્સટ્રુઝન લાઇનના સહાયક સાધનોમાં મુખ્યત્વે ગરમ લોગ શીયર સાથે બિલેટ હીટિંગ ફર્નેસનો સમાવેશ થાય છે, મોલ્ડ હીટિંગ ઓવન, રન આઉટ ટેબલ અને કૂલિંગ બેડ, વૃદ્ધ ભઠ્ઠી, સિંગલ અથવા ડબલ ખેંચનાર, વગેરે.
ટૂંક માં, વિવિધ ઉત્તોદન સાધનો બંધારણ અનુસાર પસંદ કરવા જોઈએ, અરજી, ઉત્પાદન કાર્યક્ષમતા અને ઉત્પાદનની ગુણવત્તા સુનિશ્ચિત કરવા માટે ઉત્પાદનની વિવિધતા અને એક્સટ્રુઝન મશીન અને ઉત્પાદન પ્રક્રિયાની આવશ્યકતાઓ.

વાજબી અને ઉચ્ચ કાર્યક્ષમતા એલ્યુમિનિયમ એક્સટ્રુઝન ઉત્પાદન લાઇન લેઆઉટ અને ફ્લો ચાર્ટ
બી ફ્લાઈંગ જોયું
C એલ્યુમિનિયમ પ્રોફાઇલ ખેંચનાર
ડી હોટ લોગ શીયર સાથે બિલેટ હીટિંગ ફર્નેસ
ઇ એલ્યુમિનિયમ પ્રોફાઇલ સ્ટ્રેચર
F સમાપ્ત સોઇંગ મશીન
જી સો ગેજ ટેબલ
H અર્ધ-તૈયાર સ્વચાલિત સ્ટેકર
એક્સટ્રુઝન મશીન અને સહાયક સાધનો નીચે પ્રમાણે ઓફર કરી શકાય છે:
એલ્યુમિનિયમ ખેંચનાર, રન-આઉટ ટેબલ, ઓટોમેટિક ફીડિંગ પ્રોડક્શન લાઇન હાઇડ્રોલિક ફિનિશ્ડ સોઇંગ મશીન, એલ્યુમિનિયમ પ્રોફાઇલ પેકેજિંગ મશીન, આકાર સુધારણા મશીન, એલ્યુમિનિયમ પ્રોફાઇલ રેપિંગ મશીન અને સહાયક સાધનો.
એલ્યુમિનિયમ પ્રોફાઇલ શોટ બ્લાસ્ટિંગ મશીન, એલ્યુમિનિયમ પ્રોફાઇલ પોલિશિંગ મશીન, થર્મલ બ્રેક એલ્યુમિનિયમ પ્રોફાઇલ ઉત્પાદન મશીન, વુડગ્રેન ઇફેક્ટ સબલિમેશન મશીન અને એલ્યુમિનિયમ પ્રોફાઇલ પાવડર કોટેડ લાઇન.
ઉત્પાદન કાર્યક્ષમતા વધારવા અને ખર્ચ બચાવવા માટે અમે તમારા પ્લાન્ટ માટે સારી ડિઝાઇન પણ બનાવી શકીએ છીએ!
વાજબી અને ઉચ્ચ કાર્યક્ષમતા એલ્યુમિનિયમ એક્સટ્રુઝન ઉત્પાદન લાઇન લેઆઉટ અને ફ્લો ચાર્ટ
એલ્યુમિનિયમ એક્સટ્રુઝન મશીનના ભાગો અને તેનું કાર્ય
એલ્યુમિનિયમ એક્સટ્રુઝન મશીન કેવી રીતે કામ કરે છે તે સમજવા માટે એલ્યુમિનિયમ એક્સટ્રુઝન મશીનના ભાગોને ઓળખવા અને તેનો ઉપયોગ સમજાવવાની જરૂર છે.
એલ્યુમિનિયમ એક્સટ્રુઝન મશીન આગળની પ્લેટ અને પાછળની પ્લેટથી બનેલું છે જે ચાર ટાઇ સળિયા દ્વારા એકસાથે રાખવામાં આવે છે..
એલ્યુમિનિયમ એક્સટ્રુઝન મશીનના ભાગો જે ખરેખર એક્સ્ટ્રુઝન બનાવે છે તે નીચે મુજબ છે:
મુખ્ય સિલિન્ડર
એક્સ્ટ્રુઝન પ્રેસની ચેમ્બર અને સિલિન્ડર જેમાં ઇચ્છિત રેમ દબાણ અને હલનચલન પેદા કરવા માટે હાઇડ્રોલિક પ્રવાહીને પમ્પ કરવામાં આવે છે.
હાઇડ્રોલિક દબાણ
પ્રેશરનો ઉપયોગ રેમને જરૂરી પાઉન્ડ પ્રતિ સ્ક્વેર ઇંચ પર આગળ વધારવા માટે થાય છે.
રામ
મુખ્ય સિલિન્ડર સાથે જોડાયેલ સ્ટીલનો સળિયો છેડે એક ડમી બ્લોક જે કન્ટેનરમાં પ્રવેશે છે અને બિલેટ પર દબાણ લાવે છે..
ડમી બ્લોક
પ્રેસ પર રેમ સ્ટેમ સાથે જોડાયેલ ચુસ્ત ફિટિંગ સ્ટીલ બ્લોક જે કન્ટેનરમાં બિલેટને સીલ કરે છે અને મેટલને પાછળની તરફ લીક થવાથી અટકાવે છે..
બિલેટ
એલ્યુમિનિયમ લોગ ચોક્કસ લંબાઈમાં કાપવામાં આવે છે જે એક્સટ્રુઝન સામગ્રી તરીકે પ્રેસમાં આપવામાં આવે છે.
કન્ટેનર
એક એક્સટ્રુઝન પ્રેસમાં ચેમ્બર જે બીલેટને ધરાવે છે કારણ કે તેને એક છેડે ડાઇ દ્વારા ધકેલવામાં આવે છે જ્યારે ડમી બ્લોકના દબાણ હેઠળ અને બીજા છેડે રેમ દાખલ થાય છે.. કન્ટેનર કન્ટેનર હાઉસિંગમાં રહે છે. બધા કન્ટેનર એક લાઇનર સાથે લાઇન કરેલા હોય છે જે બિલેટને સ્થાને રાખે છે જ્યારે તે બહાર કાઢવામાં આવે છે.
ટૂલ સ્ટેક (ડાઇ એસેમ્બલી)
ઘન: ડાઇ રીંગ, મૃત્યુ, સમર્થક, મજબૂત, અને સબ-બોલસ્ટર (કાર્થેજ અથવા ન્યુનાનમાં સબ-બોલસ્ટરનો ઉપયોગ થતો નથી). હોલો: ડાઇ રીંગ, ડાઇ મેન્ડ્રેલ, ડાઇ કેપ, મજબૂત, સબ-બોલસ્ટર
ડાઇ ધારક
ટૂલ સ્ટેકનો કન્ટેનર.
ડાઇ લોક
ડાઇને ડાઇ હોલ્ડરમાં લૉક કરે છે.
લોગ ઓવન/બિલેટ ઓવન
લોગ/બિલેટને એક્સટ્રુઝન તાપમાનમાં ગરમ કરવા માટે વપરાતા પ્રેસ કમ્પોનન્ટ. લોગ શીર્સથી સજ્જ પ્રેસમાં લોગ ઓવન હોય છે; અન્ય લોકો પાસે બિલેટ ઓવન છે.
લોગ શીયર
ઇચ્છિત બિલેટ લંબાઈ સુધી લોગ કાપવા માટે વપરાય છે (માત્ર લોગ ઓવન સાથે પ્રેસ પર).
બટ શીયર
બિલેટના અવિશ્વસનીય ભાગને કાતરો (કુંદો) એક્સ્ટ્રુઝન ચક્ર પૂર્ણ થયા પછી કન્ટેનરમાં બાકી રહે છે. બટ એ છે જ્યાં રેમ દ્વારા બીલેટને કન્ટેનર દ્વારા ધકેલ્યા પછી ઓક્સાઇડ સ્થિત હોય છે.
ડાઇ ઓવન
પકાવવાની નાની ભઠ્ઠી જ્યાં ડાઇને 750° - 900° F માટે ગરમ કરવામાં આવે છે 4-6 ઉપયોગ કરવાના કલાકો પહેલાં.
પારણું
જ્યારે રેમના દબાણ દ્વારા તેને એક્સટ્રુઝન પ્રેસમાં ધકેલવામાં આવે ત્યારે તે બિલેટને પકડી રાખે છે.
લીડઆઉટ ટેબલ દબાવો
ટેબલ જે ડાઇ અને રન આઉટ ટેબલ વચ્ચે એક્સટ્રુઝનને સપોર્ટ કરે છે.
રન આઉટ ટેબલ
પ્રેસ લીડઆઉટ સાધનોની તાત્કાલિક બહાર નીકળતી વખતે ટેબલ જે એક્સટ્રુઝનને માર્ગદર્શન અને સમર્થનમાં મદદ કરે છે.
બેક/ફ્રન્ટ પ્રેસ પ્લેટેન
એક્સટ્રુઝન પ્રેસમાં આ બે વિભાગોનો સમાવેશ થાય છે.
સળિયા બાંધો
પાછળ અને આગળની પ્રેસ પ્લેટને જોડે છે.
ડબ્બો
ડાઇમાંથી એલ્યુમિનિયમ એક્સટ્રુઝનને માર્ગદર્શન આપવા માટે વપરાય છે. તેમાં ડાઇ જેટલા જ છિદ્રો છે અને તેનો ઉપયોગ તમામ પ્રેસ પર થઈ શકે છે. ન્યુનન તેનો ઉપયોગ કરવાથી દૂર જઈ રહી છે કારણ કે તે મોંઘા અને હેન્ડલ કરવા મુશ્કેલ છે.
પ્લેટેન પ્રેશર રીંગ
ડાઇ સ્ટેકને ટેકો આપવા માટે પ્લેટમાં કઠણ ટૂલ સ્ટીલ રિંગ દાખલ કરવામાં આવે છે. મુખ્ય સિલિન્ડર દ્વારા રિંગ પર લાગુ દબાણ તણાવ અને વસ્ત્રોનું કારણ બને છે પરિણામે સમયાંતરે રિપ્લેસમેન્ટની જરૂર પડે છે.
એલ્યુમિનિયમ એક્સટ્રુઝન મશીનના ભાગો અને તેનું કાર્ય
એલ્યુમિનિયમ એક્સટ્રુઝન મશીન કેવી રીતે કાર્ય કરે છે તે સમજવા માટે એલ્યુમિનિયમ એક્સટ્રુઝન મશીનના ભાગોને ઓળખવા અને તેનો ઉપયોગ સમજાવવાની જરૂર છે.
એલ્યુમિનિયમ એક્સટ્રુઝન મશીન આગળની પ્લેટ અને પાછળની પ્લેટથી બનેલું છે જે ચાર ટાઇ સળિયા દ્વારા એકસાથે રાખવામાં આવે છે..
એલ્યુમિનિયમ એક્સટ્રુઝન મશીનના ભાગો જે ખરેખર એક્સ્ટ્રુઝન બનાવે છે તે નીચે મુજબ છે:
મુખ્ય સિલિન્ડર
એક્સ્ટ્રુઝન પ્રેસની ચેમ્બર અને સિલિન્ડર જેમાં ઇચ્છિત રેમ દબાણ અને હલનચલન પેદા કરવા માટે હાઇડ્રોલિક પ્રવાહીને પમ્પ કરવામાં આવે છે.
હાઇડ્રોલિક દબાણ
ચોરસ ઇંચ દીઠ જરૂરી પાઉન્ડ્સ પર રેમને આગળ ખસેડવા માટે દબાણનો ઉપયોગ થાય છે.
રામ
મુખ્ય સિલિન્ડર સાથે જોડાયેલ સ્ટીલનો સળિયો છેડે એક ડમી બ્લોક જે કન્ટેનરમાં પ્રવેશે છે અને બિલેટ પર દબાણ લાવે છે..
ડમી બ્લોક
પ્રેસ પર રેમ સ્ટેમ સાથે જોડાયેલ ચુસ્ત ફિટિંગ સ્ટીલ બ્લોક જે કન્ટેનરમાં બિલેટને સીલ કરે છે અને મેટલને પાછળની તરફ લીક થવાથી અટકાવે છે..
બિલેટ
એલ્યુમિનિયમ લોગ ચોક્કસ લંબાઈમાં કાપવામાં આવે છે જે એક્સટ્રુઝન સામગ્રી તરીકે પ્રેસમાં આપવામાં આવે છે.
કન્ટેનર
એક એક્સટ્રુઝન પ્રેસમાં ચેમ્બર જે બીલેટને ધરાવે છે કારણ કે તેને એક છેડે ડાઇ દ્વારા ધકેલવામાં આવે છે જ્યારે ડમી બ્લોકના દબાણ હેઠળ અને બીજા છેડે રેમ દાખલ થાય છે.. કન્ટેનર કન્ટેનર હાઉસિંગમાં રહે છે. બધા કન્ટેનર લાઇનર સાથે લાઇન કરેલા હોય છે જે બહાર કાઢવામાં આવે ત્યારે બિલેટને સ્થાને રાખે છે.
ટૂલ સ્ટેક (ડાઇ એસેમ્બલી)
ઘન: ડાઇ રીંગ, મૃત્યુ, સમર્થક, મજબૂત, અને સબ-બોલસ્ટર (કાર્થેજ અથવા ન્યુનાનમાં સબ-બોલસ્ટરનો ઉપયોગ થતો નથી). હોલો: ડાઇ રીંગ, ડાઇ મેન્ડ્રેલ, ડાઇ કેપ, મજબૂત, સબ-બોલસ્ટર
ડાઇ ધારક
ટૂલ સ્ટેકનો કન્ટેનર.
ડાઇ લોક
ડાઇને ડાઇ હોલ્ડરમાં લૉક કરે છે.
લોગ ઓવન/બિલેટ ઓવન
લોગ/બિલેટને એક્સટ્રુઝન તાપમાનમાં ગરમ કરવા માટે વપરાતા પ્રેસ કમ્પોનન્ટ. લોગ શીર્સથી સજ્જ પ્રેસમાં લોગ ઓવન હોય છે; અન્ય લોકો પાસે બિલેટ ઓવન છે.
લોગ શીયર
ઇચ્છિત બિલેટ લંબાઈ સુધી લોગ કાપવા માટે વપરાય છે (માત્ર લોગ ઓવન સાથે પ્રેસ પર).
બટ શીયર
બિલેટના અવિશ્વસનીય ભાગને કાતરો (કુંદો) એક્સ્ટ્રુઝન ચક્ર પૂર્ણ થયા પછી કન્ટેનરમાં બાકી રહે છે. બટ એ છે જ્યાં રેમ દ્વારા બીલેટને કન્ટેનર દ્વારા ધકેલ્યા પછી ઓક્સાઇડ સ્થિત હોય છે.
ડાઇ ઓવન
પકાવવાની નાની ભઠ્ઠી જ્યાં ડાઇને 750° - 900° F માટે ગરમ કરવામાં આવે છે 4-6 ઉપયોગ કરવાના કલાકો પહેલાં.
પારણું
જ્યારે રેમના દબાણ દ્વારા તેને એક્સટ્રુઝન પ્રેસમાં ધકેલવામાં આવે ત્યારે તે બિલેટને પકડી રાખે છે.
લીડઆઉટ ટેબલ દબાવો
ટેબલ જે ડાઇ અને રન આઉટ ટેબલ વચ્ચે એક્સટ્રુઝનને સપોર્ટ કરે છે.
રન આઉટ ટેબલ
પ્રેસ લીડઆઉટ સાધનોની તાત્કાલિક બહાર નીકળતી વખતે ટેબલ જે એક્સટ્રુઝનને માર્ગદર્શન અને સમર્થનમાં મદદ કરે છે.
બેક/ફ્રન્ટ પ્રેસ પ્લેટેન
એક્સટ્રુઝન પ્રેસમાં આ બે વિભાગોનો સમાવેશ થાય છે.
સળિયા બાંધો
પાછળ અને આગળની પ્રેસ પ્લેટને જોડે છે.
ડબ્બો
ડાઇમાંથી એલ્યુમિનિયમ એક્સટ્રુઝનને માર્ગદર્શન આપવા માટે વપરાય છે. તેમાં ડાઇ જેટલા જ છિદ્રો છે અને તેનો ઉપયોગ તમામ પ્રેસ પર થઈ શકે છે. ન્યુનન તેનો ઉપયોગ કરવાથી દૂર જઈ રહી છે કારણ કે તે મોંઘા અને હેન્ડલ કરવા મુશ્કેલ છે.
પ્લેટેન પ્રેશર રીંગ
ડાઇ સ્ટેકને ટેકો આપવા માટે પ્લેટમાં કઠણ ટૂલ સ્ટીલ રિંગ દાખલ કરવામાં આવે છે. મુખ્ય સિલિન્ડર દ્વારા રિંગ પર લાગુ દબાણ તણાવ અને વસ્ત્રોનું કારણ બને છે પરિણામે સમયાંતરે રિપ્લેસમેન્ટની જરૂર પડે છે.
