

Aluminium-Extrusionsfehleranalyse und Qualitätskontrollmaßnahme
Extrusionstrichter, Aluminium-Extrusionsfehleranalyse und Qualitätskontrollmaßnahme
Extrusionstrichter, Aluminium-Extrusionsfehleranalyse und Qualitätskontrollmaßnahme
Extrusionstrichter Ursachen und Maßnahmen
Extrusionstrichter
Am Ende einiger extrudierter Produkte, nach Inspektion bei geringer Vergrößerung, In der Mitte des Abschnitts gibt es ein hornartiges Phänomen, der als Extrusionstrichter bezeichnet wird.
Oft sieht man entweder den ersten Extrusionstrichtertyp oder den zweiten Extrusionstrichtertyp.
Die erste Art von Extrusionstrichter befindet sich in der Mitte der Extrusion und ist faltig oder trichterförmig.
Der zweite Extrusionstrichtertyp befindet sich im Radius 1/2 Bereich des Produkts und ist ein ringförmiger oder sichelförmiger Riss.
Mitunter sind durchgehende oder unterbrochene Risse oder Risse in der Schicht vorhanden 0.5-2 mm von der Oberflächenschicht der Extrusion, die als dritte Art von Extrusionstrichtern bezeichnet wird.
Allgemein, Der Extrusionstrichter des vorwärts extrudierten Produkts ist länger als der des rückwärts extrudierten Produkts, und die weiche Legierung ist länger als die harte Legierung.
Der Extrusionstrichter des vorwärts extrudierten Produkts wird meistens durch einen ringförmigen Trichter dargestellt, und der Extrusionstrichter des rückwärts extrudierten Produkts ist meistens eine zentrale Trichterform.
Das Metall wird zum hinteren Ende extrudiert, und die Barrenhaut an den toten Ecken oder der Dichtung des Extrusionsbehälters und die angesammelten äußeren Einschlüsse werden im Produkt zu einem doppelten Trichter geformt;wenn das Restmaterial zu kurz ist und die Produktmitte nicht ausreichend gefüllt ist, der zum Extrusionstrichter des ersten Typs ausgebildet ist.
Vom Ende bis nach vorne, der Extrudertrichter wird allmählich heller und verschwindet vollständig.
Die Hauptursachen für Extrusionstrichter
1. Das Restmaterial ist zu kurz oder die Endlänge des Produkts entspricht nicht der Anforderung;
2. Der Blindblock ist nicht sauber, mit dem öl;
3. In der späten Phase der Extrusion, die Extrusionsgeschwindigkeit ist zu schnell oder steigt plötzlich an;
4. Verwenden Sie einen verformten Blindblock;
5. Die Temperatur des Extrusionsbehälters ist zu hoch;
6. Der Extrusionsbehälter und der Extrusionsstab sind falsch ausgerichtet;
7. Die Oberfläche des Barrens ist nicht sauber, mit Öl, und es gibt Defekte wie Segregation und Überlappung.
8. Die Innenhülse des Extrusionszylinders ist nicht glatt oder verformt, und die Auskleidung wird nicht rechtzeitig gereinigt.
Lösungen für Extrusionstrichter:
1. Rest- und Endverschnitt nach Vorschrift;
2, Halten Sie die Form sauber;
3. Verbessern Sie die Oberflächenqualität des Barrens;
4, vernünftige Kontrolle der Extrusionstemperatur und -geschwindigkeit;
5. Abgesehen von besonderen Umständen, Es ist strengstens verboten, Öl auf die Oberfläche von Schimmelpilzen aufzutragen;
6. Die Dichtung wird richtig gekühlt.
Brightstar Aluminium Machinery bietet nicht nur Formkorrektor für Aluminiumprofile, Aluminiumprofilwickelmaschine u Poliermaschine für Aluminiumprofile, aber auch die Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt, Reinigungsmaschine zum Bürsten von Aluminiumprofilen und Aluminiumprofil-Strahlanlage, usw. für unsere Kunden.
Schlüsselfertiges Projekt und fertige Lösung, Pauschalangebot und Service aus einer Hand.
Grobkornzone, Aluminium-Extrusionsfehleranalyse und Qualitätskontrollmaßnahme
Grobkornzone, Aluminium-Extrusionsfehleranalyse und Qualitätskontrollmaßnahme
Grobkornzone Ursachen und Maßnahme
Grobkornzone
Die Grobkornzone ist ein ringförmiger grobkörniger Bereich, der an der Peripherie des extrudierten Produkts gebildet ist, und ist ein struktureller Defekt des extrudierten Produkts.
Die Korngröße in der Grobkornzone kann überschritten werden 10 zu 100 mal die ursprüngliche Korngröße und bis zu 800 zu 1500 btm.
Es bewirkt, dass die mechanischen Eigenschaften des Produkts gesenkt werden, und die Ermüdungsfestigkeit ist niedriger als die des Mittelbereichs, der Riss entsteht oft in der grobkörnigen Zone.
