


تمام اطلاعاتی که باید در مورد راه اندازی کارخانه اکستروژن آلومینیوم بدانید
هزینه راه اندازی کارخانه اکستروژن آلومینیوم چقدر است?
هزینه راه اندازی کارخانه پروفیل آلومینیوم چیزی بیش نیست: کار یدی, آب و برق, گاز طبیعی, هزینه های قالب, هزینه های نگهداری, هزینه های قراضه, هزینه های پردازش اضافی برای بیلت های آلومینیومی, هزینه های اجاره, استهلاک تجهیزات, هزینه های مالی, هزینه های مدیریت, و غیره., و یک مجموعه خط تولید اکستروژن آلومینیوم.
از آنجایی که اندازه پروفیل آلومینیومی تولید شده تعیین کننده مشخصات خط اکستروژنی است که باید استفاده کنید..
ماشین آلات اکستروژن آلومینیوم با مشخصات مختلف استفاده می شود, اندازه اکستروژن آلومینیوم تولید شده متفاوت خواهد بود.
هر چه اندازه پروفیل های آلومینیومی بزرگتر باشد, هر چه ظرفیت تناژ بیشتر باشد پرس اکستروژن اعمال خواهد شد.
در تولید, با توجه به شکل و اندازه بخش پروفیل آلومینیومی, اندازه قالب اکستروژن تعیین می شود, و مشخص می شود که قالب اکستروژن یک قالب تخت است یا یک قالب سوراخ.
اگر اندازه قالب مشخص باشد, ظرفیت تناژ ماشین اکستروژن اساساً تعیین می شود.
اگر بخواهیم یک کارخانه جدید اکستروژن آلومینیوم راه اندازی کنیم, در اینجا اطلاعات دقیق برای هزینه است
600پرس اکستروژن آلومینیوم T, کوره گرمایش بیلت با برش چوب داغ, کوره گرمایش قالب, تخت خنک کننده و میز خالی, کشنده و کوره پیری, هزینه تخمینی 250,000.00-500,000.00 USD بر اساس ماشین اکستروژن مارک های مختلف و تجهیزات کمکی است.;
800پرس اکستروژن آلومینیوم T, کوره گرمایش بیلت با برش چوب داغ, کوره گرمایش قالب, تخت خنک کننده و میز خالی, کشنده و کوره پیری, هزینه تخمینی 300000.00-600000.00 USD بر اساس ماشین اکستروژن مارک های مختلف و تجهیزات کمکی است.;
1000پرس اکستروژن آلومینیوم T, کوره گرمایش بیلت با برش چوب داغ, کوره گرمایش قالب, تخت خنک کننده و میز خالی, کشنده و کوره پیری, هزینه تخمینی 400,000.00-750,000.00 USD بر اساس ماشین اکستروژن مارک های مختلف و تجهیزات کمکی است..
این فقط برای هزینه های دستگاه خط تولید اکستروژن آلومینیوم است.
ما باید هزینه حمل و نقل را در نظر بگیریم, هزینه نصب و راه اندازی.
همچنین برای یک کارخانه جدید, اتصال و نصب گاز, ارزیابی اثرات زیست محیطی, هزینه عملیات لیفتراک و بیلت های آلومینیومی (برون سپاری) و صندوق کار در نظر گرفته خواهد شد
برای یک خط تولید اکستروژن آلومینیوم, کارگران یک شیفت حداقل هستند 5 شخص و 2 شیفت-3 شیفت خواهد بود 10-15 شخص.
بنابراین هزینه راه اندازی یک کارخانه اکستروژن آلومینیوم حداقل 350000.00 دلار خواهد بود..
این خط تولید اکستروژن آلومینیوم فقط برای اکستروژن آلومینیوم پایان آسیاب است, بدون هیچ گونه عملیات سطحی.
اگر بخواهیم بیلت های آلومینیومی را خودمان بسازیم, تجهیزات ذوب و ریخته گری ضروری خواهد بود.
اگر بخواهیم پروفیل های آلومینیومی را آنودایز یا پودری بسازیم, کارگاه آندایزینگ و یا کارگاه با پوشش پودری برای عملیات ضروری خواهد بود.
یک خط تولید کامل پروفیل آلومینیوم به طور کلی از تجهیزات زیر تشکیل شده است:
کارگاه ذوب آلومینیوم
کوره ذوب آلومینیوم
پلت فرم ریخته گری
قالب ریخته گری بیلت
دستگاه برش بیلت
کوره همگن کننده
دستگاه پردازش تفاله آلومینیوم(اختیاری)
تجهیزات گاز زدایی آنلاین (اختیاری)
همزن مغناطیسی دائمی (اختیاری)
کیسه جمع کن گرد و غبار خانه (اختیاری)
کارگاه اکستروژن آلومینیوم
پرس اکستروژن آلومینیوم
کوره گرمایش بیلت های آلومینیومی
کوره گرم کننده قالب
فن خنک کننده
تخت خنک کننده و میز خالی
اره برش خط اکستروژن
کوره پیری
کارگاه آندایزینگ پروفیل آلومینیوم
واحد خنک کننده آب
دستگاه رنگ آمیزی
واحد تبرید
مبدل حرارتی
فیلتر پرس
بالابر
سند بلاست/دستگاه شات بلاست پروفیل آلومینیوم
کارگاه پوشش الکتروفورز پروفیل آلومینیوم
تجهیزات الکتروفورز
کارگاه پوشش پودر پروفیل آلومینیوم
تجهیزات با پوشش پودری
خط تولید پروفیل آلومینیوم ترمال بریک
کارگاه قالب پروفیل آلومینیوم
کوره نیتروژن
مرکز ماشینکاری
ماشین تراش
آسیاب
سیم برش
جرقه برق
کوره خاموش کننده قالب
آزمایشگاه
طیف سنج
هیدروژن متر
تجهیزات متالوگرافی
تجهیزات آزمایشگاهی, مواد مصرفی
تجهیزات بسته بندی
دستگاه بسته بندی پروفیل آلومینیومی
دستگاه اپلیکاتور فیلم پروفیل آلومینیومی
دستگاه بسته بندی هات شرینک پروفیل آلومینیومی
دستگاه کیسه گیری اتوماتیک پروفیل آلومینیومی
تاسیسات حفاظت از محیط زیست و سایر تجهیزات کمکی
تجهیزات تصفیه فاضلاب
تجهیزات حذف گرد و غبار
جرثقیل
پمپ آب
برج خنک کننده
لیفتراک
کمپرسور هوا
دیگ بخار
تجهیزات توزیع برق
قالب و مواد مصرفی
قالب اکستروژن و ابزار
روغن را آزاد کنید
نوار نمدی
روغن هیدرولیک
روغن برش
ابزار تعمیر قالب و غیره.
برای تولید پروفیل آلومینیومی به چند مجموعه تجهیزات نیاز دارد?
ماشین آلات لازم برای تولید پروفیل آلومینیوم
متخصصان ماشین آلات آلومینیوم Brightstar به این ترتیب پاسخ دادند.
اگر با ضایعات آلومینیومی از مواد اولیه شروع کنید, برخی تجهیزات ویژه برای آن مورد نیاز خواهد بود.
این تجهیزات برای تبدیل ضایعات و شمش آلومینیوم به بیلت آلومینیوم است, بنابراین ما به ماشین آلات ذوب و ریخته گری آلومینیوم نیاز داریم, برخی از اکسترودرهای آلومینیومی ذوب و ریخته گری را در زیر یک سقف انجام می دهند, مزایا واضح است و کنترل کیفیت بیلت و پایدار کردن کیفیت اکستروژن آلومینیوم آسان است..
برخی از اکسترودرها بر اساس درخواست تولید و سفارش، بیلت های آلومینیومی را از پیمانکاران فرعی خریداری کردند, که می تواند در سرمایه گذاری صرفه جویی کند و اکسترودر را بر تولید اکستروژن متمرکز کند.
تجهیزات مورد نیاز خط تولید اکستروژن آلومینیوم شامل:
مجرد یا کوره گرمایش چند بیلت با برش چوب داغ (یک مجموعه)
کوره گرم کننده قالب (یک مجموعه)
پرس اکستروژن آلومینیوم (یک مجموعه)
بستر خنک کننده اکستروژن آلومینیومی (یک مجموعه)
کشش تک یا دوبل
کوره پیری پروفیل آلومینیوم (یک مجموعه)
داده های مربوط به ظرفیت تولید پرس اکستروژن آلومینیوم:
ظرفیت تولید از 500خط تولید اکستروژن پروفیل آلومینیوم T:
در باره 5-6 تن در روز
600T خط تولید اکستروژن پروفیل آلومینیوم ظرفیت:
در باره 6-7 تن در روز
800خط تولید اکستروژن پروفیل آلومینیوم T ظرفیت:
در باره 7-8 تن در روز
1000T خط تولید اکستروژن پروفیل آلومینیوم ظرفیت:
در باره 8-10 تن در روز
ظرفیت تولید از 1250خط تولید اکستروژن پروفیل آلومینیوم T:
در باره 12 تن در روز
ملاحظات: داده های فوق برای جدول ظرفیت 24 ساعته است.
هر چه ظرفیت تناژ بیشتر باشد, نرخ خروجی بیشتر است.
با این حال, هنوز هم توسط داده های خاص یا شکل پروفیل آلومینیومی واقعی تعیین می شود, اندازه, ضخامت دیوار, و غیره.
که فقط برای مرجع است.
ماشین آلات آلومینیوم Brightstar تجهیزات کمکی اکستروژن آلومینیوم را ارائه می دهد, مانند اصلاح کننده شکل پروفیل آلومینیومی, اپلیکاتور فیلم اتوماتیک پروفیل آلومینیومی, دستگاه بسته بندی پروفیل آلومینیومی, دستگاه برس و پولیش برای مشتریان ما.
راه حل کامل و خدمات یک مرحله ای.
برای پیشنهاد پروژه خود هم اکنون با ما تماس بگیرید. پروژه کلید در دست و معامله بسته!
چه تجهیزاتی برای راه اندازی کارخانه اکستروژن آلومینیوم نیاز است?
راه اندازی کارخانه اکستروژن آلومینیوم تجهیزات لازم
چه تجهیزاتی برای راه اندازی کارخانه اکستروژن آلومینیوم در کنار پرس اکستروژن آلومینیوم نیاز است?
پس از یک دوره کشف, نتیجه گیری می شود که بسیاری از مشتریان می دانند که از پرس اکستروژن آلومینیوم برای تولید پروفیل های اکستروژن آلومینیوم استفاده می شود., اما آنها نمی دانند که تولید اکستروژن آلومینیوم به مجموعه کاملی از خطوط تولید نیاز دارد, نه تنها پرس اکستروژن آلومینیوم.
اینجا, ما دانش اکستروژن آلومینیوم را که این مشتریان نمی دانند از طریق این مقاله به اشتراک می گذاریم.
خط تولید اکستروژن آلومینیوم به چه تجهیزاتی نیاز دارد?
6 انواع مختلف تجهیزات مورد نیاز است.
نام تجهیزات و عملکردها به شرح زیر است:
1. کوره گرمایش بیلت بلند با برش چوب داغ
از سه بخش تشکیل شده است: قفسه بیلت, بدنه کوره و دستگاه برش گرم.
تجهیزات برای گرمایش, برش و تغذیه بیلت های آلومینیومی به دستگاه اکستروژن آلومینیوم.
2. پرس اکستروژن آلومینیوم
پرس اکستروژن آلومینیوم ماشین اصلی است و واحد قدرت برای شکل گیری پروفیل اکستروژن است.
3. کوره گرم کننده قالب
وظیفه کوره گرمایش قالب گرم کردن قالب ها است.
4. دستگاه کشنده
دستگاه کشش عملکردهای کشش را دارد, اره و طول ثابت.
کشنده برای خط تولید اکستروژن آلومینیوم ضروری نیست, اما بدون کشنده, به کارگران بیشتری نیاز دارد و مشکلات پیچ و خم در عملیات رخ خواهد داد.
سایر اجزای آلیاژ مایع باقی می مانند و در نواحی بین دانه های فاز اولیه تجمع می یابند, تجهیز کشنده به خط تولید ضروری است.
5. تخت خنک کننده پروفیل آلومینیومی
بستر خنک کننده از میز روکش تشکیل شده است, دستگاه انتقال مواد, دستگاه تغذیه, سیستم صاف کننده, دستگاه ذخیره سازی مواد, انتقال با طول ثابت, میز اره تمام شده, میز با طول ثابت و غیره.
عملکرد خنک کننده خواهد بود, تغذیه, صاف کردن, اره کردن, و غیره.
6. کوره پیری
کوره پیری از یک مسیر تشکیل شده است, پرش شارژ و بدنه کوره.
برای سختی پروفیل آلومینیوم از طریق گرمایش است.
ماشین آلات آلومینیوم Brightstar تجهیزات کمکی اکستروژن آلومینیوم را ارائه می دهد, مانند اصلاح کننده شکل پروفیل آلومینیومی, اپلیکاتور فیلم اتوماتیک پروفیل آلومینیومی, دستگاه بسته بندی پروفیل آلومینیومی, دستگاه برس و پولیش برای مشتریان ما.
راه حل کامل و خدمات یک مرحله ای.
برای پیشنهاد پروژه خود هم اکنون با ما تماس بگیرید. پروژه کلید در دست و معامله بسته!
نحوه انتخاب تناژ پرس اکستروژن آلومینیوم?
تناژ پرس اکستروژن آلومینیومی نشان دهنده نیروی اکستروژن پرس اکستروژن است., بنابراین نحوه انتخاب تناژ پرس اکستروژن آلومینیوم به معنی نحوه انتخاب نیروی اکستروژن پرس اکستروژن است..
پرس اکستروژن آلومینیوم تجهیزات اصلی تولید پروفیل آلومینیوم می باشد.
شکل, اندازه و کیفیت ظاهر پروفیل های آلومینیومی ارتباط نزدیکی با کیفیت پرس اکستروژن دارد.
انواع مختلفی از پرس اکستروژن با توجه به طبقه بندی های مختلف وجود دارد.
برای درک سیستماتیک مدل, ظرفیت اکستروژن و درجه پرس اکستروژن, نحوه تعیین تناژ اکسترودر پروفیل آلومینیومی نیز جنبه ای است که سازندگان پروفیل آلومینیوم هنگام خرید پرس اکستروژن باید در نظر بگیرند..
اکنون در اینجا نحوه انتخاب تناژ پرس اکستروژن آلومینیوم را توضیح دهید
با توجه به اینکه چه آلیاژی باید اکسترود شود, خروجی سالانه یک دستگاه و حداکثر قطر محدود پروفیل آلومینیومی, ما ابتدا نوع پرس اکستروژن را انتخاب می کنیم.
اولین چیزی که باید در نظر گرفت این است که تناژ پرس اکستروژن چقدر است.