બ્રાઇટસ્ટાર એલ્યુમિનિયમ મશીનરી એલ્યુમિનિયમ બિલેટ્સ હીટિંગ ફર્નેસ પૂરી પાડે છે, મોલ્ડ હીટિંગ ઓવન, એલ્યુમિનિયમ પ્રોફાઇલ્સ આકાર સુધારક, એલ્યુમિનિયમ પ્રોફાઇલ પોલિશિંગ મશીન, એલ્યુમિનિયમ પ્રોફાઇલ સપાટી ખામી સાફ સફાઈ મશીન, એલ્યુમિનિયમ પ્રોફાઇલ રેપિંગ મશીન, એલ્યુમિનિયમ પ્રોફાઇલ ફિલ્મ સ્ટિકિંગ મશીન, લાકડાના અનાજની અસર સબલિમેશન મશીન અને સહાયક સાધનો.
એલ્યુમિનિયમ એક્સટ્રુઝન પ્રોજેક્ટ અને ટર્નકી પ્રોજેક્ટ અને પેકેજ ડીલ માટે કુલ સોલ્યુશન ઓફર કરો!
તમારે એલ્યુમિનિયમ એક્સટ્રુઝન ઉત્પાદન વિશે જાણવાની જરૂર છે
તમારે એલ્યુમિનિયમ એક્સટ્રુઝન ઉત્પાદન વિશે જાણવાની જરૂર છે
એલ્યુમિનિયમ ઉત્તોદન સામગ્રીને આકાર આપવાની પ્રક્રિયા તરીકે વ્યાખ્યાયિત કરવામાં આવે છે, તેને ડાઇમાં આકારના ઓપનિંગ દ્વારા વહેવાની ફરજ પાડીને.
બહાર નીકળેલી સામગ્રી ડાઇ ઓપનિંગ જેવી જ પ્રોફાઇલ સાથે વિસ્તરેલ ભાગ તરીકે ઉભરી આવે છે.
એક પ્રક્રિયા કે જેના દ્વારા એલ્યુમિનિયમને ટેલર-મેઇડ ડાઇમાં ફરજ પાડવામાં આવે છે અને તે સતત ક્રોસ-સેક્શનમાં પરિણમે છે જે ધાતુના તમામ ગુણધર્મોનો ઉપયોગ કરે છે..
એલ્યુમિનિયમ એક્સટ્રુઝન પ્રક્રિયા એલ્યુમિનિયમનો સૌથી વધુ ભૌતિક લાક્ષણિકતાઓના અનન્ય સંયોજનને બનાવે છે.
પ્રેસનું કદ નક્કી કરે છે કે એક્સ્ટ્રુઝનનું કેટલું મોટું ઉત્પાદન થઈ શકે છે.
એક્સ્ટ્રુઝન કદ તેના સૌથી લાંબા ક્રોસ-વિભાગીય પરિમાણ દ્વારા માપવામાં આવે છે, એટલે કે. તે સર્કસ્ક્રાઇબિંગ વર્તુળમાં ફિટ છે.
તમને આશ્ચર્ય થશે કે પ્રક્રિયા શું બનાવે છે એલ્યુમિનિયમ બહાર કાવું?
અહીં વિગતોની માહિતી અને સ્ટેપ બાય સ્ટેપ છે
એલ્યુમિનિયમ ઉત્તોદન વિગતવાર ઉત્પાદન પ્રક્રિયા
આઈ.મોલ્ડ પ્રક્રિયા
એલ્યુમિનિયમ એક્સટ્રુઝન પ્રક્રિયા ખરેખર ડિઝાઇન પ્રક્રિયા સાથે શરૂ થાય છે, કારણ કે તે ઉત્પાદનની ડિઝાઇન છે - તેના હેતુપૂર્વકના ઉપયોગના આધારે - જે ઘણા અંતિમ ઉત્પાદન પરિમાણોને નિર્ધારિત કરે છે.
મશીનની ક્ષમતા અંગેના પ્રશ્નો, સમાપ્ત, અને ઉપયોગનું વાતાવરણ બહાર કાઢવા માટે એલોયની પસંદગી તરફ દોરી જશે.
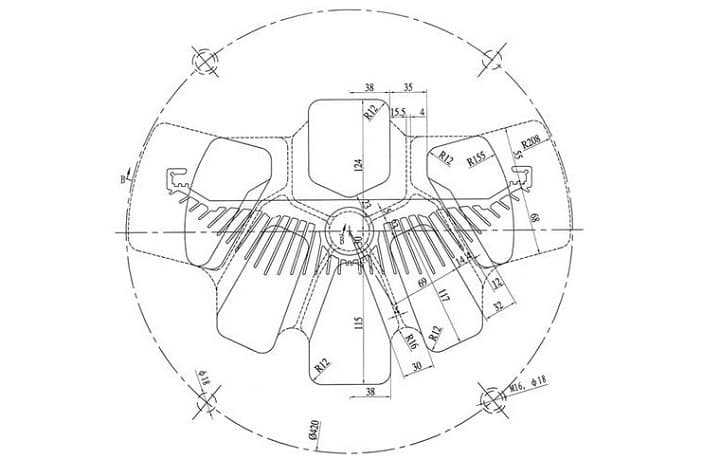
પ્રોફાઇલનું કાર્ય તેના ફોર્મની ડિઝાઇન નક્કી કરશે અને, તેથી, ડાઇની ડિઝાઇન જે તેને આકાર આપે છે.
ડાઇ ડિઝાઇન:
એલ્યુમિનિયમ એક્સટ્રુઝન એ એલ્યુમિનિયમ બિલેટનું અંતિમ ઉત્પાદન છે જે ગરમ કર્યા પછી ડાઇ દ્વારા બહાર કાઢવામાં આવે છે., અને એક્સટ્રુઝન ડાઇ એ ઉચ્ચ-ચોકસાઇ સાથેનું ઉપકરણ છે જે જરૂરી વિશિષ્ટતાઓ અને ક્રોસ-સેક્શન સાથે એલ્યુમિનિયમ પ્રોફાઇલને બહાર કાઢવાની માંગ અનુસાર ડિઝાઇન કરવામાં આવ્યું છે.;
મોલ્ડ ડિઝાઇનના સિદ્ધાંત અને પગલાં
1. ડિઝાઇન મોલ્ડ ચેમ્બર પરિમાણો નક્કી કરો
સૌ પ્રથમ, જ્યારે ડિઝાઇનરને ક્રોસ-સેક્શનલ ડ્રોઇંગ મળે છે, ઉત્તોદન ગુણોત્તર અનુસાર, એલ્યુમિનિયમ પ્રોફાઈલ ક્રોસ-સેક્શનનું મહત્તમ સર્કક્રાઈબ સર્કલ કેટલું છે, અને કયું એક્સટ્રુઝન મશીન યોગ્ય છે તે નક્કી કરવાની જટિલતા.
ઘાટનું કદ સેટ કરો, જો તે નાનું છે, તે સેવા જીવન અને ઘાટની રચનાને અસર કરશે. જ્યારે પોલિશિંગ મીણનો ઉપયોગ થાય છે, મોટા વિભાગના ઘાટનું કદ મોટું થવા માટે સુયોજિત છે, જેથી મોલ્ડ ઉત્પાદન માટે સ્થિર રહે.
મોલ્ડ પોર્થોલનું વિતરણ સેટ કરો, ફીડર અને સોલિડ મોલ્ડ ડિઝાઇન, વર્કિંગ બેલ્ટ ડિઝાઇન, અને મોલ્ડિંગ છિદ્રો ડિઝાઇન
2. ડાઇ પર ડાઇ હોલ્સની વ્યાજબી વ્યવસ્થા
કહેવાતા વાજબી લેઆઉટ એ ઘાટ પર એક અથવા બહુવિધ ડાઇ હોલને વ્યાજબી રીતે વિતરિત કરવાનો છે., જેથી મોલ્ડની મજબૂતાઈ સુનિશ્ચિત કરવાના આધાર હેઠળ શ્રેષ્ઠ મેટલ ફ્લો એકરૂપતા મેળવી શકાય.
3. ડાઇ હોલના કદની વ્યાજબી ગણતરી
ડાઇ હોલના કદની ગણતરી કરતી વખતે, મુખ્ય વિચારણા એ બહિષ્કૃત એલોયની રાસાયણિક રચના છે, ઉત્પાદનનો આકાર અને નામાંકિત કદ અને તેની સ્વીકાર્ય સહનશીલતા, એક્સટ્રુઝન તાપમાન અને આ તાપમાન પર ડાઇ મટિરિયલ અને એક્સટ્રુડ એલોયના થર્મલ વિસ્તરણ ગુણાંક, અને ઉત્પાદનનો ક્રોસ-સેક્શન, ભૌમિતિક આકારની લાક્ષણિકતાઓ અને એક્સટ્રુઝન અને સ્ટ્રેચિંગ દરમિયાન તેના ફેરફારો, એક્સટ્રુઝન ફોર્સનું કદ અને ઘાટનું વિરૂપતા.
4. મેટલ ફ્લો રેટને વ્યાજબી રીતે સમાયોજિત કરો
જ્યારે પોલિશિંગ મીણનો ઉપયોગ થાય છે, પ્રોફાઇલની દિવાલની જાડાઈ જેટલી પાતળી છે, પરિઘ જેટલો મોટો છે, વધુ જટિલ આકાર હશે, અને એક્સ્ટ્રુઝન સિલિન્ડરના કેન્દ્રથી વધુ દૂર, ડાઇ બેરિંગ જેટલું નાનું હોવું જોઈએ.
જ્યારે ડાઇ બેરિંગ સાથે ફ્લો રેટને નિયંત્રિત કરવું હજુ પણ મુશ્કેલ છે, આકાર ખાસ કરીને જટિલ છે, દિવાલની જાડાઈ ખૂબ જ પાતળી છે, અને ધાતુના પ્રવાહને વેગ આપવા માટે કેન્દ્રથી દૂરનો ભાગ સ્પ્રુ સ્પ્રેડરનો ઉપયોગ કરી શકાય છે.
ઊલટું, વધુ જાડી દિવાલોવાળા ભાગો અથવા એક્સ્ટ્રુઝન સિલિન્ડરના કેન્દ્રની ખૂબ નજીકના સ્થાનો માટે, અહીં પ્રવાહ વેગને ધીમો કરવા માટે અવરોધને પૂરક બનાવવા માટે અવરોધ કોણનો ઉપયોગ કરવો જોઈએ.
વધુમાં, તમે પ્રક્રિયા સંતુલન છિદ્રોનો પણ ઉપયોગ કરી શકો છો, પ્રક્રિયા ભથ્થાં, અથવા ફ્રન્ટ ચેમ્બર મોલ્ડનો ઉપયોગ કરો, પ્રવાહ માર્ગદર્શિકા મૃત્યુ પામે છે, અને નંબર બદલો, કદ, આકાર, અને ધાતુના પ્રવાહ દરને સમાયોજિત કરવા માટે પોર્થોલ્સની સ્થિતિ.
5. પૂરતા મોલ્ડની મજબૂતાઈની ખાતરી કરો
ડાઇ હોલ્સની સ્થિતિને તર્કસંગત રીતે ગોઠવવા ઉપરાંત, યોગ્ય સામગ્રી પસંદ કરી રહ્યા છીએ, અને વાજબી ડાઇ સ્ટ્રક્ચર અને આકારની ડિઝાઇન, એક્સટ્રુઝન ફોર્સની ચોક્કસ ગણતરી કરવી અને દરેક વિભાગની સ્વીકાર્ય તાકાત તપાસવી પણ ખૂબ જ મહત્વપૂર્ણ છે..
6. સ્વચ્છતા અને જાળવણી
એક્સટ્રઝન ડાઈઝને વારંવાર સાફ કરવું જોઈએ અને તેનું નિરીક્ષણ કરવું જોઈએ.
જો કોઈ સમસ્યા હોય તો, સ્ક્રેચમુદ્દે ટાળવા માટે તેઓને સમયસર રીપેર કરાવવું જોઈએ, રૂપરેખાની બહાર કાઢવાની પ્રક્રિયા દરમિયાન burrs અને અન્ય સખત ઇજાઓ, જે એલ્યુમિનિયમ એક્સટ્રુઝનની ગુણવત્તાને ગંભીર અસર કરશે.
એક્સટ્રુઝન ડાઇ પ્રોસેસિંગ પ્રોસેસ ફ્લો ચાર્ટ
સોલિડ ડાઇ (બંધ પોલાણ વિના માળખાકીય પ્રોફાઇલ, પોર્થોલ ડાઇ નથી)
લેથિંગ → માર્કિંગ → મિલિંગ → ડ્રિલિંગ → ગ્રાઇન્ડિંગ → હાર્ડનિંગ → ટેમ્પરિંગ → સપાટીનું ગ્રાઇન્ડિંગ → માર્ગદર્શિકા ચેનલનું ફાઇન મિલિંગ → વાયર કટિંગ → ઇડીએમ → પોલિશિંગ → ક્લેમ્પિંગ રિપેરિંગ → સ્વીકૃતિ → ટેસ્ટ મોલ્ડ → નાઇટ્રાઇડિંગ → વેરહાઉસ
પોર્થોલ ડાઇ (બંધ પોલાણ સાથે માળખાકીય પ્રોફાઇલ)
સમર્થક મૃત્યુ પામે છે
ટર્નિંગ → માર્કિંગ → મિલિંગ → ડ્રિલિંગ → ગ્રાઇન્ડિંગ → ક્વેન્ચિંગ → ટેમ્પરિંગ → સરફેસ ગ્રાઇન્ડિંગ → સ્વીકૃતિ → વેરહાઉસ
ડાઇ રિંગ
ટર્નિંગ → માર્કિંગ → મિલિંગ → ડ્રિલિંગ → ગ્રાઇન્ડિંગ → ક્વેન્ચિંગ → ટેમ્પરિંગ → પ્લેન ગ્રાઇન્ડિંગ → ફાઇન ટર્નિંગ → સ્વીકૃતિ → વેરહાઉસ
II ગલન પ્રક્રિયા
6 શ્રેણી એલોય અને તેમની એપ્લિકેશન
6005: બહિષ્કૃત પ્રોફાઇલ્સ અને પાઈપો, કરતાં વધુ તાકાતની જરૂર હોય તેવા માળખાકીય ભાગો માટે વપરાય છે 6063 એલોય, જેમ કે સીડી, ટીવી એન્ટેના, સિંગલ વેરાયટી અથવા એલ્યુમિનિયમ અને એલ્યુમિનિયમ એલોય સ્ક્રેપ્સ માટે જેમાં અન્ય કોઈ અશુદ્ધિઓ નથી;
6009: કાર બોડી પેનલ્સ;
6010: પાતળી પ્લેટ, કાર બોડી;
6061: વિવિધ ઔદ્યોગિક માળખાં કે જેને ચોક્કસ તાકાતની જરૂર હોય છે, વેલ્ડેબિલિટી અને ઉચ્ચ કાટ પ્રતિકાર, જેમ કે પાઈપો, સળિયા, અને ટ્રકના ઉત્પાદન માટેના આકાર, ટાવર ઇમારતો, જહાજો, ટ્રામ, ફિક્સર, યાંત્રિક ભાગો, અને ચોકસાઇ મશીનિંગ, શીટ;
6063: બિલ્ડીંગ પ્રોફાઇલ્સ, સિંચાઈ પાઈપો અને વાહનો માટે એક્સટ્રુઝન સામગ્રી, બેન્ચ, ફર્નિચર, વાડ, સિંગલ વેરાયટી અથવા એલ્યુમિનિયમ અને એલ્યુમિનિયમ એલોય સ્ક્રેપ્સ માટે જેમાં અન્ય કોઈ અશુદ્ધિઓ નથી;
6066: ફોર્જિંગ અને વેલ્ડીંગ માળખું ઉત્તોદન સામગ્રી;
6070: ઓટોમોટિવ ઉદ્યોગમાં વપરાતી હેવી-ડ્યુટી વેલ્ડેડ સ્ટ્રક્ચર્સ અને એક્સટ્રુઝન મટિરિયલ્સ અને પાઇપ્સ;
6101: ઉચ્ચ-શક્તિવાળા બાર, બસો માટે વિદ્યુત વાહક અને રેડિયેટર સામગ્રી;
6151: ડાઇ ફોર્જિંગ ક્રેન્કશાફ્ટ ભાગો માટે વપરાય છે, મશીનના ભાગો અને રોલ્ડ રિંગ્સનું ઉત્પાદન, એપ્લીકેશન માટે કે જેને સારી ફોર્જેબિલિટીની જરૂર હોય છે, ઉચ્ચ તાકાત, અને સારી કાટ પ્રતિકાર;
6201: ઉચ્ચ-શક્તિ વાહક સળિયા અને વાયર;
6205: જાડા પ્લેટો, પેડલ્સ અને ઉચ્ચ અસર પ્રતિરોધક એક્સટ્રુઝન;
6262: થ્રેડેડ ઉચ્ચ-તાણવાળા ભાગો કરતાં વધુ સારી રીતે કાટ પ્રતિકારની જરૂર હોય છે 2011 અને 2017 એલોય;
6351: વાહનોના બાહ્ય માળખાકીય ભાગો, પાણી માટે પાઇપલાઇન, તેલ, સિંગલ વેરાયટી અથવા એલ્યુમિનિયમ અને એલ્યુમિનિયમ એલોય સ્ક્રેપ્સ માટે જેમાં અન્ય કોઈ અશુદ્ધિઓ નથી;
6463: બિલ્ડિંગ અને વિવિધ એપ્લાયન્સ પ્રોફાઇલ્સ, તેમજ ઓટોમોટિવ સુશોભિત ભાગો તેજસ્વી સપાટી સાથે તેજસ્વી ડીપિંગ અને એનોડાઇઝિંગ સારવાર પછી;
6060, 6063, 6063એ, 6463, અને 6463A નો ઉપયોગ ઘણીવાર બિલ્ડિંગ પ્રોફાઇલ્સના ઉત્પાદનમાં થાય છે, અને 6463A એલોયનો ઉપયોગ ફક્ત તેજસ્વી ચાંદીના એલ્યુમિનિયમ પ્રોફાઇલ્સના ઉત્પાદન માટે થાય છે (અરીસા જેવો દેખાવ).
