


అల్యూమినియం ఎక్స్ట్రూషన్ ప్లాంట్ సెటప్ గురించి మీరు తెలుసుకోవలసిన మొత్తం సమాచారం
అల్యూమినియం ఎక్స్ట్రూషన్ ప్లాంట్ సెటప్ గురించి మీరు తెలుసుకోవలసిన మొత్తం సమాచారం?
అల్యూమినియం ఎక్స్ట్రూషన్ ప్లాంట్ సెటప్ గురించి మీరు తెలుసుకోవలసిన మొత్తం సమాచారం: అల్యూమినియం ఎక్స్ట్రూషన్ ప్లాంట్ సెటప్ గురించి మీరు తెలుసుకోవలసిన మొత్తం సమాచారం, అల్యూమినియం ఎక్స్ట్రూషన్ ప్లాంట్ సెటప్ గురించి మీరు తెలుసుకోవలసిన మొత్తం సమాచారం, అల్యూమినియం ఎక్స్ట్రూషన్ ప్లాంట్ సెటప్ గురించి మీరు తెలుసుకోవలసిన మొత్తం సమాచారం, అల్యూమినియం ఎక్స్ట్రూషన్ ప్లాంట్ సెటప్ గురించి మీరు తెలుసుకోవలసిన మొత్తం సమాచారం, అల్యూమినియం ఎక్స్ట్రూషన్ ప్లాంట్ సెటప్ గురించి మీరు తెలుసుకోవలసిన మొత్తం సమాచారం, అల్యూమినియం ఎక్స్ట్రూషన్ ప్లాంట్ సెటప్ గురించి మీరు తెలుసుకోవలసిన మొత్తం సమాచారం, అల్యూమినియం ఎక్స్ట్రూషన్ ప్లాంట్ సెటప్ గురించి మీరు తెలుసుకోవలసిన మొత్తం సమాచారం, అల్యూమినియం ఎక్స్ట్రూషన్ ప్లాంట్ సెటప్ గురించి మీరు తెలుసుకోవలసిన మొత్తం సమాచారం, పరికరాలు తరుగుదల, ఆర్థిక ఖర్చులు, నిర్వహణ ఖర్చులు, మొదలైనవి, మరియు అల్యూమినియం ఎక్స్ట్రూషన్ ప్రొడక్షన్ లైన్ యొక్క ఒక సెట్.
ఎందుకంటే ఉత్పత్తి చేయబడిన అల్యూమినియం ప్రొఫైల్ పరిమాణం మీరు ఉపయోగించాల్సిన ఎక్స్ట్రాషన్ లైన్ యొక్క స్పెసిఫికేషన్లను నిర్ణయిస్తుంది.
వివిధ స్పెసిఫికేషన్లతో అల్యూమినియం ఎక్స్ట్రాషన్ మెషీన్లు వర్తింపజేయబడతాయి, ఉత్పత్తి చేయబడిన అల్యూమినియం ఎక్స్ట్రాషన్ పరిమాణం భిన్నంగా ఉంటుంది.
అల్యూమినియం ప్రొఫైల్స్ పరిమాణం పెద్దది, పెద్ద టన్ను సామర్థ్యం ఎక్స్ట్రాషన్ ప్రెస్ వర్తించబడుతుంది.
ఉత్పత్తిలో, అల్యూమినియం ప్రొఫైల్ యొక్క విభాగం యొక్క ఆకారం మరియు పరిమాణం ప్రకారం, వెలికితీత అచ్చు యొక్క పరిమాణం నిర్ణయించబడుతుంది, మరియు ఎక్స్ట్రాషన్ అచ్చు ఫ్లాట్ డై లేదా పోర్హోల్ డై అని నిర్ణయించబడుతుంది.
అచ్చు పరిమాణం తెలిస్తే, వెలికితీత యంత్రం యొక్క టన్ను సామర్థ్యం ప్రాథమికంగా నిర్ణయించబడుతుంది.
మేము కొత్త అల్యూమినియం ఎక్స్ట్రూషన్ ఫ్యాక్టరీని ఏర్పాటు చేయాలనుకుంటే, ఖర్చుకు సంబంధించిన వివరణాత్మక సమాచారం ఇక్కడ ఉంది
600T అల్యూమినియం ఎక్స్ట్రాషన్ ప్రెస్, హాట్ లాగ్ షీర్తో బిల్లేట్స్ హీటింగ్ ఫర్నేస్, అచ్చు తాపన ఓవెన్, కూలింగ్ బెడ్ మరియు రన్ అవుట్ టేబుల్, పుల్లర్ మరియు వృద్ధాప్య కొలిమి, వివిధ బ్రాండ్ ఎక్స్ట్రాషన్ మెషీన్ మరియు సహాయక పరికరాల ఆధారంగా అంచనా వ్యయం 250,000.00-500,000.00USD;
800T అల్యూమినియం ఎక్స్ట్రాషన్ ప్రెస్, హాట్ లాగ్ షీర్తో బిల్లేట్స్ హీటింగ్ ఫర్నేస్, అచ్చు తాపన ఓవెన్, కూలింగ్ బెడ్ మరియు రన్ అవుట్ టేబుల్, పుల్లర్ మరియు వృద్ధాప్య కొలిమి, వివిధ బ్రాండ్ ఎక్స్ట్రాషన్ మెషీన్ మరియు సహాయక పరికరాల ఆధారంగా అంచనా వ్యయం 300,000.00-600,000.00USD;
1000T అల్యూమినియం ఎక్స్ట్రాషన్ ప్రెస్, హాట్ లాగ్ షీర్తో బిల్లేట్స్ హీటింగ్ ఫర్నేస్, అచ్చు తాపన ఓవెన్, కూలింగ్ బెడ్ మరియు రన్ అవుట్ టేబుల్, పుల్లర్ మరియు వృద్ధాప్య కొలిమి, వివిధ బ్రాండ్ ఎక్స్ట్రాషన్ మెషీన్ మరియు సహాయక పరికరాల ఆధారంగా అంచనా వ్యయం 400,000.00-750,000.00USD.
అది అల్యూమినియం ఎక్స్ట్రూషన్ ప్రొడక్షన్ లైన్ మెషిన్ ఖర్చులకు మాత్రమే.
మేము సరుకు రవాణా ధరను పరిగణించాలి, సంస్థాపన మరియు ఆరంభించే ఖర్చు.
కొత్త ఫ్యాక్టరీ కోసం కూడా, గ్యాస్ కనెక్షన్ మరియు సంస్థాపన, పర్యావరణ ప్రభావ అంచనా, ఆపరేషన్ ఫోర్క్లిఫ్ట్ మరియు అల్యూమినియం బిల్లెట్ల ఖర్చు (అవుట్సోర్సింగ్) మరియు పని నిధి పరిగణించబడుతుంది
ఒక అల్యూమినియం ఎక్స్ట్రాషన్ ప్రొడక్షన్ లైన్ కోసం, కనీసం ఒక షిఫ్ట్ కార్మికులు 5 వ్యక్తి మరియు 2 షిఫ్ట్లు-3 షిఫ్ట్లు ఉంటాయి 10-15 వ్యక్తి.
కాబట్టి ఒక అల్యూమినియం ఎక్స్ట్రూషన్ ఫ్యాక్టరీని ఏర్పాటు చేయడానికి అయ్యే ఖర్చు కనీసం 350,000.00USD అవుతుంది..
ఈ అల్యూమినియం ఎక్స్ట్రూషన్ ఉత్పత్తి లైన్ మిల్లు ముగింపు అల్యూమినియం ఎక్స్ట్రాషన్ కోసం మాత్రమే, ఎటువంటి ఉపరితల చికిత్స లేకుండా.
అల్యూమినియం బిల్లేట్లను మనమే తయారు చేసుకోవాలంటే, ద్రవీభవన మరియు కాస్టింగ్ పరికరాలు అవసరం.
మేము అల్యూమినియం ప్రొఫైల్స్ యానోడైజ్డ్ లేదా పౌడర్ కోటెడ్ చేయాలనుకుంటే, యానోడైజింగ్ వర్క్షాప్ మరియు లేదా పౌడర్ కోటెడ్ వర్క్షాప్ ఆపరేషన్ కోసం అవసరం.
పూర్తి అల్యూమినియం ప్రొఫైల్ ఉత్పత్తి లైన్ సాధారణంగా కింది పరికరాలను కలిగి ఉంటుంది:
అల్యూమినియం మెల్టింగ్ వర్క్షాప్
అల్యూమినియం ద్రవీభవన కొలిమి
కాస్టింగ్ వేదిక
బిల్లెట్ తారాగణం అచ్చు
బిల్లెట్ కట్టింగ్ మెషిన్
సజాతీయ కొలిమి
అల్యూమినియం డ్రోస్ ప్రాసెసింగ్ మెషిన్(ఐచ్ఛికం)
ఆన్లైన్ డీగ్యాసింగ్ పరికరాలు (ఐచ్ఛికం)
శాశ్వత అయస్కాంత స్టిరర్ (ఐచ్ఛికం)
బ్యాగ్ హౌస్ డస్ట్ కలెక్టర్ (ఐచ్ఛికం)
అల్యూమినియం ఎక్స్ట్రాషన్ వర్క్షాప్
అల్యూమినియం ఎక్స్ట్రాషన్ ప్రెస్
అల్యూమినియం బిల్లేట్స్ తాపన కొలిమి
అచ్చు తాపన ఓవెన్
శీతలీకరణ ఫ్యాన్
కూలింగ్ బెడ్ మరియు రన్ అవుట్ టేబుల్
ఎక్స్ట్రషన్ లైన్ కట్టింగ్ రంపపు
వృద్ధాప్య కొలిమి
అల్యూమినియం ప్రొఫైల్ యానోడైజింగ్ వర్క్షాప్
నీటి శీతలీకరణ యూనిట్
కలరింగ్ యంత్రం
శీతలీకరణ యూనిట్
ఉష్ణ వినిమాయకం
ఫిల్టర్ ప్రెస్
లిఫ్టర్
అల్యూమినియం ప్రొఫైల్ పాలిషింగ్ మెషిన్
ఇసుక బ్లాస్టింగ్/అల్యూమినియం ప్రొఫైల్ షాట్ బ్లాస్టింగ్ మెషిన్
అల్యూమినియం ప్రొఫైల్ ఎలెక్ట్రోఫోరేసిస్ పూత వర్క్షాప్
ఎలెక్ట్రోఫోరేసిస్ పరికరాలు
అల్యూమినియం ప్రొఫైల్ పౌడర్ కోటింగ్ వర్క్షాప్
పౌడర్ పూతతో కూడిన పరికరాలు
థర్మల్ బ్రేక్ అల్యూమినియం ప్రొఫైల్ ఉత్పత్తి లైన్
చెక్క ధాన్యం ప్రభావం ఉత్కృష్ట యంత్రం
అల్యూమినియం ప్రొఫైల్ అచ్చు వర్క్షాప్
నైట్రైడింగ్ ఓవెన్
యంత్ర కేంద్రం
లాత్
మర యంత్రం
వైర్ కటింగ్
ఎలక్ట్రిక్ స్పార్క్
అచ్చు చల్లార్చే కొలిమి
ప్రయోగశాల
స్పెక్ట్రోమీటర్
హైడ్రోజన్ మీటర్
మెటాలోగ్రాఫిక్ పరికరాలు
ప్రయోగశాల పరికరాలు, తినుబండారాలు
ప్యాకేజింగ్ సామగ్రి
అల్యూమినియం ప్రొఫైల్ చుట్టే యంత్రం
అల్యూమినియం ప్రొఫైల్ ఫిల్మ్ అప్లికేటర్ మెషిన్
అల్యూమినియం ప్రొఫైల్ హాట్ ష్రింక్ ప్యాకేజింగ్ మెషిన్
అల్యూమినియం ప్రొఫైల్ ఆటోమేటిక్ బ్యాగింగ్ మెషిన్
పర్యావరణ పరిరక్షణ సౌకర్యాలు మరియు ఇతర సహాయక పరికరాలు
మురుగునీటి శుద్ధి పరికరాలు
దుమ్ము తొలగింపు పరికరాలు
క్రేన్
నీటి కొళాయి
కూలింగ్ టవర్
ఫోర్క్లిఫ్ట్
వాయువుని కుదించునది
బాయిలర్
విద్యుత్ పంపిణీ పరికరాలు
అచ్చులు మరియు వినియోగ వస్తువులు
ఎక్స్ట్రాషన్ డై మరియు టూలింగ్
చమురును విడుదల చేయండి
ఫీల్డ్ స్ట్రిప్
హైడ్రాలిక్ నూనె
కట్టింగ్ ఆయిల్
అచ్చు మరమ్మత్తు సాధనాలు మొదలైనవి.
అల్యూమినియం ప్రొఫైల్ ఉత్పత్తికి ఎన్ని సెట్ల పరికరాలు అవసరం?
అల్యూమినియం ప్రొఫైల్ ఉత్పత్తి అవసరమైన యంత్రాలు
బ్రైట్స్టార్ అల్యూమినియం మెషినరీ నిపుణులు ఈ విధంగా సమాధానమిచ్చారు.
మీరు ముడి పదార్థాల అల్యూమినియం స్క్రాప్లతో ప్రారంభిస్తే, దాని కోసం కొన్ని ప్రత్యేక పరికరాలు అవసరం.
అల్యూమినియం స్క్రాప్లు మరియు కడ్డీలను అల్యూమినియం బిల్లెట్లుగా మార్చడం ఈ పరికరాలు, కాబట్టి మనకు అల్యూమినియం మెల్టింగ్ మరియు కాస్టింగ్ యంత్రాలు అవసరం, కొన్ని అల్యూమినియం ఎక్స్ట్రూడర్లు ఒకే పైకప్పు క్రింద ద్రవీభవన మరియు తారాగణం చేస్తాయి, ప్రయోజనాలు స్పష్టంగా ఉన్నాయి మరియు బిల్లెట్ నాణ్యతను నియంత్రించడం మరియు అల్యూమినియం ఎక్స్ట్రూషన్ నాణ్యతను స్థిరంగా చేయడం సులభం.
కొంతమంది ఎక్స్ట్రూడర్లు ఉత్పత్తి మరియు ఆర్డర్ అభ్యర్థన ప్రకారం సబ్ కాంట్రాక్టర్ల నుండి అల్యూమినియం బిల్లెట్లను కొనుగోలు చేశారు, ఇది పెట్టుబడిని ఆదా చేస్తుంది మరియు ఎక్స్ట్రూడర్ ఎక్స్ట్రూషన్ ఉత్పత్తిపై దృష్టి పెట్టేలా చేస్తుంది.
అల్యూమినియం ఎక్స్ట్రూషన్ ప్రొడక్షన్ లైన్కు అవసరమైన పరికరాలు ఉన్నాయి:
సింగిల్ లేదా హాట్ లాగ్ షీర్తో మల్టీ బిల్లేట్స్ హీటింగ్ ఫర్నేస్ (ఒక సెట్)
అచ్చు తాపన ఓవెన్ (ఒక సెట్)
అల్యూమినియం ఎక్స్ట్రాషన్ ప్రెస్ (ఒక సెట్)
అల్యూమినియం ఎక్స్ట్రూషన్ కూలింగ్ బెడ్ (ఒక సెట్)
సింగిల్ లేదా డబుల్ పుల్లర్
అల్యూమినియం ప్రొఫైల్ వృద్ధాప్య కొలిమి (ఒక సెట్)
అల్యూమినియం ఎక్స్ట్రాషన్ ప్రెస్ యొక్క సంబంధిత ఉత్పత్తి సామర్థ్యం డేటా:
యొక్క ఉత్పత్తి సామర్థ్యం 500T అల్యూమినియం ప్రొఫైల్ ఎక్స్ట్రాషన్ ప్రొడక్షన్ లైన్:
గురించి 5-6 రోజుకు టన్నులు
600అల్యూమినియం ప్రొఫైల్ ఎక్స్ట్రాషన్ ప్రొడక్షన్ లైన్ యొక్క T సామర్థ్యం:
గురించి 6-7 రోజుకు టన్నులు
800T అల్యూమినియం ప్రొఫైల్ ఎక్స్ట్రాషన్ ప్రొడక్షన్ లైన్ సామర్థ్యం:
గురించి 7-8 రోజుకు టన్నులు
1000అల్యూమినియం ప్రొఫైల్ ఎక్స్ట్రాషన్ ప్రొడక్షన్ లైన్ యొక్క T సామర్థ్యం:
గురించి 8-10 రోజుకు టన్నులు
యొక్క ఉత్పత్తి సామర్థ్యం 1250T అల్యూమినియం ప్రొఫైల్ ఎక్స్ట్రాషన్ ప్రొడక్షన్ లైన్:
గురించి 12 రోజుకు టన్నులు
వ్యాఖ్యలు: పై డేటా 24-గంటల సామర్థ్య పట్టిక కోసం.
టన్ను సామర్థ్యం పెద్దది, అవుట్పుట్ రేటు ఎక్కువ.
అయితే, ఇది ఇప్పటికీ నిర్దిష్ట డేటా లేదా అసలు అల్యూమినియం ప్రొఫైల్ ఆకారం ద్వారా నిర్ణయించబడుతుంది, పరిమాణం, గోడ మందము, మొదలైనవి.
అది కేవలం సూచన కోసం మాత్రమే.
బ్రైట్స్టార్ అల్యూమినియం మెషినరీ అల్యూమినియం ఎక్స్ట్రూషన్ సహాయక పరికరాలను అందిస్తుంది, అల్యూమినియం ప్రొఫైల్ షేప్ కరెక్టర్ వంటివి, అల్యూమినియం ప్రొఫైల్ ఆటోమేటిక్ ఫిల్మ్ అప్లికేటర్, అల్యూమినియం ప్రొఫైల్ చుట్టే యంత్రం, మా వినియోగదారుల కోసం బ్రషింగ్ మరియు పాలిషింగ్ మెషిన్.
మొత్తం పరిష్కారం మరియు వన్-స్టాప్ సేవ.
మీ ప్రాజెక్ట్ కొటేషన్ కోసం ఇప్పుడే మమ్మల్ని సంప్రదించండి. టర్న్కీ ప్రాజెక్ట్ మరియు ప్యాకేజీ డీల్!
అల్యూమినియం ఎక్స్ట్రాషన్ ఫ్యాక్టరీని ఏర్పాటు చేయడానికి ఏ పరికరాలు అవసరం?
అల్యూమినియం ఎక్స్ట్రాషన్ ఫ్యాక్టరీ అవసరమైన పరికరాలను ఏర్పాటు చేస్తుంది
అల్యూమినియం ఎక్స్ట్రాషన్ ప్రెస్ పక్కన అల్యూమినియం ఎక్స్ట్రూషన్ ఫ్యాక్టరీని ఏర్పాటు చేయడానికి ఏ పరికరాలు అవసరం?
ఆవిష్కరణ కాలం తర్వాత, అల్యూమినియం ఎక్స్ట్రూషన్ ప్రొఫైల్లను ఉత్పత్తి చేయడానికి అల్యూమినియం ఎక్స్ట్రూషన్ ప్రెస్ ఉపయోగించబడుతుందని చాలా మంది కస్టమర్లకు తెలుసునని నిర్ధారించారు, కానీ అల్యూమినియం వెలికితీత ఉత్పత్తికి పూర్తి ఉత్పత్తి లైన్లు అవసరమని వారికి తెలియదు, అల్యూమినియం ఎక్స్ట్రూషన్ ప్రెస్ మాత్రమే కాదు.
ఇక్కడ, ఈ కథనం ద్వారా ఈ కస్టమర్లకు తెలియని అల్యూమినియం ఎక్స్ట్రూషన్ జ్ఞానాన్ని మేము పంచుకుంటాము.
అల్యూమినియం ఎక్స్ట్రాషన్ ప్రొడక్షన్ లైన్కు ఏ పరికరాలు అవసరం?
6 వివిధ రకాల పరికరాలు అవసరం.
పరికరాల పేర్లు మరియు విధులు క్రింది విధంగా ఉన్నాయి:
1. హాట్ లాగ్ షీర్తో పొడవాటి బిల్లేట్స్ హీటింగ్ ఫర్నేస్
ఇది మూడు భాగాలతో కూడి ఉంటుంది: బిల్లెట్ రాక్, ఫర్నేస్ బాడీ మరియు హాట్ షిరింగ్ మెషిన్.
తాపన కోసం పరికరాలు, అల్యూమినియం వెలికితీత యంత్రానికి అల్యూమినియం బిల్లేట్లను కత్తిరించడం మరియు ఫీడింగ్ చేయడం.
2. అల్యూమినియం ఎక్స్ట్రాషన్ ప్రెస్
అల్యూమినియం ఎక్స్ట్రూషన్ ప్రెస్ ప్రధాన యంత్రం మరియు ఎక్స్ట్రాషన్ ప్రొఫైల్ను రూపొందించడానికి పవర్ యూనిట్.
3. అచ్చు తాపన ఓవెన్
అచ్చు తాపన కొలిమి యొక్క పని అచ్చులను వేడి చేయడం.
4. పుల్లర్ యంత్రం
పుల్లర్ యంత్రం లాగడం యొక్క విధులను కలిగి ఉంటుంది, కత్తిరింపు మరియు స్థిర పొడవు.
అల్యూమినియం ఎక్స్ట్రూషన్ ప్రొడక్షన్ లైన్కు పుల్లర్ తప్పనిసరి కాదు, కానీ పుల్లర్ లేకుండా, దీనికి ఎక్కువ మంది కార్మికులు అవసరం మరియు ట్విస్ట్ మరియు బెండ్ సమస్యలు ఆపరేషన్లో జరుగుతాయి.
మొదటి అల్యూమినియం దశ సాధారణంగా గట్టిపడటం ప్రారంభమవుతుంది, ఉత్పత్తి లైన్తో పుల్లర్ను సన్నద్ధం చేయడం అవసరం.
5. అల్యూమినియం ప్రొఫైల్ కూలింగ్ బెడ్
కూలింగ్ బెడ్లో రన్ అవుట్ టేబుల్ ఉంటుంది, పదార్థాన్ని చేరవేసే పరికరం, దాణా పరికరం, నిఠారుగా వ్యవస్థ, పదార్థం నిల్వ పరికరం, స్థిర-పొడవు ప్రసారం, సావింగ్ టేబుల్ పూర్తి, స్థిర-పొడవు పట్టిక మరియు మొదలైనవి.
ఫంక్షన్ శీతలీకరణ ఉంటుంది, దాణా, నిఠారుగా, కత్తిరింపు, మొదలైనవి.
6. వృద్ధాప్య కొలిమి
వృద్ధాప్య కొలిమి ఒక ట్రాక్తో కూడి ఉంటుంది, ఛార్జింగ్ స్కిప్ మరియు ఫర్నేస్ బాడీ.
ఇది తాపన ద్వారా అల్యూమినియం ప్రొఫైల్ కాఠిన్యం కోసం.
బ్రైట్స్టార్ అల్యూమినియం మెషినరీ అల్యూమినియం ఎక్స్ట్రూషన్ సహాయక పరికరాలను అందిస్తుంది, వంటివి అల్యూమినియం ప్రొఫైల్ ఆకృతి దిద్దుబాటుదారు, అల్యూమినియం ప్రొఫైల్ ఆటోమేటిక్ ఫిల్మ్ అప్లికేటర్, అల్యూమినియం ప్రొఫైల్ చుట్టే యంత్రం, మా వినియోగదారుల కోసం బ్రషింగ్ మరియు పాలిషింగ్ మెషిన్.
మొత్తం పరిష్కారం మరియు వన్-స్టాప్ సేవ.
మీ ప్రాజెక్ట్ కొటేషన్ కోసం ఇప్పుడే మమ్మల్ని సంప్రదించండి. టర్న్కీ ప్రాజెక్ట్ మరియు ప్యాకేజీ డీల్!
అల్యూమినియం ఎక్స్ట్రాషన్ ప్రెస్ యొక్క టన్నును ఎలా ఎంచుకోవాలి?
అల్యూమినియం ఎక్స్ట్రూషన్ ప్రెస్ యొక్క టన్నేజ్ ఎక్స్ట్రాషన్ ప్రెస్ యొక్క ఎక్స్ట్రాషన్ ఫోర్స్ను సూచిస్తుంది, కాబట్టి అల్యూమినియం ఎక్స్ట్రూషన్ ప్రెస్ యొక్క టన్నేజీని ఎలా ఎంచుకోవాలి అంటే ఎక్స్ట్రాషన్ ప్రెస్ యొక్క ఎక్స్ట్రాషన్ ఫోర్స్ను ఎలా ఎంచుకోవాలి.
