


அலுமினியம் வெளியேற்றும் ஆலை அமைப்பு பற்றி நீங்கள் தெரிந்து கொள்ள வேண்டிய அனைத்து தகவல்களும்
அலுமினியம் வெளியேற்றும் தொழிற்சாலை அமைக்க எவ்வளவு செலவாகும்?
அலுமினிய சுயவிவரத் தொழிற்சாலையை அமைப்பதற்கான செலவு ஒன்றும் இல்லை: தொழிலாளர், தண்ணீர் மற்றும் மின்சாரம், இயற்கை எரிவாயு, அச்சு செலவுகள், பராமரிப்பு செலவுகள், ஸ்கிராப் செலவுகள், அலுமினிய பில்லட்டுகளுக்கான கூடுதல் செயலாக்க செலவுகள், வாடகை செலவுகள், உபகரணங்கள் தேய்மானம், நிதி செலவுகள், மேலாண்மை செலவுகள், முதலியன, மற்றும் ஒரு செட் அலுமினிய எக்ஸ்ட்ரூஷன் உற்பத்தி வரி.
ஏனெனில் உற்பத்தி செய்யப்படும் அலுமினிய சுயவிவரத்தின் அளவு நீங்கள் பயன்படுத்த வேண்டிய எக்ஸ்ட்ரூஷன் லைனின் விவரக்குறிப்புகளை தீர்மானிக்கிறது.
வெவ்வேறு விவரக்குறிப்புகள் கொண்ட அலுமினியம் வெளியேற்றும் இயந்திரங்கள் பயன்படுத்தப்படுகின்றன, உற்பத்தி செய்யப்படும் அலுமினிய வெளியேற்றத்தின் அளவு வேறுபட்டதாக இருக்கும்.
பெரிய அலுமினிய சுயவிவரங்கள் அளவு, டன்னேஜ் திறன் அதிகமாக இருந்தால், எக்ஸ்ட்ரூஷன் பிரஸ் பயன்படுத்தப்படும்.
தயாரிப்பில், அலுமினிய சுயவிவரத்தின் பிரிவின் வடிவம் மற்றும் அளவைப் பொறுத்து, வெளியேற்ற அச்சு அளவு தீர்மானிக்கப்படுகிறது, மற்றும் வெளியேற்றும் அச்சு ஒரு பிளாட் டையா அல்லது போர்ட்ஹோல் டையா என்பது தீர்மானிக்கப்படுகிறது.
அச்சு அளவு தெரிந்தால், வெளியேற்றும் இயந்திரத்தின் டன் திறன் அடிப்படையில் தீர்மானிக்கப்படுகிறது.
புதிய அலுமினியம் வெளியேற்றும் தொழிற்சாலையை அமைக்க வேண்டும் என்றால், செலவு பற்றிய விரிவான தகவல் இங்கே
600டி அலுமினியம் எக்ஸ்ட்ரூஷன் பிரஸ், சூடான பதிவு வெட்டு கொண்ட உலை வெப்பமூட்டும் உலை, அச்சு வெப்பமூட்டும் அடுப்பு, கூலிங் பெட் மற்றும் ரன் அவுட் டேபிள், இழுப்பான் மற்றும் வயதான உலை, வெவ்வேறு பிராண்ட் எக்ஸ்ட்ரூஷன் மெஷின் மற்றும் துணை உபகரணங்களின் அடிப்படையில் மதிப்பிடப்பட்ட விலை 250,000.00-500,000.00USD;
800டி அலுமினியம் எக்ஸ்ட்ரூஷன் பிரஸ், சூடான பதிவு வெட்டு கொண்ட உலை வெப்பமூட்டும் உலை, அச்சு வெப்பமூட்டும் அடுப்பு, கூலிங் பெட் மற்றும் ரன் அவுட் டேபிள், இழுப்பான் மற்றும் வயதான உலை, வெவ்வேறு பிராண்ட் எக்ஸ்ட்ரூஷன் மெஷின் மற்றும் துணை உபகரணங்களின் அடிப்படையில் மதிப்பிடப்பட்ட விலை 300,000.00-600,000.00USD;
1000டி அலுமினியம் எக்ஸ்ட்ரூஷன் பிரஸ், சூடான பதிவு வெட்டு கொண்ட உலை வெப்பமூட்டும் உலை, அச்சு வெப்பமூட்டும் அடுப்பு, கூலிங் பெட் மற்றும் ரன் அவுட் டேபிள், இழுப்பான் மற்றும் வயதான உலை, வெவ்வேறு பிராண்ட் எக்ஸ்ட்ரூஷன் மெஷின் மற்றும் துணை உபகரணங்களின் அடிப்படையில் மதிப்பிடப்பட்ட விலை 400,000.00-750,000.00USD.
இது அலுமினிய வெளியேற்ற உற்பத்தி வரி இயந்திர செலவுகளுக்கு மட்டுமே.
ஏற்றுமதி சரக்கு கட்டணத்தை நாம் கருத்தில் கொள்ள வேண்டும், நிறுவல் மற்றும் ஆணையிடுதல் செலவு.
மேலும் ஒரு புதிய தொழிற்சாலைக்கு, எரிவாயு இணைப்பு மற்றும் நிறுவல், சுற்றுச்சூழல் பாதிப்பு மதிப்பீடு, அறுவை சிகிச்சை ஃபோர்க்லிஃப்ட் மற்றும் அலுமினிய பில்லட்டுகளின் விலை (அவுட்சோர்சிங்) மற்றும் வேலை நிதி பரிசீலிக்கப்படும்
ஒரு அலுமினிய வெளியேற்ற உற்பத்தி வரிக்கு, குறைந்தபட்சம் ஒரு ஷிப்ட் தொழிலாளர்கள் 5 நபர் மற்றும் 2 ஷிப்டுகள்-3 ஷிப்டுகள் இருக்கும் 10-15 நபர்.
எனவே ஒரு அலுமினியம் வெளியேற்றும் தொழிற்சாலையை அமைப்பதற்கான செலவு குறைந்தது 350,000.00USD ஆக இருக்கும்..
இந்த அலுமினியம் வெளியேற்றும் உற்பத்தி வரிசையானது மில் ஃபினிஷ் அலுமினியத்தை வெளியேற்றுவதற்கு மட்டுமே, எந்த மேற்பரப்பு சிகிச்சையும் இல்லாமல்.
அலுமினிய உண்டியல்களை நாமே செய்ய வேண்டும் என்றால், உருகும் மற்றும் வார்ப்பு உபகரணங்கள் தேவைப்படும்.
நாம் அலுமினிய சுயவிவரங்களை anodized அல்லது தூள் பூசப்பட்ட செய்ய விரும்பினால், அனோடைசிங் பட்டறை மற்றும் அல்லது தூள் பூசப்பட்ட பட்டறை அறுவை சிகிச்சைக்கு அவசியம்.
ஒரு முழுமையான அலுமினிய சுயவிவர உற்பத்தி வரி பொதுவாக பின்வரும் உபகரணங்களைக் கொண்டுள்ளது:
அலுமினியம் உருகும் பட்டறை
அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ்
வார்ப்பு மேடை
பில்லட் வார்ப்பு அச்சு
பில்லட் வெட்டும் இயந்திரம்
ஒரே மாதிரியான உலை
அலுமினியம் ட்ராஸ் செயலாக்க இயந்திரம்(விருப்பமானது)
ஆன்லைன் வாயு நீக்கும் கருவிகள் (விருப்பமானது)
நிரந்தர காந்தக் கிளறல் (விருப்பமானது)
பை வீட்டில் தூசி சேகரிப்பான் (விருப்பமானது)
அலுமினியம் வெளியேற்றும் பட்டறை
அலுமினியம் வெளியேற்றும் அழுத்தி
அலுமினிய பில்லட்டுகள் வெப்பமூட்டும் உலை
அச்சு வெப்பமூட்டும் அடுப்பு
குளிர்விக்கும் விசிறி
கூலிங் பெட் மற்றும் ரன் அவுட் டேபிள்
எக்ஸ்ட்ரூஷன் லைன் வெட்டும் பார்த்தேன்
வயதான உலை
அலுமினிய சுயவிவர அனோடைசிங் பட்டறை
நீர் குளிரூட்டும் அலகு
வண்ணமயமாக்கல் இயந்திரம்
குளிர்பதன அலகு
வெப்ப பரிமாற்றி
வடிகட்டி அழுத்தவும்
தூக்குபவர்
அலுமினிய சுயவிவர துலக்குதல் இயந்திரம்
அலுமினிய சுயவிவர மெருகூட்டல் இயந்திரம்
மணல் அள்ளுதல்/அலுமினிய சுயவிவர ஷாட் வெடிக்கும் இயந்திரம்
அலுமினிய சுயவிவர எலக்ட்ரோபோரேசிஸ் பூச்சு பட்டறை
எலக்ட்ரோபோரேசிஸ் உபகரணங்கள்
அலுமினிய சுயவிவர தூள் பூச்சு பட்டறை
தூள் பூசப்பட்ட உபகரணங்கள்
வெப்ப முறிவு அலுமினிய சுயவிவர உற்பத்தி வரி
மர தானிய விளைவு பதங்கமாதல் இயந்திரம்
அலுமினிய சுயவிவர அச்சு பட்டறை
நைட்ரைடிங் அடுப்பு
எந்திர மையம்
கடைசல்
அரவை இயந்திரம்
கம்பி வெட்டுதல்
மின்சார தீப்பொறி
அச்சு அணைக்கும் உலை
ஆய்வகம்
ஸ்பெக்ட்ரோமீட்டர்
ஹைட்ரஜன் மீட்டர்
உலோகவியல் உபகரணங்கள்
ஆய்வக உபகரணங்கள், நுகர்பொருட்கள்
பேக்கேஜிங் உபகரணங்கள்
அலுமினிய சுயவிவர மடக்கு இயந்திரம்
அலுமினிய சுயவிவரத் திரைப்பட அப்ளிகேட்டர் இயந்திரம்
அலுமினிய சுயவிவர சூடான சுருக்க பேக்கேஜிங் இயந்திரம்
அலுமினிய சுயவிவர தானியங்கி பேக்கிங் இயந்திரம்
சுற்றுச்சூழல் பாதுகாப்பு வசதிகள் மற்றும் பிற துணை உபகரணங்கள்
கழிவு நீர் சுத்திகரிப்பு உபகரணங்கள்
தூசி அகற்றும் உபகரணங்கள்
கொக்கு
தண்ணீர் பம்ப்
குளிரூட்டி கோபுரம்
ஃபோர்க்லிஃப்ட்
காற்று அழுத்தி
கொதிகலன்
சக்தி விநியோக உபகரணங்கள்
அச்சுகள் மற்றும் நுகர்பொருட்கள்
எக்ஸ்ட்ரஷன் டை மற்றும் டூலிங்
எண்ணெய் விடுங்கள்
உணர்ந்த துண்டு
ஹைட்ராலிக் எண்ணெய்
வெட்டு எண்ணெய்
அச்சு பழுதுபார்க்கும் கருவிகள் போன்றவை.
அலுமினிய சுயவிவர உற்பத்திக்கு எத்தனை செட் உபகரணங்கள் தேவை?
அலுமினிய சுயவிவர உற்பத்தி தேவையான இயந்திரங்கள்
Brightstar Aluminium Machinery வல்லுநர்கள் இவ்வாறு பதிலளித்தனர்.
நீங்கள் மூலப்பொருட்களின் அலுமினிய ஸ்கிராப்புகளுடன் தொடங்கினால், அதற்கு சில சிறப்பு உபகரணங்கள் தேவைப்படும்.
அலுமினிய ஸ்கிராப்புகள் மற்றும் இங்காட்களை அலுமினிய பில்லட்டுகளாக மாற்றுவதே உபகரணங்கள், எனவே எங்களுக்கு அலுமினிய உருகும் மற்றும் வார்ப்பு இயந்திரங்கள் தேவை, சில அலுமினிய எக்ஸ்ட்ரூடர்கள் ஒரே கூரையின் கீழ் உருகுவதையும் வார்ப்பதையும் செய்கின்றன, நன்மைகள் வெளிப்படையானவை மற்றும் பில்லெட் தரத்தை கட்டுப்படுத்துவது மற்றும் அலுமினிய வெளியேற்ற தரத்தை நிலையானதாக மாற்றுவது எளிது.
உற்பத்தி மற்றும் ஆர்டர் கோரிக்கையின்படி துணை ஒப்பந்தக்காரர்களிடமிருந்து சில வெளியேற்றுபவர்கள் அலுமினிய பில்லெட்டுகளை வாங்கினார்கள், இது முதலீட்டைச் சேமிக்கிறது மற்றும் எக்ஸ்ட்ரூடர் உற்பத்தியில் கவனம் செலுத்துகிறது.
அலுமினிய வெளியேற்ற உற்பத்தி வரிக்கு தேவையான உபகரணங்கள் அடங்கும்:
ஒற்றை அல்லது சூடான பதிவு வெட்டு கொண்ட பல பில்லட்டுகள் வெப்பமூட்டும் உலை (ஒரு தொகுப்பு)
அச்சு வெப்பமூட்டும் அடுப்பு (ஒரு தொகுப்பு)
அலுமினியம் வெளியேற்றும் அழுத்தி (ஒரு தொகுப்பு)
அலுமினியம் வெளியேற்றும் குளிரூட்டும் படுக்கை (ஒரு தொகுப்பு)
ஒற்றை அல்லது இரட்டை இழுப்பான்
அலுமினிய சுயவிவர வயதான உலை (ஒரு தொகுப்பு)
அலுமினிய வெளியேற்ற அழுத்தத்தின் தொடர்புடைய உற்பத்தி திறன் தரவு:
உற்பத்தி திறன் 500டி அலுமினிய சுயவிவரத்தை வெளியேற்றும் உற்பத்தி வரி:
பற்றி 5-6 ஒரு நாளைக்கு டன்கள்
600அலுமினிய சுயவிவரத்தை வெளியேற்றும் உற்பத்தி வரியின் டி திறன்:
பற்றி 6-7 ஒரு நாளைக்கு டன்கள்
800டி அலுமினிய சுயவிவரத்தை வெளியேற்றும் உற்பத்தி வரி திறன்:
பற்றி 7-8 ஒரு நாளைக்கு டன்கள்
1000அலுமினிய சுயவிவரத்தை வெளியேற்றும் உற்பத்தி வரியின் டி திறன்:
பற்றி 8-10 ஒரு நாளைக்கு டன்கள்
உற்பத்தி திறன் 1250டி அலுமினிய சுயவிவரத்தை வெளியேற்றும் உற்பத்தி வரி:
பற்றி 12 ஒரு நாளைக்கு டன்கள்
கருத்துக்கள்: மேலே உள்ள தரவு 24 மணிநேர திறன் அட்டவணைக்கானது.
பெரிய டன் திறன், அதிக வெளியீட்டு விகிதம்.
எனினும், அது இன்னும் குறிப்பிட்ட தரவு அல்லது உண்மையான அலுமினிய சுயவிவர வடிவத்தால் தீர்மானிக்கப்படுகிறது, அளவு, சுவர் தடிமன், முதலியன.
இது குறிப்புக்கு மட்டுமே.
பிரைட்ஸ்டார் அலுமினிய இயந்திரம் அலுமினிய வெளியேற்ற துணை உபகரணங்களை வழங்குகிறது, அலுமினிய சுயவிவர வடிவ திருத்தம் போன்றவை, அலுமினிய சுயவிவர தானியங்கி படம் அப்ளிகேட்டர், அலுமினிய சுயவிவர மடக்கு இயந்திரம், எங்கள் வாடிக்கையாளர்களுக்கு துலக்குதல் மற்றும் பாலிஷ் இயந்திரம்.
மொத்த தீர்வு மற்றும் ஒரு நிறுத்த சேவை.
உங்களின் திட்ட மேற்கோள்களுக்கு இப்போது எங்களைத் தொடர்பு கொள்ளவும். ஆயத்த தயாரிப்பு திட்டம் மற்றும் தொகுப்பு ஒப்பந்தம்!
அலுமினியம் வெளியேற்றும் தொழிற்சாலை அமைக்க என்ன உபகரணங்கள் தேவை?
அலுமினியம் வெளியேற்றும் தொழிற்சாலை தேவையான உபகரணங்களை அமைக்கிறது
அலுமினிய எக்ஸ்ட்ரூஷன் பிரஸ்ஸுக்கு அருகில் அலுமினிய எக்ஸ்ட்ரூஷன் தொழிற்சாலையை அமைக்க என்ன உபகரணங்கள் தேவை?
கண்டுபிடிக்கப்பட்ட காலத்திற்குப் பிறகு, அலுமினிய எக்ஸ்ட்ரூஷன் ப்ரொஃபைல்களை தயாரிக்க அலுமினிய எக்ஸ்ட்ரூஷன் பிரஸ் பயன்படுத்தப்படுகிறது என்பது பல வாடிக்கையாளர்களுக்குத் தெரியும்., ஆனால் அலுமினியத்தை வெளியேற்றும் உற்பத்திக்கு முழுமையான உற்பத்திக் கோடுகள் தேவை என்பது அவர்களுக்குத் தெரியாது, அலுமினிய எக்ஸ்ட்ரூஷன் பிரஸ் மட்டுமல்ல.
இங்கே, இந்தக் கட்டுரையின் மூலம் இந்த வாடிக்கையாளர்களுக்குத் தெரியாத அலுமினியத்தை வெளியேற்றும் அறிவைப் பகிர்ந்து கொள்வோம்.
அலுமினிய வெளியேற்ற உற்பத்தி வரிக்கு என்ன உபகரணங்கள் தேவை?
6 பல்வேறு வகையான உபகரணங்கள் தேவை.
உபகரணங்களின் பெயர்கள் மற்றும் செயல்பாடுகள் பின்வருமாறு:
1. சூடான பதிவு வெட்டு கொண்ட நீண்ட பில்லெட்டுகள் வெப்பமூட்டும் உலை
இது மூன்று பகுதிகளைக் கொண்டது: பில்லட் ரேக், உலை உடல் மற்றும் சூடான வெட்டுதல் இயந்திரம்.
வெப்பமாக்குவதற்கான உபகரணங்கள், அலுமினியம் பில்லட்டுகளை அலுமினியம் வெளியேற்றும் இயந்திரத்திற்கு வெட்டுதல் மற்றும் ஊட்டுதல்.
2. அலுமினியம் வெளியேற்றும் அழுத்தி
அலுமினியம் எக்ஸ்ட்ரூஷன் பிரஸ் முக்கிய இயந்திரம் மற்றும் எக்ஸ்ட்ரூஷன் சுயவிவரத்தை உருவாக்குவதற்கான சக்தி அலகு ஆகும்.
3. அச்சு வெப்பமூட்டும் அடுப்பு
அச்சு வெப்பமூட்டும் உலைகளின் செயல்பாடு அச்சுகளை வெப்பமாக்குவதாகும்.
4. இழுக்கும் இயந்திரம்
இழுக்கும் இயந்திரம் இழுக்கும் செயல்பாடுகளைக் கொண்டுள்ளது, அறுக்கும் மற்றும் நிலையான நீளம்.
அலுமினியம் வெளியேற்றும் உற்பத்தி வரிக்கு புல்லர் அவசியமில்லை, ஆனால் இழுப்பான் இல்லாமல், அதற்கு அதிக வேலையாட்கள் தேவை மற்றும் செயல்பாட்டில் திருப்பம் மற்றும் வளைவு பிரச்சனைகள் ஏற்படும்.
எனவே, உற்பத்தி வரியுடன் இழுப்பவரை சித்தப்படுத்துவது அவசியம்.
5. அலுமினிய சுயவிவர குளிரூட்டும் படுக்கை
குளிரூட்டும் படுக்கையில் ரன்-அவுட் டேபிள் உள்ளது, பொருள் கடத்தும் சாதனம், உணவளிக்கும் சாதனம், நேராக்க அமைப்பு, பொருள் சேமிப்பு சாதனம், நிலையான நீள பரிமாற்றம், அறுக்கும் அட்டவணை முடிந்தது, நிலையான நீள அட்டவணை மற்றும் பல.
செயல்பாடு குளிர்ச்சியாக இருக்கும், உணவு, நேராக்குதல், அறுக்கும், முதலியன.
6. வயதான உலை
வயதான உலை ஒரு பாதையால் ஆனது, சார்ஜிங் ஸ்கிப் மற்றும் ஒரு உலை உடல்.
இது வெப்பமூட்டும் மூலம் அலுமினிய சுயவிவர கடினத்தன்மைக்கானது.
பிரைட்ஸ்டார் அலுமினிய இயந்திரம் அலுமினிய வெளியேற்ற துணை உபகரணங்களை வழங்குகிறது, போன்றவை அலுமினிய சுயவிவர வடிவ திருத்தி, அலுமினிய சுயவிவர தானியங்கி படம் அப்ளிகேட்டர், அலுமினிய சுயவிவர மடக்கு இயந்திரம், எங்கள் வாடிக்கையாளர்களுக்கு துலக்குதல் மற்றும் பாலிஷ் இயந்திரம்.
மொத்த தீர்வு மற்றும் ஒரு நிறுத்த சேவை.
உங்களின் திட்ட மேற்கோள்களுக்கு இப்போது எங்களைத் தொடர்பு கொள்ளவும். ஆயத்த தயாரிப்பு திட்டம் மற்றும் தொகுப்பு ஒப்பந்தம்!
அலுமினிய எக்ஸ்ட்ரூஷன் பிரஸ் டன்னை எவ்வாறு தேர்வு செய்வது?
அலுமினிய வெளியேற்ற அழுத்தத்தின் டன்னேஜ் எக்ஸ்ட்ரூஷன் பிரஸ்ஸின் எக்ஸ்ட்ரூஷன் விசையைக் குறிக்கிறது., எனவே அலுமினிய எக்ஸ்ட்ரூஷன் பிரஸ் டன்னை எப்படி தேர்வு செய்வது என்பது எக்ஸ்ட்ரூஷன் பிரஸ்ஸின் எக்ஸ்ட்ரூஷன் ஃபோர்ஸை எப்படி தேர்வு செய்வது என்று அர்த்தம்.
அலுமினிய சுயவிவரங்களை உற்பத்தி செய்வதற்கான முக்கிய சாதனம் அலுமினிய எக்ஸ்ட்ரூஷன் பிரஸ் ஆகும்.
வடிவம், அலுமினிய சுயவிவரங்களின் அளவு மற்றும் தோற்றத்தின் தரம் வெளியேற்ற அழுத்தத்தின் தரத்துடன் நெருக்கமாக தொடர்புடையது.
வெவ்வேறு வகைப்பாடுகளின்படி பல வகையான வெளியேற்ற அழுத்தங்கள் உள்ளன.
மாதிரியின் முறையான புரிதலுக்காக, வெளியேற்றும் திறன் மற்றும் வெளியேற்ற அழுத்தத்தின் தரம், அலுமினிய சுயவிவர எக்ஸ்ட்ரூடரின் தொனியை எவ்வாறு தீர்மானிப்பது என்பது அலுமினிய சுயவிவர உற்பத்தியாளர்கள் ஒரு எக்ஸ்ட்ரூஷன் பிரஸ் வாங்கும் போது கருத்தில் கொள்ள வேண்டிய ஒரு அம்சமாகும்..