Wenn das Aluminiumprofil mit einem solchen Defekt streckgerichtet wird, Die Oberfläche wird rau und die Oberfläche ist nach dem Eloxieren nicht schön.
Einige extrudierte Produkte aus einer Aluminiumlegierung bilden eine grobe rekristallisierte Kornstruktur entlang der Peripherie des Produkts auf einem niedrig gefalteten Teststück nach der Lösungsbehandlung, die als Grobkornzone bezeichnet wird.
Aufgrund der unterschiedlichen Formen und Verarbeitungsmethoden des Produkts, Ring, Bogen und andere Formen von grobkörnigen Zonen können gebildet werden.
Die Tiefe der grobkörnigen Zone wird vom hinteren Ende zum vorderen Ende allmählich verringert, um vollständig zu verschwinden.
Der Bildungsmechanismus ist ein Subkornbereich, der auf der Oberflächenschicht des Produkts nach der Heißextrusion gebildet wird, und bildet nach der Wärmelösungsbehandlung einen grob rekristallisierten Kornbereich.
Die Ursachen für die Grobkornzone:
1. Extrusion ungleichmäßige Verformung;
2. Wärmebehandlungstemperatur ist zu hoch, Die Haltezeit ist zu lang;
3. Die chemische Zusammensetzung des Barrens ist unvernünftig;
4. Die allgemeine wärmebehandelbare Verstärkungslegierung hat nach der Wärmebehandlung eine grobkörnige Zone, insbesondere der Typ 6A02, 2Das A50-Legierungsprofil und die Stange sind am schwerwiegendsten, kann nicht beseitigt werden, nur in einem bestimmten Bereich steuerbar;
5 Die Extrusionsverformung ist eine kleine oder unzureichende Verformung, oder im kritischen Verformungsbereich, einfach herstellbare Grobkornzone.
Lösungen für die Grobkornzone
1. Die Innenwand des Extrusionsbehälters ist glatt und sauber, Verringerung der Reibung während der Extrusion;
2. Die Verformung ist so vollständig und gleichmäßig wie möglich, und die Prozessparameter wie Temperatur und Geschwindigkeit werden vernünftig gesteuert;
3. Um zu vermeiden, dass die Lösungsbehandlungstemperatur zu hoch oder die Haltezeit zu lang ist;
4. Extrusion mit Mehrkavitätenwerkzeug;
5. Extrusion durch Rückwärtsextrusion und hydrostatische Extrusion;
6. Hergestellt durch das Lösungsbehandlungs-Zieh-Alterungsverfahren;
7. Passen Sie die Gesamtlegierungszusammensetzung an und erhöhen Sie das Rekristallisationshemmungselement;
8. Führen Sie die Extrusion bei einer höheren Temperatur durch;
9. Homogenisiert für einige Legierungsbarren.
Schichtung, Aluminium-Extrusionsfehleranalyse und Qualitätskontrollmaßnahme
Schichtung, Aluminium-Extrusionsfehleranalyse und Qualitätskontrollmaßnahme
Schichtung von Ursachen und Maßnahmen
Schichtung
Dies ist ein Hautschichtungsfehler, der durch den Zufluss von Barrenhaut gebildet wird, die zusammen mit der Grenzfläche zwischen der Form und dem elastischen Bereich am vorderen Ende in das Produkt fließt, wenn der Metallfluss relativ gleichmäßig ist.
Auf dem seitlichen Low-Profile-Teststück, es gibt einen Defekt, dass es keine Schicht am Kantenabschnitt des Querschnitts gibt.
Hauptgründe:
1. Auf der Barrenoberfläche befindet sich Staub oder ein großes Entmischungsaggregat des Barrens, ohne die Haut zu entfernen und der Metalltumor lässt sich leicht schichten;
2. Die walzblanke Oberfläche weist Grate oder Schmutz auf, Ölflecken, Chips und andere Verschmutzungen, vor der Extrusion nicht gereinigt;
3. Die Position des Matrizenlochs ist unangemessen, nahe am Rand des Extrusionsbehälters;
4. Das Extrusionswerkzeug ist stark abgenutzt oder es befindet sich Schmutz in der Hülse des Behälters, es ist nicht sauber und wurde nicht rechtzeitig ersetzt;
5. Der Durchmesserunterschied des Blindblocks ist zu groß;
6. Die Temperatur des Extrusionsbehälters ist viel höher als die Temperatur des Barrens.
Lösungen für die Schichtung:
1. Gestalten Sie die Form angemessen und prüfen und ersetzen Sie die unqualifizierten Werkzeuge rechtzeitig;
2. Unqualifizierte Barren werden nicht für den Blockheizofen verwendet;
3. Nach dem Schneiden des Restmaterials, Es sollte gereinigt werden und darf nicht mit dem Schmieröl in Berührung kommen;
4. Halten Sie die Auskleidung des Extrusionsbehälters in gutem Zustand oder reinigen Sie die Auskleidung rechtzeitig.
Extrusionsriss, Aluminium-Extrusionsfehleranalyse und Qualitätskontrollmaßnahme
Extrusionsriss, Aluminium-Extrusionsfehleranalyse und Qualitätskontrollmaßnahme
Extrusionsrisse Ursachen und Maßnahmen
Extrusionsriss
Dies ist ein kleiner bogenförmiger Riss am Rand des seitlichen Teststücks des extrudierten Produkts, und reißt periodisch in einem bestimmten Winkel entlang seiner Längsrichtung, und ist unter der Haut verborgen, wenn der Riss gering ist, und die äußere Oberflächenschicht bildet in schweren Fällen einen gezackten Riss, was die Kontinuität des Metalls ernsthaft beschädigt.