అల్యూమినియం ప్రొఫైల్స్ ఉత్పత్తికి అల్యూమినియం ఎక్స్ట్రాషన్ ప్రెస్ ప్రధాన పరికరం.
ఆకారం, అల్యూమినియం ప్రొఫైల్స్ యొక్క పరిమాణం మరియు ప్రదర్శన నాణ్యత ఎక్స్ట్రాషన్ ప్రెస్ నాణ్యతతో దగ్గరి సంబంధం కలిగి ఉంటాయి.
వివిధ వర్గీకరణల ప్రకారం అనేక రకాల ఎక్స్ట్రాషన్ ప్రెస్లు ఉన్నాయి.
మోడల్ యొక్క క్రమబద్ధమైన అవగాహన కోసం, ఎక్స్ట్రాషన్ సామర్థ్యం మరియు ఎక్స్ట్రాషన్ ప్రెస్ యొక్క గ్రేడ్, అల్యూమినియం ప్రొఫైల్ ఎక్స్ట్రూడర్ యొక్క టన్నేజీని ఎలా నిర్ణయించాలి అనేది అల్యూమినియం ప్రొఫైల్ తయారీదారులు ఎక్స్ట్రాషన్ ప్రెస్ను కొనుగోలు చేసేటప్పుడు తప్పనిసరిగా పరిగణించవలసిన అంశం..
ఇప్పుడు ఇక్కడ అల్యూమినియం ఎక్స్ట్రూషన్ ప్రెస్ యొక్క టన్నును ఎలా ఎంచుకోవాలో వివరించండి
వెలికితీసిన మిశ్రమం ప్రకారం, ఒకే యంత్రం యొక్క వార్షిక అవుట్పుట్ మరియు అల్యూమినియం ప్రొఫైల్ యొక్క గరిష్ట సంక్షిప్త వ్యాసం, మేము ప్రాథమికంగా ఎక్స్ట్రాషన్ ప్రెస్ రకాన్ని ఎంచుకుంటాము.
పరిగణించవలసిన మొదటి విషయం ఏమిటంటే, ఎక్స్ట్రాషన్ ప్రెస్ యొక్క టన్ను ఎంత పెద్దది.
ఎక్స్ట్రాషన్ ప్రెస్ యొక్క టన్నును ఎంచుకున్నప్పుడు, సాధారణంగా ముందుగా లెక్కించాల్సిన అవసరం ఉంది వెలికితీత నిష్పత్తి ఎక్స్ట్రాషన్ ప్రెస్ యొక్క.
వెలికితీత నిష్పత్తిని కూడా అంటారు వెలికితీత గుణకం, ఇది అల్యూమినియం ప్రొఫైల్ యొక్క మొత్తం క్రాస్ సెక్షనల్ ప్రాంతానికి ఎక్స్ట్రాషన్ కంటైనర్ యొక్క క్రాస్-సెక్షనల్ ప్రాంతం యొక్క నిష్పత్తిని సూచిస్తుంది.
ఇది అల్యూమినియం ప్రొఫైల్స్ ఉత్పత్తిలో అల్యూమినియం మిశ్రమం యొక్క వైకల్యం మొత్తాన్ని కొలవడానికి ఉపయోగించే ప్రధాన పరామితి., కింది సూత్రం ద్వారా వ్యక్తీకరించబడింది:
λ=Ft/ΣF1
వారందరిలో, Ft అనేది ఎక్స్ట్రాషన్ కంటైనర్లో నింపిన తర్వాత అల్యూమినియం బిల్లెట్ యొక్క క్రాస్-సెక్షనల్ ప్రాంతాన్ని సూచిస్తుంది, mm²లో వ్యక్తీకరించబడింది;
ΣF1 ఎక్స్ట్రూడెడ్ ప్రొఫైల్ యొక్క మొత్తం క్రాస్ సెక్షనల్ ప్రాంతాన్ని సూచిస్తుంది, mm²లో వ్యక్తీకరించబడింది;
అల్యూమినియం ప్రొఫైల్లను వెలికితీసినప్పుడు, అల్యూమినియం మిశ్రమం యొక్క వైకల్యం మొత్తం కూడా వైకల్యం యొక్క డిగ్రీ ద్వారా వ్యక్తీకరించబడుతుంది: ε=λ-1
ఎక్స్ట్రాషన్ ప్రాసెసింగ్ పద్ధతిని ఉపయోగించినట్లయితే, వెలికితీత నిష్పత్తి పరిమితం. మొదటి ఎక్స్ట్రాషన్లో అల్యూమినియం ప్రొఫైల్ మరియు అల్యూమినియం బిల్లెట్ యొక్క ఎక్స్ట్రాషన్ నిష్పత్తి λ కంటే ఎక్కువ 8-12, సెకండరీ ఎక్స్ట్రాషన్ కోసం మిల్లు ముగింపు యొక్క ఎక్స్ట్రాషన్ నిష్పత్తికి పరిమితి లేదు.
ఎగువ ఎక్స్ట్రూషన్ నిష్పత్తిని లెక్కించడానికి ఉపయోగించే పద్ధతి కేవలం ఎక్స్ట్రూడెడ్ బిల్లెట్ యొక్క క్రాస్-సెక్షనల్ ప్రాంతం ÷ ఎక్స్ట్రూడెడ్ ప్రొఫైల్ యొక్క క్రాస్ సెక్షనల్ ప్రాంతం, ఇతర మార్గాలలో కూడా లెక్కించవచ్చు, అంటే, వెలికితీసిన ప్రొఫైల్ యొక్క పొడవు ÷ వెలికితీత కోసం అల్యూమినియం బిల్లెట్ యొక్క పొడవు.
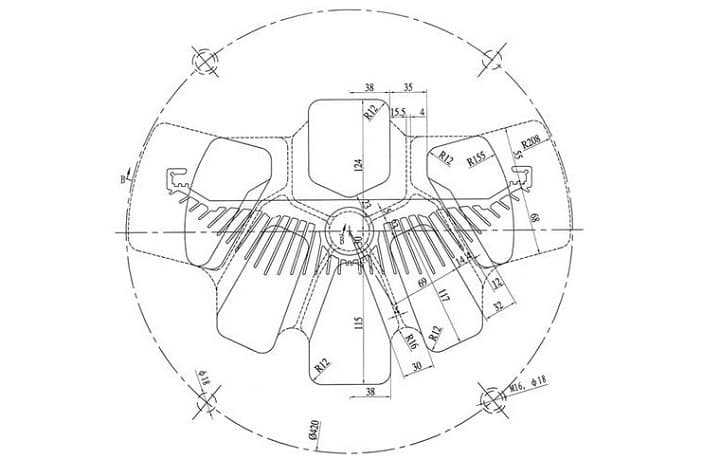
ఎక్స్ట్రాషన్ ప్రెస్ యొక్క టన్నును నిర్ణయించే ముందు, ప్రొఫైల్ యొక్క క్రాస్ సెక్షనల్ ఆకారాన్ని అర్థం చేసుకోవడం అవసరం, అచ్చు యొక్క పరిమాణాన్ని నిర్ణయించడానికి, ఆపై అచ్చు యొక్క నిర్మాణాన్ని నిర్ణయించండి, తద్వారా వెలికితీత ఒక బోలు ప్రొఫైల్ లేదా ఘన ప్రొఫైల్ కాదా అని నిర్ణయించవచ్చు. ఈ రెండు వేర్వేరు స్ట్రక్చరల్ ప్రొఫైల్లకు అవసరమైన ఎక్స్ట్రూషన్ ప్రెస్ టోనేజ్ భిన్నంగా ఉంటుంది.
ఎక్స్ట్రాషన్ సామర్థ్యం ప్రకారం అల్యూమినియం ఎక్స్ట్రాషన్ ప్రెస్ యొక్క అనేక వర్గీకరణలు ఉన్నాయి, వాటిని చిన్నవిగా విభజించవచ్చు, మధ్యస్థ, పెద్ద మరియు భారీ ఎక్స్ట్రాషన్ ప్రెస్.
అల్యూమినియం ఎక్స్ట్రూషన్ ప్రెస్లు ఎక్స్ట్రాషన్ ఫోర్స్ పరిమాణం ప్రకారం పేరు పెట్టబడ్డాయి, కానీ మూడు కొలత యూనిట్లు అంతర్జాతీయ యూనిట్ సిస్టమ్/ఇంజనీరింగ్ యూనిట్ సిస్టమ్/US సిస్టమ్ వెలికితీత శక్తిని వర్గీకరించడానికి ఉపయోగించవచ్చు.
MN అంతర్జాతీయ యూనిట్ " మిలియన్ల న్యూటన్", టి ఇంజనీరింగ్ యూనిట్ "టన్ను", UST అమెరికన్ యూనిట్ "US టన్ను” 1MN=1000000N=100000kg=100T, 1T=1.1UST.
ఉదాహరణకి, 12.5MN ఎక్స్ట్రూడర్ అనేది 1250T ఎక్స్ట్రూషన్ ప్రెస్, మరొక ఉదాహరణ, 880UST ఎక్స్ట్రూషన్ ప్రెస్ అనేది 800T ఎక్స్ట్రూషన్ మెషిన్.
ఎక్స్ట్రాషన్ ప్రెస్ యొక్క టన్నేజ్ ప్రాథమికంగా నిష్పత్తితో పెరుగుతుంది 1.25, అంటే, ఎక్స్ట్రాషన్ ప్రెస్ యొక్క ఎక్స్ట్రాషన్ ఫోర్స్ 25% తక్కువ సామర్థ్యం గల ఎక్స్ట్రాషన్ ప్రెస్ కంటే ఎక్కువ.
ఉదాహరణకి, 800T కంటే పెద్ద సామర్థ్యం 1000T, 1000T కంటే పెద్ద సామర్థ్యం 1250T, 1250T కంటే పెద్ద సామర్థ్యం 1600T, 1600T కంటే పెద్ద సామర్థ్యం 2000T, మరియు 2000T కంటే పెద్ద సామర్థ్యం 2500T.
ప్రతి రకమైన ఎక్స్ట్రాషన్ ప్రెస్ యొక్క ఎక్స్ట్రాషన్ సామర్థ్యం పరిమితం.
వెలికితీత సామర్థ్యం సాధారణంగా MN(మిలియన్ల న్యూటన్), ఇది టన్నేజ్ ఆఫ్ ఎక్స్ట్రూషన్ ప్రెస్.
పారిశ్రామిక ఉత్పత్తిలో ఉపయోగించే అల్యూమినియం ఎక్స్ట్రూషన్ ప్రెస్ యొక్క టన్నులు 6063 కింది వాటిని కలిగి ఉంది:
500టి, 600టి, 800టి,1000టి,1250టి, 1600టి(16MN), 1800టి(18MN), 2000టి(20MN), 2500టి(25MN), 3000టి(30MN), 3600టి(36MN),4000టి(40MN), 5000టి(50MN), 6000టి(60MN), 8000టి(80MN),10000టి(100MN),12500టి(125MN)
500T ఎక్స్ట్రూషన్ ప్రెస్ కొన్ని చిన్న సైజు అల్యూమినియం ఎక్స్ట్రూషన్ ప్రొఫైల్లను ఉత్పత్తి చేస్తుంది, 600T ఎక్స్ట్రూడెడ్ అల్యూమినియం బిల్లెట్ స్పెసిఫికేషన్లు 90mm లోపల ఉన్నాయి, 800అల్యూమినియం తలుపులు మరియు కిటికీల ఉత్పత్తులను ఉత్పత్తి చేయడానికి T లేదా 1000T ఎక్స్ట్రూషన్ ప్రెస్లను ఉపయోగిస్తారు, 1250కర్టెన్ వాల్ మరియు ఇండస్ట్రియల్ అల్యూమినియం ప్రొఫైల్స్ కోసం T ఎక్స్ట్రూషన్ ప్రెస్ మరియు పెద్ద ఎక్స్ట్రూషన్ ప్రెస్ ఉపయోగించవచ్చు.
1800t ఎక్స్ట్రూషన్ ప్రెస్ యొక్క అల్యూమినియం బిల్లెట్ స్పెసిఫికేషన్లు 178 మిమీ, 2500230-254mm వద్ద T సంబంధిత అల్యూమినియం బిల్లెట్ లక్షణాలు, 3000T మరియు 3600T పారిశ్రామిక అల్యూమినియం ప్రొఫైల్ ఉత్పత్తులను ఉత్పత్తి చేయగలదు, కోర్సు యొక్క, కొన్ని పెద్ద టన్ను ఉన్నాయి, 4000T వంటివి, 5000టి, 6000T అల్యూమినియం ఎక్స్ట్రూషన్ ప్రెస్ మరియు మొదలైనవి.
ఎక్స్ట్రూడ్ చేయడానికి పై టన్నెజ్తో ఎక్స్ట్రూషన్ ప్రెస్ని ఉపయోగించవచ్చు 6063 మిశ్రమం అల్యూమినియం ప్రొఫైల్స్.
అల్యూమినియం ప్రొఫైల్ తయారీదారులు ఎక్స్ట్రాషన్ ప్రెస్ యొక్క ఎక్స్ట్రాషన్ కోఎఫీషియంట్ను పూర్తిగా పరిగణించాలి, అల్యూమినియం ప్రొఫైల్ యొక్క క్రాస్-సెక్షనల్ ఆకారం మరియు ఎక్స్ట్రాషన్ ప్రెస్ యొక్క టన్నును ఎంచుకున్నప్పుడు డై పరిమాణం, దాని స్వంత ఉత్పత్తి పరిస్థితులు మరియు ఉత్పత్తి అవసరాలకు అనుగుణంగా, లోహం యొక్క వైకల్పము గణన సూత్రం ప్రకారం పొందబడుతుంది, తగిన ఎక్స్ట్రాషన్ ప్రెస్ టోనేజ్ని నిర్ణయించడానికి, ఇది అనవసరమైన ఆర్థిక వ్యర్థాలను కలిగించకుండా అర్హత కలిగిన అల్యూమినియం ఉత్పత్తులను వెలికితీయగలదు.
అల్యూమినియం ఎక్స్ట్రాషన్ మెషిన్ ఎంపికలో జాగ్రత్తలు
ఎక్స్ట్రాషన్ పరికరాలను ఎంచుకునేటప్పుడు, ఎక్స్ట్రూడ్ చేయాల్సిన మెటల్పై ఎక్స్ట్రాషన్ వేగం యొక్క ఉష్ణ ప్రభావాన్ని పరిగణనలోకి తీసుకోవడంతో పాటు,
ప్రెస్ తగినంత దృఢత్వం మరియు మార్గదర్శక ఖచ్చితత్వాన్ని కలిగి ఉండాలని కూడా పరిగణించాల్సిన అవసరం ఉంది, అలాగే నమ్మకమైన యాంటీ ఓవర్లోడ్ పరికరం.
ఘర్షణ ప్రెస్తో వెలికితీసినప్పుడు, పరికరాల యొక్క విభిన్న మార్గదర్శక ఖచ్చితత్వం కారణంగా, డైలో మార్గదర్శక పరికరాన్ని జోడించాలి.
ఎజెక్టర్ పరికరం లేకుండా ఘర్షణ ప్రెస్ల కోసం ఎజెక్టర్ పరికరాన్ని కూడా జోడించాలి.
సాధారణ-ప్రయోజన క్రాంక్ ప్రెస్తో అల్యూమినియం ప్రొఫైల్లను వెలికితీసినప్పుడు, పరికరాల బలం మరియు దృఢత్వాన్ని పెంచడానికి, టేబుల్ యొక్క బ్యాకింగ్ ప్లేట్ ఉక్కు పదార్థంతో వేయాలి, మరియు టేబుల్ మీద రంధ్రాలు తగ్గించబడాలి.
భాగాలు వెలికితీసిన తర్వాత అచ్చులో ఉంటాయి కాబట్టి, వెలికితీత భాగం మరియు అచ్చు మధ్య పెద్ద హోల్డింగ్ ఫోర్స్ ఉంది, మరియు అవసరమైన ఎజెక్షన్ శక్తి పెద్దది, గురించి 10% కు 20% నామమాత్రపు ఒత్తిడి, కాబట్టి ప్రెస్ యొక్క ఎజెక్టర్ పరికరాన్ని బలోపేతం చేయాలి.
అదనంగా, ప్రెస్ స్లయిడ్ యొక్క అనుమతించదగిన లోడ్ కర్వ్ ప్రకారం ఎక్స్ట్రాషన్ ఫోర్స్ మరియు స్ట్రోక్ ధృవీకరించబడాలి.
అంటే, మొత్తం ఎక్స్ట్రాషన్ స్ట్రోక్ పరిధిలో, ఎక్స్ట్రాషన్ ఫోర్స్ ప్రెస్ ద్వారా అనుమతించబడిన స్ట్రోక్-ప్రెజర్ కర్వ్ యొక్క పరిమితి విలువ కంటే తక్కువగా ఉండాలి, మరియు నామమాత్రపు ఒత్తిడి ప్రకారం నిర్ణయించబడదు.
సాధారణ ప్రెస్ యొక్క ఖచ్చితత్వం మరియు వెలికితీత స్ట్రోక్ సరిపోదు, మరియు స్ట్రోక్ మధ్యలో ఒత్తిడి మాత్రమే ఉంటుంది 1/3 నామమాత్రపు ఒత్తిడి.
మొదటి అల్యూమినియం దశ సాధారణంగా గట్టిపడటం ప్రారంభమవుతుంది, వెలికితీసేటప్పుడు, ప్రత్యేక పారిశ్రామిక ప్రొఫైల్స్ అల్యూమినియం ఎక్స్ట్రూషన్ మెషీన్ను ఎక్స్ట్రాషన్ పరికరాలుగా ఉపయోగించడం ఉత్తమం.
టోగుల్ రకం పారిశ్రామిక ప్రొఫైల్స్ అల్యూమినియం ఎక్స్ట్రాషన్ ప్రెస్ చిన్న స్ట్రోక్ల ద్వారా వర్గీకరించబడుతుంది, చాలా స్ట్రోక్స్ సమయం, మరియు దీర్ఘ ఒత్తిడి సమయం, ఇది అల్యూమినియం ప్రొఫైల్లను షార్ట్ వర్కింగ్ స్ట్రోక్లతో వెలికితీసేందుకు అనుకూలంగా ఉంటుంది.
టెన్షన్ టోగుల్ రకం మరియు క్రాంక్ షాఫ్ట్ అల్యూమినియం ఎక్స్ట్రూషన్ ప్రెస్లు పొడవైన అల్యూమినియం ప్రొఫైల్ల వెలికితీతకు అనుకూలంగా ఉంటాయి..
హైడ్రాలిక్ ఇండస్ట్రియల్ అల్యూమినియం ఎక్స్ట్రాషన్ మెషిన్ పూర్తి స్ట్రోక్పై నామమాత్రపు ఒత్తిడితో పని చేస్తుంది, ఎక్స్ట్రాషన్ వేగం మరియు స్ట్రోక్ని సర్దుబాటు చేయవచ్చు, మరియు ఇది పెద్ద పొడవుతో భాగాలను వెలికితీసేందుకు అనుకూలంగా ఉంటుంది.
ఎక్స్ట్రాషన్ పరికరాల ఎంపిక క్రింది వాటిని పరిగణించాలి 5 పాయింట్లు:
1. నిర్ణీత ఉత్పత్తి ప్రణాళిక మరియు ఉత్పత్తి ప్రక్రియ యొక్క అవసరాలకు అనుగుణంగా వెలికితీత పరికరాల రూపం ఎంపిక చేయబడుతుంది
ఉత్పత్తి ప్రణాళిక ప్రకారం, సంబంధిత ఎక్స్ట్రాషన్ పరికరాలను ఎంచుకోండి, పైపు ఉత్పత్తి వంటివి, బార్ ఉత్పత్తి, ఆన్లైన్ కాయిలింగ్ వైర్ ఉత్పత్తి ప్రణాళిక, మొదలైనవి.
ప్రక్రియ అవసరాలకు అనుగుణంగా ప్రక్రియకు అనువైన ఎక్స్ట్రాషన్ పరికరాలను ఎంచుకోండి.
2. ఎక్స్ట్రాషన్ పరికరాలు రకాన్ని బట్టి ఎంపిక చేయబడతాయి, వివరణ, ఉత్పత్తి యొక్క పనితీరు మరియు నాణ్యత అవసరాలు
ఎక్స్ట్రూడర్ యొక్క టన్ను ఎంపిక చేయబడితే, ప్రధమ, వెలికితీసిన ఉత్పత్తి లేదా మిల్లు ముగింపు అల్యూమినియం ఎక్స్ట్రాషన్ యొక్క స్పెసిఫికేషన్ల పరిధి ప్రకారం,
మరియు వైకల్యం యొక్క అవసరమైన డిగ్రీని పరిగణనలోకి తీసుకుంటుంది, బిల్లేట్ల పరిమాణ పరిధిని మరియు ఎక్స్ట్రాషన్ సిలిండర్ యొక్క అవసరమైన పరిమాణ పరిధిని నిర్ణయించండి, ఎక్స్ట్రాషన్ ప్రెస్ టన్నేజ్ కెపాసిటీ ఎంపికను నిర్ణయించడానికి.
అదనంగా, ఎక్స్ట్రూడర్ యొక్క రూపం వివిధ రకాలను బట్టి నిర్ణయించబడుతుంది, లక్షణాలు మరియు నాణ్యత అవసరాలు.
3. ఎక్స్ట్రాషన్ పరికరాలు సాంకేతిక పనితీరు మరియు ఎక్స్ట్రాషన్ పరికరాల నిర్మాణ లక్షణాలు మరియు ప్రతి పరికరాల మధ్య సహేతుకమైన సరిపోలిక ప్రకారం ఎంపిక చేయబడతాయి.
వేర్వేరు పనితీరు మరియు నిర్మాణ లక్షణాలు ఎక్స్ట్రాషన్ ప్రెస్ యొక్క విభిన్న ఉపయోగాలను నిర్ణయిస్తాయి.
ఎక్స్ట్రాషన్ పరికరాల ఎంపికలో ప్రధాన పరికరాల మధ్య సహేతుకమైన సెట్టింగ్ మరియు బ్యాలెన్స్ తప్పనిసరిగా పరిగణించాలి, తద్వారా పరికరాల సామర్థ్యానికి పూర్తి ఆటను పొందడం మరియు అధిక ఉత్పత్తి సామర్థ్యాన్ని పొందడం.
ప్రధాన సామగ్రిని కొనసాగించడానికి అసమర్థత కారణంగా పనిని ఆపడానికి మరియు పదార్థాల కోసం వేచి ఉండటానికి ఇది సాధారణంగా అనుమతించబడదు.
4. ఎక్స్ట్రాషన్ పరికరాల యాంత్రీకరణ మరియు ఆటోమేషన్ అవసరాలు తప్పనిసరిగా పరిగణించాలి
ఉత్పత్తి సామర్థ్యాన్ని మెరుగుపరచడానికి, శ్రమ తీవ్రతను తగ్గించండి, వినియోగాన్ని తగ్గించండి, ఖర్చులు తగ్గిస్తాయి, మరియు ఎక్స్ట్రాషన్ ఉత్పత్తుల నాణ్యతను మెరుగుపరచండి, ఎక్స్ట్రాషన్ పరికరాల యాంత్రికీకరణ మరియు ఆటోమేషన్ అవసరాలు ఎక్కువగా పెరుగుతున్నాయి.
మొదటి అల్యూమినియం దశ సాధారణంగా గట్టిపడటం ప్రారంభమవుతుంది, పరిస్థితులు అనుమతించినప్పుడు, ఎక్స్ట్రాషన్ పరికరాలను ఎంచుకునేటప్పుడు అధునాతన సాంకేతిక పరికరాలను ఉపయోగించడానికి ప్రయత్నించండి.
ఎంచుకున్నప్పుడు, అధునాతన సాంకేతికత మరియు విశ్వసనీయత తప్పనిసరిగా ఉత్పత్తి సాధన ద్వారా తనిఖీ చేయబడాలి మరియు ప్రదర్శించబడాలి మరియు ధృవీకరించబడాలి.
అదే సమయంలో, ఇది సంస్థ ఉత్పత్తిలో సాక్షాత్కారానికి సాధ్యమయ్యే పరిస్థితులను కలిగి ఉండాలి, మరియు గుడ్డిగా స్వీకరించకూడదు.
