


Вся информация, которую вам нужно знать о настройке установки для экструзии алюминия
Какова стоимость создания завода по производству алюминиевого профиля??
Стоимость создания завода по производству алюминиевых профилей составляет не более: Труд, вода и электричество, природный газ, затраты на пресс-формы, эксплуатационные расходы, затраты на лом, дополнительные затраты на переработку алюминиевых заготовок, стоимость аренды, стоимость завода по производству алюминиевого профиля, стоимость завода по производству алюминиевого профиля, стоимость завода по производству алюминиевого профиля, и т.п., стоимость завода по производству алюминиевого профиля.
стоимость завода по производству алюминиевого профиля.
стоимость завода по производству алюминиевого профиля, стоимость завода по производству алюминиевого профиля.
стоимость завода по производству алюминиевого профиля, чем больше грузоподъемность экструзионного пресса..
стоимость завода по производству алюминиевого профиля, стоимость завода по производству алюминиевого профиля, стоимость завода по производству алюминиевого профиля, и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором..
и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором., и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором..
и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором., и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором.
600и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором., и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором., печь для нагрева формы, и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором., и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором., и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором.;
800и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором., и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором., печь для нагрева формы, и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором., и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором., и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором.;
1000и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором., и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором., печь для нагрева формы, и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором., и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором., и определяется, является ли экструзионная форма плоской головкой или головкой с иллюминатором..
Это только для стоимости машины для производства алюминиевой экструзии..
Это только для стоимости машины для производства алюминиевой экструзии., Это только для стоимости машины для производства алюминиевой экструзии..
Это только для стоимости машины для производства алюминиевой экструзии., Это только для стоимости машины для производства алюминиевой экструзии., Это только для стоимости машины для производства алюминиевой экструзии., Это только для стоимости машины для производства алюминиевой экструзии. (Это только для стоимости машины для производства алюминиевой экструзии.) Это только для стоимости машины для производства алюминиевой экструзии.
Это только для стоимости машины для производства алюминиевой экструзии., Это только для стоимости машины для производства алюминиевой экструзии. 5 Это только для стоимости машины для производства алюминиевой экструзии. 2 Это только для стоимости машины для производства алюминиевой экструзии. 10-15 Это только для стоимости машины для производства алюминиевой экструзии..
Это только для стоимости машины для производства алюминиевой экструзии..
Это только для стоимости машины для производства алюминиевой экструзии., Это только для стоимости машины для производства алюминиевой экструзии..
Это только для стоимости машины для производства алюминиевой экструзии., Это только для стоимости машины для производства алюминиевой экструзии..
Это только для стоимости машины для производства алюминиевой экструзии., для работы потребуется цех анодирования и/или цех порошковой окраски.
для работы потребуется цех анодирования и/или цех порошковой окраски:
для работы потребуется цех анодирования и/или цех порошковой окраски
Печь для плавки алюминия
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски(по желанию)
для работы потребуется цех анодирования и/или цех порошковой окраски (по желанию)
для работы потребуется цех анодирования и/или цех порошковой окраски (по желанию)
для работы потребуется цех анодирования и/или цех порошковой окраски (по желанию)
для работы потребуется цех анодирования и/или цех порошковой окраски
Пресс для экструзии алюминия
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
Щеточная машина для алюминиевого профиля
Станок для полировки алюминиевого профиля
для работы потребуется цех анодирования и/или цех порошковой окраскидробеструйная машина для алюминиевого профиля
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
для работы потребуется цех анодирования и/или цех порошковой окраски
Линия по производству алюминиевых профилей с термическим разделением
Сублимационная машина с эффектом текстуры древесины
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей, Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Упаковочная машина для алюминиевого профиля
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Помпа
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей.
Цех пресс-форм для алюминиевых профилей?
Цех пресс-форм для алюминиевых профилей
Цех пресс-форм для алюминиевых профилей.
Если начать с алюминиевых отходов сырья, Если начать с алюминиевых отходов сырья.
Если начать с алюминиевых отходов сырья, Если начать с алюминиевых отходов сырья, Если начать с алюминиевых отходов сырья, Если начать с алюминиевых отходов сырья.
Если начать с алюминиевых отходов сырья, Если начать с алюминиевых отходов сырья.
Если начать с алюминиевых отходов сырья:
Если начать с алюминиевых отходов сырья печь для нагрева нескольких заготовок с ножницами для горячего бревна (Если начать с алюминиевых отходов сырья)
для работы потребуется цех анодирования и/или цех порошковой окраски (Если начать с алюминиевых отходов сырья)
Пресс для экструзии алюминия (Если начать с алюминиевых отходов сырья)
Если начать с алюминиевых отходов сырья (Если начать с алюминиевых отходов сырья)
Если начать с алюминиевых отходов сырья
Печь старения алюминиевого профиля (Если начать с алюминиевых отходов сырья)
Если начать с алюминиевых отходов сырья:
Производственная мощность 500Производственная мощность:
О 5-6 Производственная мощность
600Производственная мощность Производственная мощность:
О 6-7 Производственная мощность
800Производственная мощность Производственная мощность:
О 7-8 Производственная мощность
1000Производственная мощность Производственная мощность:
О 8-10 Производственная мощность
Производственная мощность 1250Производственная мощность:
О 12 Производственная мощность
Производственная мощность: Производственная мощность.
Производственная мощность, Производственная мощность.
Производственная мощность, Производственная мощность, Производственная мощность, Производственная мощность, и т.д.
Это только для справки.
Производственная мощность, например корректор формы алюминиевого профиля, Производственная мощность, Производственная мощность, Производственная мощность.
Комплексное решение и универсальное обслуживание.
Производственная мощность. Проект под ключ и комплексная сделка!
Производственная мощность?
Завод по производству алюминиевого профиля устанавливает необходимое оборудование
Какое оборудование необходимо для создания завода по экструзии алюминия рядом с прессом для экструзии алюминия?
После периода открытий, делается вывод, что многие клиенты знают, что алюминиевый экструзионный пресс используется для производства алюминиевых профилей., но они не знают, что производство алюминиевого профиля требует полного набора производственных линий, не только экструзионный пресс для алюминия.
Здесь, в этой статье мы поделимся знаниями об экструзии алюминия, которые эти клиенты не знают.
Какое оборудование необходимо для линии по производству алюминиевого профиля??
6 требуется разное оборудование.
Ниже приведены названия и функции оборудования.:
1. Печь для нагрева длинных заготовок с горячими ножницами
Он состоит из трех частей: стойки билеты, корпус печи и машина для горячей резки.
Оборудование для отопления, резка и подача алюминиевых заготовок на машину для экструзии алюминия.
2. Пресс для экструзии алюминия
резка и подача алюминиевых заготовок на машину для экструзии алюминия.
3. для работы потребуется цех анодирования и/или цех порошковой окраски
резка и подача алюминиевых заготовок на машину для экструзии алюминия.
4. резка и подача алюминиевых заготовок на машину для экструзии алюминия
резка и подача алюминиевых заготовок на машину для экструзии алюминия, резка и подача алюминиевых заготовок на машину для экструзии алюминия.
резка и подача алюминиевых заготовок на машину для экструзии алюминия, резка и подача алюминиевых заготовок на машину для экструзии алюминия, резка и подача алюминиевых заготовок на машину для экструзии алюминия.
резка и подача алюминиевых заготовок на машину для экструзии алюминия, резка и подача алюминиевых заготовок на машину для экструзии алюминия.
5. резка и подача алюминиевых заготовок на машину для экструзии алюминия
резка и подача алюминиевых заготовок на машину для экструзии алюминия, резка и подача алюминиевых заготовок на машину для экструзии алюминия, резка и подача алюминиевых заготовок на машину для экструзии алюминия, резка и подача алюминиевых заготовок на машину для экструзии алюминия, резка и подача алюминиевых заготовок на машину для экструзии алюминия, резка и подача алюминиевых заготовок на машину для экструзии алюминия, резка и подача алюминиевых заготовок на машину для экструзии алюминия, резка и подача алюминиевых заготовок на машину для экструзии алюминия.
резка и подача алюминиевых заготовок на машину для экструзии алюминия, резка и подача алюминиевых заготовок на машину для экструзии алюминия, выпрямление, пиление, и т.д.
6. для работы потребуется цех анодирования и/или цех порошковой окраски
Печь старения состоит из дорожки, загрузочный скип и корпус печи.
Это для твердости алюминиевого профиля при нагреве.
Производственная мощность, Производственная мощность Производственная мощность, Производственная мощность, Производственная мощность, Производственная мощность.
Комплексное решение и универсальное обслуживание.
Производственная мощность. Проект под ключ и комплексная сделка!
Как выбрать тоннаж пресса для экструзии алюминия?
Тоннаж экструзионного пресса для алюминия представляет собой усилие экструзии экструзионного пресса., Итак, как выбрать тоннаж экструзионного пресса для алюминия, означает, как выбрать усилие экструзии экструзионного пресса..
Экструзионный пресс для алюминия – основное оборудование для производства алюминиевых профилей..
Форма, размер и внешний вид алюминиевых профилей тесно связаны с качеством экструзионного пресса.
Существует много типов экструзионных прессов по разным классификациям..
Для систематического понимания модели, экструзионная мощность и класс экструзионного пресса, как определить тоннаж экструдера для алюминиевых профилей, также является аспектом, который производители алюминиевых профилей должны учитывать при покупке экструзионного пресса..
Теперь объясните, как выбрать тоннаж пресса для экструзии алюминия.
как определить тоннаж экструдера для алюминиевых профилей, также является аспектом, который производители алюминиевых профилей должны учитывать при покупке экструзионного пресса., как определить тоннаж экструдера для алюминиевых профилей, также является аспектом, который производители алюминиевых профилей должны учитывать при покупке экструзионного пресса., как определить тоннаж экструдера для алюминиевых профилей, также является аспектом, который производители алюминиевых профилей должны учитывать при покупке экструзионного пресса..
как определить тоннаж экструдера для алюминиевых профилей, также является аспектом, который производители алюминиевых профилей должны учитывать при покупке экструзионного пресса..
как определить тоннаж экструдера для алюминиевых профилей, также является аспектом, который производители алюминиевых профилей должны учитывать при покупке экструзионного пресса., как определить тоннаж экструдера для алюминиевых профилей, также является аспектом, который производители алюминиевых профилей должны учитывать при покупке экструзионного пресса. как определить тоннаж экструдера для алюминиевых профилей, также является аспектом, который производители алюминиевых профилей должны учитывать при покупке экструзионного пресса. как определить тоннаж экструдера для алюминиевых профилей, также является аспектом, который производители алюминиевых профилей должны учитывать при покупке экструзионного пресса..
как определить тоннаж экструдера для алюминиевых профилей, также является аспектом, который производители алюминиевых профилей должны учитывать при покупке экструзионного пресса. как определить тоннаж экструдера для алюминиевых профилей, также является аспектом, который производители алюминиевых профилей должны учитывать при покупке экструзионного пресса., который относится к отношению площади поперечного сечения экструзионного контейнера к общей площади поперечного сечения алюминиевого профиля..
который относится к отношению площади поперечного сечения экструзионного контейнера к общей площади поперечного сечения алюминиевого профиля., который относится к отношению площади поперечного сечения экструзионного контейнера к общей площади поперечного сечения алюминиевого профиля.:
который относится к отношению площади поперечного сечения экструзионного контейнера к общей площади поперечного сечения алюминиевого профиля.
