


T17
T17?
T17: T17, T17, T17, T17, T17, T17, T17, T17, amortizarea echipamentului, costuri financiare, costurile de management, etc., și un set de linie de producție de extrudare a aluminiului.
Deoarece dimensiunea profilului de aluminiu care este produs determină specificațiile liniei de extrudare pe care trebuie să o utilizați.
Se aplică mașini de extrudare a aluminiului cu specificații diferite, dimensiunea extrudarii de aluminiu produsă va fi diferită.
Cu cât dimensiunea profilelor din aluminiu este mai mare, cu cât capacitatea de tonaj este mai mare se va aplica presa de extrudare.
În producție, după forma și dimensiunea secțiunii unui profil de aluminiu, se determină dimensiunea matriţei de extrudare, și se determină dacă matrița de extrudare este o matriță plată sau o matriță pentru hublo.
Dacă dimensiunea matriței este cunoscută, se determină practic capacitatea de tonaj a mașinii de extrudare.
Dacă vrem să înființăm o nouă fabrică de extrudare a aluminiului, aici sunt informatii detaliate despre cost
600Presă de extrudare a aluminiului T, cuptor de încălzire a taglelor cu forfecare pentru bușteni la cald, cuptor de incalzire matrite, patul de răcire și masa epuizată, extractor și cuptor de îmbătrânire, costul estimat este de 250.000,00-500.000,00 USD pe baza mașinii de extrudare de diferite mărci și a echipamentelor auxiliare;
800Presă de extrudare a aluminiului T, cuptor de încălzire a taglelor cu forfecare pentru bușteni la cald, cuptor de incalzire matrite, patul de răcire și masa epuizată, extractor și cuptor de îmbătrânire, costul estimat este de 300.000,00-600.000,00 USD pe baza mașinii de extrudare de diferite mărci și a echipamentelor auxiliare;
1000Presă de extrudare a aluminiului T, cuptor de încălzire a taglelor cu forfecare pentru bușteni la cald, cuptor de incalzire matrite, patul de răcire și masa epuizată, extractor și cuptor de îmbătrânire, costul estimat este de 400.000,00-750.000,00 USD pe baza mașinii de extrudare de diferite mărci și a echipamentelor auxiliare.
Aceasta este doar pentru costurile mașinilor din linia de producție de extrudare a aluminiului.
Trebuie să luăm în considerare costul de transport, costul de instalare și punere în funcțiune.
De asemenea, pentru o nouă fabrică, racordarea si instalarea gazului, evaluarea impactului asupra mediului, costul operațiunii stivuitoare și țagle de aluminiu (externalizarea) iar fondul de lucru va fi luat în considerare
Pentru o linie de producție de extrudare a aluminiului, lucrătorii în schimburi sunt cel puțin 5 persoană și 2 schimburi-3 schimburi vor fi 10-15 persoană.
Deci costul înființării unei fabrici de extrudare a aluminiului va fi de cel puțin 350.000,00 USD.
Această linie de producție de extrudare a aluminiului este numai pentru extrudarea de aluminiu cu finisaj de moara, fără nici un tratament de suprafață.
Dacă vrem să facem noi înșine țagle de aluminiu, vor fi necesare echipamentele de topire si turnare.
Daca vrem sa facem profile de aluminiu anodizate sau vopsite cu pulbere, atelierul de anodizare și sau atelierul de vopsit cu pulbere va fi necesar pentru funcționare.
O linie de producție completă a profilelor de aluminiu constă, în general, din următoarele echipamente:
Atelier de topire aluminiu
Sistem de transport și uscare a așchiilor de aluminiu
Platforma de turnare
Mucegai turnat
Mașină de tăiat bile
Cuptor de omogenizare
Mașină de prelucrare zgură de aluminiu(opțional)
Echipamente de degazare online (opțional)
Agitator magnetic permanent (opțional)
Saci colector de praf (opțional)
Atelier extrudare aluminiu
Presă de extrudare a aluminiului
Cuptor de încălzire a tăglelor de aluminiu
Cuptor de încălzire matriță
Ventilator de răcire
Patul răcoritor și masa curgătoare
Fierăstrău pentru tăiere pe linie de extrudare
Cuptor de îmbătrânire
Atelier de anodizare profil aluminiu
Unitate de răcire a apei
Mașină de colorat
Unitate frigorifică
Schimbător de căldură
Filtru presa
Lifter
Mașină de periere cu profil din aluminiu
Mașină de lustruit profile din aluminiu
sablare cu nisip/mașină de sablare cu profil de aluminiu
Atelier de acoperire prin electroforeza profil aluminiu
Echipament de electroforeză
Atelier de vopsire cu pulbere din profil de aluminiu
Echipament acoperit cu pulbere
Linie de producție de profile din aluminiu cu rupere termică
Mașină de sublimare cu efect de boabe de lemn
Atelier matriță profil aluminiu
Cuptor de nitrurare
Centru de prelucrare
Strung
Mașină de frezat
Tăierea sârmei
Scânteie electrică
Cuptor de călire a mucegaiului
Laborator
Spectrometru
Contor de hidrogen
Echipamente metalografice
Echipament de laborator, consumabile
Echipamente de ambalare
Mașină aplicatoare de film cu profil de aluminiu
Mașină de ambalat termocontractabil cu profil de aluminiu
Mașină de ambalare automată cu profil de aluminiu
Instalații de protecție a mediului și alte echipamente auxiliare
Echipamente de tratare a apelor uzate
Echipament de îndepărtare a prafului
Macara
Pompă de apă
Turn de racire
Stivuitor
Compresor de aer
Cazan
Echipamente de distribuție a energiei
Matrite si consumabile
Matriță de extrudare și scule
Eliberați ulei
Bandă de pâslă
Ulei hidraulic
Ulei de tăiere
Instrumente pentru repararea mucegaiului etc.
De câte seturi de echipamente are nevoie pentru producția de profile de aluminiu?
Producția de profile din aluminiu utilaje necesare
Profesioniștii din Brightstar Aluminium Machinery au răspuns în acest fel.
Dacă începeți cu resturi de aluminiu din materii prime, va fi nevoie de niște echipamente speciale pentru aceasta.
Echipamentul este de a transforma resturile și lingourile de aluminiu în țagle de aluminiu, deci avem nevoie de mașini de topire și turnare a aluminiului, unele extrudere de aluminiu fac topirea și turnarea sub un singur acoperiș, avantajele sunt evidente și este ușor să controlați calitatea țaglelor și să faceți stabilă calitatea extrudarii aluminiului.
Unii extrudere au achiziționat țagle de aluminiu de la subantreprenori conform cererii de producție și comandă, ceea ce poate economisi investiția și poate face extruderul să se concentreze pe producția de extrudare.
Echipamentul necesar pentru linia de producție de extrudare a aluminiului include:
Singur sau cuptor de încălzire cu mai multe tagle cu forfecare pentru bușteni la cald (Un set)
Cuptor de încălzire matriță (Un set)
Presă de extrudare a aluminiului (Un set)
Pat de răcire din extrudare din aluminiu (Un set)
Extractor simplu sau dublu
Cuptor de îmbătrânire cu profil de aluminiu (Un set)
Datele corespunzătoare privind capacitatea de producție a presei de extrudare a aluminiului:
Capacitatea de producție a 500T linie de producție de extrudare a profilului de aluminiu:
Despre 5-6 tone pe zi
600T de linie de producție de extrudare a profilului de aluminiu capacitate:
Despre 6-7 tone pe zi
800T linie de producție de extrudare a profilului de aluminiu capacitate:
Despre 7-8 tone pe zi
1000T de linie de producție de extrudare a profilului de aluminiu capacitate:
Despre 8-10 tone pe zi
Capacitatea de producție a 1250T linie de producție de extrudare a profilului de aluminiu:
Despre 12 tone pe zi
Observatii: Datele de mai sus sunt pentru un tabel de capacitate de 24 de ore.
Cu cât capacitatea de tonaj este mai mare, cu atât rata de ieșire este mai mare.
in orice caz, este încă determinat de datele specifice sau de forma reală a profilului de aluminiu, mărimea, grosimea peretelui, Lichidul de aluminiu și azotul sau argonul și agentul de rafinare ating scopul de degazare și îndepărtare a zgurii sub o anumită rotație a rotorului de grafit.
Asta este doar pentru referință.
Brightstar Aluminium Machinery oferă echipamente auxiliare pentru extrudarea aluminiului, precum corector de formă a profilului de aluminiu, aplicator de film automat cu profil de aluminiu, mașină de ambalat profil de aluminiu, mașină de periat și lustruit pentru clienții noștri.
Soluție totală și serviciu unic.
Contactați-ne acum pentru oferta dvs. de proiect. Proiect la cheie și pachet pachet!
Ce echipament este necesar pentru a înființa o fabrică de extrudare a aluminiului?
Fabrica de extrudare a aluminiului amenajarea echipamentelor necesare
Ce echipament este necesar pentru a înființa o fabrică de extrudare a aluminiului lângă o presă de extrudare a aluminiului?
După o perioadă de descoperire, se ajunge la concluzia că mulți clienți știu că presa de extrudare de aluminiu este folosită pentru a produce profile de extrudare de aluminiu, dar nu știu că producția de extrudare a aluminiului necesită un set complet de linii de producție, nu numai presă de extrudare a aluminiului.
Aici, vom împărtăși cunoștințele despre extrudarea aluminiului pe care acești clienți nu le cunosc prin acest articol.
De ce echipamente are nevoie linia de producție de extrudare a aluminiului?
6 sunt necesare diferite tipuri de echipamente.
Numele și funcțiile echipamentelor sunt următoarele:
1. Cuptor de încălzire cu țagle lungi cu forfecare pentru bușteni la cald
Este compus din trei părți: Raft pentru bilete, corpul cuptorului și mașina de forfecare la cald.
Echipamente pentru incalzire, forfecarea și alimentarea țaglelor de aluminiu la mașina de extrudare a aluminiului.
2. Presă de extrudare a aluminiului
Presa de extrudare din aluminiu este mașina principală și este unitatea de putere pentru formarea profilului de extrudare.
3. Cuptor de încălzire matriță
Funcția cuptorului de încălzire a matrițelor este de a încălzi matrițele.
4. Mașină de extragere
Mașina de tragere are funcțiile de tragere, tăiere și lungime fixă.
Extractorul nu este o necesitate pentru linia de producție de extrudare a aluminiului, dar fără un tractor, are nevoie de mai mulți muncitori și se vor întâmpla probleme de răsucire și îndoire în timpul operațiunii.
Prin urmare, este necesara echiparea extractorului cu linia de productie.
5. Pat de racire cu profil de aluminiu
Patul de răcire constă dintr-o masă de rulare, dispozitiv de transport de materiale, dispozitiv de alimentare, sistem de îndreptare, dispozitiv de stocare a materialelor, transmisie cu lungime fixă, masa de tăiere terminată, masă cu lungime fixă și așa mai departe.
Funcția va fi de răcire, hrănire, îndreptarea, ferăstrăul, Lichidul de aluminiu și azotul sau argonul și agentul de rafinare ating scopul de degazare și îndepărtare a zgurii sub o anumită rotație a rotorului de grafit.
6. Cuptor de îmbătrânire
Cuptorul de îmbătrânire este compus dintr-o cale, skip de încărcare și un corp de cuptor.
Este pentru duritatea profilului de aluminiu prin încălzire.
Brightstar Aluminium Machinery oferă echipamente auxiliare pentru extrudarea aluminiului, ca corector de formă a profilului de aluminiu, aplicator de film automat cu profil de aluminiu, mașină de ambalat profil de aluminiu, mașină de periat și lustruit pentru clienții noștri.
Soluție totală și serviciu unic.
Contactați-ne acum pentru oferta dvs. de proiect. Proiect la cheie și pachet pachet!
Cum să alegi tonajul presei de extrudare a aluminiului?
Tonajul presei de extrudare de aluminiu reprezintă forța de extrudare a presei de extrudare, Deci, cum să alegeți tonajul presei de extrudare de aluminiu înseamnă cum să alegeți forța de extrudare a presei de extrudare.
Presa de extrudare a aluminiului este echipamentul principal pentru producerea profilelor de aluminiu.
Forma, dimensiunea și calitatea aspectului profilelor de aluminiu sunt strâns legate de calitatea presei de extrudare.
Există multe tipuri de presă de extrudare în funcție de diferite clasificări.
