


All information you need to know about aluminium extrusion plant setup
What is the cost of setting up an aluminum extrusion factory?
The cost of setting up an aluminum profile factory is nothing more than: Labor, water and electricity, natural gas, mold costs, maintenance costs, scrap costs, additional processing costs for aluminum billets, rent costs, equipment depreciation, financial costs, management costs, etc., and one set of aluminum extrusion production line.
Because the size of the aluminum profile that is produced determines the specifications of the extrusion line you need to use.
Aluminum extrusion machines with different specifications are applied, the size of the aluminum extrusion produced will be different.
The larger the aluminum profiles size, the bigger the tonnage capacity the extrusion press will be applied.
In the production, according to the shape and size of the section of an aluminum profile, the size of the extrusion mold is determined, and it is determined whether the extrusion mold is a flat die or a porthole die.
If the mold size is known, the tonnage capacity of the extrusion machine is basically determined.
If we want to set up a new aluminum extrusion factory, here is the detailed information for the cost
600T aluminum extrusion press, billets heating furnace with hot log shear, mold heating oven, cooling bed and run out table, puller and aging furnace, the estimated cost is 250,000.00-500,000.00USD based on different brand extrusion machine and auxiliary equipment;
800T aluminum extrusion press, billets heating furnace with hot log shear, mold heating oven, cooling bed and run out table, puller and aging furnace, the estimated cost is 300,000.00-600,000.00USD based on different brand extrusion machine and auxiliary equipment;
1000T aluminum extrusion press, billets heating furnace with hot log shear, mold heating oven, cooling bed and run out table, puller and aging furnace, the estimated cost is 400,000.00-750,000.00USD based on different brand extrusion machine and auxiliary equipment.
That is only for aluminum extrusion production line machine costs.
We have to consider the shipment freight cost, the installation and commissioning cost.
Also for a new factory, the gas connection and installation, the environmental impact assessment, the operation forklift and aluminum billets cost (outsourcing) and working fund will be considered
For one aluminum extrusion production line, one shift workers are at least 5 person and 2 shifts-3 shifts will be 10-15 person.
So the cost of setting up one aluminum extrusion factory will be at least 350,000.00USD.
This aluminum extrusion production line is only for mill finish aluminum extrusion, without any surface treatment.
If we want to make aluminum billets ourselves, the melting and casting equipment will be necessary.
If we want to make aluminum profiles anodized or powder coated, the anodizing workshop and or powder coated workshop will be necessary for the operation.
A complete aluminum profile production line generally consists of the following equipment:
Aluminum melting workshop
Aluminum melting furnace
Casting platform
Billet cast mold
Billet cutting machine
Homogenizing furnace
Aluminium dross processing machine(optional)
Online degassing equipment (optional)
Permanent magnetic stirrer (optional)
Bag house dust collector (optional)
Aluminum extrusion workshop
Aluminum extrusion press
Aluminum billets heating furnace
Mold heating oven
Cooling fan
Cooling bed and run out table
Extrusion line cutting saw
Aging furnace
Aluminum profile anodizing workshop
Water chilling unit
Coloring machine
Refrigeration unit
Heat exchanger
Filter press
Lifter
Aluminum profile brushing machine
Aluminum profile polishing machine
Sand blasting/aluminum profile shot blasting machine
Aluminum profile electrophoresis coating workshop
Electrophoresis equipment
Aluminum profile powder coating workshop
Powder-coated equipment
Thermal break aluminum profile production line
Wood grain effect sublimation machine
Aluminum profile mold workshop
Nitriding oven
Machining Center
Lathe
Milling machine
Wire cutting
Electric spark
Mold quenching furnace
Laboratory
Spectrometer
Hydrogen meter
Metallographic equipment
Laboratory equipment, consumables
Packaging Equipment
Aluminum profile wrapping machine
Aluminum profile film applicator machine
Aluminum profile hot shrink packaging machine
Aluminum profile automatic bagging machine
Environmental protection facilities and other auxiliary equipment
Wastewater treatment equipment
Dust removal equipment
Crane
Water pump
Cooling Tower
Forklift
Air compressor
Boiler
Power distribution equipment
Molds and consumables
Extrusion die and tooling
Release oil
Felt strip
Hydraulic oil
Cutting oil
Mold repair tools Etc.
How many sets of equipment does it need for aluminum profile production?
Aluminum profile production necessary machines
Brightstar Aluminum Machinery professionals replied in this way.
If you start with aluminum scraps of raw materials, some special equipment will be needed for it.
The equipment is to turn aluminum scraps and ingot into aluminum billets, so we need aluminum melting and casting machines, some aluminum extruders make the melting and casting under one roof, the advantages are obvious and it is easy to control the billet quality and make aluminum extrusion quality stable.
Some extruders purchased aluminum billets from the subcontractors according to the production and order request, which can save the investment and make the extruder focus on the extrusion production.
The equipment required for aluminum extrusion production line includes:
Single or multi billets heating furnace with hot log shear (one set)
Mold heating oven (one set)
Aluminum extrusion press (one set)
Aluminum extrusion cooling bed (one set)
Single or double puller
Aluminum profile aging furnace (one set)
Corresponding production capacity data of aluminum extrusion press:
The production capacity of 500T aluminum profile extrusion production line:
About 5-6 tons per day
600T of aluminum profile extrusion production line capacity:
About 6-7 tons per day
800T aluminum profile extrusion production line capacity:
About 7-8 tons per day
1000T of aluminum profile extrusion production line capacity:
About 8-10 tons per day
The production capacity of 1250T aluminum profile extrusion production line:
About 12 tons per day
Remarks: The above data is for a 24-hour capacity table.
The bigger the tonnage capacity, the more the output rate.
However, it is still determined by the specific data or the actual aluminum profile shape, size, wall thickness, etc.
That is only for reference.
Brightstar Aluminum Machinery provides aluminum extrusion auxiliary equipment, such as aluminum profile shape corrector, aluminum profile automatic film applicator, aluminum profile wrapping machine, brushing and polishing machine for our customers.
Total solution and one-stop service.
Contact us now for your project quotation. Turnkey project and package deal!
What equipment is needed to set up an aluminum extrusion factory?
Aluminum extrusion factory setting up the necessary equipment
What equipment is needed to set up an aluminum extrusion factory beside an aluminum extrusion press?
After a period of discovery, it is concluded that many customers know that aluminum extrusion press is used to produce aluminum extrusion profiles, but they do not know that aluminum extrusion production requires a complete set of production lines, not only aluminum extrusion press.
Here, we will share aluminum extrusion knowledge that these customers do not know through this article.
What equipment does the aluminum extrusion production line need?
6 different types of equipment are required.
The equipment names and functions are as follows:
1. Long billets heating furnace with hot log shear
It is composed of three parts: Billets rack, furnace body and hot shearing machine.
Equipment for heating, shearing and feeding aluminum billets to aluminum extrusion machine.
2. Aluminum extrusion press
Aluminum extrusion press is the main machine and is the power unit for the extrusion profile forming.
3. Mold heating oven
The function of the mold heating furnace is to heat the molds.
4. Puller machine
The puller machine has the functions of pulling, sawing and fixed length.
Puller is not a must for aluminum extrusion production line, but without a puller, it needs more workers and twist and bend problems will happen in the operation.
Therefore, it is necessary to equip the puller with the production line.
5. Aluminum profile cooling bed
The cooling bed consists of run-out table, material conveying device, feeding device, straightening system, material storage device, fixed-length transmission, finished sawing table, fixed-length table and so on.
The function will be cooling, feeding, straightening, sawing, etc.
6. Aging furnace
The aging furnace is composed of a track, charging skip and a furnace body.
It is for aluminum profile hardness through heating.
Brightstar Aluminum Machinery provides aluminum extrusion auxiliary equipment, such as aluminum profile shape corrector, aluminum profile automatic film applicator, aluminum profile wrapping machine, brushing and polishing machine for our customers.
Total solution and one-stop service.
Contact us now for your project quotation. Turnkey project and package deal!
How to choose the tonnage of aluminum extrusion press?
The tonnage of the aluminum extrusion press represents the extrusion force of the extrusion press, so how to choose the tonnage of aluminum extrusion press means how to choose the extrusion force of the extrusion press.
Aluminum extrusion press is the main equipment for the production of aluminum profiles.
The shape, size and appearance quality of aluminum profiles are closely related to the quality of the extrusion press.
There are many types of extrusion press according to different classifications.
For a systematic understanding of the model, extrusion capacity and grade of the extrusion press, how to determine the tonnage of the aluminum profile extruder is also an aspect that aluminum profile manufacturers must consider when purchasing an extrusion press.
Now here explain how to choose the tonnage of the aluminum extrusion press
According to what alloy to be extruded, the annual output of a single machine and the maximum circumscribed diameter of aluminum profile, we will preliminarily select the type of extrusion press.
The first thing to consider is how large the tonnage of the extrusion press is.
When selecting the tonnage of the extrusion press, it is generally necessary to first calculate the extrusion ratio of the extrusion press.
The extrusion ratio is also called the extrusion coefficient, which refers to the ratio of the cross-sectional area of the extrusion container to the total cross-sectional area of the aluminum profile.