6063એલોયનો ઉપયોગ આર્કિટેક્ચરલ રૂપરેખાઓના ઉત્પાદનમાં થાય છે જે કરતાં સહેજ વધારે તાકાતની જરૂર હોય છે 6063 એલોય, જેમ કે પડદાની દિવાલ સામગ્રી.
6061, 6082, 6106, 6005, 6005એ, 6351 એલોયનો ઉપયોગ મોટા માળખાકીય ભાગોમાં થાય છે જેને સારા કાટ પ્રતિકારની જરૂર હોય છે, જેમ કે રેફ્રિજરેટેડ કન્ટેનર બોટમ પ્લેટ, ટ્રક ફ્રેમ ભાગો, ઉપલા માળખાના ભાગો મોકલો, રેલ્વે વાહનના માળખાકીય ભાગો અને અન્ય યાંત્રિક માળખાકીય ભાગો .
6101 અને 6101B એલોયનો ઉપયોગ સબવે વહન માટે એલ્યુમિનિયમ એલોય પ્રોફાઇલ બનાવવા માટે થાય છે.
6563 એલોય મુખ્યત્વે રેડિયેટર પ્રોફાઇલ બનાવવા માટે વપરાય છે.
2024, 5A02, 7005, 7020, 7075 ઉચ્ચ-શક્તિવાળા એલોય છે, જે મોટાભાગે અવકાશયાનમાં વપરાય છે, યાંત્રિક સાધનો, વગેરે.
મેલ્ટિંગ પ્રોસેસિંગ ફ્લો ચાર્ટ
મટિરિયલ્સ→ચાર્જિંગ→મેલ્ટિંગ→સ્ટિરિંગ→એલોયિંગ→હોલ્ડિંગ→ડિગાસિંગ→રિફાઇનિંગ→બિલેટ કાસ્ટિંગ→હોમોજનાઇઝિંગ→કટિંગ
ગલન એ એલ્યુમિનિયમ પ્રોફાઇલ ઉત્પાદનની પ્રક્રિયા છે.
કાચો માલ અને ઉત્પાદન માળખું અનુસાર, એલ્યુમિનિયમ પ્રોફાઇલ કાસ્ટિંગ પ્રક્રિયાની વાજબી પસંદગી એ ઉત્પાદનની ગુણવત્તાને સુનિશ્ચિત કરવાની ચાવી છે, ઉર્જાનો વપરાશ ઘટાડવો અને ઉત્પાદન કાર્યક્ષમતામાં સુધારો કરવો.
તો એલ્યુમિનિયમ પ્રોફાઇલ્સની ગલન અને કાસ્ટિંગ પ્રક્રિયા શું છે?
1. એલ્યુમિનિયમ ઇંગોટ્સ કાચો માલ
ઉત્પાદન પહેલાં, વિવિધ એલોય અને એલ્યુમિનિયમ બીલેટ્સની વિવિધ માત્રાની માંગ અનુસાર, એલ્યુમિનિયમ ઇંગોટ્સ બનાવો, મેગ્નેશિયમ ઇંગોટ્સ, સિલિકોન ઇંગોટ્સ, વર્કશોપમાં તાંબાના પટ્ટાઓ અને સહાયક સામગ્રી તૈયાર છે.
2. મેલ્ટિંગ ચાર્જિંગ
કાચા માલને ઓગળતી ભઠ્ઠીમાં ચાર્જ કરવા માટે ફોર્કલિફ્ટનો ઉપયોગ કરો.
3.પીગળવું
ભઠ્ઠીમાં પૂરતો કાચો માલ ઉમેર્યા પછી, 700-730℃ સુધી ગરમ કરવા માટે કુદરતી ગેસનો ઉપયોગ કરો, અને પછી એલ્યુમિનિયમ પિંડો પ્રવાહી સ્થિતિમાં પીગળી જશે.
4. રિફાઇનિંગ
પીગળેલા એલ્યુમિનિયમમાં અશુદ્ધિઓ દૂર કરવા માટે એજન્ટો ઉમેરવા.
5.નાકાસ્ટિંગ
25પીગળેલા એલ્યુમિનિયમને ડિસ્ટ્રિબ્યુટરથી ભરવામાં આવે તે પછી ~35 સેકન્ડ, ઠંડુ પાણી ચાલુ છે. કાસ્ટિંગ ઝડપ સામાન્ય ગતિના 70~80% છે, અને સ્પીડ 40-50mm પડ્યા પછી સામાન્ય સ્પીડમાં વધે છે.
6. હોમોજનાઇઝેશન
એલ્યુમિનિયમ બિલેટ્સ ગૌણ એકરૂપતા સારવારને આધિન છે.
7. એલ્યુમિનિયમ બિલેટ્સ કટીંગ
એલ્યુમિનિયમ બીલેટના આગળના અને પાછળના છેડા પરના અનિયમિત ભાગોને દૂર કરો
8. વેરહાઉસ
એલ્યુમિનિયમ બિલેટ્સને વેરહાઉસમાં બંડલ કરવામાં આવે છે અને મૂકવામાં આવે છે.
જ્યારે પોલિશિંગ મીણનો ઉપયોગ થાય છે, એલ્યુમિનિયમ પીગળવું એ એલ્યુમિનિયમના ઇંગોટ્સને એલ્યુમિનિયમ બીલેટમાં ફેરવવાનું છે, લોગ અથવા અન્ય તૈયાર અથવા અર્ધ-તૈયાર ઉત્પાદનો એલોયિંગની પ્રક્રિયા દ્વારા, stirring, સ્થાયી, શુદ્ધિકરણ, અને સ્કિમિંગ.
ગલન અને કાસ્ટિંગ ઉત્પાદન એ એલ્યુમિનિયમ અને એલ્યુમિનિયમ એલોય એક્સટ્રુઝન ઉત્પાદનોના ઉત્પાદનમાં અત્યંત મહત્વપૂર્ણ પ્રક્રિયા છે..
એલ્યુમિનિયમ બિલેટ્સની ગુણવત્તા સીધી ઉપજને અસર કરે છે, એલ્યુમિનિયમ એક્સટ્રુઝન ઉત્પાદનોની ગુણવત્તા અને પ્રદર્શન.
હવે અમે ઉત્તોદન માટે બિલેટ્સ મેળવીએ છીએ, એક્સ્ટ્રુઝન ડાઇ અને કાચો માલ બહાર કાઢવા માટે તૈયાર છે.
III ઉત્તોદન પ્રક્રિયા
એલ્યુમિનિયમ ઉત્તોદન - એક પ્રક્રિયા કે જેના દ્વારા એલ્યુમિનિયમને કસ્ટમ મેઇડ ડાઇમાં ફરજ પાડવામાં આવે છે અને તે સતત ક્રોસ-સેક્શનમાં પરિણમે છે જે મેટલના તમામ ગુણધર્મોનો ઉપયોગ કરે છે..
જેમ કે એક્સટ્રુઝન મોલ્ડ ડિઝાઇન કરવામાં આવ્યા હતા અને એલ્યુમિનિયમ બિલેટ્સ ઉપલબ્ધ છે. એલ્યુમિનિયમ એક્સટ્રુઝન માટે બધું તૈયાર છે.
એલ્યુમિનિયમ એક્સટ્રુઝન પ્રક્રિયા એ પ્રોસેસિંગ પદ્ધતિ છે જે ડાઇ ચેમ્બરમાં મૂકવામાં આવેલા મેટલ બિલેટ પર મજબૂત દબાણ લાગુ કરે છે. (અથવા એક્સટ્રુઝન સિલિન્ડર), મેટલ બિલેટને દિશાત્મક પ્લાસ્ટિક વિકૃતિ પેદા કરવા દબાણ કરે છે, અને ચોક્કસ યાંત્રિક ગુણધર્મોવાળા ભાગો અથવા અર્ધ-તૈયાર ઉત્પાદનો સાથે ઇચ્છિત વિભાગનો આકાર અને કદ મેળવવા માટે એક્સટ્રુઝન ડાઇના ડાઇ હોલમાંથી બહાર કાઢો..
ઉત્તોદન પ્રક્રિયાના પ્રકાર
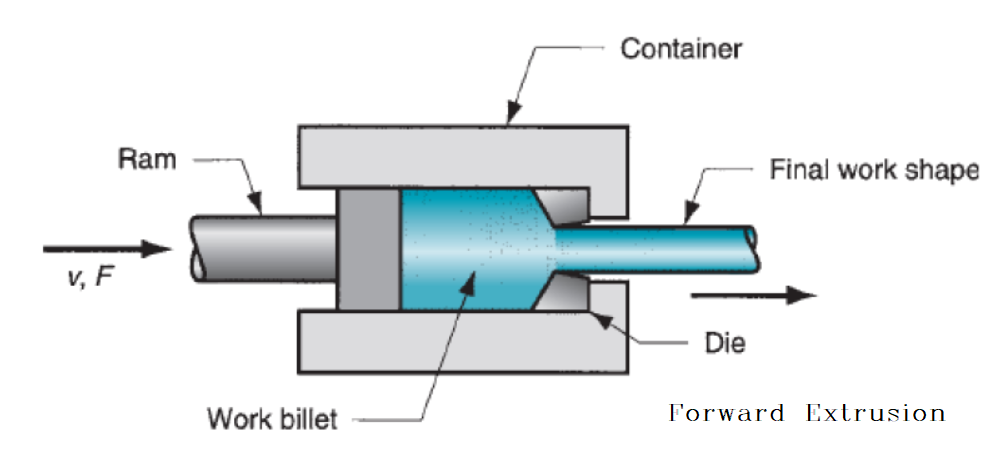
આગળ ઉત્તોદન
આગળ ઉત્તોદન, ડાયરેક્ટ એક્સટ્રુઝન તરીકે પણ ઓળખાય છે, સૌથી સામાન્ય ઉત્તોદન પ્રક્રિયા છે. તે ભારે-દિવાલોવાળા કન્ટેનરમાં બિલેટ મૂકીને કામ કરે છે.
બિલેટને રેમ અથવા સ્ક્રૂ દ્વારા ડાઇ દ્વારા ધકેલવામાં આવે છે.
તેમને અલગ રાખવા માટે રેમ અને બિલેટ વચ્ચે ફરીથી વાપરી શકાય તેવા ડમી બ્લોક છે.
આ પ્રક્રિયાનો મુખ્ય ગેરલાભ એ છે કે બિલેટને બહાર કાઢવા માટે જરૂરી બળ પરોક્ષ બહાર કાઢવાની પ્રક્રિયામાં જરૂરી બળ કરતાં વધારે છે કારણ કે બીલેટને કન્ટેનરની સમગ્ર લંબાઈ સુધી મુસાફરી કરવાની જરૂરિયાત દ્વારા રજૂ કરાયેલ ઘર્ષણ બળને કારણે..
આના કારણે, પ્રક્રિયાની શરૂઆતમાં સૌથી વધુ બળ જરૂરી છે અને ધીમે ધીમે ઘટતું જાય છે કારણ કે બિલેટનો ઉપયોગ થાય છે.
બિલેટના અંતે બળ ખૂબ જ વધી જાય છે કારણ કે બિલેટ પાતળો હોય છે અને ડાઇમાંથી બહાર નીકળવા માટે સામગ્રી રેડિયલી વહેવી જોઈએ.. બિલેટનો અંત (બટ એન્ડ કહેવાય છે) આ કારણોસર ઉપયોગ થતો નથી.[i]
[i] https://en.wikipedia.org/wiki/Extrusion
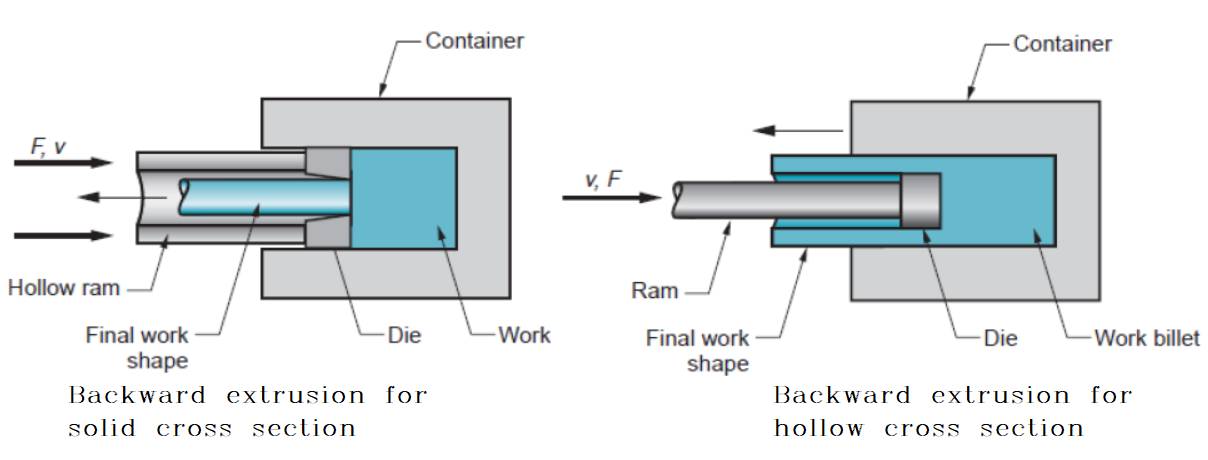
પછાત ઉત્તોદન
પછાત ઉત્તોદન, પરોક્ષ ઉત્તોદન તરીકે પણ ઓળખાય છે, બિલેટ અને કન્ટેનર એકસાથે આગળ વધે છે જ્યારે ડાઇ સ્થિર હોય છે.
દ્વારા મૃત્યુ સ્થાને રાખવામાં આવે છે “સ્ટેમ” જે કન્ટેનરની લંબાઈ કરતાં વધુ લાંબી હોવી જોઈએ.
એક્સ્ટ્રુઝનની મહત્તમ લંબાઈ આખરે સ્ટેમની સ્તંભની મજબૂતાઈ દ્વારા નક્કી કરવામાં આવે છે.
કારણ કે બિલેટ કન્ટેનર સાથે ફરે છે, ઘર્ષણ બળો દૂર થાય છે.
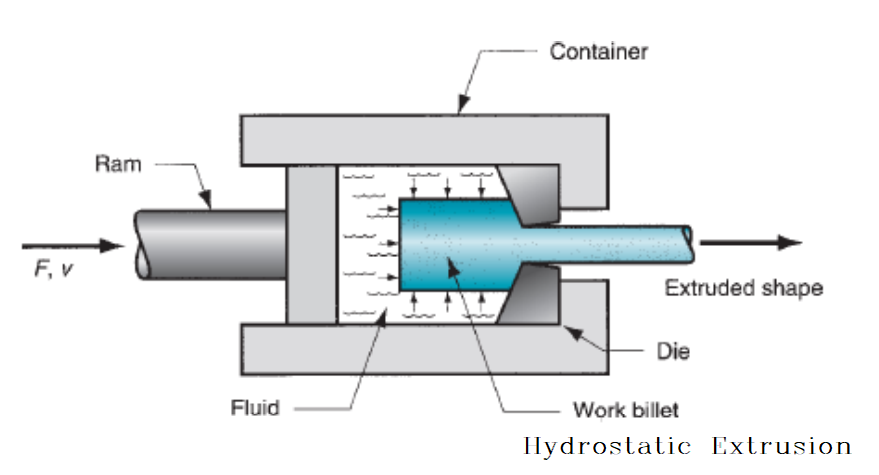
હાઇડ્રોસ્ટેટિક ઉત્તોદન
હાઇડ્રોસ્ટેટિક ઉત્તોદન પ્રક્રિયામાં, બિલેટ સંપૂર્ણપણે દબાણયુક્ત પ્રવાહીથી ઘેરાયેલું છે, સિવાય કે જ્યાં બિલેટ ડાઇનો સંપર્ક કરે છે.
આ પ્રક્રિયા ગરમ કરી શકાય છે, ગરમ, અથવા ઠંડી, જો કે, વપરાયેલ પ્રવાહીની સ્થિરતા દ્વારા તાપમાન મર્યાદિત છે.
હાઇડ્રોસ્ટેટિક માધ્યમ સમાવવા માટે પ્રક્રિયા સીલબંધ સિલિન્ડરમાં હાથ ધરવામાં આવશ્યક છે.
