

Phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Phễu đùn, Phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Phễu đùn, Phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Phễu đùn nguyên nhân và biện pháp
Phễu đùn
Ở phần cuối của một số sản phẩm ép đùn, sau khi kiểm tra ở độ phóng đại thấp, có hiện tượng giống như sừng ở giữa đoạn, được gọi là phễu đùn.
Bạn thường có thể thấy loại phễu đùn thứ nhất hoặc loại phễu đùn thứ hai.
Loại phễu đùn đầu tiên nằm ở trung tâm của vật liệu đùn và có dạng nhăn hoặc hình phễu.
Loại phễu đùn thứ hai nằm trong bán kính 1/2 diện tích của sản phẩm và là vết nứt hình vòng hoặc hình lưỡi liềm.
Đôi khi xuất hiện các vết nứt hoặc vết nứt liên tục hoặc không liên tục trong lớp ở 0.5-2 mm từ lớp bề mặt của đùn, được gọi là loại phễu đùn thứ ba.
Nói chung là, phễu đùn của sản phẩm ép đùn về phía trước dài hơn phễu đùn của sản phẩm ép đùn ngược, và hợp kim mềm dài hơn hợp kim cứng.
Phễu đùn của sản phẩm ép đùn về phía trước hầu hết được thể hiện bằng phễu hình khuyên, và phễu đùn của sản phẩm đùn ngược chủ yếu là hình phễu trung tâm.
Kim loại được ép đùn vào mặt sau, và lớp vỏ phôi ở các góc chết hoặc miếng đệm của thùng đùn và các tạp chất bên ngoài tích tụ được tạo thành hai phễu trong sản phẩm;khi vật liệu còn lại quá ngắn và trung tâm của sản phẩm không được lấp đầy, được hình thành cho phễu đùn loại đầu tiên.
Từ cuối đến trước, phễu đùn nhẹ dần và biến mất hoàn toàn.
Các nguyên nhân chính của phễu đùn
1. Vật liệu dư quá ngắn hoặc chiều dài đầu cắt của sản phẩm không đáp ứng yêu cầu;
2. Khối giả không sạch, với dầu;
3. Trong giai đoạn cuối của đùn, tốc độ đùn quá nhanh hoặc tăng đột ngột;
4. Sử dụng một khối giả bị biến dạng;
5. Nhiệt độ của thùng đùn quá cao;
6. Hộp đùn và thanh đùn bị lệch;
7. Bề mặt của phôi không sạch, với dầu, và có những khiếm khuyết như sự phân biệt và chồng chéo.
8. Tay áo bên trong của xi lanh đùn không trơn tru hoặc bị biến dạng, và lớp lót không được làm sạch kịp thời.
Giải pháp cho phễu đùn:
1. Cắt dư và cắt thúc theo quy định;
2, giữ cho khuôn sạch sẽ;
3. Cải thiện chất lượng bề mặt của phôi;
4, kiểm soát hợp lý nhiệt độ và tốc độ đùn;
5. Ngoại trừ trường hợp đặc biệt, nghiêm cấm bôi dầu lên bề mặt khuôn;
6. Miếng đệm được làm mát đúng cách.
Máy móc nhôm Brightstar không chỉ cung cấp máy chỉnh hình dạng nhôm định hình, máy bao gói nhôm và máy đánh bóng nhôm định hình, nhưng cũng là máy thăng hoa hiệu ứng vân gỗ, máy làm sạch hồ sơ nhôm và máy phun bi định hình nhôm, vv cho khách hàng của chúng tôi.
Dự án chìa khóa trao tay và giải pháp hoàn thiện, thỏa thuận trọn gói và dịch vụ một cửa.
Vùng hạt thô, Phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Vùng hạt thô, Phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Vùng hạt thô nguyên nhân và biện pháp
Vùng hạt thô
Vùng hạt thô là một vùng hạt thô hình khuyên được hình thành ở ngoại vi của sản phẩm ép đùn và là một khiếm khuyết về cấu trúc của sản phẩm ép đùn.
