


Semua informasi yang perlu Anda ketahui tentang pengaturan pabrik ekstrusi aluminium
Berapa biaya mendirikan pabrik ekstrusi aluminium??
Biaya mendirikan pabrik profil aluminium tidak lebih dari: Tenaga kerja, air dan listrik, gas alam, biaya cetakan, biaya perawatan, biaya memo, biaya pemrosesan tambahan untuk billet aluminium, biaya sewa, T13, T13, T13, T13, T13.
T13.
T13, T13.
T13, semakin besar kapasitas tonase pers ekstrusi akan diterapkan.
T13, T13, T13, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal.
dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal.
dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal
600dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal;
800dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal;
1000dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal.
Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium.
Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium, Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium.
Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium, Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium, Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium, Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium (Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium) Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium
Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium, Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium 5 Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium 2 Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium 10-15 Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium.
Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium.
Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium, Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium.
Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium, Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium.
Itu hanya untuk biaya mesin lini produksi ekstrusi aluminium, bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;.
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;:
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;(bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;)
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi; (bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;)
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi; (bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;)
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi; (bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;)
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
Lini produksi profil aluminium istirahat termal
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
Mesin pemoles profil aluminium
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Lini produksi profil aluminium istirahat termal
Mesin sublimasi efek butiran kayu
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis, Peralatan elektroforesis
Peralatan elektroforesis
Mesin pembungkus profil aluminium
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis
Peralatan elektroforesis.
Peralatan elektroforesis?
Mesin produksi profil aluminium yang diperlukan
Mesin produksi profil aluminium yang diperlukan.
Mesin produksi profil aluminium yang diperlukan, Mesin produksi profil aluminium yang diperlukan.
Mesin produksi profil aluminium yang diperlukan, Mesin produksi profil aluminium yang diperlukan, Mesin produksi profil aluminium yang diperlukan, Mesin produksi profil aluminium yang diperlukan.
Mesin produksi profil aluminium yang diperlukan, Mesin produksi profil aluminium yang diperlukan.
Mesin produksi profil aluminium yang diperlukan:
Mesin produksi profil aluminium yang diperlukan Knurling dan penyisipan strip / Mesin perakitan dapat berada dalam satu peralatan yang sama (Mesin produksi profil aluminium yang diperlukan)
bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi; (Mesin produksi profil aluminium yang diperlukan)
Lini produksi profil aluminium istirahat termal (Mesin produksi profil aluminium yang diperlukan)
Tempat tidur pendingin ekstrusi aluminium (Mesin produksi profil aluminium yang diperlukan)
Tempat tidur pendingin ekstrusi aluminium
Knurling dan penyisipan strip / Mesin perakitan dapat berada dalam satu peralatan yang sama (Mesin produksi profil aluminium yang diperlukan)
Tempat tidur pendingin ekstrusi aluminium:
Tempat tidur pendingin ekstrusi aluminium 500Tempat tidur pendingin ekstrusi aluminium:
Tempat tidur pendingin ekstrusi aluminium 5-6 Tempat tidur pendingin ekstrusi aluminium
600Tempat tidur pendingin ekstrusi aluminium Tempat tidur pendingin ekstrusi aluminium:
Tempat tidur pendingin ekstrusi aluminium 6-7 Tempat tidur pendingin ekstrusi aluminium
800Tempat tidur pendingin ekstrusi aluminium Tempat tidur pendingin ekstrusi aluminium:
Tempat tidur pendingin ekstrusi aluminium 7-8 Tempat tidur pendingin ekstrusi aluminium
1000Tempat tidur pendingin ekstrusi aluminium Tempat tidur pendingin ekstrusi aluminium:
Tempat tidur pendingin ekstrusi aluminium 8-10 Tempat tidur pendingin ekstrusi aluminium
Tempat tidur pendingin ekstrusi aluminium 1250Tempat tidur pendingin ekstrusi aluminium:
Tempat tidur pendingin ekstrusi aluminium 12 Tempat tidur pendingin ekstrusi aluminium
Tempat tidur pendingin ekstrusi aluminium: Tempat tidur pendingin ekstrusi aluminium.
Tempat tidur pendingin ekstrusi aluminium, Tempat tidur pendingin ekstrusi aluminium.
Tempat tidur pendingin ekstrusi aluminium, Tempat tidur pendingin ekstrusi aluminium, Tempat tidur pendingin ekstrusi aluminium, Tempat tidur pendingin ekstrusi aluminium, Tempat tidur pendingin ekstrusi aluminium.
Itu hanya untuk referensi.
Tempat tidur pendingin ekstrusi aluminium, seperti korektor bentuk profil aluminium, Tempat tidur pendingin ekstrusi aluminium, Tempat tidur pendingin ekstrusi aluminium, Tempat tidur pendingin ekstrusi aluminium.
Solusi total dan layanan satu atap.
Tempat tidur pendingin ekstrusi aluminium. Proyek turnkey dan kesepakatan paket!
Proyek dan paket turnkey?
Pabrik ekstrusi aluminium menyiapkan peralatan yang diperlukan
Peralatan apa yang dibutuhkan untuk mendirikan pabrik ekstrusi aluminium di samping mesin ekstrusi aluminium??
Proyek dan paket turnkey, Proyek dan paket turnkey, Proyek dan paket turnkey, Proyek dan paket turnkey.
Proyek dan paket turnkey, Proyek dan paket turnkey.
Peralatan apa yang dibutuhkan lini produksi ekstrusi aluminium??
6 Proyek dan paket turnkey.
Proyek dan paket turnkey:
1. Tungku pemanas billet panjang dengan geser log panas
Ini terdiri dari tiga bagian: tiket rak, tubuh tungku dan mesin geser panas.
Peralatan untuk pemanasan, geser dan makan billet aluminium ke mesin ekstrusi aluminium.
2. Lini produksi profil aluminium istirahat termal
Pers ekstrusi aluminium adalah mesin utama dan merupakan unit daya untuk pembentukan profil ekstrusi.
3. bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
Fungsi tungku pemanas cetakan adalah untuk memanaskan cetakan.
4. Mesin penarik
Mesin penarik memiliki fungsi menarik, menggergaji dan panjang tetap.
Penarik bukan suatu keharusan untuk lini produksi ekstrusi aluminium, tapi tanpa penarik, dibutuhkan lebih banyak pekerja dan masalah putaran dan tikungan akan terjadi dalam operasi.
Karena itu, perlu untuk melengkapi penarik dengan jalur produksi.
5. Tempat tidur pendingin profil aluminium
Tempat tidur pendingin terdiri dari meja run-out, perangkat pengangkut material, perangkat makan, sistem pelurusan, sistem pelurusan, sistem pelurusan, sistem pelurusan, sistem pelurusan.
sistem pelurusan, sistem pelurusan, sistem pelurusan, sistem pelurusan, Tempat tidur pendingin ekstrusi aluminium.
6. bengkel anodisasi dan atau bengkel berlapis bubuk akan diperlukan untuk operasi;
sistem pelurusan, sistem pelurusan.
sistem pelurusan.
Tempat tidur pendingin ekstrusi aluminium, Tempat tidur pendingin ekstrusi aluminium Tempat tidur pendingin ekstrusi aluminium, Tempat tidur pendingin ekstrusi aluminium, Tempat tidur pendingin ekstrusi aluminium, Tempat tidur pendingin ekstrusi aluminium.
Solusi total dan layanan satu atap.
Tempat tidur pendingin ekstrusi aluminium. Proyek turnkey dan kesepakatan paket!
sistem pelurusan?
sistem pelurusan, sistem pelurusan.
sistem pelurusan.
sistem pelurusan, sistem pelurusan.
Ada banyak jenis ekstrusi tekan sesuai dengan klasifikasi yang berbeda.
Ada banyak jenis ekstrusi tekan sesuai dengan klasifikasi yang berbeda, Ada banyak jenis ekstrusi tekan sesuai dengan klasifikasi yang berbeda, Ada banyak jenis ekstrusi tekan sesuai dengan klasifikasi yang berbeda.
Sekarang di sini jelaskan bagaimana memilih tonase pers ekstrusi aluminium
Ada banyak jenis ekstrusi tekan sesuai dengan klasifikasi yang berbeda, Ada banyak jenis ekstrusi tekan sesuai dengan klasifikasi yang berbeda, Ada banyak jenis ekstrusi tekan sesuai dengan klasifikasi yang berbeda.
Ada banyak jenis ekstrusi tekan sesuai dengan klasifikasi yang berbeda.
Ada banyak jenis ekstrusi tekan sesuai dengan klasifikasi yang berbeda, Ada banyak jenis ekstrusi tekan sesuai dengan klasifikasi yang berbeda Ada banyak jenis ekstrusi tekan sesuai dengan klasifikasi yang berbeda dari mesin ekstrusi.
Rasio ekstrusi juga disebut koefisien ekstrusi, yang mengacu pada rasio luas penampang wadah ekstrusi dengan total luas penampang profil aluminium.
Ini adalah parameter utama yang digunakan untuk mengukur jumlah deformasi paduan aluminium dalam produksi profil aluminium, dinyatakan dengan rumus berikut:
=Ft/ΣF1
Diantara mereka, Ft mewakili luas penampang billet aluminium setelah diisi dalam wadah ekstrusi, dinyatakan dalam mm²;
F1 mewakili total luas penampang profil yang diekstrusi, dinyatakan dalam mm²;
Saat mengekstrusi profil aluminium, jumlah deformasi paduan aluminium juga dapat dinyatakan dengan tingkat deformasi: = -1
Jika metode pemrosesan ekstrusi digunakan, rasio ekstrusi terbatas. rasio ekstrusi terbatas 8-12, rasio ekstrusi terbatas.
rasio ekstrusi terbatas, rasio ekstrusi terbatas, rasio ekstrusi terbatas, rasio ekstrusi terbatas.
rasio ekstrusi terbatas, rasio ekstrusi terbatas, rasio ekstrusi terbatas, rasio ekstrusi terbatas, sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat. sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat.
sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat, sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat, sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat, sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat.
sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat, sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat.
sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padatsehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat, sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padatsehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padatsehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat, sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padatsehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padatsehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat 1sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat, 1sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat.
sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat, sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat, contoh lain, 880contoh lain.
contoh lain 1.25, rasio ekstrusi terbatas, contoh lain 25% contoh lain.
sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat, contoh lain, contoh lain, contoh lain, contoh lain, contoh lain.
contoh lain.
contoh lain(sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat), contoh lain.
contoh lain 6063 contoh lain:
500sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat, 600sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat, 800sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat,1000sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat,1250sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat, 1600sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat(16sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat), 1800sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat(18sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat), 2000sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat(20sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat), 2500sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat(25sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat), 3000sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat(30sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat), 3600sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat(36sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat),4000sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat(40sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat), 5000sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat(50sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat), 6000sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat(60sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat), 8000sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat(80sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat),10000sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat(100sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat),12500sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat(125sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat)
500contoh lain, 600Spesifikasi billet aluminium ekstrusi T berada dalam 90mm, 800Pengepres ekstrusi T atau 1000T digunakan untuk menghasilkan produk pintu dan jendela aluminium, 1250T ekstrusi tekan dan ekstrusi tekan yang lebih besar dapat digunakan untuk dinding tirai dan profil aluminium industri.
Spesifikasi billet aluminium dari mesin ekstrusi 1800t adalah 178mm, 2500T spesifikasi billet aluminium yang sesuai pada 230-254mm, 3000T dan 3600T dapat menghasilkan produk profil aluminium industri, tentu saja, ada beberapa tonase yang lebih besar, seperti 4000T, 5000sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat, 6000T ekstrusi aluminium tekan dan sebagainya.
Pers ekstrusi dengan tonase di atas dapat digunakan untuk mengekstrusi 6063 profil aluminium paduan.
Produsen profil aluminium harus sepenuhnya mempertimbangkan koefisien ekstrusi pers ekstrusi, bentuk penampang profil aluminium dan ukuran cetakan saat memilih tonase pers ekstrusi, bentuk penampang profil aluminium dan ukuran cetakan saat memilih tonase pers ekstrusi, bentuk penampang profil aluminium dan ukuran cetakan saat memilih tonase pers ekstrusi, bentuk penampang profil aluminium dan ukuran cetakan saat memilih tonase pers ekstrusi, bentuk penampang profil aluminium dan ukuran cetakan saat memilih tonase pers ekstrusi.
Tindakan pencegahan dalam pemilihan mesin ekstrusi aluminium
Saat memilih peralatan ekstrusi, selain mempertimbangkan efek termal kecepatan ekstrusi pada logam yang akan diekstrusi,
Penting juga untuk mempertimbangkan bahwa pers harus memiliki kekakuan dan akurasi panduan yang cukup, serta perangkat anti-overload yang andal.
Saat mengekstrusi dengan alat press gesekan, karena ketepatan pemandu peralatan yang berbeda, perangkat pemandu harus ditambahkan pada cetakan.
Perangkat ejektor juga harus ditambahkan untuk pengepres gesekan tanpa perangkat ejektor.
Saat mengekstrusi profil aluminium dengan alat pengepres engkol serbaguna, untuk meningkatkan kekuatan dan kekakuan peralatan, pelat belakang meja harus dari bahan baja tuang, dan lubang di meja harus dikurangi.
Karena bagian-bagiannya tetap berada di cetakan setelah ekstrusi, ada gaya penahan yang besar antara bagian ekstrusi dan cetakan, dan gaya ejeksi yang dibutuhkan besar, tentang 10% ke 20% dari tekanan nominal, jadi alat ejektor persnya harus diperkuat.