இப்போது இங்கே அலுமினிய எக்ஸ்ட்ரூஷன் பிரஸ் டன்னை எப்படி தேர்வு செய்வது என்பதை விளக்கவும்
எந்த கலவையின் படி வெளியேற்றப்பட வேண்டும், ஒற்றை இயந்திரத்தின் வருடாந்திர வெளியீடு மற்றும் அலுமினிய சுயவிவரத்தின் அதிகபட்ச சுற்றறிக்கை விட்டம், எக்ஸ்ட்ரூஷன் பிரஸ் வகையை முதற்கட்டமாக தேர்ந்தெடுப்போம்.
முதலில் கருத்தில் கொள்ள வேண்டியது, எக்ஸ்ட்ரூஷன் பிரஸ் எவ்வளவு பெரியது என்பதுதான்.
வெளியேற்ற அழுத்தத்தின் டன்னைத் தேர்ந்தெடுக்கும்போது, முதலில் கணக்கிடுவது பொதுவாக அவசியம் வெளியேற்ற விகிதம் வெளியேற்ற அழுத்தத்தின்.
வெளியேற்ற விகிதம் என்றும் அழைக்கப்படுகிறது வெளியேற்ற குணகம், இது அலுமினிய சுயவிவரத்தின் மொத்த குறுக்கு வெட்டு பகுதிக்கு வெளியேற்றும் கொள்கலனின் குறுக்கு வெட்டு பகுதியின் விகிதத்தை குறிக்கிறது.
அலுமினிய சுயவிவரங்களின் உற்பத்தியில் அலுமினிய கலவையின் சிதைவின் அளவை அளவிடுவதற்கு இது முக்கிய அளவுருவாகும்., பின்வரும் சூத்திரத்தால் வெளிப்படுத்தப்படுகிறது:
λ=Ft/ΣF1
அவர்களில், Ft என்பது அலுமினியம் பில்லெட்டின் குறுக்குவெட்டுப் பகுதியை வெளியேற்றும் கொள்கலனில் நிரப்பப்பட்ட பிறகு குறிக்கிறது., mm² இல் வெளிப்படுத்தப்படுகிறது;
ΣF1 என்பது வெளியேற்றப்பட்ட சுயவிவரத்தின் மொத்த குறுக்குவெட்டு பகுதியைக் குறிக்கிறது, mm² இல் வெளிப்படுத்தப்படுகிறது;
அலுமினிய சுயவிவரங்களை வெளியேற்றும் போது, அலுமினிய கலவையின் சிதைவின் அளவை சிதைவின் அளவிலும் வெளிப்படுத்தலாம்: ε=λ-1
வெளியேற்ற செயலாக்க முறை பயன்படுத்தப்பட்டால், வெளியேற்ற விகிதம் குறைவாக உள்ளது. முதல் வெளியேற்றத்தில் அலுமினிய சுயவிவரம் மற்றும் அலுமினிய பில்லெட்டின் வெளியேற்ற விகிதம் λ அதிகமாக உள்ளது 8-12, இரண்டாம் நிலை வெளியேற்றத்திற்கான மில் முடிவின் வெளியேற்ற விகிதத்திற்கு வரம்பு இல்லை.
மேலே உள்ள வெளியேற்ற விகிதத்தைக் கணக்கிடப் பயன்படுத்தப்படும் முறையானது, வெளியேற்றப்பட்ட பில்லட்டின் குறுக்குவெட்டுப் பகுதி ÷ வெளியேற்றப்பட்ட சுயவிவரத்தின் குறுக்குவெட்டுப் பகுதி ஆகும்., வேறு வழிகளிலும் கணக்கிடலாம், அது, வெளியேற்றப்பட்ட சுயவிவரத்தின் நீளம் ÷ வெளியேற்றத்திற்கான அலுமினிய பில்லட்டின் நீளம்.
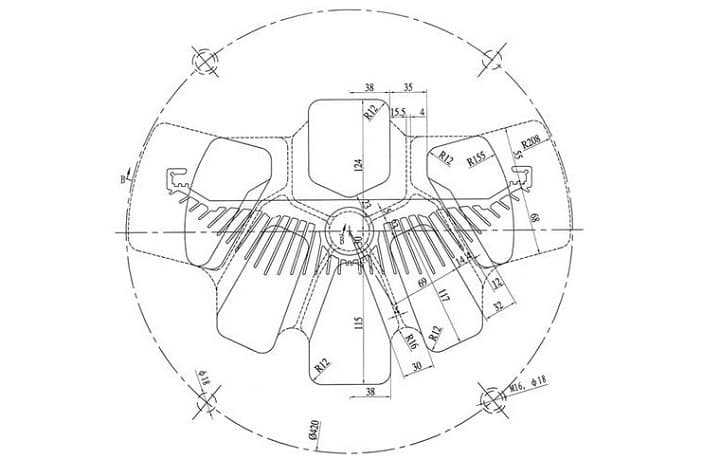
எக்ஸ்ட்ரூஷன் பிரஸ்ஸின் டன்னேஜை நிர்ணயிக்கும் முன், சுயவிவரத்தின் குறுக்கு வெட்டு வடிவத்தைப் புரிந்துகொள்வது அவசியம், அதனால் அச்சு அளவை தீர்மானிக்க, பின்னர் அச்சு கட்டமைப்பை தீர்மானிக்கவும், வெளியேற்றம் ஒரு வெற்று சுயவிவரமா அல்லது திடமான சுயவிவரமா என்பதை தீர்மானிக்க முடியும். இந்த இரண்டு வெவ்வேறு கட்டமைப்பு சுயவிவரங்களுக்கு தேவையான எக்ஸ்ட்ரூஷன் பிரஸ் டன்னேஜ் வேறுபட்டதாக இருக்கும்.
வெளியேற்றும் திறனுக்கு ஏற்ப அலுமினிய வெளியேற்ற அழுத்தத்தின் பல வகைப்பாடுகள் உள்ளன, அவற்றை சிறியதாக பிரிக்கலாம், நடுத்தர, பெரிய மற்றும் கனமான வெளியேற்ற அழுத்தம்.
அலுமினியம் வெளியேற்றும் விசையின் அளவுக்கேற்ப அலுமினியம் வெளியேற்றும் அழுத்தங்கள் பெயரிடப்படுகின்றன, ஆனால் மூன்று அளவீட்டு அலகுகள் சர்வதேச அலகு அமைப்பு/பொறியியல் அலகு அமைப்பு/அமெரிக்க அமைப்பு வெளியேற்ற விசையை வகைப்படுத்த பயன்படுத்தலாம்.
எம்.என் சர்வதேச அலகு" மில்லியன் கணக்கான நியூட்டன்", அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ் பொறியியல் பிரிவு"டன்", UST அமெரிக்க அலகு "அமெரிக்க டன்” 1MN=1000000N=100000kg=100T, 1T=1.1UST.
உதாரணத்திற்கு, 12.5MN எக்ஸ்ட்ரூடர் என்பது 1250T எக்ஸ்ட்ரூஷன் பிரஸ் ஆகும், மற்றொரு உதாரணம், 880யுஎஸ்டி எக்ஸ்ட்ரூஷன் பிரஸ் என்பது 800டி எக்ஸ்ட்ரூஷன் மெஷின்.
எக்ஸ்ட்ரூஷன் பிரஸ்ஸின் டன்னேஜ் அடிப்படையில் விகிதத்தால் அதிகரிக்கப்படுகிறது 1.25, அது, வெளியேற்ற அழுத்தத்தின் வெளியேற்ற விசை 25% குறைந்த திறன் வெளியேற்றும் அழுத்தத்தை விட அதிகம்.
உதாரணத்திற்கு, 800T விட பெரிய கொள்ளளவு 1000T ஆகும், 1000T விட பெரிய கொள்ளளவு 1250T ஆகும், 1250T விட பெரிய கொள்ளளவு 1600T ஆகும், 1600T விட பெரிய கொள்ளளவு 2000T ஆகும், மற்றும் 2000T விட பெரிய கொள்ளளவு 2500T ஆகும்.
ஒவ்வொரு வகை எக்ஸ்ட்ரூஷன் பிரஸ்ஸின் எக்ஸ்ட்ரஷன் திறன் குறைவாக உள்ளது.
வெளியேற்றும் திறன் பொதுவாக MN ஆகும்(மில்லியன் கணக்கான நியூட்டன்), இது எக்ஸ்ட்ரூஷன் பிரஸ் டன்னேஜ் ஆகும்.
தொழில்துறை உற்பத்தியில் பயன்படுத்தப்படும் டன் அலுமினிய எக்ஸ்ட்ரூஷன் பிரஸ் 6063 பின்வருவனவற்றைக் கொண்டுள்ளது:
500அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ், 600அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ், 800அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ்,1000அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ்,1250அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ், 1600அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ்(16எம்.என்), 1800அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ்(18எம்.என்), 2000அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ்(20எம்.என்), 2500அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ்(25எம்.என்), 3000அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ்(30எம்.என்), 3600அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ்(36எம்.என்),4000அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ்(40எம்.என்), 5000அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ்(50எம்.என்), 6000அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ்(60எம்.என்), 8000அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ்(80எம்.என்),10000அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ்(100எம்.என்),12500அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ்(125எம்.என்)
500டி எக்ஸ்ட்ரூஷன் பிரஸ் சில சிறிய அளவிலான அலுமினிய எக்ஸ்ட்ரூஷன் சுயவிவரங்களை உருவாக்க முடியும், 600டி வெளியேற்றப்பட்ட அலுமினிய பில்லெட் விவரக்குறிப்புகள் 90 மிமீக்குள் உள்ளன, 800அலுமினிய கதவுகள் மற்றும் ஜன்னல்கள் தயாரிப்புகளை தயாரிக்க T அல்லது 1000T எக்ஸ்ட்ரூஷன் பிரஸ்கள் பயன்படுத்தப்படுகின்றன., 1250திரைச் சுவர் மற்றும் தொழில்துறை அலுமினிய சுயவிவரங்களுக்கு டி எக்ஸ்ட்ரூஷன் பிரஸ் மற்றும் பெரிய எக்ஸ்ட்ரூஷன் பிரஸ் ஆகியவற்றைப் பயன்படுத்தலாம்..
1800t எக்ஸ்ட்ரூஷன் பிரஸ்ஸின் அலுமினியம் பில்லெட் விவரக்குறிப்புகள் 178 மிமீ ஆகும், 2500230-254mm இல் டி தொடர்புடைய அலுமினிய பில்லெட் விவரக்குறிப்புகள், 3000T மற்றும் 3600T தொழில்துறை அலுமினிய சுயவிவர தயாரிப்புகளை உருவாக்க முடியும், நிச்சயமாக, சில பெரிய டன்னேஜ்கள் உள்ளன, 4000T போன்றவை, 5000அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ், 6000டி அலுமினியம் எக்ஸ்ட்ரூஷன் பிரஸ் மற்றும் பல.
மேலே உள்ள டன்னேஜ் கொண்ட எக்ஸ்ட்ரூஷன் பிரஸ் மூலம் வெளியேற்ற பயன்படுத்தலாம் 6063 அலாய் அலுமினிய சுயவிவரங்கள்.
அலுமினிய சுயவிவர உற்பத்தியாளர்கள் எக்ஸ்ட்ரூஷன் பிரஸ்ஸின் எக்ஸ்ட்ரூஷன் குணகத்தை முழுமையாகக் கருத்தில் கொள்ள வேண்டும், அலுமினிய சுயவிவரத்தின் குறுக்குவெட்டு வடிவம் மற்றும் வெளியேற்ற அழுத்தத்தின் டன்னைத் தேர்ந்தெடுக்கும்போது டையின் அளவு, அதன் சொந்த உற்பத்தி நிலைமைகள் மற்றும் தயாரிப்பு தேவைகளுக்கு ஏற்ப, உலோகத்தின் சிதைவு கணக்கீடு சூத்திரத்தின் படி பெறப்படுகிறது, எனவே சரியான வெளியேற்ற அழுத்த டன்னேஜ் தீர்மானிக்க, தேவையற்ற பொருளாதாரக் கழிவுகளை ஏற்படுத்தாமல் தகுதியான அலுமினியப் பொருட்களை வெளியேற்ற முடியும்.
அலுமினியம் வெளியேற்றும் இயந்திரத்தைத் தேர்ந்தெடுப்பதில் முன்னெச்சரிக்கைகள்
வெளியேற்ற உபகரணங்களைத் தேர்ந்தெடுக்கும்போது, வெளியேற்றப்பட வேண்டிய உலோகத்தின் மீது வெளியேற்றும் வேகத்தின் வெப்ப விளைவைக் கருத்தில் கொண்டு கூடுதலாக,
பத்திரிகைகள் போதுமான விறைப்பு மற்றும் வழிகாட்டும் துல்லியம் ஆகியவற்றைக் கொண்டிருக்க வேண்டும் என்பதையும் கருத்தில் கொள்வது அவசியம், அத்துடன் நம்பகமான எதிர்ப்பு ஓவர்லோட் சாதனம்.
உராய்வு பத்திரிகை மூலம் வெளியேற்றும் போது, உபகரணங்களின் வெவ்வேறு வழிகாட்டுதல் துல்லியம் காரணமாக, டையில் ஒரு வழிகாட்டும் சாதனம் சேர்க்கப்பட வேண்டும்.
எஜெக்டர் சாதனம் இல்லாமல் உராய்வு அழுத்தங்களுக்கும் எஜெக்டர் சாதனம் சேர்க்கப்பட வேண்டும்.
அலுமினிய சுயவிவரங்களை பொது நோக்கத்திற்காக கிராங்க் பிரஸ் மூலம் வெளியேற்றும் போது, உபகரணங்களின் வலிமை மற்றும் கடினத்தன்மையை அதிகரிக்க, மேசையின் பின் தட்டு எஃகுப் பொருளாக இருக்க வேண்டும், மற்றும் மேஜையில் உள்ள துளைகள் குறைக்கப்பட வேண்டும்.
வெளியேற்றத்திற்குப் பிறகு பாகங்கள் அச்சில் இருக்கும் என்பதால், வெளியேற்றும் பகுதிக்கும் அச்சுக்கும் இடையில் ஒரு பெரிய தாங்கும் சக்தி உள்ளது, மற்றும் தேவையான வெளியேற்ற சக்தி பெரியது, பற்றி 10% செய்ய 20% பெயரளவு அழுத்தம், எனவே பத்திரிகையின் எஜெக்டர் சாதனம் பலப்படுத்தப்பட வேண்டும்.
கூடுதலாக, பிரஸ் ஸ்லைடின் அனுமதிக்கப்பட்ட சுமை வளைவின் படி வெளியேற்ற விசை மற்றும் பக்கவாதம் சரிபார்க்கப்பட வேண்டும்.
அது, முழு எக்ஸ்ட்ரூஷன் ஸ்ட்ரோக் வரம்பில், வெளியேற்றும் விசையானது அழுத்தத்தால் அனுமதிக்கப்பட்ட பக்கவாதம்-அழுத்த வளைவின் வரம்பு மதிப்பை விட குறைவாக இருக்க வேண்டும், மற்றும் பெயரளவு அழுத்தத்தின் படி தீர்மானிக்க முடியாது.
ஜெனரல் பிரஸ்ஸின் துல்லியமான மற்றும் எக்ஸ்ட்ரூஷன் ஸ்ட்ரோக் போதாது, மற்றும் பக்கவாதத்தின் நடுவில் செலுத்தப்படும் அழுத்தம் சுமார் மட்டுமே 1/3 பெயரளவு அழுத்தம்.
எனவே, வெளியேற்றும் போது, ஒரு சிறப்பு தொழில்துறை சுயவிவரங்கள் அலுமினிய வெளியேற்ற இயந்திரத்தை வெளியேற்றும் கருவியாகப் பயன்படுத்துவது சிறந்தது.
மாற்று வகை தொழில்துறை சுயவிவரங்கள் அலுமினிய வெளியேற்ற அழுத்தம் சிறிய பக்கவாதம் வகைப்படுத்தப்படும், பல பக்கவாதம் நேரம், மற்றும் நீண்ட அழுத்த நேரம், குறுகிய வேலை பக்கவாதம் கொண்ட அலுமினிய சுயவிவரங்களை வெளியேற்றுவதற்கு ஏற்றது.
டென்ஷன் டோக்கிள் டைப் மற்றும் கிரான்ஸ்காஃப்ட் அலுமினிய எக்ஸ்ட்ரூஷன் பிரஸ்கள் நீண்ட அலுமினிய சுயவிவரங்களை வெளியேற்றுவதற்கு ஏற்றது..
ஹைட்ராலிக் தொழில்துறை அலுமினிய வெளியேற்ற இயந்திரம் முழு பக்கவாதத்தின் பெயரளவு அழுத்தத்தில் வேலை செய்ய முடியும், வெளியேற்ற வேகம் மற்றும் பக்கவாதம் சரிசெய்யப்படலாம், மற்றும் பெரிய நீளம் கொண்ட பகுதிகளை வெளியேற்றுவதற்கு ஏற்றது.
வெளியேற்ற உபகரணங்களின் தேர்வு பின்வருவனவற்றைக் கருத்தில் கொள்ள வேண்டும் 5 புள்ளிகள்:
1. நிர்ணயிக்கப்பட்ட உற்பத்தித் திட்டம் மற்றும் உற்பத்தி செயல்முறையின் தேவைகளுக்கு ஏற்ப வெளியேற்ற உபகரணங்களின் வடிவம் தேர்ந்தெடுக்கப்படுகிறது
உற்பத்தி திட்டத்தின் படி, தொடர்புடைய வெளியேற்ற உபகரணங்களைத் தேர்ந்தெடுக்கவும், குழாய் உற்பத்தி போன்றவை, பார் உற்பத்தி, ஆன்லைன் சுருள் கம்பி உற்பத்தி திட்டம், முதலியன.
செயல்முறை தேவைகளுக்கு ஏற்ப செயல்முறைக்கு ஏற்ற எக்ஸ்ட்ரூஷன் உபகரணங்களைத் தேர்ந்தெடுக்கவும்.
2. வெளியேற்ற உபகரணங்கள் வகைக்கு ஏற்ப தேர்ந்தெடுக்கப்படுகின்றன, விவரக்குறிப்பு, உற்பத்தியின் செயல்திறன் மற்றும் தரத் தேவைகள்
எக்ஸ்ட்ரூடரின் டன்னேஜ் தேர்ந்தெடுக்கப்பட்டால், முதலில், வெளியேற்றப்பட்ட தயாரிப்பு அல்லது ஆலை பூச்சு அலுமினிய வெளியேற்றத்தின் விவரக்குறிப்புகளின் வரம்பிற்கு ஏற்ப,
மற்றும் சிதைவின் தேவையான அளவைக் கருத்தில் கொண்டு, பில்லெட்டுகளின் அளவு வரம்பு மற்றும் எக்ஸ்ட்ரூஷன் சிலிண்டரின் தேவையான அளவு வரம்பை தீர்மானிக்கவும், எக்ஸ்ட்ரூஷன் பிரஸ் டன்னேஜ் திறனைத் தேர்ந்தெடுப்பதைத் தீர்மானிக்க.
கூடுதலாக, எக்ஸ்ட்ரூடரின் வடிவம் வெவ்வேறு வகைகளுக்கு ஏற்ப தீர்மானிக்கப்படுகிறது, விவரக்குறிப்புகள் மற்றும் தர தேவைகள்.
3. எக்ஸ்ட்ரஷன் உபகரணங்களின் தொழில்நுட்ப செயல்திறன் மற்றும் கட்டமைப்பு பண்புகள் மற்றும் ஒவ்வொரு உபகரணங்களுக்கிடையில் நியாயமான பொருத்தம் ஆகியவற்றின் அடிப்படையில் வெளியேற்றும் உபகரணங்கள் தேர்ந்தெடுக்கப்படுகின்றன.
வெவ்வேறு செயல்திறன் மற்றும் கட்டமைப்பு பண்புகள் வெளியேற்ற அழுத்தத்தின் வெவ்வேறு பயன்பாடுகளை தீர்மானிக்கிறது.
முக்கிய உபகரணங்களுக்கிடையேயான நியாயமான அமைப்பு மற்றும் சமநிலையை வெளியேற்றும் உபகரணங்களைத் தேர்ந்தெடுப்பதில் கருத்தில் கொள்ள வேண்டும், உபகரணத் திறனுடன் முழுமையாக விளையாடுவதற்கும், அதிக உற்பத்தித் திறனைப் பெறுவதற்கும்.
முக்கிய உபகரணங்களைத் தொடர இயலாமை காரணமாக வேலையை நிறுத்தவும், பொருட்களுக்காக காத்திருக்கவும் பொதுவாக அனுமதிக்கப்படுவதில்லை.
4. வெளியேற்றும் கருவிகளின் இயந்திரமயமாக்கல் மற்றும் ஆட்டோமேஷன் தேவைகள் கருத்தில் கொள்ளப்பட வேண்டும்
உற்பத்தி திறனை மேம்படுத்தும் வகையில், உழைப்பு தீவிரத்தை குறைக்க, நுகர்வு குறைக்க, செலவுகளை குறைக்க, மற்றும் வெளியேற்றும் பொருட்களின் தரத்தை மேம்படுத்துகிறது, வெளியேற்றும் கருவிகளின் இயந்திரமயமாக்கல் மற்றும் ஆட்டோமேஷனுக்கான தேவைகள் அதிகரித்து வருகின்றன.
எனவே, நிபந்தனைகள் அனுமதிக்கும் போது, எக்ஸ்ட்ரஷன் கருவிகளைத் தேர்ந்தெடுக்கும்போது மேம்பட்ட தொழில்நுட்ப உபகரணங்களைப் பயன்படுத்த முயற்சிக்கவும்.
தேர்ந்தெடுக்கும் போது, மேம்பட்ட தொழில்நுட்பம் மற்றும் நம்பகத்தன்மை ஆகியவை உற்பத்தி நடைமுறையால் ஆய்வு செய்யப்பட்டு நிரூபிக்கப்பட்டு சரிபார்க்கப்பட வேண்டும்.
அதே நேரத்தில், நிறுவன உற்பத்தியில் செயல்படுத்துவதற்கான சாத்தியமான நிலைமைகளை அது கொண்டிருக்க வேண்டும், மற்றும் கண்மூடித்தனமாக ஏற்றுக்கொள்ளப்படக்கூடாது.
கூடுதலாக, தேர்ந்தெடுக்கப்பட்ட வெளியேற்றும் கருவி ஏற்கனவே உள்ள தேவைகளைப் பூர்த்தி செய்யும் நிபந்தனையின் கீழ், வளர்ச்சிக்கான இடத்தை விட்டு வெளியேறுவது அவசியம்.
இதைக் கருத்தில் கொள்ளத் தவறினால், பின்தங்கிய மற்றும் செயலற்ற சூழ்நிலை ஏற்படும், குறிப்பாக இறக்குமதி செய்யப்பட்ட வெளியேற்றும் கருவிகளுக்கு.
5. எக்ஸ்ட்ரஷன் கருவிகள் தேர்வில் சிறந்த பொருளாதார விளைவைக் கொண்டிருப்பது பரிசீலிக்கப்படும்
தற்போதுள்ள நிலையான வெளியேற்றும் கருவிகள் மற்றும் பொது வெளியேற்றும் கருவிகளின் விஷயத்தில், நிலையான உபகரணங்கள் மற்றும் பொது உபகரணங்களை தேர்வு செய்ய முயற்சிக்கவும்.
குறிப்பாக எக்ஸ்ட்ரூஷன் உபகரணங்களின் அறிமுகத்தில், உதிரி பாகங்களின் உள்ளூர்மயமாக்கலைக் கருத்தில் கொள்ள வேண்டும், பொருளாதார செயல்திறனை மேம்படுத்த இது பயனுள்ளதாக இருக்கும், விளைவைப் பயன்படுத்தி சாதனங்களின் நிறுவல் நேரத்தைக் குறைக்கவும்.