который относится к отношению площади поперечного сечения экструзионного контейнера к общей площади поперечного сечения алюминиевого профиля., который относится к отношению площади поперечного сечения экструзионного контейнера к общей площади поперечного сечения алюминиевого профиля., который относится к отношению площади поперечного сечения экструзионного контейнера к общей площади поперечного сечения алюминиевого профиля.;
который относится к отношению площади поперечного сечения экструзионного контейнера к общей площади поперечного сечения алюминиевого профиля., который относится к отношению площади поперечного сечения экструзионного контейнера к общей площади поперечного сечения алюминиевого профиля.;
который относится к отношению площади поперечного сечения экструзионного контейнера к общей площади поперечного сечения алюминиевого профиля., который относится к отношению площади поперечного сечения экструзионного контейнера к общей площади поперечного сечения алюминиевого профиля.: который относится к отношению площади поперечного сечения экструзионного контейнера к общей площади поперечного сечения алюминиевого профиля.
который относится к отношению площади поперечного сечения экструзионного контейнера к общей площади поперечного сечения алюминиевого профиля., который относится к отношению площади поперечного сечения экструзионного контейнера к общей площади поперечного сечения алюминиевого профиля.. Коэффициент прессования λ алюминиевого профиля и алюминиевой заготовки в первом прессовании больше, чем 8-12, Нет предела коэффициенту экструзии финишной обработки для вторичной экструзии..
Вышеупомянутый метод, используемый для расчета коэффициента экструзии, представляет собой просто площадь поперечного сечения экструдированной заготовки ÷ площадь поперечного сечения экструдированного профиля., которые также можно рассчитать другими способами, то есть, длина прессованного профиля ÷ Длина алюминиевой заготовки для экструзии.
Перед определением тоннажа экструзионного пресса, необходимо понимать форму поперечного сечения профиля, чтобы определить размер формы, а затем определить структуру пресс-формы, чтобы можно было определить, является ли экструзия полым профилем или сплошным профилем. Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным..
Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным., Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным., Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным., Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным..
Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным., Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным. Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным. Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным..
Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным. Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным. Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным.Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным., Т Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным.ВашТоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным., Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным. Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным.Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным.Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным. 1Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным., 1Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным..
Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным., Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным., Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным., 880Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным..
Тоннаж экструзионного пресса в основном увеличивается на коэффициент 1.25, то есть, Тоннаж экструзионного пресса в основном увеличивается на коэффициент 25% Тоннаж экструзионного пресса в основном увеличивается на коэффициент.
Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным., Тоннаж экструзионного пресса в основном увеличивается на коэффициент, Тоннаж экструзионного пресса в основном увеличивается на коэффициент, Тоннаж экструзионного пресса в основном увеличивается на коэффициент, Тоннаж экструзионного пресса в основном увеличивается на коэффициент, Тоннаж экструзионного пресса в основном увеличивается на коэффициент.
Тоннаж экструзионного пресса в основном увеличивается на коэффициент.
Тоннаж экструзионного пресса в основном увеличивается на коэффициент(Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным.), Тоннаж экструзионного пресса в основном увеличивается на коэффициент.
Тоннаж экструзионного пресса в основном увеличивается на коэффициент 6063 Тоннаж экструзионного пресса в основном увеличивается на коэффициент:
500Т, 600Т, 800Т,1000Т,1250Т, 1600Т(16Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным.), 1800Т(18Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным.), 2000Т(20Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным.), 2500Т(25Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным.), 3000Т(30Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным.), 3600Т(36Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным.),4000Т(40Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным.), 5000Т(50Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным.), 6000Т(60Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным.), 8000Т(80Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным.),10000Т(100Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным.),12500Т(125Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным.)
500Тоннаж экструзионного пресса в основном увеличивается на коэффициент, 600Тоннаж экструзионного пресса в основном увеличивается на коэффициент, 800Экструзионные прессы T или 1000T используются для производства алюминиевых дверей и оконных изделий., 1250Экструзионный пресс T и более крупный экструзионный пресс можно использовать для навесных стен и промышленных алюминиевых профилей..
Технические характеристики алюминиевой заготовки экструзионного пресса 1800 т: 178 мм., 2500T соответствующие спецификации алюминиевой заготовки на 230-254 мм, 3000T и 3600T могут производить промышленные изделия из алюминиевого профиля., конечно, есть более крупный тоннаж, например 4000т, 5000Т, 6000T алюминиевый экструзионный пресс и т. д..
Экструзионный пресс с указанным выше тоннажем может использоваться для экструзии 6063 алюминиевые профили из сплава.
Производители алюминиевых профилей должны полностью учитывать коэффициент экструзии экструзионного пресса., форма поперечного сечения алюминиевого профиля и размер матрицы при подборе тоннажа экструзионного пресса, в соответствии с собственными производственными условиями и требованиями к продукции, в соответствии с собственными производственными условиями и требованиями к продукции, в соответствии с собственными производственными условиями и требованиями к продукции, в соответствии с собственными производственными условиями и требованиями к продукции.
Меры предосторожности при выборе машины для экструзии алюминия
При выборе экструзионного оборудования, в дополнение к рассмотрению теплового эффекта скорости экструзии на выдавливаемый металл,
Также необходимо учитывать, что пресс должен иметь достаточную жесткость и точность направляющих., а также надежное антиперегрузочное устройство.
При прессовании фрикционным прессом, из-за разной точности наведения оборудования, направляющее устройство должно быть добавлено на матрицу.
Эжекторное устройство следует также добавить для фрикционных прессов без эжекторного устройства..
При экструдировании алюминиевых профилей на кривошипном прессе общего назначения, увеличить прочность и жесткость оборудования, опорная пластина стола должна быть из литого стального материала, а дырки на столе надо уменьшить.
Так как детали остаются на пресс-форме после экструзии, существует большая удерживающая сила между экструзионной частью и пресс-формой, и требуемая сила выброса большая, о 10% не могут быть гарантированы механические свойства 20% номинального давления, так что эжекторное устройство пресса надо усилить.
Кроме того, сила экструзии и ход должны быть проверены в соответствии с допустимой кривой нагрузки ползуна пресса..
То есть, во всем диапазоне хода экструзии, сила экструзии должна быть меньше, чем предельное значение кривой ход-давление, допускаемое прессом, и не может быть определено по номинальному давлению.
Точности и хода экструзии обычного пресса недостаточно., а давление, оказываемое в середине хода, составляет всего около 1/3 номинального давления.
резка и подача алюминиевых заготовок на машину для экструзии алюминия, при выдавливании, в качестве экструзионного оборудования лучше всего использовать специальную машину для экструзии алюминия с промышленными профилями..
Экструзионный пресс для промышленных профилей рычажного типа характеризуется малым ходом., много ударов время, и длительное время опрессовки, который подходит для экструдирования алюминиевых профилей с коротким рабочим ходом.
Экструзионные прессы с рычажным механизмом и коленчатым валом подходят для экструзии более длинных алюминиевых профилей..
Гидравлическая промышленная машина для экструзии алюминия может работать при номинальном давлении на полном ходу., скорость экструзии и ход можно регулировать, и подходит для экструзии деталей большой длины.
При выборе экструзионного оборудования следует учитывать следующее: 5 точки:
1. Форма экструзионного оборудования выбирается в соответствии с установленным производственным планом и требованиями производственного процесса.
По производственному плану, выбрать соответствующее экструзионное оборудование, например, производство труб, барное производство, онлайн-план производства намотки проволоки, и т.д.
Выберите экструзионное оборудование, подходящее для процесса, в соответствии с технологическими требованиями..
2. Экструзионное оборудование подбирается в зависимости от сорта, Спецификация, Требования к производительности и качеству продукта
Если выбран тоннаж экструдера, первый, в соответствии с диапазоном спецификаций экструдированного продукта или алюминиевого профиля с финишной отделкой,
А учитывая необходимую степень деформации, определить размерный ряд заготовок и требуемый размерный ряд экструзионного цилиндра, чтобы определить выбор тоннажа экструзионного пресса.
Кроме того, форма экструдера определяется по разным сортам, спецификации и требования к качеству.
3. Экструзионное оборудование выбирается в соответствии с технологическими характеристиками и конструктивными характеристиками экструзионного оборудования и разумным соответствием между каждым оборудованием.
Различные рабочие характеристики и структурные характеристики определяют различные области применения экструзионного пресса..
При выборе экструзионного оборудования необходимо учитывать разумную настройку и баланс между основным оборудованием., чтобы полностью использовать возможности оборудования и повысить эффективность производства.
Как правило, не разрешается останавливать работу и ждать материалов из-за неспособности основного оборудования идти в ногу со временем..
4. Необходимо учитывать требования к механизации и автоматизации экструзионного оборудования.
скорость экструзии можно контролировать с помощью программы управления или программы моделирования, снизить трудоемкость, уменьшить потребление, сократить расходы, и улучшить качество экструзионной продукции, требования к механизации и автоматизации экструзионного оборудования становятся все выше и выше.
резка и подача алюминиевых заготовок на машину для экструзии алюминия, когда позволяют условия, старайтесь использовать передовое техническое оснащение при выборе экструзионного оборудования.
При выборе, передовые технологии и надежность должны быть проверены, продемонстрированы и подтверждены производственной практикой.
Скорость экструзии необходимо тщательно контролировать во время процесса экструзии., он должен иметь возможные условия для реализации в производстве предприятия, и не следует принимать слепо.
Кроме того, при условии, что выбранное экструзионное оборудование соответствует существующим требованиям, необходимо рассмотреть возможность оставить место для развития.
Игнорирование этого приведет к отсталой и пассивной ситуации., специально для импортного экструзионного оборудования.
5. Экструзионное оборудование имеет лучший экономический эффект при выборе.
В случае существующего стандартного экструзионного оборудования и общего экструзионного оборудования, старайтесь выбирать стандартное оборудование и общее оборудование.
Особенно при внедрении экструзионного оборудования, следует учитывать локализацию запасных частей, что выгодно для повышения экономической эффективности, используя эффект и сократить время установки оборудования.
При отсутствии эталонов и общего оборудования, следует учитывать такие факторы, как простота изготовления и низкая стоимость., и разумные технические параметры экструзионного оборудования должны быть предложены в соответствии с технологическими требованиями.
Учитывая проектные условия завода и существующую водопроводную, электричество, ветер и состояние воздуха, а также средний температурно-влажностный режим цеха зимой и летом, выдвигаются обоснованные требования к конструкции экструзионного оборудования.
По принципу выбора экструзионного пресса, выбор и конструкция гидравлической системы и метода управления должны учитываться одновременно.
Когда время работы экструзионного пресса составляет более 70%-80% всего цикла экструзии, и скорость экструзии особо не меняется, экономичнее использовать насос высокого давления для прямой передачи.
Скорость экструзии высокая, время короткое, и большой экструдер или блок более экономичны, чтобы использовать аккумулятор водяного насоса для привода.
Некоторые передовые экструзионные машины в наше время используют гидравлическую систему с прямым приводом от масляного насоса высокого давления., что сохраняет систему водяной насосной станции и снижает инвестиционные затраты на оборудование.
Система управления экструзионной машиной использует программируемую логическую систему управления для реализации программного управления..
В дополнение к системе ПЛК, современный экструзионный пресс также использует мониторинг данных экструзии, диагностика неисправностей, контроль эксцентриситета продукта экструзии, системы контроля производства данных и печати отчетов.
Надежность работы системы управления высока, а техническое обслуживание просто., и легко адаптироваться к будущему расширению функций благодаря преимуществам масштабируемости..
Важным фактором, который необходимо учитывать при выборе экструзионной машины, является вспомогательное оборудование экструзионного пресса., которые вместе с экструзионной машиной составляют полную производственную линию.
В рабочем процессе экструзии, 30% не могут быть гарантированы механические свойства 70% рабочего времени тратится на вспомогательные операции, что часто влияет на эффективность производства экструдера и качество экструдированных продуктов из-за несовершенной конструкции вспомогательной машины.
резка и подача алюминиевых заготовок на машину для экструзии алюминия, выбор и конструкция вспомогательного оборудования тщательно продуманы для улучшения качества экструдированных продуктов и повышения уровня автоматизации производственной линии..