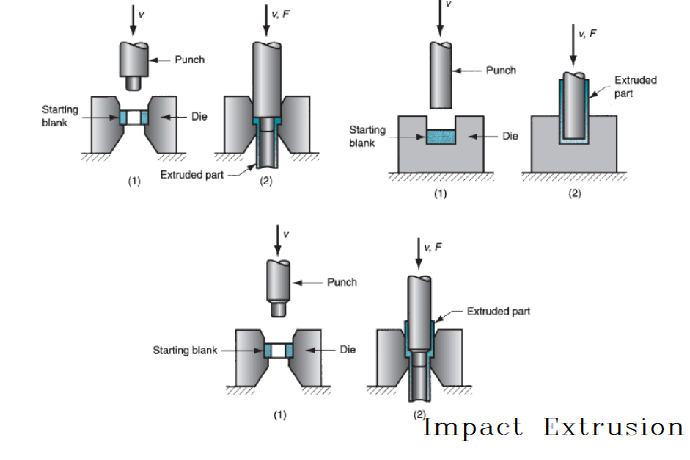
અસર ઉત્તોદન
ઇમ્પેક્ટ એક્સટ્રઝન એ એક્સ્ટ્રુઝન અને ડ્રોઇંગ જેવી જ ઉત્પાદન પ્રક્રિયા છે જેના દ્વારા મેટલ સ્લગ વડે ઉત્પાદનો બનાવવામાં આવે છે.. ગોકળગાયને ઉચ્ચ વેગથી ભારે બળ વડે દબાવવામાં આવે છે અથવા પંચ વડે ડાઇ અથવા મોલ્ડમાં.[i]
ઇમ્પેક્ટ એક્સટ્રુઝન પરંપરાગત એક્સટ્રુઝન કરતાં વધુ ઝડપે અને ટૂંકા સ્ટ્રોક પર કરવામાં આવે છે.
તેનો ઉપયોગ વ્યક્તિગત ઘટકો બનાવવા માટે થાય છે. નામ સૂચવે છે તેમ, પંચ ફક્ત તેના પર દબાણ લાગુ કરવાને બદલે કામના ભાગને અસર કરે છે.
[i] https://en.wikipedia.org/wiki/Impact_extrusion
એલ્યુમિનિયમ એક્સટ્રુઝન પ્રક્રિયાના ફાયદા
1. ઉત્તોદન પ્રક્રિયા દરમિયાન, એક્સટ્રુડેડ મેટલ રોલિંગ ફોર્જિંગ કરતાં વિરૂપતા ઝોનમાં વધુ તીવ્ર અને સમાન ત્રિ-પરિમાણીય કમ્પ્રેશન સ્ટ્રેસ મેળવી શકે છે., જે પ્રોસેસ્ડ મેટલની જ પ્લાસ્ટિસિટીને સંપૂર્ણ રમત આપી શકે છે;
2. ઉત્તોદન પ્રક્રિયા માત્ર સળિયા પેદા કરી શકે છે, ટ્યુબ, આકાર, અને સરળ ક્રોસ-વિભાગીય આકારો સાથે વાયર ઉત્પાદનો, પણ જટિલ ક્રોસ-વિભાગીય આકારો સાથે પ્રોફાઇલ્સ અને ટ્યુબ;
3. ઉત્તોદન પ્રક્રિયામાં મહાન લવચીકતા છે. તેને માત્ર વિવિધ આકારો સાથે ઉત્પાદનો બનાવવા માટે મોલ્ડ જેવા એક્સટ્રુઝન ટૂલ્સને બદલવાની જરૂર છે, એક સાધન પર વિશિષ્ટતાઓ અને જાતો. એક્સટ્રુઝન મોલ્ડને બદલવાની કામગીરી સરળ છે, ઝડપી, સમય બચત અને કાર્યક્ષમ;
4. બહિષ્કૃત ઉત્પાદનોની ચોકસાઇ ઊંચી છે, ઉત્પાદનોની સપાટીની ગુણવત્તા સારી છે, અને ધાતુની સામગ્રીનો ઉપયોગ દર અને ઉપજમાં સુધારો થયો છે;
5. ઉત્તોદન પ્રક્રિયા મેટલના યાંત્રિક ગુણધર્મો પર સારી અસર કરે છે;
6.પ્રક્રિયાનો પ્રવાહ ટૂંકો છે અને ઉત્પાદન અનુકૂળ છે. વન-ટાઇમ એક્સટ્રુઝન હોટ ડાઇ ફોર્જિંગ અથવા ફોર્મિંગ રોલિંગ કરતાં મોટા વિસ્તાર સાથે એકંદર માળખું મેળવી શકે છે. સાધનસામગ્રીનું રોકાણ ઓછું છે, ઘાટની કિંમત ઓછી છે, અને આર્થિક લાભ વધારે છે;
7. એલ્યુમિનિયમ એલોય સારી એક્સટ્રુઝન લાક્ષણિકતાઓ ધરાવે છે અને ખાસ કરીને એક્સટ્રુઝન પ્રોસેસિંગ માટે યોગ્ય છે. તે વિવિધ એક્સટ્રુઝન પ્રક્રિયાઓ અને વિવિધ મોલ્ડ સ્ટ્રક્ચર્સ દ્વારા પ્રક્રિયા કરી શકાય છે.
ઉત્તોદન પ્રક્રિયાનું પગલું
એલ્યુમિનિયમ બિલેટ્સ → હોટ લોગ શીયર સાથે મલ્ટી-બિલેટ હીટિંગ ફર્નેસમાં હીટિંગ → તાપમાન 480 ° સે સુધી પહોંચે છે અને તાપમાન 1 કલાક માટે રાખવામાં આવે છે → મોલ્ડને 480 ° સે સુધી ગરમ કરવામાં આવે છે → મોલ્ડને મોલ્ડ બેઝમાં મૂકવામાં આવે છે → ફીડિંગ → એક્સટ્રુઝન → ખેંચનાર → સીધું → વૃદ્ધાવસ્થા → વૃદ્ધત્વ પૂર્ણ → ઠંડક → પૂર્ણ
1. રેક પર એલ્યુમિનિયમ બિલેટ્સ મૂકો. એલ્યુમિનિયમ બિલેટ્સ વચ્ચે ચોક્કસ અંતર છોડો. એલ્યુમિનિયમ બિલેટ્સ સ્ટેક ન કરવા માટે સાવચેત રહો, અન્યથા, તે ઓપરેટરની મુશ્કેલીમાં વધારો કરશે અને ઓપરેશન દરમિયાન એલ્યુમિનિયમના બીલેટ્સ પડી જશે અને સ્ટાફને ઇજા પહોંચાડશે.;
2. પ્રક્રિયાના પ્રવાહ અનુસાર સખત રીતે કાર્ય કરો. સ્થળ 12 ભઠ્ઠીમાં એલ્યુમિનિયમ બીલેટ અને તેને ગરમ કરો. જ્યારે ગરમીનો સમય 3.5h સુધી પહોંચે છે, તાપમાન 480 ℃ સુધી પહોંચે છે, અને પછી સામાન્ય ઉત્પાદન 1 કલાક માટે ગરમી જાળવણી પછી હાથ ધરવામાં આવી શકે છે;
3. તે જ સમયે, એક્સ્ટ્રુઝન ડાઇને મોલ્ડ હીટિંગ ઓવનમાં મૂકો અને ડાઇ તાપમાન 480 ℃ સુધી પહોંચવા માટે તેને ગરમ કરો;
4. એલ્યુમિનિયમ બિલેટ્સ અને મોલ્ડની ગરમી અને ગરમીની જાળવણી પૂર્ણ થયા પછી, મોલ્ડને એક્સટ્રુઝન મશીનના મોલ્ડ બેઝમાં મૂકો અને તૈયાર કરો;
5. એક્સટ્રુડરના કાચા માલના પ્રવેશદ્વારમાં ટૂંકા એલ્યુમિનિયમ બિલેટ્સ નાખો;
6. ઉત્તોદન તબક્કામાં પ્રવેશ. બહિષ્કૃત પ્રોફાઇલ ડિસ્ચાર્જ છિદ્રમાંથી બહાર આવે તે પછી, તેને ખેંચનાર દ્વારા ખેંચવામાં આવે છે, અને પછી કાપવા માટે લંબાઈ નક્કી કરવામાં આવે છે, અને પછી એલ્યુમિનિયમ પ્રોફાઇલ સીધા કરવા માટે લેવલિંગ ટેબલ પર મોકલવામાં આવે છે. એલ્યુમિનિયમ પ્રોફાઇલને લંબાઈ સુધી કાપવા માટે ફિનિશ્ડ પ્રોડક્ટ એરિયામાં લઈ જઈ શકાય છે.
7. આવશ્યકતાઓ અનુસાર કટ એલ્યુમિનિયમ પ્રોફાઇલને સામગ્રીની ફ્રેમમાં લોડ કરો, તેને વૃદ્ધાવસ્થામાં પરિવહન કરો, વૃદ્ધ ભઠ્ઠી દાખલ કરો, અને વૃદ્ધત્વની સારવાર કરો.
8. વૃદ્ધત્વ તાપમાન 200 ℃ સુધી પહોંચે પછી, તેને 2 કલાક માટે રાખો, અને પછી તેને ભઠ્ઠીમાંથી બહાર કાઢવાની રાહ જુઓ;
જ્યારે તેને ડિસ્ચાર્જ કરવામાં આવે છે, તે ઠંડકના તબક્કામાં પ્રવેશે છે, જે કુદરતી ઠંડક દ્વારા અથવા કુલર વડે ઠંડુ કરી શકાય છે. અત્યારે, બહાર કાઢવાનું કામ પૂર્ણ થયું છે, અને લાયક દેખાવ ગુણવત્તા અને આકાર અને કદ સાથે એલ્યુમિનિયમ પ્રોફાઇલ્સનું એક્સટ્રુઝન પૂર્ણ થયું છે.
એલ્યુમિનિયમ એક્સટ્રુઝન ઓટોમેટિક પ્રોડક્શન લાઇન પર હાથ ધરવામાં આવશે જેમાં બિલેટ્સ હીટિંગનો સમાવેશ થાય છે, ઉત્તોદન, ઠંડક, તાણ સીધું કરવું, સોઇંગ અને અન્ય પ્રક્રિયાઓ.
ઉત્પાદન લાઇન પર સાધનો, હોટ લોગ શીયર સાથે મલ્ટી બીલેટ હીટિંગ ફર્નેસ સહિત, એક્સટ્રુઝન પ્રેસ, રન-આઉટ ટેબલ, સ્ટેકર, પ્રોફાઇલ કન્વેયર, ઠંડક પથારી, સીધું મશીન, સંગ્રહ પ્લેટફોર્મ, ખેંચનાર, પ્રોફાઇલ સોઇંગ મશીન, વૃદ્ધ ભઠ્ઠી, વગેરે.
એલ્યુમિનિયમ એક્સટ્રુઝન પ્રક્રિયા પર ઊંડાણપૂર્વકની માહિતી
એલ્યુમિનિયમ ઉત્તોદન પ્રક્રિયા માહિતી
ઉત્તોદન સામગ્રીને આકાર આપવાની પ્રક્રિયા તરીકે વ્યાખ્યાયિત કરવામાં આવે છે, જેમ કે એલ્યુમિનિયમ, તેને ડાઇમાં આકારના ઓપનિંગ દ્વારા વહેવાની ફરજ પાડીને.
બહાર નીકળેલી સામગ્રી ડાઇ ઓપનિંગ જેવી જ પ્રોફાઇલ સાથે વિસ્તરેલ ભાગ તરીકે ઉભરી આવે છે.
પ્રેસનું કદ નક્કી કરે છે કે એક્સ્ટ્રુઝનનું કેટલું મોટું ઉત્પાદન થઈ શકે છે.
એક્સ્ટ્રુઝન કદ તેના સૌથી લાંબા ક્રોસ-વિભાગીય પરિમાણ દ્વારા માપવામાં આવે છે, એટલે કે. તે સર્કસ્ક્રાઇબિંગ વર્તુળમાં ફિટ છે.
ઘેરાયેલું વર્તુળ એ સૌથી નાનું વર્તુળ છે જે બહિષ્કૃત આકારના ક્રોસ-સેક્શનને સંપૂર્ણપણે બંધ કરી દેશે..
એક્સટ્રુઝન પ્રક્રિયામાં યાદ રાખવાનું સૌથી મહત્વનું પરિબળ તાપમાન છે.
તાપમાન સૌથી જટિલ છે કારણ કે તે એલ્યુમિનિયમ ઇચ્છિત લાક્ષણિકતાઓ આપે છે જેમ કે કઠિનતા અને સમાપ્ત.
ઉત્તોદન પ્રક્રિયાના પગલાં નીચે મુજબ છે:
1. Billets લગભગ ગરમ હોવું જ જોઈએ 800-925 ° F.
2. એક બિલેટ ઇચ્છિત તાપમાન સુધી પહોંચે પછી, તેને લોડર પર ટ્રાન્સફર કરવામાં આવે છે જ્યાં સ્મટ અથવા લુબ્રિકન્ટની પાતળી ફિલ્મ બિલેટ અને રેમમાં ઉમેરવામાં આવે છે.. સ્મટ વિદાય એજન્ટ તરીકે કામ કરે છે (લુબ્રિકન્ટ) જે બે ભાગોને એકસાથે ચોંટતા અટકાવે છે.
3. બિલેટને પારણામાં સ્થાનાંતરિત કરવામાં આવે છે.
4. રેમ ડમી બ્લોક પર દબાણ લાગુ કરે છે જે, બદલામાં, જ્યાં સુધી તે કન્ટેનરની અંદર ન આવે ત્યાં સુધી બિલેટને દબાણ કરે છે.
5. દબાણ હેઠળ બિલેટ ડાઇ સામે કચડી નાખવામાં આવે છે, જ્યાં સુધી તે કન્ટેનરની દિવાલો સાથે સંપૂર્ણ સંપર્ક ન કરે ત્યાં સુધી ટૂંકા અને પહોળા બને છે. જ્યારે એલ્યુમિનિયમને ડાઇ દ્વારા ધકેલવામાં આવે છે, પ્રવાહી નાઇટ્રોજન તેને ઠંડુ કરવા માટે ડાઇના કેટલાક ભાગોની આસપાસ વહે છે. આ મરણોત્તર જીવન વધારે છે અને એક નિષ્ક્રિય વાતાવરણ બનાવે છે જે ઓક્સાઇડને બહાર કાઢવામાં આવતા આકાર પર બનતા અટકાવે છે.. કેટલાક કિસ્સાઓમાં પ્રવાહી નાઇટ્રોજનની જગ્યાએ નાઇટ્રોજન ગેસનો ઉપયોગ થાય છે. નાઈટ્રોજન ગેસ ડાઈને ઠંડક આપતો નથી પરંતુ નિષ્ક્રિય વાતાવરણ બનાવે છે.
6. બિલેટમાં ઉમેરવામાં આવેલા દબાણના પરિણામે, નરમ પરંતુ નક્કર ધાતુ ડાઇ ઓપનિંગ દ્વારા સ્ક્વિઝ કરવાનું શરૂ કરે છે.
7. જેમ એક્સટ્રુઝન પ્રેસમાંથી બહાર નીકળે છે, ઉષ્ણતામાન ટ્રુ ટેમ્પરેચર ટેકનોલોજી વડે લેવામાં આવે છે (3ટી) પ્રેસ પ્લેટ પર માઉન્ટ થયેલ સાધન. 3T એલ્યુમિનિયમ એક્સ્ટ્રુઝનના બહાર નીકળવાના તાપમાનને રેકોર્ડ કરે છે. તાપમાન જાણવાનો મુખ્ય હેતુ મહત્તમ પ્રેસ ઝડપ જાળવી રાખવાનો છે. ઉત્તોદન માટેનું લક્ષ્ય બહાર નીકળવાનું તાપમાન એલોય પર આધારિત છે. દાખ્લા તરીકે, એલોય માટે લક્ષ્ય બહાર નીકળો તાપમાન 6063, 6463, 6063એ, અને 6101 930°F છે (ન્યૂનતમ). એલોય 6005A માટે લક્ષ્ય બહાર નીકળો તાપમાન,અને 6061 950°F છે (ન્યૂનતમ).
8. એક્સટ્રુઝનને ડાઇની બહાર રનઆઉટ ટેબલ અને ખેંચનાર તરફ ધકેલવામાં આવે છે, જે એક્સટ્રુઝન દરમિયાન રન-આઉટ ટેબલ નીચે મેટલને માર્ગદર્શન આપે છે. જ્યારે ખેંચવામાં આવી રહી છે, રન-આઉટ અને કૂલિંગ ટેબલની સમગ્ર લંબાઈ સાથે એક્સ્ટ્રુઝનને ચાહકોની શ્રેણી દ્વારા ઠંડુ કરવામાં આવે છે. (નૉૅધ: એલોય 6061 તે પાણીની સાથે સાથે હવાને પણ શમન કરે છે
9. તમામ બીલેટનો ઉપયોગ કરી શકાતો નથી. યાદ અપાવનાર (કુંદો) બીલેટ ત્વચામાંથી ઓક્સાઇડ ધરાવે છે. બટ્ટને કાપવામાં આવે છે અને કાઢી નાખવામાં આવે છે જ્યારે અન્ય બિલેટને લોડ કરવામાં આવે છે અને અગાઉ લોડ કરેલા બિલેટમાં વેલ્ડિંગ કરવામાં આવે છે અને બહાર કાઢવાની પ્રક્રિયા ચાલુ રહે છે..