هنگام انتخاب تناژ پرس اکستروژن, به طور کلی لازم است ابتدا محاسبه شود نسبت اکستروژن از پرس اکستروژن.
نسبت اکستروژن نیز نامیده می شود ضریب اکستروژن, که به نسبت سطح مقطع ظرف اکستروژن به کل سطح مقطع پروفیل آلومینیومی اشاره دارد..
این پارامتر اصلی مورد استفاده برای اندازه گیری میزان تغییر شکل آلیاژ آلومینیوم در تولید پروفیل های آلومینیومی است., با فرمول زیر بیان می شود:
λ = Ft / ΣF1
در میان آنها, Ft نشان دهنده سطح مقطع شمش آلومینیومی پس از پر شدن در ظرف اکستروژن است., به میلی متر مربع بیان می شود;
ΣF1 کل سطح مقطع پروفیل اکسترود شده را نشان می دهد, به میلی متر مربع بیان می شود;
هنگام اکسترود کردن پروفیل های آلومینیومی, میزان تغییر شکل آلیاژ آلومینیوم را می توان با درجه تغییر شکل نیز بیان کرد: ε = λ-1
اگر از روش پردازش اکستروژن استفاده شود, نسبت اکستروژن محدود است. نسبت اکستروژن λ پروفیل آلومینیوم و بیلت آلومینیوم در اکستروژن اول بیشتر از 8-12, هیچ محدودیتی برای نسبت اکستروژن پایان آسیاب برای اکستروژن ثانویه وجود ندارد.
روش مورد استفاده برای محاسبه نسبت اکستروژن بالا به سادگی سطح مقطع بیلت اکسترود شده ÷ سطح مقطع پروفیل اکسترود شده است., که به روش های دیگری نیز قابل محاسبه است, به این معنا که, طول پروفیل اکسترود شده ÷ طول بیلت آلومینیومی برای اکستروژن.
قبل از تعیین تناژ پرس اکستروژن, درک شکل مقطع پروفیل ضروری است, تا اندازه قالب مشخص شود, و سپس ساختار قالب را مشخص کنید, به طوری که می توان تشخیص داد که اکستروژن یک پروفیل توخالی است یا یک پروفیل جامد. تناژ پرس اکستروژن مورد نیاز برای این دو پروفیل ساختاری متفاوت متفاوت خواهد بود.
طبقه بندی های زیادی از پرس اکستروژن آلومینیوم با توجه به ظرفیت اکستروژن وجود دارد, آنها را می توان به کوچک تقسیم کرد, متوسط, پرس اکستروژن بزرگ و سنگین.
پرس های اکستروژن آلومینیوم با توجه به اندازه نیروی اکستروژن نامگذاری می شوند, اما سه واحد اندازه گیری از سیستم واحد بین المللی / سیستم واحد مهندسی / سیستم ایالات متحده می توان برای مشخص کردن نیروی اکستروژن استفاده کرد.
MN واحد بین المللی است میلیون ها نیوتن", تی واحد مهندسی استتن", UST واحد آمریکایی استتن آمریکا” 1MN=1000000N=100000kg=100T, 1T=1.1UST.
مثلا, یک اکسترودر 12.5MN یک پرس اکستروژن 1250T است, مثالی دیگر, 880پرس اکستروژن UST دستگاه اکستروژن 800T است.
تناژ پرس اکستروژن اساساً با یک نسبت افزایش می یابد 1.25, به این معنا که, نیروی اکستروژن پرس اکستروژن است 25% بزرگتر از پرس اکستروژن با ظرفیت پایین تر.
مثلا, ظرفیت بزرگتر از 800T 1000T است, ظرفیت بزرگتر از 1000T 1250T است, ظرفیت بزرگتر از 1250T 1600T است, ظرفیت بزرگتر از 1600T 2000T است, و ظرفیت بزرگتر از 2000T 2500T است.
ظرفیت اکستروژن هر نوع پرس اکستروژن محدود است.
ظرفیت اکستروژن معمولا MN است(میلیون ها نیوتن), که تناژ پرس اکستروژن است.
تناژ پرس اکستروژن آلومینیوم مورد استفاده در تولید صنعتی برای 6063 موارد زیر را دارد:
500تی, 600تی, 800تی,1000تی,1250تی, 1600تی(16MN), 1800تی(18MN), 2000تی(20MN), 2500تی(25MN), 3000تی(30MN), 3600تی(36MN),4000تی(40MN), 5000تی(50MN), 6000تی(60MN), 8000تی(80MN),10000تی(100MN),12500تی(125MN)
500پرس اکستروژن T می تواند پروفیل های اکستروژن آلومینیومی با اندازه کوچک تولید کند, 600مشخصات بیلت آلومینیوم اکسترود شده در 90 میلی متر است, 800پرس اکستروژن T یا 1000T برای تولید محصولات درب و پنجره آلومینیومی استفاده می شود, 1250پرس اکستروژن T و پرس اکستروژن بزرگتر را می توان برای پرده وال و پروفیل های آلومینیومی صنعتی استفاده کرد..
مشخصات بیلت آلومینیومی پرس اکستروژن 1800 تنی 178 میلی متر است, 2500مشخصات شمش آلومینیومی مربوطه در 230-254 میلی متر, 3000T و 3600T می توانند محصولات پروفیل آلومینیوم صنعتی تولید کنند, البته, چند تناژ بزرگتر وجود دارد, مانند 4000T, 5000تی, 6000پرس اکستروژن آلومینیوم T و غیره.
می توان از پرس اکستروژن با تناژ فوق برای اکسترود استفاده کرد 6063 پروفیل آلومینیوم آلیاژی.
تولید کنندگان پروفیل آلومینیوم باید ضریب اکستروژن پرس اکستروژن را کاملاً در نظر بگیرند, شکل مقطع پروفیل آلومینیوم و اندازه قالب هنگام انتخاب تناژ پرس اکستروژن, با توجه به شرایط تولید خود و الزامات محصول, تغییر شکل فلز طبق فرمول محاسبه به دست می آید, تا تناژ پرس اکستروژن مناسب تعیین شود, که می تواند محصولات آلومینیومی واجد شرایط را بدون ایجاد ضایعات اقتصادی غیر ضروری اکسترود کند.
اقدامات احتیاطی در انتخاب دستگاه اکستروژن آلومینیوم
هنگام انتخاب تجهیزات اکستروژن, علاوه بر در نظر گرفتن اثر حرارتی سرعت اکستروژن بر روی فلز مورد اکسترود,
همچنین باید در نظر داشت که پرس باید از استحکام و دقت هدایتی کافی برخوردار باشد, و همچنین یک دستگاه ضد اضافه بار قابل اعتماد.
هنگام اکسترود با پرس اصطکاکی, به دلیل دقت هدایت متفاوت تجهیزات, یک دستگاه هدایت کننده باید روی قالب اضافه شود.
دستگاه اجکتور نیز باید برای پرس های اصطکاکی بدون دستگاه اجکتور اضافه شود.
هنگامی که پروفیل های آلومینیومی را با یک پرس میل لنگ همه منظوره اکسترود کنید, برای افزایش استحکام و استحکام تجهیزات, صفحه پشتی میز باید از جنس فولاد ریخته گری باشد, و سوراخ های روی میز باید کاهش یابد.
از آنجایی که قطعات پس از اکستروژن روی قالب باقی می مانند, نیروی نگهدارنده زیادی بین قسمت اکستروژن و قالب وجود دارد, و نیروی بیرون راندن مورد نیاز زیاد است, در باره 10% به 20% از فشار اسمی, بنابراین دستگاه اجکتور پرس باید تقویت شود.
علاوه بر این, نیروی اکستروژن و ضربه باید با توجه به منحنی بار مجاز اسلاید پرس تأیید شود..
به این معنا که, در کل محدوده سکته مغزی اکستروژن, نیروی اکستروژن باید کمتر از مقدار حد مجاز منحنی فشار فشار مجاز توسط پرس باشد, و با توجه به فشار اسمی قابل تعیین نیست.
دقت و کورس اکستروژن پرس عمومی کافی نیست, و فشار وارد شده در وسط سکته مغزی فقط در حدود است 1/3 از فشار اسمی.
سایر اجزای آلیاژ مایع باقی می مانند و در نواحی بین دانه های فاز اولیه تجمع می یابند, هنگام اکسترود کردن, بهتر است از دستگاه اکستروژن آلومینیوم پروفیل صنعتی خاص به عنوان تجهیزات اکستروژن استفاده کنید.
نوع ضامن پروفیل های صنعتی پرس اکستروژن آلومینیوم با ضربه های کوچک مشخص می شود, زمان سکته های زیاد, و زمان فشار طولانی, که برای اکسترود کردن پروفیل های آلومینیومی با ضربات کار کوتاه مناسب است.
پرس های اکستروژن آلومینیومی نوع ضامن کشش و میل لنگ برای اکستروژن پروفیل های آلومینیومی طولانی تر مناسب هستند..
دستگاه اکستروژن آلومینیوم صنعتی هیدرولیک می تواند در فشار نامی در ضربه کامل کار کند, سرعت اکستروژن و سکته مغزی قابل تنظیم است, و برای اکسترود کردن قطعات با طول زیاد مناسب است.
در انتخاب تجهیزات اکستروژن باید موارد زیر در نظر گرفته شود 5 نکته ها:
1. شکل تجهیزات اکستروژن با توجه به برنامه تولید تعیین شده و الزامات فرآیند تولید انتخاب می شود
طبق برنامه تولید, تجهیزات اکستروژن مربوطه را انتخاب کنید, مانند تولید لوله, تولید نوار, طرح تولید سیم کویلینگ آنلاین, و غیره.
تجهیزات اکستروژن مناسب برای فرآیند را با توجه به الزامات فرآیند انتخاب کنید.
2. تجهیزات اکستروژن با توجه به تنوع انتخاب می شوند, مشخصات, عملکرد و کیفیت مورد نیاز محصول
اگر تناژ اکسترودر انتخاب شود, اولین, با توجه به محدوده مشخصات محصول اکسترود شده یا اکستروژن آلومینیوم پایان آسیاب,
و در نظر گرفتن درجه تغییر شکل لازم, محدوده اندازه بیلت ها و محدوده اندازه مورد نیاز سیلندر اکستروژن را تعیین کنید, به طوری که انتخاب ظرفیت تناژ پرس اکستروژن تعیین شود.
علاوه بر این, شکل اکسترودر با توجه به انواع مختلف تعیین می شود, مشخصات و الزامات کیفیت.
3. تجهیزات اکستروژن با توجه به عملکرد تکنولوژیکی و ویژگی های ساختاری تجهیزات اکستروژن و تطابق منطقی بین هر تجهیزات انتخاب می شود.
عملکرد و ویژگی های ساختاری مختلف، کاربردهای مختلف پرس اکستروژن را تعیین می کند.
تنظیم معقول و تعادل بین تجهیزات اصلی باید در انتخاب تجهیزات اکستروژن در نظر گرفته شود, به طوری که به ظرفیت تجهیزات و بهره وری بالاتر تولید برسد.
به طور کلی توقف کار و منتظر ماندن برای مصالح به دلیل عدم توانایی تجهیز اصلی مجاز نیست.
4. الزامات مکانیزاسیون و اتوماسیون تجهیزات اکستروژن باید در نظر گرفته شود
به منظور بهبود راندمان تولید, کاهش شدت کار, کاهش مصرف, کاهش هزینه های, و بهبود کیفیت محصولات اکستروژن, الزامات مکانیزاسیون و اتوماسیون تجهیزات اکستروژن روز به روز بالاتر می رود.
سایر اجزای آلیاژ مایع باقی می مانند و در نواحی بین دانه های فاز اولیه تجمع می یابند, زمانی که شرایط اجازه می دهد, سعی کنید هنگام انتخاب تجهیزات اکستروژن از تجهیزات فنی پیشرفته استفاده کنید.
هنگام انتخاب, فن آوری پیشرفته و قابلیت اطمینان باید بازرسی و نشان داده شود و توسط عمل تولید تأیید شود.
همزمان, باید شرایط ممکن برای تحقق در تولید بنگاه را داشته باشد, و نباید کورکورانه پذیرفته شود.
علاوه بر این, به شرطی که تجهیزات اکستروژن انتخابی الزامات موجود را برآورده کند, باید فضایی را برای توسعه در نظر گرفت.
در نظر نگرفتن این امر منجر به یک وضعیت عقب مانده و منفعل می شود, به ویژه برای تجهیزات اکستروژن وارداتی.
5. تجهیزات اکستروژن دارای اثر اقتصادی بهتری در انتخاب خواهد بود
در مورد تجهیزات اکستروژن استاندارد موجود و تجهیزات اکستروژن عمومی, سعی کنید تجهیزات استاندارد و تجهیزات عمومی را انتخاب کنید.
به خصوص در معرفی تجهیزات اکستروژن, محلی سازی قطعات یدکی باید در نظر گرفته شود, که برای بهبود کارایی اقتصادی مفید است, با استفاده از اثر و کوتاه کردن زمان نصب تجهیزات.
در صورت عدم وجود استانداردهای مرجع و تجهیزات عمومی, عواملی مانند سهولت ساخت و هزینه کم باید در نظر گرفته شود, و پارامترهای فنی معقول تجهیزات اکستروژن باید با توجه به الزامات فرآیند پیشنهاد شود.
با توجه به شرایط طراحی عمرانی کارخانه و آب موجود, برق, شرایط باد و هوا, و همچنین شرایط متوسط دما و رطوبت کارگاه در زمستان و تابستان, الزامات طراحی معقول برای تجهیزات اکستروژن ارائه شده است.
با توجه به اصل انتخاب پرس اکستروژن, انتخاب و طراحی سیستم هیدرولیک و روش کنترل باید همزمان در نظر گرفته شود.
زمانی که زمان کار پرس اکستروژن بیش از 70%-80% کل چرخه اکستروژن, و سرعت اکستروژن تغییر زیادی نمی کند, استفاده از پمپ فشار بالا برای انتقال مستقیم مقرون به صرفه تر است.
سرعت اکستروژن سریع است, زمان کوتاه است و اکسترودر یا واحد بزرگ برای استفاده از باتری پمپ آب برای رانندگی مقرون به صرفه تر است..
برخی از ماشینهای اکستروژن پیشرفته در دوران مدرن از سیستم هیدرولیک استفاده میکنند که مستقیماً توسط پمپ روغن فشار بالا هدایت میشود., که باعث صرفه جویی در سیستم ایستگاه پمپ آب و کاهش هزینه سرمایه گذاری تجهیزات می شود.
سیستم کنترل ماشین اکستروژن یک سیستم کنترل منطقی قابل برنامه ریزی را برای تحقق کنترل برنامه اتخاذ می کند.
علاوه بر سیستم PLC, پرس اکستروژن مدرن همچنین از نظارت بر داده های اکستروژن استفاده می کند, تشخیص عیب, نظارت بر خروج از مرکز محصول اکستروژن, سیستم های کنترل تولید داده و چاپ گزارش.