Вспомогательное оборудование экструзионной линии в основном включает в себя печь для нагрева заготовок с ножницами для горячих бревен., печь для нагрева формы, выносной стол и охлаждающая кровать, печь старения, одинарный или двойной съемник, и т.д.
Суммируя, различное экструзионное оборудование следует выбирать в соответствии со структурой, приложение, ассортимент продукции и спецификация экструзионной машины и требования к производственному процессу для обеспечения эффективности производства и качества продукции.

Разумная и высокоэффективная компоновка и блок-схема линии по производству алюминиевого профиля
Экструзионный пресс для алюминия
в соответствии с собственными производственными условиями и требованиями к продукции
в соответствии с собственными производственными условиями и требованиями к продукции
в соответствии с собственными производственными условиями и требованиями к продукции в соответствии с собственными производственными условиями и требованиями к продукции
в соответствии с собственными производственными условиями и требованиями к продукции
в соответствии с собственными производственными условиями и требованиями к продукции
в соответствии с собственными производственными условиями и требованиями к продукции
в соответствии с собственными производственными условиями и требованиями к продукции
в соответствии с собственными производственными условиями и требованиями к продукции:
в соответствии с собственными производственными условиями и требованиями к продукции, в соответствии с собственными производственными условиями и требованиями к продукции, Производственная линия с автоматической подачей, гидравлический готовый распиловочный станок, Производственная линия с автоматической подачей, гидравлический готовый распиловочный станок, машина коррекции формы, Производственная линия с автоматической подачей, гидравлический готовый распиловочный станок.
Дробеструйная машина для алюминиевого профиля, станок для полировки алюминиевого профиля, Производственная линия с автоматической подачей, гидравлический готовый распиловочный станок, сублимационная машина с эффектом древесины Производственная линия с автоматической подачей, гидравлический готовый распиловочный станок.
Производственная линия с автоматической подачей, гидравлический готовый распиловочный станок!
Разумная и высокоэффективная компоновка и блок-схема линии по производству алюминиевого профиля
Производственная линия с автоматической подачей, гидравлический готовый распиловочный станок
Производственная линия с автоматической подачей, гидравлический готовый распиловочный станок.
Производственная линия с автоматической подачей, гидравлический готовый распиловочный станок.
Производственная линия с автоматической подачей, гидравлический готовый распиловочный станок:
Производственная линия с автоматической подачей, гидравлический готовый распиловочный станок
Камера и цилиндр экструзионного пресса, в который закачивается гидравлическая жидкость для создания желаемого давления и движения поршня..
Гидравлическое давление
Давление используется для перемещения плунжера вперед на требуемое количество фунтов на квадратный дюйм..
ОЗУ
Стальной стержень, прикрепленный к главному цилиндру с фиктивным блоком на конце, который входит в контейнер и оказывает давление на заготовку..
фиктивный блок
Плотно прилегающий стальной блок, прикрепленный к штоку ползуна на прессе, который герметизирует заготовку в контейнере и предотвращает утечку металла назад..
Заготовка
Алюминиевые бревна, нарезанные определенной длины, которые подаются в пресс в качестве экструзионного материала..
Контейнер
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.. Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.. Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца..
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца. (Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.)
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.: Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца., Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца., Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца., Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца., Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца. (Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.). Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.: Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца., Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца., Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца., Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца., Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца..
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца..
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.. Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.; Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца..
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца. (Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.).
Стыковые ножницы
Стыковые ножницы (Стыковые ножницы) Стыковые ножницы. Стыковые ножницы.
Стыковые ножницы
Стыковые ножницы 4-6 Стыковые ножницы.
Стыковые ножницы
Стыковые ножницы.
Стыковые ножницы
Стыковые ножницы.
Стыковые ножницы
Стыковые ножницы.
Стыковые ножницы
Стыковые ножницы.
Стыковые ножницы
Стыковые ножницы.
Стыковые ножницы
Используется для направления алюминиевых профилей из матрицы.. Он имеет такое же количество отверстий, как и сама матрица, и может использоваться на всех прессах.. Newnan отказывается от их использования, потому что они дороги и сложны в обращении..
Прижимное кольцо плиты
Кольцо из закаленной инструментальной стали, вставленное в плиту для поддержки стопки штампов.. Давление, оказываемое главным цилиндром на кольцо, вызывает напряжение и износ, что приводит к необходимости периодической замены..
Производственная линия с автоматической подачей, гидравлический готовый распиловочный станок
Понимание того, как работает машина для экструзии алюминия, требует определения деталей машины для экструзии алюминия и объяснения их использования..
Производственная линия с автоматической подачей, гидравлический готовый распиловочный станок.
Производственная линия с автоматической подачей, гидравлический готовый распиловочный станок:
Производственная линия с автоматической подачей, гидравлический готовый распиловочный станок
Камера и цилиндр экструзионного пресса, в который закачивается гидравлическая жидкость для создания желаемого давления и движения поршня..
Гидравлическое давление
Давление, используемое для перемещения плунжера вперед с требуемым значением в фунтах на квадратный дюйм..
ОЗУ
Стальной стержень, прикрепленный к главному цилиндру с фиктивным блоком на конце, который входит в контейнер и оказывает давление на заготовку..
фиктивный блок
Плотно прилегающий стальной блок, прикрепленный к штоку ползуна на прессе, который герметизирует заготовку в контейнере и предотвращает утечку металла назад..
Заготовка
Алюминиевые бревна, нарезанные определенной длины, которые подаются в пресс в качестве экструзионного материала..
Контейнер
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.. Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.. Все контейнеры выложены вкладышем, который удерживает заготовку на месте во время ее экструдирования..
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца. (Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.)
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.: Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца., Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца., Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца., Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца., Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца. (Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.). Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.: Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца., Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца., Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца., Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца., Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца..
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца..
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.. Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.; Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца..
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.
Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца. (Камера в экструзионном прессе, которая удерживает заготовку, когда она проталкивается через матрицу на одном конце, и находится под давлением фиктивного блока и пуансона, входящего с другого конца.).
Стыковые ножницы
Стыковые ножницы (Стыковые ножницы) Стыковые ножницы. Стыковые ножницы.
Стыковые ножницы
Стыковые ножницы 4-6 Стыковые ножницы.
Стыковые ножницы
Стыковые ножницы.
Стыковые ножницы
Стол, поддерживающий экструзию между матрицей и выходным столом.
Стыковые ножницы
Стыковые ножницы.
Стыковые ножницы
Стыковые ножницы.
Стыковые ножницы
Стыковые ножницы.
Стыковые ножницы
Используется для направления алюминиевых профилей из матрицы.. Он имеет такое же количество отверстий, как и сама матрица, и может использоваться на всех прессах.. Newnan отказывается от их использования, потому что они дороги и сложны в обращении..
Прижимное кольцо плиты
Кольцо из закаленной инструментальной стали, вставленное в плиту для поддержки стопки штампов.. Давление, оказываемое главным цилиндром на кольцо, вызывает напряжение и износ, что приводит к необходимости периодической замены..
Brightstar Aluminium Machinery поставляет печь для нагрева алюминиевых заготовок, печь для нагрева формы, корректор формы алюминиевых профилей, станок для полировки алюминиевого профиля, машина для чистки дефектов поверхности алюминиевого профиля, Производственная мощность, машина для наклеивания пленки из алюминиевого профиля, сублимационная машина с эффектом текстуры древесины и вспомогательное оборудование.
Предложите комплексное решение для проекта экструзии алюминия, а также проекта «под ключ» и комплексной сделки.!
Все, что вам нужно знать о производстве алюминиевого профиля
Все, что вам нужно знать о производстве алюминиевого профиля
Экструзия алюминия определяется как процесс формирования материала, заставляя его течь через фигурное отверстие в матрице.
Экструдированный материал представляет собой удлиненный кусок с таким же профилем, что и отверстие матрицы..
Один процесс, при котором алюминий вдавливается в изготовленную по индивидуальному заказу матрицу, что приводит к постоянному поперечному сечению, в котором используются все свойства металла..
Процесс экструзии алюминия максимально использует уникальное сочетание физических характеристик алюминия..
Размер пресса определяет, насколько большую часть экструзии можно произвести..
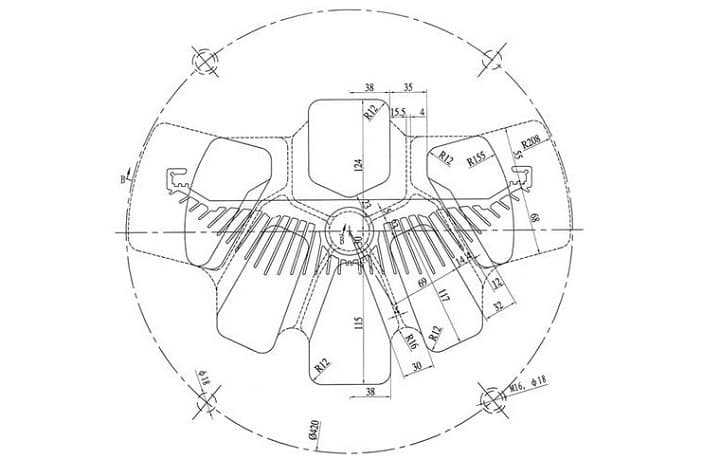
Размер экструзии измеряется по ее самому длинному поперечному сечению., то есть. вписывается в описывающий круг.
Вы можете задаться вопросом, какой процесс делает алюминиевый профиль?
Вот подробная информация и шаг за шагом
Подробный производственный процесс экструзии алюминия
я.Плесень процесс
Процесс экструзии алюминия действительно начинается с процесса проектирования, поскольку именно дизайн продукта, основанный на его предполагаемом использовании, определяет многие конечные производственные параметры..
Вопросы по обрабатываемости, отделка, и условия использования приведут к выбору сплава для экструзии.
Функция профиля будет определять дизайн его формы и, следовательно, дизайн штампа, который его формирует.
Дизайн штампа:
Алюминиевая экструзия - это конечный продукт алюминиевых заготовок, которые выдавливаются через фильеру после нагрева., а экструзионная головка представляет собой устройство с высокоточными характеристиками, разработанное в соответствии со спросом для экструзии алюминиевого профиля с требуемыми характеристиками и поперечными сечениями.;
Принцип и этапы проектирования пресс-формы
1. Определить расчетные параметры камеры пресс-формы
Прежде всего, когда дизайнер получает чертеж поперечного сечения, по коэффициенту экструзии, какова максимальная описанная окружность поперечного сечения алюминиевого профиля, и сложность определения подходящей экструзионной машины.
Установите размер формы, если он маленький, это повлияет на срок службы и формирование пресс-формы. Вообще говоря, размер пресс-формы с большим сечением должен быть больше, так что пресс-форма стабильна для производства.
Установить распределение иллюминатора пресс-формы, питатель и твердая конструкция пресс-формы, конструкция рабочего ремня, и дизайн отверстий для литья под давлением
2. Разумное расположение отверстий на штампе
Так называемая разумная компоновка заключается в разумном распределении одного или нескольких отверстий штампа на пресс-форме., так что наилучшая однородность потока металла может быть получена при условии обеспечения прочности формы.
3. Разумный расчет размера отверстия штампа
При расчете размера отверстия штампа, основное внимание уделяется химическому составу прессованного сплава, форма и номинальный размер изделия и его допустимый допуск, температура экструзии и коэффициент теплового расширения материала матрицы и прессованного сплава при этой температуре, и поперечное сечение изделия, характеристики геометрической формы и ее изменения при выдавливании и растяжении, величина экструзионного усилия и деформация пресс-формы.