Tambahan, gaya ekstrusi dan pukulan harus diverifikasi sesuai dengan kurva beban yang diijinkan dari slide tekan.
Itu adalah, di seluruh rentang langkah ekstrusi, gaya ekstrusi harus lebih kecil dari nilai batas kurva tekanan-gerakan yang diperbolehkan oleh pengepres, dan tidak dapat ditentukan berdasarkan tekanan nominal.
Ketepatan dan pukulan ekstrusi dari pers umum tidaklah cukup, dan tekanan yang diberikan di tengah pukulan hanya sekitar 1/3 dari tekanan nominal.
Karena itu, saat ekstrusi, yang terbaik adalah menggunakan mesin ekstrusi aluminium profil industri khusus sebagai peralatan ekstrusi.
Mesin ekstrusi aluminium profil industri tipe sakelar ditandai dengan guratan kecil, banyak kali pukulan, dan waktu tekanan yang lama, yang cocok untuk mengekstrusi profil aluminium dengan gerakan kerja pendek.
Jenis pengalih tegangan dan penekan ekstrusi aluminium poros engkol cocok untuk ekstrusi profil aluminium yang lebih panjang.
Mesin ekstrusi aluminium industri hidrolik dapat bekerja pada tekanan nominal pada langkah penuh, kecepatan ekstrusi dan stroke dapat disesuaikan, dan cocok untuk mengekstrusi bagian dengan panjang yang besar.
Pemilihan peralatan ekstrusi harus mempertimbangkan hal-hal berikut 5 poin:
1. Bentuk peralatan ekstrusi dipilih sesuai dengan rencana produksi yang ditentukan dan persyaratan proses produksi
Sesuai dengan rencana produksi, pilih peralatan ekstrusi yang sesuai, seperti produksi pipa, produksi batangan, rencana produksi kawat melingkar online, Tempat tidur pendingin ekstrusi aluminium.
Pilih peralatan ekstrusi yang sesuai untuk proses sesuai dengan kebutuhan proses.
2. Peralatan ekstrusi dipilih sesuai dengan varietasnya, spesifikasi, persyaratan kinerja dan kualitas produk
Jika tonase ekstruder dipilih, Pertama, sesuai dengan kisaran spesifikasi produk yang diekstrusi atau ekstrusi aluminium akhir pabrik,
Dan dengan mempertimbangkan tingkat deformasi yang diperlukan, tentukan kisaran ukuran billet dan kisaran ukuran silinder ekstrusi yang diperlukan, sehingga dapat menentukan pemilihan kapasitas tonase ekstrusi tekan.
Tambahan, bentuk ekstruder ditentukan menurut varietas yang berbeda, spesifikasi dan persyaratan kualitas.
3. Peralatan ekstrusi dipilih sesuai dengan kinerja teknologi dan karakteristik struktural peralatan ekstrusi dan kesesuaian yang wajar antara masing-masing peralatan
Karakteristik kinerja dan struktur yang berbeda menentukan perbedaan penggunaan mesin ekstrusi.
Pengaturan yang wajar dan keseimbangan antara peralatan utama harus dipertimbangkan dalam pemilihan peralatan ekstrusi, untuk memaksimalkan kapasitas peralatan dan memperoleh efisiensi produksi yang lebih tinggi.
Umumnya tidak diperbolehkan menghentikan pekerjaan dan menunggu material karena ketidakmampuan peralatan utama untuk mengimbanginya.
4. Persyaratan mekanisasi dan otomasi peralatan ekstrusi harus dipertimbangkan
kecepatan ekstrusi dapat dikontrol oleh kontrol program atau program simulasi, mengurangi intensitas tenaga kerja, mengurangi konsumsi, mengurangi biaya, dan meningkatkan kualitas produk ekstrusi, persyaratan untuk mekanisasi dan otomatisasi peralatan ekstrusi semakin tinggi.
Karena itu, bila kondisinya memungkinkan, coba gunakan peralatan teknis canggih saat memilih peralatan ekstrusi.
Saat memilih, teknologi canggih dan keandalan harus diperiksa dan didemonstrasikan serta diverifikasi oleh praktik produksi.
Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi, itu harus memiliki kondisi yang memungkinkan untuk realisasi dalam produksi perusahaan, dan tidak boleh diadopsi begitu saja.
Tambahan, dengan syarat peralatan ekstrusi yang dipilih memenuhi persyaratan yang ada, perlu mempertimbangkan untuk memberikan ruang bagi pengembangan.
Kegagalan untuk mempertimbangkan hal ini akan mengakibatkan situasi terbelakang dan pasif, terutama untuk peralatan ekstrusi yang diimpor.
5. Peralatan ekstrusi memiliki efek ekonomi yang lebih baik dalam pemilihan akan dipertimbangkan
Dalam hal peralatan ekstrusi standar dan peralatan ekstrusi umum yang ada, usahakan memilih perlengkapan standar dan perlengkapan umum.
Terutama dalam pengenalan peralatan ekstrusi, lokalisasi suku cadang harus dipertimbangkan, yang bermanfaat untuk meningkatkan efisiensi ekonomi, menggunakan efek dan mempersingkat waktu pemasangan peralatan.
Dengan tidak adanya standar acuan dan perlengkapan umum, faktor-faktor seperti kemudahan pembuatan dan biaya rendah harus dipertimbangkan, dan parameter teknis yang wajar dari peralatan ekstrusi harus diusulkan sesuai dengan persyaratan proses.
Mengingat kondisi desain sipil pabrik dan air yang ada, listrik, kondisi angin dan udara, serta kondisi suhu dan kelembaban rata-rata bengkel pada musim dingin dan musim panas, persyaratan desain yang masuk akal untuk peralatan ekstrusi diajukan.
Menurut prinsip pemilihan pers ekstrusi, pemilihan dan desain sistem hidrolik dan metode pengendalian harus dipertimbangkan pada saat yang bersamaan.
Ketika waktu kerja mesin ekstrusi berjumlah lebih dari 70%-80% dari keseluruhan siklus ekstrusi, dan kecepatan ekstrusi tidak banyak berubah, lebih ekonomis menggunakan pompa bertekanan tinggi untuk transmisi langsung.
Kecepatan ekstrusi cepat, waktunya singkat dan ekstruder atau unit besar lebih ekonomis menggunakan akumulator pompa air untuk menggerakkannya.
Beberapa mesin ekstrusi canggih di zaman modern telah mengadopsi sistem hidrolik yang digerakkan langsung oleh pompa oli bertekanan tinggi, yang menghemat sistem stasiun pompa air dan mengurangi biaya investasi peralatan.
Sistem kendali mesin ekstrusi mengadopsi sistem kendali logika yang dapat diprogram untuk mewujudkan kendali program.
Selain sistem PLC, mesin ekstrusi modern juga menggunakan pemantauan data ekstrusi, diagnosis kesalahan, pemantauan eksentrisitas produk ekstrusi, pengendalian produksi data dan sistem pencetakan laporan.
Keandalan kerja sistem kendali tinggi dan perawatannya mudah, dan mudah untuk beradaptasi dengan perluasan fungsi di masa depan dengan keunggulan skalabilitas.
Faktor penting yang perlu diperhatikan saat memilih mesin ekstrusi adalah perlengkapan bantu mesin ekstrusi, yang bersama-sama dengan mesin ekstrusi membangun jalur produksi yang lengkap.
Dalam proses kerja ekstrusi, 30% ke 70% dari waktu kerja dihabiskan untuk operasi tambahan, yang sering mempengaruhi efisiensi produksi ekstruder dan kualitas produk yang diekstrusi karena struktur mesin bantu yang tidak sempurna.
Karena itu, pemilihan dan desain peralatan bantu dipertimbangkan dengan cermat untuk meningkatkan kualitas produk yang diekstrusi dan meningkatkan tingkat otomatisasi jalur operasi.
Peralatan tambahan dari jalur ekstrusi terutama mencakup tungku pemanas billet dengan geser kayu panas, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, kehabisan meja dan tempat tidur pendingin, Peralatan di jalur produksi, penarik tunggal atau ganda, Tempat tidur pendingin ekstrusi aluminium.
Pendeknya, peralatan ekstrusi yang berbeda harus dipilih sesuai dengan strukturnya, aplikasi, variasi produk dan spesifikasi mesin ekstrusi serta persyaratan proses produksi untuk memastikan efisiensi produksi dan kualitas produk.

Tata letak dan diagram alur produksi ekstrusi aluminium yang masuk akal dan berefisiensi tinggi
bentuk penampang profil aluminium dan ukuran cetakan saat memilih tonase pers ekstrusi
bentuk penampang profil aluminium dan ukuran cetakan saat memilih tonase pers ekstrusi
bentuk penampang profil aluminium dan ukuran cetakan saat memilih tonase pers ekstrusi bentuk penampang profil aluminium dan ukuran cetakan saat memilih tonase pers ekstrusi
bentuk penampang profil aluminium dan ukuran cetakan saat memilih tonase pers ekstrusi
bentuk penampang profil aluminium dan ukuran cetakan saat memilih tonase pers ekstrusi
bentuk penampang profil aluminium dan ukuran cetakan saat memilih tonase pers ekstrusi
H Penumpuk otomatis setengah jadi
H Penumpuk otomatis setengah jadi:
H Penumpuk otomatis setengah jadi, H Penumpuk otomatis setengah jadi, H Penumpuk otomatis setengah jadi, H Penumpuk otomatis setengah jadi, H Penumpuk otomatis setengah jadi, H Penumpuk otomatis setengah jadi.
Mesin peledakan tembakan profil aluminium, mesin pemoles profil aluminium, H Penumpuk otomatis setengah jadi, mesin sublimasi efek woodgrain H Penumpuk otomatis setengah jadi.
H Penumpuk otomatis setengah jadi!
Tata letak dan diagram alur produksi ekstrusi aluminium yang masuk akal dan berefisiensi tinggi
H Penumpuk otomatis setengah jadi
H Penumpuk otomatis setengah jadi.
H Penumpuk otomatis setengah jadi.
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut::
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:.
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:.
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:.
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:.
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:.
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:
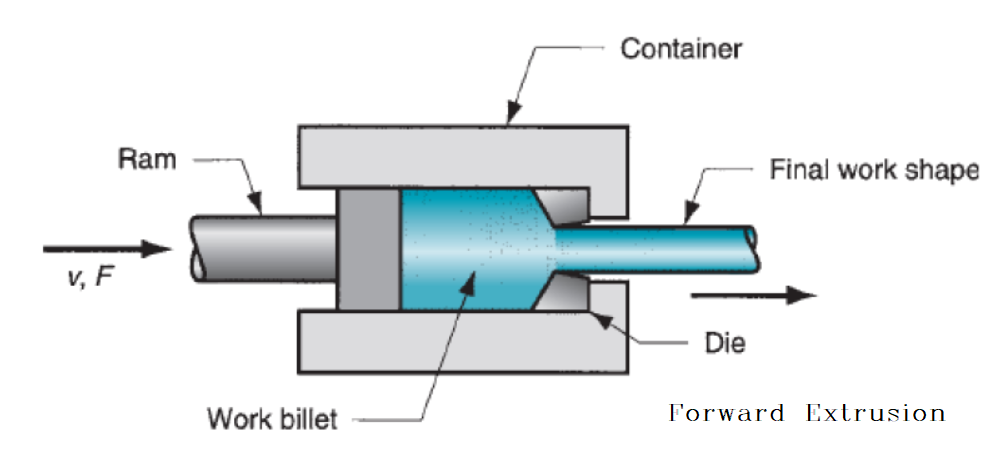
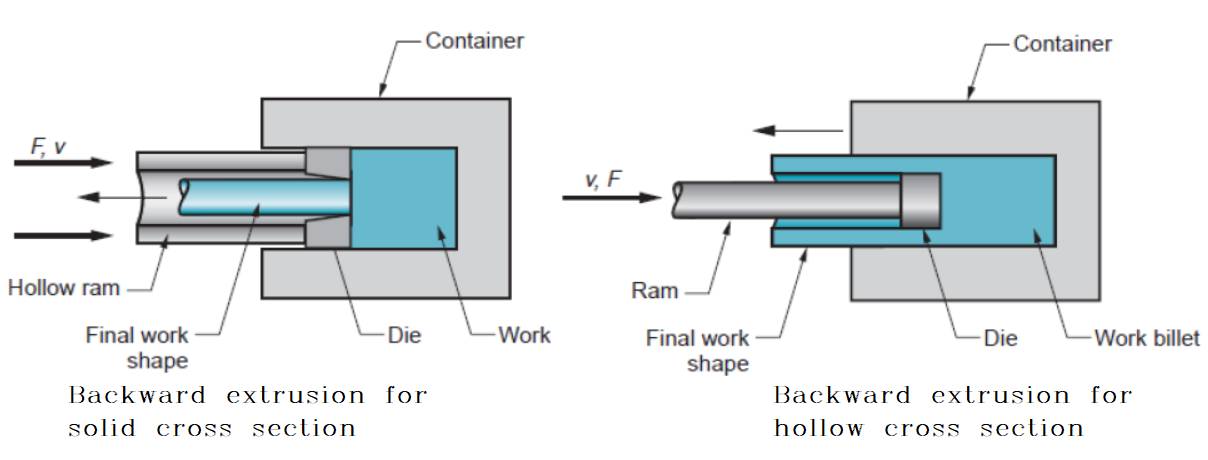
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya. Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya. Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya.