قابلیت اطمینان کار سیستم کنترل بالا است و تعمیر و نگهداری آسان است, و سازگاری با گسترش عملکرد آینده با مزایای مقیاس پذیری آسان است.
فاکتور مهمی که در انتخاب دستگاه اکستروژن باید در نظر گرفته شود تجهیزات کمکی پرس اکستروژن است., که همراه با دستگاه اکستروژن یک خط تولید کامل را ایجاد می کند.
در فرآیند کار اکستروژن, 30% به 70% از زمان کار صرف عملیات کمکی می شود, که اغلب بر روی راندمان تولید اکسترودر و کیفیت محصولات اکسترود شده به دلیل ساختار ناقص دستگاه کمکی تأثیر می گذارد..
سایر اجزای آلیاژ مایع باقی می مانند و در نواحی بین دانه های فاز اولیه تجمع می یابند, انتخاب و طراحی تجهیزات کمکی برای بهبود کیفیت محصولات اکسترود شده و بهبود سطح اتوماسیون خط عملیات به دقت در نظر گرفته شده است..
تجهیزات کمکی خط اکستروژن عمدتاً شامل یک کوره گرمایش بیلت با برش چوب داغ است., کوره گرمایش قالب, میز و تخت خنک کننده, کوره پیری, تک یا دو کش, و غیره.
به اختصار, تجهیزات اکستروژن مختلف باید با توجه به ساختار انتخاب شوند, کاربرد, تنوع محصول و مشخصات دستگاه اکستروژن و الزامات فرآیند تولید برای اطمینان از راندمان تولید و کیفیت محصول.

طرح خط تولید اکستروژن آلومینیوم معقول و با راندمان بالا و نمودار جریان
B اره پرنده
C کشش پروفیل آلومینیومی
دی کوره گرمایش بیلت با برش چوب داغ
E برانکارد پروفیل آلومینیومی
F ماشین اره تمام شده
G میز سنج اره
H استکر اتوماتیک نیمه تمام
ماشین اکستروژن و تجهیزات کمکی را می توان به صورت زیر ارائه کرد:
کشش آلومینیومی, میز خالی, دستگاه اره تمام شده هیدرولیک خط تولید تغذیه اتوماتیک, دستگاه بسته بندی پروفیل آلومینیوم, دستگاه اصلاح شکل, دستگاه بسته بندی پروفیل آلومینیومی و تجهیزات کمکی.
دستگاه شات بلاست پروفیل آلومینیومی, دستگاه پولیش پروفیل آلومینیوم, دستگاه تولید پروفیل آلومینیوم ترمال بریک, دستگاه تصعید افکت چوب و خط پودری پروفیل آلومینیومی.
همچنین ما میتوانیم به منظور بهبود راندمان تولید و صرفهجویی در هزینه، طراحی خوبی برای کارخانه شما ایجاد کنیم!
طرح خط تولید اکستروژن آلومینیوم معقول و با راندمان بالا و نمودار جریان
قطعات دستگاه اکستروژن آلومینیوم و عملکرد آن
درک نحوه عملکرد دستگاه اکستروژن آلومینیوم نیازمند شناسایی قطعات دستگاه اکستروژن آلومینیوم و توضیح کاربرد آنها است..
یک دستگاه اکستروژن آلومینیومی از یک صفحه جلویی و صفحه پشتی تشکیل شده است که توسط چهار میله اتصال به هم متصل می شوند..
قطعات دستگاه اکستروژن آلومینیوم که در واقع اکستروژن را انجام می دهند به شرح زیر است:
سیلندر اصلی
محفظه و سیلندر پرس اکستروژن که سیال هیدرولیک به داخل آن پمپ می شود تا فشار و حرکت قوچ مورد نظر ایجاد شود..
فشار هیدرولیکی
فشار برای حرکت قوچ به جلو در پوند در هر اینچ مربع مورد استفاده قرار می گیرد.
رم
یک میله فولادی متصل به سیلندر اصلی با یک بلوک ساختگی در انتهای آن که وارد ظرف شده و به شمش فشار وارد می کند..
بلوک ساختگی
یک بلوک فولادی محکم متصل به ساقه قوچ روی یک پرس که شمش را در ظرف میبندد و از نشت فلز به عقب جلوگیری میکند..
بیلت
کنده های آلومینیومی به طول های مشخصی برش داده می شوند که به عنوان مواد اکستروژن وارد پرس می شوند.
ظرف
محفظه ای در یک پرس اکستروژن که شمش را در حالی که در یک انتها از طریق قالب رانده می شود در حالی که تحت فشار یک بلوک ساختگی و قوچ در انتهای دیگر قرار می گیرد نگه می دارد.. ظرف در محفظه کانتینر قرار دارد. همه ظروف با یک آستر پوشانده شده اند که شمش را در هنگام اکسترود کردن در جای خود نگه می دارد..
پشته ابزار (مونتاژ مرگ)
جامد: حلقه مرگ, بمیر, پشتیبان, تقویت کردن, و تقویت کننده فرعی (تقویت کننده های فرعی در کارتاژ یا نیونان استفاده نمی شوند). توخالی: حلقه مرگ, سنبه بمیر, کلاهک, تقویت کردن, تقویت کننده فرعی
نگهدارنده جان
ظرف پشته ابزار.
Die Lock
قالب را در نگهدارنده قالب قفل می کند.
ورود به سیستم در بالا / بلیط در بالا
قطعه مورد استفاده برای گرم کردن سیاهههای مربوط به دمای اکستروژن استفاده می شود. پرس های مجهز به قیچی چوبی دارای کوره های چوبی هستند; دیگران کوره های بیلت دارند.
برشی ورود به سیستم
برای برش کنده ها به طول بیلت مورد نظر استفاده می شود (فقط در پرس هایی با کوره های چوبی).
برشی لب به لب
بخش اکسترود نشده بیلت را برش می دهد (لب به لب) پس از اتمام چرخه اکستروژن در ظرف باقی می ماند. ته قنداق جایی است که اکسیدها پس از اینکه قوچ شمش را از داخل ظرف هل داد، قرار می گیرد.
کوره مرگ
کوره ای که قالب ها در دمای 750 تا 900 درجه فارنهایت گرم می شوند 4-6 ساعت قبل از استفاده.
گهواره
شمش را در حالی که با فشار قوچ به داخل پرس اکستروژن هل داده می شود نگه می دارد.
جدول Leadout را فشار دهید
جدولی که از اکستروژن بین میز قالب و میز خالی پشتیبانی می کند.
جدول تمام شده
میز در خروجی فوری تجهیزات پرس که به هدایت و پشتیبانی اکستروژن کمک می کند.
صفحه پرس عقب/جلو
پرس اکستروژن از این دو بخش تشکیل شده است.
میله های کراوات
صفحه پرس پشت و جلو را متصل می کند.
قوطی
برای کمک به هدایت اکستروژن های آلومینیومی از قالب استفاده می شود. تعداد سوراخ های آن به اندازه خود قالب است و در همه پرس ها قابل استفاده است. نیونان از استفاده از آنها دور می شود، زیرا کار با آنها پرهزینه و سخت است.
حلقه فشار صفحه
یک حلقه فولادی ابزار سخت شده که برای پشتیبانی از پشته قالب در صفحه قرار داده شده است. فشار اعمال شده توسط سیلندر اصلی به حلقه باعث تنش و سایش می شود و در نتیجه نیاز به تعویض دوره ای وجود دارد..
قطعات دستگاه اکستروژن آلومینیوم و عملکرد آن
درک نحوه عملکرد دستگاه اکستروژن آلومینیومی مستلزم شناسایی قطعات دستگاه اکستروژن آلومینیوم و توضیح کاربرد آنها است..
یک دستگاه اکستروژن آلومینیومی از یک صفحه جلویی و صفحه پشتی تشکیل شده است که توسط چهار میله اتصال به هم متصل می شوند..
قطعات دستگاه اکستروژن آلومینیوم که در واقع اکستروژن را انجام می دهند به شرح زیر است:
سیلندر اصلی
محفظه و سیلندر پرس اکستروژن که سیال هیدرولیک به داخل آن پمپ می شود تا فشار و حرکت قوچ مورد نظر ایجاد شود..
فشار هیدرولیکی
فشار مورد استفاده برای حرکت قوچ به جلو در پوند بر اینچ مربع مورد نیاز است.
رم
یک میله فولادی متصل به سیلندر اصلی با یک بلوک ساختگی در انتهای آن که وارد ظرف شده و به شمش فشار وارد می کند..
بلوک ساختگی
یک بلوک فولادی محکم متصل به ساقه قوچ روی یک پرس که شمش را در ظرف میبندد و از نشت فلز به عقب جلوگیری میکند..
بیلت
کنده های آلومینیومی به طول های مشخصی برش داده می شوند که به عنوان مواد اکستروژن وارد پرس می شوند.
ظرف
محفظه ای در یک پرس اکستروژن که شمش را در حالی که در یک انتها از طریق قالب رانده می شود در حالی که تحت فشار یک بلوک ساختگی و قوچ در انتهای دیگر قرار می گیرد نگه می دارد.. ظرف در محفظه کانتینر قرار دارد. همه ظروف با یک آستر پوشانده شده اند که شمش را در هنگام اکسترود کردن در جای خود نگه می دارد..
پشته ابزار (مونتاژ مرگ)
جامد: حلقه مرگ, بمیر, پشتیبان, تقویت کردن, و تقویت کننده فرعی (تقویت کننده های فرعی در کارتاژ یا نیونان استفاده نمی شوند). توخالی: حلقه مرگ, سنبه بمیر, کلاهک, تقویت کردن, تقویت کننده فرعی
نگهدارنده جان
ظرف پشته ابزار.
Die Lock
قالب را در نگهدارنده قالب قفل می کند.
ورود به سیستم در بالا / بلیط در بالا
قطعه مورد استفاده برای گرم کردن سیاهههای مربوط به دمای اکستروژن استفاده می شود. پرس های مجهز به قیچی چوبی دارای کوره های چوبی هستند; دیگران کوره های بیلت دارند.
برشی ورود به سیستم
برای برش کنده ها به طول بیلت مورد نظر استفاده می شود (فقط در پرس هایی با کوره های چوبی).
برشی لب به لب
بخش اکسترود نشده بیلت را برش می دهد (لب به لب) پس از اتمام چرخه اکستروژن در ظرف باقی می ماند. ته قنداق جایی است که اکسیدها پس از اینکه قوچ شمش را از داخل ظرف هل داد، قرار می گیرد.
کوره مرگ
کوره ای که قالب ها در دمای 750 تا 900 درجه فارنهایت گرم می شوند 4-6 ساعت قبل از استفاده.
گهواره
شمش را در حالی که با فشار قوچ به داخل پرس اکستروژن هل داده می شود نگه می دارد.
جدول Leadout را فشار دهید
جدولی که از اکستروژن بین قالب و جدول خارج شده پشتیبانی می کند.
جدول تمام شده
میز در خروجی فوری تجهیزات پرس که به هدایت و پشتیبانی اکستروژن کمک می کند.
صفحه پرس عقب/جلو
پرس اکستروژن از این دو بخش تشکیل شده است.
میله های کراوات
صفحه پرس پشت و جلو را متصل می کند.
قوطی
برای کمک به هدایت اکستروژن های آلومینیومی از قالب استفاده می شود. تعداد سوراخ های آن به اندازه خود قالب است و در همه پرس ها قابل استفاده است. نیونان از استفاده از آنها دور می شود، زیرا کار با آنها پرهزینه و سخت است.
حلقه فشار صفحه
یک حلقه فولادی ابزار سخت شده که برای پشتیبانی از پشته قالب در صفحه قرار داده شده است. فشار اعمال شده توسط سیلندر اصلی به حلقه باعث تنش و سایش می شود و در نتیجه نیاز به تعویض دوره ای وجود دارد..
ماشین آلات آلومینیوم Brightstar کوره گرمایش بیلت های آلومینیومی را فراهم می کند, کوره گرمایش قالب, اصلاح کننده شکل پروفیل های آلومینیومی, دستگاه پولیش پروفیل آلومینیوم, دستگاه تمیز کردن مسواک زدن نقص سطح پروفیل آلومینیوم, دستگاه بسته بندی پروفیل آلومینیومی, دستگاه چسباندن فیلم پروفیل آلومینیوم, دستگاه تصعید اثر دانه چوب و تجهیزات کمکی.
یک راه حل کامل برای پروژه اکستروژن آلومینیوم و پروژه کلید در دست و معامله بسته ارائه دهید!
همه آنچه باید در مورد تولید اکستروژن آلومینیوم بدانید
همه آنچه باید در مورد تولید اکستروژن آلومینیوم بدانید
داده های اساسی صنعت آلومینیوم چین در سال 2021 داده های پایه ... به عنوان فرآیند شکل دادن به مواد تعریف می شود, با وادار کردن آن به جریان از طریق یک دهانه شکل در قالب.
مواد اکسترود شده به صورت یک قطعه دراز با مشخصات مشابه دهانه قالب ظاهر می شوند.
فرآیندی که در آن آلومینیوم با فشار وارد قالب سفارشی شده و منجر به ایجاد یک مقطع ثابت می شود که از تمام خواص فلز استفاده می کند..
فرآیند اکستروژن آلومینیوم از ترکیب منحصر به فرد آلومینیوم از ویژگی های فیزیکی بیشترین استفاده را می کند.
اندازه پرس تعیین می کند که چه اندازه یک اکستروژن می تواند تولید شود.
اندازه اکستروژن با طولانی ترین بعد مقطع آن اندازه گیری می شود, یعنی. آن را در یک دایره محدود قرار می دهد.
ممکن است تعجب کنید که چه فرآیندی ایجاد می کند اکستروژن آلومینیوم?
در اینجا جزئیات اطلاعات و گام به گام آورده شده است
فرآیند تولید دقیق اکستروژن آلومینیوم
من.فرآیند قالب
فرآیند اکستروژن آلومینیوم واقعاً با فرآیند طراحی آغاز می شود, زیرا این طراحی محصول - بر اساس کاربرد مورد نظر آن - است که بسیاری از پارامترهای نهایی تولید را تعیین می کند..
سوالات مربوط به ماشین کاری, به پایان رساندن, و محیط استفاده منجر به انتخاب آلیاژ مورد اکسترود می شود.
عملکرد پروفیل طراحی فرم آن را تعیین می کند, از این رو, طراحی قالبی که به آن شکل می دهد.
طراحی قالب:
اکستروژن آلومینیوم محصول نهایی بیلت های آلومینیومی است که پس از گرم شدن از طریق قالب اکسترود می شوند., و قالب اکستروژن دستگاهی با مشخصات بسیار دقیق است که با توجه به تقاضا برای اکسترود پروفیل آلومینیوم با مشخصات و مقاطع مورد نیاز طراحی شده است.;
اصل و مراحل طراحی قالب
1. پارامترهای محفظه قالب طراحی را تعیین کنید
اول از همه, زمانی که طراح نقشه مقطعی را دریافت می کند, با توجه به نسبت اکستروژن, حداکثر دایره محدود شده مقطع پروفیل آلومینیومی چقدر است, و پیچیدگی تعیین اینکه کدام ماشین اکستروژن مناسب است.