It is the main parameter used to measure the amount of deformation of aluminum alloy in the production of aluminum profiles, expressed by the following formula:
λ=Ft/ΣF1
Among them, Ft represents the cross-sectional area of the aluminum billet after being filled in the extrusion container, expressed in mm²;
ΣF1 represents the total cross-sectional area of the extruded profile, expressed in mm²;
When extruding aluminum profiles, the amount of deformation of aluminum alloy can also be expressed by the degree of deformation: ε=λ-1
If the extrusion processing method is used, the extrusion ratio is limited. The extrusion ratio λ of the aluminum profile and aluminum billet in the first extrusion is greater than 8-12, There is no limit to the extrusion ratio of mill finish for secondary extrusion.
The method used to calculate the extrusion ratio above is simply the cross-sectional area of the extruded billet ÷ the cross-sectional area of the extruded profile, which can also be calculated in other ways, that is, the length of the extruded profile ÷ The length of aluminum billet for extrusion.
Before determining the tonnage of the extrusion press, it is necessary to understand the cross-sectional shape of the profile, so as to determine the size of the mold, and then determine the structure of the mold, so that it can be determined whether the extrusion is a hollow profile or a solid profile. The extrusion press tonnage required for these two different structural profiles will be different.
There are many classifications of aluminum extrusion press according to the extrusion capacity, they can be divided into small, medium, large and heavy extrusion press.
Aluminum extrusion presses are named according to the size of the extrusion force, but three measurement units of International Unit System/Engineering Unit System/US System can be used to characterize the extrusion force.
MN is the international unit ” Millions of Newton“, T is the engineering unit “Ton“, UST is the American unit “US ton” 1MN=1000000N=100000kg=100T, 1T=1.1UST.
For example, a 12.5MN extruder is a 1250T extrusion press, another example, 880UST extrusion press is the 800T extrusion machine.
The tonnage of the extrusion press is basically increased by a ratio of 1.25, that is, the extrusion force of the extrusion press is 25% greater than that of the lower capacity extrusion press.
For example, the bigger capacity than 800T is 1000T, the bigger capacity than 1000T is 1250T, the bigger capacity than 1250T is 1600T, the bigger capacity than 1600T is 2000T, and the bigger capacity than 2000T is 2500T.
The extrusion capacity of each type of extrusion press is limited.
The extrusion capacity is usually MN(Millions of Newton), which is the tonnage of extrusion press.
The tonnage of aluminum extrusion press used in industrial production for 6063 has the following:
500T, 600T, 800T,1000T,1250T, 1600T(16MN), 1800T(18MN), 2000T(20MN), 2500T(25MN), 3000T(30MN), 3600T(36MN),4000T(40MN), 5000T(50MN), 6000T(60MN), 8000T(80MN),10000T(100MN),12500T(125MN)
500T extrusion press can produce some small size aluminum extrusion profiles, 600T extruded aluminum billet specifications are within 90mm, 800T or 1000T extrusion presses are used to produce aluminum doors and windows products, 1250T extrusion press and bigger extrusion press can be used for curtain wall and industrial aluminum profiles.
Aluminum billet specifications of 1800t extrusion press is 178mm, 2500T corresponding aluminum billet specifications at 230-254mm, 3000T and 3600T can produce industrial aluminum profile products, of course, there are some larger tonnage, such as 4000T, 5000T, 6000T aluminum extrusion press and so on.
Extrusion press with the above tonnage can be used to extrude 6063 alloy aluminum profiles.
Aluminum profile manufacturers should fully consider the extrusion coefficient of the extrusion press, the cross-sectional shape of aluminum profile and the size of the die when selecting the tonnage of the extrusion press, according to its own production conditions and product requirements, the deformation of the metal is obtained according to the calculation formula, so as to determine the appropriate extrusion press tonnage, which can extrude qualified aluminum products without causing unnecessary economic waste.
Precautions in selection of aluminum extrusion machine
When selecting extrusion equipment, in addition to considering the thermal effect of extrusion speed on the metal to be extruded,
It is also necessary to consider that the press should have sufficient rigidity and guiding accuracy, as well as a reliable anti-overload device.
When extruding with a friction press, due to the different guiding precision of the equipment, a guiding device should be added on the die.
The ejector device should also be added for friction presses without an ejector device.
When extrude aluminum profiles with a general-purpose crank press, to increase the equipment’s strength and rigidity, the backing plate of the table should be cast steel material, and the holes on the table should be reduced.
Since the parts remain on the mold after extrusion, there is a large holding force between the extrusion part and the mold, and the required ejection force is large, about 10% to 20% of the nominal pressure, so the ejector device of the press should be strengthened.
In addition, the extrusion force and stroke should be verified according to the allowable load curve of the press slide.
That is, in the entire extrusion stroke range, the extrusion force should be less than the limit value of the stroke-pressure curve allowed by the press, and cannot be determined according to the nominal pressure.
The precision and extrusion stroke of the general press is not enough, and the pressure exerted in the middle of the stroke is only about 1/3 of the nominal pressure.
Therefore, when extruding, it is best to use a special industrial profiles aluminum extrusion machine as the extrusion equipment.
The toggle type industrial profiles aluminum extrusion press is characterized by small strokes, many strokes time, and long pressurization time, which is suitable for extruding aluminum profiles with short working strokes.
Tension toggle type and crankshaft aluminum extrusion presses are suitable for the extrusion of longer aluminum profiles.
The hydraulic industrial aluminum extrusion machine can work at the nominal pressure on the full stroke, the extrusion speed and stroke can be adjusted, and it is suitable for extruding parts with large lengths.
The selection of extrusion equipment should consider the following 5 points:
1. The form of extrusion equipment is selected according to the determined production plan and the requirements of the production process
According to the production plan, select the corresponding extrusion equipment, such as pipe production, bar production, online coiling wire production plan, etc.
Select the extrusion equipment suitable for the process according to the process requirements.
2. The extrusion equipment is selected according to the variety, specification, performance and quality requirements of the product
If the tonnage of the extruder is selected, first, according to the range of the specifications of the extruded product or the mill finish aluminum extrusion,
And considering the necessary degree of deformation, determine the size range of the billets and the required size range of the extrusion cylinder, so as to determine the selection of extrusion press tonnage capacity.
In addition, the form of the extruder is determined according to different varieties, specifications and quality requirements.
3. The extrusion equipment is selected according to the technological performance and structural characteristics of the extrusion equipment and the reasonable matching between each equipment
Different performance and structural characteristics determine the different uses of the extrusion press.
The reasonable setting and balance between the main equipment must be considered in the selection of extrusion equipment, so as to get full play to the equipment capacity and obtain higher production efficiency.
It is generally not allowed to stop work and wait for materials due to the inability of the main equipment to keep up.
4. The mechanization and automation requirements of extrusion equipment must be considered
In order to improve production efficiency, reduce labor intensity, reduce consumption, reduce costs, and improve the quality of extrusion products, the requirements for the mechanization and automation of extrusion equipment are getting higher and higher.
Therefore, when conditions permit, try to use advanced technical equipment when selecting extrusion equipment.
When selecting, the advanced technology and reliability must be inspected and demonstrated and verified by production practice.
At the same time, it should have the possible conditions for realization in enterprise production, and should not be blindly adopted.
In addition, under the condition that the selected extrusion equipment meets the existing requirements, it is necessary to consider leaving room for development.
Failure to consider this will result in a backward and passive situation, especially for the imported extrusion equipment.
5. The extrusion equipment has a better economic effect in the selection will be considered
In the case of existing standard extrusion equipment and general extrusion equipment, try to choose standard equipment and general equipment.
Especially in the introduction of extrusion equipment, the localization of spare parts should be considered, which is beneficial to improve economic efficiency, using effect and shorten the installation time of equipment.
In the absence of reference standards and general equipment, factors such as ease of manufacture and low cost should be considered, and reasonable technical parameters of extrusion equipment should be proposed according to process requirements.
Considering the civil design conditions of the factory and the existing water, electricity, wind and air conditions, as well as the average temperature and humidity conditions of the workshop in winter and summer, reasonable design requirements for extrusion equipment are put forward.
According to the selection principle of the extrusion press, the selection and design of the hydraulic system and the control method must be considered at the same time.
When the working time of the extrusion press accounts for more than 70%-80% of the entire extrusion cycle, and the extrusion speed does not change much, it is more economical to use a high-pressure pump for direct transmission.
The extrusion speed is fast, the time is short and the large extruder or unit is more economical to use the water pump accumulator to drive.
Some advanced extrusion machines in modern times have adopted the hydraulic system directly driven by the high-pressure oil pump, which saves the water pump station system and reduces the investment cost of the equipment.
The control system of the extrusion machine adopts a programmable logic control system to realize program control.
In addition to the PLC system, the modern extrusion press also uses extrusion data monitoring, fault diagnosis, extrusion product eccentricity monitoring, data production control and report printing systems.
The working reliability of the control system is high and the maintenance is easy, and it is easy to adapt to future function expansion with the advantages of scalability.
An important factor that needs to be considered when choosing an extrusion machine is the auxiliary equipment of the extrusion press, which together with the extrusion machine build up a complete production line.
In the working process of the extrusion, 30% to 70% of the working time is spent on auxiliary operations, which often affects the production efficiency of the extruder and the quality of the extruded products due to the imperfect structure of the auxiliary machine.
Therefore, the selection and design of auxiliary equipment are carefully considered to improve the quality of extruded products and improve the automation level of the operation line.
The auxiliary equipment of the extrusion line mainly includes a billets heating furnace with hot log shear, mold heating oven, run out table and cooling bed, aging furnace, single or double puller, etc.
In short, different extrusion equipment should be selected according to the structure, application, product variety and specification of the extrusion machine and production process requirements to ensure production efficiency and product quality.