Pentru o înțelegere sistematică a modelului, capacitatea de extrudare și gradul presei de extrudare, modul de determinare a tonajului extruderului de profil de aluminiu este, de asemenea, un aspect pe care producătorii de profile de aluminiu trebuie să ia în considerare atunci când achiziționează o presă de extrudare.
Acum explicați aici cum să alegeți tonajul presei de extrudare de aluminiu
În funcție de ce aliaj trebuie extrudat, producția anuală a unei singure mașini și diametrul maxim circumscris al profilului de aluminiu, vom selecta preliminar tipul presei de extrudare.
Primul lucru de luat în considerare este cât de mare este tonajul presei de extrudare.
La selectarea tonajului presei de extrudare, în general este necesar să se calculeze mai întâi raportul de extrudare a presei de extrudare.
Raportul de extrudare se mai numește și coeficientul de extrudare, care se referă la raportul dintre aria secțiunii transversale a recipientului de extrudare și aria secțiunii transversale totale a profilului de aluminiu.
Este principalul parametru utilizat pentru a măsura cantitatea de deformare a aliajului de aluminiu în producția de profile de aluminiu, exprimată prin următoarea formulă:
λ = Ft / ΣF1
Printre ei, Ft reprezintă aria secțiunii transversale a țaglei de aluminiu după ce a fost umplută în recipientul de extrudare, exprimată în mm²;
ΣF1 reprezintă aria totală a secțiunii transversale a profilului extrudat, exprimată în mm²;
La extrudarea profilelor de aluminiu, cantitatea de deformare a aliajului de aluminiu poate fi exprimată și prin gradul de deformare: ε = λ-1
Dacă se utilizează metoda de prelucrare prin extrudare, raportul de extrudare este limitat. Raportul de extrudare λ al profilului de aluminiu și al țaglei de aluminiu în prima extrudare este mai mare decât 8-12, Nu există o limită a raportului de extrudare a finisajului morii pentru extrudarea secundară.
Metoda folosită pentru a calcula raportul de extrudare de mai sus este pur și simplu aria secțiunii transversale a țaglei extrudate ÷ aria secțiunii transversale a profilului extrudat, care poate fi calculată și în alte moduri, acesta este, lungimea profilului extrudat ÷ Lungimea taglelor de aluminiu pentru extrudare.
Înainte de a determina tonajul presei de extrudare, este necesar să înțelegem forma secțiunii transversale a profilului, astfel încât să se determine dimensiunea matriței, și apoi determinați structura matriței, astfel încât să se poată determina dacă extrudarea este un profil gol sau un profil solid. Tonajul presei de extrudare necesar pentru aceste două profile structurale diferite va fi diferit.
Există multe clasificări ale presei de extrudare a aluminiului în funcție de capacitatea de extrudare, ele pot fi împărțite în mici, mediu, presă de extrudare mare și grea.
Presele de extrudare din aluminiu sunt denumite în funcție de mărimea forței de extrudare, ci trei unităţi de măsură de Sistemul de unități internaționale/Sistemul de unități de inginerie/Sistemul SUA poate fi folosit pentru a caracteriza forța de extrudare.
MN este unitatea internațională” Milioane de Newton„, T este unitatea de inginerie”Tonă„, UST este unitatea americană”tona SUA” 1MN=1000000N=100000kg=100T, 1T=1,1UST.
De exemplu, un extruder de 12,5MN este o presă de extrudare 1250T, alt exemplu, 880Presa de extrudare UST este mașina de extrudare 800T.
Tonajul presei de extrudare este practic crescut cu un raport de 1.25, acesta este, forta de extrudare a presei de extrudare este 25% mai mare decât cea a presei de extrudare de capacitate mai mică.
De exemplu, capacitatea mai mare decât 800T este 1000T, capacitatea mai mare decât 1000T este 1250T, capacitatea mai mare decât 1250T este de 1600T, capacitatea mai mare decât 1600T este 2000T, iar capacitatea mai mare decât 2000T este de 2500T.
Capacitatea de extrudare a fiecărui tip de presă de extrudare este limitată.
Capacitatea de extrudare este de obicei MN(Milioane de Newton), care este tonajul presei de extrudare.
Tonajul de presă de extrudare a aluminiului utilizat în producția industrială pentru 6063 are următoarele:
500T, 600T, 800T,1000T,1250T, 1600T(16MN), 1800T(18MN), 2000T(20MN), 2500T(25MN), 3000T(30MN), 3600T(36MN),4000T(40MN), 5000T(50MN), 6000T(60MN), 8000T(80MN),10000T(100MN),12500T(125MN)
500Presa de extrudare T poate produce niște profile de extrudare din aluminiu de dimensiuni mici, 600Specificațiile din țaglele din aluminiu extrudat sunt în limita a 90 mm, 800Presele de extrudare T sau 1000T sunt folosite pentru a produce produse pentru uși și ferestre din aluminiu, 1250Presa de extrudare T și presa de extrudare mai mare pot fi utilizate pentru pereții cortină și profilele industriale de aluminiu.
Specificațiile din țaglele de aluminiu ale presei de extrudare de 1800t sunt de 178 mm, 2500T specificații corespunzătoare din țagle de aluminiu la 230-254 mm, 3000T și 3600T pot produce produse industriale din profil din aluminiu, desigur, există un tonaj mai mare, cum ar fi 4000T, 5000T, 6000Presă de extrudare a aluminiului T și așa mai departe.
Presa de extrudare cu tonajul de mai sus poate fi folosită pentru extrudare 6063 profile din aliaj de aluminiu.
Producătorii de profile de aluminiu ar trebui să ia în considerare pe deplin coeficientul de extrudare al presei de extrudare, forma secțiunii transversale a profilului de aluminiu și dimensiunea matriței la selectarea tonajului presei de extrudare, conform propriilor condiții de producție și cerințe ale produsului, deformarea metalului se obţine după formula de calcul, astfel încât să se determine tonajul adecvat al presei de extrudare, care pot extruda produse din aluminiu calificate fără a provoca deșeuri economice inutile.
Precautions in selection of aluminum extrusion machine
When selecting extrusion equipment, in addition to considering the thermal effect of extrusion speed on the metal to be extruded,
It is also necessary to consider that the press should have sufficient rigidity and guiding accuracy, as well as a reliable anti-overload device.
When extruding with a friction press, due to the different guiding precision of the equipment, a guiding device should be added on the die.
The ejector device should also be added for friction presses without an ejector device.
When extrude aluminum profiles with a general-purpose crank press, to increase the equipment’s strength and rigidity, the backing plate of the table should be cast steel material, and the holes on the table should be reduced.
Since the parts remain on the mold after extrusion, there is a large holding force between the extrusion part and the mold, and the required ejection force is large, despre 10% la 20% of the nominal pressure, so the ejector device of the press should be strengthened.
în plus, the extrusion force and stroke should be verified according to the allowable load curve of the press slide.
Acesta este, in the entire extrusion stroke range, the extrusion force should be less than the limit value of the stroke-pressure curve allowed by the press, and cannot be determined according to the nominal pressure.
The precision and extrusion stroke of the general press is not enough, and the pressure exerted in the middle of the stroke is only about 1/3 of the nominal pressure.
Prin urmare, when extruding, it is best to use a special industrial profiles aluminum extrusion machine as the extrusion equipment.
The toggle type industrial profiles aluminum extrusion press is characterized by small strokes, many strokes time, and long pressurization time, which is suitable for extruding aluminum profiles with short working strokes.
Tension toggle type and crankshaft aluminum extrusion presses are suitable for the extrusion of longer aluminum profiles.
The hydraulic industrial aluminum extrusion machine can work at the nominal pressure on the full stroke, the extrusion speed and stroke can be adjusted, and it is suitable for extruding parts with large lengths.
The selection of extrusion equipment should consider the following 5 points:
1. The form of extrusion equipment is selected according to the determined production plan and the requirements of the production process
According to the production plan, select the corresponding extrusion equipment, such as pipe production, bar production, online coiling wire production plan, Lichidul de aluminiu și azotul sau argonul și agentul de rafinare ating scopul de degazare și îndepărtare a zgurii sub o anumită rotație a rotorului de grafit.
Select the extrusion equipment suitable for the process according to the process requirements.
2. The extrusion equipment is selected according to the variety, specification, performance and quality requirements of the product
If the tonnage of the extruder is selected, primul, according to the range of the specifications of the extruded product or the mill finish aluminum extrusion,
And considering the necessary degree of deformation, determine the size range of the billets and the required size range of the extrusion cylinder, so as to determine the selection of extrusion press tonnage capacity.
în plus, the form of the extruder is determined according to different varieties, specifications and quality requirements.
3. The extrusion equipment is selected according to the technological performance and structural characteristics of the extrusion equipment and the reasonable matching between each equipment
Different performance and structural characteristics determine the different uses of the extrusion press.
The reasonable setting and balance between the main equipment must be considered in the selection of extrusion equipment, so as to get full play to the equipment capacity and obtain higher production efficiency.
It is generally not allowed to stop work and wait for materials due to the inability of the main equipment to keep up.
4. The mechanization and automation requirements of extrusion equipment must be considered
Pentru a îmbunătăți eficiența producției, reduce labor intensity, reduce consumption, reduce costs, and improve the quality of extrusion products, the requirements for the mechanization and automation of extrusion equipment are getting higher and higher.
Prin urmare, when conditions permit, try to use advanced technical equipment when selecting extrusion equipment.
When selecting, the advanced technology and reliability must be inspected and demonstrated and verified by production practice.
conținutul de hidrogen al lichidului de aluminiu trebuie menținut la un nivel scăzut, it should have the possible conditions for realization in enterprise production, and should not be blindly adopted.
în plus, under the condition that the selected extrusion equipment meets the existing requirements, it is necessary to consider leaving room for development.
Failure to consider this will result in a backward and passive situation, especially for the imported extrusion equipment.
5. The extrusion equipment has a better economic effect in the selection will be considered
In the case of existing standard extrusion equipment and general extrusion equipment, try to choose standard equipment and general equipment.
Especially in the introduction of extrusion equipment, the localization of spare parts should be considered, which is beneficial to improve economic efficiency, using effect and shorten the installation time of equipment.
In the absence of reference standards and general equipment, factors such as ease of manufacture and low cost should be considered, and reasonable technical parameters of extrusion equipment should be proposed according to process requirements.
Considering the civil design conditions of the factory and the existing water, electricitate, wind and air conditions, as well as the average temperature and humidity conditions of the workshop in winter and summer, reasonable design requirements for extrusion equipment are put forward.
According to the selection principle of the extrusion press, the selection and design of the hydraulic system and the control method must be considered at the same time.
When the working time of the extrusion press accounts for more than 70%-80% of the entire extrusion cycle, and the extrusion speed does not change much, it is more economical to use a high-pressure pump for direct transmission.
Viteza de extrudare este rapidă, the time is short and the large extruder or unit is more economical to use the water pump accumulator to drive.
Some advanced extrusion machines in modern times have adopted the hydraulic system directly driven by the high-pressure oil pump, which saves the water pump station system and reduces the investment cost of the equipment.
The control system of the extrusion machine adopts a programmable logic control system to realize program control.
In addition to the PLC system, the modern extrusion press also uses extrusion data monitoring, fault diagnosis, extrusion product eccentricity monitoring, data production control and report printing systems.
The working reliability of the control system is high and the maintenance is easy, and it is easy to adapt to future function expansion with the advantages of scalability.
An important factor that needs to be considered when choosing an extrusion machine is the auxiliary equipment of the extrusion press, which together with the extrusion machine build up a complete production line.
In the working process of the extrusion, 30% la 70% of the working time is spent on auxiliary operations, which often affects the production efficiency of the extruder and the quality of the extruded products due to the imperfect structure of the auxiliary machine.
Prin urmare, the selection and design of auxiliary equipment are carefully considered to improve the quality of extruded products and improve the automation level of the operation line.
The auxiliary equipment of the extrusion line mainly includes a billets heating furnace with hot log shear, cuptor de incalzire matrite, run out table and cooling bed, cuptor de îmbătrânire, single or double puller, Lichidul de aluminiu și azotul sau argonul și agentul de rafinare ating scopul de degazare și îndepărtare a zgurii sub o anumită rotație a rotorului de grafit.
In short, different extrusion equipment should be selected according to the structure, application, product variety and specification of the extrusion machine and production process requirements to ensure production efficiency and product quality.