اندازه قالب را تنظیم کنید, اگر کوچک باشد, این بر عمر مفید و شکل گیری قالب تأثیر می گذارد. به طور کلی, اندازه قالب بخش بزرگ بزرگتر تنظیم شده است, به طوری که قالب برای تولید پایدار باشد.
توزیع دریچه قالب را تنظیم کنید, فیدر و طراحی قالب جامد, طراحی کمربند کار, و طراحی سوراخ های قالب گیری
2. ترتیب معقول سوراخ های قالب روی قالب
به اصطلاح چیدمان معقول، توزیع معقول سوراخ های قالب تک یا چندگانه روی قالب است., به طوری که بهترین یکنواختی جریان فلز را می توان با فرض اطمینان از استحکام قالب به دست آورد..
3. محاسبه معقول اندازه سوراخ قالب
هنگام محاسبه اندازه سوراخ قالب, نکته اصلی ترکیب شیمیایی آلیاژ اکسترود شده است, شکل و اندازه اسمی محصول و تحمل مجاز آن, دمای اکستروژن و ضریب انبساط حرارتی ماده قالب و آلیاژ اکسترود شده در این دما, و سطح مقطع محصول, ویژگی های شکل هندسی و تغییرات آن در حین اکستروژن و کشش, اندازه نیروی اکستروژن و تغییر شکل قالب.
4. نرخ جریان فلز را به طور منطقی تنظیم کنید
به طور کلی, هر چه ضخامت دیواره پروفیل نازک تر باشد, هر چه دور بزرگتر باشد, شکل پیچیده تر خواهد بود, و دورتر از مرکز سیلندر اکستروژن, هر چه بلبرینگ قالب باید کوتاهتر باشد.
زمانی که هنوز کنترل دبی با یاتاقان دای دشوار است, شکل به خصوص پیچیده است, ضخامت دیوار بسیار نازک است, و قسمت دور از مرکز را می توان از اسپرو پخش کننده برای تسریع جریان فلز استفاده کرد.
برعکس, برای قسمت هایی که دیواره های ضخیم تر دارند یا مکان های بسیار نزدیک به مرکز سیلندر اکستروژن, زاویه انسداد باید برای تکمیل انسداد استفاده شود تا سرعت جریان در اینجا کاهش یابد.
علاوه بر این, شما همچنین می توانید از سوراخ های تعادل فرآیند استفاده کنید, کمک هزینه فرآیند, یا از قالب های محفظه جلو استفاده کنید, راهنمای جریان می میرد, و شماره را تغییر دهید, اندازه, شکل, و موقعیت دریچه ها برای تنظیم سرعت جریان فلز.
5. از استحکام قالب کافی اطمینان حاصل کنید
علاوه بر چیدمان منطقی موقعیت سوراخ های قالب, انتخاب مواد قالب مناسب, و طراحی یک ساختار و شکل قالب معقول, همچنین محاسبه دقیق نیروی اکستروژن و بررسی استحکام مجاز هر بخش بسیار مهم است.
6. تمیز و نگهداری
قالب های اکستروژن باید مرتبا تمیز و بازرسی شوند.
اگر مشکلی وجود دارد, برای جلوگیری از خط و خش باید به موقع تعمیر شوند, بریدگی ها و سایر آسیب های سخت در طول فرآیند اکستروژن پروفیل, که به طور جدی بر کیفیت اکستروژن آلومینیوم تاثیر می گذارد.
نمودار جریان فرآیند پردازش قالب اکستروژن
بمیر جامد (پروفیل ساختاری بدون حفره بسته, نه دریچه می میرند)
تراشکاری ← علامت گذاری ← فرز ← حفاری ← سنگ زنی ← سختی ← تمپر ← سنگ زنی سطح ← آسیاب ریز کانال راهنما ← برش سیم → EDM ← پرداخت ← تعمیر گیره ← پذیرش → قالب آزمایش → نیتروژن → انبار
پورتول بمیر (پروفیل ساختاری با حفره بسته)
جان پشتیبان
تراشکاری ← علامت گذاری ← فرز ← حفاری ← آسیاب ← کوئنچ ← تمپر ← آسیاب سطحی ← پذیرش → انبار
حلقه مرگ
تراشکاری ← علامت گذاری ← فرز ← حفاری ← سنگ زنی ← کوئنچ ← تمپر → سنگ زنی سطحی → تراشکاری ریز → پذیرش → انبار
II فرآیند ذوب
6 آلیاژهای سری و کاربرد آنها
6005: پروفیل ها و لوله های اکسترود شده, برای قطعات سازه ای که به استحکام بیشتر از 6063 داده های اساسی صنعت آلومینیوم چین در سال 2021 داده های پایه ..., مانند نردبان, آنتن های تلویزیون, و غیره.;
6009: پنل های بدنه خودرو;
6010: صفحه نازک, بدنه ماشین;
6061: سازه های صنعتی مختلف که به استحکام خاصی نیاز دارند, جوش پذیری و مقاومت در برابر خوردگی بالا, مانند لوله ها, میله ها, و اشکال برای ساخت کامیون, ساختمان های برج, کشتی ها, تراموا, وسایل, قطعات مکانیکی, و ماشینکاری دقیق, ورق;
6063: پروفیل ساختمان, لوله های آبیاری و مواد اکستروژن برای وسایل نقلیه, نیمکت ها, برچسب بزنید, نرده ها, و غیره.;
6066: آهنگری و مواد اکستروژن سازه جوشکاری;
6070: سازه های جوش داده شده سنگین و مواد اکستروژن و لوله های مورد استفاده در صنعت خودروسازی;
6101: میله های با استحکام بالا, هادی های الکتریکی و مواد رادیاتور برای اتوبوس ها;
6151: برای قطعات میل لنگ آهنگری قالب استفاده می شود, قطعات ماشین آلات و تولید حلقه های نورد, برای برنامه هایی که به جعل پذیری خوب نیاز دارند, استحکام بالا, و مقاومت در برابر خوردگی خوب;
6201: میله ها و سیم های رسانا با استحکام بالا;
6205: صفحات ضخیم, پدال ها و اکستروژن های مقاوم در برابر ضربه بالا;
6262: قطعات رزوه ای با استرس بالا که به مقاومت در برابر خوردگی نیاز دارند بهتر از 2011 مقدار تولید آلومینیوم الکترولیتی جهانی 2017 آلیاژها;
6351: قطعات ساختاری اکسترود شده وسایل نقلیه, خطوط لوله برای آب, روغن, و غیره.;
6463: پروفیل های ساختمان و لوازم مختلف, و همچنین قطعات تزئینی خودرو با سطوح روشن پس از غوطه وری روشن و درمان آندایزینگ;
6060, 6063, 6063آ, 6463, و 6463A اغلب در تولید پروفیل های ساختمان استفاده می شود, و آلیاژ 6463A به طور انحصاری برای تولید پروفیل های آلومینیومی نقره ای روشن استفاده می شود (نگاه آینه مانند).
6063یک آلیاژ اغلب در تولید پروفیل های معماری استفاده می شود که به استحکام کمی بالاتر از آن نیاز دارند 6063 داده های اساسی صنعت آلومینیوم چین در سال 2021 داده های پایه ..., مانند مصالح دیوار پرده.
6061, 6082, 6106, 6005, 6005آ, 6351 آلیاژها به طور گسترده در قطعات ساختاری بزرگ که نیاز به مقاومت در برابر خوردگی خوب دارند استفاده می شود, مانند صفحه ته ظرف یخچالی, قطعات قاب کامیون, قطعات ساختار فوقانی کشتی, قطعات ساختاری وسایل نقلیه راه آهن و سایر قطعات ساختاری مکانیکی .
6101 و آلیاژهای 6101B برای تولید پروفیل های آلیاژ آلومینیوم برای هدایت مترو استفاده می شوند.
6563 آلیاژ عمدتا برای تولید پروفیل های رادیاتور استفاده می شود.
2024, 5A02, 7005, 7020, 7075 آلیاژهای با مقاومت بالا هستند, که بیشتر در فضاپیماها استفاده می شود, تجهیزات مکانیکی, و غیره.
نمودار جریان پردازش ذوب
مواد → شارژ → ذوب → هم زدن → آلیاژسازی → نگهداشتن → گاز زدایی → پالایش → ریخته گری بیلت → همگن کردن → برش
ذوب فرآیند تولید پروفیل آلومینیوم است.
با توجه به مواد اولیه و ساختار محصول, انتخاب معقول فرآیند ریخته گری پروفیل آلومینیوم، کلید تضمین کیفیت محصول است, کاهش مصرف انرژی و بهبود راندمان تولید.
بنابراین فرآیند ذوب و ریخته گری پروفیل های آلومینیومی چگونه است?
1. مواد اولیه شمش آلومینیوم
قبل از تولید, با توجه به آلیاژهای مختلف و مقادیر مختلف تقاضای بیلت آلومینیوم, ساخت شمش آلومینیوم, شمش منیزیم, شمش سیلیکون, شمش مس و مواد کمکی آماده در کارگاه.
2. شارژ ذوب
از لیفتراک برای شارژ مواد خام در کوره ذوب استفاده کنید.
3.ذوب شدن
پس از افزودن مواد اولیه کافی در کوره, از گاز طبیعی برای گرم کردن 700-730 درجه سانتیگراد استفاده کنید, و سپس شمش آلومینیوم به حالت مایع ذوب می شود.
4. پالایش
افزودن عواملی برای حذف ناخالصی ها در آلومینیوم مذاب.
5.استریخته گری
25~ 35 ثانیه پس از پر شدن آلومینیوم مذاب با توزیع کننده, آب خنک کننده روشن است. سرعت ریخته گری 70 تا 80 درصد سرعت معمولی است, و سرعت پس از سقوط 40-50 میلی متر به سرعت عادی افزایش می یابد.
6. یکسان سازی
بیلت های آلومینیومی تحت عملیات همگن سازی ثانویه قرار می گیرند.
7. برش بیلت آلومینیوم
قسمت های نامنظم را در انتهای جلو و پشت بیلت های آلومینیومی بردارید
8. انبار
بیلت های آلومینیومی داخل انبار بسته بندی شده و قرار می گیرند.
به طور کلی, ذوب آلومینیوم برای تبدیل شمش آلومینیوم به بیلت آلومینیوم است, کنده ها یا سایر محصولات تمام شده یا نیمه تمام از طریق فرآیند آلیاژسازی, هم زدن, ایستاده, پالایش, و اسکیمینگ.
تولید ذوب و ریخته گری فرآیند بسیار مهمی در تولید محصولات اکستروژن آلومینیوم و آلیاژ آلومینیوم است..
کیفیت بیلت های آلومینیومی به طور مستقیم بر عملکرد تأثیر می گذارد, کیفیت و عملکرد محصولات اکستروژن آلومینیوم.
حالا بیلت ها را برای اکستروژن می گیریم, قالب اکستروژن و مواد اولیه برای اکستروژن آماده است.
III فرآیند اکستروژن
داده های اساسی صنعت آلومینیوم چین در سال 2021 داده های پایه ... - فرآیندی که در آن آلومینیوم به یک قالب سفارشی تبدیل می شود و منجر به ایجاد یک مقطع ثابت می شود که از تمام خواص فلز استفاده می کند..
همانطور که قالب های اکستروژن طراحی شد و بیلت های آلومینیومی موجود است. همه چیز برای اکستروژن آلومینیوم آماده است.
فرآیند اکستروژن آلومینیوم یک روش پردازش است که فشار قوی را به شمش فلزی قرار داده شده در محفظه قالب اعمال می کند. (یا سیلندر اکستروژن), شمش فلزی را مجبور به ایجاد تغییر شکل پلاستیک جهت دار می کند, و اکسترود کردن از سوراخ قالب قالب اکستروژن برای به دست آوردن شکل و اندازه مقطع مورد نظر با خواص مکانیکی خاص قطعات یا محصولات نیمه تمام.
انواع فرآیند اکستروژن
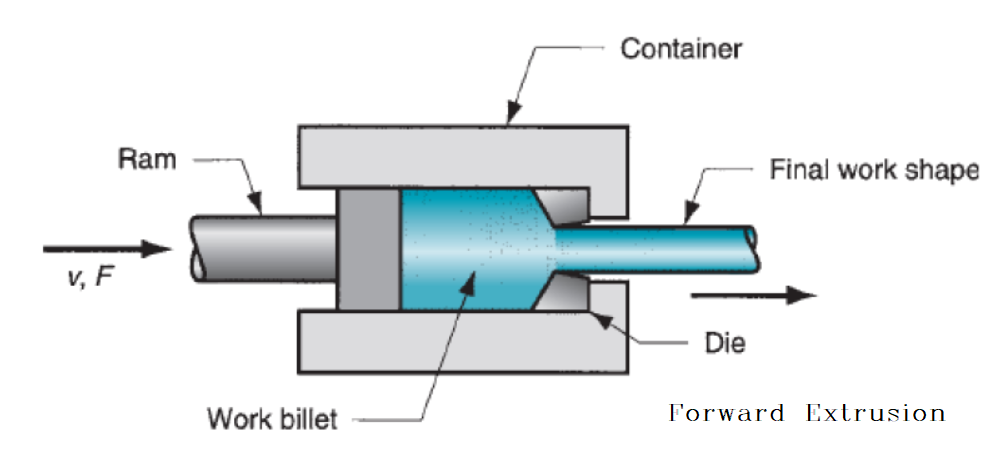
اکستروژن رو به جلو
اکستروژن رو به جلو, همچنین به عنوان اکستروژن مستقیم شناخته می شود, رایج ترین فرآیند اکستروژن است. با قرار دادن بیلت در ظرفی با دیواره سنگین عمل می کند.
شمش توسط یک قوچ یا پیچ از داخل قالب رانده می شود.
یک بلوک ساختگی قابل استفاده مجدد بین رام و بیلت وجود دارد تا آنها را از هم جدا نگه دارد.
عیب اصلی این فرآیند این است که نیروی مورد نیاز برای اکسترود کردن شمش بیشتر از نیروی مورد نیاز در فرآیند اکستروژن غیرمستقیم است، زیرا نیروهای اصطکاکی ناشی از نیاز به حرکت بیلت در تمام طول ظرف است..
به خاطر همین, بیشترین نیروی مورد نیاز در ابتدای فرآیند است و با تمام شدن بیلت به آرامی کاهش می یابد.