అదనంగా, ఎంచుకున్న ఎక్స్ట్రాషన్ పరికరాలు ఇప్పటికే ఉన్న అవసరాలకు అనుగుణంగా ఉంటాయి, అభివృద్ధి కోసం గదిని వదిలివేయడం గురించి ఆలోచించడం అవసరం.
దీనిని పరిగణనలోకి తీసుకోవడంలో వైఫల్యం వెనుకబడిన మరియు నిష్క్రియాత్మక పరిస్థితికి దారి తీస్తుంది, ముఖ్యంగా దిగుమతి చేసుకున్న ఎక్స్ట్రాషన్ పరికరాల కోసం.
5. ఎక్స్ట్రాషన్ పరికరాలు ఎంపికలో మెరుగైన ఆర్థిక ప్రభావాన్ని కలిగి ఉన్నాయని పరిగణించబడుతుంది
ఇప్పటికే ఉన్న ప్రామాణిక ఎక్స్ట్రాషన్ పరికరాలు మరియు సాధారణ ఎక్స్ట్రాషన్ పరికరాల విషయంలో, ప్రామాణిక పరికరాలు మరియు సాధారణ పరికరాలను ఎంచుకోవడానికి ప్రయత్నించండి.
ముఖ్యంగా ఎక్స్ట్రాషన్ పరికరాల పరిచయంలో, విడిభాగాల స్థానికీకరణను పరిగణించాలి, ఆర్థిక సామర్థ్యాన్ని మెరుగుపరచడానికి ఇది ప్రయోజనకరంగా ఉంటుంది, ప్రభావాన్ని ఉపయోగించి మరియు పరికరాల సంస్థాపన సమయాన్ని తగ్గించండి.
సూచన ప్రమాణాలు మరియు సాధారణ పరికరాలు లేనప్పుడు, తయారీ సౌలభ్యం మరియు తక్కువ ధర వంటి అంశాలను పరిగణించాలి, మరియు ప్రక్రియ అవసరాలకు అనుగుణంగా ఎక్స్ట్రాషన్ పరికరాల యొక్క సహేతుకమైన సాంకేతిక పారామితులను ప్రతిపాదించాలి.
కర్మాగారం యొక్క సివిల్ డిజైన్ పరిస్థితులు మరియు ఇప్పటికే ఉన్న నీటిని పరిగణనలోకి తీసుకోవడం, విద్యుత్, గాలి మరియు గాలి పరిస్థితులు, అలాగే శీతాకాలం మరియు వేసవిలో వర్క్షాప్ యొక్క సగటు ఉష్ణోగ్రత మరియు తేమ పరిస్థితులు, ఎక్స్ట్రాషన్ పరికరాల కోసం సహేతుకమైన డిజైన్ అవసరాలు ముందుకు వచ్చాయి.
ఎక్స్ట్రాషన్ ప్రెస్ యొక్క ఎంపిక సూత్రం ప్రకారం, హైడ్రాలిక్ సిస్టమ్ యొక్క ఎంపిక మరియు రూపకల్పన మరియు నియంత్రణ పద్ధతిని ఒకే సమయంలో పరిగణించాలి.
ఎక్స్ట్రాషన్ ప్రెస్ యొక్క పని సమయం కంటే ఎక్కువ ఉన్నప్పుడు 70%-80% మొత్తం వెలికితీత చక్రం, మరియు వెలికితీత వేగం పెద్దగా మారదు, ప్రత్యక్ష ప్రసారం కోసం అధిక పీడన పంపును ఉపయోగించడం మరింత పొదుపుగా ఉంటుంది.
వెలికితీత వేగం వేగంగా ఉంటుంది, సమయం తక్కువగా ఉంటుంది మరియు పెద్ద ఎక్స్ట్రూడర్ లేదా యూనిట్ డ్రైవ్ చేయడానికి వాటర్ పంప్ అక్యుమ్యులేటర్ను ఉపయోగించడానికి మరింత పొదుపుగా ఉంటుంది.
ఆధునిక కాలంలో కొన్ని అధునాతన ఎక్స్ట్రాషన్ యంత్రాలు అధిక పీడన చమురు పంపు ద్వారా నేరుగా నడిచే హైడ్రాలిక్ వ్యవస్థను స్వీకరించాయి., ఇది నీటి పంపు స్టేషన్ వ్యవస్థను ఆదా చేస్తుంది మరియు పరికరాల పెట్టుబడి వ్యయాన్ని తగ్గిస్తుంది.
ఎక్స్ట్రూషన్ మెషీన్ యొక్క నియంత్రణ వ్యవస్థ ప్రోగ్రామ్ నియంత్రణను గ్రహించడానికి ప్రోగ్రామబుల్ లాజిక్ కంట్రోల్ సిస్టమ్ను అవలంబిస్తుంది.
PLC వ్యవస్థతో పాటు, ఆధునిక ఎక్స్ట్రూషన్ ప్రెస్ ఎక్స్ట్రాషన్ డేటా పర్యవేక్షణను కూడా ఉపయోగిస్తుంది, తప్పు నిర్ధారణ, వెలికితీత ఉత్పత్తి విపరీత పర్యవేక్షణ, డేటా ఉత్పత్తి నియంత్రణ మరియు నివేదిక ముద్రణ వ్యవస్థలు.
నియంత్రణ వ్యవస్థ యొక్క పని విశ్వసనీయత ఎక్కువగా ఉంటుంది మరియు నిర్వహణ సులభం, మరియు స్కేలబిలిటీ యొక్క ప్రయోజనాలతో భవిష్యత్ ఫంక్షన్ విస్తరణకు అనుగుణంగా సులభంగా ఉంటుంది.
ఎక్స్ట్రాషన్ మెషీన్ను ఎన్నుకునేటప్పుడు పరిగణించవలసిన ముఖ్యమైన అంశం ఎక్స్ట్రాషన్ ప్రెస్ యొక్క సహాయక పరికరాలు, ఇది ఎక్స్ట్రాషన్ మెషిన్తో కలిసి పూర్తి ఉత్పత్తి శ్రేణిని నిర్మిస్తుంది.
వెలికితీత పని ప్రక్రియలో, 30% కు 70% పని సమయం సహాయక కార్యకలాపాల కోసం ఖర్చు చేయబడుతుంది, ఇది తరచుగా ఎక్స్ట్రూడర్ యొక్క ఉత్పాదక సామర్థ్యాన్ని ప్రభావితం చేస్తుంది మరియు సహాయక యంత్రం యొక్క అసంపూర్ణ నిర్మాణం కారణంగా వెలికితీసిన ఉత్పత్తుల నాణ్యతను ప్రభావితం చేస్తుంది.
మొదటి అల్యూమినియం దశ సాధారణంగా గట్టిపడటం ప్రారంభమవుతుంది, ఎక్స్ట్రూడెడ్ ఉత్పత్తుల నాణ్యతను మెరుగుపరచడానికి మరియు ఆపరేషన్ లైన్ యొక్క ఆటోమేషన్ స్థాయిని మెరుగుపరచడానికి సహాయక పరికరాల ఎంపిక మరియు రూపకల్పన జాగ్రత్తగా పరిగణించబడుతుంది..
ఎక్స్ట్రాషన్ లైన్ యొక్క సహాయక పరికరాలు ప్రధానంగా హాట్ లాగ్ షీర్తో కూడిన బిల్లెట్ హీటింగ్ ఫర్నేస్ను కలిగి ఉంటాయి., అచ్చు తాపన ఓవెన్, టేబుల్ మరియు కూలింగ్ బెడ్ అయిపోయింది, వృద్ధాప్య కొలిమి, సింగిల్ లేదా డబుల్ పుల్లర్, మొదలైనవి.
సంక్షిప్తంగా, నిర్మాణం ప్రకారం వేర్వేరు ఎక్స్ట్రాషన్ పరికరాలను ఎంచుకోవాలి, అప్లికేషన్, ఉత్పత్తి సామర్థ్యం మరియు ఉత్పత్తి నాణ్యతను నిర్ధారించడానికి ఉత్పత్తి రకం మరియు ఎక్స్ట్రాషన్ మెషీన్ యొక్క వివరణ మరియు ఉత్పత్తి ప్రక్రియ అవసరాలు.

సహేతుకమైన మరియు అధిక సామర్థ్యం గల అల్యూమినియం ఎక్స్ట్రూషన్ ప్రొడక్షన్ లైన్ లేఅవుట్ మరియు ఫ్లో చార్ట్
ఒక అల్యూమినియం ఎక్స్ట్రూషన్ ప్రెస్
B ఫ్లయింగ్ సా
సి అల్యూమినియం ప్రొఫైల్ పుల్లర్
డి హాట్ లాగ్ షీర్తో బిల్లెట్ హీటింగ్ ఫర్నేస్
E అల్యూమినియం ప్రొఫైల్ స్ట్రెచర్
F పూర్తి చేసిన కత్తిరింపు యంత్రం
G సా గేజ్ టేబుల్
H సెమీ-ఫినిష్డ్ ఆటోమేటిక్ స్టాకర్
వెలికితీత యంత్రం మరియు సహాయక పరికరాలు క్రింది విధంగా అందించబడతాయి:
అల్యూమినియం పుల్లర్, రన్ అవుట్ టేబుల్, ఆటోమేటిక్ ఫీడింగ్ ప్రొడక్షన్ లైన్ హైడ్రాలిక్ పూర్తి కత్తిరింపు యంత్రం, అల్యూమినియం ప్రొఫైల్ ప్యాకేజింగ్ యంత్రం, ఆకృతి దిద్దుబాటు యంత్రం, అల్యూమినియం ప్రొఫైల్ చుట్టే యంత్రం మరియు సహాయక పరికరాలు.
అల్యూమినియం ప్రొఫైల్ షాట్ బ్లాస్టింగ్ మెషిన్, అల్యూమినియం ప్రొఫైల్ పాలిషింగ్ మెషిన్, థర్మల్ బ్రేక్ అల్యూమినియం ప్రొఫైల్ ఉత్పత్తి యంత్రం, వుడ్ గ్రెయిన్ ఎఫెక్ట్ సబ్లిమేషన్ మెషిన్ మరియు అల్యూమినియం ప్రొఫైల్ పౌడర్ కోటెడ్ లైన్.
ఉత్పత్తి సామర్థ్యాన్ని మెరుగుపరచడానికి మరియు ఖర్చును ఆదా చేయడానికి మేము మీ ప్లాంట్కు మంచి డిజైన్ను కూడా తయారు చేయవచ్చు!
సహేతుకమైన మరియు అధిక సామర్థ్యం గల అల్యూమినియం ఎక్స్ట్రూషన్ ప్రొడక్షన్ లైన్ లేఅవుట్ మరియు ఫ్లో చార్ట్
అల్యూమినియం వెలికితీత యంత్రం యొక్క భాగాలు మరియు దాని పనితీరు
అల్యూమినియం ఎక్స్ట్రూషన్ మెషిన్ ఎలా పనిచేస్తుందో అర్థం చేసుకోవడానికి అల్యూమినియం ఎక్స్ట్రూషన్ మెషిన్ భాగాలను గుర్తించడం మరియు వాటి వినియోగాన్ని వివరించడం అవసరం.
అల్యూమినియం ఎక్స్ట్రూషన్ మెషిన్ నాలుగు టై రాడ్లతో కలిసి ఉండే ముందు ప్లేటెన్ మరియు వెనుక ప్లేటెన్తో రూపొందించబడింది..
అల్యూమినియం ఎక్స్ట్రూషన్ మెషిన్ యొక్క భాగాలు వాస్తవానికి వెలికితీత క్రింది విధంగా ఉన్నాయి:
ప్రధాన సిలిండర్
కావలసిన రామ్ పీడనం మరియు కదలికను ఉత్పత్తి చేయడానికి హైడ్రాలిక్ ద్రవం పంప్ చేయబడిన ఎక్స్ట్రాషన్ ప్రెస్ యొక్క చాంబర్ మరియు సిలిండర్.
హైడ్రాలిక్ ప్రెజర్
స్క్వేర్ అంగుళానికి అవసరమైన పౌండ్ల వద్ద రామ్ను ముందుకు తరలించడానికి ఒత్తిడి ఉపయోగించబడుతుంది.
రామ్
కంటైనర్లోకి ప్రవేశించి బిల్లెట్పై ఒత్తిడిని వర్తింపజేసే చివర డమ్మీ బ్లాక్తో ప్రధాన సిలిండర్కు జోడించిన స్టీల్ రాడ్.
డమ్మీ బ్లాక్
ఒక ప్రెస్లో రామ్ కాండంకు గట్టిగా అమర్చబడిన స్టీల్ బ్లాక్, ఇది కంటైనర్లోని బిల్లెట్ను మూసివేస్తుంది మరియు మెటల్ వెనుకకు లీక్ కాకుండా నిరోధిస్తుంది..
బిల్లెట్
అల్యూమినియం లాగ్ నిర్దిష్ట పొడవులకు కత్తిరించబడుతుంది, ఇవి ఎక్స్ట్రాషన్ మెటీరియల్గా ప్రెస్లోకి అందించబడతాయి.
కంటైనర్
డమ్మీ బ్లాక్ నుండి ఒత్తిడిలో ఉన్నప్పుడు ఒక చివర డై ద్వారా నెట్టబడినప్పుడు బిల్లెట్ను కలిగి ఉన్న ఎక్స్ట్రూషన్ ప్రెస్లోని చాంబర్ మరియు మరొక చివర రామ్ ప్రవేశిస్తుంది. కంటైనర్ కంటైనర్ హౌసింగ్లో నివసిస్తుంది. అన్ని కంటైనర్లు లైనర్తో కప్పబడి ఉంటాయి, అది బిల్లెట్ను వెలికితీసేటప్పుడు దాన్ని ఉంచుతుంది.
సాధనం స్టాక్ (డై అసెంబ్లీ)
ఘనమైనది: డై రింగ్, చనిపోతారు, మద్దతుదారు, దిండు, మరియు సబ్-బోల్స్టర్ (కార్తేజ్ లేదా న్యూనాన్లో సబ్-బోల్స్టర్లు ఉపయోగించబడవు). బోలుగా: డై రింగ్, డై మాండ్రెల్, డై క్యాప్, దిండు, ఉప-బలస్టర్
డై హోల్డర్
సాధనం స్టాక్ యొక్క కంటైనర్.
డై లాక్
డై హోల్డర్లోకి డైని లాక్ చేస్తుంది.
లాగ్ ఓవెన్/ బిల్లెట్ ఓవెన్
లాగ్లు/బిల్లెట్లను ఎక్స్ట్రాషన్ ఉష్ణోగ్రతకు వేడి చేయడానికి ఉపయోగించే భాగాన్ని నొక్కండి. లాగ్ షియర్స్తో కూడిన ప్రెస్లు లాగ్ ఓవెన్లను కలిగి ఉంటాయి; ఇతరులకు బిల్లెట్ ఓవెన్లు ఉన్నాయి.
లాగ్ షీర్
కావలసిన బిల్లెట్ పొడవులకు లాగ్లను కత్తిరించడానికి ఉపయోగిస్తారు (లాగ్ ఓవెన్లతో కూడిన ప్రెస్లపై మాత్రమే).
బట్ షీర్
బిల్లెట్ యొక్క అన్ఎక్స్ట్రూడెడ్ భాగాన్ని కత్తిరించింది (బట్) ఎక్స్ట్రాషన్ సైకిల్ పూర్తయిన తర్వాత కంటైనర్లో మిగిలి ఉంటుంది. బట్ అంటే రామ్ బిల్లెట్ను కంటైనర్ ద్వారా నెట్టిన తర్వాత ఆక్సైడ్లు ఉంటాయి.
డై ఓవెన్
డైస్ 750° - 900° F వరకు వేడి చేయబడిన ఓవెన్ 4-6 ఉపయోగించే ముందు గంటల.
ఊయల
బిల్లెట్ను రామ్ నుండి పీడనం ద్వారా ఎక్స్ట్రాషన్ ప్రెస్లోకి నెట్టబడుతున్నప్పుడు పట్టుకుంటుంది.
లీడౌట్ టేబుల్ నొక్కండి
డై మరియు రన్ అవుట్ టేబుల్ మధ్య ఎక్స్ట్రాషన్కు మద్దతు ఇచ్చే టేబుల్.
రన్ అవుట్ టేబుల్
ఎక్స్ట్రాషన్లకు గైడ్ మరియు సపోర్ట్ చేయడంలో సహాయపడే ప్రెస్ లీడ్అవుట్ పరికరాల తక్షణ నిష్క్రమణ వద్ద టేబుల్.
వెనుక/ముందు ప్రెస్ ప్లాటెన్
ఎక్స్ట్రాషన్ ప్రెస్ ఈ రెండు విభాగాలను కలిగి ఉంటుంది.
టై రాడ్లు
వెనుక మరియు ముందు ప్రెస్ ప్లేటెన్ను కలుపుతుంది.
డబ్బా
డై నుండి అల్యూమినియం ఎక్స్ట్రాషన్లకు మార్గనిర్దేశం చేయడంలో సహాయం చేయడానికి ఉపయోగిస్తారు. ఇది డై కూడా అదే సంఖ్యలో రంధ్రాలను కలిగి ఉంటుంది మరియు అన్ని ప్రెస్లలో ఉపయోగించవచ్చు. అవి ఖర్చుతో కూడుకున్నవి మరియు నిర్వహించడం కష్టం కాబట్టి న్యూనాన్ వాటిని ఉపయోగించకుండా దూరంగా ఉన్నాడు.
ప్లాటెన్ ప్రెజర్ రింగ్
డై స్టాక్కు మద్దతుగా గట్టిపడిన టూల్ స్టీల్ రింగ్ను ప్లేటెన్లోకి చొప్పించారు. రింగ్కు ప్రధాన సిలిండర్ ద్వారా వర్తించే ఒత్తిడి ఒత్తిడికి కారణమవుతుంది మరియు క్రమానుగతంగా భర్తీ చేయవలసిన అవసరం ఏర్పడుతుంది.
అల్యూమినియం వెలికితీత యంత్రం యొక్క భాగాలు మరియు దాని పనితీరు
అల్యూమినియం ఎక్స్ట్రూషన్ మెషిన్ ఎలా పనిచేస్తుందో అర్థం చేసుకోవడానికి అల్యూమినియం ఎక్స్ట్రూషన్ మెషిన్ భాగాలను గుర్తించడం మరియు వాటి వినియోగాన్ని వివరించడం అవసరం..
అల్యూమినియం ఎక్స్ట్రూషన్ మెషిన్ నాలుగు టై రాడ్లతో కలిసి ఉండే ముందు ప్లేటెన్ మరియు వెనుక ప్లేటెన్తో రూపొందించబడింది..
అల్యూమినియం ఎక్స్ట్రూషన్ మెషిన్ యొక్క భాగాలు వాస్తవానికి వెలికితీత క్రింది విధంగా ఉన్నాయి:
ప్రధాన సిలిండర్
కావలసిన రామ్ పీడనం మరియు కదలికను ఉత్పత్తి చేయడానికి హైడ్రాలిక్ ద్రవం పంప్ చేయబడిన ఎక్స్ట్రాషన్ ప్రెస్ యొక్క చాంబర్ మరియు సిలిండర్.
హైడ్రాలిక్ ప్రెజర్
స్క్వేర్ అంగుళానికి అవసరమైన పౌండ్ల వద్ద రామ్ను ముందుకు తరలించడానికి ఉపయోగించే ఒత్తిడి.
రామ్
కంటైనర్లోకి ప్రవేశించి బిల్లెట్పై ఒత్తిడిని వర్తింపజేసే చివర డమ్మీ బ్లాక్తో ప్రధాన సిలిండర్కు జోడించిన స్టీల్ రాడ్.
డమ్మీ బ్లాక్
ఒక ప్రెస్లో రామ్ కాండంకు గట్టిగా అమర్చబడిన స్టీల్ బ్లాక్, ఇది కంటైనర్లోని బిల్లెట్ను మూసివేస్తుంది మరియు మెటల్ వెనుకకు లీక్ కాకుండా నిరోధిస్తుంది..
బిల్లెట్
అల్యూమినియం లాగ్ నిర్దిష్ట పొడవులకు కత్తిరించబడుతుంది, ఇవి ఎక్స్ట్రాషన్ మెటీరియల్గా ప్రెస్లోకి అందించబడతాయి.
కంటైనర్
డమ్మీ బ్లాక్ నుండి ఒత్తిడిలో ఉన్నప్పుడు ఒక చివర డై ద్వారా నెట్టబడినప్పుడు బిల్లెట్ను కలిగి ఉన్న ఎక్స్ట్రూషన్ ప్రెస్లోని చాంబర్ మరియు మరొక చివర రామ్ ప్రవేశిస్తుంది. కంటైనర్ కంటైనర్ హౌసింగ్లో నివసిస్తుంది. అన్ని కంటైనర్లు ఒక లైనర్తో కప్పబడి ఉంటాయి, ఇది బిల్లెట్ను వెలికితీసేటప్పుడు దానిని ఉంచుతుంది.
సాధనం స్టాక్ (డై అసెంబ్లీ)
ఘనమైనది: డై రింగ్, చనిపోతారు, మద్దతుదారు, దిండు, మరియు సబ్-బోల్స్టర్ (కార్తేజ్ లేదా న్యూనాన్లో సబ్-బోల్స్టర్లు ఉపయోగించబడవు). బోలుగా: డై రింగ్, డై మాండ్రెల్, డై క్యాప్, దిండు, ఉప-బలస్టర్
డై హోల్డర్
సాధనం స్టాక్ యొక్క కంటైనర్.
డై లాక్
డై హోల్డర్లోకి డైని లాక్ చేస్తుంది.
లాగ్ ఓవెన్/ బిల్లెట్ ఓవెన్
లాగ్లు/బిల్లెట్లను ఎక్స్ట్రాషన్ ఉష్ణోగ్రతకు వేడి చేయడానికి ఉపయోగించే భాగాన్ని నొక్కండి. లాగ్ షియర్స్తో కూడిన ప్రెస్లు లాగ్ ఓవెన్లను కలిగి ఉంటాయి; ఇతరులకు బిల్లెట్ ఓవెన్లు ఉన్నాయి.
లాగ్ షీర్
కావలసిన బిల్లెట్ పొడవులకు లాగ్లను కత్తిరించడానికి ఉపయోగిస్తారు (లాగ్ ఓవెన్లతో కూడిన ప్రెస్లపై మాత్రమే).
బట్ షీర్
బిల్లెట్ యొక్క అన్ఎక్స్ట్రూడెడ్ భాగాన్ని కత్తిరించింది (బట్) ఎక్స్ట్రాషన్ సైకిల్ పూర్తయిన తర్వాత కంటైనర్లో మిగిలి ఉంటుంది. బట్ అంటే రామ్ బిల్లెట్ను కంటైనర్ ద్వారా నెట్టిన తర్వాత ఆక్సైడ్లు ఉంటాయి.
డై ఓవెన్
డైస్ 750° - 900° F వరకు వేడి చేయబడిన ఓవెన్ 4-6 ఉపయోగించే ముందు గంటల.
ఊయల
బిల్లెట్ను రామ్ నుండి పీడనం ద్వారా ఎక్స్ట్రాషన్ ప్రెస్లోకి నెట్టబడుతున్నప్పుడు పట్టుకుంటుంది.
లీడౌట్ టేబుల్ నొక్కండి
డై మరియు రన్ అవుట్ టేబుల్ మధ్య ఎక్స్ట్రాషన్కు మద్దతు ఇచ్చే టేబుల్.
రన్ అవుట్ టేబుల్
ఎక్స్ట్రాషన్లకు గైడ్ మరియు సపోర్ట్ చేయడంలో సహాయపడే ప్రెస్ లీడ్అవుట్ పరికరాల తక్షణ నిష్క్రమణ వద్ద టేబుల్.
వెనుక/ముందు ప్రెస్ ప్లాటెన్
ఎక్స్ట్రాషన్ ప్రెస్ ఈ రెండు విభాగాలను కలిగి ఉంటుంది.
టై రాడ్లు
వెనుక మరియు ముందు ప్రెస్ ప్లేటెన్ను కలుపుతుంది.