Aspectul și diagrama de flux rezonabile și de înaltă eficiență a liniei de producție de extrudare a aluminiului
O presă de extrudare a aluminiului
B Ferăstrău zburător
C Extractor de profil din aluminiu
D Cuptor de încălzire cu forfecare pentru bușteni la cald
E Targa cu profil din aluminiu
F Mașină de tăiat terminată
G Tabel de gabarit
H Stivuitor automat semifabricat
Mașina de extrudare și echipamentele auxiliare pot fi oferite după cum urmează:
Extractor din aluminiu, masa finală, Linie de producție de alimentare automată mașină de ferăstrău finisată hidraulică, mașină de ambalat cu profil de aluminiu, mașină de corectare a formei, mașină de ambalat profil de aluminiu și echipamente auxiliare.
Mașină de sablare cu profil de aluminiu, masina de lustruit profile de aluminiu, Mașină de producție de profile din aluminiu cu rupere termică, mașină de sublimare cu efect de lemn și linie acoperită cu pulbere din profil de aluminiu.
De asemenea, putem realiza un design bun pentru instalația dvs. pentru a îmbunătăți eficiența producției și a economisi costurile!
Aspectul și diagrama de flux rezonabile și de înaltă eficiență a liniei de producție de extrudare a aluminiului
Piese ale mașinii de extrudare a aluminiului și funcția acesteia
Înțelegerea modului în care funcționează o mașină de extrudare a aluminiului necesită identificarea pieselor mașinii de extrudare a aluminiului și explicarea utilizării acestora.
O mașină de extrudare a aluminiului este alcătuită dintr-o plată frontală și o plată din spate ținute împreună de patru tiranți.
Părțile mașinii de extrudare a aluminiului care realizează extrudarea sunt următoarele:
Cilindru principal
Camera și cilindrul unei prese de extrudare în care este pompat fluidul hidraulic pentru a genera presiunea și mișcarea dorite a berbecului.
Presiune hidraulică
Presiunea este utilizată pentru a deplasa berbecul înainte la lire sterline necesare pe inch pătrat.
Berbec
O tijă de oțel atașată la cilindrul principal cu un bloc fals la capăt care intră în container și aplică presiune asupra țaglei.
Blocul manechin
Un bloc de oțel etanș atașat la tija berbecului pe o presă care etanșează țagla din container și împiedică scurgerea metalului înapoi.
Billet
Bușteni de aluminiu tăiați la lungimi specifice care sunt introduse în presă ca materiale de extrudare.
Container
Cameră într-o presă de extrudare care ține țagla în timp ce este împinsă printr-o matriță la un capăt în timp ce este sub presiunea unui bloc fals și a berbecului care intră la celălalt capăt. Containerul se află în carcasa containerului. Toate containerele sunt căptușite cu o căptușeală care ține țagla pe loc în timp ce este extrudată.
Stiva de instrumente (Asamblarea matrițelor)
Solid: inel de moare, a muri, susținător, susţine, și sub-stăpânire (Sub-bolsters nu sunt folosiți în Cartagina sau Newnan). Gol: inel de moare, die dorn, die cap, susţine, subtrapel
Suportul matriței
Container al stivei de scule.
Die Lock
Blocează matrița în suportul matriței.
Log deasupra / Biletul de mai sus
Componentă de presare utilizată pentru a încălzi buștenii/ țaglele la temperatura de extrudare. Presele echipate cu foarfece pentru bușteni au cuptoare pentru bușteni; altele au cuptoare cu tăgle.
Forfecare Bușteni
Folosit pentru tăierea buștenilor la lungimile dorite (numai la prese cu cuptoare de busteni).
Butt Shear
Îndepărtează porțiunea neextrudată a țaglei (fundul) rămânând în recipient după finalizarea ciclului de extrudare. Capul este locul în care se află oxizii după ce berbecul a împins țagla prin container.
Die Cuptor
Cuptor în care matrițele sunt încălzite la 750° – 900° F pentru 4-6 cu ore înainte de a fi utilizat.
Leagăn
ține țagla în timp ce este împinsă în presa de extrudare prin presiunea berbecului.
Apăsați Leadout Table
Masa care susține extrudarea între matriță și masa de curățare.
Run Out Table
Masă de la ieșirea imediată a echipamentului de presă care ajută la ghidarea și susținerea extrudărilor.
Placa de apăsare din spate/față
Presa de extrudare este formată din aceste două secțiuni.
Tirante
Conectează placa de presare din spate și din față.
Canistra
Folosit pentru a ajuta la ghidarea extrudărilor de aluminiu din matriță. Are același număr de găuri ca și matrița în sine și poate fi folosit la toate presele. Newnan se îndepărtează de a le folosi pentru că sunt costisitoare și greu de manevrat.
Inel de presiune al platanului
Un inel din oțel de scule întărit introdus în platan pentru a susține stiva de matrițe. Presiunea aplicată de cilindrul principal asupra inelului provoacă stres și uzură, ceea ce duce la necesitatea înlocuirii periodice.
Piese ale mașinii de extrudare a aluminiului și funcția acesteia
Înțelegerea modului în care funcționează o mașină de extrudare a aluminiului necesită identificarea pieselor mașinii de extrudare a aluminiului și explicarea utilizării acestora.
O mașină de extrudare a aluminiului este alcătuită dintr-o plată frontală și o plată din spate ținute împreună de patru tiranți.
Părțile mașinii de extrudare a aluminiului care realizează extrudarea sunt următoarele:
Cilindru principal
Camera și cilindrul unei prese de extrudare în care este pompat fluidul hidraulic pentru a genera presiunea și mișcarea dorite a berbecului.
Presiune hidraulică
Presiunea folosită pentru a deplasa berbecul înainte la lire sterline necesare pe inch pătrat.
Berbec
O tijă de oțel atașată la cilindrul principal cu un bloc fals la capăt care intră în container și aplică presiune asupra țaglei.
Blocul manechin
Un bloc de oțel etanș atașat la tija berbecului pe o presă care etanșează țagla din container și împiedică scurgerea metalului înapoi.
Billet
Bușteni de aluminiu tăiați la lungimi specifice care sunt introduse în presă ca materiale de extrudare.
Container
Cameră într-o presă de extrudare care ține țagla în timp ce este împinsă printr-o matriță la un capăt în timp ce este sub presiunea unui bloc fals și a berbecului care intră la celălalt capăt. Containerul se află în carcasa containerului. Toate containerele sunt căptușite cu o căptușeală care ține țagla pe loc în timp ce este extrudată.
Stiva de instrumente (Asamblarea matrițelor)
Solid: inel de moare, a muri, susținător, susţine, și sub-stăpânire (Sub-bolsters nu sunt folosiți în Cartagina sau Newnan). Gol: inel de moare, die dorn, die cap, susţine, subtrapel
Suportul matriței
Container al stivei de scule.
Die Lock
Blocează matrița în suportul matriței.
Log deasupra / Biletul de mai sus
Componentă de presare utilizată pentru a încălzi buștenii/ țaglele la temperatura de extrudare. Presele echipate cu foarfece pentru bușteni au cuptoare pentru bușteni; altele au cuptoare cu tăgle.
Forfecare Bușteni
Folosit pentru tăierea buștenilor la lungimile dorite (numai la prese cu cuptoare de busteni).
Butt Shear
Îndepărtează porțiunea neextrudată a țaglei (fundul) rămânând în recipient după finalizarea ciclului de extrudare. Capul este locul în care se află oxizii după ce berbecul a împins țagla prin container.
Die Cuptor
Cuptor în care matrițele sunt încălzite la 750° – 900° F pentru 4-6 cu ore înainte de a fi utilizat.
Leagăn
ține țagla în timp ce este împinsă în presa de extrudare prin presiunea berbecului.
Apăsați Leadout Table
Masa care suporta extrudarea intre matrita si masa de rulare.
Run Out Table
Masă de la ieșirea imediată a echipamentului de presă care ajută la ghidarea și susținerea extrudărilor.
Placa de apăsare din spate/față
Presa de extrudare este formată din aceste două secțiuni.
Tirante
Conectează placa de presare din spate și din față.
Canistra
Folosit pentru a ajuta la ghidarea extrudărilor de aluminiu din matriță. Are același număr de găuri ca și matrița în sine și poate fi folosit la toate presele. Newnan se îndepărtează de a le folosi pentru că sunt costisitoare și greu de manevrat.
Inel de presiune al platanului
Un inel din oțel de scule întărit introdus în platan pentru a susține stiva de matrițe. Presiunea aplicată de cilindrul principal asupra inelului provoacă stres și uzură, ceea ce duce la necesitatea înlocuirii periodice.
Brightstar Aluminium Machinery oferă cuptor de încălzire a taglelor de aluminiu, cuptor de incalzire matrite, corector de forma profile din aluminiu, masina de lustruit profile de aluminiu, mașină de curățat periaj defecte de suprafață profil aluminiu, mașină de ambalat profil de aluminiu, mașină de lipit film din profil de aluminiu, mașină de sublimare cu efect de boabe de lemn și echipamente auxiliare.
Oferiți o soluție totală pentru proiectul de extrudare a aluminiului și proiectul la cheie și pachetul de oferte!
Tot ce trebuie să știți despre producția de extrudare a aluminiului
Tot ce trebuie să știți despre producția de extrudare a aluminiului
Extrudarea aluminiului este definit ca procesul de modelare a materialului, forțându-l să curgă printr-o deschidere formată dintr-o matriță.
Materialul extrudat iese ca o piesă alungită cu același profil ca și deschiderea matriței.
Un proces prin care aluminiul este forțat în matrița personalizată și are ca rezultat o secțiune transversală constantă care utilizează toate proprietățile metalului.
Procesul de extrudare a aluminiului profită la maximum de o combinație unică de caracteristici fizice a aluminiului.
Dimensiunea presei determină cât de mare poate fi produsă o extrudare.
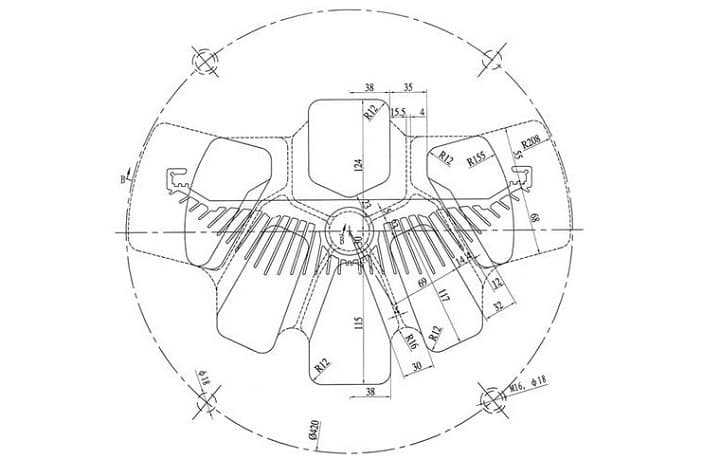
Dimensiunea extrudarii este măsurată prin cea mai lungă dimensiune a secțiunii transversale, adică. se încadrează într-un cerc circumscris.
S-ar putea să vă întrebați ce proces face extrudarea aluminiului?
Iată informațiile detaliate și pas cu pas
Proces de producție detaliat de extrudare a aluminiului
eu.Procesul de mucegai
Procesul de extrudare a aluminiului începe cu adevărat cu procesul de proiectare, deoarece proiectarea produsului – pe baza utilizării intenționate – este cea care determină mulți dintre parametrii finali de producție.
Întrebări referitoare la prelucrabilitate, finisare, și mediul de utilizare va conduce la alegerea aliajului de extrudat.
Funcția profilului va determina designul formei sale și, prin urmare, designul matriței care o modelează.
Design matriță:
Extrudarea aluminiului este produsul final al taglelor de aluminiu care sunt extrudate printr-o matriță după încălzire., iar matrița de extrudare este un dispozitiv cu specificații de înaltă precizie proiectat în funcție de cerere pentru extrudarea profilului de aluminiu cu specificațiile și secțiunile transversale necesare;
Principiul și etapele proiectării matriței
1. Determinați parametrii camerei matriței de proiectare
Pentru inceput, când proiectantul primește desenul în secțiune transversală, conform raportului de extrudare, care este cercul maxim circumscris al secțiunii transversale a profilului de aluminiu, și complexitatea de a determina ce mașină de extrudare este potrivită.
Setați dimensiunea matriței, daca este mic, va afecta durata de viață și formarea matriței. In general vorbind, dimensiunea matriței cu secțiune mare este setată să fie mai mare, astfel încât matrița să fie stabilă pentru producție.