குறிப்பு தரநிலைகள் மற்றும் பொது உபகரணங்கள் இல்லாத நிலையில், உற்பத்தியின் எளிமை மற்றும் குறைந்த விலை போன்ற காரணிகளைக் கருத்தில் கொள்ள வேண்டும், மற்றும் செயல்முறை தேவைகளுக்கு ஏற்ப எக்ஸ்ட்ரூஷன் உபகரணங்களின் நியாயமான தொழில்நுட்ப அளவுருக்கள் முன்மொழியப்பட வேண்டும்.
தொழிற்சாலையின் சிவில் வடிவமைப்பு நிலைமைகள் மற்றும் தற்போதுள்ள நீர் ஆகியவற்றைக் கருத்தில் கொண்டு, மின்சாரம், காற்று மற்றும் காற்று நிலைமைகள், அத்துடன் குளிர்காலம் மற்றும் கோடை காலத்தில் பட்டறையின் சராசரி வெப்பநிலை மற்றும் ஈரப்பதம் நிலைகள், வெளியேற்றும் உபகரணங்களுக்கான நியாயமான வடிவமைப்பு தேவைகள் முன்வைக்கப்படுகின்றன.
வெளியேற்ற அழுத்தத்தின் தேர்வுக் கொள்கையின்படி, ஹைட்ராலிக் அமைப்பின் தேர்வு மற்றும் வடிவமைப்பு மற்றும் கட்டுப்பாட்டு முறை ஆகியவை ஒரே நேரத்தில் பரிசீலிக்கப்பட வேண்டும்.
எக்ஸ்ட்ரூஷன் பத்திரிகையின் வேலை நேரம் அதிகமாக இருக்கும் போது 70%-80% முழு வெளியேற்ற சுழற்சியின், மற்றும் வெளியேற்ற வேகம் அதிகம் மாறாது, நேரடி பரிமாற்றத்திற்கு உயர் அழுத்த பம்பைப் பயன்படுத்துவது மிகவும் சிக்கனமானது.
வெளியேற்ற வேகம் வேகமாக உள்ளது, நேரம் குறைவாக உள்ளது மற்றும் பெரிய எக்ஸ்ட்ரூடர் அல்லது யூனிட் ஓட்டுவதற்கு தண்ணீர் பம்ப் அக்குமுலேட்டரைப் பயன்படுத்த மிகவும் சிக்கனமானது.
நவீன காலத்தில் சில மேம்பட்ட வெளியேற்றும் இயந்திரங்கள் உயர் அழுத்த எண்ணெய் பம்ப் மூலம் நேரடியாக இயக்கப்படும் ஹைட்ராலிக் அமைப்பை ஏற்றுக்கொண்டன., இது நீர் பம்ப் நிலைய அமைப்பைச் சேமிக்கிறது மற்றும் உபகரணங்களின் முதலீட்டுச் செலவைக் குறைக்கிறது.
வெளியேற்ற இயந்திரத்தின் கட்டுப்பாட்டு அமைப்பு நிரல் கட்டுப்பாட்டை உணர ஒரு நிரல்படுத்தக்கூடிய தர்க்கக் கட்டுப்பாட்டு அமைப்பை ஏற்றுக்கொள்கிறது.
PLC அமைப்புக்கு கூடுதலாக, நவீன எக்ஸ்ட்ரூஷன் பிரஸ் எக்ஸ்ட்ரூஷன் தரவு கண்காணிப்பையும் பயன்படுத்துகிறது, தவறு கண்டறிதல், வெளியேற்ற தயாரிப்பு விசித்திரமான கண்காணிப்பு, தரவு உற்பத்தி கட்டுப்பாடு மற்றும் அறிக்கை அச்சிடும் அமைப்புகள்.
கட்டுப்பாட்டு அமைப்பின் வேலை நம்பகத்தன்மை அதிகமாக உள்ளது மற்றும் பராமரிப்பு எளிதானது, மற்றும் அளவிடுதல் நன்மைகளுடன் எதிர்கால செயல்பாடு விரிவாக்கத்திற்கு மாற்றியமைப்பது எளிது.
எக்ஸ்ட்ரஷன் இயந்திரத்தைத் தேர்ந்தெடுக்கும்போது கருத்தில் கொள்ள வேண்டிய ஒரு முக்கியமான காரணி எக்ஸ்ட்ரஷன் பிரஸ்ஸின் துணை உபகரணங்கள் ஆகும்., இது வெளியேற்றும் இயந்திரத்துடன் இணைந்து ஒரு முழுமையான உற்பத்தி வரிசையை உருவாக்குகிறது.
வெளியேற்றத்தின் வேலை செயல்பாட்டில், 30% செய்ய 70% வேலை நேரம் துணை நடவடிக்கைகளில் செலவிடப்படுகிறது, துணை இயந்திரத்தின் அபூரண கட்டமைப்பின் காரணமாக எக்ஸ்ட்ரூடரின் உற்பத்தி திறன் மற்றும் வெளியேற்றப்பட்ட பொருட்களின் தரத்தை அடிக்கடி பாதிக்கிறது.
எனவே, துணை உபகரணங்களின் தேர்வு மற்றும் வடிவமைப்பு, வெளியேற்றப்பட்ட பொருட்களின் தரத்தை மேம்படுத்துவதற்கும், செயல்பாட்டுக் கோட்டின் ஆட்டோமேஷன் அளவை மேம்படுத்துவதற்கும் கவனமாகக் கருதப்படுகிறது..
வெளியேற்றும் வரியின் துணை உபகரணங்களில் முக்கியமாக சூடான பதிவு கத்தரிக்கோல் கொண்ட ஒரு பில்லெட் வெப்பமூட்டும் உலை அடங்கும்., அச்சு வெப்பமூட்டும் அடுப்பு, மேசை மற்றும் குளிரூட்டும் படுக்கை, வயதான உலை, ஒற்றை அல்லது இரட்டை இழுப்பான், முதலியன.
சுருக்கமாக, கட்டமைப்பின் படி வெவ்வேறு வெளியேற்ற உபகரணங்கள் தேர்ந்தெடுக்கப்பட வேண்டும், விண்ணப்பம், உற்பத்தி திறன் மற்றும் தயாரிப்பு தரத்தை உறுதி செய்வதற்கான தயாரிப்பு வகை மற்றும் வெளியேற்ற இயந்திரத்தின் விவரக்குறிப்பு மற்றும் உற்பத்தி செயல்முறை தேவைகள்.

நியாயமான மற்றும் உயர்-செயல்திறன் அலுமினிய வெளியேற்ற உற்பத்தி வரி அமைப்பு மற்றும் ஓட்ட விளக்கப்படம்
ஒரு அலுமினியம் வெளியேற்றும் பிரஸ்
பி பறக்கும் பார்த்தேன்
சி அலுமினிய சுயவிவர இழுப்பான்
டி சூடான பதிவு வெட்டு கொண்ட பில்லட் வெப்பமூட்டும் உலை
மின் அலுமினிய சுயவிவர ஸ்ட்ரெச்சர்
F முடிக்கப்பட்ட அறுக்கும் இயந்திரம்
ஜி சா கேஜ் டேபிள்
எச் அரை முடிக்கப்பட்ட தானியங்கி ஸ்டேக்கர்
வெளியேற்றும் இயந்திரம் மற்றும் துணை உபகரணங்களை பின்வருமாறு வழங்கலாம்:
அலுமினிய இழுப்பான், ரன்-அவுட் அட்டவணை, தானியங்கி உணவு உற்பத்தி வரி ஹைட்ராலிக் முடிக்கப்பட்ட அறுக்கும் இயந்திரம், அலுமினிய சுயவிவர பேக்கேஜிங் இயந்திரம், வடிவம் திருத்தும் இயந்திரம், அலுமினிய சுயவிவர மடக்கு இயந்திரம் மற்றும் துணை உபகரணங்கள்.
அலுமினியம் சுயவிவர ஷாட் வெடிக்கும் இயந்திரம், அலுமினிய சுயவிவர மெருகூட்டல் இயந்திரம், வெப்ப முறிவு அலுமினிய சுயவிவர உற்பத்தி இயந்திரம், மரக்கறி விளைவு பதங்கமாதல் இயந்திரம் மற்றும் அலுமினிய சுயவிவர தூள் பூசப்பட்ட வரி.
உற்பத்தித் திறனை மேம்படுத்தவும், செலவைச் சேமிக்கவும் உங்கள் ஆலைக்கு நல்ல வடிவமைப்பை நாங்கள் செய்யலாம்!
நியாயமான மற்றும் உயர்-செயல்திறன் அலுமினிய வெளியேற்ற உற்பத்தி வரி அமைப்பு மற்றும் ஓட்ட விளக்கப்படம்
அலுமினியம் வெளியேற்றும் இயந்திரத்தின் பாகங்கள் மற்றும் அதன் செயல்பாடு
அலுமினியம் வெளியேற்றும் இயந்திரம் எவ்வாறு செயல்படுகிறது என்பதைப் புரிந்துகொள்வதற்கு, அலுமினியம் வெளியேற்றும் இயந்திரத்தின் பாகங்களைக் கண்டறிந்து அவற்றின் பயன்பாட்டை விளக்க வேண்டும்..
ஒரு அலுமினியம் வெளியேற்றும் இயந்திரம் ஒரு முன் தகடு மற்றும் நான்கு டை ராட்களால் ஒன்றாகப் பிடிக்கப்பட்ட பின் தகடுகளால் ஆனது..
அலுமினியம் வெளியேற்றும் இயந்திரத்தின் பாகங்கள் உண்மையில் வெளியேற்றத்தை உருவாக்குகின்றன:
முக்கிய சிலிண்டர்
விரும்பிய ரேம் அழுத்தம் மற்றும் இயக்கத்தை உருவாக்க ஹைட்ராலிக் திரவம் உந்தப்பட்ட வெளியேற்ற அழுத்தத்தின் அறை மற்றும் சிலிண்டர்.
ஹைட்ராலிக் அழுத்தம்
ஒரு சதுர அங்குலத்திற்கு தேவையான பவுண்டுகளில் ரேமை முன்னோக்கி நகர்த்த அழுத்தம் பயன்படுத்தப்படுகிறது.
ரேம்
பிரதான சிலிண்டருடன் இணைக்கப்பட்ட எஃகு கம்பி இறுதியில் ஒரு போலித் தொகுதியுடன் கொள்கலனுக்குள் நுழைந்து பில்லெட்டிற்கு அழுத்தம் கொடுக்கிறது.
போலி பிளாக்
ஒரு அழுத்தத்தில் ராம் தண்டுடன் இணைக்கப்பட்ட இறுக்கமான பொருத்தப்பட்ட எஃகுத் தொகுதி, கொள்கலனில் உள்ள உண்டியலை அடைத்து, உலோகம் பின்னோக்கி கசிவதைத் தடுக்கிறது..
பில்லட்
அலுமினிய லாக் குறிப்பிட்ட நீளத்திற்கு வெட்டப்பட்டது, அவை அழுத்தி வெளியேற்றும் பொருட்களாக வழங்கப்படுகின்றன.
கொள்கலன்
ஒரு டம்மி பிளாக்கின் அழுத்தத்தின் கீழ், மறுமுனையில் ரேம் நுழையும் போது, ஒரு முனையில் டையின் மூலம் தள்ளப்படும் போது, பில்லட்டை வைத்திருக்கும் எக்ஸ்ட்ரூஷன் பிரஸ்ஸில் உள்ள அறை. கொள்கலன் கொள்கலன் வீட்டில் வசிக்கிறது. அனைத்து கொள்கலன்களும் ஒரு லைனருடன் வரிசையாக வைக்கப்பட்டுள்ளன, அது பில்லட்டை வெளியேற்றும் போது வைத்திருக்கும்.
கருவி அடுக்கு (டை சட்டசபை)
திடமான: இறக்கும் வளையம், இறக்கின்றன, ஆதரவாளர், வலுவூட்டு, மற்றும் துணை வலுவூட்டல் (கார்தேஜ் அல்லது நியூனானில் சப்-போல்ஸ்டர்கள் பயன்படுத்தப்படுவதில்லை). வெற்று: இறக்கும் வளையம், மடி, இறக்கும் தொப்பி, வலுவூட்டு, துணை வலுவூட்டு
டை ஹோல்டர்
கருவி அடுக்கின் கொள்கலன்.
டை லாக்
டை ஹோல்டரில் டையை பூட்டுகிறது.
லாக் ஓவன்/ பில்லட் அடுப்பு
பதிவுகள்/பில்லெட்டுகளை வெளியேற்ற வெப்பநிலைக்கு வெப்பப்படுத்தப் பயன்படுத்தப்படும் கூறுகளை அழுத்தவும். பதிவு கத்தரிகள் பொருத்தப்பட்ட அச்சகத்தில் பதிவு அடுப்பு உள்ளது; மற்றவர்கள் பில்லெட் அடுப்புகளை வைத்திருக்கிறார்கள்.
பதிவு வெட்டு
தேவையான பில்லெட் நீளத்திற்கு பதிவுகளை வெட்டுவதற்குப் பயன்படுகிறது (பதிவு அடுப்புகளுடன் கூடிய அழுத்தங்களில் மட்டுமே).
பட் ஷீயர்
உண்டியலின் வெளியேற்றப்படாத பகுதியை வெட்டுகிறது (பிட்டம்) வெளியேற்ற சுழற்சி முடிந்ததும் கொள்கலனில் மீதமுள்ளது. பட் என்பது ஆக்சைடுகள் அமைந்துள்ள இடமாகும்.
டை அடுப்பு
750° - 900° F க்கு இறக்கும் அடுப்பு 4-6 பயன்படுத்துவதற்கு மணி நேரத்திற்கு முன்.
தொட்டில்
ரேமில் இருந்து வரும் அழுத்தத்தால் பில்லட்டை எக்ஸ்ட்ரூஷன் பிரஸ்ஸில் தள்ளும் போது வைத்திருக்கும்.
Leadout அட்டவணையை அழுத்தவும்
டை மற்றும் ரன் அவுட் டேபிளுக்கு இடையே எக்ஸ்ட்ரூஷனை ஆதரிக்கும் டேபிள்.
ரன் அவுட் டேபிள்
பிரஸ் லீட்அவுட் உபகரணங்களின் உடனடி வெளியேறும் அட்டவணை, இது வெளியேற்றங்களை வழிகாட்டவும் ஆதரிக்கவும் உதவுகிறது.
பின்/முன் அழுத்தி தட்டு
எக்ஸ்ட்ரூஷன் பிரஸ் இந்த இரண்டு பிரிவுகளைக் கொண்டுள்ளது.
டை ராட்ஸ்
பின் மற்றும் முன் அழுத்தி தட்டுகளை இணைக்கிறது.
குப்பி
டையில் இருந்து அலுமினியம் வெளியேற்றங்களை வழிநடத்த உதவும். இது டையில் உள்ள அதே எண்ணிக்கையிலான துளைகளைக் கொண்டுள்ளது மற்றும் எல்லா அழுத்தங்களிலும் பயன்படுத்தப்படலாம். நியூனன் அவற்றைப் பயன்படுத்துவதில் இருந்து விலகிச் செல்கிறார், ஏனெனில் அவை விலை உயர்ந்தவை மற்றும் கையாள கடினமாக உள்ளன.
தட்டு அழுத்த வளையம்
டை ஸ்டேக்கை ஆதரிக்க ஒரு கடினமான கருவி எஃகு வளையம் தட்டுக்குள் செருகப்பட்டது. பிரதான சிலிண்டரால் வளையத்தில் செலுத்தப்படும் அழுத்தம் மன அழுத்தத்தை ஏற்படுத்துகிறது மற்றும் உடைகளை அவ்வப்போது மாற்ற வேண்டிய அவசியம் ஏற்படுகிறது..
அலுமினியம் வெளியேற்றும் இயந்திரத்தின் பாகங்கள் மற்றும் அதன் செயல்பாடு
அலுமினியம் வெளியேற்றும் இயந்திரம் எவ்வாறு செயல்படுகிறது என்பதைப் புரிந்துகொள்வதற்கு அலுமினியம் வெளியேற்றும் இயந்திரத்தின் பாகங்களைக் கண்டறிந்து அவற்றின் பயன்பாட்டை விளக்க வேண்டும்..
ஒரு அலுமினியம் வெளியேற்றும் இயந்திரம் ஒரு முன் தகடு மற்றும் நான்கு டை ராட்களால் ஒன்றாகப் பிடிக்கப்பட்ட பின் தகடுகளால் ஆனது..
அலுமினியம் வெளியேற்றும் இயந்திரத்தின் பாகங்கள் உண்மையில் வெளியேற்றத்தை உருவாக்குகின்றன:
முக்கிய சிலிண்டர்
விரும்பிய ரேம் அழுத்தம் மற்றும் இயக்கத்தை உருவாக்க ஹைட்ராலிக் திரவம் உந்தப்பட்ட வெளியேற்ற அழுத்தத்தின் அறை மற்றும் சிலிண்டர்.
ஹைட்ராலிக் அழுத்தம்
ஒரு சதுர அங்குலத்திற்கு தேவையான பவுண்டுகளில் ரேம் முன்னோக்கி நகர்த்துவதற்கு பயன்படுத்தப்படும் அழுத்தம்.
ரேம்
பிரதான சிலிண்டருடன் இணைக்கப்பட்ட எஃகு கம்பி இறுதியில் ஒரு போலித் தொகுதியுடன் கொள்கலனுக்குள் நுழைந்து பில்லெட்டிற்கு அழுத்தம் கொடுக்கிறது.
போலி பிளாக்
ஒரு அழுத்தத்தில் ராம் தண்டுடன் இணைக்கப்பட்ட இறுக்கமான பொருத்தப்பட்ட எஃகுத் தொகுதி, கொள்கலனில் உள்ள உண்டியலை அடைத்து, உலோகம் பின்னோக்கி கசிவதைத் தடுக்கிறது..
பில்லட்
அலுமினிய லாக் குறிப்பிட்ட நீளத்திற்கு வெட்டப்பட்டது, அவை அழுத்தி வெளியேற்றும் பொருட்களாக வழங்கப்படுகின்றன.
கொள்கலன்
ஒரு டம்மி பிளாக்கின் அழுத்தத்தின் கீழ், மறுமுனையில் ரேம் நுழையும் போது, ஒரு முனையில் டையின் மூலம் தள்ளப்படும் போது, பில்லட்டை வைத்திருக்கும் எக்ஸ்ட்ரூஷன் பிரஸ்ஸில் உள்ள அறை. கொள்கலன் கொள்கலன் வீட்டில் வசிக்கிறது. அனைத்து கொள்கலன்களும் ஒரு லைனருடன் வரிசையாக வைக்கப்பட்டுள்ளன, இது பில்லட்டை வெளியேற்றும் போது இடத்தில் வைத்திருக்கும்.
கருவி அடுக்கு (டை சட்டசபை)
திடமான: இறக்கும் வளையம், இறக்கின்றன, ஆதரவாளர், வலுவூட்டு, மற்றும் துணை வலுவூட்டல் (கார்தேஜ் அல்லது நியூனானில் சப்-போல்ஸ்டர்கள் பயன்படுத்தப்படுவதில்லை). வெற்று: இறக்கும் வளையம், மடி, இறக்கும் தொப்பி, வலுவூட்டு, துணை வலுவூட்டு
டை ஹோல்டர்
கருவி அடுக்கின் கொள்கலன்.
டை லாக்
டை ஹோல்டரில் டையை பூட்டுகிறது.
லாக் ஓவன்/ பில்லட் அடுப்பு
பதிவுகள்/பில்லெட்டுகளை வெளியேற்ற வெப்பநிலைக்கு வெப்பப்படுத்தப் பயன்படுத்தப்படும் கூறுகளை அழுத்தவும். பதிவு கத்தரிகள் பொருத்தப்பட்ட அச்சகத்தில் பதிவு அடுப்பு உள்ளது; மற்றவர்கள் பில்லெட் அடுப்புகளை வைத்திருக்கிறார்கள்.
பதிவு வெட்டு
தேவையான பில்லெட் நீளத்திற்கு பதிவுகளை வெட்டுவதற்குப் பயன்படுகிறது (பதிவு அடுப்புகளுடன் கூடிய அழுத்தங்களில் மட்டுமே).
பட் ஷீயர்
உண்டியலின் வெளியேற்றப்படாத பகுதியை வெட்டுகிறது (பிட்டம்) வெளியேற்ற சுழற்சி முடிந்ததும் கொள்கலனில் மீதமுள்ளது. பட் என்பது ஆக்சைடுகள் அமைந்துள்ள இடமாகும்.
டை அடுப்பு
750° - 900° F க்கு இறக்கும் அடுப்பு 4-6 பயன்படுத்துவதற்கு மணி நேரத்திற்கு முன்.
தொட்டில்
ரேமில் இருந்து வரும் அழுத்தத்தால் பில்லட்டை எக்ஸ்ட்ரூஷன் பிரஸ்ஸில் தள்ளும் போது வைத்திருக்கும்.
Leadout அட்டவணையை அழுத்தவும்
டேபிள் மற்றும் ரன் அவுட் டேபிளுக்கு இடையே எக்ஸ்ட்ரூஷனை ஆதரிக்கும் டேபிள்.
ரன் அவுட் டேபிள்
பிரஸ் லீட்அவுட் உபகரணங்களின் உடனடி வெளியேறும் அட்டவணை, இது வெளியேற்றங்களை வழிகாட்டவும் ஆதரிக்கவும் உதவுகிறது.
பின்/முன் அழுத்தி தட்டு
எக்ஸ்ட்ரூஷன் பிரஸ் இந்த இரண்டு பிரிவுகளைக் கொண்டுள்ளது.
டை ராட்ஸ்
பின் மற்றும் முன் அழுத்தி தட்டுகளை இணைக்கிறது.
குப்பி
டையில் இருந்து அலுமினியம் வெளியேற்றங்களை வழிநடத்த உதவும். இது டையில் உள்ள அதே எண்ணிக்கையிலான துளைகளைக் கொண்டுள்ளது மற்றும் எல்லா அழுத்தங்களிலும் பயன்படுத்தப்படலாம். நியூனன் அவற்றைப் பயன்படுத்துவதில் இருந்து விலகிச் செல்கிறார், ஏனெனில் அவை விலை உயர்ந்தவை மற்றும் கையாள கடினமாக உள்ளன.
தட்டு அழுத்த வளையம்
டை ஸ்டேக்கை ஆதரிக்க ஒரு கடினமான கருவி எஃகு வளையம் தட்டுக்குள் செருகப்பட்டது. பிரதான சிலிண்டரால் வளையத்தில் செலுத்தப்படும் அழுத்தம் மன அழுத்தத்தை ஏற்படுத்துகிறது மற்றும் உடைகளை அவ்வப்போது மாற்ற வேண்டிய அவசியம் ஏற்படுகிறது..
பிரைட்ஸ்டார் அலுமினிய இயந்திரம் அலுமினிய பில்லெட்டுகளை சூடாக்கும் உலை வழங்குகிறது, அச்சு வெப்பமூட்டும் அடுப்பு, அலுமினிய சுயவிவரங்கள் வடிவ திருத்தி, அலுமினிய சுயவிவர மெருகூட்டல் இயந்திரம், அலுமினிய சுயவிவர மேற்பரப்பு குறைபாடுகள் துலக்குதல் சுத்தம் இயந்திரம், அலுமினிய சுயவிவர மடக்கு இயந்திரம், அலுமினிய சுயவிவர படம் ஒட்டும் இயந்திரம், மர தானிய விளைவு பதங்கமாதல் இயந்திரம் மற்றும் துணை உபகரணங்கள்.