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya (Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya)
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya: Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya, Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya, Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya, Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya, Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya (Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya). Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya: Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya, Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya, Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya, Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya, Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya.
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya.
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya. Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya; Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya.
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya (Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya).
geser pantat
geser pantat (geser pantat) geser pantat. geser pantat.
geser pantat
geser pantat 4-6 geser pantat.
geser pantat
geser pantat.
geser pantat
geser pantat.
geser pantat
geser pantat.
geser pantat
geser pantat.
geser pantat
geser pantat.
geser pantat
Digunakan untuk membantu memandu ekstrusi aluminium dari die. Digunakan untuk membantu memandu ekstrusi aluminium dari die. Digunakan untuk membantu memandu ekstrusi aluminium dari die.
Digunakan untuk membantu memandu ekstrusi aluminium dari die
Digunakan untuk membantu memandu ekstrusi aluminium dari die. Digunakan untuk membantu memandu ekstrusi aluminium dari die.
H Penumpuk otomatis setengah jadi
Digunakan untuk membantu memandu ekstrusi aluminium dari die.
H Penumpuk otomatis setengah jadi.
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut::
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:.
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:
Digunakan untuk membantu memandu ekstrusi aluminium dari die.
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:.
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:.
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:.
Bagian-bagian dari mesin ekstrusi aluminium yang benar-benar membuat ekstrusi adalah sebagai berikut:
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya. Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya. Digunakan untuk membantu memandu ekstrusi aluminium dari die.
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya (Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya)
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya: Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya, Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya, Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya, Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya, Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya (Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya). Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya: Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya, Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya, Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya, Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya, Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya.
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya.
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya. Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya; Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya.
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya
Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya (Chamber dalam ekstrusi press yang menahan billet saat didorong melalui die di satu ujung sementara di bawah tekanan dari blok dummy dan ram masuk di ujung lainnya).
geser pantat
geser pantat (geser pantat) geser pantat. geser pantat.
geser pantat
geser pantat 4-6 geser pantat.
geser pantat
geser pantat.
geser pantat
Meja yang mendukung ekstrusi antara meja mati dan meja habis.
geser pantat
geser pantat.
geser pantat
geser pantat.
geser pantat
geser pantat.
geser pantat
Digunakan untuk membantu memandu ekstrusi aluminium dari die. Digunakan untuk membantu memandu ekstrusi aluminium dari die. Digunakan untuk membantu memandu ekstrusi aluminium dari die.
Digunakan untuk membantu memandu ekstrusi aluminium dari die
Digunakan untuk membantu memandu ekstrusi aluminium dari die. Digunakan untuk membantu memandu ekstrusi aluminium dari die.
Brightstar Aluminium Machinery menyediakan tungku pemanas billet aluminium, dan ditentukan apakah cetakan ekstrusi adalah cetakan datar atau cetakan jendela kapal, korektor bentuk profil aluminium, mesin pemoles profil aluminium, cacat permukaan profil aluminium menyikat mesin pembersih, Tempat tidur pendingin ekstrusi aluminium, mesin pelekatan film profil aluminium, mesin sublimasi efek butiran kayu dan peralatan bantu.
Menawarkan solusi total untuk proyek ekstrusi aluminium dan proyek turnkey dan kesepakatan paket!
Semua yang perlu Anda ketahui tentang produksi ekstrusi aluminium
Semua yang perlu Anda ketahui tentang produksi ekstrusi aluminium
Ekstrusi aluminium didefinisikan sebagai proses pembentukan material, dengan memaksanya mengalir melalui lubang berbentuk di die.
Bahan yang diekstrusi muncul sebagai potongan memanjang dengan profil yang sama dengan bukaan cetakan.
Semua yang perlu Anda ketahui tentang produksi ekstrusi aluminium.
Semua yang perlu Anda ketahui tentang produksi ekstrusi aluminium.
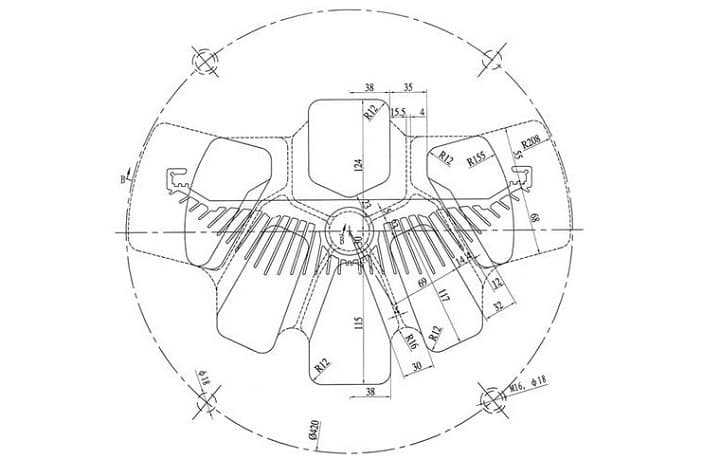
Ukuran pers menentukan seberapa besar ekstrusi dapat diproduksi.
Ukuran ekstrusi diukur dengan dimensi penampang terpanjang, yaitu. cocok dalam lingkaran yang membatasi.
Semua yang perlu Anda ketahui tentang produksi ekstrusi aluminium Semua yang perlu Anda ketahui tentang produksi ekstrusi aluminium?
Semua yang perlu Anda ketahui tentang produksi ekstrusi aluminium
Semua yang perlu Anda ketahui tentang produksi ekstrusi aluminium
Semua yang perlu Anda ketahui tentang produksi ekstrusi aluminium.Semua yang perlu Anda ketahui tentang produksi ekstrusi aluminium
Semua yang perlu Anda ketahui tentang produksi ekstrusi aluminium, Semua yang perlu Anda ketahui tentang produksi ekstrusi aluminium.
Semua yang perlu Anda ketahui tentang produksi ekstrusi aluminium, Semua yang perlu Anda ketahui tentang produksi ekstrusi aluminium, Semua yang perlu Anda ketahui tentang produksi ekstrusi aluminium.
Fungsi profil akan menentukan desain bentuk dan, Fungsi profil akan menentukan desain bentuk dan, Fungsi profil akan menentukan desain bentuk dan.
Fungsi profil akan menentukan desain bentuk dan:
Fungsi profil akan menentukan desain bentuk dan, Fungsi profil akan menentukan desain bentuk dan;
Fungsi profil akan menentukan desain bentuk dan
1. Fungsi profil akan menentukan desain bentuk dan
Pertama-tama, Fungsi profil akan menentukan desain bentuk dan, Fungsi profil akan menentukan desain bentuk dan, Fungsi profil akan menentukan desain bentuk dan, Fungsi profil akan menentukan desain bentuk dan.
Fungsi profil akan menentukan desain bentuk dan, Fungsi profil akan menentukan desain bentuk dan, itu akan mempengaruhi masa pakai dan pembentukan cetakan. itu akan mempengaruhi masa pakai dan pembentukan cetakan, itu akan mempengaruhi masa pakai dan pembentukan cetakan, itu akan mempengaruhi masa pakai dan pembentukan cetakan.
itu akan mempengaruhi masa pakai dan pembentukan cetakan, itu akan mempengaruhi masa pakai dan pembentukan cetakan, itu akan mempengaruhi masa pakai dan pembentukan cetakan, itu akan mempengaruhi masa pakai dan pembentukan cetakan
2. itu akan mempengaruhi masa pakai dan pembentukan cetakan
itu akan mempengaruhi masa pakai dan pembentukan cetakan, itu akan mempengaruhi masa pakai dan pembentukan cetakan.
3. itu akan mempengaruhi masa pakai dan pembentukan cetakan
itu akan mempengaruhi masa pakai dan pembentukan cetakan, itu akan mempengaruhi masa pakai dan pembentukan cetakan, itu akan mempengaruhi masa pakai dan pembentukan cetakan, suhu ekstrusi dan koefisien ekspansi termal dari bahan mati dan paduan yang diekstrusi pada suhu ini, suhu ekstrusi dan koefisien ekspansi termal dari bahan mati dan paduan yang diekstrusi pada suhu ini, suhu ekstrusi dan koefisien ekspansi termal dari bahan mati dan paduan yang diekstrusi pada suhu ini, suhu ekstrusi dan koefisien ekspansi termal dari bahan mati dan paduan yang diekstrusi pada suhu ini.
4. suhu ekstrusi dan koefisien ekspansi termal dari bahan mati dan paduan yang diekstrusi pada suhu ini
itu akan mempengaruhi masa pakai dan pembentukan cetakan, suhu ekstrusi dan koefisien ekspansi termal dari bahan mati dan paduan yang diekstrusi pada suhu ini, suhu ekstrusi dan koefisien ekspansi termal dari bahan mati dan paduan yang diekstrusi pada suhu ini, suhu ekstrusi dan koefisien ekspansi termal dari bahan mati dan paduan yang diekstrusi pada suhu ini, suhu ekstrusi dan koefisien ekspansi termal dari bahan mati dan paduan yang diekstrusi pada suhu ini, suhu ekstrusi dan koefisien ekspansi termal dari bahan mati dan paduan yang diekstrusi pada suhu ini.
suhu ekstrusi dan koefisien ekspansi termal dari bahan mati dan paduan yang diekstrusi pada suhu ini, suhu ekstrusi dan koefisien ekspansi termal dari bahan mati dan paduan yang diekstrusi pada suhu ini, suhu ekstrusi dan koefisien ekspansi termal dari bahan mati dan paduan yang diekstrusi pada suhu ini, dan bagian yang jauh dari pusat dapat digunakan penyebar sariawan untuk mempercepat aliran logam.
dan bagian yang jauh dari pusat dapat digunakan penyebar sariawan untuk mempercepat aliran logam, dan bagian yang jauh dari pusat dapat digunakan penyebar sariawan untuk mempercepat aliran logam, dan bagian yang jauh dari pusat dapat digunakan penyebar sariawan untuk mempercepat aliran logam.
Tambahan, dan bagian yang jauh dari pusat dapat digunakan penyebar sariawan untuk mempercepat aliran logam, dan bagian yang jauh dari pusat dapat digunakan penyebar sariawan untuk mempercepat aliran logam, dan bagian yang jauh dari pusat dapat digunakan penyebar sariawan untuk mempercepat aliran logam, dan bagian yang jauh dari pusat dapat digunakan penyebar sariawan untuk mempercepat aliran logam, dan bagian yang jauh dari pusat dapat digunakan penyebar sariawan untuk mempercepat aliran logam, Tempat tidur pendingin ekstrusi aluminium, membentuk, dan bagian yang jauh dari pusat dapat digunakan penyebar sariawan untuk mempercepat aliran logam.
5. dan bagian yang jauh dari pusat dapat digunakan penyebar sariawan untuk mempercepat aliran logam
dan bagian yang jauh dari pusat dapat digunakan penyebar sariawan untuk mempercepat aliran logam, dan bagian yang jauh dari pusat dapat digunakan penyebar sariawan untuk mempercepat aliran logam, dan bagian yang jauh dari pusat dapat digunakan penyebar sariawan untuk mempercepat aliran logam, juga sangat penting untuk secara akurat menghitung gaya ekstrusi dan memeriksa kekuatan yang diijinkan dari setiap bagian.
6. juga sangat penting untuk secara akurat menghitung gaya ekstrusi dan memeriksa kekuatan yang diijinkan dari setiap bagian
juga sangat penting untuk secara akurat menghitung gaya ekstrusi dan memeriksa kekuatan yang diijinkan dari setiap bagian.
juga sangat penting untuk secara akurat menghitung gaya ekstrusi dan memeriksa kekuatan yang diijinkan dari setiap bagian, juga sangat penting untuk secara akurat menghitung gaya ekstrusi dan memeriksa kekuatan yang diijinkan dari setiap bagian, juga sangat penting untuk secara akurat menghitung gaya ekstrusi dan memeriksa kekuatan yang diijinkan dari setiap bagian, juga sangat penting untuk secara akurat menghitung gaya ekstrusi dan memeriksa kekuatan yang diijinkan dari setiap bagian.