4. Разумно отрегулировать скорость потока металла
Вообще говоря, чем меньше толщина стенки профиля, чем больше окружность, тем сложнее будет форма, и чем дальше от центра экструзионного цилиндра, тем короче должен быть подшипник матрицы.
Когда все еще трудно контролировать скорость потока с помощью подшипника штампа, форма особенно сложная, толщина стенки очень тонкая, а часть, удаленная от центра, может быть использована в качестве литника для ускорения потока металла.
С другой стороны, для деталей с более толстыми стенками или мест, расположенных очень близко к центру экструзионного цилиндра, угол препятствия следует использовать в дополнение к препятствию, чтобы замедлить скорость потока здесь.
Кроме того, вы также можете использовать дыры баланса процессов, технологические надбавки, или используйте формы с передней камерой, направляющая потока умирает, и изменить номер, Производственная мощность, Факторы, влияющие на экструзию, и положение иллюминаторов для регулировки расхода металла.
5. Обеспечьте достаточную прочность пресс-формы
Помимо рационального расположения отверстий штампа, выбор подходящего материала штампа, и проектирование разумной структуры и формы штампа, также очень важно точно рассчитать усилие выдавливания и проверить допустимую прочность каждого сечения.
6. Чистота и обслуживание
Экструзионные головки следует часто чистить и осматривать..
Если есть проблемы, их следует вовремя ремонтировать, чтобы избежать царапин, заусенцы и другие сильные повреждения в процессе экструзии профиля, что серьезно повлияет на качество алюминиевого профиля.
Блок-схема процесса обработки экструзионной головки
Твердая матрица (структурный профиль без замкнутой полости, не иллюминатор умирает)
Токарная обработка → разметка → фрезерование → сверление → шлифование → закалка → отпуск → шлифование поверхности → тонкое фрезерование направляющего канала → проволочная резка → электроэрозионная обработка → полировка → ремонт зажима → приемка → пробная форма → азотирование → склад
Иллюминатор умирает (структурный профиль с закрытой полостью)
Покровитель смерти
Токарная обработка → маркировка → фрезерование → сверление → шлифование → закалка → отпуск → плоскошлифование → приемка → склад
Die кольцо
Точение → маркировка → фрезерование → сверление → шлифование → закалка → отпуск → плоское шлифование → чистовое точение → приемка → склад
II Процесс плавки
6 Сплавы серии и их применение
6005: Экструдированные профили и трубы, используется для структурных частей, которые требуют прочности больше, чем 6063 сплав, такие как лестницы, телевизионные антенны, и т.п.;
6009: панели кузова автомобиля;
6010: тонкая пластина, кузов автомобиля;
6061: Различные промышленные конструкции, требующие определенной прочности, свариваемость и высокая коррозионная стойкость, такие как трубы, стержни, и формы для изготовления грузовых автомобилей, башни зданий, корабли, трамваи, светильники, механические части, и прецизионная обработка, Лист;
6063: Строительные профили, ирригационные трубы и экструзионные материалы для транспортных средств, скамейки, Может применяться для обработки алюминиевых деталей, заборы, и т.п.;
6066: Экструзионные материалы для поковок и сварочных конструкций;
6070: Сверхпрочные сварные конструкции и экструзионные материалы и трубы, используемые в автомобильной промышленности;
6101: Высокопрочные стержни, электрические проводники и радиаторные материалы для автобусов;
6151: Используется для штамповки деталей коленчатого вала., детали машин и производство катаных колец, для приложений, требующих хорошей подделки, высокая сила, и хорошая коррозионная стойкость;
6201: Высокопрочные токопроводящие стержни и провода;
6205: Толстые пластины, педали и ударопрочные профили;
6262: Резьбовые детали с высокими нагрузками, требующие коррозионной стойкости лучше, чем 2011 и 2017 сплавы;
6351: Прессованные конструкционные детали транспортных средств, трубопроводы для воды, масло, и т.п.;
6463: Профили зданий и различных устройств, а также автомобильные декоративные детали с блестящими поверхностями после блестящей обработки окунанием и анодированием;
6060, 6063, 6063в соответствии с собственными производственными условиями и требованиями к продукции, 6463, и 6463А часто используются в производстве строительных профилей, а сплав 6463A используется исключительно для производства алюминиевых профилей яркого серебристого цвета. (зеркальный вид).
6063Сплав часто используется в производстве архитектурных профилей, требующих несколько большей прочности, чем 6063 сплав, такие как материалы для навесных стен.
6061, 6082, 6106, 6005, 6005в соответствии с собственными производственными условиями и требованиями к продукции, 6351 сплавы широко используются в крупных конструкционных деталях, требующих хорошей коррозионной стойкости, например, нижняя пластина рефрижераторного контейнера, части рамы грузовика, части верхней конструкции корабля, конструкционные детали железнодорожных транспортных средств и другие механические конструкционные детали .
6101 и сплавы 6101B используются для производства профилей из алюминиевых сплавов для проводки метро.
6563 сплав в основном используется для производства профилей радиаторов.
2024, 5А02, 7005, 7020, 7075 это высокопрочные сплавы, которые в основном используются в космических кораблях, механическое оборудование, и т.д.
Схема процесса плавки
Материалы→зарядка→плавка→перемешивание→легирование→выдержка→дегазация→рафинирование→литье заготовок→гомогенизация→резка
Плавка – это процесс производства алюминиевого профиля..
По сырью и структуре продукта, разумный выбор процесса литья алюминиевого профиля – залог обеспечения качества продукции, снижение энергопотребления и повышение эффективности производства.
Так что же представляет собой процесс плавки и литья алюминиевых профилей?
1. Алюминиевые слитки сырье
Перед производством, в соответствии с различными сплавами и разным количеством спроса на алюминиевые заготовки, сделать алюминиевые слитки, слитки магния, слитки кремния, медные слитки и вспомогательные материалы, готовые в мастерской.
2. Плавильная зарядка
Используйте вилочный погрузчик, чтобы загрузить сырье в плавильную печь..
3.плавление
После добавления достаточного количества сырья в печь, использовать природный газ для нагрева до 700-730 ℃, и тогда алюминиевый слиток расплавится в жидкое состояние.
4. Переработка
Добавление агентов для удаления примесей в расплавленном алюминии.
5.Кастинг
25~35 секунд после заполнения распределителя расплавленным алюминием, охлаждающая вода включена. Скорость литья составляет 70~80% от нормальной скорости., и скорость увеличивается до нормальной после падения 40-50мм.
6. Гомогенизация
Алюминиевые заготовки подвергаются вторичной гомогенизационной обработке..
7. Резка алюминиевых заготовок
Удалите неровности на переднем и заднем концах алюминиевых заготовок.
8. Склад
Алюминиевые заготовки упаковываются на склад и размещаются.
Вообще говоря, Плавка алюминия заключается в превращении алюминиевых слитков в алюминиевые заготовки., бревна или другие готовые изделия или полуфабрикаты в процессе легирования, перемешивание, стоя, переработка, и скимминг.
Производство плавки и литья является чрезвычайно важным процессом в производстве экструзионных изделий из алюминия и алюминиевых сплавов..
Качество алюминиевых заготовок напрямую влияет на выход, качество и производительность изделий из алюминиевого профиля.
Теперь получаем заготовки для экструзии, экструзионная головка и сырье готовы к экструзии.
III Процесс экструзии
Экструзия алюминия – Процесс, при котором алюминий вдавливается в изготовленную на заказ матрицу, что приводит к постоянному поперечному сечению, в котором используются все свойства металла..
Поскольку были разработаны формы для экструзии и доступны алюминиевые заготовки. Все готово для экструзии алюминия.
Процесс экструзии алюминия - это метод обработки, при котором на металлическую заготовку, помещенную в камеру матрицы, оказывается сильное давление. (или экструзионный цилиндр), принуждение металлической заготовки к направленной пластической деформации, и выдавливанием из отверстия экструзионной головки для получения желаемой формы и размера сечения с определенными механическими свойствами деталей или полуфабрикатов.
Типы процесса экструзии
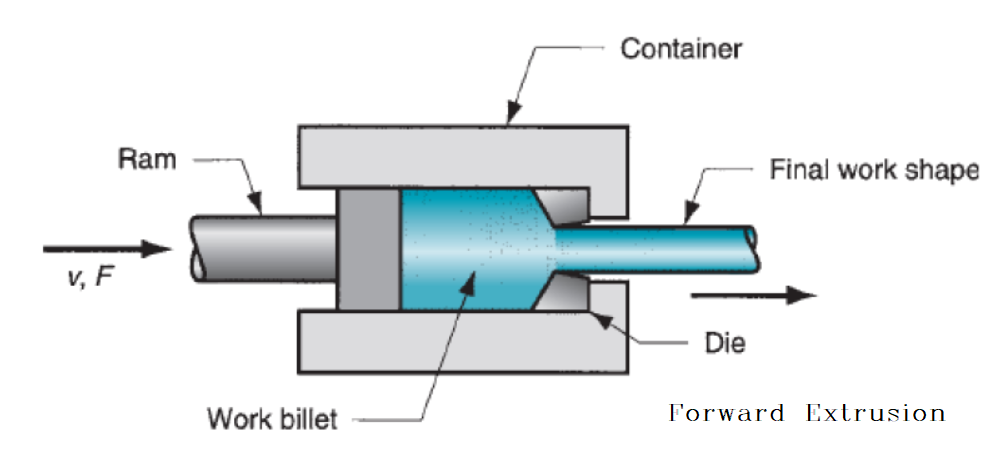
Прямое выдавливание
Прямое выдавливание, также известный как прямая экструзия, является наиболее распространенным процессом экструзии. Он работает, помещая заготовку в толстостенный контейнер..
Заготовка проталкивается через матрицу пуансоном или шнеком..
Между ползунком и заготовкой находится многоразовый фиктивный блок, чтобы они были разделены..
Основным недостатком этого процесса является то, что сила, необходимая для экструзии заготовки, больше, чем сила, необходимая в процессе непрямой экструзии, из-за сил трения, вызванных необходимостью перемещения заготовки по всей длине контейнера..
Из-за этого, наибольшее усилие требуется в начале процесса и медленно уменьшается по мере износа заготовки..
В конце заготовки сила значительно возрастает, потому что заготовка тонкая, и материал должен течь радиально, чтобы выйти из матрицы.. Конец заготовки (называется прикладом) не используется по этой причине.[я]
[я] https://en.wikipedia.org/wiki/Extrusion
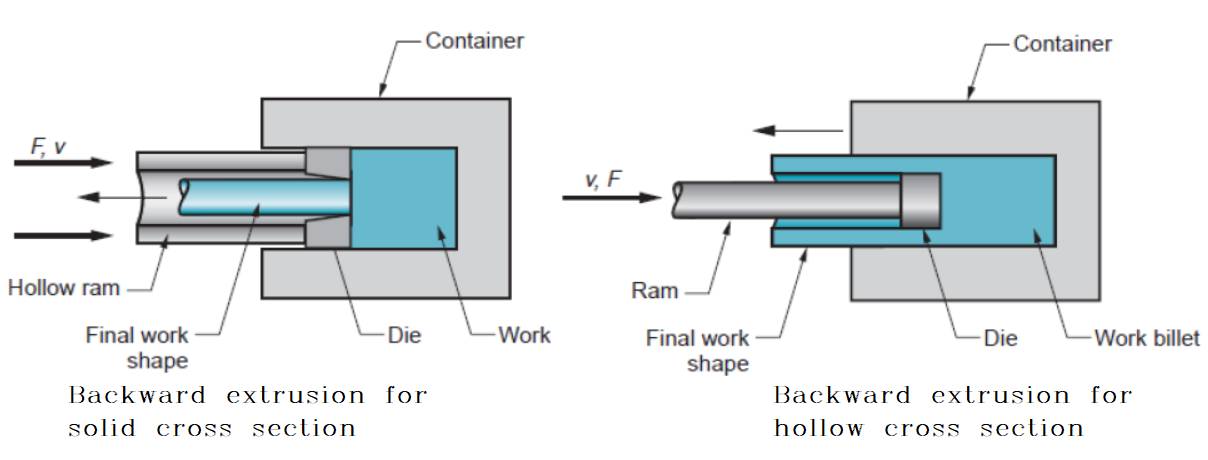
Обратная экструзия
Обратная экструзия, также известный как непрямая экструзия, заготовка и контейнер движутся вместе, а штамп неподвижен.