Setați distribuția hubloului matriței, alimentator și design de matriță solidă, proiectarea centurii de lucru, și proiectarea găurilor de turnare
2. Dispunerea rezonabilă a găurilor matriței pe matriță
Așa-numitul aspect rezonabil este de a distribui în mod rezonabil găurile de matriță simple sau multiple pe matriță, astfel încât să se poată obține cea mai bună uniformitate a curgerii metalului sub premisa asigurării rezistenței matriței.
3. Calcul rezonabil al dimensiunii găurii matriței
Când se calculează dimensiunea găurii matriței, principala considerație este compoziția chimică a aliajului extrudat, forma și dimensiunea nominală a produsului și toleranța admisă a acestuia, temperatura de extrudare și coeficientul de dilatare termică al materialului matriței și al aliajului extrudat la această temperatură, și secțiunea transversală a produsului, caracteristicile formei geometrice și modificările acesteia în timpul extrudarii și întinderii, dimensiunea forței de extrudare și deformarea matriței.
4. Reglați în mod rezonabil debitul de metal
In general vorbind, cu atât grosimea peretelui profilului este mai subțire, cu cât circumferința este mai mare, cu atât forma va fi mai complexă, iar cu atât mai departe de centrul cilindrului de extrudare, cu atât rulmentul matriței ar trebui să fie mai scurt.
Când este încă dificil de controlat debitul cu rulmentul matriței, forma este deosebit de complicată, grosimea peretelui este foarte subțire, iar partea aflată la distanță de centru poate fi folosită de distribuitor pentru a accelera fluxul de metal.
Dimpotriva, pentru acele piese cu pereți mult mai groși sau locuri foarte apropiate de centrul cilindrului de extrudare, unghiul de obstrucție ar trebui utilizat pentru a suplimenta obstrucția pentru a încetini viteza de curgere aici.
în plus, puteți utiliza, de asemenea, găuri de echilibrare a procesului, indemnizații de proces, sau folosiți matrițe cu cameră frontală, matrițe de ghidare a fluxului, și schimbați numărul, mărimea, formă, și poziția hublourilor pentru a regla debitul de metal.
5. Asigurați o rezistență suficientă a mucegaiului
Pe lângă aranjarea rațională a poziției găurilor matriței, selectarea materialului matriță adecvat, și proiectarea unei structuri și forme rezonabile a matriței, de asemenea, este foarte important să se calculeze cu precizie forța de extrudare și să se verifice rezistența admisă a fiecărei secțiuni.
6. Curatenie si intretinere
Motoarele de extrudare trebuie curățate și inspectate frecvent.
Dacă există probleme, acestea trebuie reparate la timp pentru a evita zgârieturile, bavuri și alte răni dure în timpul procesului de extrudare a profilului, ceea ce va afecta grav calitatea extrudarii aluminiului.
Diagrama procesului de procesare a matriței de extrudare
Moră solidă (profil structural fără cavitate închisă, nu moarul hubloului)
Strunjire → marcare → Frezare → Forare → Slefuire → Călire → Călire → Slefuirea suprafeței → Frezarea fină a canalului de ghidare → Tăierea sârmei → EDM → Lustruire → Repararea prindere → Acceptare → matriță de testare → Nitrurare → Depozit
Moar de hublo (profil structural cu cavitate închisă)
Susținătorul morții
Strunjire → marcare → Frezare → Forare → Slefuire → Călire → Călire → Slefuire de suprafață → Acceptare → depozit
Inelul morții
Strunjire → marcare → frezare → găurire → șlefuire → călire → revenire → șlefuire plană → strunjire fină → acceptare → depozit
II Proces de topire
6 Serie Aliaje și aplicarea acestora
6005: Profile și țevi extrudate, utilizat pentru piese structurale care necesită rezistență mai mare decât 6063 aliaj, precum scări, antene TV, etc.;
6009: panouri de caroserie auto;
6010: placă subțire, caroserie;
6061: Diverse structuri industriale care necesită o anumită rezistență, sudabilitate și rezistență ridicată la coroziune, precum conductele, tije, si forme pentru fabricarea camioanelor, clădiri-turn, navelor, tramvaie, corpuri de fixare, Componente mecanice, și prelucrare de precizie, Foaie;
6063: Construire profile, țevi de irigare și materiale de extrudare pentru vehicule, bănci, mobila, garduri, etc.;
6066: Forjare și materiale de extrudare a structurii de sudare;
6070: Structuri grele sudate și materiale de extrudare și țevi utilizate în industria auto;
6101: Bare de înaltă rezistență, conductori electrici si materiale radiatoare pentru autobuze;
6151: Folosit pentru forjarea pieselor arborelui cotit, piese de mașini și producție de inele laminate, pentru aplicații care necesită o forjabilitate bună, putere mare, și rezistență bună la coroziune;
6201: Tije și fire conductoare de înaltă rezistență;
6205: Placi groase, pedale și extruzii foarte rezistente la impact;
6262: Piese filetate cu solicitare ridicată care necesită o rezistență la coroziune mai bună decât 2011 și 2017 aliaje;
6351: Piese structurale extrudate ale vehiculelor, conducte pentru apă, ulei, etc.;
6463: Constructii si diverse profile de aparate, precum și piese decorative pentru autovehicule cu suprafețe luminoase după imersare strălucitoare și tratament de anodizare;
6060, 6063, 6063A, 6463, și 6463A sunt adesea folosite în producția de profile de clădiri, și aliajul 6463A este utilizat exclusiv pentru producerea de profile de aluminiu argintiu strălucitor (aspect ca o oglindă).
6063Un aliaj este adesea folosit în producția de profile arhitecturale care necesită o rezistență puțin mai mare decât 6063 aliaj, precum materialele peretelui cortină.
6061, 6082, 6106, 6005, 6005A, 6351 aliajele sunt utilizate pe scară largă în părțile structurale mari care necesită o rezistență bună la coroziune, cum ar fi placa inferioară a recipientului frigorific, piese de cadru de camion, piesele structurii superioare ale navei, părți structurale ale vehiculelor feroviare și alte părți structurale mecanice .
6101 și aliajele 6101B sunt folosite pentru a produce profile din aliaj de aluminiu pentru conducerea metroului.
6563 aliajul este utilizat în principal pentru a produce profile de radiatoare.
2024, 5A02, 7005, 7020, 7075 sunt aliaje de înaltă rezistență, care sunt folosite mai ales în nave spațiale, echipament mecanic, Lichidul de aluminiu și azotul sau argonul și agentul de rafinare ating scopul de degazare și îndepărtare a zgurii sub o anumită rotație a rotorului de grafit.
Diagrama fluxului procesului de topire
Materiale→încărcare→topire→agitare→aliere→reținere→degazare→rafinare→turnare billet→omogenizare→tăiere
Topirea este procesul de producere a profilului de aluminiu.
Conform materiilor prime și structurii produsului, o alegere rezonabilă a procesului de turnare a profilului de aluminiu este cheia pentru asigurarea calității produsului, reducerea consumului de energie și îmbunătățirea eficienței producției.
Deci, care este procesul de topire și turnare a profilelor de aluminiu?
1. Materii prime lingouri de aluminiu
Înainte de producție, în funcție de diferite aliaje și diferite cantități de cerere de tăgle de aluminiu, face lingouri de aluminiu, lingouri de magneziu, lingouri de siliciu, lingouri de cupru și materiale auxiliare gata în atelier.
2. Încărcare prin topire
Folosiți stivuitorul pentru a încărca materiile prime în cuptorul de topire.
3.Topire
După adăugarea de materii prime suficiente în cuptor, folosiți gaze naturale pentru a încălzi până la 700-730℃, și apoi lingoul de aluminiu se va topi în stare lichidă.
4. Rafinare
Agenți de adăugare pentru îndepărtarea impurităților din aluminiul topit.
5.Turnare
25~35 de secunde după ce aluminiul topit este umplut cu distribuitorul, apa de răcire este pornită. Viteza de turnare este de 70~80% din viteza normală, iar viteza este crescută la viteza normală după căderea cu 40-50 mm.
6. Omogenizare
Taglele din aluminiu sunt supuse unui tratament secundar de omogenizare.
7. Tăiere țagle din aluminiu
Îndepărtați părțile neregulate de la capetele din față și din spate ale taglelor de aluminiu
8. Depozit
Taglele de aluminiu sunt împachetate în depozit și plasate.
In general vorbind, Topirea aluminiului este de a transforma lingourile de aluminiu în țagle de aluminiu, busteni sau alte produse finite sau semifabricate prin procesul de aliere, agitând, permanent, rafinare, și smulgere.
Producția de topire și turnare este un proces extrem de important în producția de produse de extrudare din aluminiu și aliaje de aluminiu.
Calitatea taglelor de aluminiu afectează direct randamentul, calitatea și performanța produselor de extrudare a aluminiului.
Acum obținem țaglele pentru extrudare, matrița de extrudare și materiile prime sunt gata pentru extrudare.
III Procesul de extrudare
Extrudarea aluminiului - Un proces prin care aluminiul este forțat într-o matriță personalizată și are ca rezultat o secțiune transversală constantă care utilizează toate proprietățile metalului.
Deoarece matrițele de extrudare au fost proiectate și țaglele de aluminiu sunt disponibile. Totul este gata pentru extrudarea aluminiului.
Procesul de extrudare a aluminiului este o metodă de prelucrare care aplică o presiune puternică țaglei metalice plasate în camera matriței. (sau cilindru de extrudare), forțând țagla metalică să producă deformare plastică direcțională, și extrudarea din orificiul matriței a matriței de extrudare pentru a obține forma și dimensiunea secțiunii dorite cu anumite proprietăți mecanice piese sau produse semifabricate.
Tipuri de proces de extrudare
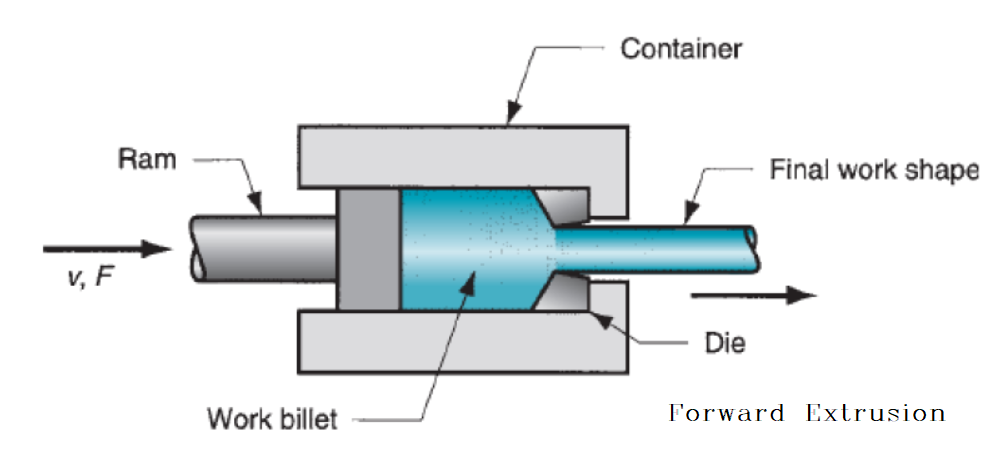
Extrudare înainte
Extrudare înainte, cunoscută și sub denumirea de extrudare directă, este cel mai comun proces de extrudare. Funcționează prin plasarea țaglei într-un recipient cu pereți grei.
Tagla este împinsă prin matriță de un berbec sau șurub.
Există un bloc manechin reutilizabil între berbec și țagla pentru a le menține separate.
Dezavantajul major al acestui procedeu este că forța necesară pentru extrudarea țaglei este mai mare decât cea necesară în procesul de extrudare indirectă din cauza forțelor de frecare introduse de necesitatea ca țagla să parcurgă întreaga lungime a containerului..
Din cauza asta, cea mai mare forță necesară este la începutul procesului și scade încet pe măsură ce țagla este epuizată.