The reasonable and high-efficiency aluminum extrusion production line layout and flow chart
B Flying saw
C Aluminum profile puller
D Billet heating furnace with hot log shear
E Aluminum profile stretcher
F Finished sawing machine
G Saw gauge table
H Semi-finished automatic stacker
Extrusion machine and auxiliary equipment can be offered as the following:
Aluminum puller, run-out table, automatic feeding production line hydraulic finished sawing machine, aluminum profile packaging machine, shape correction machine, aluminum profile wrapping machine and auxiliary equipment.
Aluminum profile shot blasting machine, aluminum profile polishing machine, thermal break aluminum profile production machine, woodgrain effect sublimation machine and aluminium profile powder coated line.
Also we can make a good design for your plant in order to improve production efficiency and save the cost!
The reasonable and high-efficiency aluminum extrusion production line layout and flow chart
Parts of aluminum extrusion machine and its function
Understanding how an aluminum extrusion machine works require identifying the aluminum extrusion machine parts and explaining their use.
An aluminum extrusion machine is made up of a front platen and back platen held together by four tie rods.
The parts of the aluminum extrusion machine that actually make the extrusion are as follows:
Main Cylinder
Chamber and cylinder of an extrusion press into which hydraulic fluid is pumped to generate the desired ram pressure and movement.
Hydraulic Pressure
The pressure is used to move the ram forward at the required Pounds Per Square Inch.
Ram
A steel rod attached to the main cylinder with a dummy block on the end that enters the container and applies pressure to the billet.
Dummy Block
A tight fitting steel block attached to the ram stem on a press which seals the billet in the container and prevents metal from leaking backward.
Billet
Aluminum log cut to specific lengths which are fed into the press as extrusion materials.
Container
Chamber in an extrusion press which holds the billet as it is pushed through a die at one end while under pressure from a dummy block and ram entering at the other end. The container resides in the container housing. All containers are lined with a liner that holds the billet in place while it is being extruded.
Tool Stack (Die Assembly)
Solid: die ring, die, backer, bolster, and sub-bolster (Sub-bolsters are not used in Carthage or Newnan). Hollow: die ring, die mandrel, die cap, bolster, sub-bolster
Die Holder
Container of the tool stack.
Die Lock
Locks the die into the die holder.
Log Oven/ Billet Oven
Press component used to heat the logs/ billets to extrusion temperature. Presses equipped with log shears have log ovens; others have billet ovens.
Log Shear
Used for cutting logs to desired billet lengths (only on presses with log ovens).
Butt Shear
Shears off the unextruded portion of the billet (butt) remaining in the container after the extrusion cycle is completed. The butt is where oxides are located after the ram has pushed the billet through the container.
Die Oven
Oven where dies are heated to 750° – 900° F for 4-6 hours before being used.
Cradle
holds the billet while it is being pushed into the extrusion press by the pressure from the ram.
Press Leadout Table
The table which supports extrusion between the die and run out table.
Run Out Table
Table at immediate exit of press leadout equipment which helps guide and support extrusions.
Back/Front Press Platen
The extrusion press consists of these two sections.
Tie Rods
Connects the back and front press platen.
Canister
Used to help guide the aluminum extrusions from the die. It has the same number of holes as the die itself and can be used on all presses. Newnan is moving away from using them because they are costly and hard to handle.
Platen Pressure Ring
A hardened tool steel ring inserted into the platen to support the die stack. Pressure applied by the main cylinder to the ring causes stress and wear resulting in a need for periodic replacement.
Parts of aluminum extrusion machine and its function
Understanding how an aluminum extrusion machine works requires identifying the aluminum extrusion machine parts and explaining their use.
An aluminum extrusion machine is made up of a front platen and back platen held together by four tie rods.
The parts of the aluminum extrusion machine that actually make the extrusion are as follows:
Main Cylinder
Chamber and cylinder of an extrusion press into which hydraulic fluid is pumped to generate the desired ram pressure and movement.
Hydraulic Pressure
Pressure used to move the ram forward at the required Pounds Per Square Inch.
Ram
A steel rod attached to the main cylinder with a dummy block on the end that enters the container and applies pressure to the billet.
Dummy Block
A tight fitting steel block attached to the ram stem on a press which seals the billet in the container and prevents metal from leaking backward.
Billet
Aluminum log cut to specific lengths which are fed into the press as extrusion materials.
Container
Chamber in an extrusion press which holds the billet as it is pushed through a die at one end while under pressure from a dummy block and ram entering at the other end. The container resides in the container housing. All containers are lined with a liner which holds the billet in place while it is being extruded.
Tool Stack (Die Assembly)
Solid: die ring, die, backer, bolster, and sub-bolster (Sub-bolsters are not used in Carthage or Newnan). Hollow: die ring, die mandrel, die cap, bolster, sub-bolster
Die Holder
Container of the tool stack.
Die Lock
Locks the die into the die holder.
Log Oven/ Billet Oven
Press component used to heat the logs/ billets to extrusion temperature. Presses equipped with log shears have log ovens; others have billet ovens.
Log Shear
Used for cutting logs to desired billet lengths (only on presses with log ovens).
Butt Shear
Shears off the unextruded portion of the billet (butt) remaining in the container after the extrusion cycle is completed. The butt is where oxides are located after the ram has pushed the billet through the container.
Die Oven
Oven where dies are heated to 750° – 900° F for 4-6 hours before being used.
Cradle
holds the billet while it is being pushed into the extrusion press by the pressure from the ram.
Press Leadout Table
Table which supports extrusion between the die and run out table.
Run Out Table
Table at immediate exit of press leadout equipment which helps guide and support extrusions.
Back/Front Press Platen
The extrusion press consists of these two sections.
Tie Rods
Connects the back and front press platen.
Canister
Used to help guide the aluminum extrusions from the die. It has the same number of holes as the die itself and can be used on all presses. Newnan is moving away from using them because they are costly and hard to handle.
Platen Pressure Ring
A hardened tool steel ring inserted into the platen to support the die stack. Pressure applied by the main cylinder to the ring causes stress and wear resulting in a need for periodic replacement.
Brightstar Aluminum Machinery provides aluminum billets heating furnace, mold heating oven, aluminum profiles shape corrector, aluminum profile polishing machine, aluminum profile surface defects brushing cleaning machine, aluminum profile wrapping machine, aluminum profile film sticking machine, wood grain effect sublimation machine and auxiliary equipment.
Offer a total solution for aluminum extrusion project and turnkey project and package deal!
All you need to know about aluminum extrusion production
All you need to know about aluminum extrusion production
Aluminum extrusion is defined as the process of shaping material, by forcing it to flow through a shaped opening in a die.
Extruded material emerges as an elongated piece with the same profile as the die opening.
One process by which aluminum is forced into the tailor-made die and results in a constant cross-section that utilizes all the properties of the metal.
The aluminum extrusion process makes the most of aluminum unique combination of physical characteristics.
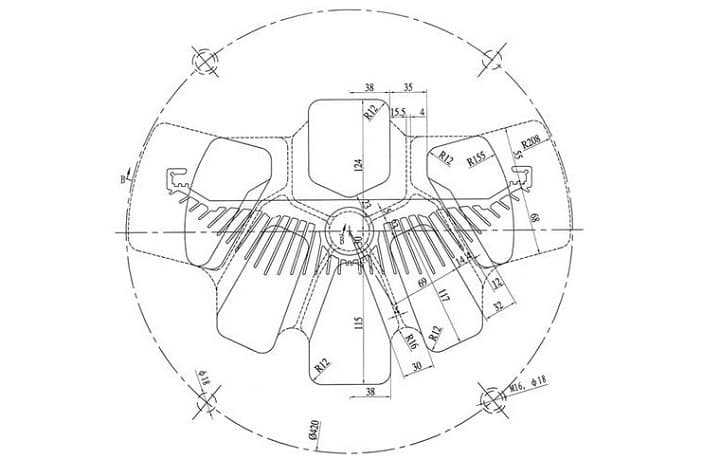
Press size determines how large of an extrusion can be produced.
Extrusion size is measured by its longest cross-sectional dimension, i.e. its fit within a circumscribing circle.
You may wonder what process makes aluminum extrusion?
Here are the details information and step by step
Aluminum extrusion detailed production process
I.Mold process
The aluminum extrusion process really begins with the design process, for it is the design of the product — based on its intended use — that determines many of the ultimate production parameters.
Questions regarding machinability, finishing, and environment of use will lead to the choice of alloy to be extruded.
The function of the profile will determine the design of its form and, hence, the design of the die that shapes it.
Die design:
Aluminum extrusion is the final product of aluminum billets that are extruded through a die after heating, and the extrusion die is a device with high-precision specifications designed according to demand to extrude aluminum profile with the required specifications and cross-sections;
The principle and steps of mold design
1. Determine the design mold chamber parameters
First of all, when the designer gets the cross-sectional drawing, according to the extrusion ratio, what is the maximum circumscribed circle of aluminum profile cross-section, and the complexity to determine which extrusion machine is suitable.
Set the size of the mold, if it is small, it will affect the service life and forming of the mold. Generally speaking, the large section mold size is set to be larger, so that the mold is stable for production.
Set the distribution of mold porthole, feeder and solid mold design, working belt design, and molding holes design
2. Reasonable arrangement of die holes on the die
The so-called reasonable layout is to reasonably distribute single or multiple die holes on the mold, so that the best metal flow uniformity can be obtained under the premise of ensuring the strength of the mold.