Der Extrusionsriss entsteht durch das Reißen der Metalloberflächenschicht während des Extrusionsprozesses durch die übermäßige Zugspannung der Formwand.
Die Hauptursachen für Extrusionsrisse:
1. Die Extrusionsgeschwindigkeit ist zu schnell; die zusätzliche Zugspannung auf der Metalloberfläche wird erhöht, um Risse im Profil zu verursachen.
2. Die Extrusionstemperatur ist zu hoch, die Zugfestigkeit der Metalloberfläche nimmt ab, und Risse entstehen unter Reibungseinwirkung
3. Die Extrusionsgeschwindigkeit schwankt zu stark;
4. Die Temperatur des extrudierten Linienfilzes ist zu hoch;
5. Wenn die poröse Düse extrudiert wird, Die Matrize ist zu nah an der Mitte angeordnet, so dass die Zufuhr des Mittelmetalls unzureichend ist, so dass die Differenz zwischen Mitten- und Randgeschwindigkeit zu groß ist;
6. Die Homogenisierung des Aluminiumbarrens ist nicht gut.
Lösungen für Extrusionsrisse:
1. Implementieren Sie strikt verschiedene Heiz- und Extrusionsspezifikationen;
2. Rechtzeitige Inspektion von Instrumenten und Ausrüstung, um den normalen Betrieb sicherzustellen;
3. Ändern Sie das Formdesign, sorgfältige Verarbeitung, insbesondere die Gestaltung der Formbrücke, Schweißkammer und Winkelradius sollten angemessen sein;
4. Minimieren Sie den Natriumgehalt in Aluminiumlegierungen mit hohem Magnesiumgehalt;
5. Der Knüppel wird homogenisiert, um seine Plastizität und Gleichmäßigkeit zu verbessern.
Luftblase, Aluminium-Extrusionsfehleranalyse und Qualitätskontrollmaßnahme
Luftblase, Aluminium-Extrusionsfehleranalyse und Qualitätskontrollmaßnahme
Luftblase
Das lokale Hautmetall ist kontinuierlich oder diskontinuierlich vom Grundmetall getrennt und zeigt einen Defekt einer runden einzelnen oder streifenförmigen Hohlraumwölbung, was Luftblase genannt wurde.
Es ist eine Art von Defekt in der Aluminiumextrusion.
Die Hauptursachen für Luftblasen:
1. Wenn es im Extrusionsprozess ist, den Extrusionsbehälter und den Blindblock mit Feuchtigkeit, Öl und Graphit;
2. Aufgrund des Verschleißes des Extrusionsbehälters, Die Luft zwischen den verschlissenen Teilen und dem Barren dringt beim Strangpressen in die Metalloberfläche ein;
3. Das Schmiermittel enthält Feuchtigkeit;
4. Die Knüppelstruktur selbst weist lose und poröse Defekte auf;
5. Die Wärmebehandlungstemperatur ist zu hoch, Die Haltezeit ist zu lang, die Luftfeuchtigkeit im Ofen ist hoch;
6. Der Wasserstoffgehalt im Produkt ist zu hoch;
7. Die Temperatur des Pressbehälters und die Temperatur des Knüppels sind zu hoch;
8. Der Spalt zwischen den Scheiten und dem Pressbehälter ist zu groß, und es bilden sich leicht Blasen zwischen der Behälterwand und dem Extrusionsbehälter;
9. Die Extrusionsgeschwindigkeit ist zu schnell, und die Luftblasen, die durch die Zunahme des Luftvolumens im Extrusionsbehälter verursacht werden.
Lösungen für Luftblasen
1. Die Oberfläche von Werkzeug und Knüppeln bleibt sauber, glatt und trocken;
2. Konzipieren Sie die passende Größe des Extrusionsbehälters und des Blindblocks sinnvoll, und reinigen Sie den Extrusionsbehälter. Wenn der Extrusionsbehälter ein Problem hat, es sollte rechtzeitig repariert werden, und der Dummy-Block sollte nicht außerhalb der Toleranz liegen;
3. Stellen Sie sicher, dass das Schmiermittel sauber und trocken ist;
4. Halten Sie sich strikt an den Betriebsablauf des Extrusionsprozesses, rechtzeitiger Auspuff, richtig schneiden, kein öl, Restmaterial vollständig entfernen, Halten Sie das Walzwerk und Werkzeuge und Formen sauber und nicht kontaminiert;
5. Der Luftgehalt in den Aluminium-Gussblöcken sollte minimiert werden;
6. Kontrollieren Sie die Temperatur der Aluminiumbarren nicht zu hoch;
7. Kontrollieren Sie die aufgetragene Schmiermittelmenge, um eine übermäßige Schmierung zu vermeiden;
8. Kontrollieren Sie die Extrusionsgeschwindigkeit und machen Sie sie entsprechend dem Extrusionsprozess.
Peeling, Aluminium-Extrusionsfehleranalyse und Qualitätskontrollmaßnahme
Peeling, Aluminium-Extrusionsfehleranalyse und Qualitätskontrollmaßnahme
Dies ist ein Phänomen, bei dem ein Teil zwischen dem Hautmetall und dem Grundmetall des extrudierten Produkts aus einer Aluminiumlegierung abfällt.