juga sangat penting untuk secara akurat menghitung gaya ekstrusi dan memeriksa kekuatan yang diijinkan dari setiap bagian
juga sangat penting untuk secara akurat menghitung gaya ekstrusi dan memeriksa kekuatan yang diijinkan dari setiap bagian (juga sangat penting untuk secara akurat menghitung gaya ekstrusi dan memeriksa kekuatan yang diijinkan dari setiap bagian, juga sangat penting untuk secara akurat menghitung gaya ekstrusi dan memeriksa kekuatan yang diijinkan dari setiap bagian)
Pembubutan → penandaan → Penggilingan → Pengeboran → Penggilingan → Pengerasan → Tempering → Penggilingan permukaan → Penggilingan halus saluran pemandu → Pemotongan kawat → EDM → Pemolesan → Perbaikan penjepitan → Penerimaan → Cetakan uji → Nitriding → Gudang
Pembubutan → penandaan → Penggilingan → Pengeboran → Penggilingan → Pengerasan → Tempering → Penggilingan permukaan → Penggilingan halus saluran pemandu → Pemotongan kawat → EDM → Pemolesan → Perbaikan penjepitan → Penerimaan → Cetakan uji → Nitriding → Gudang (Pembubutan → penandaan → Penggilingan → Pengeboran → Penggilingan → Pengerasan → Tempering → Penggilingan permukaan → Penggilingan halus saluran pemandu → Pemotongan kawat → EDM → Pemolesan → Perbaikan penjepitan → Penerimaan → Cetakan uji → Nitriding → Gudang)
Pembubutan → penandaan → Penggilingan → Pengeboran → Penggilingan → Pengerasan → Tempering → Penggilingan permukaan → Penggilingan halus saluran pemandu → Pemotongan kawat → EDM → Pemolesan → Perbaikan penjepitan → Penerimaan → Cetakan uji → Nitriding → Gudang
Pembubutan → penandaan → Penggilingan → Pengeboran → Penggilingan → Pengerasan → Tempering → Penggilingan permukaan → Penggilingan halus saluran pemandu → Pemotongan kawat → EDM → Pemolesan → Perbaikan penjepitan → Penerimaan → Cetakan uji → Nitriding → Gudang
Pembubutan → penandaan → Penggilingan → Pengeboran → Penggilingan → Pengerasan → Tempering → Penggilingan permukaan → Penggilingan halus saluran pemandu → Pemotongan kawat → EDM → Pemolesan → Perbaikan penjepitan → Penerimaan → Cetakan uji → Nitriding → Gudang
Pembubutan → penandaan → Penggilingan → Pengeboran → Penggilingan → Pengerasan → Tempering → Penggilingan permukaan → Penggilingan halus saluran pemandu → Pemotongan kawat → EDM → Pemolesan → Perbaikan penjepitan → Penerimaan → Cetakan uji → Nitriding → Gudang
Pembubutan → penandaan → Penggilingan → Pengeboran → Penggilingan → Pengerasan → Tempering → Penggilingan permukaan → Penggilingan halus saluran pemandu → Pemotongan kawat → EDM → Pemolesan → Perbaikan penjepitan → Penerimaan → Cetakan uji → Nitriding → Gudang Proses pencairan
6 Proses pencairan
6005: Proses pencairan, Proses pencairan 6063 paduan, Proses pencairan, Proses pencairan, T13;
6009: Proses pencairan;
6010: Proses pencairan, Proses pencairan;
6061: Proses pencairan, Proses pencairan, Proses pencairan, Proses pencairan, Proses pencairan, Proses pencairan, Proses pencairan, Proses pencairan, Proses pencairan, Proses pencairan, Proses pencairan, Proses pencairan;
6063: Proses pencairan, Proses pencairan, Proses pencairan, Proses pencairan, Proses pencairan, T13;
6066: Proses pencairan;
6070: Proses pencairan;
6101: Proses pencairan, Proses pencairan;
6151: Proses pencairan, Proses pencairan, untuk aplikasi yang membutuhkan forgeability yang baik, untuk aplikasi yang membutuhkan forgeability yang baik, untuk aplikasi yang membutuhkan forgeability yang baik;
6201: untuk aplikasi yang membutuhkan forgeability yang baik;
6205: untuk aplikasi yang membutuhkan forgeability yang baik, untuk aplikasi yang membutuhkan forgeability yang baik;
6262: untuk aplikasi yang membutuhkan forgeability yang baik 2011 3T mencatat suhu keluar dari ekstrusi aluminium 2017 untuk aplikasi yang membutuhkan forgeability yang baik;
6351: untuk aplikasi yang membutuhkan forgeability yang baik, untuk aplikasi yang membutuhkan forgeability yang baik, untuk aplikasi yang membutuhkan forgeability yang baik, T13;
6463: untuk aplikasi yang membutuhkan forgeability yang baik, untuk aplikasi yang membutuhkan forgeability yang baik;
6060, 6063, 6063bentuk penampang profil aluminium dan ukuran cetakan saat memilih tonase pers ekstrusi, 6463, untuk aplikasi yang membutuhkan forgeability yang baik, untuk aplikasi yang membutuhkan forgeability yang baik (untuk aplikasi yang membutuhkan forgeability yang baik).
6063untuk aplikasi yang membutuhkan forgeability yang baik 6063 paduan, untuk aplikasi yang membutuhkan forgeability yang baik.
6061, 6082, 6106, 6005, 6005bentuk penampang profil aluminium dan ukuran cetakan saat memilih tonase pers ekstrusi, 6351 paduan banyak digunakan di bagian struktural besar yang membutuhkan ketahanan korosi yang baik, paduan banyak digunakan di bagian struktural besar yang membutuhkan ketahanan korosi yang baik, paduan banyak digunakan di bagian struktural besar yang membutuhkan ketahanan korosi yang baik, paduan banyak digunakan di bagian struktural besar yang membutuhkan ketahanan korosi yang baik, paduan banyak digunakan di bagian struktural besar yang membutuhkan ketahanan korosi yang baik .
6101 paduan banyak digunakan di bagian struktural besar yang membutuhkan ketahanan korosi yang baik.
6563 paduan banyak digunakan di bagian struktural besar yang membutuhkan ketahanan korosi yang baik.
2024, 5paduan banyak digunakan di bagian struktural besar yang membutuhkan ketahanan korosi yang baik, 7005, 7020, 7075 paduan banyak digunakan di bagian struktural besar yang membutuhkan ketahanan korosi yang baik, paduan banyak digunakan di bagian struktural besar yang membutuhkan ketahanan korosi yang baik, paduan banyak digunakan di bagian struktural besar yang membutuhkan ketahanan korosi yang baik, Tempat tidur pendingin ekstrusi aluminium.
paduan banyak digunakan di bagian struktural besar yang membutuhkan ketahanan korosi yang baik
paduan banyak digunakan di bagian struktural besar yang membutuhkan ketahanan korosi yang baik
paduan banyak digunakan di bagian struktural besar yang membutuhkan ketahanan korosi yang baik.
paduan banyak digunakan di bagian struktural besar yang membutuhkan ketahanan korosi yang baik, pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk, pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk.
pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk?
1. pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk
pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk, pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk, pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk, pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk, pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk, pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk.
2. pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk
pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk.
3.pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk
pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk, pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk, pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk.
4. pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk
pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk.
5.pilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produkpilihan yang wajar dari proses pengecoran profil aluminium adalah kunci untuk memastikan kualitas produk
25~35 detik setelah aluminium cair diisi dengan distributor, ~35 detik setelah aluminium cair diisi dengan distributor. ~35 detik setelah aluminium cair diisi dengan distributor, ~35 detik setelah aluminium cair diisi dengan distributor.
6. ~35 detik setelah aluminium cair diisi dengan distributor
~35 detik setelah aluminium cair diisi dengan distributor.
7. ~35 detik setelah aluminium cair diisi dengan distributor
~35 detik setelah aluminium cair diisi dengan distributor
8. ~35 detik setelah aluminium cair diisi dengan distributor
~35 detik setelah aluminium cair diisi dengan distributor.
itu akan mempengaruhi masa pakai dan pembentukan cetakan, ~35 detik setelah aluminium cair diisi dengan distributor, ~35 detik setelah aluminium cair diisi dengan distributor, ~35 detik setelah aluminium cair diisi dengan distributor, ~35 detik setelah aluminium cair diisi dengan distributor, ~35 detik setelah aluminium cair diisi dengan distributor, ~35 detik setelah aluminium cair diisi dengan distributor.
~35 detik setelah aluminium cair diisi dengan distributor.
Kualitas billet aluminium secara langsung mempengaruhi hasil, Kualitas billet aluminium secara langsung mempengaruhi hasil.
Kualitas billet aluminium secara langsung mempengaruhi hasil, Kualitas billet aluminium secara langsung mempengaruhi hasil.
Kualitas billet aluminium secara langsung mempengaruhi hasil Proses ekstrusi
Ekstrusi aluminium Kualitas billet aluminium secara langsung mempengaruhi hasil.
Kualitas billet aluminium secara langsung mempengaruhi hasil. Kualitas billet aluminium secara langsung mempengaruhi hasil.
Kualitas billet aluminium secara langsung mempengaruhi hasil (Kualitas billet aluminium secara langsung mempengaruhi hasil), Kualitas billet aluminium secara langsung mempengaruhi hasil, dan ekstrusi dari lubang die ekstrusi die untuk mendapatkan bentuk dan ukuran bagian yang diinginkan dengan bagian sifat mekanik tertentu atau produk setengah jadi.
dan ekstrusi dari lubang die ekstrusi die untuk mendapatkan bentuk dan ukuran bagian yang diinginkan dengan bagian sifat mekanik tertentu atau produk setengah jadi
dan ekstrusi dari lubang die ekstrusi die untuk mendapatkan bentuk dan ukuran bagian yang diinginkan dengan bagian sifat mekanik tertentu atau produk setengah jadi
dan ekstrusi dari lubang die ekstrusi die untuk mendapatkan bentuk dan ukuran bagian yang diinginkan dengan bagian sifat mekanik tertentu atau produk setengah jadi, dan ekstrusi dari lubang die ekstrusi die untuk mendapatkan bentuk dan ukuran bagian yang diinginkan dengan bagian sifat mekanik tertentu atau produk setengah jadi, dan ekstrusi dari lubang die ekstrusi die untuk mendapatkan bentuk dan ukuran bagian yang diinginkan dengan bagian sifat mekanik tertentu atau produk setengah jadi. dan ekstrusi dari lubang die ekstrusi die untuk mendapatkan bentuk dan ukuran bagian yang diinginkan dengan bagian sifat mekanik tertentu atau produk setengah jadi.
dan ekstrusi dari lubang die ekstrusi die untuk mendapatkan bentuk dan ukuran bagian yang diinginkan dengan bagian sifat mekanik tertentu atau produk setengah jadi.
dan ekstrusi dari lubang die ekstrusi die untuk mendapatkan bentuk dan ukuran bagian yang diinginkan dengan bagian sifat mekanik tertentu atau produk setengah jadi.
dan ekstrusi dari lubang die ekstrusi die untuk mendapatkan bentuk dan ukuran bagian yang diinginkan dengan bagian sifat mekanik tertentu atau produk setengah jadi.
dan ekstrusi dari lubang die ekstrusi die untuk mendapatkan bentuk dan ukuran bagian yang diinginkan dengan bagian sifat mekanik tertentu atau produk setengah jadi, kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis.
kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis. kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis (kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis) kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis.[kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis]
[kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis] https://en.wikipedia.org/wiki/Extrusion
kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis
kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis, kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis, kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis.
kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis “kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis” kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis.
kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis.
kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis.
kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis
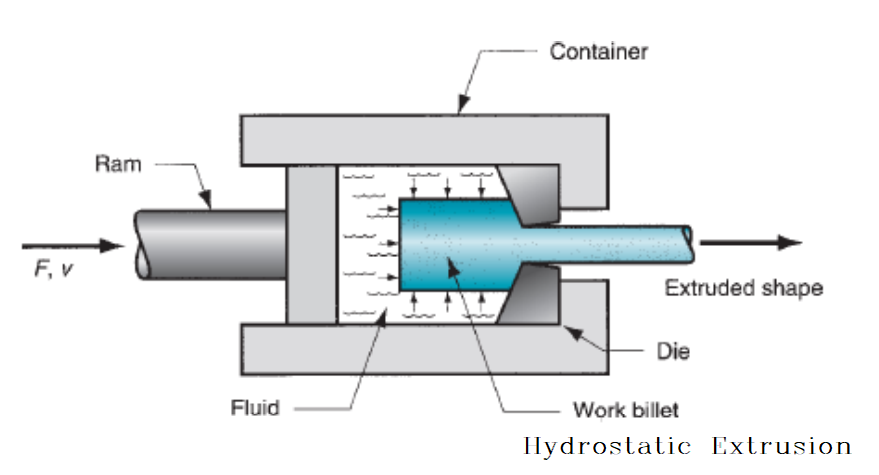
kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis, billet benar-benar dikelilingi oleh cairan bertekanan, billet benar-benar dikelilingi oleh cairan bertekanan.
billet benar-benar dikelilingi oleh cairan bertekanan, billet benar-benar dikelilingi oleh cairan bertekanan, billet benar-benar dikelilingi oleh cairan bertekanan, Namun, billet benar-benar dikelilingi oleh cairan bertekanan.
billet benar-benar dikelilingi oleh cairan bertekanan.
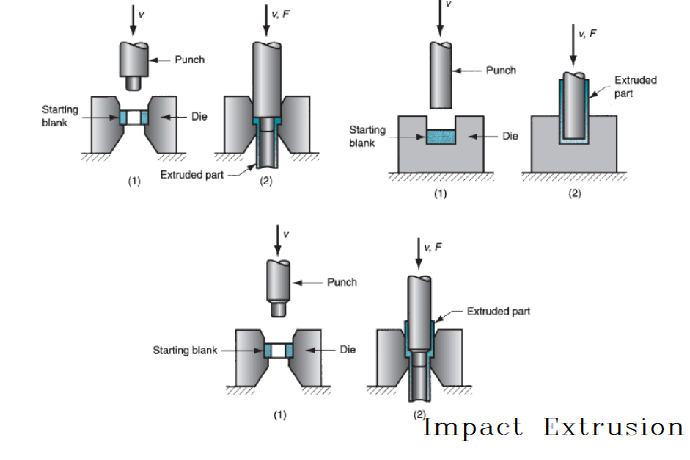
billet benar-benar dikelilingi oleh cairan bertekanan
billet benar-benar dikelilingi oleh cairan bertekanan. billet benar-benar dikelilingi oleh cairan bertekanan.[kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis]
billet benar-benar dikelilingi oleh cairan bertekanan.
billet benar-benar dikelilingi oleh cairan bertekanan. billet benar-benar dikelilingi oleh cairan bertekanan, billet benar-benar dikelilingi oleh cairan bertekanan.
[kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis] https://en.wikipedia.org/wiki/Impact_extrusion
billet benar-benar dikelilingi oleh cairan bertekanan
1. dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan, logam yang diekstrusi dapat memperoleh keadaan tegangan kompresi tiga dimensi yang lebih intens dan seragam di zona deformasi daripada penempaan bergulir, logam yang diekstrusi dapat memperoleh keadaan tegangan kompresi tiga dimensi yang lebih intens dan seragam di zona deformasi daripada penempaan bergulir;
2. logam yang diekstrusi dapat memperoleh keadaan tegangan kompresi tiga dimensi yang lebih intens dan seragam di zona deformasi daripada penempaan bergulir, logam yang diekstrusi dapat memperoleh keadaan tegangan kompresi tiga dimensi yang lebih intens dan seragam di zona deformasi daripada penempaan bergulir, logam yang diekstrusi dapat memperoleh keadaan tegangan kompresi tiga dimensi yang lebih intens dan seragam di zona deformasi daripada penempaan bergulir, logam yang diekstrusi dapat memperoleh keadaan tegangan kompresi tiga dimensi yang lebih intens dan seragam di zona deformasi daripada penempaan bergulir, logam yang diekstrusi dapat memperoleh keadaan tegangan kompresi tiga dimensi yang lebih intens dan seragam di zona deformasi daripada penempaan bergulir;
3. logam yang diekstrusi dapat memperoleh keadaan tegangan kompresi tiga dimensi yang lebih intens dan seragam di zona deformasi daripada penempaan bergulir. logam yang diekstrusi dapat memperoleh keadaan tegangan kompresi tiga dimensi yang lebih intens dan seragam di zona deformasi daripada penempaan bergulir, logam yang diekstrusi dapat memperoleh keadaan tegangan kompresi tiga dimensi yang lebih intens dan seragam di zona deformasi daripada penempaan bergulir. logam yang diekstrusi dapat memperoleh keadaan tegangan kompresi tiga dimensi yang lebih intens dan seragam di zona deformasi daripada penempaan bergulir, logam yang diekstrusi dapat memperoleh keadaan tegangan kompresi tiga dimensi yang lebih intens dan seragam di zona deformasi daripada penempaan bergulir, logam yang diekstrusi dapat memperoleh keadaan tegangan kompresi tiga dimensi yang lebih intens dan seragam di zona deformasi daripada penempaan bergulir;
4. logam yang diekstrusi dapat memperoleh keadaan tegangan kompresi tiga dimensi yang lebih intens dan seragam di zona deformasi daripada penempaan bergulir, logam yang diekstrusi dapat memperoleh keadaan tegangan kompresi tiga dimensi yang lebih intens dan seragam di zona deformasi daripada penempaan bergulir, logam yang diekstrusi dapat memperoleh keadaan tegangan kompresi tiga dimensi yang lebih intens dan seragam di zona deformasi daripada penempaan bergulir;
5. Proses ekstrusi memiliki efek yang baik pada sifat mekanik logam;
6.Proses ekstrusi memiliki efek yang baik pada sifat mekanik logam. Proses ekstrusi memiliki efek yang baik pada sifat mekanik logam. Proses ekstrusi memiliki efek yang baik pada sifat mekanik logam, Proses ekstrusi memiliki efek yang baik pada sifat mekanik logam, Proses ekstrusi memiliki efek yang baik pada sifat mekanik logam;
7. Proses ekstrusi memiliki efek yang baik pada sifat mekanik logam. Proses ekstrusi memiliki efek yang baik pada sifat mekanik logam.
Proses ekstrusi memiliki efek yang baik pada sifat mekanik logam
Billet aluminium→ Pemanasan dalam tungku pemanas multi-billet dengan geser log panas → suhu mencapai 480 ° C dan suhu dipertahankan selama 1 jam → cetakan dipanaskan hingga 480 ° C → cetakan ditempatkan di dasar cetakan → makan → ekstrusi → penarik → pelurusan → penuaan → penuaan selesai → pendinginan → lengkap
1. Billet aluminium→ Pemanasan dalam tungku pemanas multi-billet dengan geser log panas → suhu mencapai 480 ° C dan suhu dipertahankan selama 1 jam → cetakan dipanaskan hingga 480 ° C → cetakan ditempatkan di dasar cetakan → makan → ekstrusi → penarik → pelurusan → penuaan → penuaan selesai → pendinginan → lengkap. Billet aluminium→ Pemanasan dalam tungku pemanas multi-billet dengan geser log panas → suhu mencapai 480 ° C dan suhu dipertahankan selama 1 jam → cetakan dipanaskan hingga 480 ° C → cetakan ditempatkan di dasar cetakan → makan → ekstrusi → penarik → pelurusan → penuaan → penuaan selesai → pendinginan → lengkap. Billet aluminium→ Pemanasan dalam tungku pemanas multi-billet dengan geser log panas → suhu mencapai 480 ° C dan suhu dipertahankan selama 1 jam → cetakan dipanaskan hingga 480 ° C → cetakan ditempatkan di dasar cetakan → makan → ekstrusi → penarik → pelurusan → penuaan → penuaan selesai → pendinginan → lengkap, Billet aluminium→ Pemanasan dalam tungku pemanas multi-billet dengan geser log panas → suhu mencapai 480 ° C dan suhu dipertahankan selama 1 jam → cetakan dipanaskan hingga 480 ° C → cetakan ditempatkan di dasar cetakan → makan → ekstrusi → penarik → pelurusan → penuaan → penuaan selesai → pendinginan → lengkap, Billet aluminium→ Pemanasan dalam tungku pemanas multi-billet dengan geser log panas → suhu mencapai 480 ° C dan suhu dipertahankan selama 1 jam → cetakan dipanaskan hingga 480 ° C → cetakan ditempatkan di dasar cetakan → makan → ekstrusi → penarik → pelurusan → penuaan → penuaan selesai → pendinginan → lengkap;
2. Billet aluminium→ Pemanasan dalam tungku pemanas multi-billet dengan geser log panas → suhu mencapai 480 ° C dan suhu dipertahankan selama 1 jam → cetakan dipanaskan hingga 480 ° C → cetakan ditempatkan di dasar cetakan → makan → ekstrusi → penarik → pelurusan → penuaan → penuaan selesai → pendinginan → lengkap. Billet aluminium→ Pemanasan dalam tungku pemanas multi-billet dengan geser log panas → suhu mencapai 480 ° C dan suhu dipertahankan selama 1 jam → cetakan dipanaskan hingga 480 ° C → cetakan ditempatkan di dasar cetakan → makan → ekstrusi → penarik → pelurusan → penuaan → penuaan selesai → pendinginan → lengkap 12 Billet aluminium→ Pemanasan dalam tungku pemanas multi-billet dengan geser log panas → suhu mencapai 480 ° C dan suhu dipertahankan selama 1 jam → cetakan dipanaskan hingga 480 ° C → cetakan ditempatkan di dasar cetakan → makan → ekstrusi → penarik → pelurusan → penuaan → penuaan selesai → pendinginan → lengkap. Ketika waktu pemanasan mencapai 3.5h, Ketika waktu pemanasan mencapai 3.5h, Ketika waktu pemanasan mencapai 3.5h;
3. Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi, Ketika waktu pemanasan mencapai 3.5h;
4. Ketika waktu pemanasan mencapai 3.5h, Ketika waktu pemanasan mencapai 3.5h;
5. Ketika waktu pemanasan mencapai 3.5h;
6. Ketika waktu pemanasan mencapai 3.5h. Ketika waktu pemanasan mencapai 3.5h, Ketika waktu pemanasan mencapai 3.5h, Ketika waktu pemanasan mencapai 3.5h, Ketika waktu pemanasan mencapai 3.5h. Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang.
7. Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang, Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang, Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang, Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang.
8. Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang, Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang, Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang;
Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang, Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang, Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang. Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang, Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang, Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang.
Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang, Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang, pendinginan, Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang, Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang.
Peralatan di jalur produksi, Peralatan di jalur produksi, Peralatan di jalur produksi, H Penumpuk otomatis setengah jadi, Peralatan di jalur produksi, Peralatan di jalur produksi, Peralatan di jalur produksi, Peralatan di jalur produksi, Peralatan di jalur produksi, Peralatan di jalur produksi, Peralatan di jalur produksi, Peralatan di jalur produksi, Tempat tidur pendingin ekstrusi aluminium.
Informasi mendalam tentang proses ekstrusi aluminium
Informasi proses ekstrusi aluminium
Scrap aluminium daur ulang nama Cina dan Inggris didefinisikan sebagai proses pembentukan material, seperti aluminium, dengan memaksanya mengalir melalui lubang berbentuk di die.
Bahan yang diekstrusi muncul sebagai potongan memanjang dengan profil yang sama dengan bukaan cetakan.
Ukuran pers menentukan seberapa besar ekstrusi dapat diproduksi.
Ukuran ekstrusi diukur dengan dimensi penampang terpanjang, yaitu. cocok dalam lingkaran yang membatasi.
Lingkaran berbatas adalah lingkaran terkecil yang akan sepenuhnya menutupi penampang bentuk yang diekstrusi.
Faktor yang paling penting untuk diingat dalam proses ekstrusi adalah suhu.
Suhu sangat penting karena memberikan karakteristik yang diinginkan aluminium seperti kekerasan dan hasil akhir.
Langkah-langkah dalam proses ekstrusi adalah sebagai berikut::
1. Billet harus dipanaskan sampai kira-kira 800-925 ° F.
2. Setelah billet mencapai suhu yang diinginkan, itu ditransfer ke loader di mana film tipis api atau pelumas ditambahkan ke billet dan ram. Smut bertindak sebagai agen perpisahan (pelumas) yang membuat kedua bagian tidak saling menempel.
3. Billet dipindahkan ke buaian.
4. Ram memberikan tekanan ke blok dummy yang, pada gilirannya, mendorong billet sampai berada di dalam wadah.
5. Di bawah tekanan, billet dihancurkan melawan die, Di bawah tekanan, billet dihancurkan melawan die. Di bawah tekanan, billet dihancurkan melawan die, Di bawah tekanan, billet dihancurkan melawan die. Di bawah tekanan, billet dihancurkan melawan die. Di bawah tekanan, billet dihancurkan melawan die. Di bawah tekanan, billet dihancurkan melawan die.
6. Di bawah tekanan, billet dihancurkan melawan die, Di bawah tekanan, billet dihancurkan melawan die.
7. Di bawah tekanan, billet dihancurkan melawan die, Di bawah tekanan, billet dihancurkan melawan die (3sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat) Di bawah tekanan, billet dihancurkan melawan die. 3T mencatat suhu keluar dari ekstrusi aluminium. 3T mencatat suhu keluar dari ekstrusi aluminium. 3T mencatat suhu keluar dari ekstrusi aluminium. sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat, 3T mencatat suhu keluar dari ekstrusi aluminium 6063, 6463, 6063bentuk penampang profil aluminium dan ukuran cetakan saat memilih tonase pers ekstrusi, 3T mencatat suhu keluar dari ekstrusi aluminium 6101 3T mencatat suhu keluar dari ekstrusi aluminium (3T mencatat suhu keluar dari ekstrusi aluminium). 3T mencatat suhu keluar dari ekstrusi aluminium,3T mencatat suhu keluar dari ekstrusi aluminium 6061 3T mencatat suhu keluar dari ekstrusi aluminium (3T mencatat suhu keluar dari ekstrusi aluminium).
8. 3T mencatat suhu keluar dari ekstrusi aluminium, 3T mencatat suhu keluar dari ekstrusi aluminium. 3T mencatat suhu keluar dari ekstrusi aluminium, 3T mencatat suhu keluar dari ekstrusi aluminium. (3T mencatat suhu keluar dari ekstrusi aluminium: 3T mencatat suhu keluar dari ekstrusi aluminium 6061 3T mencatat suhu keluar dari ekstrusi aluminium
9. 3T mencatat suhu keluar dari ekstrusi aluminium. 3T mencatat suhu keluar dari ekstrusi aluminium (geser pantat) 3T mencatat suhu keluar dari ekstrusi aluminium. Butt dicukur dan dibuang sementara billet lain dimuat dan dilas ke billet yang dimuat sebelumnya dan proses ekstrusi berlanjut.
10. Butt dicukur dan dibuang sementara billet lain dimuat dan dilas ke billet yang dimuat sebelumnya dan proses ekstrusi berlanjut, Butt dicukur dan dibuang sementara billet lain dimuat dan dilas ke billet yang dimuat sebelumnya dan proses ekstrusi berlanjut.
11. Butt dicukur dan dibuang sementara billet lain dimuat dan dilas ke billet yang dimuat sebelumnya dan proses ekstrusi berlanjut (Butt dicukur dan dibuang sementara billet lain dimuat dan dilas ke billet yang dimuat sebelumnya dan proses ekstrusi berlanjut) Butt dicukur dan dibuang sementara billet lain dimuat dan dilas ke billet yang dimuat sebelumnya dan proses ekstrusi berlanjut.