அலுமினியம் வெளியேற்றும் திட்டம் மற்றும் ஆயத்த தயாரிப்பு திட்டம் மற்றும் தொகுப்பு ஒப்பந்தத்திற்கான மொத்த தீர்வை வழங்கவும்!
அலுமினியத்தை வெளியேற்றுவது பற்றி நீங்கள் தெரிந்து கொள்ள வேண்டியது எல்லாம்
அலுமினியத்தை வெளியேற்றுவது பற்றி நீங்கள் தெரிந்து கொள்ள வேண்டியது எல்லாம்
அலுமினிய வெளியேற்றம் பொருள் வடிவமைக்கும் செயல்முறை என வரையறுக்கப்படுகிறது, ஒரு டைவில் ஒரு வடிவ திறப்பு வழியாக அதை ஓட்ட கட்டாயப்படுத்துவதன் மூலம்.
வெளியேற்றப்பட்ட பொருள் டை திறப்பின் அதே சுயவிவரத்துடன் ஒரு நீளமான துண்டாக வெளிப்படுகிறது.
அலுமினியம் தையல்காரர்களால் உருவாக்கப்பட்ட டையில் கட்டாயப்படுத்தப்படும் ஒரு செயல்முறை மற்றும் உலோகத்தின் அனைத்து பண்புகளையும் பயன்படுத்தும் ஒரு நிலையான குறுக்குவெட்டில் விளைகிறது..
அலுமினியத்தை வெளியேற்றும் செயல்முறையானது அலுமினியத்தின் தனித்தன்மை வாய்ந்த இயற்பியல் பண்புகளின் கலவையை உருவாக்குகிறது.
பிரஸ் அளவு எவ்வளவு பெரிய வெளியேற்றத்தை உருவாக்க முடியும் என்பதை தீர்மானிக்கிறது.
வெளியேற்ற அளவு அதன் நீளமான குறுக்கு வெட்டு பரிமாணத்தால் அளவிடப்படுகிறது, அதாவது. இது ஒரு சுற்று வட்டத்திற்குள் பொருந்தும்.
செயல்முறை என்ன என்று நீங்கள் ஆச்சரியப்படலாம் அலுமினிய வெளியேற்றம்?
இங்கே விவரங்கள் மற்றும் படிப்படியான தகவல்கள் உள்ளன
அலுமினியம் வெளியேற்ற விரிவான உற்பத்தி செயல்முறை
நான்.அச்சு செயல்முறை
அலுமினியத்தை வெளியேற்றும் செயல்முறை உண்மையில் வடிவமைப்பு செயல்முறையுடன் தொடங்குகிறது, ஏனெனில் இது தயாரிப்பின் வடிவமைப்பு - அதன் நோக்கம் கொண்ட பயன்பாட்டின் அடிப்படையில் - இது பல இறுதி உற்பத்தி அளவுருக்களை தீர்மானிக்கிறது.
இயந்திரத்திறன் தொடர்பான கேள்விகள், முடித்தல், மற்றும் பயன்பாட்டின் சூழல் வெளியேற்றப்பட வேண்டிய அலாய் தேர்வுக்கு வழிவகுக்கும்.
சுயவிவரத்தின் செயல்பாடு அதன் வடிவத்தின் வடிவமைப்பை தீர்மானிக்கும் மற்றும், எனவே, அதை வடிவமைக்கும் டையின் வடிவமைப்பு.
டை டிசைன்:
அலுமினிய வெளியேற்றம் என்பது அலுமினிய பில்லெட்டுகளின் இறுதி தயாரிப்பு ஆகும், அவை வெப்பத்திற்குப் பிறகு ஒரு டை மூலம் வெளியேற்றப்படுகின்றன., மற்றும் எக்ஸ்ட்ரூஷன் டை என்பது அலுமினிய சுயவிவரத்தை தேவையான விவரக்குறிப்புகள் மற்றும் குறுக்குவெட்டுகளுடன் வெளியேற்றுவதற்காக தேவைக்கேற்ப வடிவமைக்கப்பட்ட உயர்-துல்லிய விவரக்குறிப்புகள் கொண்ட ஒரு சாதனமாகும்.;
அச்சு வடிவமைப்பின் கொள்கை மற்றும் படிகள்
1. வடிவமைப்பு அச்சு அறை அளவுருக்களை தீர்மானிக்கவும்
முதலில், வடிவமைப்பாளர் குறுக்கு வெட்டு வரைபடத்தைப் பெறும்போது, வெளியேற்ற விகிதத்தின் படி, அலுமினிய சுயவிவரத்தின் குறுக்குவெட்டின் அதிகபட்ச சுற்றப்பட்ட வட்டம் என்ன, மற்றும் எந்த வெளியேற்ற இயந்திரம் பொருத்தமானது என்பதை தீர்மானிக்க சிக்கலானது.
அச்சு அளவை அமைக்கவும், அது சிறியதாக இருந்தால், இது சேவை வாழ்க்கை மற்றும் அச்சு உருவாக்கம் பாதிக்கும். பொதுவாக சொன்னால், பெரிய பகுதி அச்சு அளவு பெரியதாக அமைக்கப்பட்டுள்ளது, அதனால் அச்சு உற்பத்திக்கு நிலையானது.
அச்சு போர்ட்ஹோலின் விநியோகத்தை அமைக்கவும், ஊட்டி மற்றும் திட அச்சு வடிவமைப்பு, வேலை பெல்ட் வடிவமைப்பு, மற்றும் மோல்டிங் துளைகள் வடிவமைப்பு
2. டையில் டை ஹோல்களின் நியாயமான ஏற்பாடு
நியாயமான தளவமைப்பு என்று அழைக்கப்படுவது ஒற்றை அல்லது பல டை ஹோல்களை அச்சு மீது நியாயமான முறையில் விநியோகிப்பதாகும்., அதனால் சிறந்த உலோக ஓட்டம் சீரான தன்மையை அச்சு வலிமையை உறுதி செய்யும் அடிப்படையில் பெற முடியும்.
3. டை ஹோல் அளவின் நியாயமான கணக்கீடு
டை ஹோல் அளவைக் கணக்கிடும்போது, வெளியேற்றப்பட்ட கலவையின் இரசாயன கலவை முக்கிய கருத்தாகும், உற்பத்தியின் வடிவம் மற்றும் பெயரளவு அளவு மற்றும் அதன் அனுமதிக்கக்கூடிய சகிப்புத்தன்மை, இந்த வெப்பநிலையில் இறக்கும் பொருள் மற்றும் வெளியேற்றப்பட்ட கலவையின் வெளியேற்ற வெப்பநிலை மற்றும் வெப்ப விரிவாக்க குணகம், மற்றும் தயாரிப்பு குறுக்கு வெட்டு, வடிவியல் வடிவத்தின் பண்புகள் மற்றும் வெளியேற்றம் மற்றும் நீட்சியின் போது அதன் மாற்றங்கள், வெளியேற்ற விசையின் அளவு மற்றும் அச்சின் சிதைவு.
4. உலோக ஓட்ட விகிதத்தை நியாயமான முறையில் சரிசெய்யவும்
பொதுவாக சொன்னால், சுயவிவரத்தின் சுவர் தடிமன் மெல்லியதாக இருக்கும், பெரிய சுற்றளவு, வடிவம் மிகவும் சிக்கலானதாக இருக்கும், மற்றும் எக்ஸ்ட்ரூஷன் சிலிண்டரின் மையத்திலிருந்து வெகு தொலைவில், இறக்கை தாங்கி குறுகியதாக இருக்க வேண்டும்.
டை பேரிங் மூலம் ஓட்ட விகிதத்தைக் கட்டுப்படுத்துவது இன்னும் கடினமாக இருக்கும்போது, வடிவம் குறிப்பாக சிக்கலானது, சுவர் தடிமன் மிகவும் மெல்லியதாக இருக்கும், மற்றும் மையத்திலிருந்து வெகு தொலைவில் உள்ள பகுதியை உலோக ஓட்டத்தை துரிதப்படுத்த ஸ்ப்ரூ ஸ்ப்ரேடரைப் பயன்படுத்தலாம்.
மாறாக, மிகவும் தடிமனான சுவர்கள் அல்லது எக்ஸ்ட்ரூஷன் சிலிண்டரின் மையத்திற்கு மிக அருகில் உள்ள பகுதிகளுக்கு, தடையின் கோணம் இங்கு ஓட்டம் வேகத்தை குறைக்க தடையை துணையாக பயன்படுத்த வேண்டும்.
கூடுதலாக, செயல்முறை சமநிலை துளைகளையும் நீங்கள் பயன்படுத்தலாம், செயல்முறை கொடுப்பனவுகள், அல்லது முன் அறை அச்சுகளைப் பயன்படுத்தவும், ஓட்ட வழிகாட்டி இறக்கிறது, மற்றும் எண்ணை மாற்றவும், அளவு, வடிவம், மற்றும் உலோக ஓட்ட விகிதத்தை சரிசெய்ய போர்ட்ஹோல்களின் நிலை.
5. போதுமான அச்சு வலிமையை உறுதிப்படுத்தவும்
இறக்க துளைகளின் நிலையை பகுத்தறிவுடன் ஏற்பாடு செய்வதோடு கூடுதலாக, பொருத்தமான இறக்கும் பொருளைத் தேர்ந்தெடுப்பது, மற்றும் ஒரு நியாயமான டை அமைப்பு மற்றும் வடிவத்தை வடிவமைத்தல், வெளியேற்றும் சக்தியைத் துல்லியமாகக் கணக்கிடுவதும், ஒவ்வொரு பிரிவின் அனுமதிக்கப்பட்ட வலிமையையும் சரிபார்ப்பதும் மிகவும் முக்கியம்.
6. சுத்தம் மற்றும் பராமரிப்பு
எக்ஸ்ட்ரஷன் டைஸை அடிக்கடி சுத்தம் செய்து பரிசோதிக்க வேண்டும்.
ஏதேனும் பிரச்சனைகள் இருந்தால், கீறல்களைத் தவிர்க்க அவை சரியான நேரத்தில் சரிசெய்யப்பட வேண்டும், சுயவிவரத்தை வெளியேற்றும் போது burrs மற்றும் பிற கடினமான காயங்கள், இது அலுமினிய வெளியேற்றத்தின் தரத்தை கடுமையாக பாதிக்கும்.
எக்ஸ்ட்ரூஷன் டை ப்ராசசிங் செயல்முறை ஓட்ட விளக்கப்படம்
திட மரணம் (மூடிய குழி இல்லாமல் கட்டமைப்பு சுயவிவரம், போர்ட்ஹோல் இறக்கவில்லை)
லேதிங் → குறியிடுதல் → அரைத்தல் → துளையிடுதல் → அரைத்தல் → கடினப்படுத்துதல் → வெப்பமாக்குதல் → மேற்பரப்பை அரைத்தல் → வழிகாட்டி சேனலின் நன்றாக அரைத்தல் → கம்பி வெட்டுதல் → EDM → பாலிஷிங் → கிடங்கு
போர்டோல் இறக்க (மூடிய குழி கொண்ட கட்டமைப்பு சுயவிவரம்)
ஆதரவாளர் இறக்கவும்
திருப்புதல் → குறியிடுதல் → அரைத்தல் → துளையிடுதல் → அரைத்தல் → தணித்தல் → வெப்பமாக்குதல் → மேற்பரப்பு அரைத்தல் → ஏற்றுக்கொள்ளுதல் → கிடங்கு
டை ரிங்
திருப்புதல் → குறியிடுதல் → அரைத்தல் → துளையிடுதல் → அரைத்தல் → தணித்தல் → தணித்தல் → விமானம் அரைத்தல் → நன்றாக திருப்புதல் → ஏற்றுக்கொள்ளுதல் → கிடங்கு
II உருகும் செயல்முறை
6 தொடர் உலோகக்கலவைகள் மற்றும் அவற்றின் பயன்பாடு
6005: வெளியேற்றப்பட்ட சுயவிவரங்கள் மற்றும் குழாய்கள், விட வலிமை தேவைப்படும் கட்டமைப்பு பகுதிகளுக்கு பயன்படுத்தப்படுகிறது 6063 கலவை, ஏணிகள் போன்றவை, தொலைக்காட்சி ஆண்டெனாக்கள், முதலியன;
6009: கார் உடல் பேனல்கள்;
6010: மெல்லிய தட்டு, கார் உடல்;
6061: குறிப்பிட்ட வலிமை தேவைப்படும் பல்வேறு தொழில்துறை கட்டமைப்புகள், weldability மற்றும் உயர் அரிப்பு எதிர்ப்பு, குழாய்கள் போன்றவை, தண்டுகள், மற்றும் டிரக்குகள் தயாரிப்பதற்கான வடிவங்கள், கோபுர கட்டிடங்கள், கப்பல்கள், டிராம்கள், சாதனங்கள், இயந்திர பாகங்கள், மற்றும் துல்லியமான எந்திரம், தாள்;
6063: சுயவிவரங்களை உருவாக்குதல், நீர்ப்பாசன குழாய்கள் மற்றும் வாகனங்களுக்கான வெளியேற்ற பொருட்கள், பெஞ்சுகள், மரச்சாமான்கள், வேலிகள், முதலியன;
6066: ஃபோர்கிங்ஸ் மற்றும் வெல்டிங் அமைப்பு வெளியேற்றும் பொருட்கள்;
6070: வாகனத் தொழிலில் பயன்படுத்தப்படும் கனரக பற்றவைக்கப்பட்ட கட்டமைப்புகள் மற்றும் வெளியேற்றும் பொருட்கள் மற்றும் குழாய்கள்;
6101: அதிக வலிமை கொண்ட பார்கள், பேருந்துகளுக்கான மின் கடத்திகள் மற்றும் ரேடியேட்டர் பொருட்கள்;
6151: கிரான்ஸ்காஃப்ட் பாகங்களை உருவாக்குவதற்குப் பயன்படுத்தப்படுகிறது, இயந்திர பாகங்கள் மற்றும் உருட்டப்பட்ட மோதிரங்களின் உற்பத்தி, நல்ல மோசடி தேவைப்படும் பயன்பாடுகளுக்கு, அதிக வலிமை, மற்றும் நல்ல அரிப்பு எதிர்ப்பு;
6201: அதிக வலிமை கொண்ட கடத்தும் கம்பிகள் மற்றும் கம்பிகள்;
6205: தடித்த தட்டுகள், பெடல்கள் மற்றும் அதிக தாக்கத்தை எதிர்க்கும் வெளியேற்றங்கள்;
6262: த்ரெட் செய்யப்பட்ட உயர் அழுத்த பாகங்கள், அரிப்பு எதிர்ப்புத் தேவையை விட சிறந்தது 2011 மற்றும் 2017 உலோகக்கலவைகள்;
6351: வாகனங்களின் வெளியேற்றப்பட்ட கட்டமைப்பு பாகங்கள், தண்ணீருக்கான குழாய்கள், எண்ணெய், முதலியன;
6463: கட்டிடம் மற்றும் பல்வேறு சாதனங்களின் சுயவிவரங்கள், அத்துடன் பிரகாசமான டிப்பிங் மற்றும் அனோடைசிங் சிகிச்சைக்குப் பிறகு பிரகாசமான மேற்பரப்புகளுடன் கூடிய வாகன அலங்கார பாகங்கள்;
6060, 6063, 6063ஏ, 6463, மற்றும் 6463A பெரும்பாலும் கட்டிட சுயவிவரங்களின் உற்பத்தியில் பயன்படுத்தப்படுகின்றன, மற்றும் 6463A அலாய் பிரகாசமான வெள்ளி அலுமினிய சுயவிவரங்களை உற்பத்தி செய்ய பிரத்தியேகமாக பயன்படுத்தப்படுகிறது (கண்ணாடி போன்ற தோற்றம்).
6063விட சற்றே அதிக வலிமை தேவைப்படும் கட்டடக்கலை சுயவிவரங்களின் உற்பத்தியில் ஒரு அலாய் பெரும்பாலும் பயன்படுத்தப்படுகிறது 6063 கலவை, திரை சுவர் பொருட்கள் போன்றவை.
6061, 6082, 6106, 6005, 6005ஏ, 6351 நல்ல அரிப்பு எதிர்ப்பு தேவைப்படும் பெரிய கட்டமைப்பு பாகங்களில் உலோகக்கலவைகள் பரவலாகப் பயன்படுத்தப்படுகின்றன, குளிரூட்டப்பட்ட கொள்கலன் கீழ் தட்டு போன்றவை, டிரக் சட்ட பாகங்கள், கப்பல் மேல் கட்டமைப்பு பாகங்கள், ரயில்வே வாகனத்தின் கட்டமைப்பு பாகங்கள் மற்றும் பிற இயந்திர கட்டமைப்பு பாகங்கள் .
6101 மற்றும் 6101B உலோகக்கலவைகள் சுரங்கப்பாதை கடத்தலுக்கான அலுமினிய அலாய் சுயவிவரங்களை உற்பத்தி செய்ய பயன்படுத்தப்படுகின்றன.
6563 அலாய் முக்கியமாக ரேடியேட்டர் சுயவிவரங்களை உற்பத்தி செய்ய பயன்படுத்தப்படுகிறது.
2024, 5A02, 7005, 7020, 7075 அதிக வலிமை கொண்ட உலோகக் கலவைகள், அவை பெரும்பாலும் விண்கலங்களில் பயன்படுத்தப்படுகின்றன, இயந்திர உபகரணங்கள், முதலியன.
உருகும் செயலாக்க ஓட்ட விளக்கப்படம்
பொருட்கள்→சார்ஜிங்→உருகுதல்→ கிளறுதல்→கலவை
உருகுதல் என்பது அலுமினிய சுயவிவர உற்பத்தியின் செயல்முறையாகும்.
மூலப்பொருட்கள் மற்றும் தயாரிப்பு கட்டமைப்பின் படி, அலுமினிய சுயவிவர வார்ப்பு செயல்முறையின் நியாயமான தேர்வு தயாரிப்பு தரத்தை உறுதி செய்வதற்கான திறவுகோலாகும், ஆற்றல் நுகர்வு குறைத்தல் மற்றும் உற்பத்தி திறனை மேம்படுத்துதல்.
எனவே அலுமினிய சுயவிவரங்களின் உருகும் மற்றும் வார்ப்பு செயல்முறை என்ன?
1. அலுமினிய இங்காட்கள் மூலப்பொருட்கள்
உற்பத்திக்கு முன், வெவ்வேறு உலோகக் கலவைகள் மற்றும் அலுமினிய பில்லட்டுகளின் வெவ்வேறு அளவுகளின் தேவைக்கு ஏற்ப, அலுமினிய இங்காட்களை உருவாக்குங்கள், மெக்னீசியம் இங்காட்கள், சிலிக்கான் இங்காட்கள், பட்டறையில் செப்பு இங்காட்கள் மற்றும் துணை பொருட்கள் தயார்.
2. உருகும் சார்ஜிங்
உருகும் உலைக்குள் மூலப்பொருட்களை சார்ஜ் செய்ய ஃபோர்க்லிஃப்டைப் பயன்படுத்தவும்.
3.உருகுதல்
உலையில் போதுமான மூலப்பொருட்களைச் சேர்த்த பிறகு, 700-730℃ வரை வெப்பப்படுத்த இயற்கை எரிவாயுவைப் பயன்படுத்தவும், பின்னர் அலுமினியம் இங்காட் ஒரு திரவ நிலையில் உருகும்.
4. சுத்திகரிப்பு
உருகிய அலுமினியத்தில் உள்ள அசுத்தங்களை அகற்ற முகவர்களைச் சேர்த்தல்.
5.,நடிப்பு
25உருகிய அலுமினியம் விநியோகிப்பாளருடன் நிரப்பப்பட்ட ~35 வினாடிகள், குளிர்ந்த நீர் இயக்கப்பட்டது. வார்ப்பு வேகம் சாதாரண வேகத்தில் 70-80% ஆகும், மற்றும் வேகம் 40-50mm விழுந்த பிறகு சாதாரண வேகத்திற்கு அதிகரிக்கப்படுகிறது.
6. ஓரினமாக்கல்
அலுமினியம் பில்லட்டுகள் இரண்டாம் நிலை ஒத்திசைவு சிகிச்சைக்கு உட்படுத்தப்படுகின்றன.
7. அலுமினிய பில்லட்டுகள் வெட்டுதல்
அலுமினிய பில்லட்டின் முன் மற்றும் பின் முனைகளில் உள்ள ஒழுங்கற்ற பகுதிகளை அகற்றவும்
8. கிடங்கு
அலுமினிய உண்டியல்கள் கிடங்கில் தொகுக்கப்பட்டு வைக்கப்படுகின்றன.
பொதுவாக சொன்னால், அலுமினிய உருகுதல் என்பது அலுமினிய இங்காட்களை அலுமினிய பில்லட்டுகளாக மாற்றுவதாகும், பதிவுகள் அல்லது மற்ற முடிக்கப்பட்ட அல்லது அரை முடிக்கப்பட்ட பொருட்கள் கலவை செயல்முறை மூலம், கிளறி, நின்று, சுத்திகரிப்பு, மற்றும் ஸ்கிம்மிங்.
அலுமினியம் மற்றும் அலுமினியம் அலாய் வெளியேற்ற தயாரிப்புகளின் உற்பத்தியில் உருகுதல் மற்றும் வார்ப்பு உற்பத்தி மிகவும் முக்கியமான செயல்முறையாகும்..
அலுமினிய பில்லட்டுகளின் தரம் நேரடியாக விளைச்சலை பாதிக்கிறது, அலுமினியம் வெளியேற்றும் பொருட்களின் தரம் மற்றும் செயல்திறன்.
இப்போது நாம் வெளியேற்றத்திற்கான பில்லெட்டுகளைப் பெறுகிறோம், extrusion die மற்றும் மூலப்பொருட்கள் வெளியேற்றத்திற்கு தயாராக உள்ளன.
III வெளியேற்ற செயல்முறை
அலுமினிய வெளியேற்றம் - அலுமினியம் தனிப்பயனாக்கப்பட்ட டையில் கட்டாயப்படுத்தப்படும் ஒரு செயல்முறை மற்றும் உலோகத்தின் அனைத்து பண்புகளையும் பயன்படுத்தும் ஒரு நிலையான குறுக்குவெட்டில் விளைகிறது.
வெளியேற்றும் அச்சுகள் வடிவமைக்கப்பட்டு, அலுமினிய பில்லெட்டுகள் கிடைக்கின்றன. அலுமினிய வெளியேற்றத்திற்கு எல்லாம் தயாராக உள்ளது.
அலுமினியம் வெளியேற்றும் செயல்முறை என்பது ஒரு செயலாக்க முறையாகும், இது டை சேம்பரில் வைக்கப்பட்டுள்ள உலோக உண்டியலுக்கு வலுவான அழுத்தத்தைப் பயன்படுத்துகிறது. (அல்லது வெளியேற்ற சிலிண்டர்), திசை பிளாஸ்டிக் சிதைவை உருவாக்க உலோக பில்லட்டை கட்டாயப்படுத்துகிறது, மற்றும் சில இயந்திர பண்புகள் பாகங்கள் அல்லது அரை முடிக்கப்பட்ட தயாரிப்புகளுடன் விரும்பிய பகுதி வடிவம் மற்றும் அளவைப் பெற, எக்ஸ்ட்ரூஷன் டையின் டை ஹோலில் இருந்து வெளியேறுதல்.