Kích thước hạt trong vùng hạt thô có thể vượt quá 10 Màu trắng được hình thành trong quá trình sản xuất nhôm sơ cấp và chứa một tỷ lệ phần trăm cao của một chất nhôm như Al 100 lần kích thước hạt ban đầu và lên đến 800 Màu trắng được hình thành trong quá trình sản xuất nhôm sơ cấp và chứa một tỷ lệ phần trăm cao của một chất nhôm như Al 1500 btm.
Làm giảm cơ tính của sản phẩm, và khả năng chống mỏi thấp hơn so với khu vực trung tâm, vết nứt thường phát sinh ở đới hạt thô.
Khi thanh nhôm định hình có khuyết tật như vậy được kéo căng, bề mặt trở nên thô ráp và bề mặt không đẹp sau khi anot hóa.
Một số sản phẩm ép đùn hợp kim nhôm tạo thành cấu trúc hạt kết tinh lại thô dọc theo ngoại vi của sản phẩm trên mẫu thử có nếp gấp thấp sau khi xử lý dung dịch, được gọi là vùng hạt thô.
Do hình dạng và phương pháp chế biến khác nhau của sản phẩm, vòng, vòng cung và các dạng khác của vùng hạt thô có thể được hình thành.
Độ sâu của vùng hạt thô giảm dần từ phần cuối về phía trước cho đến khi biến mất hoàn toàn.
Cơ chế hình thành là vùng tiểu hạt được hình thành trên lớp bề mặt của sản phẩm sau quá trình ép đùn nóng, và tạo thành một vùng hạt kết tinh thô sau khi xử lý dung dịch nhiệt.
Nguyên nhân gây ra đới hạt thô:
1. Đùn biến dạng không đồng đều;
2. Nhiệt độ xử lý nhiệt quá cao, thời gian nắm giữ quá lâu;
3. Thành phần hóa học của thỏi không hợp lý;
4. Hợp kim tăng cường có thể xử lý nhiệt nói chung có vùng hạt thô sau khi xử lý nhiệt, đặc biệt là loại 6A02, 2Cấu hình và thanh hợp kim A50 là nghiêm trọng nhất, không thể bị loại bỏ, chỉ có thể được kiểm soát trong một phạm vi nhất định;
5 Biến dạng đùn là biến dạng nhỏ hoặc không đủ, hoặc trong phạm vi biến dạng quan trọng, vùng hạt thô dễ sinh sản.
Giải pháp cho vùng hạt thô
1. Thành trong của thùng ép đùn nhẵn và sạch, giảm ma sát trong quá trình đùn;
2. Biến dạng càng đầy đủ và đồng đều càng tốt, và các thông số quá trình như nhiệt độ và tốc độ được kiểm soát hợp lý;
3. Để tránh nhiệt độ xử lý dung dịch quá cao hoặc thời gian giữ quá lâu;
4. Đùn với khuôn nhiều khoang;
5. Đùn bằng phương pháp đùn ngược và đùn thủy tĩnh;
6. Được sản xuất bằng phương pháp xử lý dung dịch-vẽ-lão hóa;
7. Điều chỉnh tổng thành phần hợp kim và tăng yếu tố ức chế kết tinh lại;
8. Làm cho đùn ở nhiệt độ cao hơn;
9. Đồng nhất cho một số thỏi hợp kim.
phân lớp, Phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
phân lớp, Phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Phân lớp nguyên nhân và biện pháp
phân lớp
Đây là một khuyết tật phân lớp da được hình thành do dòng da phôi chảy vào sản phẩm cùng với giao diện giữa khuôn và vùng đàn hồi phía trước khi dòng kim loại tương đối đồng đều.
Trên mẫu thử có cấu hình thấp bên, có một khuyết điểm là không có lớp ở phần mép của mặt cắt ngang.