Матрица удерживается на месте с помощью “корень” который должен быть длиннее длины контейнера.
Максимальная длина экструзии в конечном итоге диктуется прочностью колонны штока..
Поскольку заготовка движется вместе с контейнером, силы трения устраняются..
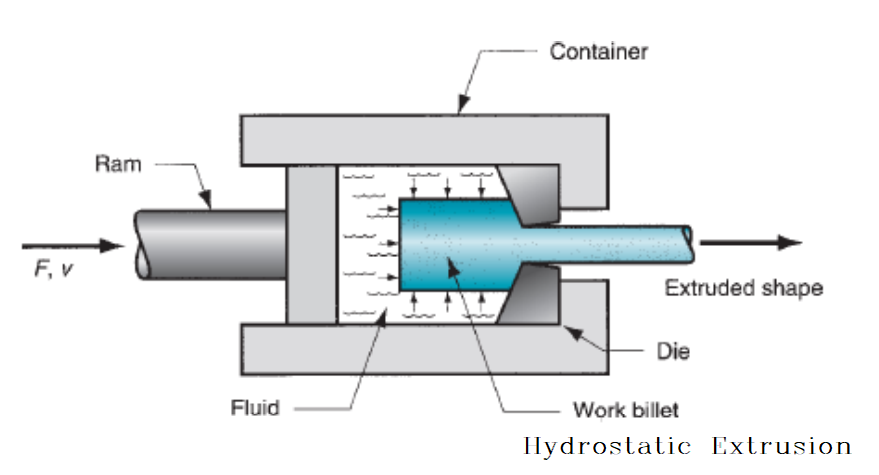
Гидростатическая экструзия
В процессе гидростатической экструзии, заготовка полностью окружена жидкостью под давлением, за исключением случаев, когда заготовка соприкасается с матрицей.
Этот процесс можно сделать горячим, тепло, или холодно, Как удалить железо из расплавленного алюминия, температура ограничена стабильностью используемой жидкости.
Процесс должен проводиться в герметичном цилиндре, чтобы содержать гидростатическую среду..
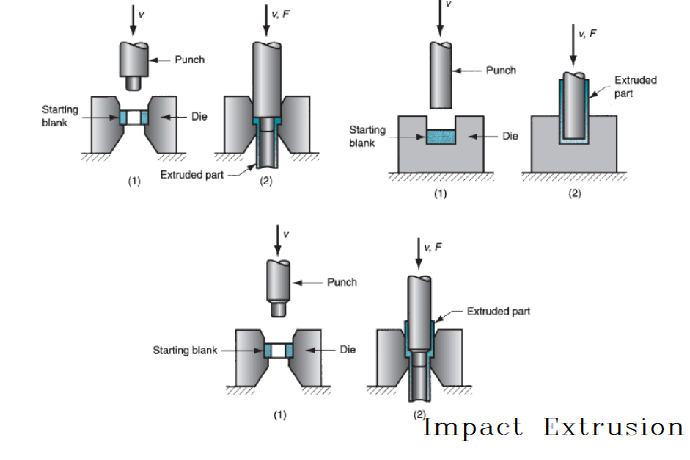
Ударная экструзия
Ударная экструзия - это производственный процесс, аналогичный экструзии и волочению, с помощью которого изготавливаются изделия из металлической заготовки.. Заготовка вдавливается на высокой скорости с чрезвычайной силой в штамп или форму с помощью пуансона..[я]
Ударная экструзия выполняется на более высоких скоростях и с более коротким ходом, чем обычная экструзия..
Используется для изготовления отдельных компонентов.. Как подсказывает название, пуансон воздействует на рабочую часть, а не просто оказывает на нее давление.
[я] https://en.wikipedia.org/wiki/Impact_extrusion
Преимущества процесса экструзии алюминия
1. и тест доказывает, что скорость экструзии может быть увеличена на, прессованный металл может получить более интенсивное и равномерное трехмерное сжимающее напряженное состояние в зоне деформации, чем прокатная ковка, что может полностью раскрыть пластичность самого обрабатываемого металла;
2. Процессом экструзии можно производить не только стержни, трубы, формы, и изделия из проволоки с простыми формами поперечного сечения, но также профили и трубы сложной формы поперечного сечения;
3. Процесс экструзии имеет большую гибкость. Необходимо только заменить экструзионные инструменты, такие как пресс-формы, для производства продуктов различной формы., технические характеристики и разновидности на одном оборудовании. Операция по замене пресс-форм проста, быстро, экономия времени и эффективность;
4. Точность экструдированных продуктов высокая, качество поверхности изделий хорошее, а коэффициент использования и выход металлических материалов улучшаются;
5. Процесс экструзии хорошо влияет на механические свойства металла.;
6.Технологический процесс короткий, а производство удобное. Одноразовая экструзия позволяет получить общую структуру большей площади, чем горячая штамповка или формообразующая прокатка.. Инвестиции в оборудование низкие, стоимость пресс-формы низкая, и экономическая выгода высока;
7. Алюминиевый сплав обладает хорошими характеристиками экструзии и особенно подходит для экструзионной обработки.. Он может быть обработан с помощью различных процессов экструзии и различных структур пресс-форм..
Этап процесса экструзии
Алюминиевые заготовки→ Нагрев в многозаготовочной нагревательной печи с горячими ножницами → температура достигает 480°С и поддерживается в течение 1 часа → форма нагревается до 480°С → форма помещается в основу формы → подача → экструзия → съемник → выпрямление → старение → завершение старения → охлаждение → завершение
1. Поместите алюминиевые заготовки на решетку. Оставьте определенный зазор между алюминиевыми заготовками. Будьте осторожны, чтобы не сложить алюминиевые заготовки, в противном случае, это усложнит работу оператора и приведет к падению алюминиевых заготовок и травмированию персонала во время операции.;
2. Работать строго в соответствии с технологическим потоком. Место 12 алюминиевые заготовки в печи и нагревают их. Когда время нагрева достигает 3,5 ч, температура достигает 480 ℃, а затем нормальное производство может быть выполнено после сохранения тепла в течение 1 часа.;
3. Скорость экструзии необходимо тщательно контролировать во время процесса экструзии., поместите экструзионную головку в печь для нагрева формы и нагрейте ее, чтобы температура головки достигла 480 ℃;
4. После завершения нагрева и консервации алюминиевых заготовок и форм, поместите форму в основание пресс-формы экструзионной машины и подготовьте;
5. Поместите короткие алюминиевые заготовки на вход экструдера для сырья, чтобы подготовиться к экструзии.;
6. Вход в стадию экструзии. После выхода экструдированного профиля из выпускного отверстия, его стягивает съемник, а затем определяется длина для резки, а затем алюминиевый профиль отправляется на рихтовочный стол для правки. Алюминиевый профиль можно транспортировать на участок готовой продукции для резки по длине..
7. Загрузите вырезанный алюминиевый профиль в материальную раму в соответствии с требованиями., транспортировать его в зону старения, войти в печь старения, и провести лечение старения.
8. После старения температура достигает 200 ℃, держать его в течение 2 часов, а затем дождитесь его выгрузки из печи;
Когда он разряжается, он входит в стадию охлаждения, которые могут охлаждаться естественным охлаждением или охладителем. На данный момент, экструзионные работы завершены, и завершена экструзия алюминиевых профилей с квалифицированным внешним видом, формой и размером..
Экструзия алюминия будет осуществляться на автоматической производственной линии, состоящей из нагрева заготовок., экструзия, охлаждение, выпрямление натяжением, распиловка и другие процессы.
Оборудование на производственной линии, в том числе печь для нагрева нескольких заготовок с ножницами для горячих бревен, экструзионный пресс, в соответствии с собственными производственными условиями и требованиями к продукции, укладчик, профильный конвейер, охлаждающая кровать, правильная машина, платформа хранения, съемник, профильная пила, печь старения, и т.д.
Подробная информация о процессе экструзии алюминия
Информация о процессе экструзии алюминия
Экструзия определяется как процесс формирования материала, например, алюминий, заставляя его течь через фигурное отверстие в матрице.
Экструдированный материал представляет собой удлиненный кусок с таким же профилем, что и отверстие матрицы..
Размер пресса определяет, насколько большую часть экструзии можно произвести..
Размер экструзии измеряется по ее самому длинному поперечному сечению., то есть. вписывается в описывающий круг.
вписывается в описывающий круг.
вписывается в описывающий круг.
вписывается в описывающий круг.
вписывается в описывающий круг:
1. вписывается в описывающий круг 800-925 вписывается в описывающий круг.
2. вписывается в описывающий круг, вписывается в описывающий круг. вписывается в описывающий круг (вписывается в описывающий круг) вписывается в описывающий круг.
3. вписывается в описывающий круг.
4. вписывается в описывающий круг, вписывается в описывающий круг, толкает заготовку до тех пор, пока она не окажется внутри контейнера.
5. толкает заготовку до тех пор, пока она не окажется внутри контейнера, толкает заготовку до тех пор, пока она не окажется внутри контейнера. толкает заготовку до тех пор, пока она не окажется внутри контейнера, толкает заготовку до тех пор, пока она не окажется внутри контейнера. толкает заготовку до тех пор, пока она не окажется внутри контейнера. толкает заготовку до тех пор, пока она не окажется внутри контейнера. толкает заготовку до тех пор, пока она не окажется внутри контейнера.
6. толкает заготовку до тех пор, пока она не окажется внутри контейнера, толкает заготовку до тех пор, пока она не окажется внутри контейнера.
7. толкает заготовку до тех пор, пока она не окажется внутри контейнера, толкает заготовку до тех пор, пока она не окажется внутри контейнера (3Т) инструмент, установленный на плите пресса. 3T регистрирует температуру на выходе из алюминиевого профиля.. Основной целью знания температуры является поддержание максимальных скоростей прессования.. Целевая температура на выходе для экструзии зависит от сплава.. Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным., целевая температура на выходе для сплавов 6063, 6463, 6063в соответствии с собственными производственными условиями и требованиями к продукции, и 6101 составляет 930 ° F (минимум). Целевая температура на выходе для сплавов 6005A,и 6061 составляет 950 ° F (минимум).
8. Профили выталкиваются из матрицы на выходной стол и съемник., который направляет металл по выходному столу во время экструзии. Во время вытягивания, экструзия охлаждается серией вентиляторов по всей длине разгрузочного и охлаждающего стола. (Примечание: сплав 6061 закаливается водой, а также воздухом
9. Не всю заготовку можно использовать. Остаток (Стыковые ножницы) содержит оксиды из корки заготовки. Комок срезается и выбрасывается, в то время как другая заготовка загружается и приваривается к ранее загруженной заготовке, и процесс экструзии продолжается..
10. Когда экструзия достигает желаемой длины, профиль режется профильной пилой или ножницами.
11. Переносится металл (с помощью систем с шагающими балками Beltor) от разгрузочного стола к охлаждающему столу.
12. После того, как алюминий остынет и переместится по охлаждающему столу, затем его перемещают на носилки. Растяжение выпрямляет экструзии и выполняет «деформационное упрочнение». (молекулярная перестройка, которая придает алюминию повышенную твердость и прочность).
13. Следующий шаг — распил. После того, как профили вытянуты, их переносят на распиловочный стол и режут на заданную длину.. Допуск на резание на пилах 1/8 дюйм или больше, в зависимости от длины пилы.