Die Hauptursachen für Peeling:
1. Wenn es im Extrusionsprozess ist, die Innenwand des Extrusionsbehälters wird mit der aus dem Aluminiummetall gebildeten Auskleidung verklebt, und die Reinigung ist nicht genug;
2. Extrusionsbehälter und Blindblock sind nicht richtig aufeinander abgestimmt, und die Innenwand des Extrusionsbehälters wird mit dem Restmetall ausgekleidet;
3. Extrusion durch Schmieren des Extrusionsbehälters;
4. Das Matrizenloch mit der Metall- oder Formbearbeitungsfläche ist zu lang.
Lösungen zum Peeling:
1. Beim Legierungswechsel, Reinigen Sie den Extrusionsbehälter beim Extrudieren gründlich;
2. Gestalten Sie die passende Größe des Extrusionsbehälters und des Blindblocks angemessen, und überprüfen Sie häufig die Größe des Werkzeugs, und der Dummy-Block sollte nicht außerhalb der Toleranz liegen;
3. Reinigen Sie rechtzeitig das Restmetall auf der Form.
4. Die Oberfläche des Werkzeugs und der Knüppel sollten sauber bleiben, glatt und trocken;
5. Überprüfen Sie immer die Ausrüstung und das Werkzeug, um übermäßige Temperaturen und Geschwindigkeiten zu vermeiden;
6. Setzen Sie die Prozessabläufe und -systeme strikt um;
7. Entwerfen und fertigen Sie die Form angemessen;
8. Strenger Betrieb, korrektes Schneiden von Restmaterial und vollständige Absaugung.
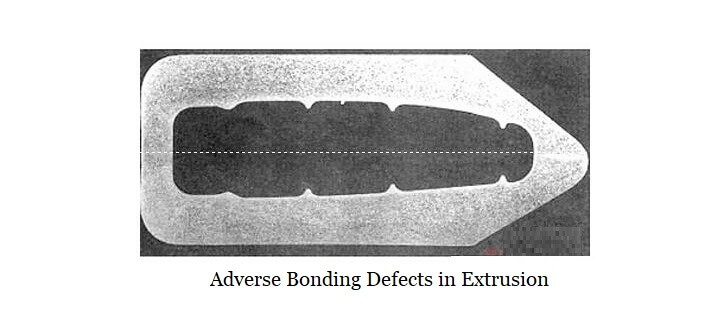
Nachteilige Bindungsfehler, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Nachteilige Bindungsfehler, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Das Phänomen, dass das durch die Bullaugenform extrudierte Hohlprodukt delaminiert oder an der Verbindungsstelle nicht vollständig verbunden wird, wird als nachteilige Verbindungsdefekte bezeichnet.
Nachteilige Bindungsdefekte verursacht
1. Der Extrusionskoeffizient ist klein, Die Extrusionstemperatur ist niedrig und die Extrusionsgeschwindigkeit ist schnell;
2. Extrusionsblöcke oder -werkzeuge sind nicht sauber;
3. Die Extrusionsform mit Öl;
4. Das Formdesign ist ungeeignet, der hydrostatische Druck ist nicht ausreichend oder ungleichmäßig, und das Design des Bullauges ist unvernünftig;
5. Auf der Knüppeloberfläche befindet sich Öl
Lösungen für nachteilige Bindungsfehler
1. Erhöhen Sie den Extrusionskoeffizienten entsprechend, Extrusionstemperatur und Extrusionsgeschwindigkeit anpassen;
2. Angemessenes Design und Herstellung für die Formen;
3. Der Extrusionsbehälter und der Blindblock sollten nicht geölt und sauber gehalten werden;
4. Knüppel mit sauberer Oberfläche.
Kratzen, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Kratzen, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Kratzursachen und Lösungen in der Aluminiumextrusion
Kratzen
Wegen des Kontakts zwischen dem scharfen Gegenstand und dem Oberflächenaluminiumprofil, Die mechanische Beschädigung als Linie oder Streifen, die durch relative Bewegung verursacht wird, wird als Kratzer bezeichnet.
Oder die Oberfläche des extrudierten Produkts kommt in Kontakt mit den Kanten oder Oberflächen anderer Gegenstände, Der durch relatives Gleiten oder Verschieben auf der Oberfläche des Produkts verursachte Linien- oder Streifenkratzer ist ebenfalls der Kratzer.