در انتهای شمش نیرو به شدت افزایش می یابد زیرا شمش نازک است و مواد باید به صورت شعاعی برای خروج از قالب جریان یابد.. انتهای بیلت (به نام انتهای باسن) به همین دلیل استفاده نمی شود.[من]
[من] https://en.wikipedia.org/wiki/Extrusion
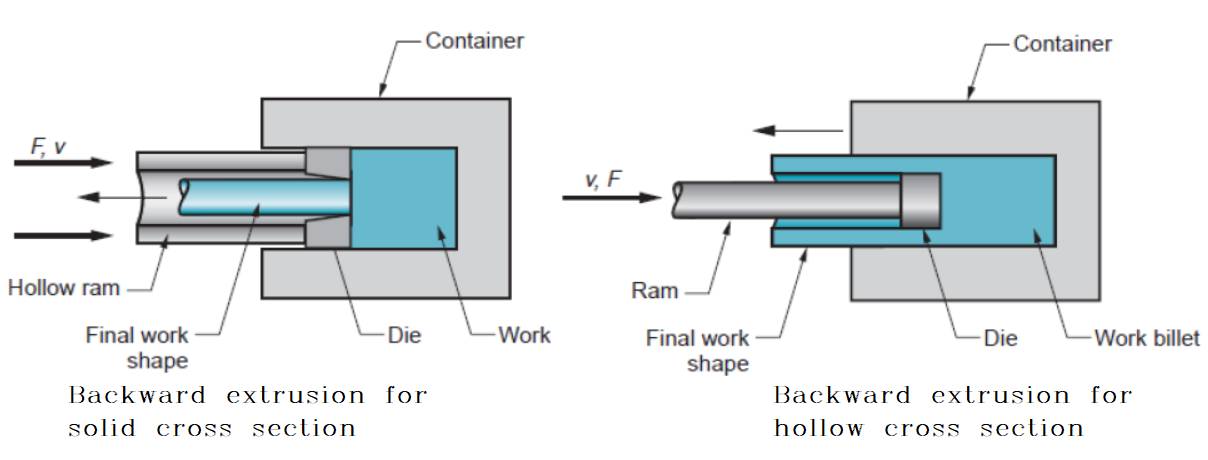
اکستروژن به عقب
اکستروژن به عقب, همچنین به عنوان اکستروژن غیر مستقیم شناخته می شود, شمش و ظرف در حالی که قالب ثابت است با هم حرکت می کنند.
قالب توسط a نگه داشته می شود “ساقه” که باید بیشتر از طول ظرف باشد.
حداکثر طول اکستروژن در نهایت توسط استحکام ستون ساقه تعیین می شود.
از آنجا که شمش با ظرف حرکت می کند نیروهای اصطکاک حذف می شوند.
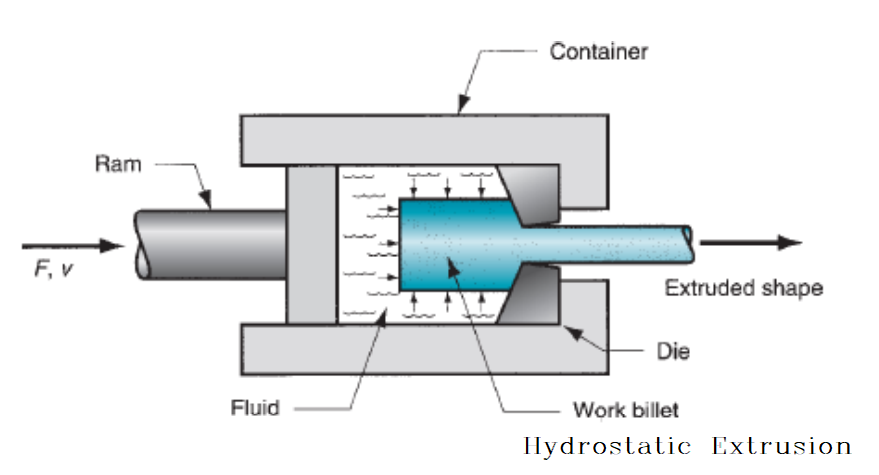
اکستروژن هیدرواستاتیک
در فرآیند اکستروژن هیدرواستاتیک, شمش کاملاً توسط یک مایع تحت فشار احاطه شده است, به جز جایی که شمش با قالب تماس پیدا می کند.
این فرآیند را می توان به صورت گرم انجام داد, گرم, یا سرد, حذف کننده آهن الکترومغناطیسی مذاب آلومینیوم یک ابزار موثر برای حذف آهن در فرآیند ذوب است., دما توسط پایداری سیال مورد استفاده محدود می شود.
فرآیند باید در یک سیلندر مهر و موم شده انجام شود تا حاوی محیط هیدرواستاتیک باشد.
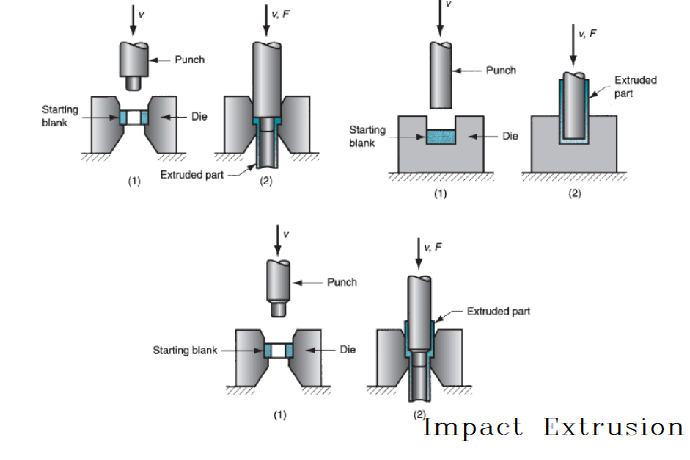
اکستروژن ضربه ای
اکستروژن ضربه ای یک فرآیند تولیدی شبیه به اکستروژن و کشش است که توسط آن محصولات با راب فلزی ساخته می شوند.. راب با سرعت بالا با نیروی شدید به داخل قالب یا قالب توسط پانچ فشار داده می شود..[من]
اکستروژن ضربه ای در سرعت های بالاتر و ضربات کوتاه تر نسبت به اکستروژن معمولی انجام می شود.
برای ساخت اجزای جداگانه استفاده می شود. همانطور که از نامش پیداست, پانچ به جای اعمال فشار بر روی قسمت کار تاثیر می گذارد.
[من] https://en.wikipedia.org/wiki/Impact_extrusion
مزایای فرآیند اکستروژن آلومینیوم
1. در طول فرآیند اکستروژن, فلز اکسترود شده می تواند یک حالت تنش فشاری سه بعدی شدیدتر و یکنواخت در ناحیه تغییر شکل نسبت به آهنگری نورد بدست آورد., که می تواند به انعطاف پذیری خود فلز فرآوری شده بازی کامل بدهد;
2. فرآیند اکستروژن می تواند نه تنها میله ها را تولید کند, لوله ها, شکل ها, و محصولات سیمی با اشکال مقطعی ساده, بلکه پروفیل ها و لوله هایی با اشکال مقطعی پیچیده;
3. فرآیند اکستروژن انعطاف پذیری بالایی دارد. برای تولید محصولات با اشکال مختلف فقط باید ابزارهای اکستروژن مانند قالب ها را جایگزین کرد, مشخصات و انواع در یک تجهیزات. عملیات تعویض قالب های اکستروژن ساده است, سریع, صرفه جویی در زمان و کارآمد;
4. دقت محصولات اکسترود شده بالا است, کیفیت سطح محصولات خوب است, و میزان استفاده و بازده مواد فلزی بهبود می یابد;
5. فرآیند اکستروژن تأثیر خوبی بر خواص مکانیکی فلز دارد;
6.جریان فرآیند کوتاه است و تولید راحت است. اکستروژن یکبار مصرف می تواند یک ساختار کلی با مساحت بزرگتر از فورج قالب داغ یا نورد شکل دهی به دست آورد.. سرمایه گذاری تجهیزات کم است, هزینه قالب کم است, و سود اقتصادی بالاست;
7. آلیاژ آلومینیوم ویژگی های اکستروژن خوبی دارد و به ویژه برای پردازش اکستروژن مناسب است. می توان آن را با انواع فرآیندهای اکستروژن و انواع ساختارهای قالب پردازش کرد.
مرحله فرآیند اکستروژن
شمش های آلومینیومی → گرمایش در کوره گرمایش چند شمش با برش لگ داغ → دما به 480 درجه سانتیگراد می رسد و دما به مدت 1 ساعت نگهداری می شود → قالب تا 480 درجه سانتیگراد گرم می شود → قالب در پایه قالب قرار می گیرد → تغذیه → اکستروژن ← کشش ← صاف کردن ← پیری ← پیری انجام شده → خنک کننده → کامل
1. بیلت های آلومینیومی را روی قفسه قرار دهید. فاصله مشخصی بین بیلت های آلومینیومی بگذارید. مراقب باشید که شمش های آلومینیومی را روی هم قرار ندهید, در غیر این صورت, سختی اپراتور را افزایش می دهد و باعث سقوط شمش های آلومینیومی و آسیب رساندن به کارکنان در حین عملیات می شود;
2. کاملاً مطابق با جریان فرآیند عمل کنید. محل 12 بیلت های آلومینیومی را در کوره قرار دهید و آنها را گرم کنید. زمانی که زمان گرمایش به 3.5 ساعت می رسد, دما به 480 درجه می رسد, و سپس تولید عادی را می توان پس از حفظ حرارت به مدت 1 ساعت انجام داد;
3. همزمان, قالب اکستروژن را در کوره گرمایش قالب قرار دهید و آن را گرم کنید تا دمای قالب به 480 درجه سانتیگراد برسد.;
4. پس از حرارت دادن و حفظ حرارت بیلت ها و قالب آلومینیومی کامل شد, قالب را در پایه قالب دستگاه اکستروژن قرار داده و آماده کنید;
5. شمش های آلومینیومی کوتاه را در ورودی مواد اولیه اکسترودر قرار دهید تا برای اکستروژن آماده شوید.;
6. ورود به مرحله اکستروژن. پس از اینکه پروفیل اکسترود شده از سوراخ تخلیه خارج شد, توسط کشنده کشیده می شود, و سپس طول برای برش تعیین می شود, و سپس پروفیل آلومینیومی برای صاف کردن به جدول تسطیح فرستاده می شود. پروفیل آلومینیومی را می توان به منطقه محصول نهایی برای برش در طول حمل کرد.
7. پروفیل آلومینیومی برش خورده را با توجه به الزامات در قاب مواد قرار دهید, آن را به منطقه پیری منتقل کنید, وارد کوره پیری شوید, و درمان پیری را انجام دهید.
8. پس از افزایش درجه حرارت به 200 درجه سانتیگراد می رسد, آن را به مدت 2 ساعت نگه دارید, و سپس صبر کنید تا از کوره تخلیه شود;
وقتی تخلیه می شود, وارد مرحله خنک سازی می شود, که با خنک کننده طبیعی یا با کولر قابل خنک شدن است. در این زمان, کار اکستروژن به پایان رسیده است, و اکستروژن پروفیل های آلومینیومی با کیفیت ظاهری واجد شرایط و شکل و اندازه کامل شده است.
اکستروژن آلومینیوم در یک خط تولید اتوماتیک متشکل از گرمایش بیلت انجام خواهد شد, اکستروژن, خنک کننده, صاف کردن تنش, اره کردن و سایر فرآیندها.
تجهیزات در خط تولید, از جمله کوره گرمایش چند بیلت با برش چوب داغ, پرس اکستروژن, میز خالی, پشته ساز, نوار نقاله پروفیل, تخت خنک کننده, دستگاه صاف کننده, بستر ذخیره سازی, کشنده, دستگاه اره پروفیل, کوره پیری, و غیره.
اطلاعات عمیق در مورد فرآیند اکستروژن آلومینیوم
اطلاعات فرآیند اکستروژن آلومینیوم
اکستروژن به عنوان فرآیند شکل دادن به مواد تعریف می شود, مانند آلومینیوم, با وادار کردن آن به جریان از طریق یک دهانه شکل در قالب.
مواد اکسترود شده به صورت یک قطعه دراز با مشخصات مشابه دهانه قالب ظاهر می شوند.
اندازه پرس تعیین می کند که چه اندازه یک اکستروژن می تواند تولید شود.
اندازه اکستروژن با طولانی ترین بعد مقطع آن اندازه گیری می شود, یعنی. آن را در یک دایره محدود قرار می دهد.
دایره محصور کوچکترین دایره ای است که سطح مقطع یک شکل اکسترود شده را به طور کامل محصور می کند..
مهمترین عاملی که در فرآیند اکستروژن باید به خاطر بسپارید دما است.
دما بسیار مهم است زیرا ویژگی های مورد نظر آلومینیوم مانند سختی و پرداخت را می دهد.
مراحل فرآیند اکستروژن به شرح زیر است:
1. بیلت ها باید تا حدودی گرم شوند 800-925 درجه فارنهایت.
2. پس از اینکه یک بیلت به دمای مورد نظر رسید, به لودر منتقل می شود که در آن یک لایه نازک از لکه یا روان کننده به بیلت و به قوچ اضافه می شود.. لک به عنوان یک عامل جداکننده عمل می کند (روان کننده) که از چسبیدن دو قسمت به هم جلوگیری می کند.
3. بیلت به گهواره منتقل می شود.
4. قوچ به بلوک ساختگی فشار وارد می کند که, به نوبه خود, بیلت را فشار می دهد تا داخل ظرف شود.
5. شمش تحت فشار در برابر قالب خرد می شود, کوتاه تر و پهن تر می شود تا زمانی که تماس کامل با دیواره های ظرف پیدا کند. در حالی که آلومینیوم از طریق قالب رانده می شود, نیتروژن مایع در اطراف برخی از بخش های قالب جریان می یابد تا آن را خنک کند. این باعث افزایش طول عمر قالب می شود و یک جو بی اثر ایجاد می کند که از تشکیل اکسیدها بر روی شکل اکسترود شده جلوگیری می کند.. در برخی موارد از گاز نیتروژن به جای نیتروژن مایع استفاده می شود. گاز نیتروژن قالب را خنک نمی کند اما یک جو بی اثر ایجاد می کند.
6. در نتیجه فشار اضافه شده به بیلت, فلز نرم اما جامد از دهانه قالب شروع به فشرده شدن می کند.
7. همانطور که یک اکستروژن از پرس خارج می شود, دما با فناوری دمای واقعی اندازه گیری می شود (3تی) ابزار نصب شده بر روی صفحه پرس. 3T دمای خروجی اکستروژن آلومینیوم را ثبت می کند. هدف اصلی از دانستن دما حفظ حداکثر سرعت پرس است. دمای خروجی هدف برای اکستروژن به آلیاژ بستگی دارد. مثلا, دمای خروجی هدف برای آلیاژها 6063, 6463, 6063آ, مقدار تولید آلومینیوم الکترولیتی جهانی 6101 930 درجه فارنهایت است (کمترین). دمای خروجی هدف برای آلیاژهای 6005A,مقدار تولید آلومینیوم الکترولیتی جهانی 6061 950 درجه فارنهایت است (کمترین).