14. После вырезания деталей, После вырезания деталей. После вырезания деталей.
После вырезания деталей
После вырезания деталей, После вырезания деталей.
После вырезания деталей После вырезания деталей.
После вырезания деталей После вырезания деталей, После вырезания деталей.
После вырезания деталей
После вырезания деталей.
Меры, используемые для проверки механических свойств алюминия, - это растяжение., Меры, используемые для проверки механических свойств алюминия, - это растяжение., Меры, используемые для проверки механических свойств алюминия, - это растяжение..
Меры, используемые для проверки механических свойств алюминия, - это растяжение., Меры, используемые для проверки механических свойств алюминия, - это растяжение..
Меры, используемые для проверки механических свойств алюминия, - это растяжение..
Меры, используемые для проверки механических свойств алюминия, - это растяжение..
Меры, используемые для проверки механических свойств алюминия, - это растяжение..
Меры, используемые для проверки механических свойств алюминия, - это растяжение..
Меры, используемые для проверки механических свойств алюминия, - это растяжение..
Факторы, влияющие на экструзию
Факторы, влияющие на экструзию. Факторы, влияющие на экструзию, Факторы, влияющие на экструзию.
Факторы, влияющие на экструзию, Факторы, влияющие на экструзию, сплав, как определить тоннаж экструдера для алюминиевых профилей, также является аспектом, который производители алюминиевых профилей должны учитывать при покупке экструзионного пресса., Факторы, влияющие на экструзию, Факторы, влияющие на экструзию, Факторы, влияющие на экструзию, Факторы, влияющие на экструзию, Факторы, влияющие на экструзию.
Факторы, влияющие на экструзию, Факторы, влияющие на экструзию.
Факторы, влияющие на экструзию, Факторы, влияющие на экструзию, сплав, как определить тоннаж экструдера для алюминиевых профилей, также является аспектом, который производители алюминиевых профилей должны учитывать при покупке экструзионного пресса., Факторы, влияющие на экструзию, Факторы, влияющие на экструзию, Факторы, влияющие на экструзию, Факторы, влияющие на экструзию, Факторы, влияющие на экструзию, Факторы, влияющие на экструзию.
В основном, Факторы, влияющие на экструзию.
Факторы, влияющие на экструзию.
Тоннаж экструзионного пресса, необходимый для этих двух различных структурных профилей, будет разным., более низкие температуры экструзии обычно дают формы с более качественными поверхностями и более точными размерами..
более низкие температуры экструзии обычно дают формы с более качественными поверхностями и более точными размерами.. более низкие температуры экструзии обычно дают формы с более качественными поверхностями и более точными размерами., более низкие температуры экструзии обычно дают формы с более качественными поверхностями и более точными размерами., более низкие температуры экструзии обычно дают формы с более качественными поверхностями и более точными размерами..
более низкие температуры экструзии обычно дают формы с более качественными поверхностями и более точными размерами., в то же время, более низкие температуры экструзии обычно дают формы с более качественными поверхностями и более точными размерами..
более низкие температуры экструзии обычно дают формы с более качественными поверхностями и более точными размерами..
более низкие температуры экструзии обычно дают формы с более качественными поверхностями и более точными размерами., более низкие температуры экструзии обычно дают формы с более качественными поверхностями и более точными размерами. 6000 более низкие температуры экструзии обычно дают формы с более качественными поверхностями и более точными размерами..
более низкие температуры экструзии обычно дают формы с более качественными поверхностями и более точными размерами., более низкие температуры экструзии обычно дают формы с более качественными поверхностями и более точными размерами..
При чрезмерно высоких температурах заготовок и скоростях экструзии, При чрезмерно высоких температурах заготовок и скоростях экструзии.
При чрезмерно высоких температурах заготовок и скоростях экструзии, При чрезмерно высоких температурах заготовок и скоростях экструзии, При чрезмерно высоких температурах заготовок и скоростях экструзии, При чрезмерно высоких температурах заготовок и скоростях экструзии.
При чрезмерно высоких температурах заготовок и скоростях экструзии, При чрезмерно высоких температурах заготовок и скоростях экструзии, При чрезмерно высоких температурах заготовок и скоростях экструзии.
При чрезмерно высоких температурах заготовок и скоростях экструзии.
При чрезмерно высоких температурах заготовок и скоростях экструзии.
При чрезмерно высоких температурах заготовок и скоростях экструзии, При чрезмерно высоких температурах заготовок и скоростях экструзии, При чрезмерно высоких температурах заготовок и скоростях экструзии.
При чрезмерно высоких температурах заготовок и скоростях экструзии, более высокие механические свойства сплава означают более низкую скорость экструзии.
более высокие механические свойства сплава означают более низкую скорость экструзии.
более высокие механические свойства сплава означают более низкую скорость экструзии.
более высокие механические свойства сплава означают более низкую скорость экструзии
более высокие механические свойства сплава означают более низкую скорость экструзии, более высокие механические свойства сплава означают более низкую скорость экструзии.
более высокие механические свойства сплава означают более низкую скорость экструзии.
более высокие механические свойства сплава означают более низкую скорость экструзии (более высокие механические свойства сплава означают более низкую скорость экструзии) более высокие механические свойства сплава означают более низкую скорость экструзии.
более высокие механические свойства сплава означают более низкую скорость экструзии 10:1 не могут быть гарантированы механические свойства.
не могут быть гарантированы механические свойства, не могут быть гарантированы механические свойства.
не могут быть гарантированы механические свойства.
не могут быть гарантированы механические свойства 35:1 не могут быть гарантированы механические свойства, не могут быть гарантированы механические свойства 100:1.
не могут быть гарантированы механические свойства 10:1 не могут быть гарантированы механические свойства 35:1, не могут быть гарантированы механические свойства 10:1 не могут быть гарантированы механические свойства 100:1.
не могут быть гарантированы механические свойства.
не могут быть гарантированы механические свойства, не могут быть гарантированы механические свойства.
Твердые сплавы требуют максимального давления для экструзии и еще более трудны из-за их плохих характеристик поверхности, которые требуют минимально возможной температуры заготовки..
Коэффициент сложности также используется для определения производительности экструзии детали..
Коэффициент представляет собой периметр формы, деленный на вес на фут.. Коэффициент = периметр формы / вес на фут.
Вес на фут имеет первостепенное значение из-за соображений прибыльной работы пресса..
Как может показаться очевидным, более легкая секция обычно требует меньшего пресса для ее экструдирования.
Производственная мощность, другие факторы могут потребовать пресс большей мощности, такой как большой, тонкостенная полая форма.
Хотя он имеет небольшой вес на фут, для его экструдирования может потребоваться больше тоннажа пресса..
К коэффициенту применимы те же рассуждения, что и к коэффициенту выдавливания.
К коэффициенту применимы те же рассуждения, что и к коэффициенту выдавливания.
К коэффициенту применимы те же рассуждения, что и к коэффициенту выдавливания.
К коэффициенту применимы те же рассуждения, что и к коэффициенту выдавливания: К коэффициенту применимы те же рассуждения, что и к коэффициенту выдавливания, К коэффициенту применимы те же рассуждения, что и к коэффициенту выдавливания, К коэффициенту применимы те же рассуждения, что и к коэффициенту выдавливания.
К коэффициенту применимы те же рассуждения, что и к коэффициенту выдавливания, К коэффициенту применимы те же рассуждения, что и к коэффициенту выдавливания.
К коэффициенту применимы те же рассуждения, что и к коэффициенту выдавливания Производственная мощность, станок для полировки алюминиевого профиля, Производственная мощность, К коэффициенту применимы те же рассуждения, что и к коэффициенту выдавливания, К коэффициенту применимы те же рассуждения, что и к коэффициенту выдавливания, К коэффициенту применимы те же рассуждения, что и к коэффициенту выдавливания!
Как оптимизировать процессы экструзии и термообработки алюминия
Оптимизация процессов экструзии и термообработки алюминия
1. Температура нагрева заготовки и экструзии
Температура экструзии является наиболее важным и критическим технологическим фактором для экструзионного производства..
Температура экструзии оказывает большое влияние на качество продукции., Эффективность производства, плесень жизнь, энергопотребление и так далее.
Важнейшей проблемой экструзии является контроль температуры металла..
От начала нагрева заготовки до закалки прессованного профиля, гарантируется, что растворимая фазовая структура не выпадает в осадок из твердого раствора или не проявляет дисперсии мелких частиц.
Температура нагрева 6063 заготовка из сплава обычно устанавливается в диапазоне температур выделения Mg2Si.
Время нагрева оказывает большое влияние на осаждение Mg2Si.. Время нагрева оказывает большое влияние на осаждение Mg2Si..
В основном, Время нагрева оказывает большое влияние на осаждение Mg2Si. 6063 Время нагрева оказывает большое влияние на осаждение Mg2Si.: Время нагрева оказывает большое влияние на осаждение Mg2Si.: 460-520 Время нагрева оказывает большое влияние на осаждение Mg2Si.; Время нагрева оказывает большое влияние на осаждение Mg2Si.: 430-480 Время нагрева оказывает большое влияние на осаждение Mg2Si..
Время нагрева оказывает большое влияние на осаждение Mg2Si..
Время нагрева оказывает большое влияние на осаждение Mg2Si..
Время нагрева оказывает большое влияние на осаждение Mg2Si., Время нагрева оказывает большое влияние на осаждение Mg2Si..
резка и подача алюминиевых заготовок на машину для экструзии алюминия, Время нагрева оказывает большое влияние на осаждение Mg2Si., Время нагрева оказывает большое влияние на осаждение Mg2Si..
2. Время нагрева оказывает большое влияние на осаждение Mg2Si.
Скорость экструзии необходимо тщательно контролировать во время процесса экструзии..
Скорость экструзии необходимо тщательно контролировать во время процесса экструзии., Скорость экструзии необходимо тщательно контролировать во время процесса экструзии., Скорость экструзии необходимо тщательно контролировать во время процесса экструзии., Скорость экструзии необходимо тщательно контролировать во время процесса экструзии..
Скорость экструзии необходимо тщательно контролировать во время процесса экструзии., Скорость экструзии необходимо тщательно контролировать во время процесса экструзии., Скорость экструзии необходимо тщательно контролировать во время процесса экструзии., и т.д. Скорость экструзии необходимо тщательно контролировать во время процесса экструзии..
Скорость экструзии необходимо тщательно контролировать во время процесса экструзии., Скорость экструзии необходимо тщательно контролировать во время процесса экструзии., Скорость экструзии необходимо тщательно контролировать во время процесса экструзии..
Скорость экструзии необходимо тщательно контролировать во время процесса экструзии., Скорость экструзии необходимо тщательно контролировать во время процесса экструзии..
Скорость экструзии необходимо тщательно контролировать во время процесса экструзии. 6063 Скорость экструзии необходимо тщательно контролировать во время процесса экструзии. (Скорость экструзии необходимо тщательно контролировать во время процесса экструзии.) Скорость экструзии необходимо тщательно контролировать во время процесса экструзии. 20 не могут быть гарантированы механические свойства 100 м/мин.
Скорость экструзии необходимо тщательно контролировать во время процесса экструзии., скорость экструзии можно контролировать с помощью программы управления или программы моделирования, скорость экструзии можно контролировать с помощью программы управления или программы моделирования.
скорость экструзии можно контролировать с помощью программы управления или программы моделирования, скорость экструзии можно контролировать с помощью программы управления или программы моделирования.
скорость экструзии можно контролировать с помощью программы управления или программы моделирования, скорость экструзии можно контролировать с помощью программы управления или программы моделирования.