3. Reasonable calculation of die hole size
When calculating the die hole size, the main consideration is the chemical composition of the extruded alloy, the shape and nominal size of the product and its allowable tolerance, the extrusion temperature and the thermal expansion coefficient of the die material and the extruded alloy at this temperature, and the cross-section of the product, the characteristics of the geometric shape and its changes during extrusion and stretching, the size of the extrusion force and the deformation of the mold.
4. Reasonably adjust the metal flow rate
Generally speaking, the thinner the wall thickness of the profile is, the larger the circumference is, the more complex the shape will be, and the farther from the center of the extrusion cylinder, the shorter the die bearing should be.
When it is still difficult to control the flow rate with the die bearing, the shape is particularly complicated, the wall thickness is very thin, and the part far away from the center can be used of sprue spreader to accelerate the metal flow.
On the contrary, for those parts with much thicker walls or places very close to the center of the extrusion cylinder, the obstruction angle should be used to supplement the obstruction to slow down the flow velocity here.
In addition, you can also use process balance holes, process allowances, or use front chamber molds, flow guide dies, and change the number, size, shape, and position of the portholes to adjust the metal flow rate.
5. Ensure sufficient mold strength
In addition to rationally arranging the position of the die holes, selecting the appropriate die material, and designing a reasonable die structure and shape, it is also very important to accurately calculate the extrusion force and check the allowable strength of each section.
6. Clean and maintenance
The extrusion dies should be cleaned and inspected frequently.
If there are any problems, they should be repaired in time to avoid scratches, burrs and other hard injuries during the extrusion process of the profile, which will seriously affect the quality of aluminum extrusion.
The extrusion die processing process flow chart
Solid die (structural profile without a closed cavity, not the porthole die)
Lathing → marking → Milling → Drilling → Grinding → Hardening → Tempering → Grinding of the surface → Fine milling of the guide channel → Wire cutting → EDM → Polishing → Clamping repairing → Acceptance → Test mold → Nitriding → Warehouse
Porthole die (structural profile with closed cavity)
Die backer
Turning → marking → Milling → Drilling → Grinding → Quenching → Tempering → Surface Grinding → Acceptance → warehouse
Die ring
Turning → marking → milling → drilling → grinding → quenching → tempering → plane grinding → fine turning → acceptance →warehouse
II Melting process
6 series Alloys and their application
6005: Extruded profiles and pipes, used for structural parts that require strength greater than 6063 alloy, such as ladders, TV antennas, etc.;
6009: car body panels;
6010: thin plate, car body;
6061: Various industrial structures that require certain strength, weldability and high corrosion resistance, such as pipes, rods, and shapes for the manufacture of trucks, tower buildings, ships, trams, fixtures, mechanical parts, and precision machining, Sheet;
6063: Building profiles, irrigation pipes and extrusion materials for vehicles, benches, furniture, fences, etc.;
6066: Forgings and welding structure extrusion materials;
6070: Heavy-duty welded structures and extrusion materials and pipes used in the automotive industry;
6101: High-strength bars, electrical conductors and radiator materials for buses;
6151: Used for die forging crankshaft parts, machine parts and production of rolled rings, for applications that require good forgeability, high strength, and good corrosion resistance;
6201: High-strength conductive rods and wires;
6205: Thick plates, pedals and high impact resistant extrusions;
6262: Threaded high-stress parts requiring corrosion resistance better than 2011 and 2017 alloys;
6351: Extruded structural parts of vehicles, pipelines for water, oil, etc.;
6463: Building and various appliance profiles, as well as automotive decorative parts with bright surfaces after bright dipping and anodizing treatment;
6060, 6063, 6063A, 6463, and 6463A are often used in the production of building profiles, and 6463A alloy is exclusively used for the production of bright silver aluminum profiles (mirror-like look).
6063A alloy is often used in the production of architectural profiles that require slightly higher strength than 6063 alloy, such as curtain wall materials.
6061, 6082, 6106, 6005, 6005A, 6351 alloys are widely used in large structural parts that require good corrosion resistance, such as refrigerated container bottom plate, truck frame parts, ship upper structure parts, railway vehicle structural parts and other mechanical structural parts .
6101 and 6101B alloys are used to produce aluminum alloy profiles for subway conduction.
6563 alloy is mainly used to produce radiator profiles.
2024, 5A02, 7005, 7020, 7075 are high-strength alloys, which are mostly used in spacecraft, mechanical equipment, etc.
Melting processing flow chart
Materials→charging→melting→stirring→alloying→holding→degassing→refining→billet casting→homogenizing→cutting
Melting is the process of aluminum profile production.
According to raw materials and product structure, a reasonable choice of the aluminum profile casting process is the key to ensuring product quality, reducing energy consumption and improving production efficiency.
So what is the melting and casting process of aluminum profiles?
1. Aluminum ingots raw materials
Before production, according to different alloys and different quantities of aluminum billets demand, make aluminum ingots, magnesium ingots, silicon ingots, copper ingots and auxiliary materials ready in the workshop.
2. Melting charging
Use the forklift to charge the raw materials into the melting furnace.
3.Melting
After adding enough raw materials in the furnace, use natural gas to heat up to 700-730℃, and then the aluminum ingot will melt into a liquid state.
4. Refining
Adding agents to remove impurities in the molten aluminum.
5.Casting
25~35 seconds after the molten aluminum is filled with the distributor, the cooling water is turned on. The casting speed is 70~80% of the normal speed, and the speed is increased to the normal speed after falling 40-50mm.
6. Homogenization
Aluminum billets are subjected to secondary homogenization treatment.
7. Aluminum billets cutting
Remove the irregular parts at the front and back ends of the aluminum billets
8. Warehouse
Aluminum billets are bundled into the warehouse and placed.
Generally speaking, Aluminum melting is to turn aluminum ingots into aluminum billets, logs or other finished or semi-finished products through the process of alloying, stirring, standing, refining, and skimming.
Melting and casting production is an extremely important process in the production of aluminum and aluminum alloy extrusion products.
The quality of aluminum billets directly affects the yield, quality and performance of aluminum extrusion products.
Now we get the billets for the extrusion, extrusion die and raw materials are ready for the extrusion.
III Extrusion process
Aluminum extrusion – A process by which aluminum is forced into a custom made die and results in a constant cross-section that utilizes all the properties of the metal.
As the extrusion molds were designed and the aluminum billets are available. All is ready for aluminum extrusion.
Aluminum extrusion process is a processing method that applies strong pressure to the metal billet placed in the die chamber (or extrusion cylinder), forcing the metal billet to produce directional plastic deformation, and extruding from the die hole of the extrusion die to obtain the desired section shape and size with certain mechanical properties parts or semi-finished products.
Types of extrusion process
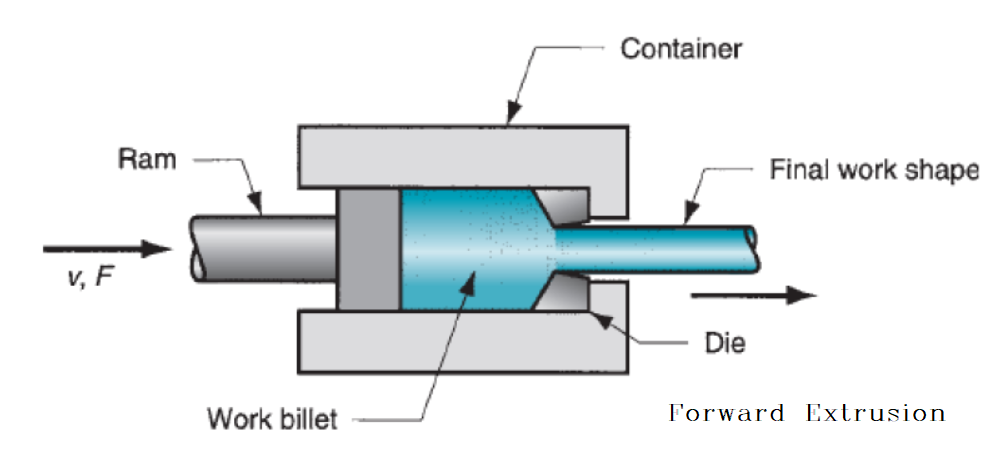
Forward extrusion
Forward extrusion, also known as direct extrusion, is the most common extrusion process. It works by placing the billet in a heavy-walled container.
The billet is pushed through the die by a ram or screw.
There is a reusable dummy block between the ram and the billet to keep them separated.
The major disadvantage of this process is that the force required to extrude the billet is greater than that needed in the indirect extrusion process because of the frictional forces introduced by the need for the billet to travel the entire length of the container.
Because of this, the greatest force required is at the beginning of the process and slowly decreases as the billet is used up.