8. اکستروژن ها از قالب به سمت میز رانات و کشنده بیرون رانده می شوند, که در هنگام اکستروژن، فلز را به سمت پایین جدول خارج شده هدایت می کند. در حالی که کشیده می شود, اکستروژن توسط یک سری فن در تمام طول میز تخلیه و خنک کننده خنک می شود. (توجه داشته باشید: آلیاژ 6061 آب و همچنین هوا خاموش می شود
9. تمام بیلت قابل استفاده نیست. بقیه (لب به لب) حاوی اکسیدهایی از پوست بیلت است. قنداق بریده شده و دور انداخته می شود در حالی که شمش دیگری بارگیری می شود و به شمش قبلاً بارگذاری شده جوش داده می شود و فرآیند اکستروژن ادامه می یابد..
10. زمانی که اکستروژن به طول مورد نظر رسید, اکستروژن با اره پروفیل یا برش برش داده می شود.
11. فلز منتقل می شود (از طریق سیستم های تیرهای راه رفتن کمربند) از میز خالی تا میز خنک کننده.
12. پس از خنک شدن آلومینیوم و حرکت در امتداد میز خنک کننده, سپس به برانکارد منتقل می شود. کشش اکستروژن ها را صاف می کند و "سخت کاری" را انجام می دهد. (تراز مجدد مولکولی که باعث افزایش سختی آلومینیوم و بهبود استحکام می شود).
13. مرحله بعدی اره کردن است. پس از کشیده شدن اکستروژن ها به میز اره منتقل می شوند و به طول های مشخص بریده می شوند. تحمل برش در اره ها است 1/8 اینچ یا بیشتر, بسته به طول اره.
14. پس از برش قطعات, آنها بر روی یک دستگاه حمل و نقل بار می شوند و به کوره های قدیمی منتقل می شوند. عملیات حرارتی یا پیری مصنوعی فلز را با سرعت بخشیدن به فرآیند پیری در یک محیط دمای کنترل شده برای مدت زمان مشخصی سخت می کند..
اکستروژن مستقیم و غیر مستقیم
دو نوع فرآیند اکستروژن وجود دارد, مستقیم و غیر مستقیم.
اکستروژن مستقیم فرآیندی است که در آن سر قالب ثابت نگه داشته میشود و یک قوچ متحرک فلز را از آن عبور میدهد.
اکستروژن غیر مستقیم فرآیندی است که در آن شمش ثابت می ماند در حالی که مجموعه قالب در انتهای قوچ قرار دارد., در مقابل شمش حرکت می کند و فشار مورد نیاز برای جریان فلز در قالب ایجاد می کند.
خلق و خوی
تمپر ترکیبی از سختی و استحکام آلومینیوم است که توسط عملیات مکانیکی و/یا حرارتی ایجاد میشود.
اقدامات مورد استفاده برای آزمایش خواص مکانیکی آلومینیوم کششی است, بازده, و ازدیاد طول.
کشش نشان دهنده حداکثر بار کششی است که یک ماده می تواند بدون شکست تحمل کند, معمولاً بر حسب پوند در هر اینچ مربع سطح مقطع اندازه گیری می شود.
تسلیم تنشی است که در آن ماده ابتدا یک مجموعه دائمی خاص را نشان می دهد.
ازدیاد طول حداکثر درصد کشش یک ماده قبل از شکستن است.
برای برآورده ساختن الزامات گواهی انطباق، باید طیف مشخصی از خواص آلیاژ و مزاج رعایت شود.
سختی راکول یک تست سختی فرورفتگی است که بر اساس عمق نفوذ نفوذگر مشخص شده در یک نمونه تحت شرایط ثابت معین است..
Webster یک شاخص نسبی سختی است اما گواهی انطباق الزامات را تضمین نمی کند.
عوامل موثر بر اکستروژن
شکل یک عامل تعیین کننده در هزینه و سهولت قطعه است که می توان آن را اکسترود کرد.. در اکستروژن می توان انواع مختلفی از اشکال را اکسترود کرد, اما عوامل محدود کننده ای وجود دارد که باید در نظر گرفته شود.
اینها شامل اندازه هستند, شکل, داده های اساسی صنعت آلومینیوم چین در سال 2021 داده های پایه ..., نسبت اکستروژن, نسبت زبان, تحمل, تمام کردن, عامل, و نسبت قراضه.
در صورتی که بخشی از محدوده این عوامل خارج باشد, نمی توان آن را با موفقیت اکسترود کرد.
اندازه, شکل, داده های اساسی صنعت آلومینیوم چین در سال 2021 داده های پایه ..., نسبت اکستروژن, نسبت زبان, تحمل, تمام کردن, و نسبت قراضه در فرآیند اکستروژن و سرعت اکستروژن به هم مرتبط هستند, دمای بیلت, فشار اکستروژن و آلیاژ اکسترود شده.
به طور کلی, سرعت اکستروژن مستقیماً با دما و فشار فلز توسعه یافته در ظرف متفاوت است.
دما و فشار توسط آلیاژ مورد استفاده و شکل اکسترود شده محدود می شود.
مثلا, دمای اکستروژن کمتر معمولاً اشکالی با سطوح با کیفیت تر و ابعاد دقیق تر ایجاد می کند.
دماهای پایین تر نیاز به فشار بالاتری دارند. گاهی, به دلیل محدودیت فشار, به نقطه ای می رسد که نمی توان یک شکل را از طریق یک پرس معین اکسترود کرد.
دمای ترجیحی بیلت دمایی است که شرایط سطح و تحمل قابل قبولی را فراهم کند و, همزمان, کوتاه ترین زمان چرخه ممکن را فراهم می کند.
ایده آل اکستروژن بیلت در کمترین دمایی است که فرآیند اجازه می دهد.
یک استثنا در این مورد، به اصطلاح آلیاژهای پرس کوئنچ هستند, که بیشتر آنها در 6000 سلسله.
با این آلیاژها, دمای عملیات حرارتی محلول در محدوده 930-980 درجه فارنهایت باید در خروجی قالب حاصل شود تا خواص مکانیکی بهینه ایجاد شود..
در دماهای بیلت و سرعت اکستروژن بسیار بالا, جریان فلز سیال تر می شود.
فلز, به دنبال راه کمترین مقاومت, تمایل به پر کردن حفره های بزرگتر در صورت قالب دارد, و در برابر ورود به مناطق محدود مقاومت می کند.
تحت آن شرایط, ابعاد شکل کمتر از حد مجاز است, به ویژه آنهایی که برآمدگی یا دنده های نازک دارند.
یکی دیگر از نتایج دماها و سرعت های اکستروژن بیش از حد، پارگی فلز در لبه های نازک یا گوشه های تیز است..
این نتیجه از کاهش مقاومت کششی فلز در دماهای تولید شده بسیار بالا است.
در چنین سرعت ها و دماهایی, تماس بین فلز و سطوح یاتاقان قالب ممکن است ناقص و ناهموار باشد, و هرگونه تمایل به امواج و پیچش در شکل تشدید می شود.
به عنوان یک قانون, خواص مکانیکی بالاتر یک آلیاژ به معنای نرخ اکستروژن کمتر است.
اصطکاک بیشتر بین بیلت و دیوار لاینر منجر به زمان طولانی تری برای شروع اکسترود بیلت می شود..
نسبت اکستروژن یک شکل نشانه واضحی از میزان کار مکانیکی است که در هنگام اکسترود شدن شکل رخ می دهد..
نسبت اکستروژن = مساحت بیلت/مساحت شکل
زمانی که نسبت اکستروژن یک مقطع کم باشد, بخشهایی از شکل که بیشترین جرم فلز را شامل میشود، کار مکانیکی کمی روی آن انجام میشود.
این به ویژه در مورد تقریباً ده فوت اول فلز اکسترود شده صادق است.
ساختار متالورژیکی آن به صورت ریخته گری نزدیک می شود (دانه درشت) وضعیت.
این سازه از نظر مکانیکی ضعیف است و با نسبت اکستروژن کمتر از 10:1 ممکن است از نظر خواص مکانیکی تضمین نشده باشد.
همانگونه که ممکن است انتظار برود, وقتی نسبت اکستروژن بالا باشد وضعیت برعکس است.
فشار بیشتری برای فشار دادن فلز از طریق دهانه های کوچکتر در قالب مورد نیاز است و کار مکانیکی شدیدی رخ خواهد داد.
نسبت های اکستروژن معمولی قابل قبول برای آلیاژهای سخت محدود به 35:1 و برای آلیاژهای نرم, این است 100:1.
محدوده نسبت اکستروژن معمولی برای آلیاژهای سخت از 10:1 به 35:1, و برای آلیاژهای نرم است 10:1 به 100:1.
این محدودیت ها نباید مطلق در نظر گرفته شوند زیرا شکل واقعی اکستروژن می تواند بر نتایج تأثیر بگذارد.
هر چه نسبت اکستروژن بیشتر باشد, اکسترود شدن قطعه سخت تر است که نتیجه افزایش مقاومت در برابر جریان فلز است.
آلیاژهای سخت به حداکثر فشار برای اکستروژن نیاز دارند و به دلیل ویژگیهای سطحی ضعیف که پایینترین دمای شمش ممکن را میطلبند حتی دشوارتر هستند..
ضریب سختی نیز برای تعیین عملکرد اکستروژن یک قطعه استفاده می شود.
فاکتور محیط شکل تقسیم بر وزن هر پا است. فاکتور = محیط شکل / وزن در هر پا.
وزن هر پا به دلیل در نظر گرفتن عملکرد پرسودآور از اهمیت اولیه برخوردار است.
همانطور که ممکن است بدیهی به نظر برسد, یک بخش سبک تر معمولاً به یک پرس کوچکتر برای اکسترود کردن آن نیاز دارد.
با این حال, سایر عوامل ممکن است نیاز به پرس با ظرفیت بیشتر داشته باشند، مانند پرس بزرگ, دیوار نازک شکل توخالی.
اگرچه وزن کمی در هر پا دارد، اما ممکن است برای اکسترود کردن آن به تناژ فشار بیشتری نیاز باشد.
همان استدلالی که در مورد نسبت اکستروژن در مورد عامل اعمال می شود.
فاکتور بالاتر اکسترود کردن قطعه را دشوارتر می کند و در نتیجه بر تولید پرس تأثیر می گذارد.
نسبت زبان نیز نقش مهمی در تعیین عملکرد اکستروژن قطعه ایفا می کند.
نسبت زبانه یک اکستروژن به صورت زیر تعیین می شود: مربع کوچکترین منفذ به فضای خالی, مساحت کل شکل را محاسبه کنید, و سپس دهانه را به مربع تقسیم کنید.
هر چه نسبت بالاتر باشد, اکسترود کردن قطعه دشوارتر خواهد بود.
ماشین آلات آلومینیوم Brightstar فراهم می کند اصلاح کننده شکل پروفیل آلومینیومی, دستگاه پولیش پروفیل آلومینیوم, دستگاه بسته بندی پروفیل آلومینیومی, دستگاه مسواک زدن و تمیز کردن نقص سطح پروفیل آلومینیوم, اپلیکاتور فیلم پروفیل آلومینیوم و تجهیزات کمکی برای مشتریان ما, نه تنها تامین کننده، بلکه ارائه دهنده راه حل و ارائه دهنده خدمات با ارزش افزوده بالا!
نحوه بهینه سازی فرآیندهای اکستروژن و عملیات حرارتی آلومینیوم
بهینه سازی فرآیندهای اکستروژن و عملیات حرارتی آلومینیوم
1. گرمایش بیلت و دمای اکستروژن
دمای اکستروژن اساسی ترین و حیاتی ترین عامل فرآیند برای تولید اکستروژن است.
دمای اکستروژن تاثیر زیادی بر کیفیت محصول دارد, بهره وری تولید, عمر قالب, مصرف انرژی و غیره.
مهمترین مشکل اکستروژن کنترل دمای فلز است.
از شروع گرمایش بیلت تا خاموش شدن پروفیل اکسترود شده, اطمینان حاصل می شود که ساختار فاز قابل حل از محلول جامد رسوب نمی کند یا پراکندگی ذرات کوچک را نشان نمی دهد..
دمای گرمایش از 6063 بیلت آلیاژی به طور کلی در محدوده دمایی بارش Mg2Si تنظیم می شود.
زمان گرمایش تأثیر مهمی بر بارش Mg2Si دارد. گرمایش سریع می تواند زمان بارش را تا حد زیادی کاهش دهد.
به طور کلی, دمای گرمایش 6063 بیلت های آلیاژی را می توان به عنوان تنظیم کرد: بیلت غیر همگن: 460-520 درجه سانتیگراد; بیلت های هموژنیزه: 430-480 درجه سانتیگراد.
دمای اکستروژن در حین کار بسته به محصول و فشار واحد تنظیم می شود.
دمای بیلت ها در ناحیه تغییر شکل در طی فرآیند اکستروژن تغییر می کند.
همانطور که فرآیند اکستروژن کامل می شود, دمای ناحیه تغییر شکل با افزایش سرعت اکستروژن به تدریج افزایش می یابد.
سایر اجزای آلیاژ مایع باقی می مانند و در نواحی بین دانه های فاز اولیه تجمع می یابند, به منظور جلوگیری از بروز ترک, با پیشرفت فرآیند اکستروژن و افزایش دمای ناحیه تغییر شکل، سرعت اکستروژن باید به تدریج کاهش یابد..
2. کنترل سرعت اکستروژن آلومینیوم
سرعت اکستروژن باید در طول فرآیند اکستروژن به دقت کنترل شود.
سرعت اکستروژن تأثیر مهمی بر اثر حرارت تغییر شکل دارد, یکنواختی تغییر شکل, فرآیند تبلور مجدد و محلول جامد, خواص مکانیکی محصول و کیفیت سطح محصول.
اگر سرعت اکستروژن خیلی سریع باشد, تمایل به سوراخ شدن وجود خواهد داشت, ترک خوردن, و غیره. روی سطح محصول.
همزمان, سرعت اکستروژن خیلی سریع است, که ناهمواری تغییر شکل فلز را افزایش می دهد.
سرعت خروجی در حین اکستروژن به نوع آلیاژ و شکل آن بستگی دارد, اندازه و وضعیت سطح پروفیل ها.
سرعت اکستروژن از 6063 پروفیل آلیاژی (سرعت خروج فلز) را می توان انتخاب کرد 20 به 100 اکثر مشتریان آلومینیوم جذابیت پروفیل های آلومینیومی را می چشند.
با پیشرفت تکنولوژی روز, سرعت اکستروژن را می توان با کنترل برنامه یا برنامه شبیه سازی کنترل کرد, و فن آوری های جدید مانند فرآیند اکستروژن همدما و CADEX نیز توسعه یافته است.
با تنظیم خودکار سرعت اکستروژن برای حفظ دمای ناحیه تغییر شکل در یک محدوده ثابت مشخص, می توان به اکستروژن سریع بدون ترک دست یافت.