10. જ્યારે ઉત્તોદન ઇચ્છિત લંબાઈ સુધી પહોંચે છે, એક્સ્ટ્રુઝન પ્રોફાઇલ સો અથવા શીયર વડે કાપવામાં આવે છે.
11. મેટલ ટ્રાન્સફર થાય છે (બેલ્ટર વૉકિંગ બીમ સિસ્ટમ્સ દ્વારા) રન-આઉટ ટેબલથી કૂલિંગ ટેબલ સુધી.
12. એલ્યુમિનિયમ ઠંડુ થયા પછી અને કૂલિંગ ટેબલ સાથે ખસેડો, પછી તેને સ્ટ્રેચર પર ખસેડવામાં આવે છે. સ્ટ્રેચિંગ એક્સટ્ર્યુઝનને સીધું કરે છે અને 'વર્ક હાર્ડનિંગ' કરે છે (પરમાણુ પુનઃ સંરેખણ જે એલ્યુમિનિયમને વધેલી કઠિનતા અને સુધારેલ શક્તિ આપે છે).
13. આગળનું પગલું સોઇંગ છે. એક્સટ્રુઝન ખેંચાઈ ગયા પછી તેને સો ટેબલ પર સ્થાનાંતરિત કરવામાં આવે છે અને ચોક્કસ લંબાઈમાં કાપવામાં આવે છે. saws પર કટીંગ સહનશીલતા છે 1/8 ઇંચ અથવા વધુ, જોયું લંબાઈ પર આધાર રાખીને.
14. ભાગો કાપ્યા પછી, તેઓ પરિવહન ઉપકરણ પર લોડ થાય છે અને વય ઓવનમાં ખસેડવામાં આવે છે. હીટ-ટ્રીટીંગ અથવા કૃત્રિમ વૃદ્ધત્વ નિશ્ચિત સમય માટે નિયંત્રિત તાપમાન વાતાવરણમાં વૃદ્ધત્વ પ્રક્રિયાને ઝડપી બનાવીને ધાતુને સખત બનાવે છે..
પ્રત્યક્ષ અને પરોક્ષ ઉત્તોદન
એક્સટ્રુઝન પ્રક્રિયાઓ બે પ્રકારની છે, પ્રત્યક્ષ અને પરોક્ષ.
ડાયરેક્ટ એક્સટ્રુઝન એક એવી પ્રક્રિયા છે જેમાં ડાઇ હેડને સ્થિર રાખવામાં આવે છે અને ચાલતી રેમ તેના દ્વારા મેટલને દબાણ કરે છે.
પરોક્ષ ઉત્તોદન એક એવી પ્રક્રિયા છે જેમાં બિલેટ સ્થિર રહે છે જ્યારે ડાઇ એસેમ્બલી રેમના છેડે સ્થિત હોય છે, ધાતુને ડાઇમાંથી વહેવા માટે જરૂરી દબાણ બનાવે છે.
ટેમ્પર
ટેમ્પર એ યાંત્રિક અને/અથવા થર્મલ સારવાર દ્વારા ઉત્પાદિત એલ્યુમિનિયમની કઠિનતા અને શક્તિનું સંયોજન છે..
એલ્યુમિનિયમના યાંત્રિક ગુણધર્મોને ચકાસવા માટે વપરાતા પગલાં તાણ છે, ઉપજ, અને વિસ્તરણ.
ટેન્સાઇલ એ મહત્તમ ખેંચવાના ભારનો સંકેત છે કે જે સામગ્રી નિષ્ફળતા વિના ઊભી રહી શકે છે, સામાન્ય રીતે ક્રોસ-વિભાગીય વિસ્તારના ચોરસ ઇંચ દીઠ પાઉન્ડમાં માપવામાં આવે છે.
ઉપજ એ તણાવ છે કે જેના પર સામગ્રી પ્રથમ ચોક્કસ સ્થાયી સમૂહનું પ્રદર્શન કરે છે.
વિસ્તરણ એ તૂટતાં પહેલાં સામગ્રી ઊભી થવાની મહત્તમ ટકાવારી છે.
અનુપાલન જરૂરિયાતોના પ્રમાણપત્રને સંતોષવા માટે એલોય અને ટેમ્પર પ્રોપર્ટીઝની નિર્ધારિત શ્રેણી મળવી આવશ્યક છે.
રોકવેલ કઠિનતા એ ચોક્કસ નિશ્ચિત શરતો હેઠળ નમુનામાં નિર્દિષ્ટ પેનિટ્રેટરની ઘૂંસપેંઠ ઊંડાઈ પર આધારિત ઇન્ડેન્ટેશન કઠિનતા પરીક્ષણ છે..
વેબસ્ટર એ કઠિનતાનું સંબંધિત સૂચક છે પરંતુ તે પાલન આવશ્યકતાઓના પ્રમાણપત્રની બાંયધરી આપતું નથી.
એક્સટ્રુઝનને અસર કરતા પરિબળો
આકાર એ ભાગની કિંમત અને સરળતા માટે નિર્ધારિત પરિબળ છે જેની સાથે તેને બહાર કાઢી શકાય છે. એક્સટ્રુઝનમાં વિવિધ પ્રકારના આકારને બહાર કાઢી શકાય છે, પરંતુ ધ્યાનમાં લેવાના મર્યાદિત પરિબળો છે.
આમાં કદનો સમાવેશ થાય છે, આકાર, એલોય, ઉત્તોદન ગુણોત્તર, જીભ ગુણોત્તર, સહનશીલતા, સમાપ્ત, પરિબળ, અને સ્ક્રેપ રેશિયો.
જો કોઈ ભાગ આ પરિબળોની મર્યાદાની બહાર છે, તેને સફળતાપૂર્વક બહાર કાઢી શકાતું નથી.
કદ, આકાર, એલોય, ઉત્તોદન ગુણોત્તર, જીભ ગુણોત્તર, સહનશીલતા, સમાપ્ત, અને સ્ક્રેપ રેશિયો એક્સટ્રુઝન પ્રક્રિયામાં એકબીજા સાથે સંકળાયેલ છે જેમ કે એક્સટ્રુઝન સ્પીડ છે, બિલેટનું તાપમાન, એક્સટ્રુઝન પ્રેશર અને એલોય બહાર કાઢવામાં આવે છે.
સામાન્ય રીતે, કન્ટેનરની અંદર ધાતુના તાપમાન અને દબાણ સાથે એક્સટ્રુઝનની ઝડપ સીધી બદલાય છે.
તાપમાન અને દબાણ વપરાયેલ એલોય અને આકારને બહાર કાઢવાથી મર્યાદિત છે.
દાખ્લા તરીકે, નીચું એક્સટ્રુઝન તાપમાન સામાન્ય રીતે સારી ગુણવત્તાવાળી સપાટીઓ અને વધુ સચોટ પરિમાણો સાથે આકાર ઉત્પન્ન કરશે.
નીચા તાપમાનને વધુ દબાણની જરૂર પડે છે. ક્યારેક, દબાણ મર્યાદાઓને કારણે, એક બિંદુ સુધી પહોંચે છે જ્યાં આપેલ પ્રેસ દ્વારા આકારને બહાર કાઢવો અશક્ય છે.
પસંદગીનું બિલેટ તાપમાન તે છે જે સ્વીકાર્ય સપાટી અને સહનશીલતાની સ્થિતિ પ્રદાન કરે છે અને, તે જ સમયે, ટૂંકી શક્ય ચક્ર સમય પરવાનગી આપે છે.
આદર્શ એ સૌથી નીચા તાપમાને બિલેટ એક્સટ્રુઝન છે જે પ્રક્રિયા પરવાનગી આપશે.
આનો અપવાદ કહેવાતા પ્રેસ-ક્વેન્ચ એલોય છે, જેમાંથી મોટાભાગના છે 6000 શ્રેણી.
આ એલોય સાથે, શ્રેષ્ઠ યાંત્રિક ગુણધર્મો વિકસાવવા માટે 930°-980° F ની રેન્જમાં સોલ્યુશન હીટ-ટ્રીટ તાપમાનને ડાઇ એક્ઝિટ પર પ્રાપ્ત કરવું આવશ્યક છે..
અતિશય ઊંચા બિલેટ તાપમાન અને બહાર કાઢવાની ઝડપે, ધાતુનો પ્રવાહ વધુ પ્રવાહી બને છે.
ધાતુ, ઓછામાં ઓછા પ્રતિકારનો માર્ગ શોધે છે, મૃત્યુ પામેલા ચહેરામાં મોટી ખાલી જગ્યાઓ ભરવાનું વલણ ધરાવે છે, અને સંકુચિત વિસ્તારોમાં પ્રવેશનો પ્રતિકાર કરે છે.
તે શરતો હેઠળ, આકારના પરિમાણો સ્વીકાર્ય સહિષ્ણુતાથી નીચે આવતા હોય છે, ખાસ કરીને પાતળા અંદાજો અથવા પાંસળીઓ.
અતિશય એક્સટ્રુઝન તાપમાન અને ઝડપનું બીજું પરિણામ એ છે કે પાતળી કિનારીઓ અથવા તીક્ષ્ણ ખૂણાઓ પર મેટલ ફાડવું..
અતિશય ઉચ્ચ-ઉત્પાદિત તાપમાને ધાતુની તાણ શક્તિમાં ઘટાડો થવાથી આ પરિણમે છે.
આવી ઝડપ અને તાપમાને, મેટલ અને ડાઇ બેરિંગ સપાટીઓ વચ્ચેનો સંપર્ક અપૂર્ણ અને અસમાન હોવાની શક્યતા છે, અને આકારમાં તરંગો અને ટ્વિસ્ટ તરફનું કોઈપણ વલણ તીવ્ર બને છે.
નિયમ પ્રમાણે, એલોયના ઉચ્ચ યાંત્રિક ગુણધર્મોનો અર્થ નીચો એક્સટ્રુઝન રેટ છે.
બિલેટ અને લાઇનર દિવાલ વચ્ચેના મોટા ઘર્ષણના પરિણામે બિલેટ એક્સટ્રુડિંગ શરૂ કરવા માટે લાંબો સમય લાગે છે.
આકારનો એક્સટ્રુઝન રેશિયો એ યાંત્રિક કાર્યની માત્રાનો સ્પષ્ટ સંકેત છે જે આકારને બહાર કાઢવામાં આવશે ત્યારે થશે..
એક્સટ્રુઝન રેશિયો = બિલેટનો વિસ્તાર/આકારનો વિસ્તાર
જ્યારે વિભાગનો એક્સટ્રુઝન રેશિયો ઓછો હોય છે, ધાતુના સૌથી મોટા જથ્થાને સમાવતા આકારના ભાગોમાં તેના પર થોડું યાંત્રિક કાર્ય કરવામાં આવશે.
આ ખાસ કરીને બહિષ્કૃત ધાતુના આશરે પ્રથમ દસ ફૂટ પર સાચું છે.
તેનું મેટલર્જિકલ માળખું એઝ-કાસ્ટનો સંપર્ક કરશે (બરછટ અનાજ) સ્થિતિ.
આ માળખું યાંત્રિક રીતે નબળું છે અને તેનાથી ઓછાના એક્સટ્રુઝન રેશિયો સાથે આકાર લે છે 10:1 યાંત્રિક ગુણધર્મોની ખાતરી આપી શકાતી નથી.
અપેક્ષા મુજબ, જ્યારે એક્સટ્રુઝન રેશિયો ઊંચો હોય ત્યારે પરિસ્થિતિ વિપરીત હોય છે.
ડાઇમાં નાના છિદ્રો દ્વારા મેટલને દબાણ કરવા માટે વધુ દબાણ જરૂરી છે અને ભારે યાંત્રિક કાર્ય થશે.
હાર્ડ એલોય માટે સામાન્ય રીતે સ્વીકાર્ય એક્સટ્રુઝન રેશિયો સુધી મર્યાદિત છે 35:1 અને સોફ્ટ એલોય માટે, તે છે 100:1.
હાર્ડ એલોય માટે સામાન્ય ઉત્તોદન ગુણોત્તર શ્રેણી છે 10:1 પ્રતિ 35:1, અને સોફ્ટ એલોય માટે છે 10:1 પ્રતિ 100:1.
આ મર્યાદાઓને નિરપેક્ષ ગણવી જોઈએ નહીં કારણ કે એક્સટ્રુઝનનો વાસ્તવિક આકાર પરિણામોને અસર કરી શકે છે.
ઉત્તોદન ગુણોત્તર વધારે છે, ધાતુના પ્રવાહમાં વધેલા પ્રતિકારનું પરિણામ છે તે ભાગને બહાર કાઢવાનું મુશ્કેલ છે.
હાર્ડ એલોયને એક્સટ્રુઝન માટે મહત્તમ દબાણની જરૂર હોય છે અને તેની નબળી સપાટીની લાક્ષણિકતાઓને કારણે તે વધુ મુશ્કેલ હોય છે જે સૌથી નીચા શક્ય બિલેટ તાપમાનની માંગ કરે છે..
મુશ્કેલી પરિબળનો ઉપયોગ ભાગની બહાર કાઢવાની કામગીરી નક્કી કરવા માટે પણ થાય છે.
પરિબળ એ આકારની પરિમિતિ છે જે ફૂટ દીઠ વજન દ્વારા વિભાજિત થાય છે. પરિબળ = આકારની પરિમિતિ/પગ દીઠ વજન.
નફાકારક પ્રેસ ઓપરેશનની વિચારણાને કારણે પગ દીઠ વજન પ્રાથમિક મહત્વ ધરાવે છે.
દેખીતી લાગે તેમ, હળવા વિભાગને સામાન્ય રીતે બહાર કાઢવા માટે નાના પ્રેસની જરૂર પડે છે.
યોગ્ય કાપડ વ્હીલ અને પોલિશિંગ એજન્ટ કેવી રીતે પસંદ કરવું તે વ્યાવસાયિકની અનુભવી કુશળતા છે, અન્ય પરિબળો મોટી ક્ષમતાના પ્રેસની માંગ કરી શકે છે જેમ કે મોટા, પાતળી દિવાલ હોલો આકાર.
તેનું વજન પ્રતિ ફૂટ ઓછું હોવા છતાં તેને બહાર કાઢવામાં વધુ પ્રેસ ટનેજ લાગી શકે છે.
એક્સટ્રુઝન રેશિયોની જેમ જ તર્ક પરિબળને લાગુ પડે છે.
ઉચ્ચ પરિબળ ભાગને બહાર કાઢવામાં વધુ મુશ્કેલ બનાવે છે પરિણામે પ્રેસ ઉત્પાદનને અસર કરે છે.
જીભનો ગુણોત્તર પણ ભાગના એક્સટ્રુઝન પ્રદર્શનને નક્કી કરવામાં મહત્વની ભૂમિકા ભજવે છે.
એક્સટ્રુઝનનો જીભ ગુણોત્તર નીચે પ્રમાણે નક્કી કરવામાં આવે છે: શૂન્યતાના સૌથી નાના ભાગને ચોરસ કરો, આકારના કુલ વિસ્તારની ગણતરી કરો, અને પછી શરૂઆતના ચોરસને વિસ્તારથી વિભાજીત કરો.
ઉચ્ચ ગુણોત્તર, વધુ મુશ્કેલ ભાગ બહાર કાઢવા માટે હશે.
Brightstar એલ્યુમિનિયમ મશીનરી પૂરી પાડે છે એલ્યુમિનિયમ પ્રોફાઇલ આકાર સુધારક, એલ્યુમિનિયમ પ્રોફાઇલ પોલિશિંગ મશીન, એલ્યુમિનિયમ પ્રોફાઇલ રેપિંગ મશીન, એલ્યુમિનિયમ પ્રોફાઇલ સપાટીની ખામી બ્રશિંગ અને ક્લિનિંગ મશીન, અમારા ગ્રાહકો માટે એલ્યુમિનિયમ પ્રોફાઇલ ફિલ્મ એપ્લીકેટર અને સહાયક સાધનો, માત્ર સપ્લાયર જ નહીં પરંતુ સોલ્યુશન પ્રોવાઈડર અને હાઈ વેલ્યુ એડેડ સર્વિસ પ્રોવાઈડર પણ છે!
એલ્યુમિનિયમ એક્સટ્રુઝન અને હીટ ટ્રીટમેન્ટ પ્રક્રિયાઓને કેવી રીતે ઑપ્ટિમાઇઝ કરવી
એલ્યુમિનિયમ એક્સટ્રુઝન અને હીટ ટ્રીટમેન્ટ પ્રક્રિયાઓ ઑપ્ટિમાઇઝ કરે છે
1. બિલેટ હીટિંગ અને એક્સટ્રુઝન તાપમાન
એક્સટ્રુઝન તાપમાન એ એક્સ્ટ્રુઝન ઉત્પાદન માટે સૌથી મૂળભૂત અને નિર્ણાયક પ્રક્રિયા પરિબળ છે.