డబ్బా
డై నుండి అల్యూమినియం ఎక్స్ట్రాషన్లకు మార్గనిర్దేశం చేయడంలో సహాయం చేయడానికి ఉపయోగిస్తారు. ఇది డై కూడా అదే సంఖ్యలో రంధ్రాలను కలిగి ఉంటుంది మరియు అన్ని ప్రెస్లలో ఉపయోగించవచ్చు. అవి ఖర్చుతో కూడుకున్నవి మరియు నిర్వహించడం కష్టం కాబట్టి న్యూనాన్ వాటిని ఉపయోగించకుండా దూరంగా ఉన్నాడు.
ప్లాటెన్ ప్రెజర్ రింగ్
డై స్టాక్కు మద్దతుగా గట్టిపడిన టూల్ స్టీల్ రింగ్ను ప్లేటెన్లోకి చొప్పించారు. రింగ్కు ప్రధాన సిలిండర్ ద్వారా వర్తించే ఒత్తిడి ఒత్తిడికి కారణమవుతుంది మరియు క్రమానుగతంగా భర్తీ చేయవలసిన అవసరం ఏర్పడుతుంది.
బ్రైట్స్టార్ అల్యూమినియం మెషినరీ అల్యూమినియం బిల్లెట్లను వేడిచేసే కొలిమిని అందిస్తుంది, అచ్చు తాపన ఓవెన్, అల్యూమినియం ప్రొఫైల్స్ షేప్ కరెక్టర్, అల్యూమినియం ప్రొఫైల్ పాలిషింగ్ మెషిన్, అల్యూమినియం ప్రొఫైల్ ఉపరితల లోపాలు బ్రషింగ్ శుభ్రపరిచే యంత్రం, అల్యూమినియం ప్రొఫైల్ చుట్టే యంత్రం, అల్యూమినియం ప్రొఫైల్ ఫిల్మ్ అంటుకునే యంత్రం, చెక్క ధాన్యం ప్రభావం అల్యూమినియం ప్రొఫైల్ మరియు సహాయక పరికరాలు.
అల్యూమినియం ఎక్స్ట్రూషన్ ప్రాజెక్ట్ మరియు టర్న్కీ ప్రాజెక్ట్ మరియు ప్యాకేజీ డీల్ కోసం మొత్తం పరిష్కారాన్ని అందించండి!
అల్యూమినియం ఎక్స్ట్రాషన్ ఉత్పత్తి గురించి మీరు తెలుసుకోవలసినది
అల్యూమినియం ఎక్స్ట్రాషన్ ఉత్పత్తి గురించి మీరు తెలుసుకోవలసినది
అల్యూమినియం వెలికితీత పదార్థాన్ని రూపొందించే ప్రక్రియగా నిర్వచించబడింది, డైలో ఆకారపు ఓపెనింగ్ ద్వారా ప్రవహించమని బలవంతం చేయడం ద్వారా.
ఎక్స్ట్రూడెడ్ మెటీరియల్ డై ఓపెనింగ్ వలె అదే ప్రొఫైల్తో పొడుగుచేసిన ముక్కగా ఉద్భవించింది.
ఒక ప్రక్రియ ద్వారా అల్యూమినియం టైలర్-మేడ్ డైలోకి నెట్టబడుతుంది మరియు మెటల్ యొక్క అన్ని లక్షణాలను ఉపయోగించుకునే స్థిరమైన క్రాస్-సెక్షన్ ఏర్పడుతుంది..
అల్యూమినియం వెలికితీత ప్రక్రియ అల్యూమినియం యొక్క అత్యంత ప్రత్యేకమైన భౌతిక లక్షణాల కలయికను చేస్తుంది.
ప్రెస్ సైజు ఎంత పెద్ద ఎక్స్ట్రాషన్ను ఉత్పత్తి చేయవచ్చో నిర్ణయిస్తుంది.
ఎక్స్ట్రషన్ పరిమాణం దాని పొడవైన క్రాస్ సెక్షనల్ డైమెన్షన్ ద్వారా కొలుస్తారు, అనగా. దాని చుట్టుపక్కల వృత్తంలో సరిపోతుంది.
ప్రక్రియ ఏమి చేస్తుందో మీరు ఆశ్చర్యపోవచ్చు అల్యూమినియం వెలికితీత?
వివరాలు మరియు దశల వారీ సమాచారం ఇక్కడ ఉన్నాయి
అల్యూమినియం ఎక్స్ట్రాషన్ వివరణాత్మక ఉత్పత్తి ప్రక్రియ
I.అచ్చు ప్రక్రియ
అల్యూమినియం వెలికితీత ప్రక్రియ నిజంగా డిజైన్ ప్రక్రియతో ప్రారంభమవుతుంది, ఎందుకంటే ఇది ఉత్పత్తి యొక్క రూపకల్పన - దాని ఉద్దేశించిన ఉపయోగం ఆధారంగా - ఇది అనేక అంతిమ ఉత్పత్తి పారామితులను నిర్ణయిస్తుంది.
యంత్రాంగానికి సంబంధించిన ప్రశ్నలు, పూర్తి చేయడం, మరియు ఉపయోగం యొక్క వాతావరణం వెలికితీసే మిశ్రమం యొక్క ఎంపికకు దారి తీస్తుంది.
ప్రొఫైల్ యొక్క ఫంక్షన్ దాని రూపం యొక్క రూపకల్పనను నిర్ణయిస్తుంది మరియు, అందుకే, దానిని ఆకృతి చేసే డై డిజైన్.
డై డిజైన్:
అల్యూమినియం ఎక్స్ట్రాషన్ అనేది అల్యూమినియం బిల్లెట్ల యొక్క తుది ఉత్పత్తి, ఇది వేడి చేసిన తర్వాత డై ద్వారా బయటకు వస్తుంది., మరియు ఎక్స్ట్రాషన్ డై అనేది అల్యూమినియం ప్రొఫైల్ను అవసరమైన స్పెసిఫికేషన్లు మరియు క్రాస్-సెక్షన్లతో వెలికితీసేందుకు డిమాండ్కు అనుగుణంగా రూపొందించబడిన అధిక-ఖచ్చితమైన స్పెసిఫికేషన్లతో కూడిన పరికరం.;
అచ్చు రూపకల్పన యొక్క సూత్రం మరియు దశలు
1. డిజైన్ అచ్చు చాంబర్ పారామితులను నిర్ణయించండి
అన్నిటికన్నా ముందు, డిజైనర్ క్రాస్ సెక్షనల్ డ్రాయింగ్ను పొందినప్పుడు, వెలికితీత నిష్పత్తి ప్రకారం, అల్యూమినియం ప్రొఫైల్ క్రాస్-సెక్షన్ యొక్క గరిష్ట వృత్తం ఏమిటి, మరియు ఏ ఎక్స్ట్రాషన్ మెషీన్ అనుకూలంగా ఉందో గుర్తించడానికి సంక్లిష్టత.
అచ్చు యొక్క పరిమాణాన్ని సెట్ చేయండి, అది చిన్నది అయితే, ఇది అచ్చు యొక్క సేవా జీవితాన్ని మరియు ఏర్పాటును ప్రభావితం చేస్తుంది. సాధారణంగా చెప్పాలంటే, పెద్ద విభాగం అచ్చు పరిమాణం పెద్దదిగా సెట్ చేయబడింది, తద్వారా అచ్చు ఉత్పత్తికి స్థిరంగా ఉంటుంది.
అచ్చు పోర్హోల్ పంపిణీని సెట్ చేయండి, ఫీడర్ మరియు ఘన అచ్చు డిజైన్, పని బెల్ట్ డిజైన్, మరియు అచ్చు రంధ్రాల రూపకల్పన
2. డైలో డై హోల్స్ యొక్క సహేతుకమైన అమరిక
సహేతుకమైన లేఅవుట్ అని పిలవబడేది అచ్చుపై ఒకే లేదా బహుళ డై హోల్స్ను సహేతుకంగా పంపిణీ చేయడం, తద్వారా అచ్చు యొక్క బలాన్ని నిర్ధారించే ఆవరణలో అత్యుత్తమ లోహ ప్రవాహ ఏకరూపతను పొందవచ్చు.
3. డై హోల్ పరిమాణం యొక్క సహేతుకమైన గణన
డై హోల్ పరిమాణాన్ని లెక్కించేటప్పుడు, ప్రధాన పరిశీలన అనేది వెలికితీసిన మిశ్రమం యొక్క రసాయన కూర్పు, ఉత్పత్తి యొక్క ఆకారం మరియు నామమాత్ర పరిమాణం మరియు దాని అనుమతించదగిన సహనం, ఎక్స్ట్రాషన్ ఉష్ణోగ్రత మరియు డై మెటీరియల్ యొక్క థర్మల్ ఎక్స్పాన్షన్ కోఎఫీషియంట్ మరియు ఈ ఉష్ణోగ్రత వద్ద వెలికితీసిన మిశ్రమం, మరియు ఉత్పత్తి యొక్క క్రాస్-సెక్షన్, రేఖాగణిత ఆకారం యొక్క లక్షణాలు మరియు వెలికితీత మరియు సాగదీయడం సమయంలో దాని మార్పులు, వెలికితీత శక్తి యొక్క పరిమాణం మరియు అచ్చు యొక్క వైకల్పము.
4. లోహ ప్రవాహం రేటును సహేతుకంగా సర్దుబాటు చేయండి
సాధారణంగా చెప్పాలంటే, ప్రొఫైల్ యొక్క గోడ మందం సన్నగా ఉంటుంది, చుట్టుకొలత పెద్దది, మరింత క్లిష్టంగా ఆకారం ఉంటుంది, మరియు ఎక్స్ట్రాషన్ సిలిండర్ మధ్యలో నుండి దూరంగా ఉంటుంది, డై బేరింగ్ పొట్టిగా ఉండాలి.
డై బేరింగ్తో ప్రవాహం రేటును నియంత్రించడం ఇంకా కష్టంగా ఉన్నప్పుడు, ఆకారం ముఖ్యంగా క్లిష్టంగా ఉంటుంది, గోడ మందం చాలా సన్నగా ఉంటుంది, మరియు కేంద్రం నుండి దూరంగా ఉన్న భాగాన్ని మెటల్ ప్రవాహాన్ని వేగవంతం చేయడానికి స్ప్రూ స్ప్రెడర్ను ఉపయోగించవచ్చు.
విరుద్దంగా, చాలా మందమైన గోడలు లేదా ఎక్స్ట్రూషన్ సిలిండర్ మధ్యలో చాలా దగ్గరగా ఉన్న ఆ భాగాల కోసం, ఇక్కడ ప్రవాహ వేగాన్ని తగ్గించడానికి అడ్డంకిని భర్తీ చేయడానికి అడ్డంకి కోణం ఉపయోగించాలి.
అదనంగా, మీరు ప్రాసెస్ బ్యాలెన్స్ రంధ్రాలను కూడా ఉపయోగించవచ్చు, ప్రక్రియ అలవెన్సులు, లేదా ఫ్రంట్ ఛాంబర్ అచ్చులను ఉపయోగించండి, ఫ్లో గైడ్ మరణిస్తుంది, మరియు సంఖ్యను మార్చండి, పరిమాణం, ఆకారం, మరియు మెటల్ ఫ్లో రేట్ సర్దుబాటు చేయడానికి పోర్త్హోల్స్ యొక్క స్థానం.
5. తగినంత అచ్చు బలాన్ని నిర్ధారించుకోండి
డై హోల్స్ యొక్క స్థానాన్ని హేతుబద్ధంగా ఏర్పాటు చేయడంతో పాటు, తగిన డై మెటీరియల్ని ఎంచుకోవడం, మరియు సహేతుకమైన డై స్ట్రక్చర్ మరియు ఆకృతిని డిజైన్ చేయడం, ఎక్స్ట్రాషన్ ఫోర్స్ను ఖచ్చితంగా లెక్కించడం మరియు ప్రతి విభాగం యొక్క అనుమతించదగిన బలాన్ని తనిఖీ చేయడం కూడా చాలా ముఖ్యం.
6. శుభ్రం మరియు నిర్వహణ
ఎక్స్ట్రాషన్ డైస్ను తరచుగా శుభ్రం చేయాలి మరియు తనిఖీ చేయాలి.
ఏవైనా సమస్యలు ఉంటే, గీతలు పడకుండా ఉండటానికి వాటిని సకాలంలో మరమ్మతులు చేయాలి, ప్రొఫైల్ యొక్క వెలికితీత ప్రక్రియలో బర్ర్స్ మరియు ఇతర హార్డ్ గాయాలు, ఇది అల్యూమినియం ఎక్స్ట్రాషన్ నాణ్యతను తీవ్రంగా ప్రభావితం చేస్తుంది.
ఎక్స్ట్రాషన్ డై ప్రాసెసింగ్ ప్రాసెస్ ఫ్లో చార్ట్
సాలిడ్ డై (ఒక సంవృత కుహరం లేకుండా నిర్మాణ ప్రొఫైల్, పోర్హోల్ డై కాదు)
లాథింగ్ → మార్కింగ్ → మిల్లింగ్ → డ్రిల్లింగ్ → గ్రైండింగ్ → గట్టిపడటం → టెంపరింగ్ → ఉపరితలం యొక్క గ్రైండింగ్ → గైడ్ ఛానల్ యొక్క ఫైన్ మిల్లింగ్ → వైర్ కటింగ్ → EDM → వార్నింగ్ → బిగింపు పరీక్ష m
పోర్హోల్ డై (మూసి ఉన్న కుహరంతో నిర్మాణ ప్రొఫైల్)
డై బ్యాకర్
టర్నింగ్ → మార్కింగ్ → మిల్లింగ్ → డ్రిల్లింగ్ → గ్రైండింగ్ → క్వెన్చింగ్ → టెంపరింగ్ → సర్ఫేస్ గ్రైండింగ్ → అంగీకారం → గిడ్డంగి
డై రింగ్
టర్నింగ్ → మార్కింగ్ → మిల్లింగ్ → డ్రిల్లింగ్ → గ్రౌండింగ్ → క్వెన్చింగ్ → టెంపరింగ్ → ప్లేన్ గ్రౌండింగ్ → ఫైన్ టర్నింగ్ → అంగీకారం → గిడ్డంగి
II ద్రవీభవన ప్రక్రియ
6 సిరీస్ మిశ్రమాలు మరియు వాటి అప్లికేషన్
6005: వెలికితీసిన ప్రొఫైల్స్ మరియు పైపులు, కంటే ఎక్కువ బలం అవసరమయ్యే నిర్మాణ భాగాల కోసం ఉపయోగించబడుతుంది 6063 మిశ్రమం, నిచ్చెనలు వంటివి, టీవీ యాంటెనాలు, మొదలైనవి;
6009: కారు బాడీ ప్యానెల్లు;
6010: సన్నని ప్లేట్, కారు శరీరం;
6061: నిర్దిష్ట బలం అవసరమయ్యే వివిధ పారిశ్రామిక నిర్మాణాలు, weldability మరియు అధిక తుప్పు నిరోధకత, పైపులు వంటివి, రాడ్లు, మరియు ట్రక్కుల తయారీకి ఆకారాలు, టవర్ భవనాలు, నౌకలు, ట్రాములు, అమరికలు, యాంత్రిక భాగాలు, మరియు ఖచ్చితమైన మ్యాచింగ్, షీట్;
6063: బిల్డింగ్ ప్రొఫైల్స్, నీటిపారుదల పైపులు మరియు వాహనాల కోసం వెలికితీసే పదార్థాలు, బెంచీలు, ఫర్నిచర్, కంచెలు, మొదలైనవి;
6066: ఫోర్జింగ్స్ మరియు వెల్డింగ్ నిర్మాణం వెలికితీత పదార్థాలు;
6070: ఆటోమోటివ్ పరిశ్రమలో ఉపయోగించే భారీ-డ్యూటీ వెల్డెడ్ నిర్మాణాలు మరియు వెలికితీత పదార్థాలు మరియు పైపులు;
6101: అధిక బలం బార్లు, బస్సులకు విద్యుత్ కండక్టర్లు మరియు రేడియేటర్ పదార్థాలు;
6151: క్రాంక్ షాఫ్ట్ భాగాలను డై ఫోర్జింగ్ కోసం ఉపయోగిస్తారు, యంత్ర భాగాలు మరియు చుట్టిన రింగుల ఉత్పత్తి, మంచి ఫోర్జిబిలిటీ అవసరమయ్యే అప్లికేషన్ల కోసం, అధిక బలం, మరియు మంచి తుప్పు నిరోధకత;
6201: అధిక శక్తి వాహక రాడ్లు మరియు వైర్లు;
6205: మందపాటి ప్లేట్లు, పెడల్స్ మరియు హై ఇంపాక్ట్ రెసిస్టెంట్ ఎక్స్ట్రాషన్స్;
6262: థ్రెడ్ చేసిన అధిక-ఒత్తిడి భాగాల కంటే మెరుగైన తుప్పు నిరోధకత అవసరం 2011 మరియు 2017 మిశ్రమాలు;
6351: వాహనాల నిర్మాణ భాగాలు వెలికితీసినవి, నీటి కోసం పైపులైన్లు, నూనె, మొదలైనవి;
6463: భవనం మరియు వివిధ ఉపకరణాల ప్రొఫైల్లు, అలాగే ప్రకాశవంతమైన ముంచడం మరియు యానోడైజింగ్ చికిత్స తర్వాత ప్రకాశవంతమైన ఉపరితలాలతో ఆటోమోటివ్ అలంకరణ భాగాలు;
6060, 6063, 6063ఎ, 6463, మరియు 6463A తరచుగా భవనం ప్రొఫైల్స్ ఉత్పత్తిలో ఉపయోగించబడతాయి, మరియు 6463A మిశ్రమం ప్రకాశవంతమైన వెండి అల్యూమినియం ప్రొఫైల్స్ ఉత్పత్తికి ప్రత్యేకంగా ఉపయోగించబడుతుంది (అద్దం లాంటి రూపం).
6063కంటే కొంచెం ఎక్కువ బలం అవసరమయ్యే నిర్మాణ ప్రొఫైల్ల ఉత్పత్తిలో మిశ్రమం తరచుగా ఉపయోగించబడుతుంది 6063 మిశ్రమం, కర్టెన్ వాల్ మెటీరియల్స్ వంటివి.
6061, 6082, 6106, 6005, 6005ఎ, 6351 మిశ్రమాలు మంచి తుప్పు నిరోధకత అవసరమయ్యే పెద్ద నిర్మాణ భాగాలలో విస్తృతంగా ఉపయోగించబడతాయి, రిఫ్రిజిరేటెడ్ కంటైనర్ బాటమ్ ప్లేట్ వంటివి, ట్రక్ ఫ్రేమ్ భాగాలు, ఓడ ఎగువ నిర్మాణ భాగాలు, రైల్వే వాహన నిర్మాణ భాగాలు మరియు ఇతర యాంత్రిక నిర్మాణ భాగాలు .
6101 మరియు 6101B మిశ్రమాలు సబ్వే ప్రసరణ కోసం అల్యూమినియం మిశ్రమం ప్రొఫైల్లను ఉత్పత్తి చేయడానికి ఉపయోగించబడతాయి.
6563 మిశ్రమం ప్రధానంగా రేడియేటర్ ప్రొఫైల్లను ఉత్పత్తి చేయడానికి ఉపయోగిస్తారు.
2024, 5A02, 7005, 7020, 7075 అధిక బలం కలిగిన మిశ్రమాలు, వ్యోమనౌకలలో ఎక్కువగా ఉపయోగించేవి, యాంత్రిక పరికరాలు, మొదలైనవి.
మెల్టింగ్ ప్రాసెసింగ్ ఫ్లో చార్ట్
పదార్థాలు→ఛార్జింగ్→కరగడం→కదలడం→మిశ్రమం→పట్టుకోవడం→డీగ్యాసింగ్→రిఫైనింగ్
మెల్టింగ్ అనేది అల్యూమినియం ప్రొఫైల్ ఉత్పత్తి ప్రక్రియ.
ముడి పదార్థాలు మరియు ఉత్పత్తి నిర్మాణం ప్రకారం, అల్యూమినియం ప్రొఫైల్ కాస్టింగ్ ప్రక్రియ యొక్క సహేతుకమైన ఎంపిక ఉత్పత్తి నాణ్యతను నిర్ధారించడానికి కీలకం, శక్తి వినియోగాన్ని తగ్గించడం మరియు ఉత్పత్తి సామర్థ్యాన్ని మెరుగుపరచడం.
కాబట్టి అల్యూమినియం ప్రొఫైల్స్ యొక్క ద్రవీభవన మరియు కాస్టింగ్ ప్రక్రియ ఏమిటి?
1. అల్యూమినియం కడ్డీలు ముడి పదార్థాలు
ఉత్పత్తికి ముందు, వివిధ మిశ్రమాలు మరియు వివిధ పరిమాణాల అల్యూమినియం బిల్లేట్ల డిమాండ్ ప్రకారం, అల్యూమినియం కడ్డీలను తయారు చేయండి, మెగ్నీషియం కడ్డీలు, సిలికాన్ కడ్డీలు, వర్క్షాప్లో సిద్ధంగా ఉన్న రాగి కడ్డీలు మరియు సహాయక పదార్థాలు.
2. మెల్టింగ్ ఛార్జింగ్
కరిగే కొలిమిలోకి ముడి పదార్థాలను ఛార్జ్ చేయడానికి ఫోర్క్లిఫ్ట్ ఉపయోగించండి.
3.కరగడం
కొలిమిలో తగినంత ముడి పదార్థాలను జోడించిన తర్వాత, 700-730℃ వరకు వేడి చేయడానికి సహజ వాయువును ఉపయోగించండి, ఆపై అల్యూమినియం కడ్డీ ద్రవ స్థితిలోకి కరుగుతుంది.
4. శుద్ధి చేయడం
కరిగిన అల్యూమినియంలోని మలినాలను తొలగించడానికి ఏజెంట్లను కలుపుతోంది.
5."తారాగణం
25కరిగిన అల్యూమినియం పంపిణీదారుతో నిండిన ~35 సెకన్ల తర్వాత, శీతలీకరణ నీరు ఆన్ చేయబడింది. కాస్టింగ్ వేగం సాధారణ వేగంలో 70~80%, మరియు వేగం 40-50mm పడిపోయిన తర్వాత సాధారణ వేగం పెరుగుతుంది.
6. సజాతీయీకరణ
అల్యూమినియం బిల్లేట్లు ద్వితీయ సజాతీయీకరణ చికిత్సకు లోబడి ఉంటాయి.
7. అల్యూమినియం బిల్లేట్లు కటింగ్
అల్యూమినియం బిల్లేట్ల ముందు మరియు వెనుక చివరలలోని క్రమరహిత భాగాలను తొలగించండి
8. గిడ్డంగి
అల్యూమినియం బిల్లేట్లను గిడ్డంగిలో కట్టి ఉంచుతారు.
సాధారణంగా చెప్పాలంటే, అల్యూమినియం కడ్డీలను అల్యూమినియం బిల్లెట్లుగా మార్చడమే అల్యూమినియం మెల్టింగ్, కలపడం ప్రక్రియ ద్వారా లాగ్లు లేదా ఇతర పూర్తి లేదా సెమీ-ఫినిష్డ్ ఉత్పత్తులు, కదిలించడం, నిలబడి, శుద్ధి చేయడం, మరియు స్కిమ్మింగ్.
అల్యూమినియం మరియు అల్యూమినియం మిశ్రమం వెలికితీత ఉత్పత్తుల ఉత్పత్తిలో ద్రవీభవన మరియు కాస్టింగ్ ఉత్పత్తి చాలా ముఖ్యమైన ప్రక్రియ..
అల్యూమినియం బిల్లేట్ల నాణ్యత నేరుగా దిగుబడిని ప్రభావితం చేస్తుంది, అల్యూమినియం ఎక్స్ట్రాషన్ ఉత్పత్తుల నాణ్యత మరియు పనితీరు.
ఇప్పుడు మేము వెలికితీత కోసం బిల్లేట్లను పొందుతాము, ఎక్స్ట్రాషన్ డై మరియు ముడి పదార్థాలు వెలికితీత కోసం సిద్ధంగా ఉన్నాయి.
III వెలికితీత ప్రక్రియ
అల్యూమినియం వెలికితీత – అల్యూమినియంను కస్టమ్ మేడ్ డైలోకి బలవంతంగా ఉంచే ప్రక్రియ మరియు మెటల్ యొక్క అన్ని లక్షణాలను ఉపయోగించుకునే స్థిరమైన క్రాస్-సెక్షన్ ఏర్పడుతుంది..