At the end of the billet the force greatly increases because the billet is thin and the material must flow radially to exit the die. The end of the billet (called the butt end) is not used for this reason.[i]
[i] https://en.wikipedia.org/wiki/Extrusion
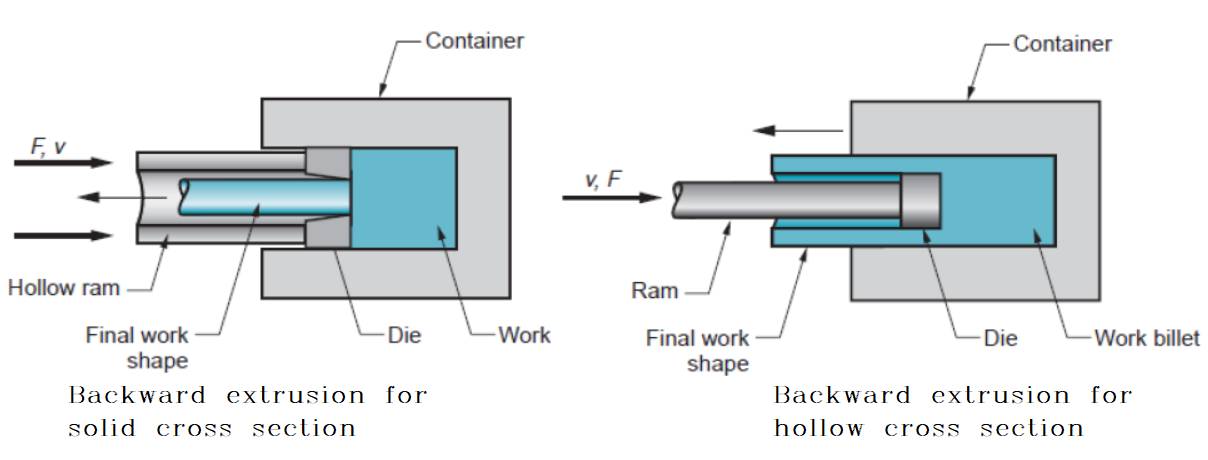
Backward extrusion
Backward extrusion, also known as indirect extrusion, the billet and container move together while the die is stationary.
The die is held in place by a “stem” which has to be longer than the container length.
The maximum length of the extrusion is ultimately dictated by the column strength of the stem.
Because the billet moves with the container the frictional forces are eliminated.
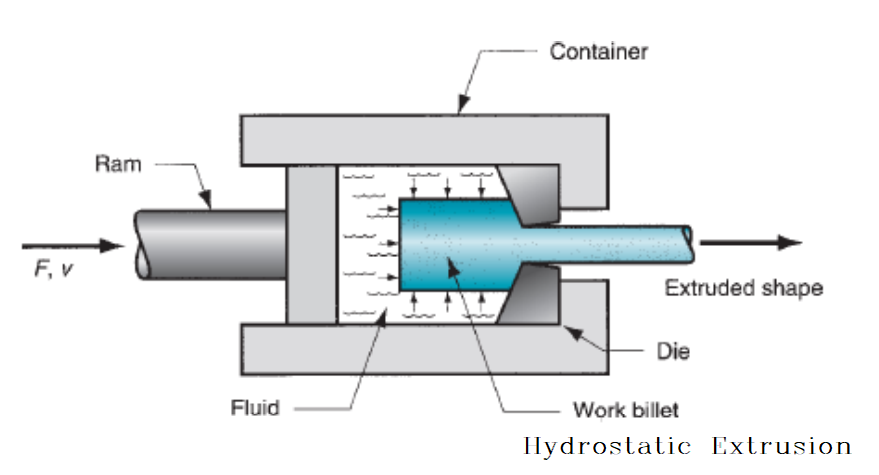
Hydrostatic extrusion
In the hydrostatic extrusion process, the billet is completely surrounded by a pressurized liquid, except where the billet contacts the die.
This process can be done hot, warm, or cold, however, the temperature is limited by the stability of the fluid used.
The process must be carried out in a sealed cylinder to contain the hydrostatic medium.
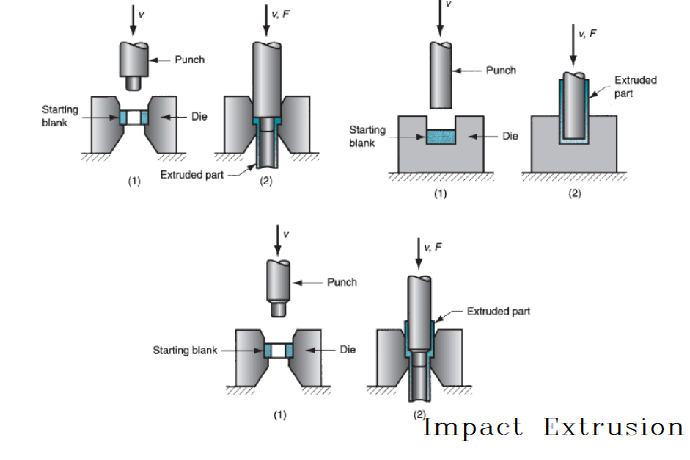
Impact extrusion
Impact extrusion is a manufacturing process similar to extrusion and drawing by which products are made with a metal slug. The slug is pressed at a high velocity with extreme force into a die or mold by a punch.[i]
Impact extrusion is performed at higher speeds and shorter strokes than conventional extrusion.
It is used to make individual components. As the name suggests, the punch impacts the work part rather than simply applying pressure to it.
[i] https://en.wikipedia.org/wiki/Impact_extrusion
Advantages of aluminum extrusion process
1. During the extrusion process, the extruded metal can obtain a more intense and uniform three-dimensional compression stress state in the deformation zone than rolling forging, which can give full play to the plasticity of the processed metal itself;
2. Extrusion process can produce not only rods, tubes, shapes, and wire products with simple cross-sectional shapes, but also profiles and tubes with complex cross-sectional shapes;
3. Extrusion process has great flexibility. It only needs to replace the extrusion tools such as molds to produce products with different shapes, specifications and varieties on one equipment. The operation of replacing extrusion molds is simple, fast, time-saving and efficient;
4. The precision of extruded products is high, the surface quality of the products is good, and the utilization rate and yield of metal materials are improved;
5. The extrusion process has a good effect on the mechanical properties of the metal;
6.The process flow is short and the production is convenient. One-time extrusion can obtain an overall structure with a larger area than hot die forging or forming rolling. The equipment investment is low, the mold cost is low, and the economic benefit is high;
7. Aluminum alloy has good extrusion characteristics and is particularly suitable for extrusion processing. It can be processed by a variety of extrusion processes and a variety of mold structures.
Step of the extrusion process
Aluminum billets→ Heating in the multi-billets heating furnace with hot log shear → the temperature reaches 480°C and the temperature is kept for 1h → the mold is heated to 480°C → the mold is placed in the mold base → feeding → extrusion → puller → straightening → aging → aging done→ cooling → complete
1. Place aluminum billets on the rack. Leave a certain gap between the aluminum billets. Be careful not to stack the aluminum billets, otherwise, it will increase the difficulty of the operator and cause aluminum billets to fall and injured the staff during the operation;
2. Operate strictly in accordance with the process flow. Place 12 aluminum billets in the furnace and heat them. When the heating time reaches 3.5h, the temperature reaches 480℃, and then the normal production can be carried out after heat preservation for 1h;
3. At the same time, put the extrusion die into mold heating oven and heat it to make the die temperature reach 480℃;
4. After the heating and heat preservation of the aluminum billets and mold is completed, put the mold into the mold base of the extrusion machine and prepare;
5. Put short aluminum billets into the raw material entrance of the extruder to prepare for extrusion;
6. Entering the extrusion stage. After the extruded profile comes out of the discharge hole, it is pulled by the puller, and then the length is determined for cutting, and then the aluminum profile is sent to the leveling table for straightening. The aluminum profile can be transported to the finished product area for cutting to length.
7. Load the cut aluminum profile into the material frame according to the requirements, transport it to the aging area, enter the aging furnace, and perform the aging treatment.
8. After the aging temperature reaches 200℃, keep it for 2h, and then wait for it to be discharged from the furnace;
When it is discharged, it enters the cooling stage, which can be cooled by natural cooling or with a cooler. At this time, the extrusion work is completed, and the extrusion of aluminum profiles with qualified appearance quality and shape and size is completed.
Aluminum extrusion will be carried out on an automatic production line consisting of billets heating, extrusion, cooling, tension straightening, sawing and other processes.
Equipment on the production line, including multi billets heating furnace with hot log shear, extrusion press, run-out table, stacker, profile conveyor, cooling bed, straightening machine, storage platform, puller, profile sawing machine, aging furnace, etc.
In-depth information on aluminum extrusion process
Aluminum extrusion process information
Extrusion is defined as the process of shaping material, such as aluminum, by forcing it to flow through a shaped opening in a die.
Extruded material emerges as an elongated piece with the same profile as the die opening.
Press size determines how large of an extrusion can be produced.
Extrusion size is measured by its longest cross-sectional dimension, i.e. its fit within a circumscribing circle.
A circumscribed circle is the smallest circle that will completely enclose the cross-section of an extruded shape.
The most important factor to remember in the extrusion process is temperature.
Temperature is most critical because it gives aluminum desired characteristics such as hardness and finishes.
The steps in the extrusion process are as follows:
1. Billets must be heated to approximately 800-925 ° F.
2. After a billet reaches the desired temperature, it is transferred to the loader where a thin film of smut or lubricant is added to the billet and to the ram. The smut acts as a parting agent (lubricant) which keeps the two parts from sticking together.
3. The billet is transferred to the cradle.
4. The ram applies pressure to the dummy block which, in turn, pushes the billet until it is inside the container.
5. Under pressure the billet is crushed against the die, becoming shorter and wider until it has full contact with the container walls. While the aluminum is pushed through the die, liquid nitrogen flows around some sections of the die to cool it. This increases the life of the die and creates an inert atmosphere that keeps oxides from forming on the shape being extruded. In some cases nitrogen gas is used in place of liquid nitrogen. Nitrogen gas does not cool the die but does create an inert atmosphere.