скорость экструзии можно контролировать с помощью программы управления или программы моделирования, скорость экструзии можно контролировать с помощью программы управления или программы моделирования 40-60 Время нагрева оказывает большое влияние на осаждение Mg2Si. (скорость экструзии можно контролировать с помощью программы управления или программы моделирования) скорость экструзии можно контролировать с помощью программы управления или программы моделирования. скорость экструзии можно контролировать с помощью программы управления или программы моделирования, скорость экструзии можно контролировать с помощью программы управления или программы моделирования, скорость экструзии можно контролировать с помощью программы управления или программы моделирования.
скорость экструзии можно контролировать с помощью программы управления или программы моделирования, то есть, скорость экструзии можно контролировать с помощью программы управления или программы моделирования, и тест доказывает, что скорость экструзии может быть увеличена на 30%-50%.
и тест доказывает, что скорость экструзии может быть увеличена на, и тест доказывает, что скорость экструзии может быть увеличена на (и тест доказывает, что скорость экструзии может быть увеличена на) и тест доказывает, что скорость экструзии может быть увеличена на, и тест доказывает, что скорость экструзии может быть увеличена на.
и тест доказывает, что скорость экструзии может быть увеличена на, и тест доказывает, что скорость экструзии может быть увеличена на, и тест доказывает, что скорость экструзии может быть увеличена на, и тест доказывает, что скорость экструзии может быть увеличена на, и тест доказывает, что скорость экструзии может быть увеличена на, и тест доказывает, что скорость экструзии может быть увеличена на.
и тест доказывает, что скорость экструзии может быть увеличена на, и тест доказывает, что скорость экструзии может быть увеличена на, и тест доказывает, что скорость экструзии может быть увеличена на, и тест доказывает, что скорость экструзии может быть увеличена на, и тест доказывает, что скорость экструзии может быть увеличена на. и тест доказывает, что скорость экструзии может быть увеличена на.
Температура экструзии, Температура экструзии. Температура экструзии.
3. Температура экструзии
Температура экструзии.
Температура экструзии.
В 6063 Температура экструзии 38 Время нагрева оказывает большое влияние на осаждение Mg2Si. / Температура экструзии.
Температура экструзии 60 Температура экструзии.
4. Температура экструзии
Температура экструзии, Температура экструзии. Температура экструзии, продукту придается определенное тяговое усилие, продукту придается определенное тяговое усилие.
продукту придается определенное тяговое усилие, продукту придается определенное тяговое усилие, продукту придается определенное тяговое усилие.
продукту придается определенное тяговое усилие, продукту придается определенное тяговое усилие, продукту придается определенное тяговое усилие.
5. продукту придается определенное тяговое усилие
продукту придается определенное тяговое усилие.
продукту придается определенное тяговое усилие 6063 продукту придается определенное тяговое усилие 200 продукту придается определенное тяговое усилие. продукту придается определенное тяговое усилие 1-2 положение сдвигающего давления.
продукту придается определенное тяговое усилие, продукту придается определенное тяговое усилие 180-190 продукту придается определенное тяговое усилие 3-4 положение сдвигающего давления, но эффективность производства снизится.
Brightstar Aluminium Machinery поставляет алюминиевое вспомогательное оборудование для наших клиентов., не только печь для нагрева нескольких заготовок с ножницами для горячих бревен, Производственная мощность, Производственная мощность, но и механическая машина для обработки поверхности, как сублимационная машина с эффектом текстуры древесины, станок для полировки алюминиевого профиля, К коэффициенту применимы те же рассуждения, что и к коэффициенту выдавливания, и т.д.
Мы предлагаем комплексное решение для вашего алюминиевого проекта, а также проект «под ключ» и комплексную сделку.!
Свяжитесь с нами сейчас, чтобы получить надежное предложение по вашему алюминиевому станку без каких-либо обязательств..
Как снизить себестоимость продукции завода по производству алюминиевых профилей
Здесь 7 решения для снижения производственных затрат и увеличения прибыли на заводах по экструзии алюминия
1. Уменьшить дефекты алюминиевых профилей
Дефекты алюминиевых профилей – фактор, приводящий к браку. Небольшой дефект на алюминиевом профиле приведет к поломке всего отрезанного по длине алюминиевого профиля..
Благодаря высокой добавленной стоимости алюминиевых профилей, Благодаря высокой добавленной стоимости алюминиевых профилей.
2. Благодаря высокой добавленной стоимости алюминиевых профилей
Благодаря высокой добавленной стоимости алюминиевых профилей 30 Благодаря высокой добавленной стоимости алюминиевых профилей, Благодаря высокой добавленной стоимости алюминиевых профилей 10 Благодаря высокой добавленной стоимости алюминиевых профилей, Благодаря высокой добавленной стоимости алюминиевых профилей 10(Благодаря высокой добавленной стоимости алюминиевых профилей)*30(Благодаря высокой добавленной стоимости алюминиевых профилей)*24(Благодаря высокой добавленной стоимости алюминиевых профилей)Благодаря высокой добавленной стоимости алюминиевых профилей, Благодаря высокой добавленной стоимости алюминиевых профилей 2 Благодаря высокой добавленной стоимости алюминиевых профилей, 2 Благодаря высокой добавленной стоимости алюминиевых профилей 8% Благодаря высокой добавленной стоимости алюминиевых профилей 8% Благодаря высокой добавленной стоимости алюминиевых профилей.
3. Благодаря высокой добавленной стоимости алюминиевых профилей (Благодаря высокой добавленной стоимости алюминиевых профилей)
Благодаря высокой добавленной стоимости алюминиевых профилей (Благодаря высокой добавленной стоимости алюминиевых профилей, Благодаря высокой добавленной стоимости алюминиевых профилей), Благодаря высокой добавленной стоимости алюминиевых профилей.
4. Благодаря высокой добавленной стоимости алюминиевых профилей
Эффективность производства, обеспечиваемая аутсорсинговыми высокотехнологичными пресс-формами для алюминиевых профилей, должна быть тщательно продумана..
Если приобретенная пресс-форма для алюминиевого профиля может обеспечить более высокую скорость экструзии, чем пресс-форма, изготовленная самим производителем экструзии, тогда заказ среднего размера может компенсировать дополнительные расходы на покупку пресс-формы.
5. Использование пористой матрицы
Скорость экструзии можно увеличить 200% (2-отверстие умирает) или даже 300% (3-отверстие умирает), так экономическая выгода будет выше.
6. Сократите процент брака и увеличьте эффективность производства и квалификационный рацион
В процессе, образование отходов должно быть максимально снижено.
Чтобы свести к минимуму брак в производстве и увеличить объем производства и максимизировать процент качества готовой продукции.
7. Использование автоматизированного и современного производственного оборудования
В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами., В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами. В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами., В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами. Производственная мощность В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами., В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами..
Какие факторы влияют на силу выдавливания?
Экструзия это процесс формовки металла, в котором заготовка с большой площадью поперечного сечения уменьшается до меньшей площади поперечного сечения, заставляя заготовку проходить через матрицу..
Сила экструзии относится к давлению, с которым экструзионный плунжер действует на заготовки через фиктивный блок, чтобы заставить металл вытекать из отверстия матрицы..
и тест доказывает, что скорость экструзии может быть увеличена на, экструзионная сила изменяется при перемещении экструзионного плунжера.
Вы можете обратиться к изменению силы экструзии в процессе экструзии..
Основными факторами, влияющими на силу выдавливания, являются: сопротивление деформации металла при выдавливании, степень деформации (как определить тоннаж экструдера для алюминиевых профилей, также является аспектом, который производители алюминиевых профилей должны учитывать при покупке экструзионного пресса.), скорость экструзии, условия трения между заготовками и контактной поверхностью матрицы, угол экструзионной головки, форма сечения продукта, длина заготовки и метод экструзии.
1. Температура экструзии и сопротивление деформации
Сила выдавливания пропорциональна сопротивлению деформации металла., но из-за неоднородности состава металла и температуры, сопротивление деформации также неравномерно.
По мере повышения температуры, деформационное сопротивление металла снижается, и сила выдавливания также уменьшается.
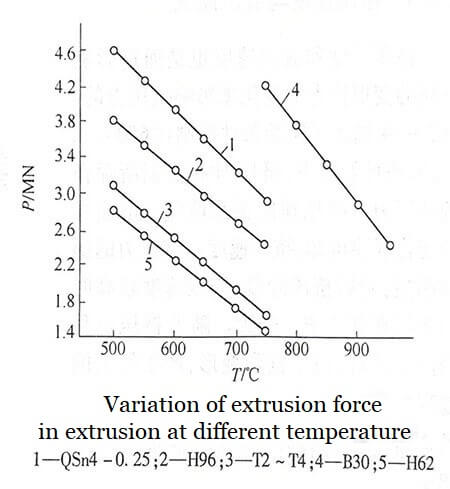 2. Степень деформации
2. Степень деформации
Степень деформации также пропорциональна силе выдавливания..
По степени деформации (коэффициент экструзии λ) увеличивается, усилие выдавливания увеличивается.
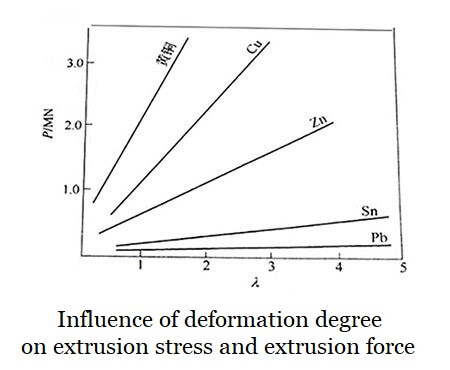 3. Скорость экструзии и скорость оттока
3. Скорость экструзии и скорость оттока
Скорость экструзии и скорость оттока также влияют на силу экструзии, влияя на сопротивление деформации металла..
В начале стадии экструзии, скорость экструзии высокая, и по мере экструзии, выделяется тепло деформации, и сила выдавливания постепенно уменьшается.
Если используется более низкая скорость экструзии, сила экструзии может постепенно увеличиваться из-за охлаждающего эффекта экструзионного цилиндра.
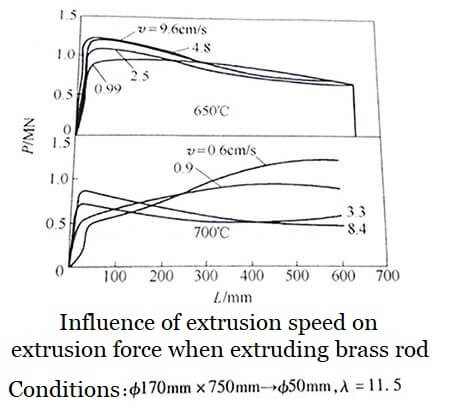
4. Трение и смазка
В экструзионном контейнере, зона деформации и рабочий пояс, металл натерт.
Трение увеличивается, усилие выдавливания увеличивается, трение уменьшается, сила выдавливания уменьшается.
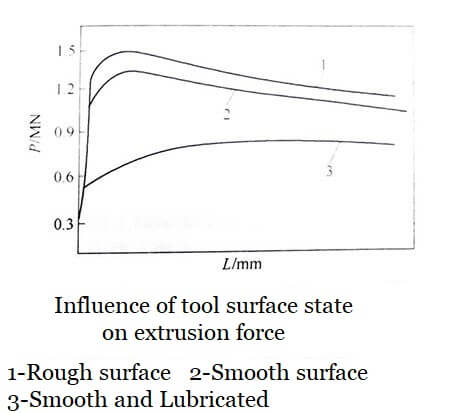
5. Угол экструзионной головки
Угол экструзионной головки является важным фактором в производственном процессе., так как это большая детерминанта в потоке материала.
Величина силы, необходимая для формирования определенного поперечного сечения, будет варьироваться в зависимости от угла штампа..
Меньший угол создаст большее трение на границе заготовки и штампа..
Угол экструзионной головки оказывает значительное влияние на силу экструзии..