ఎక్స్ట్రాషన్ అచ్చులు రూపొందించబడినందున మరియు అల్యూమినియం బిల్లెట్లు అందుబాటులో ఉన్నాయి. అల్యూమినియం వెలికితీత కోసం అన్నీ సిద్ధంగా ఉన్నాయి.
అల్యూమినియం వెలికితీత ప్రక్రియ అనేది డై చాంబర్లో ఉంచిన మెటల్ బిల్లెట్పై బలమైన ఒత్తిడిని వర్తించే ప్రాసెసింగ్ పద్ధతి. (లేదా ఎక్స్ట్రాషన్ సిలిండర్), దిశాత్మక ప్లాస్టిక్ వైకల్యాన్ని ఉత్పత్తి చేయడానికి మెటల్ బిల్లెట్ను బలవంతం చేస్తుంది, మరియు కొన్ని యాంత్రిక లక్షణాల భాగాలు లేదా సెమీ-ఫినిష్డ్ ఉత్పత్తులతో కావలసిన విభాగం ఆకారం మరియు పరిమాణాన్ని పొందడానికి ఎక్స్ట్రూషన్ డై యొక్క డై హోల్ నుండి వెలికితీయడం.
వెలికితీత ప్రక్రియ రకాలు
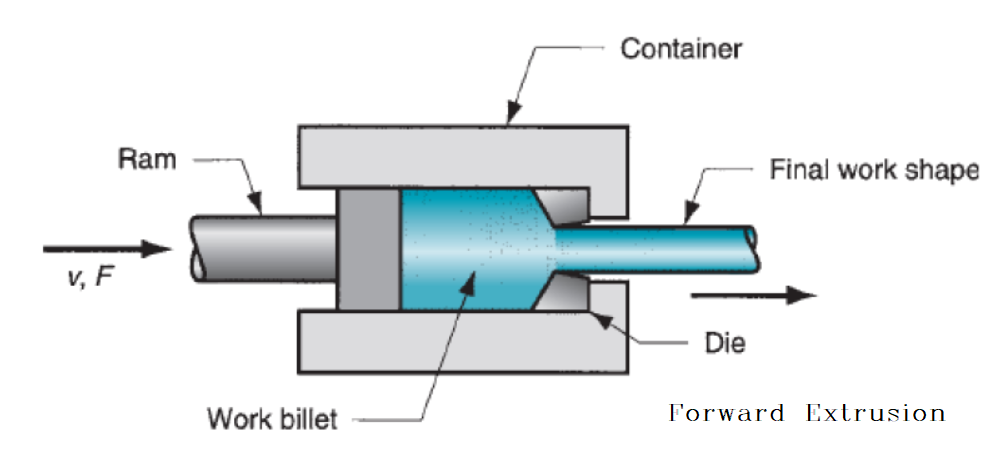
ఫార్వర్డ్ ఎక్స్ట్రాషన్
ఫార్వర్డ్ ఎక్స్ట్రాషన్, డైరెక్ట్ ఎక్స్ట్రాషన్ అని కూడా అంటారు, అత్యంత సాధారణ వెలికితీత ప్రక్రియ. ఇది భారీ గోడల కంటైనర్లో బిల్లెట్ను ఉంచడం ద్వారా పనిచేస్తుంది.
బిల్లెట్ ఒక రామ్ లేదా స్క్రూ ద్వారా డై ద్వారా నెట్టబడుతుంది.
వాటిని వేరుగా ఉంచడానికి రామ్ మరియు బిల్లెట్ మధ్య పునర్వినియోగ డమ్మీ బ్లాక్ ఉంది.
ఈ ప్రక్రియ యొక్క ప్రధాన ప్రతికూలత ఏమిటంటే, బిల్లెట్ను బయటకు తీయడానికి అవసరమైన శక్తి పరోక్ష ఎక్స్ట్రాషన్ ప్రక్రియలో అవసరమైన దానికంటే ఎక్కువగా ఉంటుంది, ఎందుకంటే బిల్లెట్ కంటైనర్ యొక్క మొత్తం పొడవును ప్రయాణించాల్సిన అవసరం ద్వారా ప్రవేశపెట్టబడిన ఘర్షణ శక్తుల కారణంగా.
దీనివల్ల, ప్రక్రియ ప్రారంభంలో అవసరమైన గొప్ప శక్తి మరియు బిల్లెట్ ఉపయోగించినప్పుడు నెమ్మదిగా తగ్గుతుంది.
బిల్లెట్ చివరలో శక్తి బాగా పెరుగుతుంది ఎందుకంటే బిల్లెట్ సన్నగా ఉంటుంది మరియు డై నుండి నిష్క్రమించడానికి పదార్థం రేడియల్గా ప్రవహించాలి. బిల్లెట్ ముగింపు (బట్ ఎండ్ అని) ఈ కారణంగా ఉపయోగించబడదు.[i]
[i] https://en.wikipedia.org/wiki/Extrusion
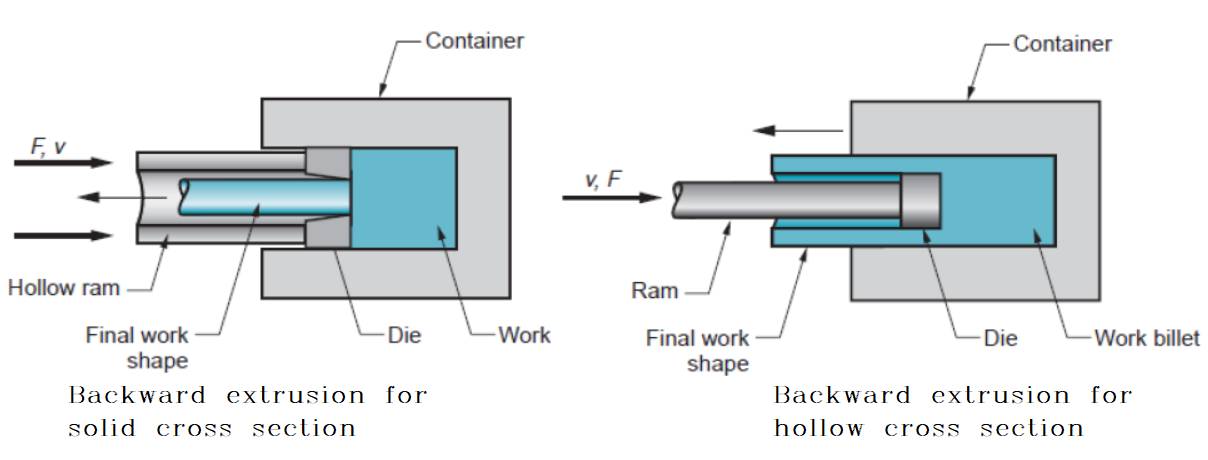
వెనుకకు వెలికితీత
వెనుకకు వెలికితీత, పరోక్ష ఎక్స్ట్రాషన్ అని కూడా పిలుస్తారు, డై స్థిరంగా ఉన్నప్పుడు బిల్లెట్ మరియు కంటైనర్ కలిసి కదులుతాయి.
డై ఒక స్థానంలో ఉంచబడుతుంది “కాండం” ఇది కంటైనర్ పొడవు కంటే పొడవుగా ఉండాలి.
ఎక్స్ట్రాషన్ యొక్క గరిష్ట పొడవు చివరికి కాండం యొక్క నిలువు బలం ద్వారా నిర్దేశించబడుతుంది.
బిల్లెట్ కంటైనర్తో కదులుతున్నందున ఘర్షణ శక్తులు తొలగించబడతాయి.
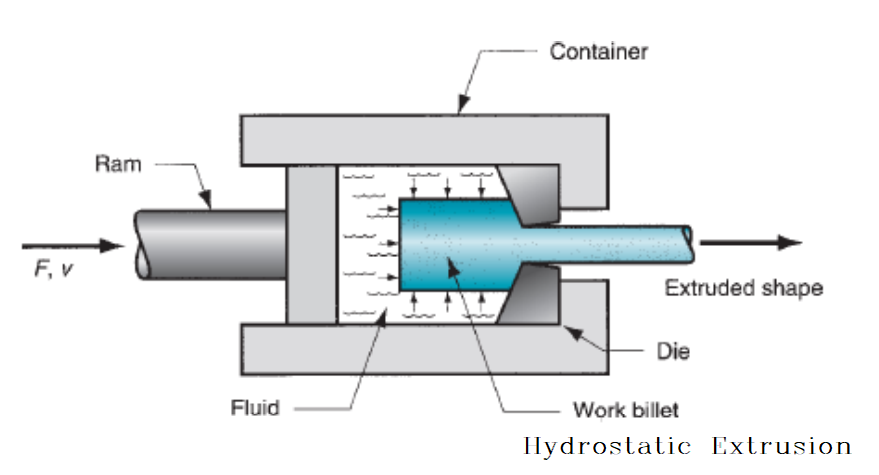
హైడ్రోస్టాటిక్ ఎక్స్ట్రాషన్
హైడ్రోస్టాటిక్ ఎక్స్ట్రాషన్ ప్రక్రియలో, బిల్లెట్ పూర్తిగా ఒత్తిడితో కూడిన ద్రవంతో చుట్టబడి ఉంటుంది, బిల్లెట్ డైని సంప్రదించే చోట తప్ప.
ఈ ప్రక్రియ వేడిగా చేయవచ్చు, వెచ్చని, లేదా చల్లని, అయితే, ఉపయోగించిన ద్రవం యొక్క స్థిరత్వం ద్వారా ఉష్ణోగ్రత పరిమితం చేయబడింది.
హైడ్రోస్టాటిక్ మాధ్యమాన్ని కలిగి ఉండటానికి సీలు చేసిన సిలిండర్లో ప్రక్రియను తప్పనిసరిగా నిర్వహించాలి.
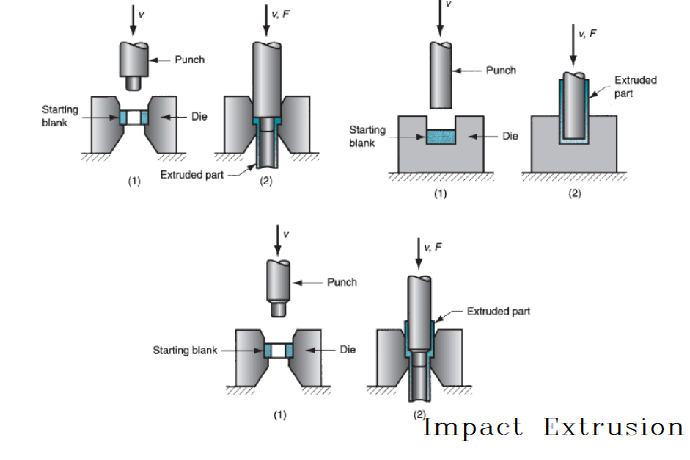
ఇంపాక్ట్ ఎక్స్ట్రాషన్
ఇంపాక్ట్ ఎక్స్ట్రాషన్ అనేది ఎక్స్ట్రాషన్ మరియు డ్రాయింగ్తో సమానమైన తయారీ ప్రక్రియ, దీని ద్వారా ఉత్పత్తులు మెటల్ స్లగ్తో తయారు చేయబడతాయి. స్లగ్ ఒక పంచ్ ద్వారా డై లేదా అచ్చులోకి తీవ్ర శక్తితో అధిక వేగంతో నొక్కబడుతుంది.[i]
ఇంపాక్ట్ ఎక్స్ట్రాషన్ సాంప్రదాయ ఎక్స్ట్రాషన్ కంటే ఎక్కువ వేగంతో మరియు తక్కువ స్ట్రోక్లతో నిర్వహించబడుతుంది.
ఇది వ్యక్తిగత భాగాలను తయారు చేయడానికి ఉపయోగించబడుతుంది. పేరు సూచించినట్లు, పంచ్ పని భాగాన్ని కేవలం ఒత్తిడిని వర్తింపజేయకుండా ప్రభావితం చేస్తుంది.
[i] https://en.wikipedia.org/wiki/Impact_extrusion
అల్యూమినియం వెలికితీత ప్రక్రియ యొక్క ప్రయోజనాలు
1. వెలికితీత ప్రక్రియ సమయంలో, వెలికితీసిన మెటల్ రోలింగ్ ఫోర్జింగ్ కంటే డిఫార్మేషన్ జోన్లో మరింత తీవ్రమైన మరియు ఏకరీతి త్రిమితీయ కుదింపు ఒత్తిడి స్థితిని పొందగలదు., ఇది ప్రాసెస్ చేయబడిన మెటల్ యొక్క ప్లాస్టిసిటీకి పూర్తి ఆటను అందిస్తుంది;
2. వెలికితీత ప్రక్రియ రాడ్లను మాత్రమే ఉత్పత్తి చేస్తుంది, గొట్టాలు, ఆకారాలు, మరియు సాధారణ క్రాస్ సెక్షనల్ ఆకృతులతో వైర్ ఉత్పత్తులు, కానీ సంక్లిష్ట క్రాస్ సెక్షనల్ ఆకృతులతో ప్రొఫైల్స్ మరియు గొట్టాలు కూడా ఉన్నాయి;
3. వెలికితీత ప్రక్రియ గొప్ప సౌలభ్యాన్ని కలిగి ఉంటుంది. విభిన్న ఆకృతులతో ఉత్పత్తులను ఉత్పత్తి చేయడానికి అచ్చులు వంటి ఎక్స్ట్రాషన్ సాధనాలను మాత్రమే భర్తీ చేయాలి, ఒక పరికరంలో లక్షణాలు మరియు రకాలు. ఎక్స్ట్రాషన్ అచ్చులను మార్చడం చాలా సులభం, వేగంగా, సమయం ఆదా మరియు సమర్థవంతమైన;
4. వెలికితీసిన ఉత్పత్తుల ఖచ్చితత్వం ఎక్కువగా ఉంటుంది, ఉత్పత్తుల ఉపరితల నాణ్యత మంచిది, మరియు లోహ పదార్థాల వినియోగ రేటు మరియు దిగుబడి మెరుగుపడతాయి;
5. వెలికితీత ప్రక్రియ మెటల్ యొక్క యాంత్రిక లక్షణాలపై మంచి ప్రభావాన్ని చూపుతుంది;
6.ప్రక్రియ ప్రవాహం తక్కువగా ఉంటుంది మరియు ఉత్పత్తి సౌకర్యవంతంగా ఉంటుంది. హాట్ డై ఫోర్జింగ్ లేదా ఫార్మింగ్ రోలింగ్ కంటే పెద్ద విస్తీర్ణంతో వన్-టైమ్ ఎక్స్ట్రాషన్ మొత్తం నిర్మాణాన్ని పొందవచ్చు.. పరికరాల పెట్టుబడి తక్కువ, అచ్చు ధర తక్కువ, మరియు ఆర్థిక ప్రయోజనం ఎక్కువగా ఉంటుంది;
7. అల్యూమినియం మిశ్రమం మంచి ఎక్స్ట్రాషన్ లక్షణాలను కలిగి ఉంది మరియు ఎక్స్ట్రాషన్ ప్రాసెసింగ్కు ప్రత్యేకంగా అనుకూలంగా ఉంటుంది. ఇది వివిధ ఎక్స్ట్రాషన్ ప్రక్రియలు మరియు వివిధ రకాల అచ్చు నిర్మాణాల ద్వారా ప్రాసెస్ చేయబడుతుంది.
వెలికితీత ప్రక్రియ యొక్క దశ
అల్యూమినియం బిల్లేట్లు→ హాట్ లాగ్ షీర్తో మల్టీ-బిల్లెట్ హీటింగ్ ఫర్నేస్లో వేడి చేయడం → ఉష్ణోగ్రత 480°Cకి చేరుకుంటుంది మరియు ఉష్ణోగ్రత 1గం వరకు ఉంచబడుతుంది → అచ్చు 480°Cకి వేడి చేయబడుతుంది → అచ్చును అచ్చు బేస్లో ఉంచుతారు → ఫీడింగ్ → ఎక్స్ట్రాషన్ → పుల్లర్ → స్ట్రెయిటెనింగ్ → వృద్ధాప్యం → వృద్ధాప్యం పూర్తయింది→ శీతలీకరణ → పూర్తయింది
1. అల్యూమినియం బిల్లేట్లను రాక్లో ఉంచండి. అల్యూమినియం బిల్లేట్ల మధ్య కొంత ఖాళీని వదిలివేయండి. అల్యూమినియం బిల్లేట్లను పేర్చకుండా జాగ్రత్త వహించండి, లేకుంటే, ఇది ఆపరేటర్ యొక్క కష్టాన్ని పెంచుతుంది మరియు ఆపరేషన్ సమయంలో అల్యూమినియం బిల్లేట్లు పడిపోయి సిబ్బందికి గాయాలవుతాయి;
2. ప్రక్రియ ప్రవాహానికి అనుగుణంగా ఖచ్చితంగా పని చేయండి. స్థలం 12 కొలిమిలో అల్యూమినియం బిల్లేట్లు మరియు వాటిని వేడి చేయండి. తాపన సమయం 3.5h చేరుకున్నప్పుడు, ఉష్ణోగ్రత 480 డిగ్రీలకు చేరుకుంటుంది, ఆపై సాధారణ ఉత్పత్తిని 1గం వరకు వేడిని కాపాడిన తర్వాత నిర్వహించవచ్చు;
3. అదే సమయంలో, ఎక్స్ట్రాషన్ డైని మోల్డ్ హీటింగ్ ఓవెన్లో ఉంచి, డై ఉష్ణోగ్రత 480℃కి చేరుకునేలా వేడి చేయండి;
4. అల్యూమినియం బిల్లేట్లు మరియు అచ్చు యొక్క వేడి మరియు వేడి సంరక్షణ పూర్తయిన తర్వాత, ఎక్స్ట్రాషన్ మెషీన్ యొక్క అచ్చు బేస్లో అచ్చును ఉంచండి మరియు సిద్ధం చేయండి;
5. వెలికితీత కోసం సిద్ధం చేయడానికి ఎక్స్ట్రూడర్ యొక్క ముడి పదార్థాల ప్రవేశ ద్వారంలో చిన్న అల్యూమినియం బిల్లెట్లను ఉంచండి;
6. వెలికితీత దశలోకి ప్రవేశిస్తోంది. వెలికితీసిన ప్రొఫైల్ ఉత్సర్గ రంధ్రం నుండి బయటకు వచ్చిన తర్వాత, అది పుల్లర్ చేత లాగబడుతుంది, ఆపై పొడవు కటింగ్ కోసం నిర్ణయించబడుతుంది, ఆపై అల్యూమినియం ప్రొఫైల్ నిఠారుగా చేయడానికి లెవలింగ్ టేబుల్కి పంపబడుతుంది. అల్యూమినియం ప్రొఫైల్ పొడవుకు కత్తిరించడానికి తుది ఉత్పత్తి ప్రాంతానికి రవాణా చేయబడుతుంది.
7. అవసరాలకు అనుగుణంగా కట్ అల్యూమినియం ప్రొఫైల్ను మెటీరియల్ ఫ్రేమ్లోకి లోడ్ చేయండి, వృద్ధాప్య ప్రాంతానికి రవాణా చేయండి, వృద్ధాప్య కొలిమిలోకి ప్రవేశించండి, మరియు వృద్ధాప్య చికిత్సను నిర్వహించండి.
8. వృద్ధాప్య ఉష్ణోగ్రత 200℃కి చేరుకున్న తర్వాత, 2 గంటలు ఉంచండి, ఆపై కొలిమి నుండి విడుదలయ్యే వరకు వేచి ఉండండి;
అది డిశ్చార్జ్ అయినప్పుడు, అది శీతలీకరణ దశలోకి ప్రవేశిస్తుంది, ఇది సహజ శీతలీకరణ లేదా కూలర్తో చల్లబరుస్తుంది. ఈ సమయంలో, వెలికితీత పని పూర్తయింది, మరియు క్వాలిఫైడ్ ప్రదర్శన నాణ్యత మరియు ఆకారం మరియు పరిమాణంతో అల్యూమినియం ప్రొఫైల్స్ యొక్క వెలికితీత పూర్తయింది.
అల్యూమినియం వెలికితీత బిల్లేట్స్ హీటింగ్తో కూడిన ఆటోమేటిక్ ప్రొడక్షన్ లైన్లో నిర్వహించబడుతుంది, వెలికితీత, శీతలీకరణ, ఉద్రిక్తత నిఠారుగా, కత్తిరింపు మరియు ఇతర ప్రక్రియలు.
ఉత్పత్తి లైన్లో పరికరాలు, హాట్ లాగ్ షీర్తో కూడిన మల్టీ బిల్లెట్ హీటింగ్ ఫర్నేస్తో సహా, ఎక్స్ట్రాషన్ ప్రెస్, రన్ అవుట్ టేబుల్, స్టాకర్, ప్రొఫైల్ కన్వేయర్, కూలింగ్ బెడ్, నిఠారుగా యంత్రం, నిల్వ వేదిక, లాగించేవాడు, ప్రొఫైల్ కత్తిరింపు యంత్రం, వృద్ధాప్య కొలిమి, మొదలైనవి.
అల్యూమినియం వెలికితీత ప్రక్రియపై లోతైన సమాచారం
అల్యూమినియం వెలికితీత ప్రక్రియ సమాచారం
వెలికితీత పదార్థాన్ని రూపొందించే ప్రక్రియగా నిర్వచించబడింది, అల్యూమినియం వంటివి, డైలో ఆకారపు ఓపెనింగ్ ద్వారా ప్రవహించమని బలవంతం చేయడం ద్వారా.
ఎక్స్ట్రూడెడ్ మెటీరియల్ డై ఓపెనింగ్ వలె అదే ప్రొఫైల్తో పొడుగుచేసిన ముక్కగా ఉద్భవించింది.
ప్రెస్ సైజు ఎంత పెద్ద ఎక్స్ట్రాషన్ను ఉత్పత్తి చేయవచ్చో నిర్ణయిస్తుంది.
ఎక్స్ట్రషన్ పరిమాణం దాని పొడవైన క్రాస్ సెక్షనల్ డైమెన్షన్ ద్వారా కొలుస్తారు, అనగా. దాని చుట్టుపక్కల వృత్తంలో సరిపోతుంది.
చుట్టుముట్టబడిన వృత్తం అనేది వెలికితీసిన ఆకారం యొక్క క్రాస్-సెక్షన్ను పూర్తిగా చుట్టుముట్టే అతి చిన్న వృత్తం..
వెలికితీత ప్రక్రియలో గుర్తుంచుకోవలసిన ముఖ్యమైన అంశం ఉష్ణోగ్రత.
ఉష్ణోగ్రత చాలా క్లిష్టమైనది ఎందుకంటే ఇది కాఠిన్యం మరియు ముగింపులు వంటి అల్యూమినియం కావలసిన లక్షణాలను ఇస్తుంది.
వెలికితీత ప్రక్రియలో దశలు క్రింది విధంగా ఉన్నాయి:
1. బిల్లెట్లను సుమారుగా వేడి చేయాలి 800-925 ° F.
2. ఒక బిల్లెట్ కావలసిన ఉష్ణోగ్రతకు చేరుకున్న తర్వాత, ఇది లోడర్కు బదిలీ చేయబడుతుంది, ఇక్కడ స్మట్ లేదా కందెన యొక్క పలుచని పొరను బిల్లెట్కు మరియు రామ్కు జోడించబడుతుంది.. స్మట్ విడిపోయే ఏజెంట్గా పనిచేస్తుంది (కందెన) ఇది రెండు భాగాలను ఒకదానితో ఒకటి అంటుకోకుండా చేస్తుంది.
3. బిల్లెట్ ఊయలకి బదిలీ చేయబడుతుంది.
4. రామ్ డమ్మీ బ్లాక్కి ఒత్తిడిని వర్తింపజేస్తుంది, క్రమంగా, బిల్లెట్ను కంటైనర్ లోపల ఉండే వరకు నెట్టివేస్తుంది.
5. ఒత్తిడిలో బిల్లెట్ మరణానికి వ్యతిరేకంగా చూర్ణం చేయబడుతుంది, కంటైనర్ గోడలతో పూర్తి సంబంధాన్ని కలిగి ఉండే వరకు పొట్టిగా మరియు వెడల్పుగా మారుతుంది. అల్యూమినియం డై ద్వారా నెట్టబడినప్పుడు, ద్రవ నత్రజని దానిని చల్లబరచడానికి డైలోని కొన్ని విభాగాల చుట్టూ ప్రవహిస్తుంది. ఇది డై యొక్క జీవితాన్ని పెంచుతుంది మరియు ఒక జడ వాతావరణాన్ని సృష్టిస్తుంది, ఇది ఆకారాన్ని వెలికితీసే ఆకారంలో ఏర్పడకుండా చేస్తుంది.. కొన్ని సందర్భాల్లో ద్రవ నైట్రోజన్ స్థానంలో నైట్రోజన్ వాయువు ఉపయోగించబడుతుంది. నైట్రోజన్ వాయువు డైని చల్లబరచదు కానీ జడ వాతావరణాన్ని సృష్టిస్తుంది.