La capătul țaglei, forța crește foarte mult deoarece țagla este subțire și materialul trebuie să curgă radial pentru a ieși din matriță. Sfârșitul taglei (numit capătul fundului) nu este folosit din acest motiv.[i]
[i] https://en.wikipedia.org/wiki/Extrusion
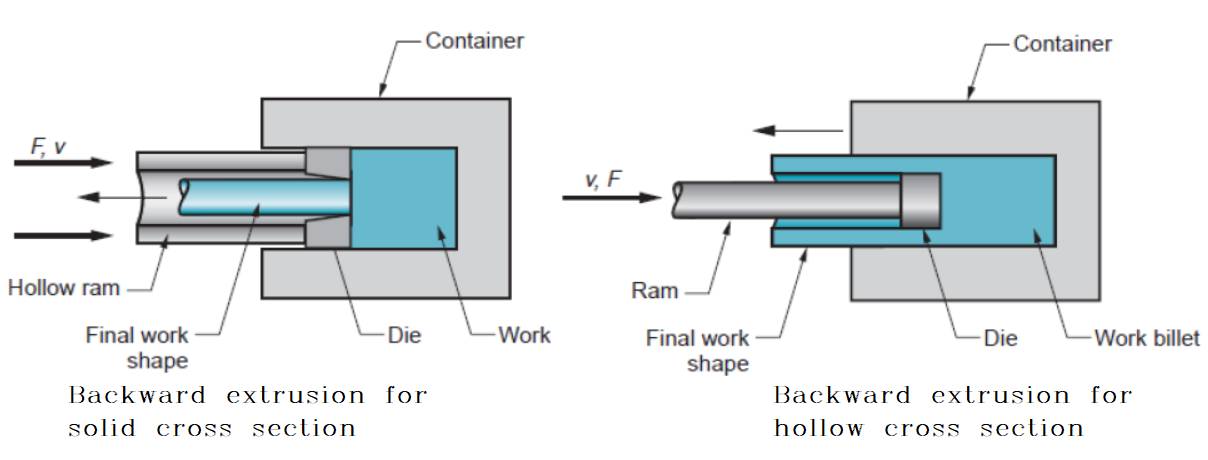
Extrudare înapoi
Extrudare înapoi, cunoscută și sub denumirea de extrudare indirectă, țagla și containerul se mișcă împreună în timp ce matrița este staționară.
Moarul este ținut pe loc de a “tulpina” care trebuie să fie mai mare decât lungimea recipientului.
Lungimea maximă a extrudarii este în cele din urmă dictată de rezistența coloanei tijei.
Deoarece țagla se mișcă odată cu containerul, forțele de frecare sunt eliminate.
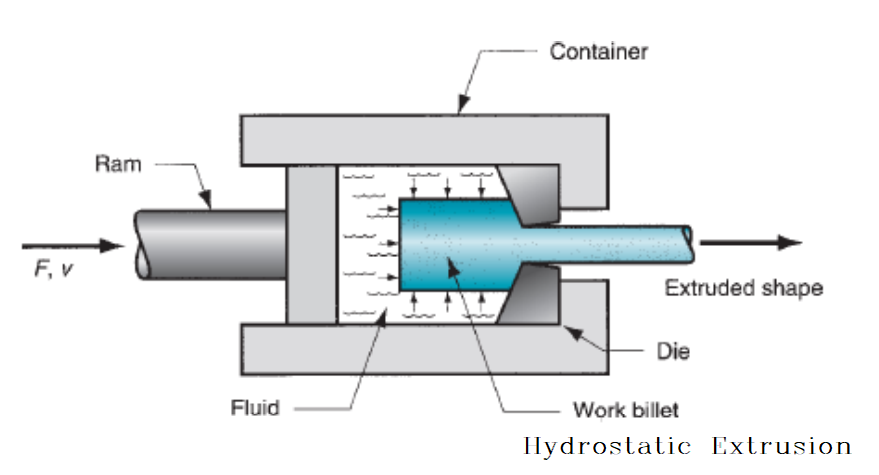
Extrudare hidrostatică
În procesul de extrudare hidrostatică, ţagla este complet înconjurată de un lichid sub presiune, cu excepția cazului în care țagla intră în contact cu matrița.
Acest proces se poate face la cald, cald, sau frig, in orice caz, temperatura este limitată de stabilitatea fluidului utilizat.
Procesul trebuie efectuat într-un cilindru etanș pentru a conține mediul hidrostatic.
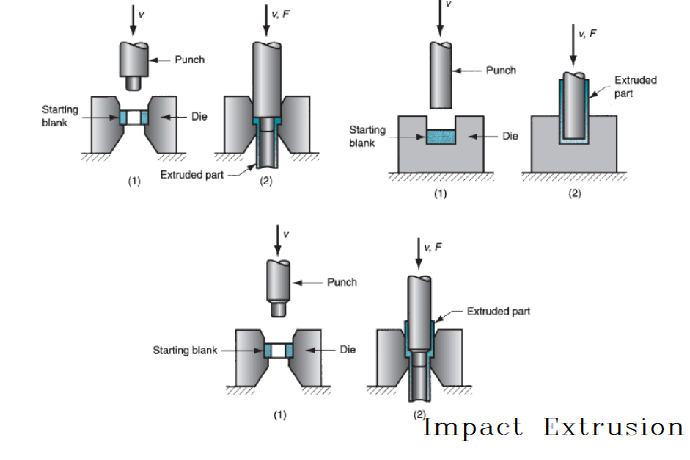
Extrudarea prin impact
Extrudarea prin impact este un proces de fabricație asemănător extrudarii și trefilării prin care produsele sunt realizate cu un melc de metal.. Limacul este presat cu o viteză mare cu o forță extremă într-o matriță sau matriță printr-un pumn.[i]
Extrudarea prin impact se realizează la viteze mai mari și curse mai scurte decât extrudarea convențională.
Este folosit pentru a face componente individuale. Așa cum sugerează și numele, poansonul afectează partea de lucru, mai degrabă decât să aplice pur și simplu presiune asupra acesteia.
[i] https://en.wikipedia.org/wiki/Impact_extrusion
Avantajele procesului de extrudare a aluminiului
1. În timpul procesului de extrudare, metalul extrudat poate obține o stare de efort de compresie tridimensională mai intensă și uniformă în zona de deformare decât forjarea prin laminare, care poate da joc deplin plasticității metalului prelucrat în sine;
2. Procesul de extrudare poate produce nu numai tije, tuburi, forme, și produse din sârmă cu forme simple de secțiune transversală, dar si profile si tuburi cu forme complexe de sectiune transversala;
3. Procesul de extrudare are o mare flexibilitate. Trebuie doar să înlocuiască instrumentele de extrudare, cum ar fi matrițele, pentru a produce produse cu diferite forme, specificații și varietăți pe un singur echipament. Operația de înlocuire a matrițelor de extrudare este simplă, rapid, economisitor de timp și eficient;
4. Precizia produselor extrudate este mare, calitatea suprafeței produselor este bună, iar rata de utilizare și randamentul materialelor metalice sunt îmbunătățite;
5. Procesul de extrudare are un efect bun asupra proprietăților mecanice ale metalului;
6.Fluxul procesului este scurt și producția este convenabilă. Extrudarea unică poate obține o structură generală cu o suprafață mai mare decât forjarea cu matriță la cald sau laminarea prin formare. Investiția în echipamente este redusă, costul matriței este scăzut, iar beneficiul economic este mare;
7. Aliajul de aluminiu are caracteristici bune de extrudare și este deosebit de potrivit pentru prelucrarea prin extrudare. Poate fi procesat printr-o varietate de procese de extrudare și o varietate de structuri de matriță.
Etapa procesului de extrudare
Tagle de aluminiu→ Incalzire in cuptorul de incalzire multi-billet cu forfecare la cald → temperatura ajunge la 480°C si temperatura se mentine 1h → matrita este incalzita la 480°C → matrita este asezata in baza matritei → alimentare → extrudare → extractor → îndreptare → îmbătrânire → îmbătrânire făcută→ răcire → completă
1. Puneți țagle de aluminiu pe suport. Lăsați un anumit spațiu între țaglele de aluminiu. Aveți grijă să nu stivuiți țaglele de aluminiu, in caz contrar, va crește dificultatea operatorului și va provoca căderea țaglelor de aluminiu și va răni personalul în timpul operațiunii;
2. Operați strict în conformitate cu fluxul procesului. Loc 12 țagle de aluminiu în cuptor și încălziți-le. Când timpul de încălzire ajunge la 3,5 ore, temperatura ajunge la 480℃, iar apoi producția normală poate fi efectuată după conservarea căldurii timp de 1 oră;
3. conținutul de hidrogen al lichidului de aluminiu trebuie menținut la un nivel scăzut, puneți matrița de extrudare în cuptorul de încălzire a matriței și încălziți-o pentru a face ca temperatura matriței să ajungă la 480 ℃;
4. După încălzirea și conservarea căldurii țaglelor și matriței de aluminiu este finalizată, puneți matrița în baza de matriță a mașinii de extrudare și pregătiți;
5. Puneți țagle scurte de aluminiu în intrarea de materie primă a extruderului pentru a se pregăti pentru extrudare;
6. Intrarea în etapa de extrudare. După ce profilul extrudat iese din orificiul de descărcare, este tras de extractor, iar apoi se determină lungimea pentru tăiere, iar apoi profilul de aluminiu este trimis la masa de nivelare pentru îndreptare. Profilul de aluminiu poate fi transportat în zona produsului finit pentru tăierea la lungime.
7. Încărcați profilul de aluminiu tăiat în cadrul materialului conform cerințelor, transportă-l în zona de îmbătrânire, intră în cuptorul de îmbătrânire, și efectuează tratamentul de îmbătrânire.
8. După ce temperatura de îmbătrânire atinge 200℃, tine-l 2h, și apoi așteptați ca acesta să fie descărcat din cuptor;
Când este descărcat, intră în etapa de răcire, care poate fi răcit prin răcire naturală sau cu un răcitor. În acest moment, lucrarea de extrudare este finalizată, iar extrudarea profilelor de aluminiu cu aspect calificat calitate și formă și dimensiune este finalizată.
Extrudarea aluminiului va fi realizată pe o linie de producție automată constând din încălzirea țaglelor, extrudare, răcire, îndreptarea tensiunii, tăiere și alte procese.
Echipamente pe linia de producție, inclusiv cuptor de încălzire cu tagle multiple cu forfecare pentru bușteni la cald, presa de extrudare, masa finală, stivuitor, transportor de profil, pat de răcire, mașină de îndreptat, platforma de depozitare, tractor, mașină de tăiat profile, cuptor de îmbătrânire, Lichidul de aluminiu și azotul sau argonul și agentul de rafinare ating scopul de degazare și îndepărtare a zgurii sub o anumită rotație a rotorului de grafit.
Informații aprofundate despre procesul de extrudare a aluminiului
Informații despre procesul de extrudare a aluminiului
extrudare este definit ca procesul de modelare a materialului, precum aluminiul, forțându-l să curgă printr-o deschidere formată dintr-o matriță.
Materialul extrudat iese ca o piesă alungită cu același profil ca și deschiderea matriței.
Dimensiunea presei determină cât de mare poate fi produsă o extrudare.
Dimensiunea extrudarii este măsurată prin cea mai lungă dimensiune a secțiunii transversale, adică. se încadrează într-un cerc circumscris.
Un cerc circumscris este cel mai mic cerc care va cuprinde complet secțiunea transversală a unei forme extrudate.
Cel mai important factor de reținut în procesul de extrudare este temperatura.
Temperatura este cea mai critică deoarece oferă aluminiului caracteristicile dorite, cum ar fi duritatea și finisajele.
Etapele procesului de extrudare sunt următoarele:
1. Billetele trebuie încălzite la aproximativ 800-925 ° F.
2. După ce o țagle atinge temperatura dorită, este transferat la încărcător, unde se adaugă o peliculă subțire de smut sau lubrifiant la țagla și la berbec. Smut-ul acționează ca un agent de despărțire (lubrifiant) care împiedică cele două părți să se lipească.
3. Tagla este transferată în leagăn.
4. Berbecul aplică presiune asupra blocului manechin care, la rândul său,, împinge țagla până când se află în interiorul recipientului.
5. Sub presiune, țagla este zdrobită de matriță, devenind din ce în ce mai scurtă și mai lată până când are contact complet cu pereții containerului. În timp ce aluminiul este împins prin matriță, azotul lichid curge în jurul unor secțiuni ale matriței pentru a o răci. Aceasta crește durata de viață a matriței și creează o atmosferă inertă care împiedică formarea oxizilor pe forma extrudată.. În unele cazuri, azotul gazos este utilizat în locul azotului lichid. Azotul gazos nu răcește matrița, dar creează o atmosferă inertă.