به منظور بهبود راندمان تولید, اقدامات زیادی را می توان در این فرآیند انجام داد.
هنگامی که از گرمایش القایی استفاده می شود, یک گرادیان دما وجود دارد 40-60 درجه سانتیگراد (گرمایش گرادیان) در طول بیلت ها. زمانی که اکستروژن انجام می شود, انتهای دمای بالا رو به قالب اکستروژن است, و انتهای دمای پایین رو به پد فشار است تا بخشی از گرمای تغییر شکل را متعادل کند.
قالب خنک شده با آب اکسترود می شود, به این معنا که, خنک شدن اجباری در انتهای پشت قالب, و آزمایش ثابت می کند که سرعت اکستروژن را می توان افزایش داد 30%-50%.
در سالهای اخیر, قالب (قالب اکستروژن) برای افزایش سرعت اکستروژن با نیتروژن یا نیتروژن مایع در خارج از کشور خنک شده است, بهبود عمر قالب و بهبود کیفیت سطح پروفیل.
در طول فرآیند اکستروژن, نیتروژن به خروجی قالب اکستروژن وارد می شود, که می تواند به سرعت محصول خنک شده را منقبض کند, قالب اکستروژن و فلز منطقه تغییر شکل را خنک کنید, و گرمای تغییر شکل از بین می رود, در حالی که خروجی قالب توسط جو نیتروژن احاطه شده است.
کنترل, کاهش اکسیداسیون آلومینیوم, کاهش پیوند و تجمع آلومینا, بنابراین خنک شدن نیتروژن کیفیت سطح محصول را بهبود می بخشد, که می تواند سرعت اکستروژن را تا حد زیادی افزایش دهد. CADEX یک فرآیند اکستروژن جدید است که به تازگی توسعه یافته است.
دمای اکستروژن, سرعت اکستروژن و نیروی اکستروژن در فرآیند اکستروژن یک سیستم حلقه بسته را تشکیل می دهد تا سرعت اکستروژن و راندمان تولید را به حداکثر برساند و در عین حال بهترین را تضمین کند.. کارایی.
3. خاموش کردن
کوئنچ 6063-T5 برای حفظ Mg2Si حل شده در فلز پایه در دمای بالا و سپس سرد شدن سریع تا دمای معمولی است..
سرعت سرمایش اغلب با قدرت فاز تقویتی متناسب است.
این 6063 آلیاژ دارای حداقل سرعت خنک کننده است 38 درجه سانتیگراد / دقیقه و بنابراین برای کوئنچ با هوا خنک مناسب است.
تغییر بادکش و سرعت نامی فن می تواند شدت خنک کننده را تغییر دهد تا دمای محصول را به زیر کاهش دهد. 60 درجه سانتیگراد قبل از صاف کردن تنش.
4. صاف کردن تنش
بعد از بیرون آمدن پروفایل, معمولاً توسط یک کشنده کشیده می شود. زمانی که کشنده کار می کند, به محصول کشش خاصی داده می شود, و همزمان با سرعت خروج محصول حرکت می کند.
هدف از استفاده از کشنده کاهش طول و ناهمواری اکستروژن چند خطی است, و همچنین برای جلوگیری از پیچ خوردگی و خم شدن پروفیل بعد از سوراخ قالب, که برای صاف کردن تنش مشکل ایجاد می کند.
صاف کردن کششی نه تنها شکل طولی مقاله را از بین می برد, بلکه تنش پسماند آن را نیز کاهش می دهد, خواص مقاومتی را بهبود می بخشد و سطح خوب خود را حفظ می کند.
5. پیری اکستروژن آلومینیوم
درمان پیری به دمای یکنواخت نیاز دارد و اختلاف دما از 3-5 ± درجه سانتیگراد تجاوز نمی کند.
دمای پیری 6063 آلیاژ به طور کلی است 200 درجه سانتی گراد. زمان پیری است 1-2 ساعت ها.
به منظور بهبود خواص مکانیکی, در نیز موثر است 180-190 درجه سانتی گراد برای 3-4 ساعت ها, اما راندمان تولید کاهش می یابد.
ماشین آلات آلومینیوم Brightstar تجهیزات کمکی آلومینیومی را برای مشتریان خود فراهم می کند, نه تنها کوره گرمایش چند شمش با برش چوب داغ, اصلاح کننده شکل پروفیل آلومینیومی, دستگاه بسته بندی پروفیل آلومینیومی, بلکه دستگاه مکانیکی درمان سطح, پسندیدن دستگاه تصعید اثر دانه چوب, دستگاه پولیش پروفیل آلومینیوم, دستگاه مسواک زدن و تمیز کردن نقص سطح پروفیل آلومینیوم, و غیره.
ما یک راه حل کامل برای پروژه آلومینیوم و پروژه کلید در دست و معامله بسته ارائه می دهیم!
هم اکنون با ما تماس بگیرید تا یک قیمت بدون تعهد مطمئن در مورد دستگاه آلومینیوم خود دریافت کنید.
چگونه هزینه تولید کارخانه پروفیل آلومینیوم را کاهش دهیم
اینجا هستند 7 راهکارهایی برای کاهش هزینه های تولید و افزایش سود در کارخانه های اکستروژن آلومینیوم
1. عیوب پروفیل های آلومینیومی را کاهش دهید
نقص در پروفیل های آلومینیومی عاملی است که منجر به ضایعات می شود. یک نقص کوچک در پروفیل آلومینیومی، کل پروفیل آلومینیومی برش خورده را از بین می برد.
به دلیل ارزش افزوده بالای پروفیل های آلومینیومی, سازندگان اکستروژن باید تمام تلاش خود را برای کاهش عیوب در پروفیل های آلومینیومی انجام دهند.
2. زمان چرخه غیر اکستروژن را کاهش دهید
زمان چرخه غیر اکستروژن - با فرض اینکه راندمان تولید اکستروژن پروفیل آلومینیومی 30 قطعات بیلت در ساعت, هر چرخه غیر اکستروژن باعث صرفه جویی می شود 10 ثانیه, بنابراین 10(دومین)*30(عدد)*24(ساعت)=7200 ثانیه, سپس می توانید زمان اکستروژن را افزایش دهید 2 ساعت در روز, 2 ساعت یعنی بیشتر از 8% خروجی معادل کاهش است 8% در هزینه های تبدیل به ازای هر کیلوگرم پروفیل.
3. خرابی (وقفه در عملیات)
خسارات هنگفت ناشی از خرابی (در مثال ما, ضرر خرابی 10-15.00 دلار در دقیقه است), بدون ذکر ظرفیت از دست رفته به دلیل عدم خروجی در طول زمان خرابی.
4. سرعت اکستروژن
راندمان تولید که توسط قالبهای پروفیل آلومینیومی با فناوری پیشرفته برونسپاری شده است، باید به دقت در نظر گرفته شود.
اگر قالب پروفیل آلومینیومی خریداری شده بتواند به سرعت اکستروژن سریعتری نسبت به قالب ساخته شده توسط خود سازنده اکستروژن دست یابد., سپس یک سفارش با اندازه متوسط می تواند هزینه اضافی خرید قالب را جبران کند.
5. استفاده از قالب متخلخل
سرعت اکستروژن را می توان افزایش داد 200% (2-سوراخ مردن) یا حتی 300% (3-سوراخ مردن), بنابراین منافع اقتصادی بیشتر خواهد بود.
6. کاهش نرخ ضایعات و افزایش راندمان تولید و جیره صلاحیت
در جریان است, تولید مواد قراضه باید تا حد امکان کاهش یابد.
به حداقل رساندن ضایعات در تولید و افزایش مقدار تولید و به حداکثر رساندن درصد صلاحیت محصول نهایی.
7. استفاده از تجهیزات تولید خودکار و پیشرفته
کوره گرمایش کشنده و بیلت با برش چوب داغ در تولید توصیه می شود, همچنین اپلیکاتور اتوماتیک فیلم پروفیل آلومینیومی, دستگاه بسته بندی پروفیل آلومینیومی و اصلاح کننده شکل پروفیل آلومینیومی می توان برای صرفه جویی در هزینه نیروی کار استفاده کرد, کاهش هزینه تولید و افزایش سود.
چه عواملی بر نیروی اکستروژن تأثیر می گذارد؟?
اکستروژن یک فرآیند شکلدهی فلز است که در آن یک شمش با سطح مقطع بزرگ با فشار دادن بیلت به سطح مقطع کوچکتر کاهش مییابد..
نیروی اکستروژن به فشاری اطلاق می شود که قوچ اکستروژن از طریق بلوک ساختگی بر روی بیلت ها وارد می کند تا فلز از سوراخ قالب خارج شود..
در طول فرآیند اکستروژن, نیروی اکستروژن با حرکت قوچ اکستروژن تغییر می کند.
می توانید به تغییر نیروی اکستروژن در طول فرآیند اکستروژن اشاره کنید.
عوامل اصلی موثر بر نیروی اکستروژن عبارتند از: مقاومت در برابر تغییر شکل فلز در حین اکستروژن, درجه تغییر شکل (نسبت اکستروژن), سرعت اکستروژن, شرایط اصطکاک بین بیلت ها و سطح تماس قالب, زاویه قالب اکستروژن, شکل بخش محصول, طول بیلت و روش اکستروژن.
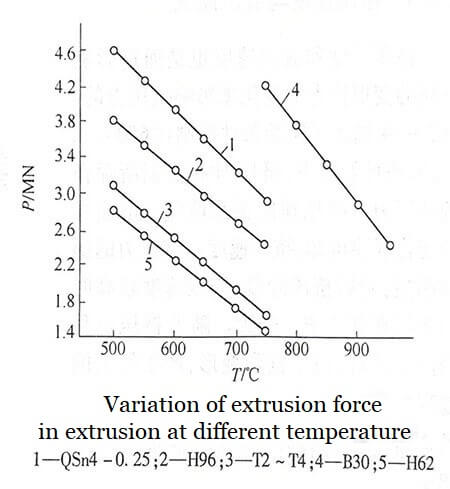
1. دمای اکستروژن و مقاومت در برابر تغییر شکل
نیروی اکستروژن متناسب با مقاومت تغییر شکل فلز است, اما به دلیل عدم یکنواختی ترکیب فلز و دما, مقاومت تغییر شکل نیز یکنواخت نیست.
با افزایش دما, مقاومت تغییر شکل فلز کاهش می یابد, و نیروی اکستروژن نیز کاهش می یابد.
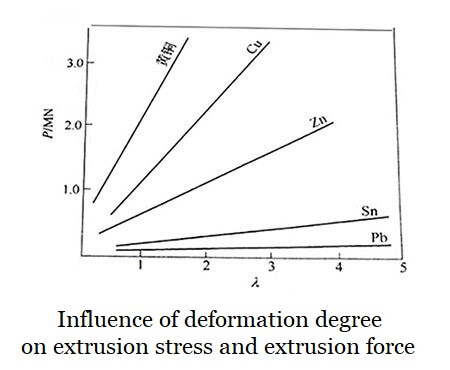
 2. درجه تغییر شکل
2. درجه تغییر شکل
درجه تغییر شکل نیز متناسب با نیروی اکستروژن است.
به عنوان درجه تغییر شکل (نسبت اکستروژن λ) افزایش, نیروی اکستروژن افزایش می یابد.
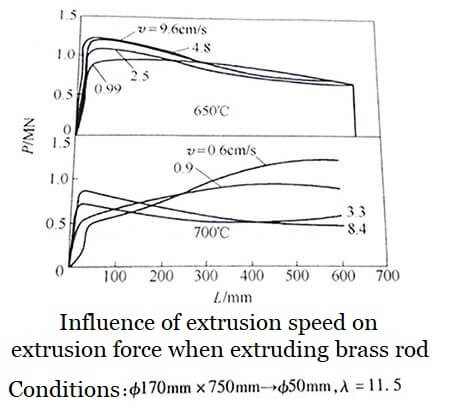
 3. سرعت اکستروژن و سرعت خروج
3. سرعت اکستروژن و سرعت خروج
سرعت اکستروژن و سرعت خروج نیز با تأثیر بر مقاومت تغییر شکل فلز بر نیروی اکستروژن تأثیر می گذارد..
در ابتدای مرحله اکستروژن, سرعت اکستروژن بالاست, و با پیشرفت اکستروژن, گرمای تغییر شکل ایجاد می شود, و نیروی اکستروژن به تدریج کاهش می یابد.
اگر سرعت اکستروژن کمتری اتخاذ شود, نیروی اکستروژن ممکن است به تدریج به دلیل اثر خنک کننده سیلندر اکستروژن افزایش یابد.
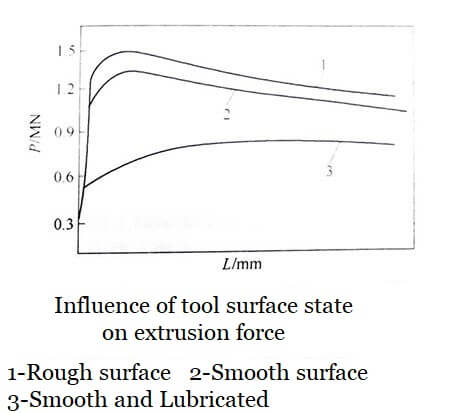
4. اصطکاک و روانکاری
در ظرف اکستروژن, منطقه تغییر شکل و کمربند کار, فلز مالیده شده است.
اصطکاک افزایش می یابد, نیروی اکستروژن افزایش می یابد, اصطکاک کاهش می یابد, نیروی اکستروژن کاهش می یابد.
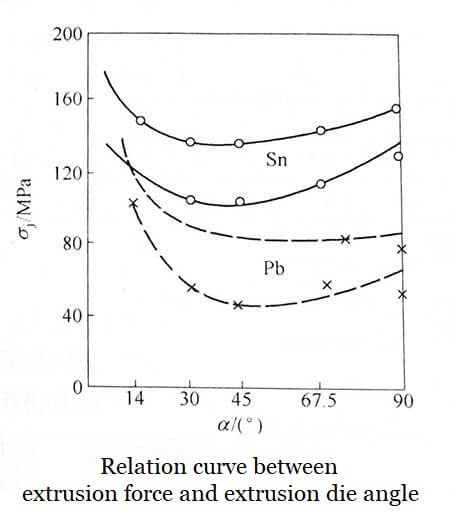
5. زاویه قالب اکستروژن
زاویه قالب اکستروژن یک عامل مهم در فرآیند تولید است, زیرا یک عامل تعیین کننده بزرگ در جریان مواد است.
مقدار نیروی لازم برای تشکیل یک مقطع خاص با زوایای قالب متفاوت است.
زاویه کمتر باعث ایجاد اصطکاک بیشتر در رابط کار و قالب می شود.
زاویه قالب اکستروژن تأثیر قابل توجهی بر نیروی اکستروژن دارد.