Ursachen für Kratzer im Aluminiumprofil
1. Die Werkzeugmontage ist nicht korrekt, der Förder- und Arbeitstisch sind nicht glatt, und scharfe Ecken oder Fremdkörper vorhanden sind;
2. Der Formsteg mit Metallpartikeln oder der Formsteg ist beschädigt;
3. Im Schmieröl befinden sich Sand oder Metallsplitter;
4. Unsachgemäße Bedienung während des Handhabungsprozesses, das Hebezeug ist nicht geeignet;
5. Die Extrusionsdüse ist stark abgenutzt;
6. Aufgrund der Übertemperatur von Aluminiumknüppeln, Das Matrizenloch haftet am Aluminium oder der Arbeitsriemen des Matrizenlochs ist beschädigt;
7. Der Graphit, Öl und anderer Schmutz fallen in den Extrusionsbehälter;
8. Die Extrusionsprodukte bewegen sich zueinander, Oberflächenkratzer verursachen; Extrusionsfluss ungleichmäßig, wodurch das Profil nicht in einer geraden Linie fließt, die Kratzer zwischen den Profilen und den Profilen und zwischen dem Profil und den Führungen und der Werkbank.
Lösungen für Aluminiumprofilkratzer
1. Inspizieren und polieren Sie umgehend den Matrizensteg;
2. Überprüfen Sie die Produktförderung und den Stapler;
3. Vermeiden Sie mechanische Stöße und Kratzer während des Transports;
4. Gehen Sie beim Be- und Entladen vorsichtig vor;
5. Inspizieren und ersetzen Sie nicht qualifizierte Extrusionswerkzeuge rechtzeitig;
6. Kontrollieren Sie die Heiztemperatur des Mill-Finish-Profils;
7. Stellen Sie sicher, dass die Oberfläche des Extrusionsbehälters und der Walzenoberfläche sauber und trocken ist;
8. Kontrollieren Sie die Extrusionsgeschwindigkeit, um eine gleichmäßige Geschwindigkeit zu gewährleisten.
Die Linie, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Die Linie, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Extrusionsdüsenlinie Ursachen und Lösungen
Extrusionsdüsenlinie
Auf der Oberfläche von extrudierten Profilen wird eine Längsvertiefung oder ein Vorsprung gebildet.
Düsenlinien sind bis zu einem gewissen Grad in allen Extrusionen vorhanden und werden durch eine Aufrauung des Düsenlagers verursacht.
Die Hauptursachen für die Linie:
Der Hauptgrund: der Stempelsteg kann keine absolute Glätte erreichen.
Lösungen für die Werkzeuglinie:
1. Stellen Sie sicher, dass die Oberfläche des Werkzeugstegs sauber ist, glatt und ohne scharfe Kanten;
2. Angemessene Nitrierbehandlung, um eine hohe Oberflächenhärte zu gewährleisten;
3. Passen Sie die Matrizen richtig an;
4. Gestalten Sie den Würfelsteg sinnvoll, und das Würfelland sollte nicht zu lang sein.
Brightstar Aluminiummaschinen Aluminiumprofil auftauchen Defekte Bürst- und Reinigungsmaschine, Aluminium Profilpoliermaschine Aluminiumschmelzofen mit Regenerativbrenner Kugelstrahlmaschine für Aluminiumprofile kann die Matrizenlinien effektiv entfernen, was Ihren Gewinn steigern und die NG-Rate senken kann.
Schlüsselfertiges Projekt und fertige Lösung, Pauschalangebot und Service aus einer Hand.
Kontaktieren Sie uns jetzt, um ein zuverlässiges und unverbindliches Angebot für Aluminiummaschinen zu erhalten!
Twist, biegen und winken, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Twist, biegen und winken, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Twist, biegen und winken
Das Phänomen, bei dem der Querschnitt des extrudierten Produkts in Längsrichtung winklig abgelenkt wird, wird als Verdrehen bezeichnet.
Das Phänomen, dass das Produkt in Längsrichtung gekrümmt oder die Klinge nicht gerade ist, wird als Biegen bezeichnet.
Das Phänomen der kontinuierlichen Welligkeit in Längsrichtung des Artikels wird als Welle bezeichnet.
Die Hauptursachen für Twist, Biegen und Wellen:
1. Das Design des Matrizenlochs ist nicht gut angeordnet, oder die Größenverteilung des Grundstücks ist unzumutbar;
2, die Bearbeitungsgenauigkeit der Matrizenbohrung ist schlecht;
3. Keine passende Führung und Abzieher
4. Unsachgemäße Werkzeugreparatur;
5, falsche Extrusionstemperatur und -geschwindigkeit;