6. Ca urmare a presiunii adăugate țaglei, metalul moale, dar solid, începe să se strecoare prin deschiderea matriței.
7. Pe măsură ce o extrudare iese din presă, temperatura este luată cu o tehnologie True Temperature (3T) instrument montat pe platoul presei. 3T înregistrează temperatura de ieșire a extrudarii de aluminiu. Scopul principal al cunoașterii temperaturii este menținerea vitezei maxime de presare. Temperatura țintă de ieșire pentru extrudare depinde de aliaj. De exemplu, temperatura țintă de ieșire pentru aliaje 6063, 6463, 6063A, și 6101 este 930° F (minim). Temperatura țintă de ieșire pentru aliajele 6005A,și 6061 este 950° F (minim).
8. Extrudările sunt împinse din matriță către masa de curățare și extractor, care ghidează metalul pe masa de curățare în timpul extrudarii. În timp ce era tras, extrudarea este răcită de o serie de ventilatoare pe toată lungimea mesei de curgere și răcire. (conținutul de hidrogen al lichidului de aluminiu trebuie menținut la un nivel scăzut: Aliaj 6061 este stins cu apă, precum și cu aer
9. Nu toată țagla poate fi folosită. Ce a mai rămas (fundul) contine oxizi din pielea taglelor. Capul este tăiat și aruncat în timp ce o altă țagle este încărcată și sudată la o țagle încărcată anterior, iar procesul de extrudare continuă.
10. Când extrudarea atinge lungimea dorită, extrudarea este tăiată cu un ferăstrău de profil sau o foarfecă.
11. Metalul este transferat (prin sisteme de grinzi de mers beltor) de la masa de rulare la masa de răcire.
12. După ce aluminiul s-a răcit și s-a mutat de-a lungul mesei de răcire, este apoi mutat pe targă. Întinderea îndreptează extrudarile și efectuează „călirea prin lucru” (realinierea moleculară care conferă aluminiului duritate crescută și rezistență îmbunătățită).
13. Următorul pas este tăierea. După ce extrudarile au fost întinse, acestea sunt transferate pe o masă de ferăstrău și tăiate la lungimi specifice. Toleranța de tăiere a ferăstrăilor este 1/8 inch sau mai mare, in functie de lungimea fierastraului.
14. După ce piesele au fost tăiate, sunt încărcate pe un dispozitiv de transport și mutate în cuptoare vechi. Tratarea termică sau îmbătrânirea artificială întărește metalul prin accelerarea procesului de îmbătrânire într-un mediu cu temperatură controlată pentru o anumită perioadă de timp.
Extrudare directă și indirectă
Există două tipuri de procese de extrudare, directe si indirecte.
extrudare directă este un proces în care capul matriței este ținut staționar și un berbec în mișcare forțează metalul să treacă prin el.
extrudare indirectă este un proces în care țagla rămâne staționară în timp ce ansamblul matriței este situat la capătul berbecului, se mișcă împotriva țaglei creând presiunea necesară pentru ca metalul să curgă prin matriță.
Temperament
Temperatul este combinația de duritate și rezistență a aluminiului produsă de tratamente mecanice și/sau termice.
Măsurile folosite pentru a testa proprietățile mecanice ale aluminiului sunt la tracțiune, Randament, si alungirea.
Întinderea este o indicație a sarcinii maxime de tragere pe care o poate suporta un material fără a se defecta, de obicei măsurată în lire sterline pe inch pătrat de suprafață a secțiunii transversale.
Curajul este tensiunea la care un material prezintă pentru prima dată un anumit set permanent.
Alungirea este procentul maxim de întindere pe care un material va rezista înainte de rupere.
O gamă definită de proprietăți ale aliajului și temperării trebuie îndeplinită pentru a satisface cerințele certificatului de conformitate.
Duritatea Rockwell este un test de duritate a indentării bazat pe adâncimea de penetrare a unui penetrator specificat într-un eșantion în anumite condiții fixe..
Webster este un indicator relativ al durității, dar nu garantează cerințele certificatului de conformitate.
Factori care afectează extrudarea
Forma este un factor determinant în costul piesei și ușurința cu care poate fi extrudată. În extrudare pot fi extrudate o mare varietate de forme, dar sunt factori limitativi de luat în considerare.
Acestea includ dimensiunea, formă, aliaj, raportul de extrudare, raportul limbii, toleranţă, finalizarea, factor, și raportul de resturi.
Dacă o parte este dincolo de limitele acestor factori, nu poate fi extrudat cu succes.
Marimea, formă, aliaj, raportul de extrudare, raportul limbii, toleranţă, finalizarea, și raportul deșeurilor sunt interrelaționați în procesul de extrudare, ca și viteza de extrudare, temperatura taglei, presiunea de extrudare și aliajul care este extrudat.
În general, viteza de extrudare variază direct cu temperatura metalului și presiunea dezvoltată în interiorul recipientului.
Temperatura și presiunea sunt limitate de aliajul utilizat și de forma extrudată.
De exemplu, temperaturile de extrudare mai scăzute vor produce de obicei forme cu suprafețe de calitate mai bună și dimensiuni mai precise.
Temperaturile mai scăzute necesită presiuni mai mari. Uneori, din cauza limitărilor de presiune, se ajunge la un punct în care este imposibilă extrudarea unei forme printr-o presă dată.
Temperatura preferată din țagle este cea care asigură condiții acceptabile de suprafață și toleranță și, in acelasi timp, permite cel mai scurt timp posibil de ciclu.
Ideal este extrudarea taglelor la cea mai scăzută temperatură pe care o permite procesul.
O excepție de la aceasta o reprezintă așa-numitele aliaje prin presare, dintre care majoritatea sunt în 6000 serie.
Cu aceste aliaje, temperaturile de tratare termică a soluției într-un interval de 930°-980° F trebuie atinse la ieșirea matriței pentru a dezvolta proprietăți mecanice optime.
La temperaturi și viteze de extrudare excesiv de ridicate, fluxul de metal devine mai fluid.
Metalul, căutând calea celei mai mici rezistenţe, tinde să umple golurile mai mari din fața matriței, și rezistă la intrarea în zone restrânse.
In acele conditii, dimensiunile formei tind să scadă sub toleranțele admise, în special cele cu proeminențe sau nervuri subțiri.
Un alt rezultat al temperaturilor și vitezei excesive de extrudare este ruperea metalului la marginile subțiri sau colțurile ascuțite.
Acest lucru rezultă din scăderea rezistenței la tracțiune a metalului la temperaturi generate excesiv de ridicate.
La asemenea viteze și temperaturi, contactul dintre metal și suprafețele de rulment al matriței este probabil să fie incomplet și neuniform, iar orice tendință spre valuri și răsuciri în formă se intensifică.
Ca o regula, proprietățile mecanice mai mari ale unui aliaj înseamnă o viteză de extrudare mai mică.
Frecare mai mare între țagle și peretele căptușelii are ca rezultat un timp mai lung necesar pentru a începe extrudarea țaglei.
Raportul de extrudare al unei forme este o indicație clară a cantității de lucru mecanic care va avea loc pe măsură ce forma este extrudată.
Raportul de extrudare = aria țaglei/aria formei
Când raportul de extrudare al unei secțiuni este scăzut, porțiunile formei care implică cea mai mare masă de metal vor avea puține lucrări mecanice efectuate asupra acesteia.
Acest lucru este valabil mai ales pentru aproximativ primele zece picioare de metal extrudat.
Structura sa metalurgică se va apropia de turnat (cereale grosiere) condiție.
Această structură este slabă din punct de vedere mecanic și formează cu un raport de extrudare mai mic de 10:1 nu poate fi garantată în ceea ce privește proprietățile mecanice.
Așa cum ar fi de așteptat, situaţia este inversă când raportul de extrudare este mare.
Este necesară o presiune mai mare pentru a forța metalul să treacă prin deschiderile mai mici din matriță și va avea loc o muncă mecanică extremă.
Raporturile de extrudare acceptabile în mod normal pentru aliajele dure sunt limitate la 35:1 iar pentru aliaje moi, este 100:1.
Intervalul normal al raportului de extrudare pentru aliajele dure este de la 10:1 la 35:1, iar pentru aliajele moi este 10:1 la 100:1.
Aceste limite nu trebuie considerate absolute, deoarece forma reală a extrudarii poate afecta rezultatele.
Cu cât raportul de extrudare este mai mare, cu atât piesa este mai greu de extrudat, ceea ce este rezultatul rezistenței crescute la curgerea metalului.
Aliajele dure necesită presiune maximă pentru extrudare și sunt și mai dificile din cauza caracteristicilor lor slabe ale suprafeței, care necesită cea mai scăzută temperatură posibilă a taglelor..
Factorul de dificultate este, de asemenea, utilizat pentru a determina performanța de extrudare a unei piese.
Factorul este perimetrul formei împărțit la greutatea pe picior. Factor = perimetrul formei/greutatea pe picior.
Greutatea pe picior este de o importanță primordială din cauza luării în considerare a unei operațiuni profitabile a presei.
După cum ar putea părea evident, o secțiune mai ușoară necesită în mod normal o presă mai mică pentru ao extruda.
in orice caz, alți factori pot solicita o presă de capacitate mai mare, cum ar fi o mare, perete subțire formă gol.
Deși are o greutate redusă pe picior, poate fi nevoie de mai mult tonaj de presare pentru ao extruda.
Același raționament se aplică factorului ca și raportului de extrudare.
Un factor mai mare face piesa mai dificil de extrudat, afectând în consecință producția presei.
Raportul limbii joacă, de asemenea, un rol important în determinarea performanței de extrudare a unei piese.
Raportul lambului unei extruzii este determinat după cum urmează: pătratează cea mai mică deschidere către gol, calculați aria totală a formei, și apoi împărțiți deschiderea la pătrat la suprafață.
Cu cât raportul este mai mare, cu atât piesa va fi mai dificil de extrudat.
Brightstar Aluminium Machinery oferă corector de formă a profilului de aluminiu, masina de lustruit profile de aluminiu, mașină de ambalat profil de aluminiu, mașină de periat și curățat defecte de suprafață din profil de aluminiu, aplicator de film din profil de aluminiu și echipamente auxiliare pentru clienții noștri, nu numai furnizorul, ci și furnizorul de soluții și furnizorul de servicii cu valoare adăugată ridicată!
Cum să optimizați procesele de extrudare și tratare termică a aluminiului
Optimizarea proceselor de extrudare și tratare termică a aluminiului
1. Încălzirea biletului și temperatura de extrudare
Temperatura de extrudare este cel mai elementar și critic factor de proces pentru producția de extrudare.
Temperatura de extrudare are un impact mare asupra calității produsului, eficienta productiei, viata mucegaiului, consumul de energie și așa mai departe.
Cea mai importantă problemă a extrudarii este controlul temperaturii metalului.
De la începutul încălzirii țaglei până la călirea profilului extrudat, se asigură că structura fazei dizolvabile nu precipită din soluția solidă și nu prezintă dispersie de particule mici.
Temperatura de încălzire a 6063 țagla de aliaj este în general stabilită în intervalul de temperatură de precipitare a Mg2Si.
Timpul de încălzire are o influență importantă asupra precipitației Mg2Si. Încălzirea rapidă poate reduce foarte mult timpul de precipitare.
În general, temperatura de încălzire a 6063 taglele din aliaj pot fi setate ca: tagle neomogenizate: 460-520 °C; tagle omogenizate: 430-480 °C.
Temperatura de extrudare este reglată în timpul funcționării în funcție de produs și de presiunea unității.
Temperatura taglelor din zona de deformare se modifică în timpul procesului de extrudare.
Pe măsură ce procesul de extrudare este finalizat, temperatura zonei de deformare crește treptat odată cu creșterea vitezei de extrudare.
Prin urmare, pentru a preveni apariția fisurilor, viteza de extrudare trebuie redusă treptat pe măsură ce procesul de extrudare progresează și temperatura zonei de deformare crește.
2. Controlați viteza de extrudare a aluminiului
Viteza de extrudare trebuie controlată cu atenție în timpul procesului de extrudare.
Viteza de extrudare are o influență importantă asupra efectului termic de deformare, uniformitatea deformarii, proces de recristalizare și soluție solidă, proprietățile mecanice ale produsului și calitatea suprafeței produsului.
Dacă viteza de extrudare este prea mare, va exista o tendință de pitting, cracare, Lichidul de aluminiu și azotul sau argonul și agentul de rafinare ating scopul de degazare și îndepărtare a zgurii sub o anumită rotație a rotorului de grafit. pe suprafata produsului.
conținutul de hidrogen al lichidului de aluminiu trebuie menținut la un nivel scăzut, viteza de extrudare este prea mare, ceea ce mărește denivelarea deformarii metalului.