6. As a result of the pressure added to the billet, the soft but solid metal begins to squeeze through the die opening.
7. As an extrusion exits the press, the temperature is taken with a True Temperature Technology (3T) instrument mounted on the press platen. The 3T records exit temperature of the aluminum extrusion. The main purpose of knowing the temperature is to maintain maximum press speeds. The target exit temperature for extrusion is dependent upon the alloy. For example, the target exit temperature for the alloys 6063, 6463, 6063A, and 6101 is 930° F (minimum). The target exit temperature for the alloys 6005A,and 6061 is 950° F (minimum).
8. Extrusions are pushed out of the die to the runout table and the puller, which guides metal down the run-out table during extrusion. While being pulled, the extrusion is cooled by a series of fans along the entire length of the run-out and cooling table. (Note: Alloy 6061 is water quenched as well as air quenched
9. Not all of the billet can be used. The remainder (butt) contains oxides from the billet skin. The butt is sheared off and discarded while another billet is loaded and welded to a previously loaded billet and the extrusion process continues.
10. When the extrusion reaches the desired length, the extrusion is cut with a profile saw or a shear.
11. Metal is transferred (via beltor walking beams systems) from the run-out table to the cooling table.
12. After the aluminum has cooled and moved along the cooling table, it is then moved to the stretcher. Stretching straightens the extrusions and performs ‘work hardening’ (molecular re-alignment which gives aluminum increased hardness and improved strength).
13. The next step is sawing. After extrusions have been stretched they are transferred to a saw table and cut to specific lengths. The cutting tolerance on saws is 1/8 inch or greater, depending on saw length.
14. After the parts have been cut, they are loaded on a transportation device and moved into age ovens. Heat-treating or artificial aging hardens the metal by speeding the aging process in a controlled temperature environment for a set amount of time.
Direct and Indirect Extrusion
There are two types of extrusion processes, direct and indirect.
Direct extrusion is a process in which the die head is held stationary and a moving ram forces the metal through it.
Indirect extrusion is a process in which the billet remains stationary while the die assembly located on the end of the ram, moves against the billet creating pressure needed for metal to flow through the die.
Temper
Temper is the combination of aluminum hardness and strength produced by mechanical and/or thermal treatments.
The measures used to test the mechanical properties of aluminum are tensile, yield, and elongation.
Tensile is an indication of the maximum pulling load that a material can stand without failure, usually measured in pounds per square inch of cross-sectional area.
Yield is the stress at which a material first exhibits a specific permanent set.
Elongation is the maximum percentage of stretch a material will stand before breaking.
A defined range of alloy and temper properties must be met in order to satisfy certificate of compliance requirements.
Rockwell Hardness is an indentation hardness test based on the penetration depth of a specified penetrator into a specimen under certain fixed conditions.
Webster is a relative indicator of hardness but does not guarantee certificate of compliance requirements.
Factors Affecting Extrusion
The shape is a determining factor in the part’s cost and ease with which it can be extruded. In extrusion a wide variety of shapes can be extruded, but there are limiting factors to be considered.
These include size, shape, alloy, extrusion ratio, tongue ratio, tolerance, finish, factor, and scrap ratio.
If a part is beyond the limits of these factors, it cannot be extruded successfully.
The size, shape, alloy, extrusion ratio, tongue ratio, tolerance, finish, and scrap ratio are interrelated in the extrusion process as are extrusion speed, the temperature of the billet, extrusion pressure and the alloy being extruded.
In general, extrusion speed varies directly with metal temperature and pressure developed within the container.
Temperature and pressure are limited by the alloy used and the shape being extruded.
For example, lower extrusion temperatures will usually produce shapes with better quality surfaces and more accurate dimensions.
Lower temperatures require higher pressures. Sometimes, because of pressure limitations, a point is reached where it is impossible to extrude a shape through a given press.
The preferred billet temperature is that which provides acceptable surface and tolerance conditions and, at the same time, allows the shortest possible cycle time.
The ideal is billet extrusion at the lowest temperature which the process will permit.
An exception to this is the so-called press-quench alloys, most of which are in the 6000 series.
With these alloys, solution heat-treat temperatures within a range of 930°-980° F must be attained at the die exit to develop optimum mechanical properties.
At excessively high billet temperatures and extrusion speeds, the metal flow becomes more fluid.
The metal, seeking the path of least resistance, tends to fill the larger voids in the die face, and resists entry into constricted areas.
Under those conditions, shape dimensions tend to fall below allowable tolerances, particularly those of thin projections or ribs.
Another result of excessive extrusion temperatures and speeds is tearing of metal at thin edges or sharp corners.
This results from the metal’s decrease in tensile strength at excessively high-generated temperatures.
At such speeds and temperatures, contact between the metal and the die bearing surfaces is likely to be incomplete and uneven, and any tendency toward waves and twists in the shape is intensified.
As a rule, an alloy’s higher mechanical properties mean a lower extrusion rate.
Greater friction between the billet and the liner wall results in a longer time required to start the billet extruding.
The extrusion ratio of a shape is a clear indication of the amount of mechanical working that will occur as the shape is extruded.
Extrusion Ratio = area of billet/area of shape
When the extrusion ratio of a section is low, portions of the shape involving the largest mass of metal will have little mechanical work performed on it.
This is particularly true on approximately the first ten feet of extruded metal.
Its metallurgical structure will approach the as-cast (coarse grain) condition.
This structure is mechanically weak and shapes with an extrusion ratio of less than 10:1 may not be guaranteed as to mechanical properties.
As might be expected, the situation is opposite when the extrusion ratio is high.
Greater pressure is required to force metal through the smaller openings in the die and extreme mechanical working will occur.
Normally acceptable extrusion ratios for hard alloys are limited to 35:1 and for soft alloys, it is 100:1.
The normal extrusion ratio range for hard alloys is from 10:1 to 35:1, and for soft alloys is 10:1 to 100:1.
These limits should not be considered absolute since the actual shape of the extrusion can affect results.
The higher the extrusion ratio, the harder the part is to extrude which is the result of the increased resistance to metal flow.
Hard alloys require maximum pressure for extrusion and are even more difficult because of their poor surface characteristics which demand the lowest possible billet temperature.
The difficulty factor is also used to determine a part’s extrusion performance.
The factor is the perimeter of the shape divided by the weight per foot. Factor = Perimeter of Shape/ Weight per Foot.
Weight per foot is of primary importance because of the consideration for profitable press operation.
As might seem obvious, a lighter section normally requires a smaller press to extrude it.
However, other factors may demand a press of greater capacity such as a large, thin wall hollow shape.
Though it has a low weight per foot it may take more press tonnage to extrude it.
The same reasoning applies to the factor as with the extrusion ratio.
A higher factor makes the part more difficult to extrude consequently affecting press production.
The tongue ratio also plays an important role in determining a part’s extrusion performance.
The tongue ratio of an extrusion is determined as follows: square the smallest opening to the void, calculate the total area of the shape, and then divide the opening squared by the area.
The higher the ratio, the more difficult the part will be to extrude.
Brightstar Aluminum Machinery provides aluminum profile shape corrector, aluminum profile polishing machine, aluminum profile wrapping machine, aluminum profile surface defects brushing and cleaning machine, aluminum profile film applicator and auxiliary equipment for our customers, not only the supplier but also the solution provider and high value-added service provider!
How to optimize aluminum extrusion and heat treatment processes
Aluminum extrusion and heat treatment processes optimizing
1. Billet heating and extrusion temperature
Extrusion temperature is the most basic and critical process factor for extrusion production.
Extrusion temperature has a great impact on product quality, production efficiency, mold life, energy consumption and so on.
The most important problem of extrusion is the control of the temperature of the metal.
From the start of the billet heating to the quenching of the extruded profile, it is ensured that the dissolvable phase structure does not precipitate out of the solid solution or exhibit the dispersion of small particles.
The heating temperature of 6063 alloy billet is generally set in the temperature range of precipitation of Mg2Si.
The heating time has an important influence on the precipitation of Mg2Si. The rapid heating can greatly reduce the time of precipitation.
In general, the heating temperature of the 6063 alloy billets can be set as: unhomogenized billet: 460-520 ° C; homogenized billets: 430-480 ° C.
The extrusion temperature is adjusted during operation depending on the product and unit pressure.
The temperature of the billets in the deformation zone changes during the extrusion process.
As the extrusion process is completed, the temperature of the deformation zone gradually increases with the extrusion speed increases.
Therefore, in order to prevent the occurrence of cracks, the extrusion speed should be gradually lowered as the extrusion process progresses and the temperature of the deformation zone increases.
2. Control aluminum extrusion speed
The extrusion speed must be carefully controlled during the extrusion process.
The extrusion speed has an important influence on the deformation heat effect, deformation uniformity, recrystallization and solid solution process, mechanical properties of the product and surface quality of the product.
If the extrusion speed is too fast, there will be a tendency for pitting, cracking, etc. on the surface of the product.
At the same time, the extrusion speed is too fast, which increases the unevenness of metal deformation.
The rate of outflow during extrusion depends on the type of alloy and the shape, size and surface condition of the profiles.
The extrusion speed of the 6063 alloy profile (metal outflow speed) can be selected from 20 to 100 m/min.
With the advancement of modern technology, the extrusion speed can be controlled by program control or simulation program, and new technologies such as isothermal extrusion process and CADEX are also developed.
By automatically adjusting the extrusion speed to maintain the temperature of the deformation zone within a certain constant range, rapid extrusion without cracking can be achieved.
In order to improve production efficiency, many measures can be taken in the process.
When induction heating is used, there is a temperature gradient of 40-60 ° C (gradient heating) along the length of the billets. When the extrusion is performed, the high-temperature end faces the extrusion die, and the low-temperature end faces the pressing pad to balance a part of the deformation heat.