6. Das Produkt wird vor der Alterungsbehandlung nicht vorgerichtet;
7. Ungleichmäßige Abkühlung während der Online-Wärmebehandlung.
Lösungen für Twist, Biegen und Wellen:
1. Verbessern Sie das Formdesign und das Fertigungsniveau;
2. Installieren Sie eine geeignete Führung und einen Abzieher;
3. Stellen Sie die Metallflussrate durch lokale Schmierung ein, Formmodifikation und -umleitung oder Änderung des Designs des Bullauges;
4. Passen Sie die Extrusionstemperatur und -geschwindigkeit angemessen an, um die Extrusion gleichmäßiger zu machen;
5. Reduzieren Sie die Alterungsbehandlungstemperatur entsprechend oder erhöhen Sie die Wassertemperatur für die Lösungsbehandlung;
6. Achten Sie beim Online-Abschrecken auf eine gleichmäßige Abkühlung.
Hartes Biegen, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Hartes Biegen, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Ursachen und Lösungen für hartes Biegen
Hartes Biegen
Das plötzliche Biegen des extrudierten Produkts irgendwo in der Länge wird als hartes Biegen bezeichnet.
Die Hauptursachen für hartes Biegen:
1. Die Extrusionsgeschwindigkeit ist ungleichmäßig, plötzlicher Wechsel von langsamer auf hohe Geschwindigkeit, oder plötzliches Wechseln von hoher Geschwindigkeit zu langsamer Geschwindigkeit, und stoppt plötzlich;
2. Kaum Bewegung der Extrusionsprofile während des Extrusionsprozesses;
3. Der Arbeitstisch der Extrusionslinie ist nicht gerade.
Lösungen für hartes Biegen:
1. Stoppen Sie nicht und ändern Sie die Extrusionsgeschwindigkeit nicht plötzlich;
2. Bewegen Sie das Profil nicht plötzlich von Hand;
3. Um sicherzustellen, dass der Auslauftisch sauber und glatt ist und die Walze glatt und frei von Schmutz ist, problemlose Beförderung von Aluminium-Strangpressprofilen.
Narbige Oberfläche, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Narbige Oberfläche, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Ursachen und Lösungen für narbige Oberflächen
Narbige Oberfläche
Dies ist ein Oberflächenfehler des extrudierten Produkts, was bedeutet, dass die Oberfläche des Produkts a kleine raue und unebene durchgehende fleckige Blatt- und Punktkratzer, Lochfraß und Metallüberstand.
Die Hauptursachen für narbige Oberfläche:
1. Die Formhärte ist nicht ausreichend oder die Härte ist nicht gleichmäßig;
2. Extrusionstemperatur ist zu hoch;
3. Die Extrusionsgeschwindigkeit ist zu schnell;
4 Das Formlager ist zu lang, raues oder klebriges Metall;
5. Extrudiertes walzblankes Profil ist zu lang.
Lösungen für narbige Oberflächen:
1. Verbessern Sie die Härte und Gleichmäßigkeit der Härte des Formlagers;
2. Extrusionsbehälter und Scheite vorschriftsmäßig erwärmen, und verwenden Sie eine geeignete Extrusionsgeschwindigkeit;
3. Gestalten Sie die Form angemessen, reduzieren Sie die Oberflächenrauheit des Formlagers, und stärken die oberflächeninspektion, Reparatur und Polieren für Lager von Formen;
4. Verwenden Sie eine angemessene Länge von Aluminiumknüppeln.
Orangenschale, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Orangenschale, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Orangenschale ist eine bestimmte Art von Finish, das auf lackierten und gegossenen Oberflächen entstehen kann, sogar Displayschutzfolien.
Die Textur ähnelt der Oberfläche der Schale einer Orange, daher der Name “Orangenschale” Aus Wikipedia, der freien Enzyklopädie
Die Oberfläche des extrudierten Produkts weist ungleichmäßige Falten wie Orangenhaut auf, auch als Oberflächenfalten bekannt.
Es wird durch die groben Körner während des Extrusionsprozesses verursacht. Je gröber die Körner, desto deutlicher die Falten.
Beim Richtprozess von Aluminiumprofilen, wenn die Oberflächenschicht das Orangenschalenphänomen aufweist, tatsächlich, Dies sind die erzeugten Oberflächenmetallrisse, da die Beanspruchung des Oberflächenmetalls von Aluminiumprofilen größer ist als die des Grundmetalls, wenn die Intensität erhöht wird, sogar der Grundkörper wird direkt gebrochen.
Die Hauptursachen für die Orangenhaut der Aluminiumextrusion
1. Die Knüppelstruktur ist ungleichmäßig und die Homogenisierungsbehandlung ist nicht ausreichend;
2. Die Extrusionsbedingungen sind unzumutbar, und die Körner des Endprodukts sind grob;
3. Die Arbeit des Streckens und Aufrichtens ist überlastet;
4. Verformung im Extrusionsprozess.
Lösungen für die Orangenhaut von Aluminiumextrusion
1. Kontrollieren Sie den Homogenisierungsbehandlungsprozess angemessen;
2. Die Extrusionsformung ist möglichst gleichmäßig (Extrusionstemperatur steuern, Geschwindigkeit, Aluminium-Extrusion)
3. Kontrollieren Sie das Richten nicht überlasten;
4. Kontrollieren Sie die Geradheit der Extrusionsprofile, Reparaturformen stärken;
5. Ausgestattet mit dem Abzieher, Verformungen im Extrusionsprozess vermeiden;
6. Kontrollieren Sie die Dehnungsrate des Aluminiumprofils, um die Oberflächengüte und Geradheit zu gewährleisten, und kontrollieren Sie streng das Biegen während des Dehnens;
7. Kontrollieren Sie die Dehnungsrate des Aluminiumprofils, um die Geradheit sicherzustellen und die Oberflächengüte zu berücksichtigen, Schneiden Sie beide Enden und Verformungsteile mehr aus.