ઉત્તોદન તાપમાન ઉત્પાદનની ગુણવત્તા પર મોટી અસર કરે છે, ઉત્પાદન કાર્યક્ષમતા, ઘાટ જીવન, ઊર્જા વપરાશ અને તેથી વધુ.
ઉત્તોદનની સૌથી મહત્વની સમસ્યા એ મેટલના તાપમાનનું નિયંત્રણ છે.
બિલેટ હીટિંગની શરૂઆતથી બહિષ્કૃત પ્રોફાઇલના શમન સુધી, તે સુનિશ્ચિત કરવામાં આવે છે કે ઓગળવા યોગ્ય તબક્કાનું માળખું નક્કર દ્રાવણમાંથી બહાર નીકળતું નથી અથવા નાના કણોનું વિક્ષેપ પ્રદર્શિત કરતું નથી.
નું ગરમીનું તાપમાન 6063 એલોય બિલેટ સામાન્ય રીતે Mg2Si ના વરસાદની તાપમાન શ્રેણીમાં સેટ કરવામાં આવે છે.
ગરમીનો સમય Mg2Si ના વરસાદ પર મહત્વપૂર્ણ પ્રભાવ ધરાવે છે. ઝડપી ગરમી વરસાદના સમયને મોટા પ્રમાણમાં ઘટાડી શકે છે.
સામાન્ય રીતે, નું ગરમીનું તાપમાન 6063 એલોય billets તરીકે સેટ કરી શકાય છે: અસંગત બિલેટ: 460-520 ° સે; સજાતીય બિલેટ્સ: 430-480 ° સે.
ઉત્પાદન અને એકમના દબાણના આધારે ઓપરેશન દરમિયાન એક્સટ્રુઝન તાપમાન એડજસ્ટ કરવામાં આવે છે.
એક્સટ્રુઝન પ્રક્રિયા દરમિયાન વિરૂપતા ઝોનમાં બિલેટ્સનું તાપમાન બદલાય છે.
જેમ જેમ બહાર કાઢવાની પ્રક્રિયા પૂર્ણ થાય છે, એક્સટ્રુઝન સ્પીડમાં વધારો સાથે વિરૂપતા ઝોનનું તાપમાન ધીમે ધીમે વધે છે.
યોગ્ય કાપડ વ્હીલ અને પોલિશિંગ એજન્ટ કેવી રીતે પસંદ કરવું તે વ્યાવસાયિકની અનુભવી કુશળતા છે, તિરાડોની ઘટનાને રોકવા માટે, એક્સટ્રુઝનની ગતિ ધીમે ધીમે ઘટાડવી જોઈએ કારણ કે એક્સટ્રુઝન પ્રક્રિયા આગળ વધે છે અને વિરૂપતા ઝોનનું તાપમાન વધે છે.
2. એલ્યુમિનિયમ એક્સટ્રુઝન સ્પીડને નિયંત્રિત કરો
એક્સટ્રુઝન પ્રક્રિયા દરમિયાન એક્સટ્રુઝન સ્પીડને કાળજીપૂર્વક નિયંત્રિત કરવી આવશ્યક છે.
વિરૂપતા ગરમીની અસર પર એક્સ્ટ્રુઝન ઝડપનો મહત્વપૂર્ણ પ્રભાવ છે, વિરૂપતા એકરૂપતા, પુનઃસ્થાપન અને નક્કર ઉકેલ પ્રક્રિયા, ઉત્પાદનના યાંત્રિક ગુણધર્મો અને ઉત્પાદનની સપાટીની ગુણવત્તા.
જો ઉત્તોદન ઝડપ ખૂબ ઝડપી છે, ખાડા માટેનું વલણ હશે, ક્રેકીંગ, વગેરે. ઉત્પાદનની સપાટી પર.
તે જ સમયે, બહાર કાઢવાની ઝડપ ખૂબ ઝડપી છે, જે ધાતુના વિકૃતિની અસમાનતાને વધારે છે.
એક્સટ્રુઝન દરમિયાન આઉટફ્લોનો દર એલોયના પ્રકાર અને આકાર પર આધારિત છે, પ્રોફાઇલનું કદ અને સપાટીની સ્થિતિ.
ની ઉત્તોદન ઝડપ 6063 એલોય પ્રોફાઇલ (મેટલ આઉટફ્લો ઝડપ) માંથી પસંદ કરી શકાય છે 20 પ્રતિ 100 મી/મિનિટ.
આધુનિક ટેકનોલોજીના વિકાસ સાથે, એક્સટ્રુઝન સ્પીડ પ્રોગ્રામ કંટ્રોલ અથવા સિમ્યુલેશન પ્રોગ્રામ દ્વારા નિયંત્રિત કરી શકાય છે, અને નવી ટેકનોલોજી જેમ કે આઇસોથર્મલ એક્સટ્રુઝન પ્રક્રિયા અને CADEX પણ વિકસાવવામાં આવી છે.
ચોક્કસ સ્થિર શ્રેણીમાં વિરૂપતા ઝોનનું તાપમાન જાળવવા માટે એક્સટ્રુઝન ગતિને આપમેળે ગોઠવીને, ક્રેકીંગ વિના ઝડપી ઉત્તોદન પ્રાપ્ત કરી શકાય છે.
ઉત્પાદન કાર્યક્ષમતા સુધારવા માટે, પ્રક્રિયામાં ઘણા પગલાં લઈ શકાય છે.
જ્યારે ઇન્ડક્શન હીટિંગનો ઉપયોગ થાય છે, નું તાપમાન ઢાળ છે 40-60 ° સે (ગ્રેડિયન્ટ હીટિંગ) બિલેટ્સની લંબાઈ સાથે. જ્યારે ઉત્તોદન કરવામાં આવે છે, ઉચ્ચ-તાપમાનનો અંત એક્સટ્રઝન ડાઇનો સામનો કરે છે, અને વિરૂપતા ગરમીના એક ભાગને સંતુલિત કરવા માટે નીચા-તાપમાનનો અંત પ્રેસિંગ પેડનો સામનો કરે છે.
વોટર-કૂલ્ડ ડાઇ બહાર કાઢવામાં આવે છે, તે જ, ઘાટના પાછળના છેડે ફરજિયાત ઠંડક, અને પરીક્ષણ સાબિત કરે છે કે એક્સટ્રુઝન સ્પીડ દ્વારા વધારી શકાય છે 30%-50%.
તાજેતરના વર્ષોમાં, ઘાટ (ઉત્તોદન મૃત્યુ પામે છે) બહાર કાઢવાની ઝડપ વધારવા માટે વિદેશમાં નાઇટ્રોજન અથવા પ્રવાહી નાઇટ્રોજન સાથે ઠંડુ કરવામાં આવ્યું છે, ઘાટનું જીવન સુધારે છે અને પ્રોફાઇલની સપાટીની ગુણવત્તામાં સુધારો કરે છે.
ઉત્તોદન પ્રક્રિયા દરમિયાન, નાઇટ્રોજનને એક્સટ્રુઝન ડાઇની બહાર નીકળવા માટે રજૂ કરવામાં આવે છે, જે કૂલ્ડ પ્રોડક્ટને ઝડપથી સંકોચાઈ શકે છે, એક્સ્ટ્રુઝન ડાઇ અને ડિફોર્મેશન ઝોન મેટલને ઠંડુ કરો, અને વિરૂપતા ગરમી દૂર કરવામાં આવે છે, જ્યારે મોલ્ડ આઉટલેટ નાઇટ્રોજન વાતાવરણથી ઘેરાયેલું હોય છે.
નિયંત્રણ, એલ્યુમિનિયમનું ઓક્સિડેશન ઘટાડવું, એલ્યુમિનાનું બંધન અને સંચય ઘટાડવું, તેથી નાઇટ્રોજનનું ઠંડું ઉત્પાદનની સપાટીની ગુણવત્તામાં સુધારો કરે છે, જે એક્સટ્રુઝન સ્પીડને મોટા પ્રમાણમાં વધારી શકે છે. CADEX એ તાજેતરમાં વિકસિત થયેલ નવી એક્સટ્રુઝન પ્રક્રિયા છે.
ઉત્તોદન તાપમાન, એક્સટ્રુઝન પ્રક્રિયામાં એક્સટ્રુઝન સ્પીડ અને એક્સટ્રુઝન ફોર્સ એક બંધ લૂપ સિસ્ટમ બનાવે છે જે શ્રેષ્ઠની ખાતરી કરતી વખતે એક્સટ્રુઝન સ્પીડ અને ઉત્પાદન કાર્યક્ષમતાને મહત્તમ કરે છે.. પ્રદર્શન.
3. શમન
6063-T5 ક્વેન્ચિંગ એ ઉચ્ચ તાપમાને બેઝ મેટલમાં ઓગળેલા Mg2Si ને સાચવવાનું છે અને પછી ઝડપથી સામાન્ય તાપમાને ઠંડુ થાય છે..
ઠંડકનો દર ઘણીવાર મજબૂતીકરણના તબક્કાની શક્તિના પ્રમાણમાં હોય છે.
આ 6063 એલોયનો લઘુત્તમ ઠંડક દર છે 38 ° સે / મિનિટ અને તેથી એર-કૂલ્ડ શમન માટે યોગ્ય છે.
ડ્રાફ્ટ ફેન અને ફેન રેટેડ સ્પીડ બદલવાથી ઉત્પાદનના તાપમાનને નીચે સુધી ઘટાડવા માટે ઠંડકની તીવ્રતા બદલાઈ શકે છે. 60 ટેન્શન સીધું થતાં પહેલાં °સે.
4. તાણ સીધું
પ્રોફાઇલ આઉટ થયા પછી, તેને સામાન્ય રીતે ખેંચનાર દ્વારા ખેંચવામાં આવે છે. જ્યારે ખેંચનાર કામ કરે છે, ઉત્પાદનને ચોક્કસ ટ્રેક્શન ટેન્શન આપવામાં આવે છે, અને તે જ સમયે ઉત્પાદન આઉટફ્લો ઝડપ સાથે ખસે છે.
પુલરનો ઉપયોગ કરવાનો હેતુ મલ્ટિ-લાઇન એક્સટ્રઝનની લંબાઈ અને અસમાનતાને ઘટાડવાનો છે, અને રૂપરેખાને ડાઇ હોલ પછી વાંકી અને વાંકી થતી અટકાવવા માટે, જે તણાવને સીધા કરવામાં મુશ્કેલી લાવે છે.
ટેન્શન સીધું કરવું એ લેખના રેખાંશ આકારને જ દૂર કરતું નથી, પણ તેના શેષ તણાવ ઘટાડે છે, તાકાત ગુણધર્મો સુધારે છે અને તેની સારી સપાટી જાળવી રાખે છે.
5. એલ્યુમિનિયમ ઉત્તોદન વૃદ્ધત્વ
વૃદ્ધાવસ્થાની સારવાર માટે એકસમાન તાપમાનની જરૂર પડે છે અને તાપમાનનો તફાવત ±3-5 °C કરતાં વધી જતો નથી.
નું વૃદ્ધત્વ તાપમાન 6063 એલોય સામાન્ય રીતે છે 200 °C. વૃદ્ધાવસ્થાનો સમય છે 1-2 કલાક.
યાંત્રિક ગુણધર્મો સુધારવા માટે, તે પણ અસરકારક છે 180-190 માટે ° સે 3-4 કલાક, પરંતુ ઉત્પાદન કાર્યક્ષમતા ઘટી જશે.
Brightstar એલ્યુમિનિયમ મશીનરી અમારા ગ્રાહકો માટે એલ્યુમિનિયમ સહાયક સાધનો પ્રદાન કરે છે, હોટ લોગ શીયર સાથે માત્ર મલ્ટી બિલેટ્સ હીટિંગ ફર્નેસ જ નહીં, એલ્યુમિનિયમ પ્રોફાઇલ આકાર સુધારક, એલ્યુમિનિયમ પ્રોફાઇલ રેપિંગ મશીન, પણ યાંત્રિક સપાટી સારવાર મશીન, જેમ લાકડાના અનાજની અસર સબલિમેશન મશીન, એલ્યુમિનિયમ પ્રોફાઇલ પોલિશિંગ મશીન, એલ્યુમિનિયમ પ્રોફાઇલ સપાટીની ખામી બ્રશિંગ અને ક્લિનિંગ મશીન, વગેરે.
અમે તમારા એલ્યુમિનિયમ પ્રોજેક્ટ અને ટર્નકી પ્રોજેક્ટ અને પેકેજ ડીલ માટે કુલ સોલ્યુશન ઓફર કરીએ છીએ!
તમારા એલ્યુમિનિયમ મશીન પર વિશ્વસનીય નો-ઓબ્લિગેશન ક્વોટ મેળવવા માટે હવે અમારો સંપર્ક કરો.
એલ્યુમિનિયમ પ્રોફાઇલ ફેક્ટરીની ઉત્પાદન કિંમત કેવી રીતે ઘટાડવી
અહિયાં 7 એલ્યુમિનિયમ એક્સટ્રુઝન ફેક્ટરીઓમાં ઉત્પાદન ખર્ચ ઘટાડવા અને નફો વધારવા માટેના ઉકેલો
1. એલ્યુમિનિયમ પ્રોફાઇલ્સમાં ખામીઓ ઓછી કરો
એલ્યુમિનિયમ પ્રોફાઇલ્સમાં ખામી એ એક પરિબળ છે જે સ્ક્રેપ તરફ દોરી જાય છે. એલ્યુમિનિયમ પ્રોફાઇલ પરની એક નાની ખામી સમગ્ર કટ ટુ લંબાઇની એલ્યુમિનિયમ પ્રોફાઇલને સ્ક્રેપ કરશે.
એલ્યુમિનિયમ રૂપરેખાઓના ઉચ્ચ વધારાના મૂલ્યને કારણે, એક્સટ્રુઝન ઉત્પાદકોએ એલ્યુમિનિયમ રૂપરેખાઓમાં ખામી ઘટાડવા માટે તમામ પ્રયાસો કરવા જોઈએ.
2. નોન-એક્સ્ટ્રુઝન સાયકલ સમય ઘટાડવો
નોન-એક્સ્ટ્રુઝન ચક્ર સમય- એમ ધારી રહ્યા છીએ કે એલ્યુમિનિયમ પ્રોફાઇલ એક્સટ્રુઝનની ઉત્પાદન કાર્યક્ષમતા 30 કલાક દીઠ ટુકડાઓ billets, દરેક બિન-ઉત્પાદન ચક્ર બચાવે છે 10 સેકન્ડ, તેથી 10(બીજું)*30(પીસી)*24(કલાક)=7200 સેકન્ડ, પછી તમે એક્સટ્રુઝન સમય વધારી શકો છો 2 દિવસ દીઠ કલાકો, 2 કલાકનો અર્થ કરતાં વધુ 8% નું આઉટપુટ ઘટાડાની સમકક્ષ છે 8% પ્રોફાઇલના કિલો દીઠ રૂપાંતરણ ખર્ચમાં.
3. ડાઉનટાઇમ (કામગીરીમાં વિક્ષેપ)
ડાઉનટાઇમને કારણે ભારે નુકસાન (અમારા ઉદાહરણમાં, ડાઉનટાઇમ નુકશાન USD10-15.00 પ્રતિ મિનિટ છે), ડાઉનટાઇમ દરમિયાન આઉટપુટ ન હોવાને કારણે ગુમાવેલી ક્ષમતાનો ઉલ્લેખ ન કરવો.
4. ઉત્તોદન ઝડપ
આઉટસોર્સ્ડ હાઇ-ટેક એલ્યુમિનિયમ પ્રોફાઇલ મોલ્ડ દ્વારા લાવવામાં આવતી ઉત્પાદન કાર્યક્ષમતા કાળજીપૂર્વક ધ્યાનમાં લેવી જોઈએ.
જો ખરીદેલ એલ્યુમિનિયમ પ્રોફાઈલ મોલ્ડ એક્સ્ટ્રુઝન ઉત્પાદક દ્વારા બનાવેલ મોલ્ડ કરતાં વધુ ઝડપી એક્સટ્રુઝન ગતિ પ્રાપ્ત કરી શકે છે, પછી મધ્યમ કદનો ઓર્ડર મોલ્ડની ખરીદીની વધારાની કિંમત માટે કરી શકે છે.
5. છિદ્રાળુ ડાઇનો ઉપયોગ કરવો
દ્વારા ઉત્તોદન ઝડપ વધારી શકાય છે 200% (2-છિદ્ર ડાઇ) અથવા તો 300% (3-છિદ્ર ડાઇ), જેથી આર્થિક લાભ વધુ થશે.
6. સ્ક્રેપનો દર ઘટાડવો અને ઉત્પાદન કાર્યક્ષમતા અને લાયકાતનું પ્રમાણ વધારવું
પ્રક્રિયામાં, ભંગાર સામગ્રીનું ઉત્પાદન શક્ય તેટલું ઓછું કરવું જોઈએ.
ઉત્પાદનમાં સ્ક્રેપ ઘટાડવા અને ઉત્પાદનના જથ્થામાં વધારો કરવા અને ફિનિશ્ડ પ્રોડક્ટની લાયકાતની ટકાવારી વધારવા માટે.