Những nguyên nhân chính:
1. Có bụi trên bề mặt phôi hoặc tập hợp phân tách lớn của phôi, không loại bỏ da và khối u kim loại dễ tạo thành lớp;
2. Lớp hoàn thiện của máy nghiền có gờ hoặc bụi bẩn, Vết dầu, chip và bụi bẩn khác, không được làm sạch trước khi đùn;
3. Vị trí lỗ chết không hợp lý, gần mép của thùng đùn;
4. Dụng cụ ép đùn bị mòn nghiêm trọng hoặc có bụi bẩn trong ống lót của hộp chứa, nó không sạch sẽ và không được thay thế kịp thời;
5. Chênh lệch đường kính của khối giả quá lớn;
6. Nhiệt độ của thùng đùn cao hơn nhiều so với nhiệt độ của phôi.
Giải pháp phân lớp:
1. Thiết kế khuôn hợp lý và kiểm tra và thay thế các công cụ không đủ tiêu chuẩn kịp thời;
2. Các thỏi không đủ tiêu chuẩn không được sử dụng cho lò sưởi khúc gỗ;
3. Sau khi cắt vật liệu dư, nó nên được làm sạch và không được phép có dầu bôi trơn;
4. Giữ lớp lót của thùng ép đùn trong tình trạng tốt hoặc làm sạch lớp lót kịp thời.
đùn nứt, Phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
đùn nứt, Phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
nguyên nhân nứt đùn và biện pháp
đùn nứt
Đây là một vết nứt hình vòng cung nhỏ ở cạnh của mẫu thử bên của sản phẩm ép đùn, và các vết nứt định kỳ ở một góc nhất định dọc theo hướng dọc của chúng, và ẩn dưới da khi vết nứt nhẹ, và lớp bề mặt bên ngoài tạo thành một vết nứt răng cưa trong trường hợp nghiêm trọng, làm hỏng nghiêm trọng tính liên tục của kim loại.
Vết nứt đùn được hình thành do sự xé rách của lớp bề mặt kim loại trong quá trình ép đùn do ứng suất kéo quá mức của thành khuôn.
Các nguyên nhân chính của vết nứt đùn:
1. Tốc độ đùn quá nhanh; ứng suất kéo bổ sung trên bề mặt kim loại được tăng lên để gây ra các vết nứt trên mặt cắt.
2. Nhiệt độ đùn quá cao, độ bền kéo của bề mặt kim loại giảm, và các vết nứt xảy ra dưới tác động của ma sát
3. Tốc độ đùn dao động quá nhiều;
4. Nhiệt độ của dây chuyền ép đùn quá cao;
5. Khi khuôn xốp được ép đùn, chết được sắp xếp quá gần trung tâm, do đó việc cung cấp kim loại trung tâm là không đủ, sao cho sự chênh lệch giữa vận tốc tâm và vận tốc cạnh quá lớn;
6. Sự đồng nhất phôi nhôm không tốt.
Giải pháp cho vết nứt đùn:
1. Thực hiện nghiêm ngặt các thông số kỹ thuật gia nhiệt và ép đùn khác nhau;
2. Kiểm tra kịp thời các dụng cụ và thiết bị để đảm bảo hoạt động bình thường;
3. Sửa đổi thiết kế khuôn, chế biến cẩn thận, đặc biệt là thiết kế cầu khuôn, buồng hàn và bán kính góc phải hợp lý;
4. Giảm thiểu hàm lượng natri trong hợp kim nhôm có hàm lượng magie cao;
5. Phôi được đồng nhất hóa để cải thiện độ dẻo và tính đồng nhất của nó.
Bong bong không khi, Phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Bong bong không khi, Phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Bong bong không khi
Kim loại vỏ cục bộ được tách liên tục hoặc không liên tục khỏi kim loại cơ bản và cho thấy một khuyết tật của phình khoang hình tròn đơn hoặc hình dải, được gọi là bong bóng khí.
Nó là một loại khiếm khuyết trong đùn nhôm.
Nguyên nhân chính gây ra bọt khí:
1. Khi nó đang trong quá trình ép đùn, hộp đùn và khối giả có độ ẩm, dầu và than chì;
2. Do thùng đùn bị mòn, không khí giữa các bộ phận bị mòn và phôi đi vào bề mặt kim loại trong quá trình ép đùn;
3. Có độ ẩm trong chất bôi trơn;
4. Bản thân cấu trúc phôi có khuyết tật lỏng lẻo và rỗ khí;
5. Nhiệt độ xử lý nhiệt quá cao, thời gian nắm giữ quá lâu, độ ẩm không khí trong lò cao;
6. Hàm lượng hydro trong sản phẩm quá cao;
7. Nhiệt độ của thùng đùn và nhiệt độ của phôi quá cao;
8. Khoảng cách giữa phôi và thùng chứa đùn quá lớn, và bong bóng dễ dàng hình thành giữa thành thùng chứa và thùng chứa đùn;