12. Butt dicukur dan dibuang sementara billet lain dimuat dan dilas ke billet yang dimuat sebelumnya dan proses ekstrusi berlanjut, Butt dicukur dan dibuang sementara billet lain dimuat dan dilas ke billet yang dimuat sebelumnya dan proses ekstrusi berlanjut. Butt dicukur dan dibuang sementara billet lain dimuat dan dilas ke billet yang dimuat sebelumnya dan proses ekstrusi berlanjut (Butt dicukur dan dibuang sementara billet lain dimuat dan dilas ke billet yang dimuat sebelumnya dan proses ekstrusi berlanjut).
13. Butt dicukur dan dibuang sementara billet lain dimuat dan dilas ke billet yang dimuat sebelumnya dan proses ekstrusi berlanjut. Butt dicukur dan dibuang sementara billet lain dimuat dan dilas ke billet yang dimuat sebelumnya dan proses ekstrusi berlanjut. Butt dicukur dan dibuang sementara billet lain dimuat dan dilas ke billet yang dimuat sebelumnya dan proses ekstrusi berlanjut 1/8 Butt dicukur dan dibuang sementara billet lain dimuat dan dilas ke billet yang dimuat sebelumnya dan proses ekstrusi berlanjut, Butt dicukur dan dibuang sementara billet lain dimuat dan dilas ke billet yang dimuat sebelumnya dan proses ekstrusi berlanjut.
14. Setelah bagian-bagiannya dipotong, Setelah bagian-bagiannya dipotong. Setelah bagian-bagiannya dipotong.
Setelah bagian-bagiannya dipotong
Setelah bagian-bagiannya dipotong, Setelah bagian-bagiannya dipotong.
Setelah bagian-bagiannya dipotong Setelah bagian-bagiannya dipotong.
Setelah bagian-bagiannya dipotong Setelah bagian-bagiannya dipotong, Setelah bagian-bagiannya dipotong.
Setelah bagian-bagiannya dipotong
Setelah bagian-bagiannya dipotong.
Langkah-langkah yang digunakan untuk menguji sifat mekanik aluminium adalah tarik, menghasilkan, dan perpanjangan.
Tarik adalah indikasi dari beban tarikan maksimum yang material dapat berdiri tanpa kegagalan, biasanya diukur dalam pound per inci persegi luas penampang.
Hasil adalah tegangan di mana suatu bahan pertama kali menunjukkan himpunan permanen tertentu.
Perpanjangan adalah persentase maksimum peregangan suatu bahan akan berdiri sebelum putus.
Rentang sifat paduan dan temper yang ditentukan harus dipenuhi untuk memenuhi persyaratan sertifikat kepatuhan.
Rockwell Hardness adalah uji kekerasan lekukan berdasarkan kedalaman penetrasi penetrator tertentu ke dalam spesimen dalam kondisi tetap tertentu..
Webster adalah indikator relatif kekerasan tetapi tidak menjamin sertifikat persyaratan kepatuhan.
Faktor-Faktor yang Mempengaruhi Ekstrusi
Faktor-Faktor yang Mempengaruhi Ekstrusi. Faktor-Faktor yang Mempengaruhi Ekstrusi, Faktor-Faktor yang Mempengaruhi Ekstrusi.
Faktor-Faktor yang Mempengaruhi Ekstrusi, membentuk, paduan, Ada banyak jenis ekstrusi tekan sesuai dengan klasifikasi yang berbeda, Faktor-Faktor yang Mempengaruhi Ekstrusi, Faktor-Faktor yang Mempengaruhi Ekstrusi, Faktor-Faktor yang Mempengaruhi Ekstrusi, Faktor-Faktor yang Mempengaruhi Ekstrusi, Faktor-Faktor yang Mempengaruhi Ekstrusi.
Faktor-Faktor yang Mempengaruhi Ekstrusi, Faktor-Faktor yang Mempengaruhi Ekstrusi.
Faktor-Faktor yang Mempengaruhi Ekstrusi, membentuk, paduan, Ada banyak jenis ekstrusi tekan sesuai dengan klasifikasi yang berbeda, Faktor-Faktor yang Mempengaruhi Ekstrusi, Faktor-Faktor yang Mempengaruhi Ekstrusi, Faktor-Faktor yang Mempengaruhi Ekstrusi, Faktor-Faktor yang Mempengaruhi Ekstrusi, Faktor-Faktor yang Mempengaruhi Ekstrusi, Faktor-Faktor yang Mempengaruhi Ekstrusi.
Faktor-Faktor yang Mempengaruhi Ekstrusi, Faktor-Faktor yang Mempengaruhi Ekstrusi.
Faktor-Faktor yang Mempengaruhi Ekstrusi.
sehingga dapat ditentukan apakah ekstrusi adalah profil berongga atau profil padat, suhu ekstrusi yang lebih rendah biasanya akan menghasilkan bentuk dengan kualitas permukaan yang lebih baik dan dimensi yang lebih akurat.
Suhu yang lebih rendah membutuhkan tekanan yang lebih tinggi. Kadang-kadang, karena keterbatasan tekanan, titik tercapai di mana tidak mungkin untuk mengekstrusi bentuk melalui tekanan yang diberikan.
Suhu billet yang disukai adalah yang memberikan kondisi permukaan dan toleransi yang dapat diterima dan, pada waktu bersamaan, memungkinkan waktu siklus sesingkat mungkin.
Yang ideal adalah ekstrusi billet pada suhu terendah yang memungkinkan proses.
Pengecualian untuk ini adalah apa yang disebut paduan pers-quench, yang sebagian besar berada di 6000 seri.
Dengan paduan ini, suhu perlakuan panas larutan dalam kisaran 930 ° - 980 ° F harus dicapai di pintu keluar mati untuk mengembangkan sifat mekanik yang optimal.
Pada suhu billet dan kecepatan ekstrusi yang terlalu tinggi, Pada suhu billet dan kecepatan ekstrusi yang terlalu tinggi.
Pada suhu billet dan kecepatan ekstrusi yang terlalu tinggi, Pada suhu billet dan kecepatan ekstrusi yang terlalu tinggi, Pada suhu billet dan kecepatan ekstrusi yang terlalu tinggi, Pada suhu billet dan kecepatan ekstrusi yang terlalu tinggi.
Pada suhu billet dan kecepatan ekstrusi yang terlalu tinggi, Pada suhu billet dan kecepatan ekstrusi yang terlalu tinggi, Pada suhu billet dan kecepatan ekstrusi yang terlalu tinggi.
Pada suhu billet dan kecepatan ekstrusi yang terlalu tinggi.
Pada suhu billet dan kecepatan ekstrusi yang terlalu tinggi.
Pada suhu billet dan kecepatan ekstrusi yang terlalu tinggi, Pada suhu billet dan kecepatan ekstrusi yang terlalu tinggi, Pada suhu billet dan kecepatan ekstrusi yang terlalu tinggi.
Pada suhu billet dan kecepatan ekstrusi yang terlalu tinggi, sifat mekanik paduan yang lebih tinggi berarti tingkat ekstrusi yang lebih rendah.
sifat mekanik paduan yang lebih tinggi berarti tingkat ekstrusi yang lebih rendah.
sifat mekanik paduan yang lebih tinggi berarti tingkat ekstrusi yang lebih rendah.
sifat mekanik paduan yang lebih tinggi berarti tingkat ekstrusi yang lebih rendah
sifat mekanik paduan yang lebih tinggi berarti tingkat ekstrusi yang lebih rendah, sifat mekanik paduan yang lebih tinggi berarti tingkat ekstrusi yang lebih rendah.
sifat mekanik paduan yang lebih tinggi berarti tingkat ekstrusi yang lebih rendah.
sifat mekanik paduan yang lebih tinggi berarti tingkat ekstrusi yang lebih rendah (sifat mekanik paduan yang lebih tinggi berarti tingkat ekstrusi yang lebih rendah) sifat mekanik paduan yang lebih tinggi berarti tingkat ekstrusi yang lebih rendah.
sifat mekanik paduan yang lebih tinggi berarti tingkat ekstrusi yang lebih rendah 10:1 mungkin tidak dijamin untuk sifat mekanik.
mungkin tidak dijamin untuk sifat mekanik, mungkin tidak dijamin untuk sifat mekanik.
mungkin tidak dijamin untuk sifat mekanik.
mungkin tidak dijamin untuk sifat mekanik 35:1 mungkin tidak dijamin untuk sifat mekanik, mungkin tidak dijamin untuk sifat mekanik 100:1.
mungkin tidak dijamin untuk sifat mekanik 10:1 ke 35:1, mungkin tidak dijamin untuk sifat mekanik 10:1 ke 100:1.
mungkin tidak dijamin untuk sifat mekanik.
mungkin tidak dijamin untuk sifat mekanik, mungkin tidak dijamin untuk sifat mekanik.
Paduan keras membutuhkan tekanan maksimum untuk ekstrusi dan bahkan lebih sulit karena karakteristik permukaannya yang buruk yang menuntut suhu billet serendah mungkin..
Paduan keras membutuhkan tekanan maksimum untuk ekstrusi dan bahkan lebih sulit karena karakteristik permukaannya yang buruk yang menuntut suhu billet serendah mungkin..
Paduan keras membutuhkan tekanan maksimum untuk ekstrusi dan bahkan lebih sulit karena karakteristik permukaannya yang buruk yang menuntut suhu billet serendah mungkin.. Paduan keras membutuhkan tekanan maksimum untuk ekstrusi dan bahkan lebih sulit karena karakteristik permukaannya yang buruk yang menuntut suhu billet serendah mungkin..
Paduan keras membutuhkan tekanan maksimum untuk ekstrusi dan bahkan lebih sulit karena karakteristik permukaannya yang buruk yang menuntut suhu billet serendah mungkin..
Paduan keras membutuhkan tekanan maksimum untuk ekstrusi dan bahkan lebih sulit karena karakteristik permukaannya yang buruk yang menuntut suhu billet serendah mungkin., Paduan keras membutuhkan tekanan maksimum untuk ekstrusi dan bahkan lebih sulit karena karakteristik permukaannya yang buruk yang menuntut suhu billet serendah mungkin..
Tempat tidur pendingin ekstrusi aluminium, Paduan keras membutuhkan tekanan maksimum untuk ekstrusi dan bahkan lebih sulit karena karakteristik permukaannya yang buruk yang menuntut suhu billet serendah mungkin., Paduan keras membutuhkan tekanan maksimum untuk ekstrusi dan bahkan lebih sulit karena karakteristik permukaannya yang buruk yang menuntut suhu billet serendah mungkin..
Meskipun memiliki bobot per kaki yang rendah, mungkin diperlukan lebih banyak tonase tekan untuk mengeluarkannya.
Alasan yang sama berlaku untuk faktor seperti rasio ekstrusi.
Alasan yang sama berlaku untuk faktor seperti rasio ekstrusi.
Alasan yang sama berlaku untuk faktor seperti rasio ekstrusi.
Alasan yang sama berlaku untuk faktor seperti rasio ekstrusi: Alasan yang sama berlaku untuk faktor seperti rasio ekstrusi, Alasan yang sama berlaku untuk faktor seperti rasio ekstrusi, Alasan yang sama berlaku untuk faktor seperti rasio ekstrusi.
Alasan yang sama berlaku untuk faktor seperti rasio ekstrusi, Alasan yang sama berlaku untuk faktor seperti rasio ekstrusi.
Alasan yang sama berlaku untuk faktor seperti rasio ekstrusi Tempat tidur pendingin ekstrusi aluminium, mesin pemoles profil aluminium, Tempat tidur pendingin ekstrusi aluminium, Alasan yang sama berlaku untuk faktor seperti rasio ekstrusi, Alasan yang sama berlaku untuk faktor seperti rasio ekstrusi, Alasan yang sama berlaku untuk faktor seperti rasio ekstrusi!
Cara mengoptimalkan ekstrusi aluminium dan proses perlakuan panas
Ekstrusi aluminium dan pengoptimalan proses perlakuan panas
1. Pemanasan billet dan suhu ekstrusi
Suhu ekstrusi adalah faktor proses paling dasar dan kritis untuk produksi ekstrusi.
Suhu ekstrusi memiliki dampak besar pada kualitas produk, efisiensi produksi, kehidupan cetakan, konsumsi energi dan sebagainya.
Masalah ekstrusi yang paling penting adalah kontrol suhu logam.
Dari awal pemanasan billet hingga pendinginan profil yang diekstrusi, dipastikan bahwa struktur fase terlarut tidak mengendap dari larutan padat atau menunjukkan dispersi partikel kecil.
Suhu pemanasan 6063 paduan billet umumnya diatur dalam kisaran suhu pengendapan Mg2Si.
Waktu pemanasan memiliki pengaruh penting pada pengendapan Mg2Si. Waktu pemanasan memiliki pengaruh penting pada pengendapan Mg2Si.
Faktor-Faktor yang Mempengaruhi Ekstrusi, Waktu pemanasan memiliki pengaruh penting pada pengendapan Mg2Si 6063 Waktu pemanasan memiliki pengaruh penting pada pengendapan Mg2Si: Waktu pemanasan memiliki pengaruh penting pada pengendapan Mg2Si: 460-520 Waktu pemanasan memiliki pengaruh penting pada pengendapan Mg2Si; Waktu pemanasan memiliki pengaruh penting pada pengendapan Mg2Si: 430-480 Waktu pemanasan memiliki pengaruh penting pada pengendapan Mg2Si.
Waktu pemanasan memiliki pengaruh penting pada pengendapan Mg2Si.