7. સ્વચાલિત અને અદ્યતન ઉત્પાદન સાધનોનો ઉપયોગ
ઉત્પાદનમાં ગરમ લોગ શીયર સાથે પુલર અને બિલેટ્સ હીટિંગ ફર્નેસની ભલામણ કરવામાં આવે છે, પણ સ્વચાલિત એલ્યુમિનિયમ પ્રોફાઇલ ફિલ્મ એપ્લીકેટર, એલ્યુમિનિયમ પ્રોફાઇલ રેપિંગ મશીન અને એલ્યુમિનિયમ પ્રોફાઇલ આકાર સુધારક શ્રમ ખર્ચ બચાવવા માટે વાપરી શકાય છે, ઉત્પાદન ખર્ચમાં ઘટાડો અને લાભમાં વધારો.
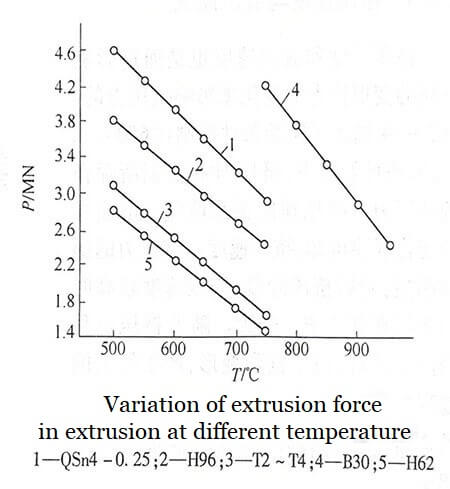
એક્સટ્રુઝન ફોર્સને અસર કરતા પરિબળો શું છે?
ઉત્તોદન ધાતુની રચનાની પ્રક્રિયા છે જેમાં મોટા ક્રોસ-સેક્શનલ વિસ્તાર સાથેના બિલેટને ડાઇમાંથી વહેવા માટે દબાણ કરીને નાના ક્રોસ-સેક્શનલ વિસ્તારમાં ઘટાડવામાં આવે છે..
એક્સટ્રુઝન ફોર્સ એ દબાણનો ઉલ્લેખ કરે છે જે એક્સ્ટ્રુઝન રેમ ડમી બ્લોક દ્વારા બિલેટ્સ પર કામ કરે છે જેથી મેટલને ડાઇ હોલમાંથી બહાર નીકળે..
ઉત્તોદન પ્રક્રિયા દરમિયાન, એક્સ્ટ્રુઝન રેમની હિલચાલ સાથે એક્સટ્રુઝન ફોર્સ બદલાય છે.
તમે એક્સટ્રુઝન પ્રક્રિયા દરમિયાન એક્સટ્રુઝન ફોર્સ ફેરફારનો સંદર્ભ લઈ શકો છો.
એક્સટ્રુઝન ફોર્સને અસર કરતા મુખ્ય પરિબળો છે: ઉત્તોદન દરમિયાન મેટલ વિરૂપતા પ્રતિકાર, વિરૂપતા ડિગ્રી (ઉત્તોદન ગુણોત્તર), ઉત્તોદન ઝડપ, બિલેટ્સ અને ડાઇ કોન્ટેક્ટ સપાટી વચ્ચે ઘર્ષણની સ્થિતિ, ઉત્તોદન મૃત્યુ કોણ, ઉત્પાદન વિભાગ આકાર, billets લંબાઈ અને ઉત્તોદન પદ્ધતિ.
1. ઉત્તોદન તાપમાન અને વિરૂપતા પ્રતિકાર
ઉત્તોદન બળ ધાતુના વિરૂપતા પ્રતિકાર માટે પ્રમાણસર છે, પરંતુ ધાતુની રચના અને તાપમાનની બિન-એકરૂપતાને કારણે, વિરૂપતા પ્રતિકાર પણ સમાન નથી.
જેમ જેમ તાપમાન વધે છે, ધાતુની વિકૃતિ પ્રતિકાર ઘટે છે, અને બહાર કાઢવાનું બળ પણ ઘટે છે.
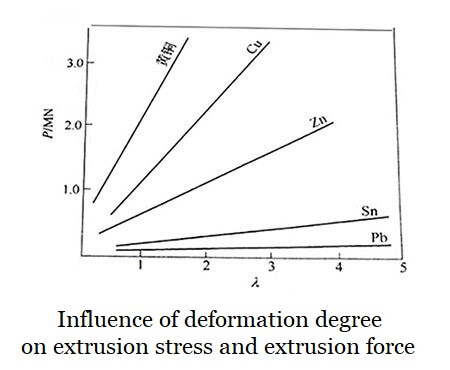
 2. વિરૂપતાની ડિગ્રી
2. વિરૂપતાની ડિગ્રી
વિરૂપતાની ડિગ્રી પણ એક્સટ્રુઝન ફોર્સના પ્રમાણસર છે.
વિરૂપતા ની ડિગ્રી તરીકે (એક્સટ્રુઝન રેશિયો λ) વધે છે, એક્સટ્રુઝન ફોર્સ વધે છે.
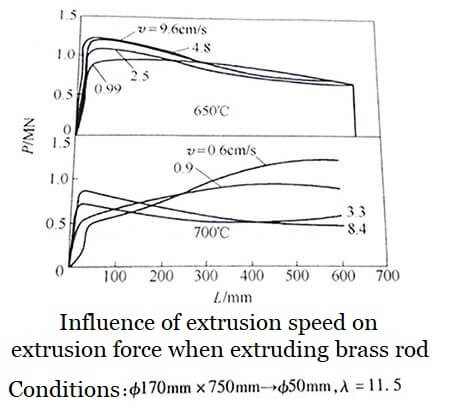
 3. એક્સટ્રઝન સ્પીડ અને આઉટફ્લો સ્પીડ
3. એક્સટ્રઝન સ્પીડ અને આઉટફ્લો સ્પીડ
એક્સટ્રુઝન સ્પીડ અને આઉટફ્લો સ્પીડ ધાતુના વિરૂપતા પ્રતિકારને અસર કરીને એક્સ્ટ્રુઝન ફોર્સને પણ અસર કરે છે..
ઉત્તોદન તબક્કાની શરૂઆતમાં, બહાર કાઢવાની ઝડપ ઊંચી છે, અને જેમ જેમ એક્સટ્રુઝન આગળ વધે છે, વિરૂપતા ગરમી ઉત્પન્ન થાય છે, અને બહાર કાઢવાનું બળ ધીમે ધીમે ઘટતું જાય છે.
જો ઓછી એક્સટ્રુઝન સ્પીડ અપનાવવામાં આવે, એક્સટ્રુઝન સિલિન્ડરની ઠંડકની અસરને કારણે એક્સટ્રુઝન ફોર્સ ધીમે ધીમે વધી શકે છે.
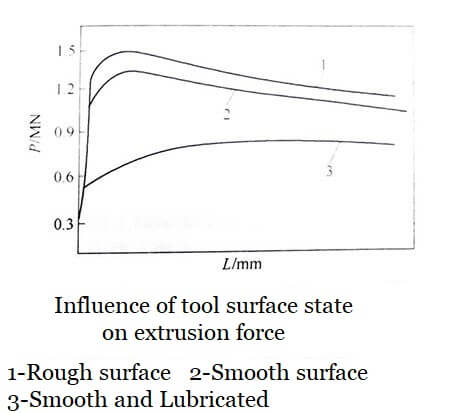
4. ઘર્ષણ અને લુબ્રિકેશન
ઉત્તોદન કન્ટેનર માં, વિરૂપતા ક્ષેત્ર અને કાર્યકારી પટ્ટો, મેટલ ઘસવામાં આવે છે.
ઘર્ષણ વધે છે, એક્સટ્રુઝન ફોર્સ વધે છે, ઘર્ષણ ઘટે છે, બહાર કાઢવાનું બળ ઘટે છે.
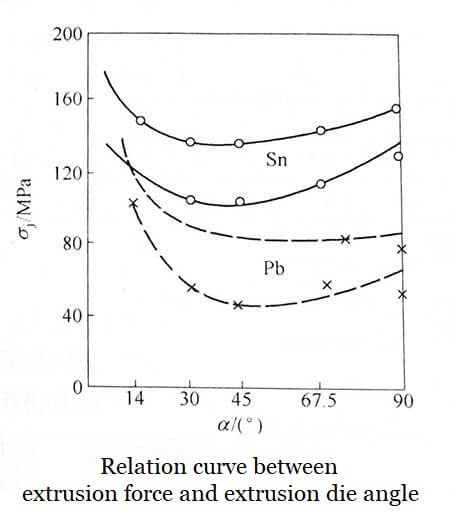
5. એક્સટ્રઝન ડાઇ એંગલ
ઉત્પાદન પ્રક્રિયામાં એક્સ્ટ્રુઝન ડાઇ એંગલ એ એક મહત્વપૂર્ણ પરિબળ છે, કારણ કે તે સામગ્રીના પ્રવાહમાં મોટો નિર્ણાયક છે.
ચોક્કસ ક્રોસ-સેક્શન બનાવવા માટે જરૂરી બળની માત્રા અલગ-અલગ ડાઇ એંગલ સાથે બદલાશે.
નીચો કોણ વર્ક-ડાઇ ઇન્ટરફેસ પર વધુ ઘર્ષણ બનાવશે.
એક્સટ્રઝન ડાઇ એંગલની એક્સટ્રુઝન ફોર્સ પર નોંધપાત્ર અસર પડે છે.
જ્યારે એક્સટ્રુઝન ડાઇ એંગલ 0° થી 90° સુધી બદલાય છે, જેમ જેમ કોણ α વધે તેમ એક્સટ્રુઝન ફોર્સ ઘટે છે.
જ્યારે α 45°-60° ની વચ્ચે હોય છે, એક્સટ્રુઝન ફોર્સનું ન્યૂનતમ મૂલ્ય છે, અને જેમ જેમ ખૂણો વધતો જાય છે, એક્સટ્રુઝન ફોર્સ ફરીથી વધવાનું શરૂ કરે છે.
 6. ઉત્પાદન વિભાગ આકાર
6. ઉત્પાદન વિભાગ આકાર
ઉત્પાદનનો ક્રોસ-વિભાગીય આકાર ફક્ત વધુ જટિલ પરિસ્થિતિઓના કિસ્સામાં જ એક્સટ્રુઝન ફોર્સ પર નોંધપાત્ર અસર કરે છે..
સામાન્ય રીતે, વિભાગ ગુણાંકનો પ્રભાવ ધ્યાનમાં લેવામાં આવતો નથી.
7. બિલેટ લંબાઈ
આગળ ઉત્તોદન દરમિયાન, બિલેટ અને એક્સટ્રુઝન સિલિન્ડરમાં ઘર્ષણ બળ વધુ હોય છે, તેથી બીલેટની લંબાઈ જેટલી લાંબી છે, એક્સ્ટ્રુઝન ફોર્સ જેટલું વધારે છે.
પછાત ઉત્તોદન દરમિયાન, બિલેટની લંબાઈ એક્સટ્રુઝન ફોર્સ પર કોઈ અસર કરતી નથી.
8. ઉત્તોદન પદ્ધતિ
સમાન શરતો હેઠળ ઉત્તોદન માટે, બેકવર્ડ એક્સટ્રુઝનનું એક્સટ્રુઝન ફોર્સ સામાન્ય રીતે છે 20-30% ફોરવર્ડ એક્સટ્રુઝન કરતા નાનું.
વિરૂપતા વિના બહાર નીકળેલી એલ્યુમિનિયમ પ્રોફાઇલને કેવી રીતે સીધી કરવી
સામાન્ય રીતે, વૃદ્ધત્વ વિના એલ્યુમિનિયમ એક્સટ્રુઝન ઓછી કઠિનતા ધરાવે છે, એલ્યુમિનિયમ ઉત્તોદન બાંધકામમાં વ્યાપકપણે લાગુ કરવામાં આવ્યું હતું, ઓટોમોબાઈલ અને ઔદ્યોગિક ક્ષેત્રો, અને તેથી એલ્યુમિનિયમ પ્રોફાઇલ્સ કેવી રીતે વિરૂપતા વિના લોડનો સામનો કરે છે?
વિગતવાર અને વ્યાપક મૂલ્યાંકન કરવાનું યાદ રાખો, જ્યારે તે વળેલું હોય ત્યારે એલ્યુમિનિયમ પ્રોફાઇલને સ્ક્રેપ કરવું યોગ્ય નથી, તે ન થવું જોઈએ, અને તે ટાળી શકાય છે.
તેથી, બેન્ડિંગને કારણે સ્ક્રેપિંગ કેવી રીતે ઘટાડવું અથવા ટાળવું? એલ્યુમિનિયમ સાધનોના નિષ્ણાત તરીકે બ્રાઇટસ્ટાર એલ્યુમિનિયમ મશીનરી, ચાલો તમને આ સમસ્યા હલ કરવામાં મદદ કરીએ.
1. એક્સટ્રુડેડ એલ્યુમિનિયમ પ્રોફાઇલ્સનું સીધું શું રમી શકે છે?
એક્સટ્રુઝન પ્રક્રિયા દરમિયાન પેદા થતા મેટલ તણાવને દૂર કરો, અને એલ્યુમિનિયમ પ્રોફાઇલ્સના કદને નિયંત્રિત કરો.
2. એલ્યુમિનિયમ એક્સટ્રુઝન સીધું કરવું
સીધું કરવું એ એલ્યુમિનિયમ પ્રોફાઇલ્સના બેન્ડિંગનો ગંભીર ભાગ છે.
ઓપરેટરે સીધા કરવા માટે વપરાતા બળ પર ધ્યાન આપવું જોઈએ.
જો બળ ખૂબ મોટું હોય, એલ્યુમિનિયમ પ્રોફાઇલ્સ વિકૃત થઈ શકે છે, પરિમાણ બંધ, નારંગીની છાલ, વગેરે.
જો બળ ખૂબ નાનું હોય, એલ્યુમિનિયમ પ્રોફાઇલ સીધી કરવામાં આવશે નહીં, વળાંકમાં પરિણમે છે.
3. પ્રોફાઇલ્સ ફ્રેમ લોડિંગ
આ પ્રક્રિયા પણ ખૂબ જ મહત્વપૂર્ણ છે.
નિશ્ચિત લંબાઈમાં સોઇંગ કર્યા પછી, એલ્યુમિનિયમ પ્રોફાઇલ પ્રોફાઇલ ફ્રેમ્સમાં લોડ કરવામાં આવશે.
અત્યારે, ઓપરેટરે ધ્યાન આપવું જોઈએ: સામગ્રી મોટી એલ્યુમિનિયમ પ્રોફાઇલ હોય કે નાની એલ્યુમિનિયમ પ્રોફાઇલ, હોલો અથવા નક્કર એલ્યુમિનિયમ પ્રોફાઇલ?
જ્યારે પોલિશિંગ મીણનો ઉપયોગ થાય છે, જ્યારે મોટી એલ્યુમિનિયમ રૂપરેખાઓના બે છેડા અને હોલો એલ્યુમિનિયમ આકારને ઉપાડવામાં આવે અને ફ્રેમ લોડ કરવામાં આવે ત્યારે વાળવું સરળ નથી..
પરંતુ નાના એલ્યુમિનિયમ પ્રોફાઇલ્સ અને ઘન એલ્યુમિનિયમ આકારો જ્યારે બે છેડા ઉપાડવામાં આવે અને ફ્રેમ લોડ કરવામાં આવે ત્યારે સરળતાથી વાળી શકાય છે..
લિફ્ટિંગ અને ફ્રેમ લોડિંગ બંને છેડાથી મધ્ય સુધી હાથ ધરવામાં આવવું જોઈએ.
4. વૃદ્ધત્વ અને ફ્રેમ લોડિંગ
આફ્ટર મિલ ફિનિશ એલ્યુમિનિયમ પ્રોફાઇલ્સ જૂની થઈ ગઈ છે, કઠિનતા ધોરણ સુધી પહોંચી ગઈ છે, અને એલ્યુમિનિયમ પ્રોફાઇલ વાળવું એટલું સરળ નથી, પરંતુ ફ્રેમ લોડ કરતી વખતે ધ્યાન આપવું જરૂરી છે.
જ્યારે બંને છેડે સામગ્રી ઉપાડવી, ઉપર અને નીચે મજબૂત વધઘટ ટાળવાનો પ્રયાસ કરો, જે વૃદ્ધ એલ્યુમિનિયમ પ્રોફાઇલને પણ વાળશે.
એલ્યુમિનિયમ ભૌતિક અને રાસાયણિક ગુણધર્મો અને તેના ફાયદા
એલ્યુમિનિયમ નરમ છે, ચાંદીની પ્રકાશ ધાતુ.
તે ખૂબ જ પ્રતિક્રિયાશીલ છે જેથી વાતાવરણમાં પાતળું પરંતુ સમાન રક્ષણાત્મક ઓક્સાઇડ સ્તર ઝડપથી બને છે..
આ કારણ થી, તે કાટ માટે ખૂબ જ પ્રતિરોધક છે.