Viteza de scurgere în timpul extrudarii depinde de tipul de aliaj și de formă, dimensiunea și starea suprafeței profilelor.
Viteza de extrudare a 6063 profil de aliaj (viteza de scurgere a metalului) poate fi selectat din 20 la 100 m/min.
Odată cu progresul tehnologiei moderne, viteza de extrudare poate fi controlată prin control program sau program de simulare, și noi tehnologii precum procesul de extrudare izotermă și CADEX sunt de asemenea dezvoltate.
Prin ajustarea automată a vitezei de extrudare pentru a menține temperatura zonei de deformare într-un anumit interval constant, se poate realiza extrudarea rapidă fără fisurare.
Pentru a îmbunătăți eficiența producției, multe măsuri pot fi luate în acest proces.
Când se utilizează încălzirea prin inducție, există un gradient de temperatură de 40-60 °C (încălzire în gradient) pe lungimea taglelor. Când se efectuează extrudarea, capătul la temperatură înaltă este orientat spre matrița de extrudare, iar capătul cu temperatură scăzută este orientat spre tamponul de presare pentru a echilibra o parte a căldurii de deformare.
Matrița răcită cu apă este extrudată, acesta este, răcire forțată la capătul din spate al matriței, iar testul demonstrează că viteza de extrudare poate fi mărită cu 30%-50%.
În ultimii ani, mucegaiul (matriță de extrudare) a fost răcit cu azot sau azot lichid în străinătate pentru a crește viteza de extrudare, îmbunătățește durata de viață a matriței și îmbunătățește calitatea suprafeței profilului.
În timpul procesului de extrudare, azotul este introdus la ieșirea din matrița de extrudare, care poate micșora rapid produsul răcit, răciți matrița de extrudare și metalul din zona de deformare, iar căldura de deformare este îndepărtată, în timp ce orificiul de evacuare a matriței este înconjurat de atmosferă de azot.
Control, reducerea oxidării aluminiului, reducând lipirea și acumularea de alumină, astfel încât răcirea azotului îmbunătățește calitatea suprafeței produsului, care poate crește foarte mult viteza de extrudare. CADEX este un nou proces de extrudare dezvoltat recent.
Temperatura de extrudare, viteza de extrudare și forța de extrudare în procesul de extrudare formează un sistem în buclă închisă pentru a maximiza viteza de extrudare și eficiența producției, asigurând totodată cel mai bun. Performanţă.
3. stingere
Călirea 6063-T5 este de a păstra Mg2Si dizolvat în metalul de bază la o temperatură ridicată și apoi răcit rapid la temperatura normală.
Viteza de răcire este adesea proporțională cu puterea fazei de întărire.
The 6063 aliajul are o viteză minimă de răcire de 38 °C / min și, prin urmare, este potrivit pentru stingerea răcită cu aer.
Schimbarea ventilatorului de tiraj și a vitezei nominale a ventilatorului poate modifica intensitatea de răcire pentru a reduce temperatura produsului la mai jos 60 °C înainte de îndreptarea sub tensiune.
4. Îndreptarea tensiunii
După ce profilul este scos, este de obicei tras de un extractor. Când extractorul funcționează, produsului i se dă o anumită tensiune de tracțiune, și se mișcă simultan cu viteza de ieșire a produsului.
Scopul utilizării extractorului este de a reduce lungimea și neuniformitatea extrudarii cu mai multe linii, și, de asemenea, pentru a preveni răsucirea și îndoirea profilului după orificiul matriței, ceea ce aduce probleme la îndreptarea tensiunii.
Îndreptarea la tensiune nu numai că elimină forma longitudinală a articolului, dar ii reduce si stresul rezidual, îmbunătățește proprietățile de rezistență și își menține suprafața bună.
5. Îmbătrânirea extrudarii aluminiului
Tratamentul de îmbătrânire necesită o temperatură uniformă, iar diferența de temperatură nu depășește ±3-5 °C.
Temperatura de îmbătrânire a 6063 aliajul este în general 200 °C. Timpul de îmbătrânire este 1-2 ore.
Pentru a îmbunătăți proprietățile mecanice, este eficient și la 180-190 °C pentru 3-4 ore, dar eficiența producției va fi redusă.
Brightstar Aluminium Machinery oferă clienților noștri echipamente auxiliare din aluminiu, nu numai cuptor de încălzire cu tagle multiple cu forfecare pentru bușteni la cald, corector de formă a profilului de aluminiu, mașină de ambalat profil de aluminiu, dar și mașină mecanică de tratare a suprafețelor, ca mașină de sublimare cu efect de boabe de lemn, masina de lustruit profile de aluminiu, mașină de periat și curățat defecte de suprafață din profil de aluminiu, Lichidul de aluminiu și azotul sau argonul și agentul de rafinare ating scopul de degazare și îndepărtare a zgurii sub o anumită rotație a rotorului de grafit.
Oferim o soluție totală pentru proiectul dvs. de aluminiu și proiectul la cheie și pachetul de oferte!
Contactați-ne acum pentru a obține o cotație de încredere, fără obligații, pentru mașina dvs. de aluminiu.
Cum să reduceți costul de producție al fabricii de profile de aluminiu
Aici sunt 7 soluții pentru reducerea costurilor de producție și creșterea profitului în fabricile de extrudare a aluminiului
1. Reduceți defectele profilelor de aluminiu
Defectele profilelor de aluminiu sunt un factor care duce la deseuri. Un mic defect al profilului de aluminiu va elimina întreaga tăietură la lungimea profilului de aluminiu.
Datorită valorii adăugate ridicate a profilelor din aluminiu, Producătorii de extrudare ar trebui să depună toate eforturile pentru a reduce defectele profilelor de aluminiu.
2. Reduceți timpul ciclului de non-extruziune
Durata ciclului de non-extruziune - Presupunând că eficiența de producție a extrudarii profilului de aluminiu este 30 bucăți țagle pe oră, fiecare ciclu fără extrudare economisește 10 secunde, asa de 10(al doilea)*30(buc)*24(ora)=7200 secunde, atunci puteți crește timpul de extrudare cu 2 ore pe zi, 2 ore înseamnă mai mult decât 8% a ieșirii este echivalentă cu o reducere de 8% în costuri de conversie pe kg de profil.
3. Timp de nefuncţionare (întreruperea funcționării)
Pierderi uriașe din cauza perioadelor de nefuncționare (în exemplul nostru, pierderea timpului de nefuncționare este de 10-15 USD pe minut), ca să nu mai vorbim de capacitatea pierdută din cauza lipsei de ieșire în timpul opririi.
4. Viteza de extrudare
Eficiența producției adusă de matrițele de profil din aluminiu de înaltă tehnologie externalizate ar trebui luată în considerare cu atenție.
Dacă matrița din profil de aluminiu achiziționată poate atinge o viteză de extrudare mai mare decât matrița realizată de producătorul de extrudare însuși, atunci o comandă de mărime medie poate compensa costul suplimentar al achiziției matriței.
5. Folosind o matriță poroasă
Viteza de extrudare poate fi mărită cu 200% (2-gaura moara) sau chiar 300% (3-gaura moara), deci beneficiile economice vor fi mai mari.
6. Reduceți rata deșeurilor și creșteți eficiența producției și rația de calificare
În procesul, generarea de rebuturi ar trebui redusă pe cât posibil.
Pentru a minimiza deșeurile în producție și pentru a crește cantitatea de producție și pentru a maximiza procentul de calificare a produsului finit.
7. Utilizarea echipamentelor de producție automatizate și avansate
În producție sunt recomandate cuptorul de încălzire cu extractoare și țagle cu forfecare pentru bușteni, de asemenea aplicator automat de film din profil de aluminiu, mașină de ambalat profil de aluminiu și corector de formă a profilului de aluminiu poate fi folosit pentru a economisi costul forței de muncă, reduce costurile de producție și crește beneficiul.
What are the factors that affect extrusion force?
extrudare is a metal forming process in which a billet with a large cross-sectional area is reduced to a smaller cross-sectional area by forcing the billet to flow through a die.
The extrusion force refers to the pressure that the extrusion ram acts on the billets through the dummy block to make the metal flow out of the die hole.
În timpul procesului de extrudare, the extrusion force changes with the movement of the extrusion ram.
You can refer to the extrusion force change during the extrusion process.
The main factors affecting the extrusion force are: metal deformation resistance during extrusion, deformation degree (raportul de extrudare), viteza de extrudare, friction conditions between the billets and die contact surface, extrusion die angle, product section shape, billets length and extrusion method.
1. Extrusion temperature and deformation resistance
The extrusion force is proportional to the deformation resistance of the metal, but due to the non-uniformity of metal composition and temperature, the deformation resistance is also not uniform.
As the temperature increases, the deformation resistance of the metal decreases, and the extrusion force also decreases.
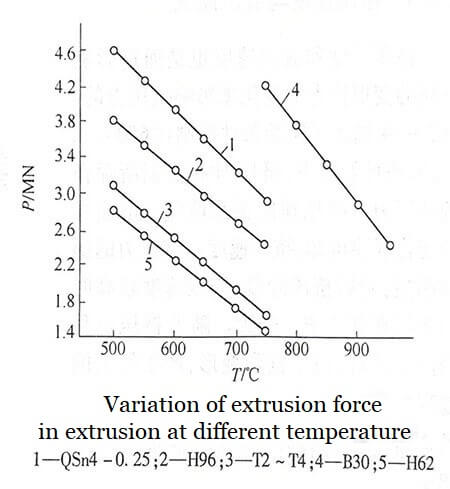 2. Degree of deformation
2. Degree of deformation
The degree of deformation is also proportional to the extrusion force.
As the degree of deformation (extrusion ratio λ) increases, the extrusion force increases.
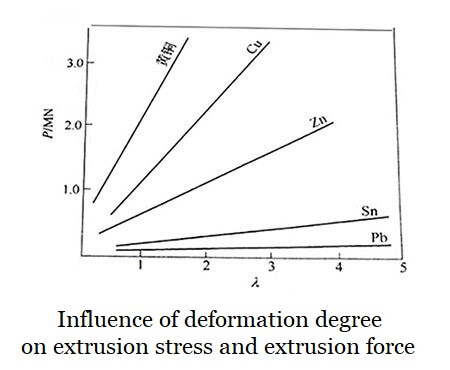 3. Extrusion speed and outflow speed
3. Extrusion speed and outflow speed
The extrusion speed and outflow speed also affect the extrusion force by affecting the deformation resistance of the metal.
At the beginning of the extrusion stage, the extrusion speed is high, and as the extrusion progresses, deformation heat is generated, and the extrusion force gradually decreases.
If a lower extrusion speed is adopted, the extrusion force may gradually increase due to the cooling effect of the extrusion cylinder.
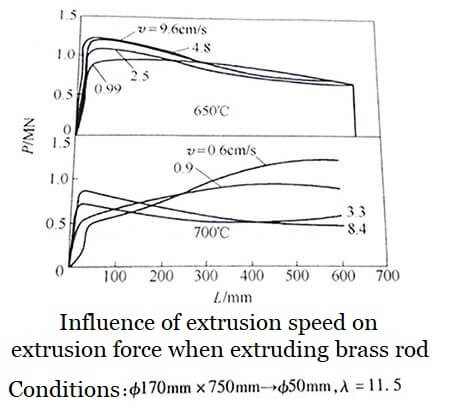
4. Friction and Lubrication
In the extrusion container, the deformation zone and the working belt, the metal is rubbed.
Friction increases, extrusion force increases, friction decreases, extrusion force decreases.
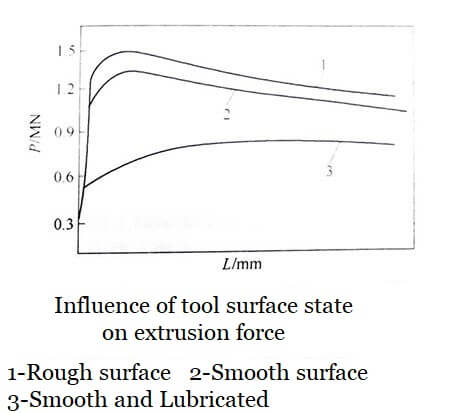
5. Extrusion die angle
Extrusion die angle is an important factor in the manufacturing process, as it is a large determinant in the flow of material.
The amount of force necessary to form a certain cross-section will vary with different die angles.