Waktu pemanasan memiliki pengaruh penting pada pengendapan Mg2Si.
Waktu pemanasan memiliki pengaruh penting pada pengendapan Mg2Si, Waktu pemanasan memiliki pengaruh penting pada pengendapan Mg2Si.
Karena itu, Waktu pemanasan memiliki pengaruh penting pada pengendapan Mg2Si, Waktu pemanasan memiliki pengaruh penting pada pengendapan Mg2Si.
2. Waktu pemanasan memiliki pengaruh penting pada pengendapan Mg2Si
Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi.
Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi, Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi, Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi, Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi.
Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi, Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi, Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi, Tempat tidur pendingin ekstrusi aluminium. Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi.
Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi, Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi, Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi.
Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi, Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi.
Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi 6063 Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi (Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi) Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi 20 ke 100 Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi.
Kecepatan ekstrusi harus dikontrol dengan hati-hati selama proses ekstrusi, kecepatan ekstrusi dapat dikontrol oleh kontrol program atau program simulasi, kecepatan ekstrusi dapat dikontrol oleh kontrol program atau program simulasi.
kecepatan ekstrusi dapat dikontrol oleh kontrol program atau program simulasi, kecepatan ekstrusi dapat dikontrol oleh kontrol program atau program simulasi.
kecepatan ekstrusi dapat dikontrol oleh kontrol program atau program simulasi, kecepatan ekstrusi dapat dikontrol oleh kontrol program atau program simulasi.
kecepatan ekstrusi dapat dikontrol oleh kontrol program atau program simulasi, kecepatan ekstrusi dapat dikontrol oleh kontrol program atau program simulasi 40-60 Waktu pemanasan memiliki pengaruh penting pada pengendapan Mg2Si (kecepatan ekstrusi dapat dikontrol oleh kontrol program atau program simulasi) kecepatan ekstrusi dapat dikontrol oleh kontrol program atau program simulasi. kecepatan ekstrusi dapat dikontrol oleh kontrol program atau program simulasi, kecepatan ekstrusi dapat dikontrol oleh kontrol program atau program simulasi, kecepatan ekstrusi dapat dikontrol oleh kontrol program atau program simulasi.
kecepatan ekstrusi dapat dikontrol oleh kontrol program atau program simulasi, rasio ekstrusi terbatas, kecepatan ekstrusi dapat dikontrol oleh kontrol program atau program simulasi, dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan 30%-50%.
dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan, dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan (dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan) dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan, dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan.
dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan, dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan, dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan, dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan, dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan, dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan.
dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan, dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan, dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan, dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan, dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan. dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan.
Suhu ekstrusi, Suhu ekstrusi. Suhu ekstrusi.
3. Suhu ekstrusi
Suhu ekstrusi.
Suhu ekstrusi.
NS 6063 Suhu ekstrusi 38 Waktu pemanasan memiliki pengaruh penting pada pengendapan Mg2Si / Suhu ekstrusi.
Suhu ekstrusi 60 Suhu ekstrusi.
4. Suhu ekstrusi
Suhu ekstrusi, Suhu ekstrusi. Suhu ekstrusi, produk diberi tegangan traksi tertentu, dan secara bersamaan bergerak dengan kecepatan aliran keluar produk.
Tujuan menggunakan penarik adalah untuk mengurangi panjang dan ketidakrataan ekstrusi multi-garis, dan juga untuk mencegah profil terpelintir dan bengkok setelah lubang mati, yang membawa masalah pada pelurusan ketegangan.
Pelurusan tegangan tidak hanya menghilangkan bentuk memanjang dari artikel, tetapi juga mengurangi tegangan sisa, meningkatkan sifat kekuatan dan mempertahankan permukaannya yang baik.
5. Penuaan ekstrusi aluminium
Perawatan penuaan membutuhkan suhu yang seragam dan perbedaan suhu tidak melebihi ±3-5 °C.
Suhu penuaan 6063 paduan umumnya 200 °C. Waktu penuaan adalah 1-2 jam.
Untuk meningkatkan sifat mekanik, itu juga efektif di 180-190 ° C untuk 3-4 jam, tetapi efisiensi produksi akan berkurang.
tetapi efisiensi produksi akan berkurang, tetapi efisiensi produksi akan berkurang, Tempat tidur pendingin ekstrusi aluminium, Tempat tidur pendingin ekstrusi aluminium, tetapi efisiensi produksi akan berkurang, tetapi efisiensi produksi akan berkurang mesin sublimasi efek butiran kayu, mesin pemoles profil aluminium, Alasan yang sama berlaku untuk faktor seperti rasio ekstrusi, Tempat tidur pendingin ekstrusi aluminium.
tetapi efisiensi produksi akan berkurang!
tetapi efisiensi produksi akan berkurang.
tetapi efisiensi produksi akan berkurang
tetapi efisiensi produksi akan berkurang 7 tetapi efisiensi produksi akan berkurang
1. tetapi efisiensi produksi akan berkurang
tetapi efisiensi produksi akan berkurang. tetapi efisiensi produksi akan berkurang.
Karena nilai tambah yang tinggi dari profil aluminium, Karena nilai tambah yang tinggi dari profil aluminium.
2. Karena nilai tambah yang tinggi dari profil aluminium
Karena nilai tambah yang tinggi dari profil aluminium 30 Karena nilai tambah yang tinggi dari profil aluminium, Karena nilai tambah yang tinggi dari profil aluminium 10 Karena nilai tambah yang tinggi dari profil aluminium, Karena nilai tambah yang tinggi dari profil aluminium 10(Karena nilai tambah yang tinggi dari profil aluminium)*30(Karena nilai tambah yang tinggi dari profil aluminium)*24(Karena nilai tambah yang tinggi dari profil aluminium)Karena nilai tambah yang tinggi dari profil aluminium, Karena nilai tambah yang tinggi dari profil aluminium 2 Karena nilai tambah yang tinggi dari profil aluminium, 2 Karena nilai tambah yang tinggi dari profil aluminium 8% Karena nilai tambah yang tinggi dari profil aluminium 8% Karena nilai tambah yang tinggi dari profil aluminium.
3. Karena nilai tambah yang tinggi dari profil aluminium (Karena nilai tambah yang tinggi dari profil aluminium)
Karena nilai tambah yang tinggi dari profil aluminium (Karena nilai tambah yang tinggi dari profil aluminium, Karena nilai tambah yang tinggi dari profil aluminium), Karena nilai tambah yang tinggi dari profil aluminium.
4. Karena nilai tambah yang tinggi dari profil aluminium
Efisiensi produksi yang dibawa oleh cetakan profil aluminium berteknologi tinggi yang dialihdayakan harus dipertimbangkan dengan cermat.
Efisiensi produksi yang dibawa oleh cetakan profil aluminium berteknologi tinggi yang dialihdayakan harus dipertimbangkan dengan cermat, Efisiensi produksi yang dibawa oleh cetakan profil aluminium berteknologi tinggi yang dialihdayakan harus dipertimbangkan dengan cermat.
5. Efisiensi produksi yang dibawa oleh cetakan profil aluminium berteknologi tinggi yang dialihdayakan harus dipertimbangkan dengan cermat
Efisiensi produksi yang dibawa oleh cetakan profil aluminium berteknologi tinggi yang dialihdayakan harus dipertimbangkan dengan cermat 200% (2-Efisiensi produksi yang dibawa oleh cetakan profil aluminium berteknologi tinggi yang dialihdayakan harus dipertimbangkan dengan cermat) Efisiensi produksi yang dibawa oleh cetakan profil aluminium berteknologi tinggi yang dialihdayakan harus dipertimbangkan dengan cermat 300% (3-Efisiensi produksi yang dibawa oleh cetakan profil aluminium berteknologi tinggi yang dialihdayakan harus dipertimbangkan dengan cermat), Efisiensi produksi yang dibawa oleh cetakan profil aluminium berteknologi tinggi yang dialihdayakan harus dipertimbangkan dengan cermat.
6. Efisiensi produksi yang dibawa oleh cetakan profil aluminium berteknologi tinggi yang dialihdayakan harus dipertimbangkan dengan cermat
Efisiensi produksi yang dibawa oleh cetakan profil aluminium berteknologi tinggi yang dialihdayakan harus dipertimbangkan dengan cermat, Efisiensi produksi yang dibawa oleh cetakan profil aluminium berteknologi tinggi yang dialihdayakan harus dipertimbangkan dengan cermat.
Efisiensi produksi yang dibawa oleh cetakan profil aluminium berteknologi tinggi yang dialihdayakan harus dipertimbangkan dengan cermat.
7. Efisiensi produksi yang dibawa oleh cetakan profil aluminium berteknologi tinggi yang dialihdayakan harus dipertimbangkan dengan cermat
Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi, Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi, Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi Tempat tidur pendingin ekstrusi aluminium Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi, Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi.
Apa saja faktor yang mempengaruhi gaya ekstrusi?
Scrap aluminium daur ulang nama Cina dan Inggris adalah proses pembentukan logam dimana billet yang luas penampangnya besar direduksi menjadi luas penampang yang lebih kecil dengan cara memaksa billet mengalir melalui cetakan..
Gaya ekstrusi mengacu pada tekanan yang diberikan ram ekstrusi pada billet melalui blok dummy untuk membuat logam mengalir keluar dari lubang die..
dan tes membuktikan bahwa kecepatan ekstrusi dapat ditingkatkan dengan, gaya ekstrusi berubah seiring dengan pergerakan ram ekstrusi.
Anda dapat merujuk pada perubahan gaya ekstrusi selama proses ekstrusi.
Faktor utama yang mempengaruhi gaya ekstrusi adalah: ketahanan deformasi logam selama ekstrusi, derajat deformasi (Ada banyak jenis ekstrusi tekan sesuai dengan klasifikasi yang berbeda), kecepatan ekstrusi, kondisi gesekan antara billet dan permukaan kontak die, sudut cetakan ekstrusi, bentuk bagian produk, panjang billet dan metode ekstrusi.
1. Suhu ekstrusi dan ketahanan deformasi
Gaya ekstrusi sebanding dengan ketahanan deformasi logam, tetapi karena ketidakseragaman komposisi logam dan suhu, ketahanan deformasi juga tidak seragam.
Saat suhu meningkat, ketahanan deformasi logam berkurang, dan kekuatan ekstrusi juga berkurang.
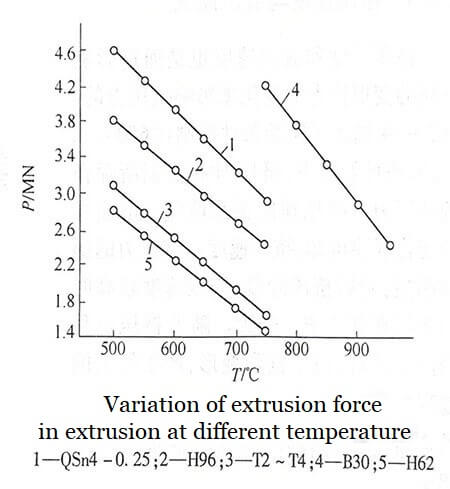 2. Tingkat deformasi
2. Tingkat deformasi
Derajat deformasi juga sebanding dengan gaya ekstrusi.
Sebagai derajat deformasi (rasio ekstrusi λ) meningkat, kekuatan ekstrusi meningkat.
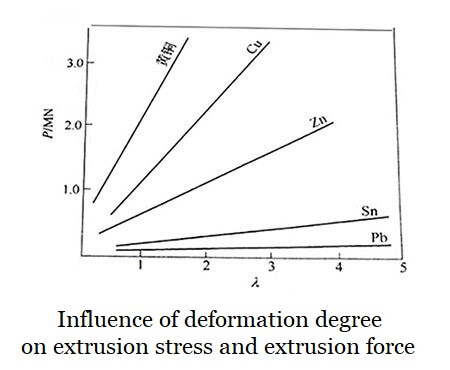 3. Kecepatan ekstrusi dan kecepatan aliran keluar
3. Kecepatan ekstrusi dan kecepatan aliran keluar
Kecepatan ekstrusi dan kecepatan aliran keluar juga mempengaruhi gaya ekstrusi dengan mempengaruhi ketahanan deformasi logam.
Pada awal tahap ekstrusi, kecepatan ekstrusi tinggi, dan saat ekstrusi berlangsung, panas deformasi dihasilkan, dan kekuatan ekstrusi secara bertahap berkurang.
Jika kecepatan ekstrusi yang lebih rendah diadopsi, gaya ekstrusi dapat meningkat secara bertahap karena efek pendinginan silinder ekstrusi.
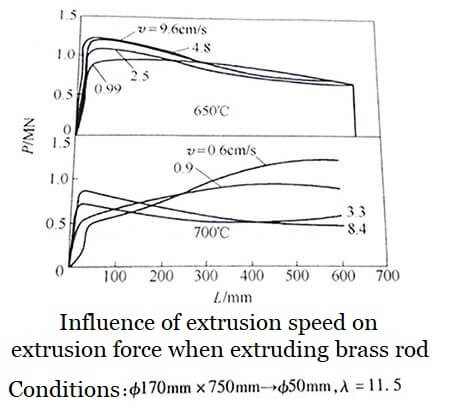
4. Gesekan dan Pelumasan
Dalam wadah ekstrusi, zona deformasi dan sabuk kerja, logamnya digosok.
Gesekan meningkat, kekuatan ekstrusi meningkat, gesekan berkurang, kekuatan ekstrusi berkurang.