வெளியேற்ற செயல்முறையின் வகைகள்
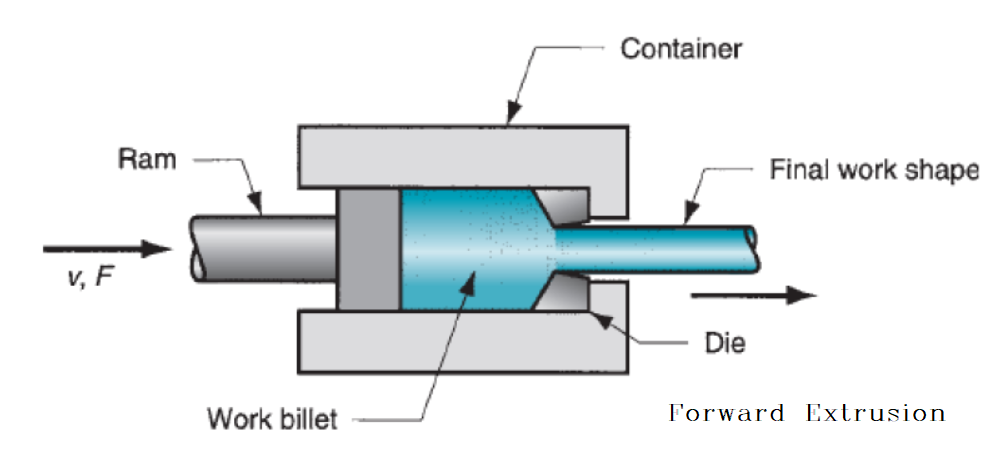
முன்னோக்கி வெளியேற்றம்
முன்னோக்கி வெளியேற்றம், நேரடி வெளியேற்றம் என்றும் அழைக்கப்படுகிறது, மிகவும் பொதுவான வெளியேற்ற செயல்முறை ஆகும். கனமான சுவர் கொண்ட கொள்கலனில் பில்லெட்டை வைப்பதன் மூலம் இது செயல்படுகிறது.
பில்லட் ஒரு ராம் அல்லது திருகு மூலம் டை மூலம் தள்ளப்படுகிறது.
ராம் மற்றும் உண்டியலுக்கு இடையில் அவற்றைப் பிரித்து வைக்க மீண்டும் பயன்படுத்தக்கூடிய டம்மி பிளாக் உள்ளது.
இந்த செயல்முறையின் முக்கிய தீமை என்னவென்றால், பில்லெட்டை வெளியேற்றுவதற்கு தேவையான விசை மறைமுக வெளியேற்ற செயல்பாட்டில் தேவையானதை விட அதிகமாக உள்ளது, ஏனெனில் உராய்வு விசைகளால் அறிமுகப்படுத்தப்பட்டது..
இதன் காரணமாக, செயல்பாட்டின் தொடக்கத்தில் தேவைப்படும் மிகப்பெரிய சக்தி மற்றும் பில்லெட் பயன்படுத்தப்படும்போது மெதுவாக குறைகிறது.
உண்டியலின் முடிவில் விசை பெரிதும் அதிகரிக்கிறது, ஏனெனில் பில்லெட் மெல்லியதாக உள்ளது மற்றும் டையிலிருந்து வெளியேற பொருள் கதிரியக்கமாக பாய வேண்டும்.. உண்டியலின் முடிவு (பட் எண்ட் என்று) இந்த காரணத்திற்காக பயன்படுத்தப்படவில்லை.[நான்]
[நான்] https://en.wikipedia.org/wiki/Extrusion
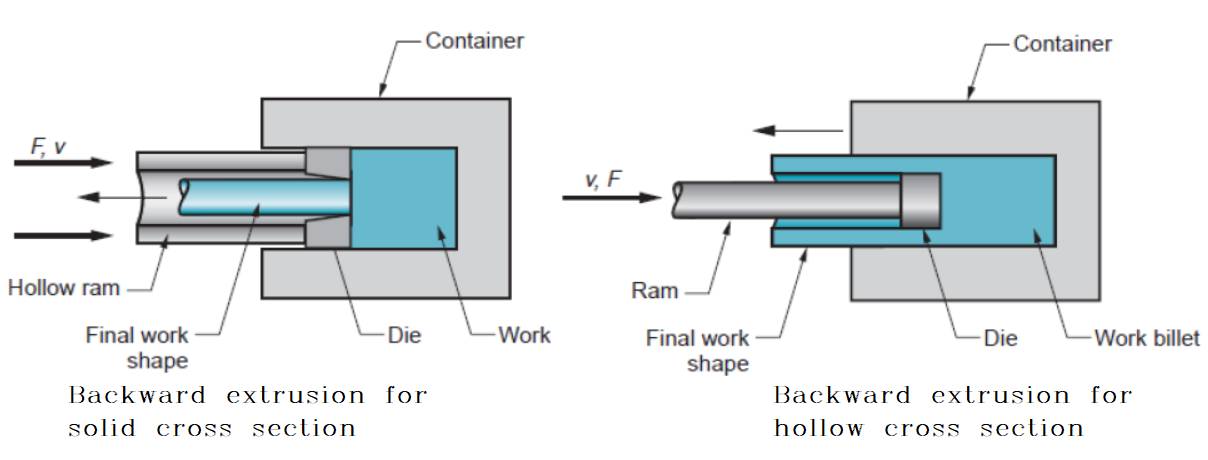
பின்னோக்கி வெளியேற்றம்
பின்னோக்கி வெளியேற்றம், மறைமுக வெளியேற்றம் என்றும் அழைக்கப்படுகிறது, பில்லெட்டும் கொள்கலனும் ஒன்றாக நகரும் போது, டை நிலையாக இருக்கும்.
இறக்கும் இடத்தில் ஒரு “தண்டு” கொள்கலன் நீளத்தை விட நீளமாக இருக்க வேண்டும்.
வெளியேற்றத்தின் அதிகபட்ச நீளம் இறுதியில் தண்டின் நெடுவரிசை வலிமையால் கட்டளையிடப்படுகிறது.
பில்லெட் கொள்கலனுடன் நகர்வதால் உராய்வு சக்திகள் அகற்றப்படுகின்றன.
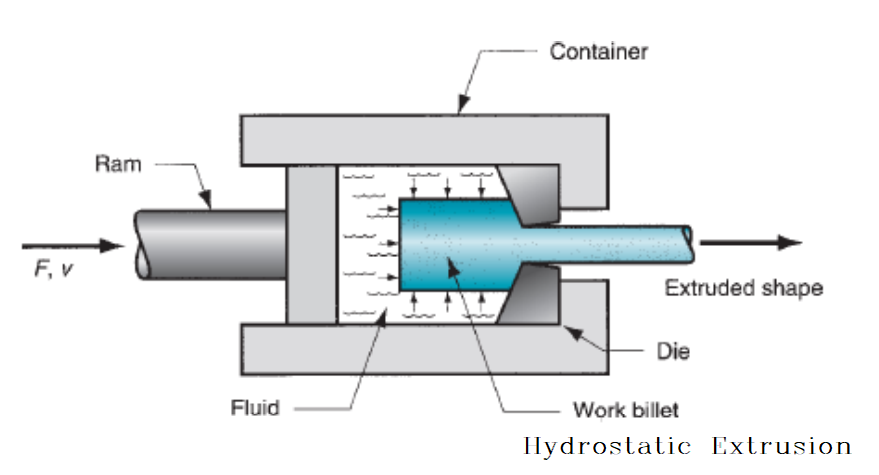
ஹைட்ரோஸ்டேடிக் வெளியேற்றம்
ஹைட்ரோஸ்டேடிக் வெளியேற்ற செயல்பாட்டில், பில்லட் முற்றிலும் அழுத்தப்பட்ட திரவத்தால் சூழப்பட்டுள்ளது, பில்லெட் டையை தொடர்பு கொள்ளும் இடங்களைத் தவிர.
இந்த செயல்முறை சூடாக செய்யப்படலாம், சூடான, அல்லது குளிர், எனினும், பயன்படுத்தப்படும் திரவத்தின் நிலைத்தன்மையால் வெப்பநிலை வரையறுக்கப்படுகிறது.
ஹைட்ரோஸ்டேடிக் நடுத்தரத்தைக் கொண்டிருக்கும் ஒரு சீல் செய்யப்பட்ட உருளையில் செயல்முறை மேற்கொள்ளப்பட வேண்டும்.
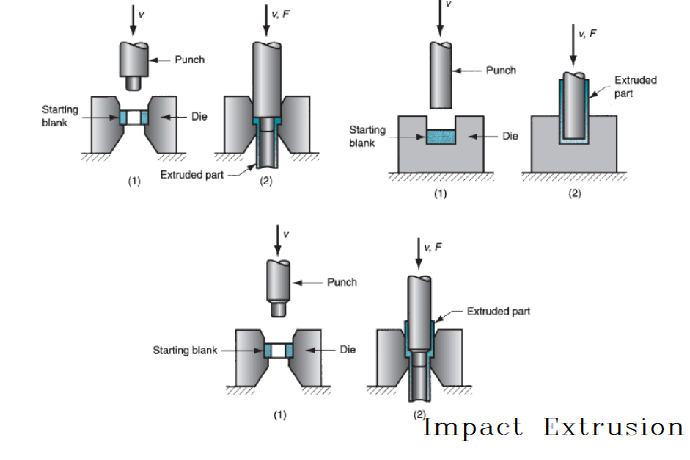
தாக்கம் வெளியேற்றம்
இம்பாக்ட் எக்ஸ்ட்ரஷன் என்பது உலோக ஸ்லக் மூலம் தயாரிப்புகள் தயாரிக்கப்படும் வெளியேற்றம் மற்றும் வரைதல் போன்ற ஒரு உற்பத்தி செயல்முறை ஆகும்.. ஸ்லக் அதிக வேகத்தில் அதீத சக்தியுடன் ஒரு பஞ்ச் மூலம் டை அல்லது அச்சுக்குள் அழுத்தப்படுகிறது.[நான்]
வழக்கமான வெளியேற்றத்தை விட அதிக வேகம் மற்றும் குறுகிய பக்கவாதம் ஆகியவற்றில் தாக்க வெளியேற்றம் செய்யப்படுகிறது..
இது தனிப்பட்ட கூறுகளை உருவாக்க பயன்படுகிறது. பெயர் குறிப்பிடுவது போல, பஞ்ச் வெறுமனே அழுத்தத்தைப் பயன்படுத்துவதை விட வேலைப் பகுதியை பாதிக்கிறது.
[நான்] https://en.wikipedia.org/wiki/Impact_extrusion
அலுமினிய வெளியேற்ற செயல்முறையின் நன்மைகள்
1. வெளியேற்றும் செயல்பாட்டின் போது, வெளியேற்றப்பட்ட உலோகமானது உருளும் மோசடியை விட உருமாற்ற மண்டலத்தில் மிகவும் தீவிரமான மற்றும் சீரான முப்பரிமாண சுருக்க அழுத்த நிலையைப் பெற முடியும்., பதப்படுத்தப்பட்ட உலோகத்தின் பிளாஸ்டிசிட்டிக்கு முழு நாடகம் கொடுக்கக்கூடியது;
2. வெளியேற்றும் செயல்முறை தண்டுகளை மட்டும் உருவாக்க முடியாது, குழாய்கள், வடிவங்கள், மற்றும் எளிய குறுக்கு வெட்டு வடிவங்களைக் கொண்ட கம்பி தயாரிப்புகள், ஆனால் சிக்கலான குறுக்கு வெட்டு வடிவங்கள் கொண்ட சுயவிவரங்கள் மற்றும் குழாய்கள்;
3. வெளியேற்ற செயல்முறை சிறந்த நெகிழ்வுத்தன்மையைக் கொண்டுள்ளது. வெவ்வேறு வடிவங்களைக் கொண்ட தயாரிப்புகளை உற்பத்தி செய்வதற்கு அச்சுகள் போன்ற வெளியேற்றக் கருவிகளை மட்டுமே மாற்ற வேண்டும், ஒரு கருவியில் விவரக்குறிப்புகள் மற்றும் வகைகள். வெளியேற்ற அச்சுகளை மாற்றுவதற்கான செயல்பாடு எளிதானது, வேகமாக, நேரம் சேமிப்பு மற்றும் திறமையான;
4. வெளியேற்றப்பட்ட பொருட்களின் துல்லியம் அதிகமாக உள்ளது, தயாரிப்புகளின் மேற்பரப்பு தரம் நன்றாக உள்ளது, மற்றும் உலோகப் பொருட்களின் பயன்பாட்டு விகிதம் மற்றும் மகசூல் மேம்படுத்தப்பட்டுள்ளது;
5. வெளியேற்றும் செயல்முறை உலோகத்தின் இயந்திர பண்புகளில் நல்ல விளைவைக் கொண்டுள்ளது;
6.செயல்முறை ஓட்டம் குறுகியது மற்றும் உற்பத்தி வசதியானது. ஹாட் டை ஃபோர்ஜிங் அல்லது உருட்டலை உருவாக்குவதை விட ஒரு முறை வெளியேற்றம் ஒரு பெரிய பரப்பளவைக் கொண்ட ஒட்டுமொத்த அமைப்பைப் பெறலாம்.. உபகரணங்கள் முதலீடு குறைவாக உள்ளது, அச்சு விலை குறைவாக உள்ளது, மற்றும் பொருளாதார பலன் அதிகம்;
7. அலுமினியம் அலாய் நல்ல வெளியேற்ற பண்புகளை கொண்டுள்ளது மற்றும் வெளியேற்ற செயலாக்கத்திற்கு குறிப்பாக ஏற்றது. இது பல்வேறு வெளியேற்ற செயல்முறைகள் மற்றும் பல்வேறு அச்சு கட்டமைப்புகள் மூலம் செயலாக்கப்படலாம்.
வெளியேற்ற செயல்முறையின் படி
அலுமினியம் பில்லெட்டுகள்→ மல்டி-பில்லெட்டுகள் வெப்பமூட்டும் உலையில் சூடான பதிவு கத்தரிக்கோல் → வெப்பநிலை 480 டிகிரி செல்சியஸ் அடையும் மற்றும் வெப்பநிலை 1 மணிநேரத்திற்கு வைக்கப்படுகிறது → அச்சு 480 ° C க்கு வெப்பப்படுத்தப்படுகிறது → அச்சு அடித்தளத்தில் வைக்கப்படுகிறது → உணவு → வெளியேற்றம் → இழுத்தல் → நேராக்குதல் → முதுமை → முதுமை முடிந்தது → குளிர்வித்தல் → முடிந்தது
1. ரேக்கில் அலுமினிய பில்லட்டுகளை வைக்கவும். அலுமினிய பில்லட்டுகளுக்கு இடையில் ஒரு குறிப்பிட்ட இடைவெளியை விடுங்கள். அலுமினிய பில்லெட்டுகளை அடுக்கி வைக்காமல் கவனமாக இருங்கள், இல்லையெனில், இது ஆபரேட்டரின் சிரமத்தை அதிகரிக்கும் மற்றும் அறுவை சிகிச்சையின் போது அலுமினிய பில்லட்டுகள் விழுந்து ஊழியர்களை காயப்படுத்தும்;
2. செயல்முறை ஓட்டத்திற்கு ஏற்ப கண்டிப்பாக செயல்படவும். இடம் 12 உலையில் அலுமினிய பில்லட்டுகள் மற்றும் அவற்றை சூடாக்கவும். வெப்ப நேரம் 3.5h அடையும் போது, வெப்பநிலை 480 டிகிரி செல்சியஸ் அடையும், பின்னர் சாதாரண உற்பத்தியை 1 மணிநேரத்திற்கு வெப்பத்தை பாதுகாத்த பிறகு மேற்கொள்ளலாம்;
3. அதே நேரத்தில், எக்ஸ்ட்ரூஷன் டையை மோல்ட் ஹீட்டிங் அடுப்பில் வைத்து, டை வெப்பநிலை 480℃ ஐ அடைய அதை சூடாக்கவும்;
4. அலுமினிய பில்லட்டுகள் மற்றும் அச்சுகளின் வெப்பம் மற்றும் வெப்ப பாதுகாப்பு முடிந்ததும், அச்சுகளை வெளியேற்றும் இயந்திரத்தின் அச்சு அடித்தளத்தில் வைத்து தயார் செய்யவும்;
5. எக்ஸ்ட்ரூடரின் மூலப்பொருள் நுழைவாயிலில் குட்டையான அலுமினிய பில்லெட்டுகளை வைத்து வெளியேற்றுவதற்கு தயார் செய்யவும்;
6. வெளியேற்ற நிலைக்கு நுழைகிறது. வெளியேற்றப்பட்ட சுயவிவரம் வெளியேற்ற துளைக்கு வெளியே வந்த பிறகு, அது இழுப்பவரால் இழுக்கப்படுகிறது, பின்னர் நீளம் வெட்டுவதற்கு தீர்மானிக்கப்படுகிறது, பின்னர் அலுமினிய சுயவிவரம் நேராக்குவதற்கு சமன்படுத்தும் அட்டவணைக்கு அனுப்பப்படும். அலுமினிய சுயவிவரத்தை நீளத்திற்கு வெட்டுவதற்கு முடிக்கப்பட்ட தயாரிப்பு பகுதிக்கு கொண்டு செல்ல முடியும்.
7. தேவைகளுக்கு ஏற்ப வெட்டப்பட்ட அலுமினிய சுயவிவரத்தை பொருள் சட்டத்தில் ஏற்றவும், வயதான பகுதிக்கு கொண்டு செல்லுங்கள், வயதான உலைக்குள் நுழையுங்கள், மற்றும் வயதான சிகிச்சையை மேற்கொள்ளுங்கள்.
8. வயதான வெப்பநிலை 200 டிகிரியை அடைந்த பிறகு, 2 மணிநேரம் வைக்கவும், பின்னர் அது உலையில் இருந்து வெளியேற்றப்படும் வரை காத்திருக்கவும்;
அது வெளியேற்றப்படும் போது, அது குளிரூட்டும் கட்டத்தில் நுழைகிறது, இயற்கை குளிர்ச்சி அல்லது குளிர்விப்பான் மூலம் குளிர்விக்கக்கூடியது. இந்த நேரத்தில், வெளியேற்றும் பணி முடிந்தது, மற்றும் தகுதிவாய்ந்த தோற்றத்தின் தரம் மற்றும் வடிவம் மற்றும் அளவு கொண்ட அலுமினிய சுயவிவரங்களின் வெளியேற்றம் முடிந்தது.
அலுமினிய வெளியேற்றம் பில்லெட் வெப்பமாக்கல் கொண்ட ஒரு தானியங்கி உற்பத்தி வரிசையில் மேற்கொள்ளப்படும், வெளியேற்றம், குளிர்ச்சி, பதற்றம் நேராக்குதல், அறுக்கும் மற்றும் பிற செயல்முறைகள்.
உற்பத்தி வரிசையில் உபகரணங்கள், சூடான பதிவு கத்தரிக்கோல் கொண்ட பல பில்லட்டுகள் வெப்பமூட்டும் உலை உட்பட, வெளியேற்ற அழுத்தம், ரன்-அவுட் அட்டவணை, ஸ்டேக்கர், சுயவிவர கன்வேயர், குளிரூட்டும் படுக்கை, நேராக்க இயந்திரம், சேமிப்பு தளம், இழுப்பவர், சுயவிவர அறுக்கும் இயந்திரம், வயதான உலை, முதலியன.
அலுமினியத்தை வெளியேற்றும் செயல்முறை பற்றிய ஆழமான தகவல்
அலுமினியம் வெளியேற்ற செயல்முறை தகவல்
வெளியேற்றம் பொருள் வடிவமைக்கும் செயல்முறை என வரையறுக்கப்படுகிறது, அலுமினியம் போன்றவை, ஒரு டைவில் ஒரு வடிவ திறப்பு வழியாக அதை ஓட்ட கட்டாயப்படுத்துவதன் மூலம்.
வெளியேற்றப்பட்ட பொருள் டை திறப்பின் அதே சுயவிவரத்துடன் ஒரு நீளமான துண்டாக வெளிப்படுகிறது.
பிரஸ் அளவு எவ்வளவு பெரிய வெளியேற்றத்தை உருவாக்க முடியும் என்பதை தீர்மானிக்கிறது.
வெளியேற்ற அளவு அதன் நீளமான குறுக்கு வெட்டு பரிமாணத்தால் அளவிடப்படுகிறது, அதாவது. இது ஒரு சுற்று வட்டத்திற்குள் பொருந்தும்.
ஒரு சுற்றறிக்கை வட்டம் என்பது வெளியேற்றப்பட்ட வடிவத்தின் குறுக்குவெட்டை முழுமையாக இணைக்கும் மிகச்சிறிய வட்டமாகும்..
வெளியேற்றும் செயல்பாட்டில் நினைவில் கொள்ள வேண்டிய மிக முக்கியமான காரணி வெப்பநிலை.
வெப்பநிலை மிகவும் முக்கியமானது, ஏனெனில் இது அலுமினியம் தேவையான பண்புகளான கடினத்தன்மை மற்றும் பூச்சுகளை அளிக்கிறது.
வெளியேற்ற செயல்முறையின் படிகள் பின்வருமாறு:
1. பில்லட்டுகள் தோராயமாக சூடாக்கப்பட வேண்டும் 800-925 ° F.
2. ஒரு பில்லெட் விரும்பிய வெப்பநிலையை அடைந்த பிறகு, இது ஏற்றிக்கு மாற்றப்படுகிறது, அங்கு மெல்லிய படலம் அல்லது மசகு எண்ணெய் பில்லட் மற்றும் ரேமில் சேர்க்கப்படுகிறது.. ஸ்மட் ஒரு பிரிக்கும் முகவராக செயல்படுகிறது (மசகு எண்ணெய்) இது இரண்டு பகுதிகளையும் ஒன்றாக ஒட்டாமல் தடுக்கிறது.
3. உண்டியல் தொட்டிலுக்கு மாற்றப்படுகிறது.
4. ராம் டம்மி பிளாக்கிற்கு அழுத்தம் கொடுக்கிறது, இதையொட்டி, பில்லெட்டை கொள்கலனுக்குள் இருக்கும் வரை தள்ளுகிறது.
5. அழுத்தத்தின் கீழ் பில்லெட் டைக்கு எதிராக நசுக்கப்படுகிறது, கொள்கலன் சுவர்களுடன் முழு தொடர்பைக் கொண்டிருக்கும் வரை குறுகியதாகவும் அகலமாகவும் மாறும். அலுமினியம் இறக்கும் போது தள்ளப்படுகிறது, திரவ நைட்ரஜன் அதை குளிர்விக்க சில பகுதிகளை சுற்றி பாய்கிறது. இது டையின் ஆயுளை அதிகரிக்கிறது மற்றும் ஒரு செயலற்ற வளிமண்டலத்தை உருவாக்குகிறது, இது வெளியேற்றப்படும் வடிவத்தில் ஆக்சைடுகளை உருவாக்குவதைத் தடுக்கிறது.. சில சந்தர்ப்பங்களில் நைட்ரஜன் வாயு திரவ நைட்ரஜனுக்கு பதிலாக பயன்படுத்தப்படுகிறது. நைட்ரஜன் வாயு இறப்பை குளிர்விக்காது, ஆனால் ஒரு மந்தமான சூழ்நிலையை உருவாக்குகிறது.