A lower angle will create more friction at the work-die interface.
The extrusion die angle has a significant effect on the extrusion force.
When the extrusion die angle changes from 0° to 90°, the extrusion force decreases as the angle α increases.
When α is between 45°-60°, the extrusion force has a minimum value, and as the angle continues to increase, the extrusion force begins to increase again.
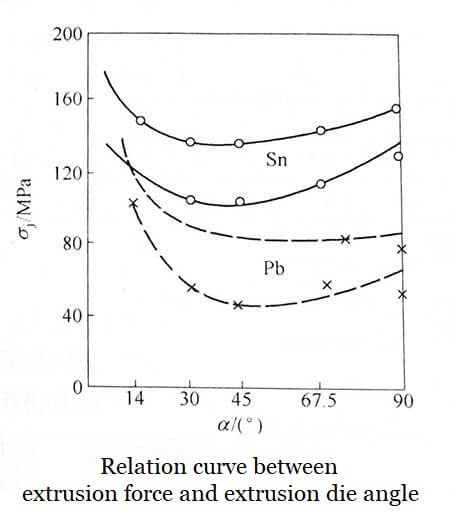 6. Product section shape
6. Product section shape
The cross-sectional shape of the product has a significant impact on the extrusion force only in the case of more complex conditions.
În general, the influence of the section coefficient is not considered.
7. Billet length
During forward extrusion, the billet and the extrusion cylinder have greater frictional force, so the longer the billet length, the greater the extrusion force.
During backward extrusion, the length of the billet has no effect on the extrusion force.
8. Extrusion method
For extrusion under the same conditions, the extrusion force of backward extrusion is generally 20-30% smaller than that of forward extrusion.
How to straighten the extruded aluminum profile without deformation
În general, aluminum extrusion without aging has low hardness, aluminum extrusion was applied widely in construction, automobile and industrial fields, and so how do aluminum profiles withstand loads without deformation?
In fact, it is not worthwhile to scrap aluminum profile when it is bent, it should not happen, and it can be avoided.
Asa de, how to reduce or avoid scrapping due to bending? Brightstar Aluminum Machinery as an aluminum equipment specialist, let’s help you solve this problem.
1. What can the straightening of extruded aluminum profiles play?
Eliminate the metal stress generated during the extrusion process, and control the size of the aluminum profiles.
2. Aluminum extrusion straightening
Straightening is a serious part of the bending of aluminum profiles.
The operator must pay attention to the force used for straightening.
If the force is too large, the aluminum profiles may be deformed, dimension close, orange peel, Lichidul de aluminiu și azotul sau argonul și agentul de rafinare ating scopul de degazare și îndepărtare a zgurii sub o anumită rotație a rotorului de grafit.
If the force is too small, aluminum profile will not be straightened, resulting in bending.
3. Profiles frame loading
This process is also very important.
After sawing in fixed length, aluminum profile will be loaded in profiles frames.
În acest moment, the operator should pay attention to: whether the material is large aluminum profile or small aluminum profile, hollow or solid aluminum profile?
In general vorbind, it is not easy to cause bending when the two ends of the large aluminum profiles and hollow aluminum shapes are lifted and frame loaded.
But small aluminum profiles and solid aluminum shapes can easily be bent when the two ends are lifted and frame loaded.
Lifting and frame loading should be carried out from both ends to the middle.
4. Aging and frame loading
After mill finish aluminum profiles have been aged, the hardness has reached the standard, and the aluminum profile is not so easy to bend, but it is still necessary to pay attention when frame loading.
When lifting the material at both ends, try to avoid strong fluctuations up and down, which will also cause the aged aluminum profile to bend.
Proprietățile fizice și chimice ale aluminiului și beneficiile sale
Aluminiul este moale, metal ușor argintiu.
Este foarte reactiv, astfel încât în atmosferă se formează rapid un strat de oxid subțire, dar la fel de protector..
Din acest motiv, este foarte rezistent la coroziune.
Printr-un tratament special, anodizare, i. e. un proces de oxidare electrolitică, suprafața de aluminiu protejată de stratul de oxid poate fi chiar întărită și făcută mai rezistentă la coroziune.
Aluminiul reacționează puternic cu acidul clorhidric și soda caustică.
Reacția cu acidul sulfuric este mai slabă, în timp ce rămâne pasiv în contact cu acidul azotic rece.
Proprietățile fizice și chimice ale aluminiului și beneficiile sale
Aluminiul are o bună conductivitate termică și electrică, în fiecare caz aproximativ două treimi din valorile cuprului pur.
Datorita configuratiei sale electronice, elementul are trei electroni de valență; numărul său de oxidare este deci +3.
- Punct de topire: 660 °C (pentru AL 99,99 conform. la compoziție / aliere mai mare resp. inferior)
- Punct de fierbere: 2500 °C (conform. la compoziție / aliere mai mare resp. inferior)
- Densitate: 2,70 g/cm³
- Masa atomică relativă 26,98
- Numărul de oxidare: 3
- Raza atomică: 143,1 p.m
- Raza ionică: 57 p.m (+3)
- Conductivitate electrică: 36 m/Ohm·mm²
9 Beneficiile aluminiului
1. Aluminiul este un metal ușor, aproximativ treimea din densitatea oțelului, cupru, și alamă.
2. Aluminiul are o bună rezistență la coroziune la atmosferele atmosferice și marine comune.
Rezistența sa la coroziune și rezistența la zgârieturi pot fi îmbunătățite prin anodizare.
3. Aluminiul are reflectivitate mare și poate fi folosit pentru aplicații decorative.
4. Unele aliaje de aluminiu pot egala sau chiar depăși rezistența oțelului de construcție obișnuit.
5. Aluminiul își păstrează duritatea la temperaturi foarte scăzute, fără a deveni casant ca oțelul carbon.
6. Aluminiul este un bun conductor de căldură și electricitate.
Când se măsoară prin aria secțiunii transversale egale, aluminiul de calitate electrică are o conductivitate care este de aproximativ 62% din cupru recoapt de calitate electrică.
in orice caz, în comparație folosind greutate egală, conductivitatea aluminiului este 204% de cupru.
7. Aluminiul este ușor prelucrat și format folosind o mare varietate de procese de formare, inclusiv în adâncime- tragere și rulare.
8. Aluminiul este netoxic și este utilizat în mod obișnuit în contact cu alimentele.
9. Aluminiul poate fi reciclat cu ușurință.
Povestea extrudarii aluminiului și a aluminiului
Originile aluminiului
În comparație cu alte metale precum cuprul, bronz, fier si otel, care au fost folosite de mii de ani, aluminiul este relativ tânăr, fiind identificat ca un metal elementar în 1807.
Aluminiul a fost mai întâi rafinat în 1825, iar la vremea aceea era considerat un metal luxos care era mai scump decât aurul.
Nu a fost până la sfârșitul anilor 1880, odată cu inventarea procesului de topire de către Hall și Héroult și dezvoltarea producției comerciale, că metalul argintiu a devenit accesibil pentru scopurile de zi cu zi.
Procesele inițiale de lucru au constat în rulare, turnare, și forjare.
Aluminiu
Denumirea de aluminiu este derivată din denumirea antică pentru alaun (sulfat de potasiu aluminiu), care era alumen (latin, adică sare amară).
Aluminiu a fost numele original dat elementului de către Humphry Davy, dar alții l-au numit aluminiu și acesta a devenit numele acceptat în Europa..
in orice caz, în SUA denumirea preferată era aluminiu și când Societatea Americană de Chimie a dezbătut această problemă, în 1925, a decis să rămână cu aluminiu.
Aluminiul este un metal moale și ușor.
Are un aspect argintiu tern, din cauza unui strat subțire de oxidare care se formează rapid atunci când este expus la aer.
Aluminiul este netoxic (ca metalul) nemagnetice și fără scântei.
Aluminiul are un singur izotop natural, aluminiu-27, care nu este radioactiv.
Caracteristici aluminiu:
Aluminiul este un material ușor, foarte conductiv, metal reflectorizant și netoxic care poate fi prelucrat cu ușurință.
Durabilitatea metalului și numeroasele proprietăți avantajoase îl fac un material ideal pentru multe aplicații industriale.
Aluminiul este, de asemenea, de mare ajutor atunci când aveți un grătar din aluminiu și este lăsat afară în ploaie, pentru ca aluminiul nu rugineste.
este, de asemenea, un element foarte dur și ușor și de aceea mașinile sunt făcute din el, si, de asemenea, pentru ca absoarbe socul de impact pentru atunci cand esti in accidente de masina, de aceea ar trebui să-l cumperi, deci, dacă intri într-un accident de mașină, aluminiul va absorbi cel mai mult impactul și vei fi în siguranță
Istoria aluminiului:
Compușii de aluminiu erau folosiți de egiptenii antici ca coloranți, cosmetice și medicamente, dar nu a fost până când 5000 ani mai târziu, oamenii au descoperit cum să mirosea aluminiu metalic pur.
Nu este surprinzator, dezvoltarea metodelor de producere a aluminiului metalic a coincis cu apariția electricității în secolul al XIX-lea, deoarece topirea aluminiului necesită cantități semnificative de energie electrică.
A avut loc o descoperire majoră în producția de aluminiu 1886 când Charles Martin Hall a descoperit că aluminiul poate fi produs folosind reducerea electrolitică.
Pana atunci, aluminiul fusese mai rar și mai scump decât aurul.
in orice caz, în doi ani de la descoperirea lui Hall, companiile de aluminiu erau înființate în Europa și America.
Pe parcursul secolului XX, cererea de aluminiu a crescut substanțial, în special în industria transporturilor și a ambalajelor.
Deși tehnicile de producție nu s-au schimbat substanțial, au devenit considerabil mai eficiente.
În ultimii 100 ani, cantitatea de energie consumată pentru a produce o unitate de aluminiu a scăzut 70%.
Istoria extrudarii aluminiului
Extrudarea aluminiului a fost aplicată în multe moduri inovatoare încă de la începuturile sale mai mult decât 100 cu ani în urmă.
De la utilizarea sa timpurie în crearea de țevi și fire până la aplicații futuriste în construcția stațiilor spațiale, extrudarea aluminiului are o istorie bogată.
Procesul de extrudare a fost brevetat pentru prima dată în 1797 pentru realizarea conductelor de plumb, care se făcea cu muncă manuală până la introducerea presei cu acţionare hidraulică în 1820.
Până la sfârșitul secolului al XIX-lea, metode de extrudare au fost folosite și pentru aliajele de cupru și alamă, dar aplicarea extrudarii aluminiului a urmat o cale unică.
Dezvoltarea extrudarii aluminiului
Alexander Dick a inventat procesul modern de extrudare la cald în 1894, care era aplicabil la majoritatea aliajelor neferoase.
Astăzi, aluminiul este cel mai frecvent metal extrudat, și poate fi folosit atât cu procese de extrudare la cald, cât și la rece.
America de Nord a avut prima sa presă de extrudare a aluminiului 1904 în Pennsylvania, STATELE UNITE ALE AMERICII.
Introducerea extrudării a creat o creștere bruscă a aplicațiilor de vârf pentru aluminiu, în special în fabricarea de piese auto.
Cererea în creștere pentru extrudarea aluminiului a atins noi culmi în timpul celor două războaie mondiale pentru utilizare în producția de avioane și alte cerințe militare.
Dezvoltarea rapidă a extrudării a continuat după al Doilea Război Mondial, și a început să se extindă în diverse industrii, inclusiv sectorul locuințelor rezidențiale, care a cunoscut o creştere substanţială în perioada postbelică.
În deceniile următoare, sectoarele de transport și construcții au fost întotdeauna principalii binefăcători ai produselor de extrudare a aluminiului.
Chiar și în vremurile prezente, cea mai mare parte a utilizării extrudarii este în producția de uși și ferestre, urmate de vehicule de pasageri.
Alte produse și aplicații majore de extrudare sunt produsele de bază și construcția de poduri și autostrăzi.
Scurta istorie a extrudarii aluminiului, în comparație cu alte metale, a cunoscut o dezvoltare și o creștere extinsă, revoluționând modul în care trăim.
Pe măsură ce noi scopuri sunt descoperite în explorarea spațiului și aici acasă, extrudarea aluminiului va continua să fie o parte importantă a viitorului.
Oferte Brightstar Aluminium Machinery linie de producție de extrudare a aluminiului pentru clientii nostri, nu numai aparatul, dar si solutia.