Brightstar Aluminium Machinery bietet nicht nur Formkorrektor für Aluminiumprofile, Wickelmaschine für Aluminiumprofile Aluminiumschmelzofen mit Regenerativbrenner Poliermaschine für Aluminiumprofile, aber auch die Tisch, der die Extrusion zwischen der Matrize und dem Auslauftisch unterstützt, Reinigungsmaschine zum Bürsten von Aluminiumprofilen und Aluminiumprofil-Strahlanlage, usw. für unsere Kunden.
Schlüsselfertiges Projekt und Komplettlösung, Pauschalangebot und Service aus einer Hand.
Einpressen von Metallen und Nichtmetallen, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Einpressen von Metallen und Nichtmetallen, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Während des Extrusions-Produktionsprozesses, die metallschrotte werden in die oberfläche des produkts gepresst, Was heisst Metall einpressen.
Die Hauptursachen für das Einpressen von Metall:
1. Einige Probleme am Ende des Aluminiumprofils
2. Es gibt Metall auf der Innenfläche des Aluminiumprofils oder Metalleinschlüsse und andere Verschmutzungen im Schmieröl;
3. Der Strangpressbehälter wird nicht gereinigt, und es gibt andere Metalleinschlüsse darin;
4. Andere metallische Fremdkörper werden in den Barren eingeschmolzen;
5. Beim Aluminiumstrangpressen kommt es zu Schlackeneinschlüssen.
Die Lösung für das Einpressen von Metall
1. Entfernen Sie die Grate am walzblanken Aluminiumprofil;
2. Stellen Sie sicher, dass die Oberfläche des Aluminiumprofils und die Innenseite des Schmiermittels sauber und trocken sind;
3. Reinigen Sie den Metalleinschluss in der Form und im Extrusionsbehälter;
4. Verwenden Sie hochwertiges, walzblankes Aluminium-Strangpressprofil.
Fremdstoffe wie Graphit werden in die Innen- und Außenflächen des extrudierten Aluminiumprodukts gepresst, Was heisst nichtmetallisches Einpressen.
Nachdem die Fremdkörper abgekratzt sind, Die Innenfläche von Aluminium-Strangpressprofilen weist Vertiefungen unterschiedlicher Größe auf, wodurch die Kontinuität der Aluminium-Extrusionsoberfläche zerstört wird.
Die Hauptursache für nichtmetallisches Eindrücken
1. Die Graphitpartikelgröße ist grob oder agglomeriert, enthält Feuchtigkeit oder Öl, und das Rühren ist ungleichmäßig;
2. Der Flammpunkt von Zylinderöl ist niedrig;
3. Das falsche Verhältnis von Zylinderöl und Graphit, zu viel Graphit.
Die Lösung für nichtmetallisches Einpressen:
1. Verwenden Sie qualifiziertes Graphit und halten Sie es trocken;
2. Qualifiziertes Schmieröl filtern und verwenden;
3. Kontrollieren Sie das Verhältnis von Schmieröl und Graphit.
Oberflächenkorrosion, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Oberflächenkorrosion, Aluminiumextrusionsfehleranalyse und Qualitätskontrollmaßnahme
Oberflächenkorrosion
Für walzblanke extrudierte Produkte, die keiner Oberflächenbehandlung unterzogen wurden, die Oberfläche wird chemisch oder elektrochemisch mit externen Medien umgesetzt, lokale Schäden an der Oberfläche verursachen, was als Oberflächenkorrosion bezeichnet wird.
Die Oberfläche des korrodierten Produkts verliert ihren metallischen Glanz, und in schweren Fällen entstehen an der Oberfläche grau-weiße Korrosionsprodukte.
Die Hauptursache für Oberflächenkorrosion
1. Das Produkt kommt mit korrosiven Medien wie Wasser in Kontakt, Säure, Alkali, Salz, Der ursprüngliche Produktionsprozess für die Übertragung von Holzmaserung wird vereinfacht als „Vorbereitung der Produktion – Qualitätsprüfung – Ofentemperatur – automatisches Einsacken und Schweißen – Beschickung – Vakuum – Stückprüfung – Wärmeübertragung des Ofens – Entladen – Deckel öffnen und entladen – Papierentfernungsprüfung – Verpackung “, nachdem diese Maschine im Prozess angewendet wurde. während der Produktion, Lagerung und Transport, oder längere Zeit in feuchter Atmosphäre abgestellt wird;
2. Manchmal aus irgendwelchen Gründen, Das Zugabeverhältnis von Magnesium und Silizium ist während des Gießvorgangs nicht geeignet, damit ω(mg)/Oh(Und) liegt im Bereich von 1,0 bis 1,3, was viel kleiner als das optimale Verhältnis von 1,3 ~ 1,7 ist (im Allgemeinen im Bereich von 1,3 bis 1,5 geregelt).