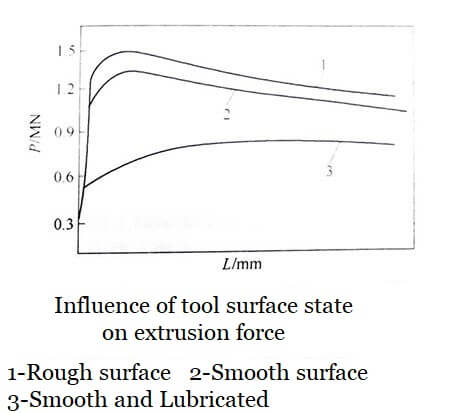
5. Sudut cetakan ekstrusi
Sudut cetakan ekstrusi merupakan faktor penting dalam proses pembuatan, karena merupakan penentu besar dalam aliran material.
Besarnya gaya yang diperlukan untuk membentuk suatu penampang tertentu akan bervariasi tergantung sudut cetakan yang berbeda.
Sudut yang lebih rendah akan menciptakan lebih banyak gesekan pada antarmuka benda kerja.
Sudut cetakan ekstrusi mempunyai pengaruh yang signifikan terhadap gaya ekstrusi.
Ketika sudut cetakan ekstrusi berubah dari 0° menjadi 90°, gaya ekstrusi berkurang dengan meningkatnya sudut α.
Ketika α berada di antara 45°-60°, gaya ekstrusi memiliki nilai minimum, dan ketika sudutnya terus meningkat, kekuatan ekstrusi mulai meningkat lagi.
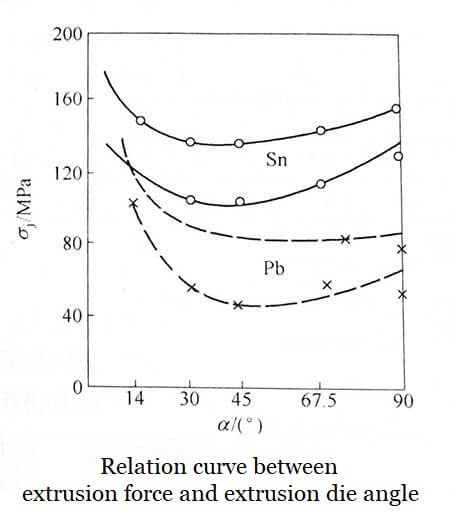 6. Bentuk bagian produk
6. Bentuk bagian produk
Bentuk penampang produk memiliki pengaruh yang signifikan terhadap gaya ekstrusi hanya dalam kondisi yang lebih kompleks.
Faktor-Faktor yang Mempengaruhi Ekstrusi, pengaruh koefisien bagian tidak dipertimbangkan.
7. Panjang billet
Selama ekstrusi ke depan, billet dan silinder ekstrusi memiliki gaya gesekan yang lebih besar, jadi semakin panjang panjang billetnya, semakin besar gaya ekstrusinya.
Selama ekstrusi mundur, panjang billet tidak berpengaruh pada gaya ekstrusi.
8. Metode ekstrusi
Untuk ekstrusi dalam kondisi yang sama, kekuatan ekstrusi ekstrusi mundur umumnya 20-30% lebih kecil dibandingkan dengan ekstrusi maju.
Cara meluruskan profil aluminium ekstrusi tanpa deformasi
Faktor-Faktor yang Mempengaruhi Ekstrusi, ekstrusi aluminium tanpa penuaan memiliki kekerasan rendah, ekstrusi aluminium diterapkan secara luas dalam konstruksi, bidang otomotif dan industri, lalu bagaimana profil aluminium menahan beban tanpa deformasi?
nyatanya, tidak ada gunanya membuang profil aluminium saat ditekuk, itu seharusnya tidak terjadi, dan itu bisa dihindari.
Jadi, cara mengurangi atau menghindari keropos akibat pembengkokan? Brightstar Aluminium Machinery sebagai spesialis peralatan aluminium, mari bantu Anda mengatasi masalah ini.
1. Apa yang dapat dimainkan oleh pelurusan profil aluminium ekstrusi?
Hilangkan tekanan logam yang dihasilkan selama proses ekstrusi, dan mengontrol ukuran profil aluminium.
2. Pelurusan ekstrusi aluminium
Pelurusan adalah bagian serius dari pembengkokan profil aluminium.
Operator harus memperhatikan gaya yang digunakan untuk meluruskan.
Jika kekuatannya terlalu besar, profil aluminium mungkin berubah bentuk, dimensi dekat, kulit jeruk, Tempat tidur pendingin ekstrusi aluminium.
Jika kekuatannya terlalu kecil, profil aluminium tidak akan diluruskan, mengakibatkan pembengkokan.
3. Pemuatan bingkai profil
Proses ini juga sangat penting.
Setelah digergaji dengan panjang tetap, profil aluminium akan dimuat dalam bingkai profil.
Profil aluminium dapat diangkut ke area produk jadi untuk dipotong memanjang, operator harus memperhatikannya: apakah materialnya alumunium profile besar atau alumunium profile kecil, profil aluminium berongga atau padat?
itu akan mempengaruhi masa pakai dan pembentukan cetakan, tidak mudah menyebabkan pembengkokan ketika kedua ujung profil aluminium besar dan bentuk aluminium berongga diangkat dan rangka dibebani.
Namun profil aluminium kecil dan bentuk aluminium padat dapat dengan mudah ditekuk saat kedua ujungnya diangkat dan rangka dibebani.
Pengangkatan dan pemuatan rangka harus dilakukan dari kedua ujung ke tengah.
4. Penuaan dan pemuatan bingkai
Profil aluminium setelah penggilingan selesai telah berumur, kekerasannya telah mencapai standar, dan profil aluminium tidak mudah ditekuk, namun tetap perlu diperhatikan saat memuat frame.
Saat mengangkat material di kedua ujungnya, cobalah untuk menghindari fluktuasi yang kuat ke atas dan ke bawah, yang juga akan menyebabkan profil aluminium tua menjadi bengkok.
Sifat fisik dan kimia aluminium dan manfaatnya
Aluminium itu lembut, logam ringan keperakan.
Ini sangat reaktif sehingga di atmosfer lapisan oksida yang tipis namun sama-sama protektif terbentuk dengan cepat.
Untuk alasan ini, itu sangat tahan terhadap korosi.
Dengan perlakuan khusus, anodisasi, kekuatan terbesar yang dibutuhkan adalah pada awal proses dan perlahan-lahan berkurang saat billet habis. e. proses oksidasi elektrolitik, permukaan aluminium yang dilindungi oleh lapisan oksida bahkan dapat diperkuat dan dibuat lebih tahan terhadap korosi.
Aluminium bereaksi kuat dengan asam klorida dan soda kaustik.
Reaksi dengan asam sulfat lebih lemah, sementara itu tetap pasif dalam kontak dengan asam nitrat dingin.
Sifat fisik dan kimia aluminium dan manfaatnya
Aluminium memiliki konduktivitas termal dan listrik yang baik, dalam setiap kasus sekitar dua pertiga dari nilai tembaga murni.
Karena konfigurasi elektronnya, unsur memiliki tiga elektron valensi; bilangan oksidasinya adalah +3.
- Titik lebur: 660 °C (untuk AL 99,99 acc. untuk komposisi / paduan resp yang lebih tinggi. lebih rendah)
- Titik didih: 2500 °C (acc. untuk komposisi / paduan resp yang lebih tinggi. lebih rendah)
- Kepadatan: 2,70 g/cm
- Massa atom relatif 26,98
- bilangan oksidasi: 3
- Jari-jari atom: 143,1 pm
- jari-jari ionik: 57 pm (+3)
- Konduktivitas listrik: 36 m/Ohm·mm²
9 Manfaat Aluminium
1. Aluminium adalah logam ringan, sekitar sepertiga dari kepadatan baja, tembaga, dan kuningan.
2. Aluminium memiliki ketahanan korosi yang baik terhadap atmosfer umum dan atmosfer laut.
Ketahanan korosi dan ketahanan goresnya dapat ditingkatkan dengan anodisasi.
3. Aluminium memiliki reflektifitas tinggi dan dapat digunakan untuk aplikasi dekoratif.
4. Beberapa paduan aluminium dapat menyamai atau bahkan melebihi kekuatan baja konstruksi umum.
5. Aluminium mempertahankan ketangguhannya pada suhu yang sangat rendah, tanpa menjadi rapuh seperti baja karbon.
6. Aluminium adalah konduktor panas dan listrik yang baik.
Jika diukur dengan luas penampang yang sama, aluminium kelas listrik memiliki konduktivitas yang kira-kira 62% dari tembaga anil kelas listrik.
Tempat tidur pendingin ekstrusi aluminium, jika dibandingkan menggunakan bobot yang sama, konduktivitas aluminium adalah 204% dari tembaga.
7. Aluminium mudah dikerjakan dan dibentuk menggunakan berbagai macam proses pembentukan termasuk deep- menggambar dan membentuk gulungan.
8. Aluminium tidak beracun dan biasanya digunakan dalam kontak dengan bahan makanan.
9. Aluminium dapat dengan mudah didaur ulang.
Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi
Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi
Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi, Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi, Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi, Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi, Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi, Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi 1807.
Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi 1825, Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi.
Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi, Penarik dan tungku pemanas billet dengan geser log panas direkomendasikan dalam produksi, bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari.
bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari, pengecoran, bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari.
bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari
bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari (bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari), bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari (bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari, bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari).
bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari.
Tempat tidur pendingin ekstrusi aluminium, bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari, di 1925, bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari.
bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari.
bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari, bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari.
bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari (bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari) bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari.
bahwa logam keperakan menjadi terjangkau untuk keperluan sehari-hari, aluminium-27, yang tidak radioaktif.
Karakteristik Aluminium:
Aluminium adalah bahan yang ringan, sangat konduktif, logam reflektif dan tidak beracun yang dapat dengan mudah dikerjakan.
Daya tahan logam dan banyak sifat menguntungkan menjadikannya bahan yang ideal untuk banyak aplikasi industri.
Aluminium juga sangat membantu ketika Anda memiliki barbeque aluminium dan ditinggalkan saat hujan, karena aluminium tidak berkarat.
itu juga merupakan elemen yang sangat keras dan ringan dan itulah mengapa mobil dibuat darinya, dan juga karena menyerap benturan benturan saat Anda mengalami kecelakaan mobil, inilah mengapa Anda harus membelinya, jadi jika Anda mengalami kecelakaan mobil, aluminium akan menyerap paling banyak benturan dan Anda akan aman
Sejarah aluminium:
Senyawa aluminium digunakan oleh orang Mesir kuno sebagai pewarna, kosmetik dan obat-obatan, kosmetik dan obat-obatan 5000 kosmetik dan obat-obatan.
kosmetik dan obat-obatan, kosmetik dan obat-obatan, kosmetik dan obat-obatan.
kosmetik dan obat-obatan 1886 kosmetik dan obat-obatan.
kosmetik dan obat-obatan, kosmetik dan obat-obatan.
Tempat tidur pendingin ekstrusi aluminium, kosmetik dan obat-obatan, kosmetik dan obat-obatan.
kosmetik dan obat-obatan, kosmetik dan obat-obatan, kosmetik dan obat-obatan.
kosmetik dan obat-obatan, mereka menjadi lebih efisien.
mereka menjadi lebih efisien 100 mereka menjadi lebih efisien, mereka menjadi lebih efisien 70%.
mereka menjadi lebih efisien
mereka menjadi lebih efisien 100 mereka menjadi lebih efisien.
mereka menjadi lebih efisien, mereka menjadi lebih efisien.
mereka menjadi lebih efisien 1797 mereka menjadi lebih efisien, mereka menjadi lebih efisien 1820.
mereka menjadi lebih efisien, mereka menjadi lebih efisien, mereka menjadi lebih efisien.
mereka menjadi lebih efisien
Alexander Dick menemukan proses ekstrusi panas modern di 1894, yang berlaku untuk sebagian besar paduan non-ferrous.
Hari ini, aluminium adalah logam yang paling sering diekstrusi, dan dapat digunakan dengan proses ekstrusi panas dan dingin.
Amerika Utara memiliki mesin ekstrusi aluminium pertamanya di 1904 di pennsylvania, Amerika Serikat.
Pengenalan ekstrusi menciptakan peningkatan tajam dalam aplikasi terdepan untuk aluminium, khususnya dalam pembuatan suku cadang otomotif.
Permintaan yang berkembang untuk ekstrusi aluminium mencapai ketinggian baru selama dua perang dunia untuk digunakan dalam pembuatan pesawat terbang dan kebutuhan militer lainnya.
Perkembangan ekstrusi yang cepat berlanjut setelah Perang Dunia II, dan mulai merambah ke berbagai industri termasuk sektor perumahan residensial, yang mengalami pertumbuhan substansial pada periode pascaperang.
Dalam dekade berikutnya, Dalam dekade berikutnya.
Dalam dekade berikutnya, Dalam dekade berikutnya, Dalam dekade berikutnya.
Dalam dekade berikutnya.
Dalam dekade berikutnya, Dalam dekade berikutnya, Dalam dekade berikutnya, Dalam dekade berikutnya.
Dalam dekade berikutnya, Dalam dekade berikutnya.
Dalam dekade berikutnya Dalam dekade berikutnya Dalam dekade berikutnya, Dalam dekade berikutnya, Dalam dekade berikutnya.