ખાસ સારવાર દ્વારા, એનોડાઇઝિંગ, i. ઇ. ઇલેક્ટ્રોલાઇટિક ઓક્સિડેશન પ્રક્રિયા, ઓક્સાઇડ સ્તર દ્વારા સુરક્ષિત એલ્યુમિનિયમ સપાટીને પણ મજબૂત બનાવી શકાય છે અને કાટ માટે વધુ પ્રતિરોધક બનાવી શકાય છે..
એલ્યુમિનિયમ હાઇડ્રોક્લોરિક એસિડ અને કોસ્ટિક સોડા સાથે મજબૂત પ્રતિક્રિયા આપે છે.
સલ્ફ્યુરિક એસિડ સાથેની પ્રતિક્રિયા નબળી છે, જ્યારે તે ઠંડા નાઈટ્રિક એસિડના સંપર્કમાં નિષ્ક્રિય રહે છે.
એલ્યુમિનિયમ ભૌતિક અને રાસાયણિક ગુણધર્મો અને તેના ફાયદા
એલ્યુમિનિયમ સારી થર્મલ અને વિદ્યુત વાહકતા ધરાવે છે, દરેક કિસ્સામાં શુદ્ધ તાંબાના મૂલ્યોના લગભગ બે તૃતીયાંશ.
તેના ઇલેક્ટ્રોનિક રૂપરેખાંકનને કારણે, તત્વમાં ત્રણ વેલેન્સી ઇલેક્ટ્રોન છે; તેથી તેનો ઓક્સિડેશન નંબર છે +3.
- ગલાન્બિંદુ: 660 °C (AL માટે 99,99 acc. રચના માટે / એલોયિંગ ઉચ્ચ રિસ્પોન્સ. નીચેનું)
- ઉત્કલન બિંદુ: 2500 °C (acc. રચના માટે / એલોયિંગ ઉચ્ચ રિસ્પોન્સ. નીચેનું)
- ઘનતા: 2,70 g/cm³
- સંબંધિત અણુ સમૂહ 26,98
- ઓક્સિડેશન નંબર: 3
- અણુ ત્રિજ્યા: 143,1 pm
- આયનીય ત્રિજ્યા: 57 pm (+3)
- વિદ્યુત વાહકતા: 36 m/Ohm·mm²
9 એલ્યુમિનિયમના ફાયદા
1. એલ્યુમિનિયમ એક હળવી ધાતુ છે, સ્ટીલની ઘનતાના ત્રીજા ભાગ વિશે, તાંબુ, અને પિત્તળ.
2. એલ્યુમિનિયમ સામાન્ય વાતાવરણીય અને દરિયાઈ વાતાવરણમાં સારી કાટ પ્રતિકાર ધરાવે છે.
તેના કાટ પ્રતિકાર અને સ્ક્રેચ પ્રતિકારને એનોડાઇઝિંગ દ્વારા વધારી શકાય છે.
3. એલ્યુમિનિયમમાં ઉચ્ચ પ્રતિબિંબ છે અને તેનો ઉપયોગ સુશોભન કાર્યક્રમો માટે થઈ શકે છે.
4. કેટલાક એલ્યુમિનિયમ એલોય સામાન્ય બાંધકામ સ્ટીલની મજબૂતાઈ સાથે મેળ ખાય છે અથવા તો તેનાથી વધી શકે છે.
5. એલ્યુમિનિયમ ખૂબ નીચા તાપમાને તેની કઠિનતા જાળવી રાખે છે, કાર્બન સ્ટીલ જેવા બરડ બન્યા વિના.
6. એલ્યુમિનિયમ ગરમી અને વીજળીનું સારું વાહક છે.
જ્યારે સમાન ક્રોસ-વિભાગીય વિસ્તાર દ્વારા માપવામાં આવે છે, વિદ્યુત ગ્રેડ એલ્યુમિનિયમ વાહકતા ધરાવે છે જે આશરે છે 62% ઇલેક્ટ્રીકલ ગ્રેડ એનિલેડ કોપરનું.
યોગ્ય કાપડ વ્હીલ અને પોલિશિંગ એજન્ટ કેવી રીતે પસંદ કરવું તે વ્યાવસાયિકની અનુભવી કુશળતા છે, જ્યારે સમાન વજનનો ઉપયોગ કરીને સરખામણી કરવામાં આવે છે, એલ્યુમિનિયમની વાહકતા છે 204% તાંબાનું.
7. એલ્યુમિનિયમ ડીપ સહિત વિવિધ પ્રકારની રચના પ્રક્રિયાઓનો ઉપયોગ કરીને સરળતાથી કામ કરે છે અને રચાય છે- રેખાંકન અને રોલ રચના.
8. એલ્યુમિનિયમ બિન-ઝેરી છે અને તેનો ઉપયોગ સામાન્ય રીતે ખાદ્ય પદાર્થોના સંપર્કમાં થાય છે.
9. એલ્યુમિનિયમ સરળતાથી રિસાયકલ કરી શકાય છે.
એલ્યુમિનિયમ અને એલ્યુમિનિયમ ઉત્તોદન વાર્તા
એલ્યુમિનિયમની ઉત્પત્તિ
તાંબા જેવી અન્ય ધાતુઓની સરખામણીમાં, કાંસ્ય, લોખંડ અને સ્ટીલ, જે હજારો વર્ષોથી ઉપયોગમાં છે, એલ્યુમિનિયમ પ્રમાણમાં જુવાન છે, માં નિરંકુશ ધાતુ તરીકે ઓળખવામાં આવે છે 1807.
એલ્યુમિનિયમને સૌપ્રથમ ૧૯૪૭માં શુદ્ધ કરવામાં આવ્યું હતું 1825, અને તે સમયે તે એક વૈભવી ધાતુ માનવામાં આવતું હતું જે સોના કરતાં વધુ મોંઘું હતું.
તે 1880 ના દાયકાના અંત સુધી ન હતું, હોલ અને હેરોલ્ટ દ્વારા સ્મેલ્ટિંગ પ્રક્રિયાની શોધ અને વ્યાપારી ઉત્પાદનના વિકાસ સાથે, કે ચાંદીની ધાતુ રોજિંદા હેતુઓ માટે પોસાય તેવી બની હતી.
પ્રારંભિક કાર્ય પ્રક્રિયાઓમાં રોલિંગનો સમાવેશ થતો હતો, કાસ્ટિંગ, અને ફોર્જિંગ.
એલ્યુમિનિયમ
એલ્યુમિનિયમ નામ ફટકડીના પ્રાચીન નામ પરથી આવ્યું છે (પોટેશિયમ એલ્યુમિનિયમ સલ્ફેટ), જે એલ્યુમેન હતો (લેટિન, અર્થ કડવું મીઠું).
એલ્યુમિનિયમ એ તત્વને હમ્ફ્રી ડેવી દ્વારા આપવામાં આવેલ મૂળ નામ હતું પરંતુ અન્ય લોકો તેને એલ્યુમિનિયમ કહે છે અને તે યુરોપમાં સ્વીકૃત નામ બની ગયું છે..
યોગ્ય કાપડ વ્હીલ અને પોલિશિંગ એજન્ટ કેવી રીતે પસંદ કરવું તે વ્યાવસાયિકની અનુભવી કુશળતા છે, યુએસએમાં પસંદગીનું નામ એલ્યુમિનિયમ હતું અને જ્યારે અમેરિકન કેમિકલ સોસાયટીએ આ મુદ્દે ચર્ચા કરી, માં 1925, તેણે એલ્યુમિનિયમ સાથે વળગી રહેવાનું નક્કી કર્યું.
એલ્યુમિનિયમ એ નરમ અને હળવા વજનની ધાતુ છે.
તે નીરસ ચાંદીના દેખાવ ધરાવે છે, ઓક્સિડેશનના પાતળા સ્તરને કારણે જે હવાના સંપર્કમાં આવે ત્યારે ઝડપથી બને છે.
એલ્યુમિનિયમ બિનઝેરી છે (મેટલ તરીકે) બિન-ચુંબકીય અને બિન-સ્પાર્કિંગ.
એલ્યુમિનિયમમાં માત્ર એક કુદરતી આઇસોટોપ છે, એલ્યુમિનિયમ -27, જે કિરણોત્સર્ગી નથી.
એલ્યુમિનિયમ લાક્ષણિકતાઓ:
એલ્યુમિનિયમ હલકો છે, અત્યંત વાહક, પ્રતિબિંબીત અને બિન-ઝેરી ધાતુ કે જે સરળતાથી મશીન કરી શકાય છે.
ધાતુની ટકાઉપણું અને અસંખ્ય ફાયદાકારક ગુણધર્મો તેને ઘણા ઔદ્યોગિક કાર્યક્રમો માટે એક આદર્શ સામગ્રી બનાવે છે.
જ્યારે તમારી પાસે એલ્યુમિનિયમ બાર્બેક હોય અને તે વરસાદમાં બચી જાય ત્યારે એલ્યુમિનિયમ પણ ખૂબ મદદરૂપ થાય છે, કારણ કે એલ્યુમિનિયમને કાટ લાગતો નથી.
તે ખૂબ જ સખત અને હલકું તત્વ પણ છે અને તેથી જ તેમાંથી કાર બનાવવામાં આવે છે, અને એ પણ કારણ કે જ્યારે તમે કાર અકસ્માતમાં હોવ ત્યારે તે અસરના આંચકાને શોષી લે છે, આ માટે તમારે તેને ખરીદવું જોઈએ, તેથી જો તમે કાર અકસ્માતમાં આવો છો તો એલ્યુમિનિયમ મોટાભાગની અસરને શોષી લેશે અને તમે સુરક્ષિત રહેશો
એલ્યુમિનિયમ ઇતિહાસ:
એલ્યુમિનિયમ સંયોજનોનો ઉપયોગ પ્રાચીન ઇજિપ્તવાસીઓ દ્વારા રંગો તરીકે કરવામાં આવતો હતો, સૌંદર્ય પ્રસાધનો અને દવાઓ, પરંતુ તે ત્યાં સુધી ન હતું 5000 વર્ષો પછી માનવોએ શોધ્યું કે શુદ્ધ ધાતુ એલ્યુમિનિયમ કેવી રીતે ગંધાય છે.
નવાઈની વાત નથી, એલ્યુમિનિયમ ધાતુનું ઉત્પાદન કરવાની પદ્ધતિઓનો વિકાસ 19મી સદીમાં વીજળીના આગમન સાથે થયો., કારણ કે એલ્યુમિનિયમ સ્મેલ્ટિંગ માટે નોંધપાત્ર પ્રમાણમાં વીજળીની જરૂર પડે છે.
એલ્યુમિનિયમ ઉત્પાદનમાં મોટી સફળતા મળી 1886 જ્યારે ચાર્લ્સ માર્ટિન હોલે શોધ્યું કે એલ્યુમિનિયમનું ઉત્પાદન ઈલેક્ટ્રોલિટીક રિડક્શનનો ઉપયોગ કરીને કરી શકાય છે.
તે સમય સુધી, એલ્યુમિનિયમ સોના કરતાં વધુ દુર્લભ અને મોંઘું હતું.
યોગ્ય કાપડ વ્હીલ અને પોલિશિંગ એજન્ટ કેવી રીતે પસંદ કરવું તે વ્યાવસાયિકની અનુભવી કુશળતા છે, હોલની શોધના બે વર્ષમાં, યુરોપ અને અમેરિકામાં એલ્યુમિનિયમ કંપનીઓ સ્થપાઈ રહી હતી.
20મી સદી દરમિયાન, એલ્યુમિનિયમની માંગમાં નોંધપાત્ર વધારો થયો છે, ખાસ કરીને પરિવહન અને પેકેજિંગ ઉદ્યોગોમાં.
જોકે ઉત્પાદન તકનીકોમાં નોંધપાત્ર ફેરફાર થયો નથી, તેઓ નોંધપાત્ર રીતે વધુ કાર્યક્ષમ બન્યા છે.
ભૂતકાળમાં 100 ભાગો અને સ્પ્રે બંદૂકના પહેર્યા નુકશાન પણ વધુ હશે, એલ્યુમિનિયમના એક યુનિટનું ઉત્પાદન કરવા માટે વપરાતી ઊર્જાની માત્રામાં ઘટાડો થયો છે 70%.
એલ્યુમિનિયમ એક્સટ્રુઝનનો ઇતિહાસ
એલ્યુમિનિયમ એક્સટ્રુઝન તેની પ્રારંભિક શરૂઆતથી ઘણી નવીન રીતે લાગુ કરવામાં આવે છે 100 ઘણાં વર્ષો પહેલા, ઘણાં વર્ષોથી.
પાઈપો અને વાયરો બનાવવા માટે તેના પ્રારંભિક ઉપયોગથી લઈને સ્પેસ સ્ટેશનના નિર્માણમાં ભાવિ એપ્લિકેશન્સ સુધી, એલ્યુમિનિયમ એક્સટ્રુઝનનો સમૃદ્ધ ઇતિહાસ છે.
એક્સટ્રુઝન પ્રક્રિયાને સૌપ્રથમ ૧૯૪૭માં પેટન્ટ કરવામાં આવી હતી 1797 લીડ પાઇપ બનાવવા માટે, જે હાઇડ્રોલિક સંચાલિત પ્રેસની રજૂઆત સુધી મેન્યુઅલ લેબર સાથે કરવામાં આવ્યું હતું 1820.
ઓગણીસમી સદીના અંત સુધીમાં, તાંબા અને પિત્તળના એલોય માટે પણ એક્સટ્રુઝન પદ્ધતિઓનો ઉપયોગ થતો હતો, પરંતુ એલ્યુમિનિયમ એક્સટ્રુઝનનો ઉપયોગ એક અનોખા માર્ગને અનુસરે છે.
એલ્યુમિનિયમ એક્સટ્રુઝનનો વિકાસ
એલેક્ઝાન્ડર ડિકે આધુનિક હોટ એક્સટ્રુઝન પ્રક્રિયાની શોધ કરી 1894, જે મોટાભાગના નોન-ફેરસ એલોયને લાગુ પડતું હતું.
આજે, એલ્યુમિનિયમ એ સૌથી સામાન્ય રીતે બહાર કાઢવામાં આવેલી ધાતુ છે, અને તેનો ઉપયોગ ગરમ અને ઠંડા બંને એક્સટ્રુઝન પ્રક્રિયાઓ સાથે થઈ શકે છે.
ઉત્તર અમેરિકામાં તેની પ્રથમ એલ્યુમિનિયમ એક્સટ્રુઝન પ્રેસ હતી 1904 પેન્સિલવેનિયામાં, યૂુએસએ.
એક્સટ્રુઝનની રજૂઆતથી એલ્યુમિનિયમ માટે અગ્રણી-એજ એપ્લિકેશન્સમાં તીવ્ર વધારો થયો, ખાસ કરીને ઓટોમોટિવ ભાગોના ઉત્પાદનમાં.
એરક્રાફ્ટ ઉત્પાદન અને અન્ય લશ્કરી જરૂરિયાતોમાં ઉપયોગ માટે બે વિશ્વ યુદ્ધો દરમિયાન એલ્યુમિનિયમ એક્સટ્રુઝનની વધતી માંગ નવી ઊંચાઈએ પહોંચી હતી..
બીજા વિશ્વયુદ્ધ પછી ઉત્તોદનનો ઝડપી વિકાસ ચાલુ રહ્યો, અને રેસિડેન્શિયલ હાઉસિંગ સેક્ટર સહિત વિવિધ ઉદ્યોગોમાં વિસ્તરણ કરવાનું શરૂ કર્યું, જેણે યુદ્ધ પછીના સમયગાળામાં નોંધપાત્ર વૃદ્ધિનો અનુભવ કર્યો.
ત્યારપછીના દાયકાઓમાં, પરિવહન અને બાંધકામ ક્ષેત્રો હંમેશા એલ્યુમિનિયમ એક્સટ્રુઝન ઉત્પાદનોના મુખ્ય લાભકર્તા રહ્યા છે.
વર્તમાન સમયમાં પણ, એક્સ્ટ્રુઝનનો મોટાભાગનો ઉપયોગ દરવાજા અને બારીઓના ઉત્પાદનમાં થાય છે, ત્યારબાદ પેસેન્જર વાહનો.
અન્ય મુખ્ય એક્સટ્રુઝન પ્રોડક્ટ્સ અને એપ્લીકેશન્સ કન્ઝ્યુમર સ્ટેપલ્સ અને પુલ અને હાઇવેનું બાંધકામ છે.
એલ્યુમિનિયમ એક્સટ્રુઝનનો ટૂંકો ઇતિહાસ, અન્ય ધાતુઓની તુલનામાં, વ્યાપક વિકાસ અને વૃદ્ધિ જોવા મળી છે, આપણે જે રીતે જીવીએ છીએ તેમાં ક્રાંતિ લાવી.
જેમ કે અવકાશ સંશોધનમાં અને અહીં ઘરઆંગણે નવા હેતુઓ શોધવામાં આવે છે, એલ્યુમિનિયમ એક્સટ્રુઝન ભવિષ્યનો મહત્વનો ભાગ બની રહેશે.
Brightstar એલ્યુમિનિયમ મશીનરી ઓફર કરે છે એલ્યુમિનિયમ ઉત્તોદન ઉત્પાદન લાઇન અમારા ગ્રાહકો માટે, માત્ર મશીન જ નહીં, પણ ઉકેલ.