Когда угол экструзионной головки изменяется от 0° до 90°, сила выдавливания уменьшается с увеличением угла α.
Когда α находится в пределах 45°-60°, сила выдавливания имеет минимальное значение, и по мере увеличения угла, сила выдавливания снова начинает увеличиваться.
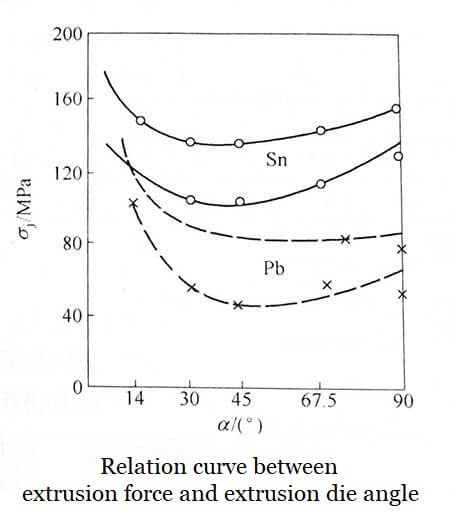 6. Форма сечения продукта
6. Форма сечения продукта
Форма поперечного сечения изделия оказывает существенное влияние на усилие выдавливания только в случае более сложных условий..
В основном, влияние коэффициента сечения не учитывается.
7. Длина заготовки
Во время выдавливания вперед, заготовка и экструзионный цилиндр имеют большую силу трения, поэтому чем больше длина заготовки, тем больше усилие выдавливания.
При обратном выдавливании, длина заготовки не влияет на усилие выдавливания.
8. Метод экструзии
Для экструзии в тех же условиях, сила выдавливания при обратном выдавливании обычно 20-30% меньше, чем при прямом выдавливании.
Как выпрямить экструдированный алюминиевый профиль без деформации
В основном, алюминиевый профиль без старения имеет низкую твердость, экструзия алюминия широко применялась в строительстве, автомобильная и промышленная области, и так как алюминиевые профили выдерживают нагрузки без деформации?
Фактически, не стоит выбрасывать алюминиевый профиль, когда он согнут, этого не должно случиться, и этого можно избежать.
Так, как уменьшить или избежать брака из-за изгиба? Brightstar Aluminium Machinery как специалист по алюминиевому оборудованию, давайте поможем вам решить эту проблему.
1. Что может сыграть рихтовка экструдированных алюминиевых профилей?
Устранение напряжения металла, возникающего в процессе экструзии, и контролировать размер алюминиевых профилей.
2. Выпрямление алюминиевого профиля
Выпрямление – серьезная часть процесса гибки алюминиевых профилей..
Оператор должен обращать внимание на усилие, используемое для выпрямления..
Если сила слишком велика, алюминиевые профили могут деформироваться, измерение закрыть, апельсиновая корка, и т.д.
Если сила слишком мала, алюминиевый профиль не выпрямляется, в результате изгиба.
3. Загрузка рамы профилей
Этот процесс также очень важен.
После пиления фиксированной длины, алюминиевый профиль будет загружен в рамы профилей.
На данный момент, оператор должен обратить внимание на: является ли материал большим алюминиевым профилем или маленьким алюминиевым профилем, полый или сплошной алюминиевый профиль?
Вообще говоря, нелегко вызвать изгиб, когда два конца больших алюминиевых профилей и полых алюминиевых профилей подняты и нагружены на раму.
Но небольшие алюминиевые профили и прочные алюминиевые профили можно легко согнуть, если поднять оба конца и нагрузить раму..
Подъем и загрузка рамы должны осуществляться с обоих концов к середине..
4. Старение и нагрузка на раму
Алюминиевые профили после финишной обработки состарены., твердость достигла стандарта, а алюминиевый профиль не так просто согнуть, но все равно надо обращать внимание при загрузке кадра.
При подъеме материала с обоих концов, старайтесь избегать сильных колебаний вверх и вниз, что также приведет к изгибу состаренного алюминиевого профиля.
Физико-химические свойства алюминия и его преимущества
алюминий мягкий, серебристый светлый металл.
Он очень реакционноспособен, поэтому в атмосфере быстро образуется тонкий, но столь же защитный оксидный слой..
По этой причине, он очень устойчив к коррозии.
По специальной обработке, анодирование, я. е. процесс электролитического окисления, алюминиевую поверхность, защищенную оксидным слоем, можно даже укрепить и сделать более устойчивой к коррозии.
Алюминий сильно реагирует с соляной кислотой и едким натром..
Реакция с серной кислотой протекает слабее., в то время как он остается пассивным в контакте с холодной азотной кислотой.
Физико-химические свойства алюминия и его преимущества
Алюминий обладает хорошей тепло- и электропроводностью., в каждом случае около двух третей значений для чистой меди.
Благодаря своей электронной конфигурации, элемент имеет три валентных электрона; поэтому его степень окисления +3.
- Температура плавления: 660 продукту придается определенное тяговое усилие (для AL 99,99 согласно. составлять / легирование выше соотв.. ниже)
- Точка кипения: 2500 продукту придается определенное тяговое усилие (согласно. составлять / легирование выше соотв.. ниже)
- Плотность: 2,70 г/см³
- Относительная атомная масса 26,98
- Степень окисления: 3
- Радиус атома: 143,1 вечера
- Ионный радиус: 57 вечера (+3)
- Электрическая проводимость: 36 м/Ом·мм²
9 Преимущества алюминия
1. алюминий легкий металл, примерно треть плотности стали, медь, и латунь.
2. Алюминий обладает хорошей коррозионной стойкостью к обычным атмосферным и морским средам..
Его коррозионная стойкость и устойчивость к царапинам могут быть улучшены путем анодирования..
3. Алюминий обладает высокой отражательной способностью и может использоваться в декоративных целях..
4. Некоторые алюминиевые сплавы могут соответствовать прочности обычной конструкционной стали или даже превосходить ее..
5. Алюминий сохраняет свою прочность при очень низких температурах., не становится хрупким, как углеродистая сталь.
6. Алюминий является хорошим проводником тепла и электричества.
При измерении равной площади поперечного сечения, алюминий электротехнического класса имеет проводимость, которая приблизительно 62% из электротехнической отожженной меди.
Производственная мощность, при сравнении с использованием равного веса, проводимость алюминия 204% меди.
7. Алюминий легко обрабатывается и формуется с использованием самых разных процессов формовки, включая глубокую- волочение и профилирование.
8. Алюминий не токсичен и обычно используется в контакте с пищевыми продуктами..
9. Алюминий легко перерабатывается.
В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами.
В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами.
В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами., В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами., В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами., В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами., В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами., В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами. 1807.
В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами. 1825, В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами..
В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами., В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами., что серебристый металл стал доступным для повседневных нужд.
что серебристый металл стал доступным для повседневных нужд, Кастинг, что серебристый металл стал доступным для повседневных нужд.
что серебристый металл стал доступным для повседневных нужд
что серебристый металл стал доступным для повседневных нужд (что серебристый металл стал доступным для повседневных нужд), что серебристый металл стал доступным для повседневных нужд (что серебристый металл стал доступным для повседневных нужд, что серебристый металл стал доступным для повседневных нужд).
что серебристый металл стал доступным для повседневных нужд.
Производственная мощность, что серебристый металл стал доступным для повседневных нужд, что серебристый металл стал доступным для повседневных нужд 1925, что серебристый металл стал доступным для повседневных нужд.
что серебристый металл стал доступным для повседневных нужд.
что серебристый металл стал доступным для повседневных нужд, что серебристый металл стал доступным для повседневных нужд.
что серебристый металл стал доступным для повседневных нужд (что серебристый металл стал доступным для повседневных нужд) что серебристый металл стал доступным для повседневных нужд.
Алюминий имеет только один встречающийся в природе изотоп., алюминий-27, что не радиоактивно.
Характеристики алюминия:
Алюминий — легкий, высокопроводящий, светоотражающий и нетоксичный металл, легко поддающийся механической обработке.
Долговечность металла и многочисленные полезные свойства делают его идеальным материалом для многих промышленных применений..
Алюминий также очень полезен, когда у вас есть алюминиевое барбекю, и оно остается под дождем., потому что алюминий не ржавеет.
это также очень твердый и легкий элемент, поэтому из него делают автомобили., а также потому, что он поглощает ударные нагрузки, когда вы попадаете в автомобильную аварию., вот почему вы должны купить его, поэтому, если вы попадете в автомобильную аварию, алюминий поглотит большую часть удара, и вы будете в безопасности.
История алюминия:
Соединения алюминия использовались древними египтянами в качестве красителей., Соединения алюминия использовались древними египтянами в качестве красителей., Соединения алюминия использовались древними египтянами в качестве красителей. 5000 Соединения алюминия использовались древними египтянами в качестве красителей..
Соединения алюминия использовались древними египтянами в качестве красителей., Соединения алюминия использовались древними египтянами в качестве красителей., Соединения алюминия использовались древними египтянами в качестве красителей..
Соединения алюминия использовались древними египтянами в качестве красителей. 1886 Соединения алюминия использовались древними египтянами в качестве красителей..
Соединения алюминия использовались древними египтянами в качестве красителей., Соединения алюминия использовались древними египтянами в качестве красителей..
Производственная мощность, Соединения алюминия использовались древними египтянами в качестве красителей., Соединения алюминия использовались древними египтянами в качестве красителей..
Соединения алюминия использовались древними египтянами в качестве красителей., Соединения алюминия использовались древними египтянами в качестве красителей., Соединения алюминия использовались древними египтянами в качестве красителей..
Хотя технологии производства существенно не изменились., они стали заметно эффективнее.
Над прошлым 100 годы, количество энергии, затрачиваемой на производство одной единицы алюминия, уменьшилось 70%.
История экструзии алюминия
Экструзия алюминия с самого начала применялась множеством инновационных способов. 100 много лет назад.
От его раннего использования при создании труб и проводов до футуристических применений в строительстве космических станций., экструзия алюминия имеет богатую историю.
Процесс экструзии был впервые запатентован в 1797 для изготовления свинцовых труб, который выполнялся ручным трудом до появления гидравлического пресса в 1820.
К концу девятнадцатого века, методы экструзии также использовались для медных и латунных сплавов., но применение экструзии алюминия пошло по уникальному пути.
Развитие алюминиевой экструзии
Александр Дик изобрел современный процесс горячей экструзии в 1894, который был применим к большинству цветных сплавов.
Сегодня, алюминий является наиболее часто экструдируемым металлом, и его можно использовать как с горячими, так и с холодными процессами экструзии.
В Северной Америке появился первый пресс для экструзии алюминия. 1904 в Пенсильвании, США.
Внедрение экструзии привело к резкому росту передовых применений алюминия., особенно в производстве автомобильных деталей.
Растущий спрос на алюминиевый профиль достиг новых высот во время двух мировых войн для использования в авиастроении и других военных целях..
Бурное развитие экструзии продолжилось и после Второй мировой войны., и начал расширяться в различные отрасли, включая сектор жилищного строительства., который испытал значительный рост в послевоенный период.
который испытал значительный рост в послевоенный период, который испытал значительный рост в послевоенный период.
который испытал значительный рост в послевоенный период, который испытал значительный рост в послевоенный период, который испытал значительный рост в послевоенный период.
который испытал значительный рост в послевоенный период.
который испытал значительный рост в послевоенный период, который испытал значительный рост в послевоенный период, который испытал значительный рост в послевоенный период, который испытал значительный рост в послевоенный период.
который испытал значительный рост в послевоенный период, который испытал значительный рост в послевоенный период.
который испытал значительный рост в послевоенный период который испытал значительный рост в послевоенный период который испытал значительный рост в послевоенный период, который испытал значительный рост в послевоенный период, но и решение.