6. ఒత్తిడి ఫలితంగా బిల్లెట్కు జోడించబడింది, మృదువైన కానీ ఘనమైన లోహం డై ఓపెనింగ్ ద్వారా పిండడం ప్రారంభమవుతుంది.
7. ఒక ఎక్స్ట్రాషన్ ప్రెస్ నుండి నిష్క్రమించినప్పుడు, ఉష్ణోగ్రత నిజమైన ఉష్ణోగ్రత సాంకేతికతతో తీసుకోబడుతుంది (3టి) వాయిద్యం ప్రెస్ ప్లేటెన్పై అమర్చబడింది. 3T అల్యూమినియం ఎక్స్ట్రాషన్ యొక్క నిష్క్రమణ ఉష్ణోగ్రతను నమోదు చేస్తుంది. ఉష్ణోగ్రత తెలుసుకోవడం యొక్క ముఖ్య ఉద్దేశ్యం గరిష్ట ప్రెస్ వేగాన్ని నిర్వహించడం. వెలికితీత కోసం లక్ష్య నిష్క్రమణ ఉష్ణోగ్రత మిశ్రమంపై ఆధారపడి ఉంటుంది. ఉదాహరణకి, మిశ్రమాలకు లక్ష్య నిష్క్రమణ ఉష్ణోగ్రత 6063, 6463, 6063ఎ, మరియు 6101 930° F (కనీస). మిశ్రమాలకు లక్ష్య నిష్క్రమణ ఉష్ణోగ్రత 6005A,మరియు 6061 950° F (కనీస).
8. ఎక్స్ట్రాషన్లు డై నుండి రనౌట్ టేబుల్ మరియు పుల్లర్కు నెట్టబడతాయి, ఇది ఎక్స్ట్రాషన్ సమయంలో రన్-అవుట్ టేబుల్ నుండి మెటల్ను మార్గనిర్దేశం చేస్తుంది. లాగుతుండగా, రన్-అవుట్ మరియు శీతలీకరణ పట్టిక మొత్తం పొడవున ఉన్న అభిమానుల శ్రేణి ద్వారా ఎక్స్ట్రాషన్ చల్లబడుతుంది. (గమనిక: మిశ్రమం 6061 నీరు చల్లారు అలాగే గాలి చల్లారు
9. బిల్లెట్ మొత్తం ఉపయోగించబడదు. మిగిలినవి (బట్) బిల్లెట్ చర్మం నుండి ఆక్సైడ్లను కలిగి ఉంటుంది. బట్ కత్తిరించబడుతుంది మరియు విస్మరించబడుతుంది, అయితే మరొక బిల్లెట్ లోడ్ చేయబడి, మునుపు లోడ్ చేయబడిన బిల్లెట్కు వెల్డింగ్ చేయబడుతుంది మరియు వెలికితీత ప్రక్రియ కొనసాగుతుంది.
10. ఎక్స్ట్రాషన్ కావలసిన పొడవుకు చేరుకున్నప్పుడు, ఎక్స్ట్రాషన్ ప్రొఫైల్ రంపంతో లేదా కోతతో కత్తిరించబడుతుంది.
11. మెటల్ బదిలీ చేయబడింది (బెల్టర్ వాకింగ్ బీమ్స్ సిస్టమ్స్ ద్వారా) రన్ అవుట్ టేబుల్ నుండి కూలింగ్ టేబుల్ వరకు.
12. అల్యూమినియం చల్లబడిన తర్వాత మరియు శీతలీకరణ పట్టిక వెంట తరలించబడింది, అది తర్వాత స్ట్రెచర్కు తరలించబడుతుంది. సాగదీయడం ఎక్స్ట్రాషన్లను నిఠారుగా చేస్తుంది మరియు 'పని గట్టిపడటం' చేస్తుంది (అల్యూమినియం పెరిగిన కాఠిన్యం మరియు మెరుగైన బలాన్ని అందించే పరమాణు పునః-అలైన్మెంట్).
13. తదుపరి దశ కత్తిరింపు. ఎక్స్ట్రాషన్లను విస్తరించిన తర్వాత అవి రంపపు పట్టికకు బదిలీ చేయబడతాయి మరియు నిర్దిష్ట పొడవుకు కత్తిరించబడతాయి. రంపాలపై కోత సహనం 1/8 అంగుళం లేదా అంతకంటే ఎక్కువ, రంపపు పొడవు మీద ఆధారపడి ఉంటుంది.
14. భాగాలు కత్తిరించిన తర్వాత, అవి రవాణా పరికరంలో లోడ్ చేయబడతాయి మరియు వయస్సు ఓవెన్లలోకి తరలించబడతాయి. వేడి-చికిత్స లేదా కృత్రిమ వృద్ధాప్యం నియంత్రిత ఉష్ణోగ్రత వాతావరణంలో నిర్ణీత సమయం వరకు వృద్ధాప్య ప్రక్రియను వేగవంతం చేయడం ద్వారా లోహాన్ని గట్టిపరుస్తుంది..
ప్రత్యక్ష మరియు పరోక్ష వెలికితీత
రెండు రకాల ఎక్స్ట్రాషన్ ప్రక్రియలు ఉన్నాయి, ప్రత్యక్ష మరియు పరోక్ష.
ప్రత్యక్ష వెలికితీత డై హెడ్ నిశ్చలంగా ఉంచే ప్రక్రియ మరియు కదిలే రామ్ దాని ద్వారా లోహాన్ని బలవంతం చేస్తుంది.
పరోక్ష వెలికితీత అనేది ఒక ప్రక్రియ, దీనిలో బిల్లెట్ స్థిరంగా ఉంటుంది, అయితే రామ్ చివరిలో డై అసెంబ్లీ ఉంటుంది, బిల్లెట్కు వ్యతిరేకంగా కదులుతుంది, డై ద్వారా మెటల్ ప్రవహించడానికి అవసరమైన ఒత్తిడిని సృష్టిస్తుంది.
కోపము
టెంపర్ అనేది యాంత్రిక మరియు/లేదా ఉష్ణ చికిత్సల ద్వారా ఉత్పత్తి చేయబడిన అల్యూమినియం కాఠిన్యం మరియు బలం కలయిక.
అల్యూమినియం యొక్క యాంత్రిక లక్షణాలను పరీక్షించడానికి ఉపయోగించే చర్యలు తన్యత, దిగుబడి, మరియు పొడుగు.
తన్యత అనేది ఒక పదార్థం వైఫల్యం లేకుండా నిలబడగల గరిష్ట పుల్లింగ్ లోడ్ యొక్క సూచన, సాధారణంగా క్రాస్ సెక్షనల్ ప్రాంతం యొక్క చదరపు అంగుళానికి పౌండ్లలో కొలుస్తారు.
దిగుబడి అనేది ఒక పదార్థం మొదట నిర్దిష్ట శాశ్వత సమితిని ప్రదర్శించే ఒత్తిడి.
పొడుగు అనేది ఒక పదార్థం విరిగిపోయే ముందు నిలబడే గరిష్ట శాతం.
సమ్మతి అవసరాల సర్టిఫికేట్ను సంతృప్తి పరచడానికి మిశ్రమం మరియు టెంపర్ లక్షణాల యొక్క నిర్వచించబడిన శ్రేణిని తప్పక కలుసుకోవాలి.
రాక్వెల్ కాఠిన్యం అనేది నిర్దిష్ట స్థిరమైన పరిస్థితులలో ఒక స్పెసిమెన్లోకి నిర్దిష్ట పెనెట్రేటర్ యొక్క చొచ్చుకుపోయే లోతు ఆధారంగా ఒక ఇండెంటేషన్ కాఠిన్యం పరీక్ష..
వెబ్స్టర్ అనేది కాఠిన్యం యొక్క సాపేక్ష సూచిక కానీ సమ్మతి అవసరాల సర్టిఫికేట్కు హామీ ఇవ్వదు.
ఎక్స్ట్రాషన్ను ప్రభావితం చేసే అంశాలు
భాగం యొక్క ధర మరియు దానిని వెలికితీసే సౌలభ్యాన్ని నిర్ణయించే అంశం ఆకారం.. ఎక్స్ట్రాషన్లో అనేక రకాల ఆకృతులను వెలికితీయవచ్చు, కానీ పరిగణించవలసిన పరిమిత అంశాలు ఉన్నాయి.
వీటిలో పరిమాణం ఉంటుంది, ఆకారం, మిశ్రమం, వెలికితీత నిష్పత్తి, నాలుక నిష్పత్తి, ఓరిమి, పూర్తి, కారకం, మరియు స్క్రాప్ నిష్పత్తి.
ఒక భాగం ఈ కారకాల పరిమితికి మించి ఉంటే, అది విజయవంతంగా వెలికితీయబడదు.
పరిమాణం, ఆకారం, మిశ్రమం, వెలికితీత నిష్పత్తి, నాలుక నిష్పత్తి, ఓరిమి, పూర్తి, మరియు స్క్రాప్ నిష్పత్తి ఎక్స్ట్రాషన్ ప్రక్రియలో ఎక్స్ట్రాషన్ వేగం వలె పరస్పర సంబంధం కలిగి ఉంటాయి, బిల్లెట్ యొక్క ఉష్ణోగ్రత, ఎక్స్ట్రాషన్ ఒత్తిడి మరియు మిశ్రమం వెలికితీయబడుతోంది.
సాధారణంగా, వెలికితీత వేగం కంటైనర్లో అభివృద్ధి చేయబడిన మెటల్ ఉష్ణోగ్రత మరియు పీడనంతో నేరుగా మారుతుంది.
ఉపయోగించిన మిశ్రమం మరియు ఆకారాన్ని బయటకు తీయడం ద్వారా ఉష్ణోగ్రత మరియు పీడనం పరిమితం చేయబడతాయి.
ఉదాహరణకి, తక్కువ ఎక్స్ట్రాషన్ ఉష్ణోగ్రతలు సాధారణంగా మెరుగైన నాణ్యమైన ఉపరితలాలు మరియు మరింత ఖచ్చితమైన కొలతలతో ఆకారాలను ఉత్పత్తి చేస్తాయి.
తక్కువ ఉష్ణోగ్రతలకు అధిక ఒత్తిడి అవసరం. కొన్నిసార్లు, ఒత్తిడి పరిమితుల కారణంగా, ఇచ్చిన ప్రెస్ ద్వారా ఆకారాన్ని వెలికి తీయడం అసాధ్యం అనే పాయింట్కి చేరుకుంది.
ఇష్టపడే బిల్లెట్ ఉష్ణోగ్రత అనేది ఆమోదయోగ్యమైన ఉపరితలం మరియు సహనం పరిస్థితులను అందిస్తుంది మరియు, అదే సమయంలో, సాధ్యమైనంత తక్కువ సైకిల్ సమయాన్ని అనుమతిస్తుంది.
ప్రక్రియ అనుమతించే అత్యల్ప ఉష్ణోగ్రత వద్ద బిల్లెట్ ఎక్స్ట్రాషన్ ఆదర్శం.
దీనికి మినహాయింపు ప్రెస్-క్వెన్చ్ మిశ్రమాలు అని పిలవబడేది, వీటిలో చాలా వరకు ఉన్నాయి 6000 సిరీస్.
ఈ మిశ్రమాలతో, వాంఛనీయ యాంత్రిక లక్షణాలను అభివృద్ధి చేయడానికి డై ఎగ్జిట్ వద్ద 930°-980° F పరిధిలోని పరిష్కారం వేడి-చికిత్స ఉష్ణోగ్రతలు తప్పనిసరిగా చేరుకోవాలి..
అధిక బిల్లెట్ ఉష్ణోగ్రతలు మరియు వెలికితీత వేగంతో, లోహ ప్రవాహం మరింత ద్రవంగా మారుతుంది.
మెటల్, కనీసం ప్రతిఘటన యొక్క మార్గాన్ని కోరుతోంది, డై ఫేస్లోని పెద్ద శూన్యాలను పూరించడానికి ప్రయత్నిస్తుంది, మరియు ఇరుకైన ప్రాంతాలలోకి ప్రవేశించడాన్ని నిరోధిస్తుంది.
ఆ పరిస్థితుల్లో, ఆకార కొలతలు అనుమతించదగిన సహనం కంటే తక్కువగా ఉంటాయి, ముఖ్యంగా సన్నని అంచనాలు లేదా పక్కటెముకలు.
అధిక ఎక్స్ట్రాషన్ ఉష్ణోగ్రతలు మరియు వేగం యొక్క మరొక ఫలితం సన్నని అంచులు లేదా పదునైన మూలల్లో లోహాన్ని చింపివేయడం.
అధిక-ఉత్పత్తి ఉష్ణోగ్రతల వద్ద లోహం యొక్క తన్యత బలం తగ్గడం వల్ల ఇది ఏర్పడుతుంది.
అటువంటి వేగం మరియు ఉష్ణోగ్రతల వద్ద, మెటల్ మరియు డై బేరింగ్ ఉపరితలాల మధ్య సంపర్కం అసంపూర్తిగా మరియు అసమానంగా ఉంటుంది, మరియు ఆకృతిలో అలలు మరియు మలుపుల వైపు ఏదైనా ధోరణి తీవ్రమవుతుంది.
ఒక నియమం వలె, మిశ్రమం యొక్క అధిక యాంత్రిక లక్షణాలు తక్కువ ఎక్స్ట్రాషన్ రేటు అని అర్థం.
బిల్లెట్ మరియు లైనర్ వాల్ మధ్య ఎక్కువ ఘర్షణ వలన బిల్లెట్ ఎక్స్ట్రూడింగ్ ప్రారంభించడానికి ఎక్కువ సమయం పడుతుంది.
ఆకారం యొక్క వెలికితీత నిష్పత్తి అనేది ఆకారాన్ని వెలికితీసినప్పుడు సంభవించే యాంత్రిక పని పరిమాణానికి స్పష్టమైన సూచన..
వెలికితీత నిష్పత్తి = బిల్లెట్ యొక్క ప్రాంతం/ఆకార ప్రాంతం
ఒక విభాగం యొక్క వెలికితీత నిష్పత్తి తక్కువగా ఉన్నప్పుడు, అతిపెద్ద లోహ ద్రవ్యరాశిని కలిగి ఉన్న ఆకారం యొక్క భాగాలు దానిపై తక్కువ యాంత్రిక పనిని కలిగి ఉంటాయి.
ఎక్స్ట్రూడెడ్ మెటల్ యొక్క మొదటి పది అడుగులపై ఇది ప్రత్యేకంగా వర్తిస్తుంది.
దాని మెటలర్జికల్ నిర్మాణం అస్-కాస్ట్కు చేరుకుంటుంది (ముతక ధాన్యం) పరిస్థితి.
ఈ నిర్మాణం యాంత్రికంగా బలహీనంగా ఉంది మరియు కంటే తక్కువ ఎక్స్ట్రాషన్ నిష్పత్తితో ఆకారాన్ని కలిగి ఉంటుంది 10:1 యాంత్రిక లక్షణాలకు సంబంధించి హామీ ఇవ్వబడకపోవచ్చు.
ఊహించినట్లుగానే, ఎక్స్ట్రాషన్ నిష్పత్తి ఎక్కువగా ఉన్నప్పుడు పరిస్థితి విరుద్ధంగా ఉంటుంది.
డైలోని చిన్న ఓపెనింగ్స్ ద్వారా లోహాన్ని బలవంతం చేయడానికి ఎక్కువ ఒత్తిడి అవసరం మరియు విపరీతమైన మెకానికల్ పని జరుగుతుంది.
హార్డ్ మిశ్రమాలకు సాధారణంగా ఆమోదయోగ్యమైన ఎక్స్ట్రాషన్ నిష్పత్తులు పరిమితం చేయబడ్డాయి 35:1 మరియు మృదువైన మిశ్రమాల కోసం, అది 100:1.
హార్డ్ మిశ్రమాలకు సాధారణ ఎక్స్ట్రాషన్ రేషియో పరిధి నుండి 10:1 కు 35:1, మరియు మృదువైన మిశ్రమాల కోసం 10:1 కు 100:1.
ఎక్స్ట్రాషన్ యొక్క వాస్తవ ఆకృతి ఫలితాలను ప్రభావితం చేయగలదు కాబట్టి ఈ పరిమితులను సంపూర్ణంగా పరిగణించకూడదు.
ఎక్స్ట్రాషన్ నిష్పత్తి ఎక్కువ, లోహ ప్రవాహానికి పెరిగిన ప్రతిఘటన ఫలితంగా వెలికి తీయడం చాలా కష్టం.
గట్టి మిశ్రమాలకు ఎక్స్ట్రాషన్ కోసం గరిష్ట పీడనం అవసరమవుతుంది మరియు వాటి ఉపరితల లక్షణాల కారణంగా ఇది మరింత కష్టంగా ఉంటుంది, ఇది సాధ్యమైనంత తక్కువ బిల్లెట్ ఉష్ణోగ్రతను కోరుతుంది..
ఒక భాగం యొక్క ఎక్స్ట్రాషన్ పనితీరును నిర్ణయించడానికి కష్టతరమైన అంశం కూడా ఉపయోగించబడుతుంది.
కారకం ఆకారం యొక్క చుట్టుకొలత అనేది ఒక అడుగు బరువుతో విభజించబడింది. కారకం = ఆకారపు చుట్టుకొలత/ అడుగుకు బరువు.
లాభదాయకమైన ప్రెస్ ఆపరేషన్ కోసం పరిగణనలోకి తీసుకున్నందున ప్రతి అడుగు బరువుకు ప్రాథమిక ప్రాముఖ్యత ఉంది.
స్పష్టంగా అనిపించవచ్చు, తేలికైన విభాగాన్ని వెలికితీసేందుకు సాధారణంగా చిన్న ప్రెస్ అవసరం.
అయితే, ఇతర కారకాలు పెద్ద వంటి ఎక్కువ సామర్థ్యం గల ప్రెస్ను డిమాండ్ చేయవచ్చు, సన్నని గోడ బోలు ఆకారం.
ఇది ఒక పాదానికి తక్కువ బరువు కలిగి ఉన్నప్పటికీ, దానిని బయటకు తీయడానికి ఎక్కువ ప్రెస్ టన్ను పట్టవచ్చు.
ఎక్స్ట్రాషన్ రేషియో మాదిరిగానే కారకంపై కూడా అదే తార్కికం వర్తిస్తుంది.
అధిక కారకం భాగాన్ని వెలికి తీయడం కష్టతరం చేస్తుంది, తత్ఫలితంగా ప్రెస్ ఉత్పత్తిని ప్రభావితం చేస్తుంది.
నాలుక నిష్పత్తి కూడా ఒక భాగం యొక్క వెలికితీత పనితీరును నిర్ణయించడంలో ముఖ్యమైన పాత్ర పోషిస్తుంది.
ఎక్స్ట్రాషన్ యొక్క నాలుక నిష్పత్తి క్రింది విధంగా నిర్ణయించబడుతుంది: శూన్యానికి అతి చిన్న ద్వారం చతురస్రం, ఆకారం యొక్క మొత్తం వైశాల్యాన్ని లెక్కించండి, ఆపై ఓపెనింగ్ను ప్రాంతం ద్వారా స్క్వేర్గా విభజించండి.
అధిక నిష్పత్తి, మరింత కష్టం భాగం వెలికితీసే ఉంటుంది.
బ్రైట్స్టార్ అల్యూమినియం మెషినరీ అందిస్తుంది అల్యూమినియం ప్రొఫైల్ ఆకృతి దిద్దుబాటుదారు, అల్యూమినియం ప్రొఫైల్ పాలిషింగ్ మెషిన్, అల్యూమినియం ప్రొఫైల్ చుట్టే యంత్రం, అల్యూమినియం ప్రొఫైల్ ఉపరితల లోపాలు బ్రషింగ్ మరియు శుభ్రపరిచే యంత్రం, అల్యూమినియం ప్రొఫైల్ ఫిల్మ్ అప్లికేటర్ మరియు మా కస్టమర్ల కోసం సహాయక పరికరాలు, సరఫరాదారు మాత్రమే కాకుండా పరిష్కార ప్రదాత మరియు అధిక విలువ ఆధారిత సేవా ప్రదాత కూడా!
అల్యూమినియం ఎక్స్ట్రాషన్ మరియు హీట్ ట్రీట్మెంట్ ప్రక్రియలను ఎలా ఆప్టిమైజ్ చేయాలి
అల్యూమినియం వెలికితీత మరియు వేడి చికిత్స ప్రక్రియలు ఆప్టిమైజింగ్
1. బిల్లెట్ తాపన మరియు వెలికితీత ఉష్ణోగ్రత
ఎక్స్ట్రాషన్ ఉష్ణోగ్రత అనేది ఎక్స్ట్రాషన్ ఉత్పత్తికి అత్యంత ప్రాథమిక మరియు క్లిష్టమైన ప్రక్రియ కారకం.
ఎక్స్ట్రాషన్ ఉష్ణోగ్రత ఉత్పత్తి నాణ్యతపై గొప్ప ప్రభావాన్ని చూపుతుంది, ఉత్పత్తి సామర్థ్యం, అచ్చు జీవితం, శక్తి వినియోగం మరియు మొదలైనవి.
వెలికితీత యొక్క అతి ముఖ్యమైన సమస్య మెటల్ యొక్క ఉష్ణోగ్రత నియంత్రణ.
బిల్లెట్ తాపన ప్రారంభం నుండి వెలికితీసిన ప్రొఫైల్ యొక్క చల్లార్చడం వరకు, కరిగిపోయే దశ నిర్మాణం ఘన ద్రావణం నుండి అవక్షేపించబడదని లేదా చిన్న కణాల వ్యాప్తిని ప్రదర్శించదని నిర్ధారించబడింది.
యొక్క తాపన ఉష్ణోగ్రత 6063 మిశ్రమం బిల్లెట్ సాధారణంగా Mg2Si అవపాతం యొక్క ఉష్ణోగ్రత పరిధిలో సెట్ చేయబడుతుంది.
Mg2Si యొక్క అవపాతంపై తాపన సమయం ముఖ్యమైన ప్రభావాన్ని కలిగి ఉంటుంది. వేగవంతమైన వేడి అవపాతం సమయాన్ని బాగా తగ్గిస్తుంది.
సాధారణంగా, యొక్క తాపన ఉష్ణోగ్రత 6063 మిశ్రమం బిల్లేట్లను ఇలా సెట్ చేయవచ్చు: unhomogenized బిల్లెట్: 460-520 ° C; సజాతీయ బిల్లేట్లు: 430-480 ° C.
ఉత్పత్తి మరియు యూనిట్ ఒత్తిడిని బట్టి ఆపరేషన్ సమయంలో ఎక్స్ట్రాషన్ ఉష్ణోగ్రత సర్దుబాటు చేయబడుతుంది.
ఎక్స్ట్రాషన్ ప్రక్రియలో డిఫార్మేషన్ జోన్లోని బిల్లేట్ల ఉష్ణోగ్రత మారుతుంది.
వెలికితీత ప్రక్రియ పూర్తయినందున, ఎక్స్ట్రాషన్ వేగం పెరగడంతో డిఫార్మేషన్ జోన్ యొక్క ఉష్ణోగ్రత క్రమంగా పెరుగుతుంది.
మొదటి అల్యూమినియం దశ సాధారణంగా గట్టిపడటం ప్రారంభమవుతుంది, పగుళ్లు ఏర్పడకుండా నిరోధించడానికి, ఎక్స్ట్రాషన్ ప్రక్రియ పురోగమిస్తున్నప్పుడు మరియు డిఫార్మేషన్ జోన్ యొక్క ఉష్ణోగ్రత పెరిగేకొద్దీ ఎక్స్ట్రాషన్ వేగాన్ని క్రమంగా తగ్గించాలి.
2. అల్యూమినియం ఎక్స్ట్రాషన్ వేగాన్ని నియంత్రించండి
ఎక్స్ట్రాషన్ ప్రక్రియ సమయంలో ఎక్స్ట్రాషన్ వేగాన్ని జాగ్రత్తగా నియంత్రించాలి.