6. பில்லட்டில் சேர்க்கப்பட்ட அழுத்தத்தின் விளைவாக, மென்மையான ஆனால் திடமான உலோகம் டை திறப்பு வழியாக அழுத்தத் தொடங்குகிறது.
7. ஒரு வெளியேற்றம் அச்சகத்திலிருந்து வெளியேறும்போது, வெப்பநிலை உண்மையான வெப்பநிலை தொழில்நுட்பத்துடன் எடுக்கப்படுகிறது (3அலுமினிய ஸ்கிராப் ப்ரொப்பல்லர் பிரஸ்) பிரஸ் பிளேட்டில் பொருத்தப்பட்ட கருவி. 3T அலுமினிய வெளியேற்றத்தின் வெளியேறும் வெப்பநிலையை பதிவு செய்கிறது. வெப்பநிலையை அறிந்து கொள்வதன் முக்கிய நோக்கம் அதிகபட்ச அழுத்த வேகத்தை பராமரிப்பதாகும். வெளியேற்றத்திற்கான இலக்கு வெளியேறும் வெப்பநிலை அலாய் சார்ந்தது. உதாரணத்திற்கு, உலோகக்கலவைகளுக்கான இலக்கு வெளியேறும் வெப்பநிலை 6063, 6463, 6063ஏ, மற்றும் 6101 930° F ஆகும் (குறைந்தபட்சம்). உலோகக்கலவைகளுக்கான இலக்கு வெளியேறும் வெப்பநிலை 6005A,மற்றும் 6061 950° F ஆகும் (குறைந்தபட்சம்).
8. எக்ஸ்ட்ரஷன்கள் டையிலிருந்து ரன்அவுட் டேபிள் மற்றும் புல்லருக்குத் தள்ளப்படுகின்றன, இது உலோகத்தை வெளியேற்றும் போது ரன்-அவுட் டேபிளுக்கு கீழே வழிகாட்டுகிறது. இழுக்கப்படும் போது, ரன்-அவுட் மற்றும் கூலிங் டேபிளின் முழு நீளத்திலும் தொடர்ச்சியான ரசிகர்களால் வெளியேற்றம் குளிர்விக்கப்படுகிறது. (குறிப்பு: அலாய் 6061 காற்று தணிப்பது போல் தண்ணீர் தணிக்கப்படுகிறது
9. அனைத்து உண்டியலையும் பயன்படுத்த முடியாது. நினைவூட்டல் (பிட்டம்) பில்லெட் தோலில் இருந்து ஆக்சைடுகளைக் கொண்டுள்ளது. பட் வெட்டப்பட்டு நிராகரிக்கப்படுகிறது, அதே சமயம் மற்றொரு பில்லெட் ஏற்றப்பட்டு, முன்பு ஏற்றப்பட்ட பில்லட்டில் பற்றவைக்கப்பட்டு, வெளியேற்றும் செயல்முறை தொடர்கிறது..
10. வெளியேற்றம் விரும்பிய நீளத்தை அடையும் போது, வெளியேற்றம் ஒரு சுயவிவரத்தை அல்லது ஒரு கத்தரிக்கோலால் வெட்டப்படுகிறது.
11. உலோகம் மாற்றப்படுகிறது (பெல்டர் வாக்கிங் பீம்ஸ் அமைப்புகள் வழியாக) ரன்-அவுட் டேபிளில் இருந்து கூலிங் டேபிளுக்கு.
12. அலுமினியம் குளிர்ந்து குளிர்ச்சியான மேசையுடன் நகர்ந்த பிறகு, பின்னர் அது ஸ்ட்ரெச்சருக்கு மாற்றப்படுகிறது. நீட்டுதல் உமிழ்வுகளை நேராக்குகிறது மற்றும் 'வேலை கடினப்படுத்துதல்' செய்கிறது (மூலக்கூறு மறு சீரமைப்பு இது அலுமினியம் அதிகரித்த கடினத்தன்மை மற்றும் மேம்பட்ட வலிமையை அளிக்கிறது).
13. அடுத்த கட்டம் அறுக்கும். எக்ஸ்ட்ரஷன்கள் நீட்டிக்கப்பட்ட பிறகு, அவை ஒரு மரக்கட்டை அட்டவணைக்கு மாற்றப்பட்டு குறிப்பிட்ட நீளத்திற்கு வெட்டப்படுகின்றன. மரக்கட்டைகளில் வெட்டு சகிப்புத்தன்மை உள்ளது 1/8 அங்குலம் அல்லது அதற்கு மேல், பார்த்த நீளத்தைப் பொறுத்து.
14. பாகங்கள் வெட்டப்பட்ட பிறகு, அவை போக்குவரத்து சாதனத்தில் ஏற்றப்பட்டு வயது அடுப்புகளுக்கு மாற்றப்படுகின்றன. வெப்ப-சிகிச்சை அல்லது செயற்கை முதுமை என்பது ஒரு குறிப்பிட்ட நேரத்திற்கு கட்டுப்படுத்தப்பட்ட வெப்பநிலை சூழலில் வயதான செயல்முறையை விரைவுபடுத்துவதன் மூலம் உலோகத்தை கடினப்படுத்துகிறது..
நேரடி மற்றும் மறைமுக வெளியேற்றம்
இரண்டு வகையான வெளியேற்ற செயல்முறைகள் உள்ளன, நேரடி மற்றும் மறைமுக.
நேரடி வெளியேற்றம் டை ஹெட் நிலையாக இருக்கும் மற்றும் நகரும் ராம் அதன் வழியாக உலோகத்தை செலுத்தும் ஒரு செயல்முறை ஆகும்.
மறைமுக வெளியேற்றம் ரேமின் முனையில் டை அசெம்பிளி இருக்கும் போது பில்லெட் நிலையாக இருக்கும் ஒரு செயல்முறை ஆகும், பில்லெட்டுக்கு எதிராக நகர்கிறது, டையின் வழியாக உலோகம் பாய தேவையான அழுத்தத்தை உருவாக்குகிறது.
நிதானம்
டெம்பர் என்பது இயந்திர மற்றும்/அல்லது வெப்ப சிகிச்சையால் உற்பத்தி செய்யப்படும் அலுமினிய கடினத்தன்மை மற்றும் வலிமை ஆகியவற்றின் கலவையாகும்..
அலுமினியத்தின் இயந்திர பண்புகளை சோதிக்க பயன்படுத்தப்படும் நடவடிக்கைகள் இழுவிசை ஆகும், விளைச்சல், மற்றும் நீட்சி.
இழுவிசை என்பது ஒரு பொருள் தோல்வியின்றி நிற்கக்கூடிய அதிகபட்ச இழுக்கும் சுமையின் அறிகுறியாகும், பொதுவாக குறுக்குவெட்டு பகுதியின் சதுர அங்குலத்திற்கு பவுண்டுகளில் அளவிடப்படுகிறது.
மகசூல் என்பது ஒரு பொருள் முதலில் ஒரு குறிப்பிட்ட நிரந்தர தொகுப்பை வெளிப்படுத்தும் அழுத்தமாகும்.
நீளம் என்பது ஒரு பொருள் உடையும் முன் நிற்கும் நீட்டிப்பின் அதிகபட்ச சதவீதமாகும்.
இணக்கத் தேவைகளின் சான்றிதழைப் பூர்த்தி செய்ய, வரையறுக்கப்பட்ட அளவிலான அலாய் மற்றும் டெம்பர் பண்புகள் பூர்த்தி செய்யப்பட வேண்டும்.
ராக்வெல் கடினத்தன்மை என்பது ஒரு உள்தள்ளல் கடினத்தன்மை சோதனை ஆகும்.
வெப்ஸ்டர் என்பது கடினத்தன்மையின் ஒப்பீட்டு குறிகாட்டியாகும், ஆனால் இணக்கத் தேவைகளின் சான்றிதழை உத்தரவாதம் செய்யாது.
வெளியேற்றத்தை பாதிக்கும் காரணிகள்
வடிவம் என்பது ஒரு பகுதியின் விலை மற்றும் அதை வெளியேற்றும் வசதியை தீர்மானிக்கும் காரணியாகும்.. வெளியேற்றத்தில் பலவிதமான வடிவங்களை வெளியேற்றலாம், ஆனால் கருத்தில் கொள்ள வேண்டிய வரம்புக்குட்பட்ட காரணிகள் உள்ளன.
அளவு அடங்கும், வடிவம், கலவை, வெளியேற்ற விகிதம், நாக்கு விகிதம், சகிப்புத்தன்மை, முடிக்க, காரணி, மற்றும் ஸ்கிராப் விகிதம்.
ஒரு பகுதி இந்த காரணிகளின் வரம்புகளுக்கு அப்பாற்பட்டதாக இருந்தால், அதை வெற்றிகரமாக வெளியேற்ற முடியாது.
அளவு, வடிவம், கலவை, வெளியேற்ற விகிதம், நாக்கு விகிதம், சகிப்புத்தன்மை, முடிக்க, மற்றும் ஸ்க்ராப் விகிதமானது, வெளியேற்றும் வேகத்தைப் போலவே, வெளியேற்றும் செயல்பாட்டில் ஒன்றோடொன்று தொடர்புடையது, உண்டியலின் வெப்பநிலை, வெளியேற்ற அழுத்தம் மற்றும் அலாய் வெளியேற்றப்படுகிறது.
பொதுவாக, வெளியேற்றும் வேகம் நேரடியாக உலோக வெப்பநிலை மற்றும் கொள்கலனுக்குள் உருவாக்கப்பட்ட அழுத்தத்துடன் மாறுபடும்.
பயன்படுத்தப்படும் அலாய் மற்றும் வெளியேற்றப்படும் வடிவத்தால் வெப்பநிலை மற்றும் அழுத்தம் வரையறுக்கப்படுகிறது.
உதாரணத்திற்கு, குறைந்த வெளியேற்ற வெப்பநிலை பொதுவாக சிறந்த தரமான மேற்பரப்புகள் மற்றும் மிகவும் துல்லியமான பரிமாணங்களுடன் வடிவங்களை உருவாக்கும்.
குறைந்த வெப்பநிலைக்கு அதிக அழுத்தம் தேவைப்படுகிறது. சில சமயம், அழுத்தம் வரம்புகள் காரணமாக, கொடுக்கப்பட்ட அழுத்தத்தின் மூலம் ஒரு வடிவத்தை வெளியேற்றுவது சாத்தியமில்லாத ஒரு புள்ளியை அடைகிறது.
விருப்பமான பில்லெட் வெப்பநிலையானது ஏற்றுக்கொள்ளக்கூடிய மேற்பரப்பு மற்றும் சகிப்புத்தன்மை நிலைமைகளை வழங்குகிறது, அதே நேரத்தில், சாத்தியமான குறுகிய சுழற்சி நேரத்தை அனுமதிக்கிறது.
செயல்முறை அனுமதிக்கும் குறைந்த வெப்பநிலையில் பில்லெட் வெளியேற்றம் சிறந்தது.
இதற்கு விதிவிலக்கு என்று அழைக்கப்படும் பிரஸ்-குவென்ச் அலாய்ஸ் ஆகும், இதில் பெரும்பாலானவை உள்ளன 6000 தொடர்.
இந்த உலோகக்கலவைகளுடன், உகந்த இயந்திர பண்புகளை உருவாக்க, 930°-980° F வரம்பிற்குள் தீர்வு வெப்ப-சிகிச்சை வெப்பநிலையை இறக்க வெளியேறும் போது அடைய வேண்டும்..
அதிகப்படியான உயர் பில்லெட் வெப்பநிலை மற்றும் வெளியேற்ற வேகத்தில், உலோக ஓட்டம் அதிக திரவமாகிறது.
உலோகம், குறைந்தபட்ச எதிர்ப்பின் பாதையைத் தேடுகிறது, முகத்தில் உள்ள பெரிய வெற்றிடங்களை நிரப்ப முனைகிறது, மற்றும் இறுக்கமான பகுதிகளுக்குள் நுழைவதை எதிர்க்கிறது.
அந்த நிபந்தனைகளின் கீழ், வடிவ பரிமாணங்கள் அனுமதிக்கக்கூடிய சகிப்புத்தன்மைக்கு கீழே விழுகின்றன, குறிப்பாக மெல்லிய கணிப்புகள் அல்லது விலா எலும்புகள்.
அதிகப்படியான வெளியேற்ற வெப்பநிலை மற்றும் வேகத்தின் மற்றொரு விளைவாக மெல்லிய விளிம்புகள் அல்லது கூர்மையான மூலைகளில் உலோகத்தை கிழிக்கிறது.
அதிகப்படியான உயர்-உருவாக்கப்பட்ட வெப்பநிலையில் உலோகத்தின் இழுவிசை வலிமை குறைவதால் இது விளைகிறது.
அத்தகைய வேகம் மற்றும் வெப்பநிலையில், உலோகம் மற்றும் இறக்கும் மேற்பரப்புகளுக்கு இடையேயான தொடர்பு முழுமையடையாமல் மற்றும் சீரற்றதாக இருக்கும், மற்றும் வடிவத்தில் அலைகள் மற்றும் திருப்பங்களை நோக்கிய எந்தப் போக்கும் தீவிரமடைகிறது.
விதிப்படி, ஒரு கலவையின் அதிக இயந்திர பண்புகள் குறைந்த வெளியேற்ற விகிதத்தைக் குறிக்கிறது.
பில்லெட்டிற்கும் லைனர் சுவருக்கும் இடையே அதிக உராய்வு ஏற்படுவதால், பில்லட்டை வெளியேற்றுவதற்கு நீண்ட நேரம் தேவைப்படுகிறது..
ஒரு வடிவத்தின் வெளியேற்ற விகிதம் என்பது வடிவம் வெளியேற்றப்படும் போது ஏற்படும் இயந்திர வேலையின் அளவைக் குறிக்கிறது..
வெளியேற்ற விகிதம் = பில்லெட்டின் பகுதி/வடிவத்தின் பகுதி
ஒரு பிரிவின் வெளியேற்ற விகிதம் குறைவாக இருக்கும்போது, மிகப்பெரிய அளவிலான உலோகத்தை உள்ளடக்கிய வடிவத்தின் பகுதிகள் சிறிய இயந்திர வேலைகளைச் செய்யும்.
வெளியேற்றப்பட்ட உலோகத்தின் தோராயமாக முதல் பத்து அடிகளில் இது குறிப்பாக உண்மை.
அதன் உலோகவியல் அமைப்பு as-cast ஐ அணுகும் (கரடுமுரடான தானியங்கள்) நிலை.
இந்த அமைப்பு இயந்திர ரீதியாக பலவீனமானது மற்றும் குறைவான வெளியேற்ற விகிதத்துடன் வடிவமைக்கப்பட்டுள்ளது 10:1 இயந்திர பண்புகள் என உத்தரவாதம் அளிக்கப்படாமல் இருக்கலாம்.
எதிர்பார்க்கலாம், வெளியேற்ற விகிதம் அதிகமாக இருக்கும்போது நிலைமை எதிர்மாறாக இருக்கும்.
டையில் உள்ள சிறிய திறப்புகள் வழியாக உலோகத்தை கட்டாயப்படுத்த அதிக அழுத்தம் தேவைப்படுகிறது மற்றும் தீவிர இயந்திர வேலை ஏற்படும்.
கடின உலோகக்கலவைகளுக்கு பொதுவாக ஏற்றுக்கொள்ளக்கூடிய வெளியேற்ற விகிதங்கள் வரையறுக்கப்பட்டுள்ளன 35:1 மற்றும் மென்மையான உலோகக்கலவைகளுக்கு, இது 100:1.
கடின உலோகக்கலவைகளுக்கான சாதாரண வெளியேற்ற விகித வரம்பு 10:1 செய்ய 35:1, மற்றும் மென்மையான உலோகக்கலவைகள் ஆகும் 10:1 செய்ய 100:1.
வெளியேற்றத்தின் உண்மையான வடிவம் முடிவுகளை பாதிக்கும் என்பதால் இந்த வரம்புகள் முழுமையானதாக கருதப்படக்கூடாது.
அதிக வெளியேற்ற விகிதம், உலோக ஓட்டத்திற்கு அதிகரித்த எதிர்ப்பின் விளைவாக வெளியேறும் பகுதி கடினமானது.
கடினமான உலோகக்கலவைகளுக்கு வெளியேற்றத்திற்கு அதிகபட்ச அழுத்தம் தேவைப்படுகிறது மற்றும் அவற்றின் மோசமான மேற்பரப்பு பண்புகள் காரணமாக மிகவும் கடினமாக உள்ளது.
ஒரு பகுதியின் வெளியேற்ற செயல்திறனை தீர்மானிக்க சிரம காரணி பயன்படுத்தப்படுகிறது.
காரணி என்பது வடிவத்தின் சுற்றளவு ஒரு அடிக்கு எடையால் வகுக்கப்படுகிறது. காரணி = வடிவத்தின் சுற்றளவு/ அடிக்கு எடை.
ஒரு அடிக்கு எடை என்பது முதன்மை முக்கியத்துவம் வாய்ந்தது, ஏனெனில் லாபகரமான செய்தியாளர் செயல்பாடு கருதுகிறது.
வெளிப்படையாகத் தோன்றலாம், ஒரு இலகுவான பகுதியை வெளியேற்றுவதற்கு பொதுவாக ஒரு சிறிய அழுத்தி தேவைப்படுகிறது.
எனினும், மற்ற காரணிகள் பெரியது போன்ற அதிக திறன் கொண்ட ஒரு அழுத்தத்தை கோரலாம், மெல்லிய சுவர் வெற்று வடிவம்.
இது ஒரு அடிக்கு குறைந்த எடையைக் கொண்டிருந்தாலும், அதை வெளியேற்றுவதற்கு அதிக அழுத்தத்தை எடுக்கலாம்.
வெளியேற்ற விகிதத்தைப் போலவே காரணிக்கும் அதே காரணம் பொருந்தும்.
ஒரு உயர் காரணி, பகுதியை வெளியேற்றுவதை மிகவும் கடினமாக்குகிறது, இதன் விளைவாக பத்திரிகை உற்பத்தி பாதிக்கப்படுகிறது.
ஒரு பகுதியின் வெளியேற்ற செயல்திறனை தீர்மானிப்பதில் நாக்கு விகிதம் முக்கிய பங்கு வகிக்கிறது.
ஒரு வெளியேற்றத்தின் நாக்கு விகிதம் பின்வருமாறு தீர்மானிக்கப்படுகிறது: வெற்றிடத்திற்கான சிறிய திறப்பு சதுரம், வடிவத்தின் மொத்த பகுதியைக் கணக்கிடுங்கள், பின்னர் பகுதியை சதுரமாக பிரிக்கவும்.
அதிக விகிதம், பகுதியை வெளியேற்றுவது மிகவும் கடினமாக இருக்கும்.
பிரைட்ஸ்டார் அலுமினியம் இயந்திரம் வழங்குகிறது அலுமினிய சுயவிவர வடிவ திருத்தி, அலுமினிய சுயவிவர மெருகூட்டல் இயந்திரம், அலுமினிய சுயவிவர மடக்கு இயந்திரம், அலுமினிய சுயவிவர மேற்பரப்பு குறைபாடுகள் துலக்குதல் மற்றும் சுத்தம் செய்யும் இயந்திரம், எங்கள் வாடிக்கையாளர்களுக்கான அலுமினிய சுயவிவரத் திரைப்பட விண்ணப்பதாரர் மற்றும் துணை உபகரணங்கள், சப்ளையர் மட்டுமல்ல, தீர்வு வழங்குபவர் மற்றும் உயர் மதிப்பு கூட்டப்பட்ட சேவை வழங்குநரும் கூட!
அலுமினிய வெளியேற்றம் மற்றும் வெப்ப சிகிச்சை செயல்முறைகளை எவ்வாறு மேம்படுத்துவது
அலுமினிய வெளியேற்றம் மற்றும் வெப்ப சிகிச்சை செயல்முறைகளை மேம்படுத்துதல்
1. பில்லட் வெப்பம் மற்றும் வெளியேற்ற வெப்பநிலை
வெளியேற்ற வெப்பநிலை என்பது வெளியேற்ற உற்பத்திக்கான மிக அடிப்படையான மற்றும் முக்கியமான செயல்முறை காரணியாகும்.
வெளியேற்ற வெப்பநிலை தயாரிப்பு தரத்தில் பெரும் தாக்கத்தை ஏற்படுத்துகிறது, உற்பத்தி திறன், அச்சு வாழ்க்கை, ஆற்றல் நுகர்வு மற்றும் பல.
வெளியேற்றத்தின் மிக முக்கியமான சிக்கல் உலோகத்தின் வெப்பநிலையைக் கட்டுப்படுத்துவதாகும்.
பில்லட் வெப்பத்தின் தொடக்கத்திலிருந்து வெளியேற்றப்பட்ட சுயவிவரத்தின் தணிப்பு வரை, கரைக்கக்கூடிய கட்ட அமைப்பு திடமான கரைசலில் இருந்து வெளியேறாது அல்லது சிறிய துகள்களின் சிதறலை வெளிப்படுத்தாது என்பது உறுதி செய்யப்படுகிறது..
வெப்ப வெப்பநிலை 6063 அலாய் பில்லெட் பொதுவாக Mg2Si மழைப்பொழிவின் வெப்பநிலை வரம்பில் அமைக்கப்படுகிறது.
Mg2Si மழைப்பொழிவில் வெப்ப நேரம் ஒரு முக்கிய தாக்கத்தை ஏற்படுத்துகிறது. விரைவான வெப்பம் மழைப்பொழிவு நேரத்தை வெகுவாகக் குறைக்கும்.
பொதுவாக, வெப்ப வெப்பநிலை 6063 அலாய் பில்லெட்டுகளை இவ்வாறு அமைக்கலாம்: ஒத்திசைவற்ற உண்டியல்: 460-520 ° சி; ஒரே மாதிரியான பில்லட்டுகள்: 430-480 ° சி.
உற்பத்தி மற்றும் அலகு அழுத்தத்தைப் பொறுத்து செயல்பாட்டின் போது வெளியேற்ற வெப்பநிலை சரிசெய்யப்படுகிறது.
வெளியேற்றும் செயல்பாட்டின் போது சிதைவு மண்டலத்தில் உள்ள பில்லட்டுகளின் வெப்பநிலை மாறுகிறது.
வெளியேற்ற செயல்முறை முடிந்ததும், வெளியேற்றும் வேகம் அதிகரிப்பதன் மூலம் சிதைவு மண்டலத்தின் வெப்பநிலை படிப்படியாக அதிகரிக்கிறது.
எனவே, விரிசல் ஏற்படுவதைத் தடுக்கும் பொருட்டு, வெளியேற்றும் செயல்முறை முன்னேற்றம் மற்றும் சிதைவு மண்டலத்தின் வெப்பநிலை அதிகரிக்கும் போது வெளியேற்ற வேகம் படிப்படியாக குறைக்கப்பட வேண்டும்.
2. அலுமினிய வெளியேற்ற வேகத்தை கட்டுப்படுத்தவும்
வெளியேற்றும் செயல்பாட்டின் போது வெளியேற்றும் வேகம் கவனமாகக் கட்டுப்படுத்தப்பட வேண்டும்.
வெளியேற்ற வேகம் சிதைவு வெப்ப விளைவில் ஒரு முக்கிய செல்வாக்கு உள்ளது, சிதைவு சீரான தன்மை, மறுபடிகமயமாக்கல் மற்றும் திடமான தீர்வு செயல்முறை, உற்பத்தியின் இயந்திர பண்புகள் மற்றும் உற்பத்தியின் மேற்பரப்பு தரம்.