The water-cooled die is extruded, that is, forced cooling at the back end of the mold, and the test proves that the extrusion speed can be increased by 30%-50%.
In recent years, the mold (extrusion die) has been cooled with nitrogen or liquid nitrogen abroad to increase the extrusion speed, improve the life of the mold and improve the surface quality of the profile.
During the extrusion process, nitrogen is introduced to the exit of the extrusion die, which can rapidly shrink the cooled product, cool the extrusion die and the deformation zone metal, and the deformation heat is taken away, while the mold outlet is surrounded by nitrogen atmosphere.
Control, reducing the oxidation of aluminum, reducing the bonding and accumulation of alumina, so the cooling of nitrogen improves the surface quality of the product, which can greatly increase the extrusion speed. CADEX is a new extrusion process recently developed.
The extrusion temperature, extrusion speed and extrusion force in the extrusion process form a closed loop system to maximize extrusion speed and production efficiency while ensuring the best. Performance.
3. Quenching
The 6063-T5 quenching is to preserve the Mg2Si dissolved in the base metal at a high temperature and then rapidly cooled to normal temperature.
The cooling rate is often proportional to the strength of the strengthening phase.
The 6063 alloy has a minimum cooling rate of 38 ° C / min and is therefore suitable for air-cooled quenching.
Changing the draught fan and fan rated speed can change the cooling intensity to reduce the temperature of the product to below 60 °C before tension straightening.
4. Tension straightening
After the profile is out, it is usually pulled by a puller. When the puller is working, the product is given a certain traction tension, and simultaneously moves with the product outflow speed.
The purpose of using the puller is to reduce the length and unevenness of the multi-line extrusion, and also to prevent the profile from being twisted and bent after the die hole, which brings trouble to the tension straightening.
Tension straightening not only eliminates the longitudinal shape of the article, but also reduces its residual stress, improves strength properties and maintains its good surface.
5. Aluminum extrusion aging
The aging treatment requires uniform temperature and the temperature difference does not exceed ±3-5 °C.
The aging temperature of 6063 alloy is generally 200 °C. The aging time is 1-2 hours.
In order to improve the mechanical properties, it is also effective at 180-190 ° C for 3-4 hours, but the production efficiency will be reduced.
Brightstar Aluminum Machinery provides aluminum auxiliary equipment for our customers, not only multi billets heating furnace with hot log shear, aluminum profile shape corrector, aluminum profile wrapping machine, but also mechanical surface treatment machine, like wood grain effect sublimation machine, aluminum profile polishing machine, aluminum profile surface defects brushing and cleaning machine, etc.
We offer a total solution for your aluminum project and turnkey project and package deal!
Contact us now to obtain a reliable no-obligation quote on your aluminum machine.
How to reduce the production cost of aluminum profile factory
Here are 7 solutions for reducing production costs and increasing profit in aluminum extrusion factories
1. Reduce the defects in aluminum profiles
Defects in aluminum profiles are a factor that leads to scrap. A small defect on the aluminum profile will scrap the entire cut to length aluminum profile.
Due to the high added value of aluminum profiles, extrusion manufacturers should make every effort to reduce defects in aluminum profiles.
2. Reduce Non-extrusion cycle time
Non-extrusion cycle time-Assuming that the production efficiency of the aluminum profile extrusion is 30 pieces billets per hour, each non-extrusion cycle saves 10 seconds, so 10(second)*30(pcs)*24(hour)=7200 seconds, then you can increase the extrusion time by 2 hours per day, 2 hours means more than 8% of the output is equivalent to a reduction of 8% in conversion costs per kg of profile.
3. Downtime (operation interruption)
Huge losses due to downtime (in our example, the downtime loss is USD10-15.00 per minute), not to mention the lost capacity due to no output during the downtime.
4. Extrusion speed
The production efficiency brought by outsourced high-tech aluminum profile molds should be carefully considered.
If the purchased aluminum profile mold can achieve a faster extrusion speed than the mold made by the extrusion manufacturer itself, then a medium-sized order can make up for the additional cost of the purchase of the mold.
5. Using a porous die
The extrusion speed can be increased by 200% (2-hole die) or even 300% (3-hole die), so the economic benefits will be higher.
6. Reduce scrap rate and increase production efficiency and qualification ration
In the process, the generation of scrap materials should be reduced as much as possible.
To minimize scrap in the production and to increase production quantity and maximize the finished product qualification percentage.
7. Using automated and advanced production equipment
Puller and billets heating furnace with hot log shear are recommended in the production, also automatic aluminum profile film applicator, aluminum profile wrapping machine and aluminum profile shape corrector can be used to save the labor cost, reduce the production cost and increase the benefit.
What are the factors that affect extrusion force?
Extrusion is a metal forming process in which a billet with a large cross-sectional area is reduced to a smaller cross-sectional area by forcing the billet to flow through a die.
The extrusion force refers to the pressure that the extrusion ram acts on the billets through the dummy block to make the metal flow out of the die hole.
During the extrusion process, the extrusion force changes with the movement of the extrusion ram.
You can refer to the extrusion force change during the extrusion process.
The main factors affecting the extrusion force are: metal deformation resistance during extrusion, deformation degree (extrusion ratio), extrusion speed, friction conditions between the billets and die contact surface, extrusion die angle, product section shape, billets length and extrusion method.
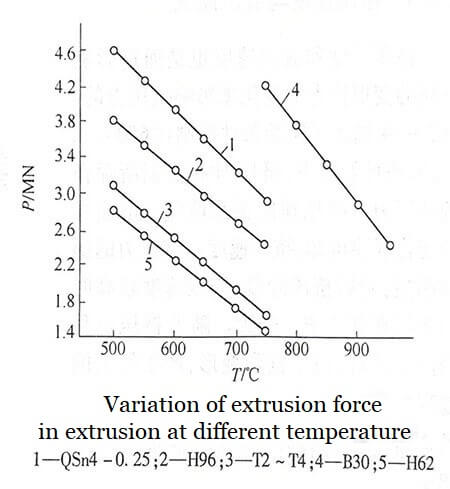
1. Extrusion temperature and deformation resistance
The extrusion force is proportional to the deformation resistance of the metal, but due to the non-uniformity of metal composition and temperature, the deformation resistance is also not uniform.
As the temperature increases, the deformation resistance of the metal decreases, and the extrusion force also decreases.
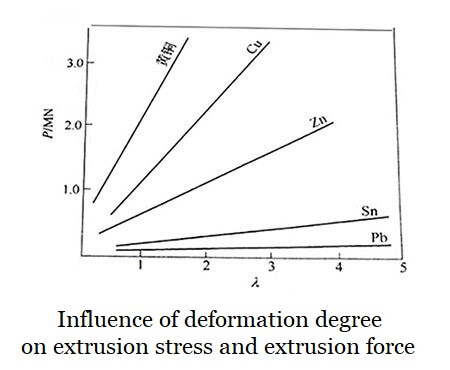
 2. Degree of deformation
2. Degree of deformation
The degree of deformation is also proportional to the extrusion force.
As the degree of deformation (extrusion ratio λ) increases, the extrusion force increases.
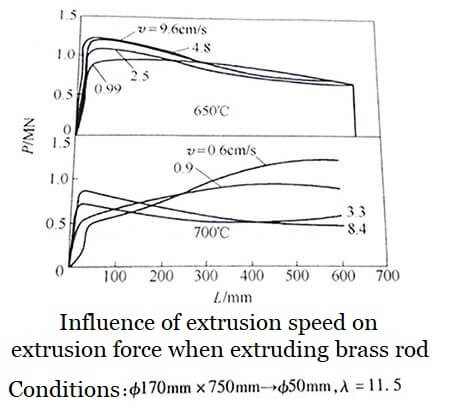
 3. Extrusion speed and outflow speed
3. Extrusion speed and outflow speed
The extrusion speed and outflow speed also affect the extrusion force by affecting the deformation resistance of the metal.
At the beginning of the extrusion stage, the extrusion speed is high, and as the extrusion progresses, deformation heat is generated, and the extrusion force gradually decreases.
If a lower extrusion speed is adopted, the extrusion force may gradually increase due to the cooling effect of the extrusion cylinder.
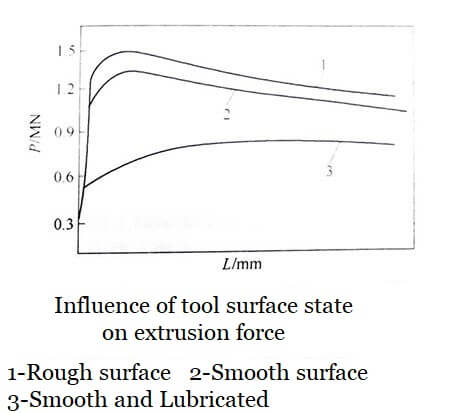
4. Friction and Lubrication
In the extrusion container, the deformation zone and the working belt, the metal is rubbed.
Friction increases, extrusion force increases, friction decreases, extrusion force decreases.
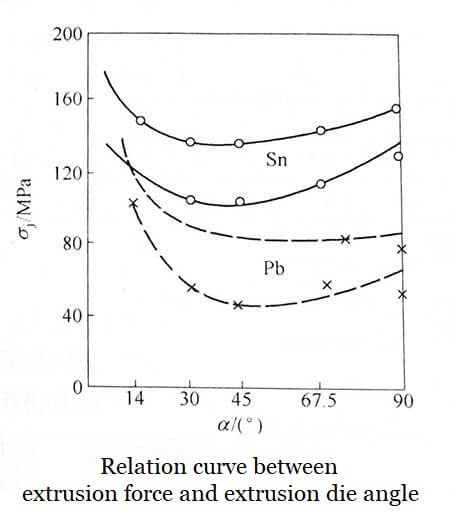
5. Extrusion die angle
Extrusion die angle is an important factor in the manufacturing process, as it is a large determinant in the flow of material.