Auf diese Weise, obwohl der Gehalt an Magnesium- und Siliziumkomponenten innerhalb des vorgeschriebenen Bereichs liegt (Oh(mg)=0,45 % zu 0.9%, Oh(Und)= 0,2 % zu 0.6%).
jedoch, etwas überschüssiges Silizium ist vorhanden. Neben einer kleinen Menge Silizium im freien Zustand, dieser Teil des überschüssigen Siliziums bildet auch ternäre Verbindungen in der Aluminiumlegierung;
3. Während des Schmelzprozesses, obwohl das Zugabeverhältnis von Magnesium und Silizium innerhalb des in der Norm angegebenen Bereichs liegt, manchmal aufgrund von ungleichmäßigem und unzureichendem Mischen, die Verteilung des Siliziums in der Schmelze ist ungleichmäßig, und es gibt lokale Bereicherung und arme Gebiete;
4. Steuerung verschiedener Prozessparameter während der Extrusion, B. zu hohe Vorwärmtemperatur der Knüppel, unsachgemäße Steuerung der Durchflussrate der Metallextrusion, Luftkühlungsstärke während der Extrusion, Reifetemperatur und Haltezeit, Aluminium-Extrusion, wird leicht Siliziumsegregation und -freisetzung verursachen, was dazu führt, dass Magnesium und Silizium nicht vollständig zur Mg2Si-Phase werden, aber etwas freies Silizium existiert.
Auf Oberflächenkorrosion messen:
1. Halten Sie die Oberfläche des Produkts sowie die Produktions- und Lagerumgebung sauber und trocken;
2. Kontrollieren Sie den Gehalt an Elementen in der Legierung;
3. Effektive Kontrolle der Legierungszusammensetzung, um sicherzustellen, dass das Verhältnis von Magnesium zu Silizium im Bereich von liegt 1.3 zu 1.7;
4. Kontrollieren Sie streng die Parameter jedes Prozesses (wie Schmelzen, Rühren, Kühlwassertemperatur gießen, Knüppelvorwärmtemperatur, Extrusionsabschreckluftkühlstärke, Alterungstemperatur und -zeit, Aluminium-Extrusion) um eine Segregation und Dissoziation von Silizium zu vermeiden, und versuchen, Silizium herzustellen. Es bildet mit Magnesium eine vorteilhafte Mg2Si-Festigungsphase;
5. Achten Sie auf Wetteränderungen, Regentage oder hohe Luftfeuchtigkeit, Das extrudierte Aluminiumprofil sollte mit einem Regentuch abgedeckt werden, um zu verhindern, dass Staub und Regen mit der Oberfläche des Aluminiumprofils in Kontakt kommen;
6. Eine rechtzeitige Alterungsbehandlung kann das Auftreten von Flecken und porphyrischer oder grubenförmiger Korrosion von Aluminiumprofilen reduzieren.
Uneingeschränkte mechanische Eigenschaft, Aluminium-Strangpressfehleranalyse und Qualitätskontrollmaßnahme
Uneingeschränkte mechanische Eigenschaft, Aluminium-Strangpressfehleranalyse und Qualitätskontrollmaßnahme
Uneingeschränkte mechanische Eigenschaft
Die mechanischen Eigenschaften von Aluminium-Strangpressprodukten wie HB und HV entsprechen nicht den Anforderungen der technischen Normen oder sind sehr ungleichmäßig, was als uneingeschränkte mechanische Eigenschaften bezeichnet wird.
Hauptursachen für unqualifizierte mechanische Eigenschaften
1. Die Hauptelemente der chemischen Zusammensetzung der Aluminiumlegierung überschreiten den Standard oder das Verhältnis ist unangemessen;
2. Der Aluminium-Extrusionsprozess oder Wärmebehandlungsprozess ist unvernünftig;
3. Schlechte Qualität von Aluminiumknüppeln oder walzblanken Aluminiumprofilen;
4. Die Online-Abschreckung hat die Abschrecktemperatur nicht erreicht oder die Abkühlgeschwindigkeit war nicht ausreichend;
5. Unsachgemäßer künstlicher Alterungsprozess.
Qualitätskontrollmaßnahmen und Lösung
1. Kontrollieren Sie streng die chemische Zusammensetzung gemäß dem Standard oder formulieren Sie einen wirksamen internen Standard;
2. Verwenden Sie hochwertige Aluminiumrohlinge oder walzblanke Aluminiumprofile;
3. Optimieren Sie den Aluminium-Extrusionsprozess;
4. Implementieren Sie ausschließlich das Abschreckprozesssystem;
5. Implementieren Sie streng das manuelle Alterungssystem und kontrollieren Sie die Ofentemperatur;
6. Strenge Temperaturmessung und Temperaturkontrolle.