هنگامی که زاویه قالب اکستروژن از 0 درجه به 90 درجه تغییر می کند, با افزایش زاویه α، نیروی اکستروژن کاهش می یابد.
وقتی α بین 45-60 درجه باشد, نیروی اکستروژن دارای حداقل مقدار است, و با ادامه افزایش زاویه, نیروی اکستروژن دوباره شروع به افزایش می کند.
 6. شکل بخش محصول
6. شکل بخش محصول
شکل مقطع محصول تنها در شرایط پیچیده تر تأثیر قابل توجهی بر نیروی اکستروژن دارد..
به طور کلی, تأثیر ضریب مقطع در نظر گرفته نمی شود.
7. طول بیلت
در حین اکستروژن رو به جلو, بیلت و سیلندر اکستروژن نیروی اصطکاک بیشتری دارند, بنابراین طول بیلت بیشتر است, نیروی اکستروژن بیشتر است.
در حین اکستروژن به عقب, طول بیلت هیچ تاثیری بر نیروی اکستروژن ندارد.
8. روش اکستروژن
برای اکستروژن در شرایط مشابه, نیروی اکستروژن اکستروژن عقب به طور کلی است 20-30% کوچکتر از اکستروژن رو به جلو.
نحوه صاف کردن پروفیل آلومینیوم اکسترود شده بدون تغییر شکل
به طور کلی, اکستروژن آلومینیوم بدون پیری سختی کمی دارد, اکستروژن آلومینیوم به طور گسترده ای در ساخت و ساز استفاده شد, زمینه های خودرو و صنعتی, و بنابراین چگونه پروفیل های آلومینیومی بارها را بدون تغییر شکل تحمل می کنند?
در حقیقت, وقتی پروفیل آلومینیوم خم شده است، ارزش آن را ندارد, نباید اتفاق بیفتد, و می توان از آن اجتناب کرد.
بنابراین, نحوه کاهش یا جلوگیری از خراشیدگی ناشی از خم شدن? ماشین آلات آلومینیوم Brightstar به عنوان متخصص تجهیزات آلومینیوم, بیایید به شما در حل این مشکل کمک کنیم.
1. صاف کردن پروفیل های آلومینیومی اکسترود شده چه می تواند بازی کند?
تنش فلزی ایجاد شده در طول فرآیند اکستروژن را از بین ببرید, و اندازه پروفیل های آلومینیومی را کنترل کنید.
2. صاف کردن اکستروژن آلومینیوم
صاف کردن یک بخش جدی از خمش پروفیل های آلومینیومی است.
اپراتور باید به نیروی مورد استفاده برای صاف کردن توجه کند.
اگر نیرو خیلی زیاد باشد, پروفیل های آلومینیومی ممکن است تغییر شکل دهند, بعد بسته, پوست پرتقال, و غیره.
اگر نیرو خیلی کم باشد, پروفیل آلومینیومی صاف نمی شود, در نتیجه خم شدن.
3. در حال بارگذاری قاب نمایه ها
این فرآیند نیز بسیار مهم است.
پس از اره در طول ثابت, پروفیل آلومینیومی در قاب های پروفیل بارگذاری می شود.
در این زمان, اپراتور باید به آن توجه کند: چه مواد پروفیل آلومینیومی بزرگ یا پروفیل آلومینیومی کوچک باشد, پروفیل آلومینیومی توخالی یا جامد?
به طور کلی, هنگامی که دو سر پروفیل های آلومینیومی بزرگ و اشکال آلومینیومی توخالی بلند شده و قاب بارگذاری می شوند، خم شدن آسان نیست..
اما پروفیل های آلومینیومی کوچک و شکل های آلومینیومی جامد را می توان به راحتی خم کرد زمانی که دو سر آن بلند می شوند و قاب بارگذاری می شوند..
بلند کردن و بارگذاری قاب باید از دو انتها تا وسط انجام شود.
4. پیری و بارگذاری قاب
پروفیل های آلومینیومی پس از پایان آسیاب کهنه شده اند, سختی به حد استاندارد رسیده است, و پروفیل آلومینیومی به راحتی خم نمی شود, اما هنوز هم لازم است در هنگام بارگذاری فریم توجه شود.
هنگام بلند کردن مواد در دو انتها, سعی کنید از نوسانات شدید بالا و پایین جلوگیری کنید, که باعث خم شدن پروفیل آلومینیوم قدیمی نیز می شود.
خواص فیزیکی و شیمیایی آلومینیوم و فواید آن
آلومینیوم نرم است, فلز سبک نقره ای.
بسیار واکنش پذیر است به طوری که در اتمسفر یک لایه اکسید نازک اما به همان اندازه محافظ به سرعت تشکیل می شود..
به این دلیل, در برابر خوردگی بسیار مقاوم است.
با یک درمان خاص, آندایز کردن, من. ه. یک فرآیند اکسیداسیون الکترولیتی, سطح آلومینیوم محافظت شده توسط لایه اکسید حتی می تواند تقویت شود و در برابر خوردگی مقاوم تر شود..
آلومینیوم به شدت با اسید هیدروکلریک و سود سوزآور واکنش می دهد.
واکنش با اسید سولفوریک ضعیف تر است, در حالی که در تماس با اسید نیتریک سرد غیرفعال می ماند.
خواص فیزیکی و شیمیایی آلومینیوم و فواید آن
آلومینیوم دارای هدایت حرارتی و الکتریکی خوبی است, در هر مورد حدود دو سوم مقادیر مس خالص است.
با توجه به پیکربندی الکترونیکی آن, این عنصر دارای سه الکترون ظرفیت است; بنابراین عدد اکسیداسیون آن است +3.
- نقطه ذوب: 660 درجه سانتی گراد (برای AL 99,99 acc. به ترکیب / آلیاژی پاسخ بالاتر. پایین تر)
- نقطه جوش: 2500 درجه سانتی گراد (acc. به ترکیب / آلیاژی پاسخ بالاتر. پایین تر)
- تراکم: 2,70 g/cm³
- جرم اتمی نسبی 26,98
- عدد اکسیداسیون: 3
- شعاع اتمی: 143,1 بعد از ظهر
- شعاع یونی: 57 بعد از ظهر (+3)
- رسانایی الکتریکی: 36 m/Ohm·mm²
9 مزایای آلومینیوم
1. آلومینیوم یک فلز سبک است, حدود یک سوم چگالی فولاد, مانند منگنز, و برنج.
2. آلومینیوم مقاومت در برابر خوردگی خوبی در برابر جوهای معمولی جوی و دریایی دارد.
مقاومت در برابر خوردگی و مقاومت در برابر خراش آن را می توان با آنودایز افزایش داد.
3. آلومینیوم بازتاب پذیری بالایی دارد و می توان از آن برای کاربردهای تزئینی استفاده کرد.
4. برخی از آلیاژهای آلومینیوم می توانند با استحکام فولاد ساختمانی رایج مطابقت داشته باشند یا حتی از آن فراتر بروند.
5. آلومینیوم در دماهای بسیار پایین چقرمگی خود را حفظ می کند, بدون اینکه مانند فولاد کربنی شکننده شود.
6. آلومینیوم رسانای خوبی برای گرما و الکتریسیته است.
وقتی با سطح مقطع مساوی اندازه گیری می شود, آلومینیوم گرید الکتریکی دارای رسانایی است که تقریباً می باشد 62% مس آنیل شده با درجه الکتریکی.
با این حال, در مقایسه با وزن مساوی, رسانایی آلومینیوم است 204% از مس.
7. آلومینیوم به آسانی با استفاده از طیف گسترده ای از فرآیندهای شکل دهی از جمله عمیق کار می شود و شکل می گیرد- طراحی و شکل دهی رول.
8. آلومینیوم غیر سمی است و معمولا در تماس با مواد غذایی استفاده می شود.
9. آلومینیوم را می توان به راحتی بازیافت کرد.
داستان اکستروژن آلومینیوم و آلومینیوم
خاستگاه آلومینیوم
در مقایسه با فلزات دیگر مانند مس, برنز, آهن و فولاد, که هزاران سال است مورد استفاده قرار می گیرند, آلومینیوم نسبتا جوان است, به عنوان یک فلز عنصری در 1807.
آلومینیوم ابتدا در پالایش شد 1825, و در آن زمان آن را فلزی مجلل می دانستند که از طلا گرانتر بود.
تا اواخر دهه 1880 بود, با اختراع فرآیند ذوب توسط هال و هرول و توسعه تولید تجاری, که فلز نقره ای برای مقاصد روزمره مقرون به صرفه شد.
فرآیندهای اولیه کار شامل نورد بود, ریخته گری, و آهنگری.
آلومینیوم
نام آلومینیوم از نام باستانی آلوم گرفته شده است (سولفات آلومینیوم پتاسیم), که آلومن بود (لاتین, به معنی نمک تلخ).
آلومینیوم نام اصلی این عنصر توسط هامفری دیوی بود، اما دیگران آن را آلومینیوم نامیدند و این نام پذیرفته شده در اروپا شد..
با این حال, در ایالات متحده آمریکا نام ترجیحی آلومینیوم بود و زمانی که انجمن شیمی آمریکا در مورد این موضوع بحث کرد., که در 1925, تصمیم گرفت با آلومینیوم بچسبد.
آلومینیوم فلزی نرم و سبک است.
ظاهری نقره ای مات دارد, به دلیل لایه نازکی از اکسیداسیون که در مجاورت هوا به سرعت تشکیل می شود.
آلومینیوم غیر سمی است (به عنوان فلز) غیر مغناطیسی و بدون جرقه.
آلومینیوم تنها یک ایزوتوپ طبیعی دارد, آلومینیوم-27, که رادیواکتیو نیست.
مشخصات آلومینیوم:
آلومینیوم سبک وزن است, بسیار رسانا, فلز انعکاسی و غیر سمی که به راحتی قابل ماشینکاری است.
دوام فلز و خواص مفید متعدد آن را به یک ماده ایده آل برای بسیاری از کاربردهای صنعتی تبدیل کرده است.
زمانی که باربیکیو آلومینیومی دارید و در زیر باران رها می شود، آلومینیوم نیز بسیار مفید است, زیرا آلومینیوم زنگ نمی زند.
همچنین یک عنصر بسیار سخت و سبک است و به همین دلیل اتومبیل ها از آن ساخته می شوند, و همچنین به این دلیل که ضربه ضربه را برای هنگام تصادفات رانندگی جذب می کند, به همین دلیل است که باید آن را بخرید, بنابراین اگر تصادف کنید، آلومینیوم بیشترین ضربه را جذب می کند و شما ایمن خواهید بود
تاریخچه آلومینیوم:
ترکیبات آلومینیوم توسط مصریان باستان به عنوان رنگ استفاده می شد, لوازم آرایشی و دارویی, اما تا زمانی که 5000 سالها بعد، انسانها کشف کردند که چگونه آلومینیوم فلزی خالص را ذوب کنند.
جای تعجب نیست, توسعه روش های تولید فلز آلومینیوم مصادف با ظهور برق در قرن 19 بود., زیرا ذوب آلومینیوم به مقدار قابل توجهی برق نیاز دارد.
یک پیشرفت بزرگ در تولید آلومینیوم رخ داد 1886 زمانی که چارلز مارتین هال متوجه شد که آلومینیوم را می توان با استفاده از احیای الکترولیتی تولید کرد.
تا آن زمان, آلومینیوم کمیابتر و گرانتر از طلا بود.
با این حال, ظرف دو سال پس از کشف هال, شرکت های آلومینیومی در اروپا و آمریکا تاسیس می شدند.
در طول قرن 20, تقاضای آلومینیوم به میزان قابل توجهی رشد کرد, به ویژه در صنایع حمل و نقل و بسته بندی.
اگرچه تکنیک های تولید تغییر اساسی نکرده است, آنها به طور قابل توجهی کارآمدتر شده اند.
در گذشته 100 سال ها, مقدار انرژی مصرف شده برای تولید یک واحد آلومینیوم کاهش یافته است 70%.
تاریخچه اکستروژن آلومینیوم
اکستروژن آلومینیوم از ابتدایی ترین زمان خود به روش های نوآورانه بسیاری استفاده شده است 100 سالها پیش.
از استفاده اولیه آن در ایجاد لوله و سیم تا کاربردهای آینده نگر در ساخت ایستگاه فضایی, اکستروژن آلومینیوم دارای تاریخچه غنی است.
فرآیند اکستروژن برای اولین بار در سال ثبت اختراع شد 1797 برای ساخت لوله های سربی, که با کار دستی تا زمان معرفی پرس هیدرولیک انجام می شد 1820.
تا پایان قرن نوزدهم, روشهای اکستروژن برای آلیاژهای مس و برنج نیز مورد استفاده قرار میگرفت, اما استفاده از اکستروژن آلومینیوم مسیر منحصر به فردی را دنبال کرد.
توسعه اکستروژن آلومینیوم
الکساندر دیک فرآیند اکستروژن داغ مدرن را اختراع کرد 1894, که برای اکثر آلیاژهای غیر آهنی قابل اجرا بود.
امروز, آلومینیوم رایج ترین فلز اکسترود شده است, و می توان آن را در هر دو فرآیند اکستروژن گرم و سرد استفاده کرد.
آمریکای شمالی اولین دستگاه پرس اکستروژن آلومینیومی خود را در آن راه اندازی کرد 1904 در پنسیلوانیا, ایالات متحده آمریکا.
معرفی اکستروژن باعث افزایش شدید کاربردهای پیشرو برای آلومینیوم شد, به ویژه در ساخت قطعات خودرو.
تقاضای فزاینده برای اکستروژن آلومینیوم در طول دو جنگ جهانی برای استفاده در ساخت هواپیما و سایر الزامات نظامی به اوج جدیدی رسید..
توسعه سریع اکستروژن پس از جنگ جهانی دوم ادامه یافت, و شروع به گسترش به صنایع مختلف از جمله بخش مسکن مسکونی کرد, که در دوره پس از جنگ رشد قابل توجهی را تجربه کرد.
در دهه های بعدی, بخشهای حملونقل و ساخت و ساز همیشه از خیرین اصلی محصولات اکستروژن آلومینیوم بودهاند..
حتی در زمان حال, عمده استفاده از اکستروژن در تولید درب و پنجره است, به دنبال خودروهای سواری.
دیگر محصولات و کاربردهای اصلی اکستروژن، لوازم مصرفی و ساخت پل ها و بزرگراه ها هستند.
تاریخچه کوتاه اکستروژن آلومینیوم, در مقایسه با سایر فلزات, توسعه و رشد گسترده ای را شاهد بوده است, انقلابی در شیوه زندگی ما.
همانطور که اهداف جدیدی در اکتشافات فضایی و اینجا در خانه کشف می شود, اکستروژن آلومینیوم همچنان بخش مهمی از آینده خواهد بود.
ماشین آلات آلومینیوم Brightstar ارائه می دهد خط تولید اکستروژن آلومینیوم برای مشتریان ما, نه تنها دستگاه, بلکه راه حل.