వైకల్పన ఉష్ణ ప్రభావంపై వెలికితీత వేగం ముఖ్యమైన ప్రభావాన్ని చూపుతుంది, వైకల్యం ఏకరూపత, రీక్రిస్టలైజేషన్ మరియు ఘన పరిష్కార ప్రక్రియ, ఉత్పత్తి యొక్క యాంత్రిక లక్షణాలు మరియు ఉత్పత్తి యొక్క ఉపరితల నాణ్యత.
వెలికితీత వేగం చాలా వేగంగా ఉంటే, పిట్టింగ్ కోసం ఒక ధోరణి ఉంటుంది, పగుళ్లు, మొదలైనవి. ఉత్పత్తి యొక్క ఉపరితలంపై.
అదే సమయంలో, వెలికితీత వేగం చాలా వేగంగా ఉంది, ఇది మెటల్ వైకల్యం యొక్క అసమానతను పెంచుతుంది.
వెలికితీత సమయంలో అవుట్ఫ్లో రేటు మిశ్రమం రకం మరియు ఆకారంపై ఆధారపడి ఉంటుంది, ప్రొఫైల్స్ యొక్క పరిమాణం మరియు ఉపరితల పరిస్థితి.
యొక్క వెలికితీత వేగం 6063 మిశ్రమం ప్రొఫైల్ (మెటల్ అవుట్ఫ్లో వేగం) నుండి ఎంచుకోవచ్చు 20 కు 100 m/min.
ఆధునిక సాంకేతిక పరిజ్ఞానం అభివృద్ధితో, ఎక్స్ట్రాషన్ వేగాన్ని ప్రోగ్రామ్ నియంత్రణ లేదా అనుకరణ ప్రోగ్రామ్ ద్వారా నియంత్రించవచ్చు, మరియు ఐసోథర్మల్ ఎక్స్ట్రాషన్ ప్రాసెస్ మరియు CADEX వంటి కొత్త సాంకేతికతలు కూడా అభివృద్ధి చేయబడ్డాయి.
ఒక నిర్దిష్ట స్థిరమైన పరిధిలో డిఫార్మేషన్ జోన్ యొక్క ఉష్ణోగ్రతను నిర్వహించడానికి ఎక్స్ట్రాషన్ వేగాన్ని స్వయంచాలకంగా సర్దుబాటు చేయడం ద్వారా, పగుళ్లు లేకుండా వేగవంతమైన వెలికితీత సాధించవచ్చు.
ఉత్పత్తి సామర్థ్యాన్ని మెరుగుపరచడానికి, ప్రక్రియలో అనేక చర్యలు తీసుకోవచ్చు.
ఇండక్షన్ హీటింగ్ ఉపయోగించినప్పుడు, యొక్క ఉష్ణోగ్రత ప్రవణత ఉంది 40-60 ° C (ప్రవణత తాపన) బిల్లేట్ల పొడవు వెంట. వెలికితీత నిర్వహించినప్పుడు, అధిక-ఉష్ణోగ్రత ముగింపు ఎక్స్ట్రాషన్ డైని ఎదుర్కొంటుంది, మరియు తక్కువ-ఉష్ణోగ్రత ముగింపు డిఫార్మేషన్ హీట్లో కొంత భాగాన్ని బ్యాలెన్స్ చేయడానికి నొక్కే ప్యాడ్ను ఎదుర్కొంటుంది.
నీరు చల్లబడిన డై వెలికి తీయబడింది, అంటే, అచ్చు వెనుక చివర బలవంతంగా శీతలీకరణ, మరియు ఎక్స్ట్రాషన్ వేగాన్ని పెంచవచ్చని పరీక్ష రుజువు చేస్తుంది 30%-50%.
గత కొన్ని సంవత్సరాలుగా, అచ్చు (ఎక్స్ట్రాషన్ డై) వెలికితీత వేగాన్ని పెంచడానికి విదేశాలలో నత్రజని లేదా ద్రవ నత్రజనితో చల్లబడుతుంది, అచ్చు యొక్క జీవితాన్ని మెరుగుపరచండి మరియు ప్రొఫైల్ యొక్క ఉపరితల నాణ్యతను మెరుగుపరచండి.
వెలికితీత ప్రక్రియ సమయంలో, ఎక్స్ట్రాషన్ డై యొక్క నిష్క్రమణకు నత్రజని పరిచయం చేయబడింది, ఇది చల్లబడిన ఉత్పత్తిని వేగంగా కుదించగలదు, ఎక్స్ట్రాషన్ డై మరియు డిఫార్మేషన్ జోన్ మెటల్ను చల్లబరుస్తుంది, మరియు వికృతీకరణ వేడి తీసివేయబడుతుంది, అచ్చు అవుట్లెట్ చుట్టూ నత్రజని వాతావరణం ఉంటుంది.
నియంత్రణ, అల్యూమినియం యొక్క ఆక్సీకరణను తగ్గించడం, అల్యూమినా యొక్క బంధం మరియు చేరడం తగ్గించడం, కాబట్టి నత్రజని యొక్క శీతలీకరణ ఉత్పత్తి యొక్క ఉపరితల నాణ్యతను మెరుగుపరుస్తుంది, ఇది వెలికితీత వేగాన్ని బాగా పెంచుతుంది. CADEX అనేది ఇటీవలే అభివృద్ధి చేయబడిన కొత్త వెలికితీత ప్రక్రియ.
వెలికితీత ఉష్ణోగ్రత, ఎక్స్ట్రాషన్ ప్రక్రియలో ఎక్స్ట్రాషన్ స్పీడ్ మరియు ఎక్స్ట్రాషన్ ఫోర్స్ ఎక్స్ట్రాషన్ వేగాన్ని మరియు ఉత్పత్తి సామర్థ్యాన్ని పెంచడానికి ఒక క్లోజ్డ్ లూప్ సిస్టమ్ను ఏర్పరుస్తుంది.. ప్రదర్శన.
3. చల్లార్చడం
6063-T5 క్వెన్చింగ్ అనేది బేస్ మెటల్లో కరిగిన Mg2Siని అధిక ఉష్ణోగ్రత వద్ద భద్రపరచడం మరియు తర్వాత సాధారణ ఉష్ణోగ్రతకు వేగంగా చల్లబడుతుంది..
శీతలీకరణ రేటు తరచుగా బలపరిచే దశ యొక్క బలానికి అనులోమానుపాతంలో ఉంటుంది.
ది 6063 మిశ్రమంలో కనీస శీతలీకరణ రేటు ఉంటుంది 38 ° C / నిమి మరియు అందుచేత గాలి-చల్లని చల్లార్చడానికి అనుకూలంగా ఉంటుంది.
డ్రాఫ్ట్ ఫ్యాన్ మరియు ఫ్యాన్ రేటింగ్ వేగాన్ని మార్చడం వల్ల ఉత్పత్తి యొక్క ఉష్ణోగ్రతను దిగువకు తగ్గించడానికి శీతలీకరణ తీవ్రతను మార్చవచ్చు 60 ఉద్రిక్తత నిఠారుగా చేయడానికి ముందు °C.
4. టెన్షన్ నిఠారుగా
ప్రొఫైల్ ముగిసిన తర్వాత, ఇది సాధారణంగా పుల్లర్ ద్వారా లాగబడుతుంది. పుల్లర్ పని చేస్తున్నప్పుడు, ఉత్పత్తికి నిర్దిష్ట ట్రాక్షన్ టెన్షన్ ఇవ్వబడుతుంది, మరియు ఏకకాలంలో ఉత్పత్తి అవుట్ఫ్లో వేగంతో కదులుతుంది.
పుల్లర్ను ఉపయోగించడం యొక్క ఉద్దేశ్యం బహుళ-లైన్ ఎక్స్ట్రాషన్ యొక్క పొడవు మరియు అసమానతను తగ్గించడం, మరియు డై హోల్ తర్వాత ప్రొఫైల్ వక్రీకరించబడకుండా మరియు వంగి ఉండకుండా నిరోధించడానికి, ఇది టెన్షన్ స్ట్రెయిటనింగ్కు ఇబ్బందిని కలిగిస్తుంది.
టెన్షన్ స్ట్రెయిటెనింగ్ వ్యాసం యొక్క రేఖాంశ ఆకారాన్ని తొలగించడమే కాదు, కానీ దాని అవశేష ఒత్తిడిని కూడా తగ్గిస్తుంది, బలం లక్షణాలను మెరుగుపరుస్తుంది మరియు దాని మంచి ఉపరితలాన్ని నిర్వహిస్తుంది.
5. అల్యూమినియం వెలికితీత వృద్ధాప్యం
వృద్ధాప్య చికిత్సకు ఏకరీతి ఉష్ణోగ్రత అవసరం మరియు ఉష్ణోగ్రత వ్యత్యాసం ±3-5 °C మించదు.
యొక్క వృద్ధాప్య ఉష్ణోగ్రత 6063 మిశ్రమం సాధారణంగా ఉంటుంది 200 °C. వృద్ధాప్య సమయం 1-2 గంటలు.
యాంత్రిక లక్షణాలను మెరుగుపరచడానికి, ఇది కూడా ప్రభావవంతంగా ఉంటుంది 180-190 కోసం ° C 3-4 గంటలు, కానీ ఉత్పత్తి సామర్థ్యం తగ్గుతుంది.
బ్రైట్స్టార్ అల్యూమినియం మెషినరీ మా వినియోగదారుల కోసం అల్యూమినియం సహాయక పరికరాలను అందిస్తుంది, హాట్ లాగ్ షీర్తో కూడిన మల్టీ బిల్లెట్ హీటింగ్ ఫర్నేస్ మాత్రమే కాదు, అల్యూమినియం ప్రొఫైల్ ఆకృతి దిద్దుబాటుదారు, అల్యూమినియం ప్రొఫైల్ చుట్టే యంత్రం, కానీ యాంత్రిక ఉపరితల చికిత్స యంత్రం కూడా, ఇష్టం చెక్క ధాన్యం ప్రభావం అల్యూమినియం ప్రొఫైల్, అల్యూమినియం ప్రొఫైల్ పాలిషింగ్ మెషిన్, అల్యూమినియం ప్రొఫైల్ ఉపరితల లోపాలు బ్రషింగ్ మరియు శుభ్రపరిచే యంత్రం, మొదలైనవి.
మేము మీ అల్యూమినియం ప్రాజెక్ట్ మరియు టర్న్కీ ప్రాజెక్ట్ మరియు ప్యాకేజీ డీల్ కోసం మొత్తం పరిష్కారాన్ని అందిస్తున్నాము!
మీ అల్యూమినియం మెషీన్పై నమ్మకమైన నో-బాబ్లిగేషన్ కోట్ని పొందడానికి ఇప్పుడే మమ్మల్ని సంప్రదించండి.
అల్యూమినియం ప్రొఫైల్ ఫ్యాక్టరీ ఉత్పత్తి వ్యయాన్ని ఎలా తగ్గించాలి
ఇక్కడ ఉన్నాయి 7 అల్యూమినియం ఎక్స్ట్రూషన్ ఫ్యాక్టరీలలో ఉత్పత్తి ఖర్చులను తగ్గించడం మరియు లాభాలను పెంచడం కోసం పరిష్కారాలు
1. అల్యూమినియం ప్రొఫైల్లలో లోపాలను తగ్గించండి
అల్యూమినియం ప్రొఫైల్లలో లోపాలు స్క్రాప్కు దారితీసే అంశం. అల్యూమినియం ప్రొఫైల్లోని చిన్న లోపం అల్యూమినియం ప్రొఫైల్కు మొత్తం కట్ను స్క్రాప్ చేస్తుంది.
అల్యూమినియం ప్రొఫైల్స్ యొక్క అధిక అదనపు విలువ కారణంగా, ఎక్స్ట్రాషన్ తయారీదారులు అల్యూమినియం ప్రొఫైల్లలో లోపాలను తగ్గించడానికి ప్రతి ప్రయత్నం చేయాలి.
2. నాన్-ఎక్స్ట్రషన్ సైకిల్ సమయాన్ని తగ్గించండి
నాన్-ఎక్స్ట్రషన్ సైకిల్ సమయం-అల్యూమినియం ప్రొఫైల్ ఎక్స్ట్రాషన్ యొక్క ఉత్పత్తి సామర్థ్యం అని ఊహిస్తే 30 గంటకు ముక్కలు బిల్లేట్లు, ప్రతి నాన్-ఎక్స్ట్రషన్ సైకిల్ సేవ్ చేస్తుంది 10 సెకన్లు, కాబట్టి 10(రెండవ)*30(pcs)*24(గంట)=7200 సెకన్లు, అప్పుడు మీరు ఎక్స్ట్రాషన్ సమయాన్ని పెంచవచ్చు 2 రోజుకు గంటలు, 2 గంటలు అంటే కంటే ఎక్కువ 8% అవుట్పుట్ యొక్క తగ్గింపుకు సమానం 8% ప్రతి కిలో ప్రొఫైల్కు మార్పిడి ఖర్చులు.
3. పనికిరాని సమయం (ఆపరేషన్ అంతరాయం)
పనికిరాని కారణంగా భారీ నష్టాలు (మా ఉదాహరణలో, డౌన్టైమ్ నష్టం నిమిషానికి USD10-15.00), డౌన్టైమ్ సమయంలో అవుట్పుట్ లేకపోవడం వల్ల కోల్పోయిన సామర్థ్యాన్ని గురించి ప్రత్యేకంగా చెప్పనక్కర్లేదు.
4. వెలికితీత వేగం
అవుట్సోర్స్ చేసిన హైటెక్ అల్యూమినియం ప్రొఫైల్ అచ్చుల ద్వారా ఉత్పత్తి సామర్థ్యాన్ని జాగ్రత్తగా పరిగణించాలి.
కొనుగోలు చేసిన అల్యూమినియం ప్రొఫైల్ మోల్డ్ ఎక్స్ట్రాషన్ తయారీదారు తయారు చేసిన అచ్చు కంటే వేగవంతమైన ఎక్స్ట్రాషన్ వేగాన్ని సాధించగలిగితే, అప్పుడు మీడియం-పరిమాణ ఆర్డర్ అచ్చు కొనుగోలు యొక్క అదనపు ఖర్చును భర్తీ చేస్తుంది.
5. పోరస్ డైని ఉపయోగించడం
ద్వారా వెలికితీత వేగాన్ని పెంచవచ్చు 200% (2-రంధ్రం చనిపోతాయి) లేదా కూడా 300% (3-రంధ్రం చనిపోతాయి), కాబట్టి ఆర్థిక ప్రయోజనాలు ఎక్కువగా ఉంటాయి.
6. స్క్రాప్ రేటును తగ్గించండి మరియు ఉత్పత్తి సామర్థ్యాన్ని మరియు అర్హత రేషన్ను పెంచండి
ప్రక్రియలో, స్క్రాప్ పదార్థాల ఉత్పత్తిని వీలైనంత వరకు తగ్గించాలి.
ఉత్పత్తిలో స్క్రాప్ను తగ్గించడానికి మరియు ఉత్పత్తి పరిమాణాన్ని పెంచడానికి మరియు తుది ఉత్పత్తి అర్హత శాతాన్ని పెంచడానికి.
7. ఆటోమేటెడ్ మరియు అధునాతన ఉత్పత్తి పరికరాలను ఉపయోగించడం
ఉత్పత్తిలో హాట్ లాగ్ షీర్తో పుల్లర్ మరియు బిల్లేట్ హీటింగ్ ఫర్నేస్ సిఫార్సు చేయబడింది, కూడా ఆటోమేటిక్ అల్యూమినియం ప్రొఫైల్ ఫిల్మ్ అప్లికేటర్, అల్యూమినియం ప్రొఫైల్ చుట్టే యంత్రం మరియు అల్యూమినియం ప్రొఫైల్ ఆకృతి దిద్దుబాటుదారు కార్మిక ఖర్చును ఆదా చేయడానికి ఉపయోగించవచ్చు, ఉత్పత్తి వ్యయాన్ని తగ్గించి ప్రయోజనాన్ని పెంచుతాయి.
వెలికితీత శక్తిని ప్రభావితం చేసే కారకాలు ఏమిటి?
వెలికితీత లోహ నిర్మాణ ప్రక్రియ, దీనిలో పెద్ద క్రాస్-సెక్షనల్ ప్రాంతం ఉన్న బిల్లెట్ను డై ద్వారా ప్రవహించేలా చేయడం ద్వారా చిన్న క్రాస్ సెక్షనల్ ప్రాంతానికి తగ్గించబడుతుంది..
ఎక్స్ట్రాషన్ ఫోర్స్ అనేది డై హోల్ నుండి లోహాన్ని బయటకు ప్రవహించేలా చేయడానికి డమ్మీ బ్లాక్ ద్వారా బిల్లెట్లపై ఎక్స్ట్రాషన్ రామ్ పనిచేసే ఒత్తిడిని సూచిస్తుంది..
వెలికితీత ప్రక్రియ సమయంలో, ఎక్స్ట్రాషన్ రామ్ యొక్క కదలికతో ఎక్స్ట్రాషన్ ఫోర్స్ మారుతుంది.
ఎక్స్ట్రాషన్ ప్రక్రియలో మీరు ఎక్స్ట్రాషన్ ఫోర్స్ మార్పును సూచించవచ్చు.
వెలికితీత శక్తిని ప్రభావితం చేసే ప్రధాన కారకాలు: వెలికితీత సమయంలో మెటల్ వైకల్య నిరోధకత, వికృతీకరణ డిగ్రీ (వెలికితీత నిష్పత్తి), వెలికితీత వేగం, బిల్లేట్లు మరియు డై కాంటాక్ట్ ఉపరితలం మధ్య ఘర్షణ పరిస్థితులు, ఎక్స్ట్రాషన్ డై కోణం, ఉత్పత్తి విభాగం ఆకారం, బిల్లేట్ల పొడవు మరియు వెలికితీత పద్ధతి.
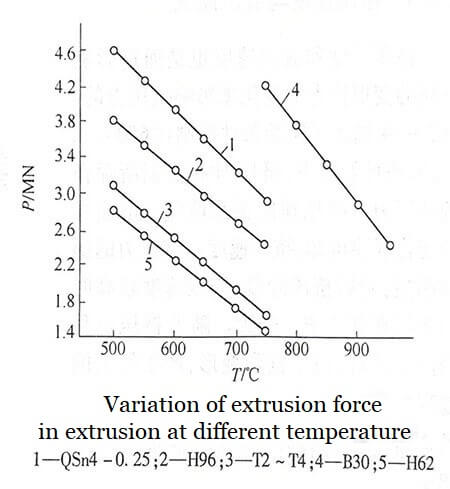
1. ఎక్స్ట్రాషన్ ఉష్ణోగ్రత మరియు వైకల్య నిరోధకత
వెలికితీత శక్తి మెటల్ యొక్క వైకల్య నిరోధకతకు అనులోమానుపాతంలో ఉంటుంది, కానీ మెటల్ కూర్పు మరియు ఉష్ణోగ్రత యొక్క ఏకరూపత కారణంగా, వైకల్య నిరోధకత కూడా ఏకరీతిగా ఉండదు.
ఉష్ణోగ్రత పెరిగేకొద్దీ, మెటల్ యొక్క వైకల్య నిరోధకత తగ్గుతుంది, మరియు వెలికితీత శక్తి కూడా తగ్గుతుంది.
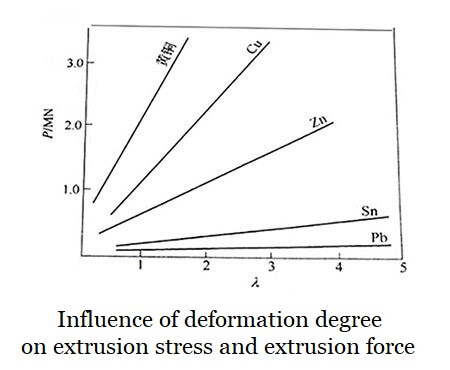
 2. వైకల్యం యొక్క డిగ్రీ
2. వైకల్యం యొక్క డిగ్రీ
వైకల్యం యొక్క డిగ్రీ కూడా ఎక్స్ట్రాషన్ ఫోర్స్కు అనులోమానుపాతంలో ఉంటుంది.
వైకల్యం యొక్క డిగ్రీ వలె (వెలికితీత నిష్పత్తి λ) పెరుగుతుంది, వెలికితీత శక్తి పెరుగుతుంది.
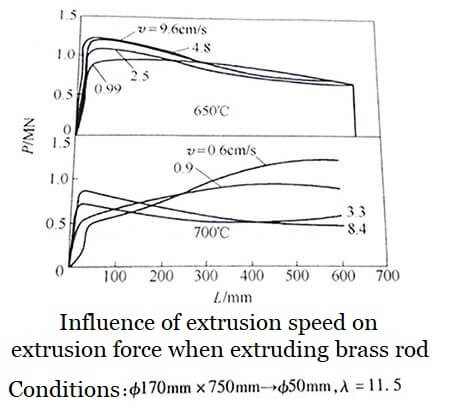
 3. ఎక్స్ట్రాషన్ వేగం మరియు అవుట్ఫ్లో వేగం
3. ఎక్స్ట్రాషన్ వేగం మరియు అవుట్ఫ్లో వేగం
ఎక్స్ట్రాషన్ స్పీడ్ మరియు అవుట్ఫ్లో స్పీడ్ మెటల్ యొక్క వైకల్య నిరోధకతను ప్రభావితం చేయడం ద్వారా ఎక్స్ట్రాషన్ ఫోర్స్ను కూడా ప్రభావితం చేస్తుంది..
వెలికితీత దశ ప్రారంభంలో, వెలికితీత వేగం ఎక్కువగా ఉంటుంది, మరియు వెలికితీత అభివృద్ధి చెందుతున్నప్పుడు, వికృతీకరణ వేడి ఉత్పత్తి అవుతుంది, మరియు వెలికితీత శక్తి క్రమంగా తగ్గుతుంది.
తక్కువ ఎక్స్ట్రాషన్ వేగాన్ని స్వీకరించినట్లయితే, ఎక్స్ట్రాషన్ సిలిండర్ యొక్క శీతలీకరణ ప్రభావం కారణంగా వెలికితీత శక్తి క్రమంగా పెరుగుతుంది.
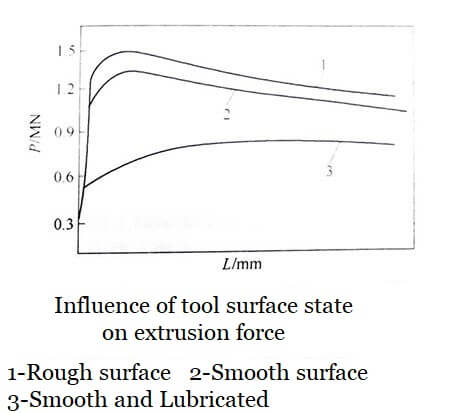
4. ఘర్షణ మరియు సరళత
ఎక్స్ట్రాషన్ కంటైనర్లో, డిఫార్మేషన్ జోన్ మరియు వర్కింగ్ బెల్ట్, మెటల్ రుద్దుతారు.
రాపిడి పెరుగుతుంది, వెలికితీత శక్తి పెరుగుతుంది, రాపిడి తగ్గుతుంది, వెలికితీత శక్తి తగ్గుతుంది.
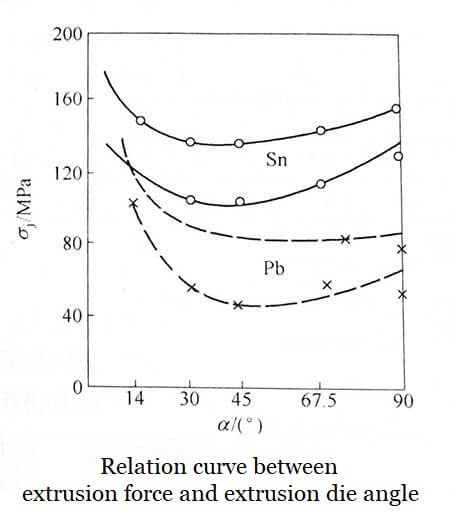
5. ఎక్స్ట్రాషన్ డై యాంగిల్
ఉత్పాదక ప్రక్రియలో ఎక్స్ట్రూషన్ డై యాంగిల్ ఒక ముఖ్యమైన అంశం, ఎందుకంటే ఇది పదార్థం యొక్క ప్రవాహంలో పెద్ద నిర్ణయాధికారి.