வெளியேற்ற வேகம் மிக வேகமாக இருந்தால், குழி தோண்டும் போக்கு இருக்கும், விரிசல், முதலியன. தயாரிப்பு மேற்பரப்பில்.
அதே நேரத்தில், வெளியேற்ற வேகம் மிக வேகமாக உள்ளது, இது உலோக சிதைவின் சீரற்ற தன்மையை அதிகரிக்கிறது.
வெளியேற்றத்தின் போது வெளியேறும் வீதம் அலாய் வகை மற்றும் வடிவத்தைப் பொறுத்தது, சுயவிவரங்களின் அளவு மற்றும் மேற்பரப்பு நிலை.
வெளியேற்றும் வேகம் 6063 அலாய் சுயவிவரம் (உலோக வெளியேற்ற வேகம்) இருந்து தேர்ந்தெடுக்க முடியும் 20 செய்ய 100 மீ/நிமிடம்.
நவீன தொழில்நுட்ப வளர்ச்சியுடன், வெளியேற்ற வேகத்தை நிரல் கட்டுப்பாடு அல்லது உருவகப்படுத்துதல் நிரல் மூலம் கட்டுப்படுத்தலாம், மேலும் சமவெப்ப வெளியேற்ற செயல்முறை மற்றும் CADEX போன்ற புதிய தொழில்நுட்பங்களும் உருவாக்கப்பட்டுள்ளன.
ஒரு குறிப்பிட்ட நிலையான வரம்பிற்குள் சிதைவு மண்டலத்தின் வெப்பநிலையை பராமரிக்க வெளியேற்ற வேகத்தை தானாக சரிசெய்வதன் மூலம், விரிசல் இல்லாமல் விரைவான வெளியேற்றத்தை அடைய முடியும்.
உற்பத்தி திறனை மேம்படுத்தும் வகையில், செயல்பாட்டில் பல நடவடிக்கைகள் எடுக்கப்படலாம்.
தூண்டல் வெப்பம் பயன்படுத்தப்படும் போது, வெப்பநிலை சாய்வு உள்ளது 40-60 ° சி (சாய்வு வெப்பமாக்கல்) உண்டியல்களின் நீளத்துடன். வெளியேற்றம் செய்யப்படும் போது, உயர்-வெப்பநிலை முனை வெளியேற்றத்தை எதிர்கொள்கிறது, மற்றும் குறைந்த-வெப்பநிலை முடிவு சிதைவு வெப்பத்தின் ஒரு பகுதியை சமப்படுத்த அழுத்தும் திண்டு எதிர்கொள்ளும்.
நீர் குளிரூட்டப்பட்ட இறக்கை வெளியேற்றப்படுகிறது, அது, அச்சின் பின் முனையில் கட்டாய குளிரூட்டல், மற்றும் வெளியேற்ற வேகத்தை அதிகரிக்க முடியும் என்பதை சோதனை நிரூபிக்கிறது 30%-50%.
சமீபத்திய ஆண்டுகளில், அச்சு (வெளியேற்றம் இறக்க) வெளியேற்ற வேகத்தை அதிகரிக்க வெளிநாட்டில் நைட்ரஜன் அல்லது திரவ நைட்ரஜனுடன் குளிர்விக்கப்படுகிறது, அச்சின் ஆயுளை மேம்படுத்துதல் மற்றும் சுயவிவரத்தின் மேற்பரப்பு தரத்தை மேம்படுத்துதல்.
வெளியேற்றும் செயல்பாட்டின் போது, நைட்ரஜன் வெளியேற்றத்தின் வெளியேற்றத்திற்கு அறிமுகப்படுத்தப்பட்டது, குளிரூட்டப்பட்ட பொருளை விரைவாகச் சுருக்கக்கூடியது, எக்ஸ்ட்ரூஷன் டை மற்றும் டிஃபார்மேஷன் மண்டல உலோகத்தை குளிர்விக்கிறது, மற்றும் சிதைவு வெப்பம் எடுத்து, அச்சு வெளியேறும் போது நைட்ரஜன் வளிமண்டலம் சூழப்பட்டுள்ளது.
கட்டுப்பாடு, அலுமினியத்தின் ஆக்சிஜனேற்றத்தைக் குறைக்கிறது, அலுமினாவின் பிணைப்பு மற்றும் திரட்சியைக் குறைக்கிறது, எனவே நைட்ரஜனின் குளிர்ச்சியானது உற்பத்தியின் மேற்பரப்பு தரத்தை மேம்படுத்துகிறது, வெளியேற்றும் வேகத்தை பெரிதும் அதிகரிக்கக்கூடியது. CADEX என்பது சமீபத்தில் உருவாக்கப்பட்ட ஒரு புதிய வெளியேற்ற செயல்முறை ஆகும்.
வெளியேற்ற வெப்பநிலை, வெளியேற்ற வேகம் மற்றும் வெளியேற்றும் விசையை வெளியேற்றும் செயல்பாட்டில் ஒரு மூடிய லூப் அமைப்பை உருவாக்குகிறது.. செயல்திறன்.
3. தணிப்பது
6063-T5 தணிப்பு என்பது அடிப்படை உலோகத்தில் கரைக்கப்பட்ட Mg2Si ஐ அதிக வெப்பநிலையில் பாதுகாத்து பின்னர் சாதாரண வெப்பநிலைக்கு விரைவாக குளிர்விக்கப்படுகிறது..
குளிரூட்டும் விகிதம் பெரும்பாலும் வலுப்படுத்தும் கட்டத்தின் வலிமைக்கு விகிதாசாரமாக இருக்கும்.
தி 6063 அலாய் குறைந்தபட்ச குளிரூட்டும் வீதத்தைக் கொண்டுள்ளது 38 ° சி / நிமிடம் எனவே காற்றில் குளிரூட்டுவதற்கு ஏற்றது.
வரைவு விசிறி மற்றும் விசிறி மதிப்பிடப்பட்ட வேகத்தை மாற்றுவது, தயாரிப்பின் வெப்பநிலையை கீழே குறைக்க குளிரூட்டும் தீவிரத்தை மாற்றும் 60 பதற்றம் நேராவதற்கு முன் °C.
4. பதற்றத்தை நேராக்குதல்
சுயவிவரம் வெளியேறிய பிறகு, இது பொதுவாக ஒரு இழுப்பான் மூலம் இழுக்கப்படுகிறது. இழுப்பவர் வேலை செய்யும் போது, தயாரிப்பு ஒரு குறிப்பிட்ட இழுவை பதற்றம் கொடுக்கப்பட்டுள்ளது, மற்றும் ஒரே நேரத்தில் தயாரிப்பு வெளியேறும் வேகத்துடன் நகரும்.
இழுப்பாளரைப் பயன்படுத்துவதன் நோக்கம் பல வரி வெளியேற்றத்தின் நீளம் மற்றும் சீரற்ற தன்மையைக் குறைப்பதாகும், மேலும் டை ஹோலுக்குப் பிறகு சுயவிவரம் முறுக்கப்படுவதையும் வளைக்கப்படுவதையும் தடுக்கும், இது பதற்றத்தை நேராக்குவதில் சிக்கலைக் கொண்டுவருகிறது.
பதற்றத்தை நேராக்குவது கட்டுரையின் நீளமான வடிவத்தை மட்டும் நீக்குகிறது, ஆனால் அதன் எஞ்சிய அழுத்தத்தையும் குறைக்கிறது, வலிமை பண்புகளை மேம்படுத்துகிறது மற்றும் அதன் நல்ல மேற்பரப்பை பராமரிக்கிறது.
5. அலுமினியம் வெளியேற்றும் வயதான
வயதான சிகிச்சைக்கு சீரான வெப்பநிலை தேவைப்படுகிறது மற்றும் வெப்பநிலை வேறுபாடு ± 3-5 °C ஐ விட அதிகமாக இல்லை.
வயதான வெப்பநிலை 6063 கலவை பொதுவாக உள்ளது 200 °C. வயதான காலம் ஆகும் 1-2 முன்னோக்கி வேகம் 30 மிமீ/வி.
இயந்திர பண்புகளை மேம்படுத்துவதற்காக, அது பயனுள்ளதாக இருக்கும் 180-190 ° C க்கு 3-4 முன்னோக்கி வேகம் 30 மிமீ/வி, ஆனால் உற்பத்தி திறன் குறையும்.
பிரைட்ஸ்டார் அலுமினியம் மெஷினரி எங்கள் வாடிக்கையாளர்களுக்கு அலுமினிய துணை உபகரணங்களை வழங்குகிறது, சூடான பதிவு வெட்டு கொண்ட பல பில்லட்டுகள் வெப்பமூட்டும் உலை மட்டுமல்ல, அலுமினிய சுயவிவர வடிவ திருத்தி, அலுமினிய சுயவிவர மடக்கு இயந்திரம், ஆனால் இயந்திர மேற்பரப்பு சிகிச்சை இயந்திரம், போன்ற மர தானிய விளைவு பதங்கமாதல் இயந்திரம், அலுமினிய சுயவிவர மெருகூட்டல் இயந்திரம், அலுமினிய சுயவிவர மேற்பரப்பு குறைபாடுகள் துலக்குதல் மற்றும் சுத்தம் செய்யும் இயந்திரம், முதலியன.
உங்களின் அலுமினிய திட்டம் மற்றும் ஆயத்த தயாரிப்பு திட்டம் மற்றும் தொகுப்பு ஒப்பந்தத்திற்கான மொத்த தீர்வை நாங்கள் வழங்குகிறோம்!
உங்கள் அலுமினியம் இயந்திரத்தில் நம்பகமான எந்தக் கடமையும் இல்லாத மேற்கோளைப் பெற இப்போது எங்களைத் தொடர்பு கொள்ளவும்.
அலுமினிய சுயவிவரத் தொழிற்சாலையின் உற்பத்திச் செலவைக் குறைப்பது எப்படி
இங்கே உள்ளவை 7 உற்பத்திச் செலவுகளைக் குறைப்பதற்கும் அலுமினியம் வெளியேற்றும் தொழிற்சாலைகளில் லாபத்தை அதிகரிப்பதற்கும் தீர்வுகள்
1. அலுமினிய சுயவிவரங்களில் உள்ள குறைபாடுகளைக் குறைக்கவும்
அலுமினிய சுயவிவரங்களில் உள்ள குறைபாடுகள் ஸ்கிராப்புக்கு வழிவகுக்கும் ஒரு காரணியாகும். அலுமினிய சுயவிவரத்தில் ஒரு சிறிய குறைபாடு அலுமினிய சுயவிவரத்தின் நீளம் முழுவதையும் அகற்றும்.
அலுமினிய சுயவிவரங்களின் அதிக கூடுதல் மதிப்பு காரணமாக, வெளியேற்ற உற்பத்தியாளர்கள் அலுமினிய சுயவிவரங்களில் குறைபாடுகளைக் குறைக்க எல்லா முயற்சிகளையும் செய்ய வேண்டும்.
2. வெளியேற்றப்படாத சுழற்சி நேரத்தைக் குறைக்கவும்
வெளியேற்றப்படாத சுழற்சி நேரம் - அலுமினிய சுயவிவரத்தை வெளியேற்றும் உற்பத்தி திறன் 30 ஒரு மணி நேரத்திற்கு துண்டுகள் பில்லட்டுகள், ஒவ்வொரு அல்லாத வெளியேற்ற சுழற்சி சேமிக்கிறது 10 வினாடிகள், அதனால் 10(இரண்டாவது)*30(பிசிக்கள்)*24(மணி)=7200 வினாடிகள், பின்னர் நீங்கள் வெளியேற்ற நேரத்தை அதிகரிக்கலாம் 2 ஒரு நாளைக்கு மணிநேரம், 2 மணிநேரம் என்றால் அதிகம் 8% வெளியீட்டின் குறைப்புக்கு சமம் 8% ஒரு கிலோ சுயவிவரத்திற்கு மாற்றும் செலவில்.
3. வேலையில்லா நேரம் (செயல்பாடு குறுக்கீடு)
வேலையில்லா நேரத்தால் பெரும் இழப்புகள் (எங்கள் உதாரணத்தில், வேலையில்லா நேர இழப்பு நிமிடத்திற்கு USD10-15.00 ஆகும்), வேலையில்லா நேரத்தின் போது வெளியீடு இல்லாததால் இழந்த திறன் பற்றி குறிப்பிட தேவையில்லை.
4. வெளியேற்ற வேகம்
அவுட்சோர்ஸ் செய்யப்பட்ட உயர்-தொழில்நுட்ப அலுமினிய சுயவிவர அச்சுகளால் கொண்டு வரப்படும் உற்பத்தி திறன் கவனமாக பரிசீலிக்கப்பட வேண்டும்.
வாங்கிய அலுமினிய சுயவிவர அச்சு வெளியேற்றும் உற்பத்தியாளரால் செய்யப்பட்ட அச்சுகளை விட வேகமான வெளியேற்ற வேகத்தை அடைய முடியும் என்றால், பின்னர் நடுத்தர அளவிலான ஆர்டர் அச்சு வாங்குவதற்கான கூடுதல் செலவை ஈடுசெய்யும்.
5. ஒரு நுண்துளை டையைப் பயன்படுத்துதல்
வெளியேற்ற வேகத்தை அதிகரிக்க முடியும் 200% (2-துளை இறக்க) அல்லது கூட 300% (3-துளை இறக்க), அதனால் பொருளாதார பலன்கள் அதிகமாக இருக்கும்.
6. ஸ்கிராப் விகிதத்தை குறைத்து உற்பத்தி திறன் மற்றும் தகுதி ரேஷன் ஆகியவற்றை அதிகரிக்கவும்
செயல்பாட்டில், கழிவுப்பொருட்களின் உற்பத்தியை முடிந்தவரை குறைக்க வேண்டும்.
உற்பத்தியில் ஸ்கிராப்பைக் குறைக்கவும், உற்பத்தி அளவை அதிகரிக்கவும் முடிக்கப்பட்ட தயாரிப்பு தகுதி சதவீதத்தை அதிகரிக்கவும்.
7. தானியங்கு மற்றும் மேம்பட்ட உற்பத்தி உபகரணங்களைப் பயன்படுத்துதல்
புல்லர் மற்றும் பில்லெட்ஸ் வெப்பமூட்டும் உலை சூடான பதிவு கத்தரிக்கோல் உற்பத்தியில் பரிந்துரைக்கப்படுகிறது, மேலும் தானியங்கி அலுமினிய சுயவிவரத் திரைப்பட விண்ணப்பதாரர், அலுமினிய சுயவிவர மடக்கு இயந்திரம் மற்றும் அலுமினிய சுயவிவர வடிவ திருத்தி தொழிலாளர் செலவைச் சேமிக்கப் பயன்படுத்தலாம், உற்பத்திச் செலவைக் குறைத்து, பலனை அதிகரிக்கும்.
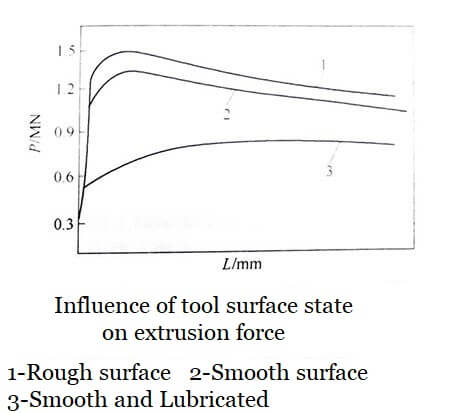
வெளியேற்ற சக்தியை பாதிக்கும் காரணிகள் என்ன?
வெளியேற்றம் ஒரு உலோகத்தை உருவாக்கும் செயல்முறையாகும், இதில் ஒரு பெரிய குறுக்குவெட்டுப் பகுதியைக் கொண்ட ஒரு பில்லெட்டை ஒரு சிறிய குறுக்கு வெட்டுப் பகுதிக்குக் குறைக்கிறது..
எக்ஸ்ட்ரூஷன் ஃபோர்ஸ் என்பது டம்மி பிளாக் வழியாக பில்லட்டுகளின் மீது டை ஹோலில் இருந்து உலோகத்தை வெளியேற்றும் அழுத்தத்தை குறிக்கிறது..
வெளியேற்றும் செயல்பாட்டின் போது, எக்ஸ்ட்ரூஷன் ரேமின் இயக்கத்துடன் வெளியேற்ற விசை மாறுகிறது.
வெளியேற்றும் செயல்பாட்டின் போது நீங்கள் வெளியேற்றும் சக்தி மாற்றத்தைக் குறிப்பிடலாம்.
வெளியேற்ற சக்தியை பாதிக்கும் முக்கிய காரணிகள்: வெளியேற்றத்தின் போது உலோக சிதைவு எதிர்ப்பு, சிதைவு பட்டம் (வெளியேற்ற விகிதம்), வெளியேற்ற வேகம், பில்லட்டுகள் மற்றும் இறக்க தொடர்பு மேற்பரப்பு இடையே உராய்வு நிலைமைகள், வெளியேற்ற இறக்க கோணம், தயாரிப்பு பகுதி வடிவம், பில்லட்டுகளின் நீளம் மற்றும் வெளியேற்றும் முறை.
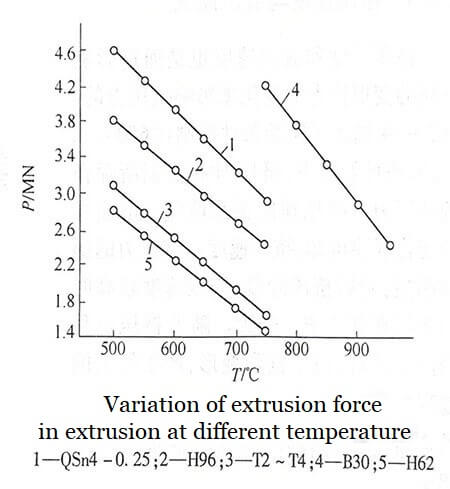
1. வெளியேற்ற வெப்பநிலை மற்றும் சிதைவு எதிர்ப்பு
வெளியேற்ற விசையானது உலோகத்தின் சிதைவு எதிர்ப்பிற்கு விகிதாசாரமாகும், ஆனால் உலோக கலவை மற்றும் வெப்பநிலையின் சீரற்ற தன்மை காரணமாக, சிதைவு எதிர்ப்பும் ஒரே மாதிரியாக இல்லை.
வெப்பநிலை அதிகரிக்கும் போது, உலோகத்தின் சிதைவு எதிர்ப்பு குறைகிறது, மற்றும் வெளியேற்றும் சக்தியும் குறைகிறது.
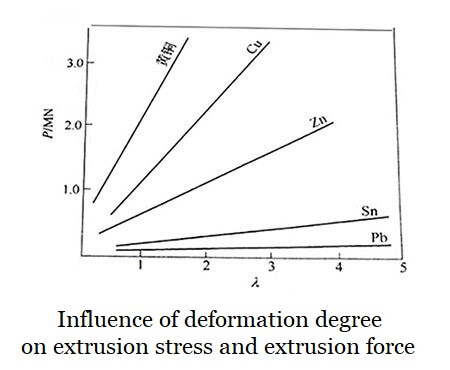
 2. சிதைவின் அளவு
2. சிதைவின் அளவு
சிதைவின் அளவும் வெளியேற்ற விசைக்கு விகிதாசாரமாகும்.
சிதைவின் அளவு (வெளியேற்ற விகிதம் λ) அதிகரிக்கிறது, வெளியேற்ற சக்தி அதிகரிக்கிறது.
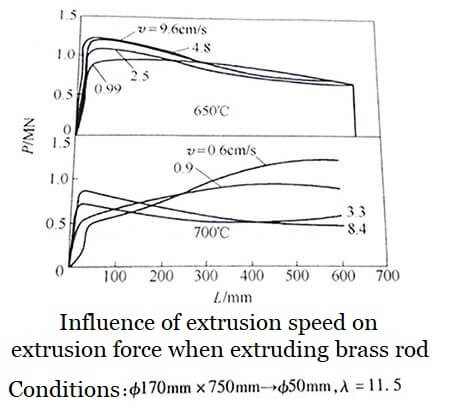
 3. வெளியேற்ற வேகம் மற்றும் வெளியேறும் வேகம்
3. வெளியேற்ற வேகம் மற்றும் வெளியேறும் வேகம்
வெளியேற்ற வேகம் மற்றும் வெளியேறும் வேகம் உலோகத்தின் சிதைவு எதிர்ப்பை பாதிப்பதன் மூலம் வெளியேற்றும் சக்தியையும் பாதிக்கிறது..
வெளியேற்றும் கட்டத்தின் தொடக்கத்தில், வெளியேற்ற வேகம் அதிகமாக உள்ளது, மற்றும் வெளியேற்றம் முன்னேறும் போது, சிதைவு வெப்பம் உருவாகிறது, மற்றும் வெளியேற்ற விசை படிப்படியாக குறைகிறது.
குறைந்த வெளியேற்ற வேகம் ஏற்றுக்கொள்ளப்பட்டால், வெளியேற்றும் சிலிண்டரின் குளிரூட்டும் விளைவு காரணமாக வெளியேற்ற விசை படிப்படியாக அதிகரிக்கலாம்.
4. உராய்வு மற்றும் உயவு
வெளியேற்றும் கொள்கலனில், சிதைவு மண்டலம் மற்றும் வேலை செய்யும் பெல்ட், உலோகம் தேய்க்கப்படுகிறது.
உராய்வு அதிகரிக்கிறது, வெளியேற்ற சக்தி அதிகரிக்கிறது, உராய்வு குறைகிறது, வெளியேற்ற சக்தி குறைகிறது.
5. எக்ஸ்ட்ரஷன் டை ஆங்கிள்
உற்பத்தி செயல்பாட்டில் எக்ஸ்ட்ரூஷன் டை ஆங்கிள் ஒரு முக்கிய காரணியாகும், இது பொருள் ஓட்டத்தில் ஒரு பெரிய தீர்மானிப்பான்.
ஒரு குறிப்பிட்ட குறுக்குவெட்டை உருவாக்க தேவையான விசையின் அளவு வெவ்வேறு இறக்க கோணங்களில் மாறுபடும்.
குறைந்த கோணம் வேலை-டை இடைமுகத்தில் அதிக உராய்வை உருவாக்கும்.
எக்ஸ்ட்ரூஷன் டை ஆங்கிள் எக்ஸ்ட்ரூஷன் விசையில் குறிப்பிடத்தக்க விளைவைக் கொண்டுள்ளது.
எக்ஸ்ட்ரூஷன் டை கோணம் 0° முதல் 90° வரை மாறும்போது, கோணம் α அதிகரிக்கும் போது வெளியேற்ற விசை குறைகிறது.
α 45°-60° இடையே இருக்கும் போது, வெளியேற்ற விசைக்கு குறைந்தபட்ச மதிப்பு உள்ளது, மேலும் கோணம் அதிகரித்துக்கொண்டே செல்கிறது, வெளியேற்ற சக்தி மீண்டும் அதிகரிக்கத் தொடங்குகிறது.