The amount of force necessary to form a certain cross-section will vary with different die angles.
A lower angle will create more friction at the work-die interface.
The extrusion die angle has a significant effect on the extrusion force.
When the extrusion die angle changes from 0° to 90°, the extrusion force decreases as the angle α increases.
When α is between 45°-60°, the extrusion force has a minimum value, and as the angle continues to increase, the extrusion force begins to increase again.
 6. Product section shape
6. Product section shape
The cross-sectional shape of the product has a significant impact on the extrusion force only in the case of more complex conditions.
In general, the influence of the section coefficient is not considered.
7. Billet length
During forward extrusion, the billet and the extrusion cylinder have greater frictional force, so the longer the billet length, the greater the extrusion force.
During backward extrusion, the length of the billet has no effect on the extrusion force.
8. Extrusion method
For extrusion under the same conditions, the extrusion force of backward extrusion is generally 20-30% smaller than that of forward extrusion.
How to straighten the extruded aluminum profile without deformation
In general, aluminum extrusion without aging has low hardness, aluminum extrusion was applied widely in construction, automobile and industrial fields, and so how do aluminum profiles withstand loads without deformation?
In fact, it is not worthwhile to scrap aluminum profile when it is bent, it should not happen, and it can be avoided.
So, how to reduce or avoid scrapping due to bending? Brightstar Aluminum Machinery as an aluminum equipment specialist, let’s help you solve this problem.
1. What can the straightening of extruded aluminum profiles play?
Eliminate the metal stress generated during the extrusion process, and control the size of the aluminum profiles.
2. Aluminum extrusion straightening
Straightening is a serious part of the bending of aluminum profiles.
The operator must pay attention to the force used for straightening.
If the force is too large, the aluminum profiles may be deformed, dimension close, orange peel, etc.
If the force is too small, aluminum profile will not be straightened, resulting in bending.
3. Profiles frame loading
This process is also very important.
After sawing in fixed length, aluminum profile will be loaded in profiles frames.
At this time, the operator should pay attention to: whether the material is large aluminum profile or small aluminum profile, hollow or solid aluminum profile?
Generally speaking, it is not easy to cause bending when the two ends of the large aluminum profiles and hollow aluminum shapes are lifted and frame loaded.
But small aluminum profiles and solid aluminum shapes can easily be bent when the two ends are lifted and frame loaded.
Lifting and frame loading should be carried out from both ends to the middle.
4. Aging and frame loading
After mill finish aluminum profiles have been aged, the hardness has reached the standard, and the aluminum profile is not so easy to bend, but it is still necessary to pay attention when frame loading.
When lifting the material at both ends, try to avoid strong fluctuations up and down, which will also cause the aged aluminum profile to bend.
Aluminum physical and chemical properties and its benefit
Aluminum is a soft, silvery light metal.
It is very reactive so that in the atmosphere a thin but equally protective oxide layer forms rapidly.
For this reason, it is very resistant to corrosion.
By a special treatment, anodizing, i. e. an electrolytic oxidation process, the aluminum surface protected by the oxide layer can even be strengthened and made more resistant to corrosion.
Aluminum reacts strongly with hydrochloric acid and caustic soda.
The reaction with sulfuric acid is weaker, while it remains passive in contact with cold nitric acid.
Aluminum physical and chemical properties and its benefit
Aluminum possesses good thermal and electrical conductivity, in each case about two-thirds of the values for pure copper.
Due to its electronic configuration, the element has three valency electrons; its oxidation number is therefore +3.
- Melting point: 660 °C (for AL 99,99 acc. to composition / alloying higher resp. lower)
- Boiling point: 2500 °C (acc. to composition / alloying higher resp. lower)
- Density: 2,70 g/cm³
- Relative atomic mass 26,98
- Oxidation number: 3
- Atomic radius: 143,1 pm
- Ionic radius: 57 pm (+3)
- Electrical conductivity: 36 m/Ohm·mm²
9 Benefits of Aluminum
1. Aluminum is a light metal, about the third of the density of steel, copper, and brass.
2. Aluminum has good corrosion resistance to common atmospheric and marine atmospheres.
Its corrosion resistance and scratch resistance can be enhanced by anodizing.
3. Aluminum has high reflectivity and can be used for decorative applications.
4. Some aluminum alloys can match or even exceed the strength of common construction steel.
5. Aluminum retains its toughness at very low temperatures, without becoming brittle like carbon steel.
6. Aluminum is a good conductor of heat and electricity.
When measured by equal cross-sectional area, electrical grade aluminum has conductivity which is approximately 62% of electrical grade annealed copper.
However, when compared using equal weight, the conductivity of aluminum is 204% of copper.
7. Aluminum is readily worked and formed using a wide variety of forming processes including deep- drawing and roll forming.
8. Aluminum is non-toxic and is commonly used in contact with foodstuffs.
9. Aluminum can be readily recycled.
Aluminum and aluminum extrusion story
Origins of Aluminum
Compared to other metals like copper, bronze, iron and steel, which have been in use for thousands of years, aluminum is relatively young, having been identified as an elemental metal in 1807.
Aluminum was first refined in 1825, and at that time it was considered a luxurious metal that was more expensive than gold.
It was not until the late 1880s, with the invention of the smelting process by Hall and Héroult and the development of commercial production, that the silvery metal became affordable for everyday purposes.
The initial working processes consisted of rolling, casting, and forging.
Aluminum
The name aluminum is derived from the ancient name for alum (potassium aluminum sulfate), which was alumen (Latin, meaning bitter salt).
Aluminum was the original name given to the element by Humphry Davy but others called it aluminum and that became the accepted name in Europe.
However, in the USA the preferred name was aluminum and when the American Chemical Society debated on the issue, in 1925, it decided to stick with aluminum.
Aluminum is a soft and lightweight metal.
It has a dull silvery appearance, because of a thin layer of oxidation that forms quickly when it is exposed to air.
Aluminum is nontoxic (as the metal) nonmagnetic and non-sparking.
Aluminum has only one naturally occurring isotope, aluminium-27, which is not radioactive.
Aluminum Characteristics:
Aluminum is a lightweight, highly conductive, reflective and non-toxic metal that can be easily machined.
The metal’s durability and numerous advantageous properties make it an ideal material for many industrial applications.
Aluminum is also very helpful when you have an aluminum barbeque and it is left out in the rain, because aluminum doesn’t rust.
it is also a very hard and light element and that’s why cars are made from it, and also because it absorbs impact shock for when you are in car accidents, this is why you should buy it, so if you get in a car accident the aluminum will absorb most the impact and you will be safe
Aluminum history:
Aluminum compounds were used by ancient Egyptians as dyes, cosmetics and medicines, but it was not until 5000 years later that humans discovered how to smelt pure metallic aluminum.
Not surprisingly, the development of methods to produce aluminum metal coincided with the advent of electricity in the 19th century, as aluminum smelting requires significant amounts of electricity.
A major breakthrough in aluminum production came in 1886 when Charles Martin Hall discovered that aluminum could be produced using electrolytic reduction.
Until that time, aluminum had been more rare and more expensive than gold.
However, within two years of Hall’s discovery, aluminum companies were being established in Europe and America.
During the 20th century, aluminum demand grew substantially, particularly in the transportation and packaging industries.
Although production techniques have not changed substantially, they have become notably more efficient.
Over the past 100 years, the amount of energy consumed to produce one unit of aluminum has decreased 70%.
History of aluminum extrusion
Aluminum extrusion has been applied in many innovative ways since its earliest beginnings more than 100 years ago.
From its early use in creating pipes and wires to futuristic applications in space station construction, aluminum extrusion has a rich history.
The extrusion process was first patented in 1797 for making lead pipes, which was done with manual labour until the introduction of the hydraulic powered press in 1820.
By the end of nineteenth century, extrusion methods were also in use for copper and brass alloys, but the application of aluminum extrusion followed a unique path.
Development of Aluminum Extrusion
Alexander Dick invented the modern hot extrusion process in 1894, which was applicable to most non-ferrous alloys.
Today, aluminum is the most commonly extruded metal, and it can be used with both hot and cold extrusion processes.
North America had its first aluminum extrusion press in 1904 in Pennsylvania, USA.
The introduction of extrusion created a sharp rise in leading-edge applications for aluminum, particularly in the manufacturing of automotive parts.
The burgeoning demand for aluminum extrusion reached new heights during the two world wars for use in aircraft manufacturing and other military requirements.
The rapid development of extrusion continued after World War II, and began to expand into various industries including the residential housing sector, which experienced substantial growth in the postwar period.
In subsequent decades, the transportation and construction sectors have always been the principal benefactors of aluminum extrusion products.
Even in present times, the bulk of extrusion usage is in manufacturing doors and windows, followed by passenger vehicles.
Other major extrusion products and applications are consumer staples and the construction of bridges and highways.
The short history of aluminum extrusion, in comparison to other metals, has seen extensive development and growth, revolutionizing the way we live.
As new purposes are discovered in space exploration and here at home, aluminum extrusion will continue to be an important part of the future.
Brightstar Aluminum Machinery offers aluminum extrusion production line for our customers, not only the machine, but also the solution.