నిర్దిష్ట క్రాస్-సెక్షన్ను రూపొందించడానికి అవసరమైన శక్తి మొత్తం వేర్వేరు డై యాంగిల్స్తో మారుతూ ఉంటుంది.
తక్కువ కోణం వర్క్-డై ఇంటర్ఫేస్ వద్ద మరింత ఘర్షణను సృష్టిస్తుంది.
ఎక్స్ట్రాషన్ డై యాంగిల్ ఎక్స్ట్రాషన్ ఫోర్స్పై గణనీయమైన ప్రభావాన్ని చూపుతుంది.
ఎక్స్ట్రాషన్ డై యాంగిల్ 0° నుండి 90°కి మారినప్పుడు, కోణం α పెరిగేకొద్దీ ఎక్స్ట్రాషన్ ఫోర్స్ తగ్గుతుంది.
α 45°-60° మధ్య ఉన్నప్పుడు, వెలికితీత శక్తి కనీస విలువను కలిగి ఉంటుంది, మరియు కోణం పెరుగుతూనే ఉంటుంది, వెలికితీత శక్తి మళ్లీ పెరగడం ప్రారంభమవుతుంది.
 6. ఉత్పత్తి విభాగం ఆకారం
6. ఉత్పత్తి విభాగం ఆకారం
ఉత్పత్తి యొక్క క్రాస్-సెక్షనల్ ఆకారం మరింత సంక్లిష్ట పరిస్థితుల విషయంలో మాత్రమే ఎక్స్ట్రాషన్ ఫోర్స్పై గణనీయమైన ప్రభావాన్ని చూపుతుంది..
సాధారణంగా, విభాగం గుణకం యొక్క ప్రభావం పరిగణించబడదు.
7. బిల్లెట్ పొడవు
ఫార్వర్డ్ ఎక్స్ట్రాషన్ సమయంలో, బిల్లెట్ మరియు ఎక్స్ట్రాషన్ సిలిండర్ ఎక్కువ ఘర్షణ శక్తిని కలిగి ఉంటాయి, కాబట్టి బిల్లెట్ పొడవు ఎక్కువ, ఎక్స్ట్రాషన్ ఫోర్స్ ఎక్కువ.
వెనుకకు వెలికితీసే సమయంలో, బిల్లెట్ యొక్క పొడవు ఎక్స్ట్రాషన్ ఫోర్స్పై ప్రభావం చూపదు.
8. వెలికితీత పద్ధతి
అదే పరిస్థితుల్లో వెలికితీత కోసం, బ్యాక్వర్డ్ ఎక్స్ట్రాషన్ యొక్క ఎక్స్ట్రాషన్ ఫోర్స్ సాధారణంగా ఉంటుంది 20-30% ఫార్వర్డ్ ఎక్స్ట్రాషన్ కంటే చిన్నది.
వైకల్యం లేకుండా వెలికితీసిన అల్యూమినియం ప్రొఫైల్ను ఎలా నిఠారుగా చేయాలి
సాధారణంగా, వృద్ధాప్యం లేకుండా అల్యూమినియం వెలికితీత తక్కువ కాఠిన్యం కలిగి ఉంటుంది, అల్యూమినియం వెలికితీత నిర్మాణంలో విస్తృతంగా వర్తించబడింది, ఆటోమొబైల్ మరియు పారిశ్రామిక రంగాలు, మరియు అల్యూమినియం ప్రొఫైల్లు వైకల్యం లేకుండా లోడ్లను ఎలా తట్టుకుంటాయి?
నిజానికి, అల్యూమినియం ప్రొఫైల్ వంగి ఉన్నప్పుడు స్క్రాప్ చేయడం విలువైనది కాదు, అది జరగకూడదు, మరియు దానిని నివారించవచ్చు.
కాబట్టి, వంగడం వల్ల స్క్రాపింగ్ను ఎలా తగ్గించాలి లేదా నివారించాలి? అల్యూమినియం పరికరాల నిపుణుడిగా బ్రైట్స్టార్ అల్యూమినియం మెషినరీ, ఈ సమస్యను పరిష్కరించడంలో మీకు సహాయం చేద్దాం.
1. ఎక్స్ట్రూడెడ్ అల్యూమినియం ప్రొఫైల్ల స్ట్రెయిటెనింగ్ ఏమి ప్లే చేయగలదు?
వెలికితీత ప్రక్రియలో ఉత్పన్నమయ్యే మెటల్ ఒత్తిడిని తొలగించండి, మరియు అల్యూమినియం ప్రొఫైల్స్ పరిమాణాన్ని నియంత్రించండి.
2. అల్యూమినియం ఎక్స్ట్రాషన్ స్ట్రెయిటెనింగ్
అల్యూమినియం ప్రొఫైల్స్ యొక్క బెండింగ్ యొక్క తీవ్రమైన భాగం నిఠారుగా ఉంటుంది.
నిఠారుగా చేయడానికి ఉపయోగించే శక్తిపై ఆపరేటర్ తప్పనిసరిగా శ్రద్ధ వహించాలి.
శక్తి చాలా పెద్దది అయితే, అల్యూమినియం ప్రొఫైల్స్ వైకల్యంతో ఉండవచ్చు, పరిమాణం దగ్గరగా, నారింజ తొక్క, మొదలైనవి.
బలం చాలా తక్కువగా ఉంటే, అల్యూమినియం ప్రొఫైల్ స్ట్రెయిట్ చేయబడదు, వంగడం ఫలితంగా.
3. ప్రొఫైల్స్ ఫ్రేమ్ లోడ్ అవుతోంది
ఈ ప్రక్రియ కూడా చాలా ముఖ్యమైనది.
స్థిర పొడవులో కత్తిరింపు తర్వాత, అల్యూమినియం ప్రొఫైల్ ప్రొఫైల్స్ ఫ్రేమ్లలో లోడ్ చేయబడుతుంది.
ఈ సమయంలో, ఆపరేటర్ దృష్టి పెట్టాలి: పదార్థం పెద్ద అల్యూమినియం ప్రొఫైల్ లేదా చిన్న అల్యూమినియం ప్రొఫైల్ అయినా, బోలు లేదా ఘన అల్యూమినియం ప్రొఫైల్?
సాధారణంగా చెప్పాలంటే, పెద్ద అల్యూమినియం ప్రొఫైల్లు మరియు బోలు అల్యూమినియం ఆకారాల యొక్క రెండు చివరలను ఎత్తినప్పుడు మరియు ఫ్రేమ్ లోడ్ చేసినప్పుడు వంగడం సులభం కాదు..
కానీ చిన్న అల్యూమినియం ప్రొఫైల్లు మరియు ఘన అల్యూమినియం ఆకారాలు రెండు చివరలను ఎత్తినప్పుడు మరియు ఫ్రేమ్ లోడ్ చేసినప్పుడు సులభంగా వంగి ఉంటాయి..
లిఫ్టింగ్ మరియు ఫ్రేమ్ లోడింగ్ రెండు చివరల నుండి మధ్య వరకు నిర్వహించబడాలి.
4. వృద్ధాప్యం మరియు ఫ్రేమ్ లోడ్ అవుతోంది
మిల్లు పూర్తయిన తర్వాత అల్యూమినియం ప్రొఫైల్లు వృద్ధాప్యం చేయబడ్డాయి, కాఠిన్యం ప్రమాణానికి చేరుకుంది, మరియు అల్యూమినియం ప్రొఫైల్ వంగడం చాలా సులభం కాదు, కానీ ఫ్రేమ్ లోడ్ అవుతున్నప్పుడు శ్రద్ద అవసరం.
రెండు చివర్లలో పదార్థాన్ని ఎత్తేటప్పుడు, పైకి క్రిందికి బలమైన హెచ్చుతగ్గులను నివారించడానికి ప్రయత్నించండి, ఇది పాత అల్యూమినియం ప్రొఫైల్ను వంగడానికి కూడా కారణమవుతుంది.
అల్యూమినియం భౌతిక మరియు రసాయన లక్షణాలు మరియు దాని ప్రయోజనం
అల్యూమినియం మృదువైనది, వెండి కాంతి మెటల్.
ఇది చాలా రియాక్టివ్గా ఉంటుంది కాబట్టి వాతావరణంలో ఒక సన్నని కానీ సమానంగా రక్షిత ఆక్సైడ్ పొర వేగంగా ఏర్పడుతుంది.
ఈ కారణంగా, ఇది తుప్పుకు చాలా నిరోధకతను కలిగి ఉంటుంది.
ప్రత్యేక చికిత్స ద్వారా, యానోడైజింగ్, i. ఇ. ఒక విద్యుద్విశ్లేషణ ఆక్సీకరణ ప్రక్రియ, ఆక్సైడ్ పొర ద్వారా రక్షించబడిన అల్యూమినియం ఉపరితలం కూడా బలోపేతం చేయబడుతుంది మరియు తుప్పుకు మరింత నిరోధకతను కలిగి ఉంటుంది.
అల్యూమినియం హైడ్రోక్లోరిక్ ఆమ్లం మరియు కాస్టిక్ సోడాతో బలంగా ప్రతిస్పందిస్తుంది.
సల్ఫ్యూరిక్ ఆమ్లంతో ప్రతిచర్య బలహీనంగా ఉంటుంది, ఇది చల్లని నైట్రిక్ యాసిడ్తో సంబంధంలో నిష్క్రియంగా ఉంటుంది.
అల్యూమినియం భౌతిక మరియు రసాయన లక్షణాలు మరియు దాని ప్రయోజనం
అల్యూమినియం మంచి ఉష్ణ మరియు విద్యుత్ వాహకతను కలిగి ఉంటుంది, ప్రతి సందర్భంలోనూ స్వచ్ఛమైన రాగి విలువల్లో మూడింట రెండు వంతులు.
దాని ఎలక్ట్రానిక్ కాన్ఫిగరేషన్ కారణంగా, మూలకం మూడు వాలెన్సీ ఎలక్ట్రాన్లను కలిగి ఉంటుంది; దాని ఆక్సీకరణ సంఖ్య కాబట్టి +3.
- ద్రవీభవన స్థానం: 660 °C (AL కోసం 99,99 acc. కూర్పుకు / అధిక రెసిపీని కలపడం. తక్కువ)
- మరుగు స్థానము: 2500 °C (acc. కూర్పుకు / అధిక రెసిపీని కలపడం. తక్కువ)
- సాంద్రత: 2,70 g/cm³
- సాపేక్ష పరమాణు ద్రవ్యరాశి 26,98
- ఆక్సీకరణ సంఖ్య: 3
- పరమాణు వ్యాసార్థం: 143,1 సాయంత్రం
- అయానిక్ వ్యాసార్థం: 57 సాయంత్రం (+3)
- విద్యుత్ వాహకత: 36 m/Ohm·mm²
9 అల్యూమినియం యొక్క ప్రయోజనాలు
1. అల్యూమినియం ఒక తేలికపాటి లోహం, ఉక్కు సాంద్రతలో మూడవ వంతు, రాగి, మరియు ఇత్తడి.
2. అల్యూమినియం సాధారణ వాతావరణ మరియు సముద్ర వాతావరణాలకు మంచి తుప్పు నిరోధకతను కలిగి ఉంటుంది.
దాని తుప్పు నిరోధకత మరియు స్క్రాచ్ నిరోధకతను యానోడైజింగ్ ద్వారా మెరుగుపరచవచ్చు.
3. అల్యూమినియం అధిక రిఫ్లెక్టివిటీని కలిగి ఉంటుంది మరియు అలంకరణ అనువర్తనాలకు ఉపయోగించవచ్చు.
4. కొన్ని అల్యూమినియం మిశ్రమాలు సాధారణ నిర్మాణ ఉక్కు బలంతో సరిపోలవచ్చు లేదా మించవచ్చు.
5. అల్యూమినియం చాలా తక్కువ ఉష్ణోగ్రతల వద్ద దాని దృఢత్వాన్ని నిలుపుకుంటుంది, కార్బన్ స్టీల్ లాగా పెళుసుగా మారకుండా.
6. అల్యూమినియం వేడి మరియు విద్యుత్ యొక్క మంచి కండక్టర్.
సమాన క్రాస్ సెక్షనల్ ప్రాంతంతో కొలవబడినప్పుడు, ఎలక్ట్రికల్ గ్రేడ్ అల్యూమినియం వాహకతను కలిగి ఉంటుంది, ఇది సుమారుగా ఉంటుంది 62% ఎలక్ట్రికల్ గ్రేడ్ ఎనియల్డ్ కాపర్.
అయితే, సమాన బరువును ఉపయోగించి పోల్చినప్పుడు, అల్యూమినియం యొక్క వాహకత 204% రాగి యొక్క.
7. అల్యూమినియం తక్షణమే పని చేస్తుంది మరియు లోతైన సహా అనేక రకాల నిర్మాణ ప్రక్రియలను ఉపయోగించి ఏర్పడుతుంది- డ్రాయింగ్ మరియు రోల్ ఏర్పాటు.
8. అల్యూమినియం విషపూరితం కాదు మరియు సాధారణంగా ఆహార పదార్థాలతో సంబంధంలో ఉపయోగిస్తారు.
9. అల్యూమినియంను సులభంగా రీసైకిల్ చేయవచ్చు.
అల్యూమినియం మరియు అల్యూమినియం వెలికితీత కథ
అల్యూమినియం యొక్క మూలాలు
రాగి వంటి ఇతర లోహాలతో పోలిస్తే, కంచు, ఇనుము మరియు ఉక్కు, వేల సంవత్సరాలుగా వాడుకలో ఉన్నవి, అల్యూమినియం సాపేక్షంగా చిన్నది, లో ఎలిమెంటల్ మెటల్గా గుర్తించబడింది 1807.
అల్యూమినియం మొదట శుద్ధి చేయబడింది 1825, మరియు ఆ సమయంలో అది బంగారం కంటే ఖరీదైన ఒక విలాసవంతమైన మెటల్గా పరిగణించబడింది.
ఇది 1880ల చివరి వరకు కాదు, హాల్ మరియు హెరౌల్ట్ ద్వారా కరిగించే ప్రక్రియ యొక్క ఆవిష్కరణ మరియు వాణిజ్య ఉత్పత్తి అభివృద్ధి, వెండి లోహం రోజువారీ అవసరాలకు సరసమైనదిగా మారింది.
ప్రారంభ పని ప్రక్రియలు రోలింగ్ను కలిగి ఉంటాయి, కాస్టింగ్, మరియు ఫోర్జింగ్.
అల్యూమినియం
అల్యూమినియం అనే పేరు ఆలమ్ యొక్క పురాతన పేరు నుండి వచ్చింది (పొటాషియం అల్యూమినియం సల్ఫేట్), ఇది అల్యూమెన్ (లాటిన్, చేదు ఉప్పు అని అర్థం).
అల్యూమినియం అనేది మూలకానికి హంఫ్రీ డేవీ ఇచ్చిన అసలు పేరు కానీ ఇతరులు దీనిని అల్యూమినియం అని పిలిచారు మరియు ఇది ఐరోపాలో ఆమోదించబడిన పేరుగా మారింది..
అయితే, USAలో ఇష్టపడే పేరు అల్యూమినియం మరియు అమెరికన్ కెమికల్ సొసైటీ ఈ సమస్యపై చర్చించినప్పుడు, లో 1925, ఇది అల్యూమినియంతో అంటుకోవాలని నిర్ణయించుకుంది.
అల్యూమినియం మృదువైన మరియు తేలికైన లోహం.
ఇది మందమైన వెండి రూపాన్ని కలిగి ఉంటుంది, ఎందుకంటే ఆక్సీకరణ యొక్క పలుచని పొర గాలికి గురైనప్పుడు త్వరగా ఏర్పడుతుంది.
అల్యూమినియం విషపూరితం కాదు (మెటల్ గా) అయస్కాంత మరియు నాన్-స్పార్కింగ్.
అల్యూమినియంలో సహజంగా సంభవించే ఒకే ఒక ఐసోటోప్ ఉంది, అల్యూమినియం-27, రేడియోధార్మికత లేనిది.
అల్యూమినియం లక్షణాలు:
అల్యూమినియం తేలికైనది, అత్యంత వాహక, సులభంగా యంత్రం చేయగల పరావర్తన మరియు విషరహిత మెటల్.
మెటల్ యొక్క మన్నిక మరియు అనేక ప్రయోజనకరమైన లక్షణాలు దీనిని అనేక పారిశ్రామిక అనువర్తనాలకు ఆదర్శవంతమైన పదార్థంగా చేస్తాయి.
మీరు అల్యూమినియం బార్బెక్యూని కలిగి ఉన్నప్పుడు మరియు వర్షంలో వదిలివేయబడినప్పుడు అల్యూమినియం కూడా చాలా ఉపయోగకరంగా ఉంటుంది, ఎందుకంటే అల్యూమినియం తుప్పు పట్టదు.
ఇది చాలా కఠినమైన మరియు తేలికపాటి మూలకం మరియు అందుకే కార్లు దాని నుండి తయారు చేయబడ్డాయి, మరియు మీరు కారు ప్రమాదాలలో ఉన్నప్పుడు ఇది ఇంపాక్ట్ షాక్ను గ్రహిస్తుంది, అందుకే మీరు దీన్ని కొనుగోలు చేయాలి, కాబట్టి మీరు కారు ప్రమాదంలో చిక్కుకుంటే, అల్యూమినియం ఎక్కువ ప్రభావాన్ని గ్రహిస్తుంది మరియు మీరు సురక్షితంగా ఉంటారు
అల్యూమినియం చరిత్ర:
అల్యూమినియం సమ్మేళనాలను పురాతన ఈజిప్షియన్లు రంగులుగా ఉపయోగించారు, సౌందర్య సాధనాలు మరియు మందులు, కానీ అది వరకు కాదు 5000 కొన్ని సంవత్సరాల తరువాత, మానవులు స్వచ్ఛమైన లోహ అల్యూమినియంను ఎలా కరిగించాలో కనుగొన్నారు.
ఆశ్చర్యం లేకుండా, అల్యూమినియం లోహాన్ని ఉత్పత్తి చేసే పద్ధతుల అభివృద్ధి 19వ శతాబ్దంలో విద్యుత్ రాకతో ఏకీభవించింది., అల్యూమినియం కరిగించడానికి గణనీయమైన మొత్తంలో విద్యుత్ అవసరం.
అల్యూమినియం ఉత్పత్తిలో పెద్ద పురోగతి వచ్చింది 1886 చార్లెస్ మార్టిన్ హాల్ విద్యుద్విశ్లేషణ తగ్గింపును ఉపయోగించి అల్యూమినియం ఉత్పత్తి చేయవచ్చని కనుగొన్నారు.
ఆ సమయం వరకు, అల్యూమినియం బంగారం కంటే చాలా అరుదైనది మరియు ఖరీదైనది.
అయితే, హాల్ కనుగొన్న రెండు సంవత్సరాలలోపు, యూరప్ మరియు అమెరికాలో అల్యూమినియం కంపెనీలు స్థాపించబడ్డాయి.
20వ శతాబ్దంలో, అల్యూమినియం డిమాండ్ గణనీయంగా పెరిగింది, ముఖ్యంగా రవాణా మరియు ప్యాకేజింగ్ పరిశ్రమలలో.
ఉత్పత్తి సాంకేతికతలు గణనీయంగా మారనప్పటికీ, వారు ముఖ్యంగా మరింత సమర్థవంతంగా మారారు.
గతం కంటే 100 సంవత్సరాలు, ఒక యూనిట్ అల్యూమినియం ఉత్పత్తి చేయడానికి వినియోగించే శక్తి మొత్తం తగ్గింది 70%.
అల్యూమినియం వెలికితీత చరిత్ర
అల్యూమినియం వెలికితీత దాని ప్రారంభ ప్రారంభం నుండి అనేక వినూత్న మార్గాల్లో వర్తించబడింది 100 సంవత్సరాల క్రితం.
పైపులు మరియు వైర్లను రూపొందించడంలో దాని ప్రారంభ ఉపయోగం నుండి అంతరిక్ష కేంద్రం నిర్మాణంలో భవిష్యత్ అనువర్తనాల వరకు, అల్యూమినియం వెలికితీతకు గొప్ప చరిత్ర ఉంది.
వెలికితీత ప్రక్రియ మొదట పేటెంట్ చేయబడింది 1797 సీసం పైపుల తయారీకి, హైడ్రాలిక్ పవర్డ్ ప్రెస్ని ప్రవేశపెట్టే వరకు ఇది మాన్యువల్ లేబర్తో జరిగింది 1820.
పంతొమ్మిదవ శతాబ్దం చివరి నాటికి, రాగి మరియు ఇత్తడి మిశ్రమాల కోసం వెలికితీత పద్ధతులు కూడా వాడుకలో ఉన్నాయి, కానీ అల్యూమినియం వెలికితీత యొక్క అప్లికేషన్ ఒక ప్రత్యేక మార్గాన్ని అనుసరించింది.
అల్యూమినియం ఎక్స్ట్రూషన్ అభివృద్ధి
అలెగ్జాండర్ డిక్ ఆధునిక హాట్ ఎక్స్ట్రాషన్ ప్రక్రియను కనుగొన్నాడు 1894, ఇది చాలా నాన్-ఫెర్రస్ మిశ్రమాలకు వర్తిస్తుంది.
ఈరోజు, అల్యూమినియం అనేది సాధారణంగా వెలికితీసిన లోహం, మరియు ఇది వేడి మరియు చల్లని ఎక్స్ట్రాషన్ ప్రక్రియలతో ఉపయోగించవచ్చు.
ఉత్తర అమెరికాలో మొదటి అల్యూమినియం ఎక్స్ట్రూషన్ ప్రెస్ను కలిగి ఉంది 1904 పెన్సిల్వేనియాలో, USA.
ఎక్స్ట్రాషన్ పరిచయం అల్యూమినియం కోసం ప్రముఖ-అంచు అప్లికేషన్లలో తీవ్ర పెరుగుదలను సృష్టించింది, ముఖ్యంగా ఆటోమోటివ్ విడిభాగాల తయారీలో.
అల్యూమినియం ఎక్స్ట్రాషన్ కోసం పెరుగుతున్న డిమాండ్ రెండు ప్రపంచ యుద్ధాల సమయంలో విమానాల తయారీ మరియు ఇతర సైనిక అవసరాల కోసం కొత్త ఎత్తులకు చేరుకుంది..
రెండవ ప్రపంచ యుద్ధం తర్వాత వెలికితీత యొక్క వేగవంతమైన అభివృద్ధి కొనసాగింది, మరియు రెసిడెన్షియల్ హౌసింగ్ సెక్టార్తో సహా వివిధ పరిశ్రమల్లోకి విస్తరించడం ప్రారంభించింది, ఇది యుద్ధానంతర కాలంలో గణనీయమైన వృద్ధిని సాధించింది.
తరువాతి దశాబ్దాలలో, రవాణా మరియు నిర్మాణ రంగాలు ఎల్లప్పుడూ అల్యూమినియం ఎక్స్ట్రూషన్ ఉత్పత్తులకు ప్రధాన లబ్ధిదారులుగా ఉన్నాయి.
ప్రస్తుత కాలంలో కూడా, వెలికితీత వినియోగంలో ఎక్కువ భాగం తలుపులు మరియు కిటికీల తయారీలో ఉంది, ప్రయాణీకుల వాహనాలు అనుసరించాయి.
ఇతర ప్రధాన ఎక్స్ట్రాషన్ ఉత్పత్తులు మరియు అప్లికేషన్లు వినియోగదారుల ప్రధాన వస్తువులు మరియు వంతెనలు మరియు రహదారుల నిర్మాణం.
అల్యూమినియం ఎక్స్ట్రాషన్ యొక్క సంక్షిప్త చరిత్ర, ఇతర లోహాలతో పోలిస్తే, విస్తృతమైన అభివృద్ధి మరియు వృద్ధిని చూసింది, మన జీవన విధానాన్ని విప్లవాత్మకంగా మారుస్తుంది.
కొత్త ప్రయోజనాలను అంతరిక్ష అన్వేషణలో మరియు ఇక్కడ ఇంట్లో కనుగొనబడినందున, అల్యూమినియం వెలికితీత భవిష్యత్తులో ముఖ్యమైన భాగంగా కొనసాగుతుంది.
బ్రైట్స్టార్ అల్యూమినియం మెషినరీ ఆఫర్లు అల్యూమినియం వెలికితీత ఉత్పత్తి లైన్ మా కస్టమర్ల కోసం, యంత్రం మాత్రమే కాదు, కానీ పరిష్కారం కూడా.