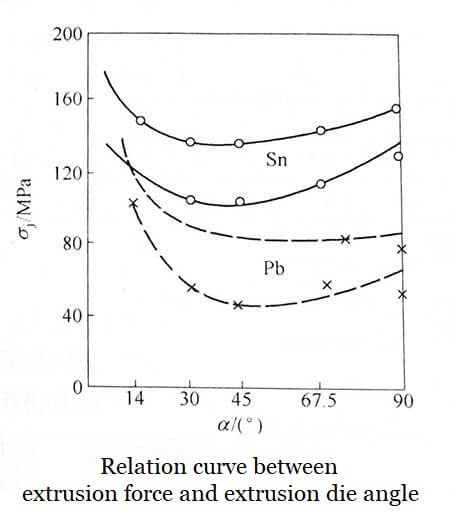 6. தயாரிப்பு பிரிவு வடிவம்
6. தயாரிப்பு பிரிவு வடிவம்
உற்பத்தியின் குறுக்குவெட்டு வடிவம் மிகவும் சிக்கலான சூழ்நிலைகளில் மட்டுமே வெளியேற்ற சக்தியில் குறிப்பிடத்தக்க தாக்கத்தை ஏற்படுத்துகிறது..
பொதுவாக, பிரிவு குணகத்தின் செல்வாக்கு கருதப்படவில்லை.
7. பில்லட் நீளம்
முன்னோக்கி வெளியேற்றும் போது, பில்லெட் மற்றும் எக்ஸ்ட்ரூஷன் சிலிண்டர் அதிக உராய்வு சக்தியைக் கொண்டுள்ளன, எனவே உண்டியலின் நீளம் அதிகம், அதிக வெளியேற்ற விசை.
பின்னோக்கி வெளியேற்றும் போது, பில்லட்டின் நீளம் வெளியேற்ற விசையில் எந்த விளைவையும் ஏற்படுத்தாது.
8. வெளியேற்ற முறை
அதே நிலைமைகளின் கீழ் வெளியேற்றத்திற்கு, பின்தங்கிய வெளியேற்றத்தின் வெளியேற்ற விசை பொதுவாக உள்ளது 20-30% முன்னோக்கி வெளியேற்றத்தை விட சிறியது.
வெளியேற்றப்பட்ட அலுமினிய சுயவிவரத்தை சிதைப்பது இல்லாமல் நேராக்குவது எப்படி
பொதுவாக, வயதானது இல்லாமல் அலுமினிய வெளியேற்றம் குறைந்த கடினத்தன்மை கொண்டது, அலுமினிய வெளியேற்றம் கட்டுமானத்தில் பரவலாக பயன்படுத்தப்பட்டது, ஆட்டோமொபைல் மற்றும் தொழில்துறை துறைகள், மற்றும் எப்படி அலுமினிய சுயவிவரங்கள் சிதைவு இல்லாமல் சுமைகளை தாங்கும்?
உண்மையாக, அலுமினிய சுயவிவரத்தை வளைக்கும்போது அதை அகற்றுவது மதிப்புக்குரியது அல்ல, அது நடக்கக்கூடாது, மற்றும் அதை தவிர்க்க முடியும்.
அதனால், வளைவதால் ஸ்கிராப்பிங்கை எவ்வாறு குறைப்பது அல்லது தவிர்ப்பது? பிரைட்ஸ்டார் அலுமினிய இயந்திரங்கள் ஒரு அலுமினிய உபகரண நிபுணராக, இந்த சிக்கலை தீர்க்க உங்களுக்கு உதவுவோம்.
1. வெளியேற்றப்பட்ட அலுமினிய சுயவிவரங்களின் நேராக்க என்ன விளையாட முடியும்?
வெளியேற்றும் செயல்பாட்டின் போது உருவாகும் உலோக அழுத்தத்தை அகற்றவும், மற்றும் அலுமினிய சுயவிவரங்களின் அளவைக் கட்டுப்படுத்தவும்.
2. அலுமினிய வெளியேற்றம் நேராக்குதல்
நேராக்குவது அலுமினிய சுயவிவரங்களின் வளைவின் ஒரு தீவிரமான பகுதியாகும்.
ஆபரேட்டர் நேராக்க பயன்படுத்தப்படும் விசைக்கு கவனம் செலுத்த வேண்டும்.
சக்தி மிக அதிகமாக இருந்தால், அலுமினிய சுயவிவரங்கள் சிதைக்கப்படலாம், பரிமாணம் நெருக்கமானது, ஆரஞ்சு தோல், முதலியன.
சக்தி மிகவும் சிறியதாக இருந்தால், அலுமினிய சுயவிவரம் நேராக்கப்படாது, வளைக்கும் விளைவாக.
3. சுயவிவரங்கள் சட்டத்தை ஏற்றுகிறது
இந்த செயல்முறையும் மிகவும் முக்கியமானது.
நிலையான நீளத்தில் அறுக்கும் பிறகு, அலுமினிய சுயவிவரம் சுயவிவர சட்டங்களில் ஏற்றப்படும்.
இந்த நேரத்தில், ஆபரேட்டர் கவனம் செலுத்த வேண்டும்: பொருள் பெரிய அலுமினிய சுயவிவரம் அல்லது சிறிய அலுமினிய சுயவிவரம், வெற்று அல்லது திட அலுமினிய சுயவிவரம்?
பொதுவாக சொன்னால், பெரிய அலுமினிய சுயவிவரங்கள் மற்றும் வெற்று அலுமினிய வடிவங்களின் இரண்டு முனைகள் தூக்கி, சட்டத்தை ஏற்றும்போது வளைவை ஏற்படுத்துவது எளிதானது அல்ல..
ஆனால் சிறிய அலுமினிய சுயவிவரங்கள் மற்றும் திட அலுமினிய வடிவங்கள் இரண்டு முனைகளை உயர்த்தி சட்டத்தை ஏற்றும்போது எளிதாக வளைக்க முடியும்..
தூக்குதல் மற்றும் சட்டத்தை ஏற்றுதல் ஆகியவை இரு முனைகளிலிருந்தும் நடுப்பகுதி வரை மேற்கொள்ளப்பட வேண்டும்.
4. வயதான மற்றும் சட்ட ஏற்றுதல்
ஆலை முடித்த பிறகு அலுமினிய சுயவிவரங்கள் வயதாகிவிட்டன, கடினத்தன்மை தரத்தை எட்டியுள்ளது, மற்றும் அலுமினிய சுயவிவரத்தை வளைக்க மிகவும் எளிதானது அல்ல, ஆனால் சட்டத்தை ஏற்றும் போது இன்னும் கவனம் செலுத்த வேண்டியது அவசியம்.
இரு முனைகளிலும் பொருள் தூக்கும் போது, மேலும் கீழும் வலுவான ஏற்ற இறக்கங்களை தவிர்க்க முயற்சி செய்யுங்கள், இது வயதான அலுமினிய சுயவிவரத்தை வளைக்கச் செய்யும்.
அலுமினியத்தின் இயற்பியல் மற்றும் வேதியியல் பண்புகள் மற்றும் அதன் நன்மை
அலுமினியம் ஒரு மென்மையானது, வெள்ளி ஒளி உலோகம்.
வளிமண்டலத்தில் ஒரு மெல்லிய ஆனால் சமமான பாதுகாப்பு ஆக்சைடு அடுக்கு விரைவாக உருவாகும் வகையில் இது மிகவும் வினைத்திறன் கொண்டது.
இந்த காரணத்திற்காக, இது அரிப்பை மிகவும் எதிர்க்கும்.
ஒரு சிறப்பு சிகிச்சை மூலம், அனோடைசிங், நான். இ. ஒரு மின்னாற்பகுப்பு ஆக்சிஜனேற்றம் செயல்முறை, ஆக்சைடு அடுக்கு மூலம் பாதுகாக்கப்பட்ட அலுமினிய மேற்பரப்பு வலுப்படுத்தப்பட்டு அரிப்பை எதிர்க்கும்.
அலுமினியம் ஹைட்ரோகுளோரிக் அமிலம் மற்றும் காஸ்டிக் சோடாவுடன் வலுவாக வினைபுரிகிறது.
சல்பூரிக் அமிலத்துடன் எதிர்வினை பலவீனமானது, அது குளிர் நைட்ரிக் அமிலத்துடன் தொடர்பில் செயலற்ற நிலையில் இருக்கும்.
அலுமினியத்தின் இயற்பியல் மற்றும் வேதியியல் பண்புகள் மற்றும் அதன் நன்மை
அலுமினியம் நல்ல வெப்ப மற்றும் மின் கடத்துத்திறனைக் கொண்டுள்ளது, ஒவ்வொரு விஷயத்திலும் தூய செப்புக்கான மதிப்புகளில் மூன்றில் இரண்டு பங்கு.
அதன் மின்னணு கட்டமைப்பு காரணமாக, உறுப்பு மூன்று வேலன்சி எலக்ட்ரான்களைக் கொண்டுள்ளது; எனவே அதன் ஆக்சிஜனேற்றம் எண் +3.
- உருகுநிலை: 660 °C (ALக்கு 99,99 ஏசி. கலவைக்கு / அதிக ரெஸ்ப் கலவை. குறைந்த)
- கொதிநிலை: 2500 °C (ஏசி. கலவைக்கு / அதிக ரெஸ்ப் கலவை. குறைந்த)
- அடர்த்தி: 2,70 g/cm³
- உறவினர் அணு நிறை 26,98
- ஆக்சிஜனேற்ற எண்: 3
- அணு ஆரம்: 143,1 மாலை
- அயனி ஆரம்: 57 மாலை (+3)
- மின் கடத்துத்திறன்: 36 m/Ohm·mm²
9 அலுமினியத்தின் நன்மைகள்
1. அலுமினியம் ஒரு இலகுவான உலோகம், எஃகு அடர்த்தியின் மூன்றில் ஒரு பங்கு, செம்பு, மற்றும் பித்தளை.
2. அலுமினியம் பொதுவான வளிமண்டல மற்றும் கடல் வளிமண்டலங்களுக்கு நல்ல அரிப்பு எதிர்ப்பைக் கொண்டுள்ளது.
அதன் அரிப்பு எதிர்ப்பு மற்றும் கீறல் எதிர்ப்பை அனோடைசிங் மூலம் மேம்படுத்தலாம்.
3. அலுமினியம் அதிக பிரதிபலிப்பு மற்றும் அலங்கார பயன்பாடுகளுக்கு பயன்படுத்தப்படலாம்.
4. சில அலுமினிய உலோகக்கலவைகள் பொதுவான கட்டுமான எஃகின் வலிமையுடன் பொருந்தலாம் அல்லது அதிகமாக இருக்கலாம்.
5. அலுமினியம் மிகக் குறைந்த வெப்பநிலையில் அதன் கடினத்தன்மையைத் தக்க வைத்துக் கொள்கிறது, கார்பன் ஸ்டீல் போல உடையக்கூடியதாக இல்லாமல்.
6. அலுமினியம் வெப்பம் மற்றும் மின்சாரத்தின் நல்ல கடத்தி.
சமமான குறுக்குவெட்டு பகுதியால் அளவிடப்படும் போது, மின் தர அலுமினியம் தோராயமாக கடத்துத்திறன் கொண்டது 62% மின் தர அனீல்டு செம்பு.
எனினும், சம எடையைப் பயன்படுத்தி ஒப்பிடும் போது, அலுமினியத்தின் கடத்துத்திறன் 204% செம்பு.
7. அலுமினியம் உடனடியாக வேலை செய்து, ஆழமான உட்பட பலவகையான உருவாக்கும் செயல்முறைகளைப் பயன்படுத்தி உருவாக்கப்படுகிறது- வரைதல் மற்றும் ரோல் உருவாக்கம்.
8. அலுமினியம் நச்சுத்தன்மையற்றது மற்றும் உணவுப் பொருட்களுடன் பொதுவாகப் பயன்படுத்தப்படுகிறது.
9. அலுமினியத்தை எளிதில் மறுசுழற்சி செய்யலாம்.
அலுமினியம் மற்றும் அலுமினியம் வெளியேற்ற கதை
அலுமினியத்தின் தோற்றம்
தாமிரம் போன்ற மற்ற உலோகங்களுடன் ஒப்பிடும்போது, வெண்கலம், இரும்பு மற்றும் எஃகு, ஆயிரக்கணக்கான ஆண்டுகளாக பயன்பாட்டில் உள்ளவை, அலுமினியம் ஒப்பீட்டளவில் இளமையானது, ஒரு தனிம உலோகமாக அடையாளம் காணப்பட்டது 1807.
அலுமினியம் முதலில் சுத்திகரிக்கப்பட்டது 1825, மேலும் அந்த நேரத்தில் அது தங்கத்தை விட விலை உயர்ந்த ஒரு ஆடம்பரமான உலோகமாக கருதப்பட்டது.
இது 1880 களின் பிற்பகுதி வரை இல்லை, ஹால் மற்றும் ஹெரோல்ட்டின் உருகும் செயல்முறையின் கண்டுபிடிப்பு மற்றும் வணிக உற்பத்தியின் வளர்ச்சி, வெள்ளி உலோகம் அன்றாட தேவைகளுக்கு மலிவு விலையில் மாறியது.
ஆரம்ப வேலை செயல்முறைகள் உருட்டலைக் கொண்டிருந்தன, வார்ப்பு, மற்றும் மோசடி.
அலுமினியம்
அலுமினியம் என்ற பெயர் ஆலத்தின் பண்டைய பெயரிலிருந்து பெறப்பட்டது (பொட்டாசியம் அலுமினியம் சல்பேட்), அலுமென் இருந்தது (லத்தீன், கசப்பான உப்பு என்று பொருள்).
அலுமினியம் என்பது ஹம்ப்ரி டேவியால் வழங்கப்பட்ட மூலப் பெயராகும், ஆனால் மற்றவர்கள் அதை அலுமினியம் என்று அழைத்தனர், அது ஐரோப்பாவில் ஏற்றுக்கொள்ளப்பட்ட பெயராக மாறியது..
எனினும், அமெரிக்காவில் விருப்பமான பெயர் அலுமினியம் மற்றும் அமெரிக்க கெமிக்கல் சொசைட்டி இந்த பிரச்சினையில் விவாதித்த போது, உள்ளே 1925, அது அலுமினியத்துடன் ஒட்டிக்கொள்ள முடிவு செய்தது.
அலுமினியம் ஒரு மென்மையான மற்றும் இலகுரக உலோகம்.
இது மந்தமான வெள்ளித் தோற்றத்தைக் கொண்டுள்ளது, ஏனெனில் ஆக்சிஜனேற்றத்தின் மெல்லிய அடுக்கு காற்றில் வெளிப்படும் போது விரைவாக உருவாகிறது.
அலுமினியம் நச்சுத்தன்மையற்றது (உலோகமாக) காந்தமற்ற மற்றும் தீப்பொறி அல்ல.
அலுமினியத்தில் இயற்கையாக ஒரே ஒரு ஐசோடோப்பு மட்டுமே உள்ளது, அலுமினியம்-27, கதிரியக்கம் இல்லாதது.
அலுமினியம் பண்புகள்:
அலுமினியம் ஒரு இலகுரக, அதிக கடத்தும், எளிதில் இயந்திரமாக்கக்கூடிய பிரதிபலிப்பு மற்றும் நச்சுத்தன்மையற்ற உலோகம்.
உலோகத்தின் ஆயுள் மற்றும் பல சாதகமான பண்புகள் பல தொழில்துறை பயன்பாடுகளுக்கு சிறந்த பொருளாக அமைகிறது.
நீங்கள் ஒரு அலுமினிய பார்பிக்யூவை வைத்திருந்தால், அது மழையில் விடப்படும்போது அலுமினியம் மிகவும் உதவியாக இருக்கும்., ஏனெனில் அலுமினியம் துருப்பிடிக்காது.
இது மிகவும் கடினமான மற்றும் இலகுவான உறுப்பு மற்றும் அதனால்தான் கார்கள் அதிலிருந்து தயாரிக்கப்படுகின்றன, மேலும் நீங்கள் கார் விபத்துக்களில் இருக்கும்போது தாக்க அதிர்ச்சியை உறிஞ்சுவதால், அதனால்தான் நீங்கள் அதை வாங்க வேண்டும், எனவே நீங்கள் ஒரு கார் விபத்தில் சிக்கினால், அலுமினியம் அதிக பாதிப்பை உறிஞ்சி, நீங்கள் பாதுகாப்பாக இருப்பீர்கள்
அலுமினிய வரலாறு:
அலுமினிய கலவைகள் பண்டைய எகிப்தியர்களால் சாயங்களாகப் பயன்படுத்தப்பட்டன, அழகுசாதனப் பொருட்கள் மற்றும் மருந்துகள், ஆனால் அது வரை இல்லை 5000 பல ஆண்டுகளுக்குப் பிறகு, மனிதர்கள் தூய உலோக அலுமினியத்தை எவ்வாறு உருகுவது என்பதைக் கண்டுபிடித்தனர்.
வியப்பில்லை, அலுமினிய உலோகத்தை உற்பத்தி செய்வதற்கான முறைகளின் வளர்ச்சி 19 ஆம் நூற்றாண்டில் மின்சாரத்தின் வருகையுடன் ஒத்துப்போனது., அலுமினியம் உருகுவதற்கு கணிசமான அளவு மின்சாரம் தேவைப்படுகிறது.
அலுமினிய உற்பத்தியில் ஒரு பெரிய திருப்புமுனை வந்தது 1886 சார்லஸ் மார்ட்டின் ஹால், எலக்ட்ரோலைடிக் குறைப்பைப் பயன்படுத்தி அலுமினியத்தை உற்பத்தி செய்ய முடியும் என்று கண்டுபிடித்தார்.
அதுவரை, அலுமினியம் தங்கத்தை விட மிகவும் அரிதானது மற்றும் விலை உயர்ந்தது.
எனினும், ஹால் கண்டுபிடிக்கப்பட்ட இரண்டு ஆண்டுகளுக்குள், அலுமினிய நிறுவனங்கள் ஐரோப்பாவிலும் அமெரிக்காவிலும் நிறுவப்பட்டன.
20 ஆம் நூற்றாண்டின் போது, அலுமினிய தேவை கணிசமாக வளர்ந்தது, குறிப்பாக போக்குவரத்து மற்றும் பேக்கேஜிங் தொழில்களில்.
உற்பத்தி நுட்பங்கள் கணிசமாக மாறவில்லை என்றாலும், அவை குறிப்பிடத்தக்க வகையில் மிகவும் திறமையானவையாக மாறிவிட்டன.
கடந்த காலத்திற்கு மேல் 100 ஆண்டுகள், ஒரு யூனிட் அலுமினியத்தை உற்பத்தி செய்ய நுகரப்படும் ஆற்றலின் அளவு குறைந்துள்ளது 70%.
அலுமினிய வெளியேற்றத்தின் வரலாறு
அலுமினியம் வெளியேற்றம் அதன் ஆரம்ப தொடக்கத்திலிருந்து பல புதுமையான வழிகளில் பயன்படுத்தப்பட்டது 100 ஆண்டுகளுக்கு முன்பு.
குழாய்கள் மற்றும் கம்பிகளை உருவாக்குவதில் அதன் ஆரம்பகால பயன்பாட்டில் இருந்து விண்வெளி நிலைய கட்டுமானத்தில் எதிர்கால பயன்பாடுகள் வரை, அலுமினிய வெளியேற்றம் ஒரு வளமான வரலாற்றைக் கொண்டுள்ளது.
வெளியேற்ற செயல்முறை முதலில் காப்புரிமை பெற்றது 1797 முன்னணி குழாய்கள் தயாரிப்பதற்கு, ஹைட்ராலிக் மூலம் இயங்கும் அச்சகத்தை அறிமுகப்படுத்தும் வரை இது கைமுறை உழைப்புடன் செய்யப்பட்டது 1820.
பத்தொன்பதாம் நூற்றாண்டின் இறுதியில், தாமிரம் மற்றும் பித்தளை உலோகக் கலவைகளுக்கு வெளியேற்றும் முறைகளும் பயன்பாட்டில் இருந்தன, ஆனால் அலுமினிய வெளியேற்றத்தின் பயன்பாடு ஒரு தனித்துவமான பாதையை பின்பற்றியது.
அலுமினிய வெளியேற்றத்தின் வளர்ச்சி
அலெக்சாண்டர் டிக் நவீன சூடான வெளியேற்ற செயல்முறையை கண்டுபிடித்தார் 1894, இது பெரும்பாலான இரும்பு அல்லாத உலோகக் கலவைகளுக்குப் பொருந்தும்.
இன்று, அலுமினியம் மிகவும் பொதுவாக வெளியேற்றப்பட்ட உலோகமாகும், மேலும் இது சூடான மற்றும் குளிர் வெளியேற்ற செயல்முறைகள் இரண்டிலும் பயன்படுத்தப்படலாம்.
வட அமெரிக்கா தனது முதல் அலுமினியத்தை வெளியேற்றும் அழுத்தத்தைக் கொண்டிருந்தது 1904 பென்சில்வேனியாவில், அமெரிக்கா.
வெளியேற்றத்தின் அறிமுகம் அலுமினியத்திற்கான முன்னணி-முனை பயன்பாடுகளில் கூர்மையான உயர்வை உருவாக்கியது, குறிப்பாக வாகன உதிரிபாகங்கள் தயாரிப்பில்.
இரண்டு உலகப் போர்களின் போது விமானத் தயாரிப்பு மற்றும் பிற இராணுவத் தேவைகளுக்குப் பயன்படுத்துவதற்காக அலுமினியத்தை வெளியேற்றுவதற்கான வளர்ந்து வரும் தேவை புதிய உச்சத்தை எட்டியது..
வெளியேற்றத்தின் விரைவான வளர்ச்சி இரண்டாம் உலகப் போருக்குப் பிறகு தொடர்ந்தது, மற்றும் குடியிருப்பு வீடுகள் துறை உட்பட பல்வேறு தொழில்களில் விரிவடையத் தொடங்கியது, போருக்குப் பிந்தைய காலத்தில் கணிசமான வளர்ச்சியை அடைந்தது.
அடுத்தடுத்த தசாப்தங்களில், போக்குவரத்து மற்றும் கட்டுமானத் துறைகள் எப்பொழுதும் அலுமினியம் வெளியேற்றும் பொருட்களின் முதன்மையான பயனாளிகள்.
தற்போதைய காலத்திலும் கூட, வெளியேற்றும் பயன்பாட்டின் பெரும்பகுதி கதவுகள் மற்றும் ஜன்னல்களை உற்பத்தி செய்வதில் உள்ளது, தொடர்ந்து பயணிகள் வாகனங்கள்.
மற்ற முக்கிய வெளியேற்ற தயாரிப்புகள் மற்றும் பயன்பாடுகள் நுகர்வோர் ஸ்டேபிள்ஸ் மற்றும் பாலங்கள் மற்றும் நெடுஞ்சாலைகள் கட்டுமான.
அலுமினிய வெளியேற்றத்தின் குறுகிய வரலாறு, மற்ற உலோகங்களுடன் ஒப்பிடுகையில், விரிவான வளர்ச்சியையும் வளர்ச்சியையும் கண்டுள்ளது, நாம் வாழும் முறையில் புரட்சியை ஏற்படுத்துகிறது.
புதிய நோக்கங்கள் விண்வெளி ஆய்வு மற்றும் இங்கே வீட்டில் கண்டுபிடிக்கப்பட்டது என, அலுமினிய வெளியேற்றம் எதிர்காலத்தின் ஒரு முக்கிய பகுதியாக தொடரும்.
பிரைட்ஸ்டார் அலுமினியம் மெஷினரி வழங்குகிறது அலுமினிய வெளியேற்ற உற்பத்தி வரி எங்கள் வாடிக்கையாளர்களுக்கு, இயந்திரம் மட்டுமல்ல, ஆனால் தீர்வு.