9. Tốc độ đùn quá nhanh, và bong bóng khí do tăng thể tích không khí trong thùng ép đùn.
Giải pháp cho bong bóng khí
1. Bề mặt của dụng cụ và phôi vẫn sạch, mịn và khô;
2. Thiết kế hợp lý kích thước phù hợp của thùng đùn và khối giả, và làm sạch thùng chứa đùn. Khi thùng đùn có vấn đề, nó nên được sửa chữa trong thời gian, và khối giả không được vượt quá khả năng chịu đựng;
3. Đảm bảo chất bôi trơn sạch và khô;
4. Tuân thủ nghiêm ngặt quy trình vận hành quy trình ép đùn, xả kịp thời, cắt chính xác, không có dầu, loại bỏ hoàn toàn các vật liệu còn lại, giữ cho lớp hoàn thiện của nhà máy và các dụng cụ và khuôn mẫu sạch sẽ và không bị nhiễm bẩn;
5. Hàm lượng không khí bên trong phôi nhôm đúc nên được giảm thiểu;
6. Kiểm soát nhiệt độ phôi nhôm không quá cao;
7. Kiểm soát lượng chất bôi trơn được sử dụng để tránh bôi trơn quá mức;
8. Kiểm soát tốc độ đùn và thực hiện theo quy trình đùn.
Bóc, Phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Bóc, Phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Đây là hiện tượng một phần rơi ra giữa kim loại vỏ và kim loại cơ bản của sản phẩm đùn hợp kim nhôm.
Các nguyên nhân chính gây bong tróc:
1. Khi nó đang trong quá trình ép đùn, thành trong của hộp đùn được dán bằng lớp lót được tạo thành bởi kim loại nhôm, và làm sạch là không đủ;
2. Hộp đùn và khối giả không được khớp đúng cách, và thành trong của hộp đùn được lót bằng kim loại còn sót lại;
3. Đùn bằng cách bôi trơn thùng đùn;
4. Lỗ khuôn với đất làm việc bằng kim loại hoặc khuôn quá dài.
Giải pháp lột:
1. Khi thay đổi hợp kim, làm sạch thùng chứa đùn kỹ lưỡng khi đùn;
2. Thiết kế hợp lý kích thước phù hợp của thùng đùn và khối giả, và thường xuyên kiểm tra kích thước của công cụ, và khối giả không được vượt quá khả năng chịu đựng;
3. Làm sạch kim loại còn sót lại trên khuôn kịp thời.
4. Bề mặt của dụng cụ và phôi phải sạch, mịn và khô;
5. Luôn kiểm tra thiết bị và dụng cụ để tránh nhiệt độ và tốc độ quá cao;
6. Thực hiện nghiêm túc các quy trình, hệ thống quy trình;
7. Hợp lý thiết kế và sản xuất khuôn mẫu;
8. hoạt động nghiêm ngặt, cắt đúng vật liệu còn lại và xả hoàn toàn.
khiếm khuyết liên kết bất lợi, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
khiếm khuyết liên kết bất lợi, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
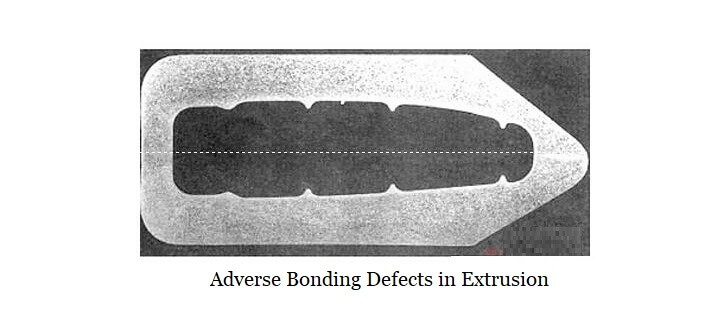
Hiện tượng sản phẩm rỗng do khuôn cửa sổ ép ra bị tách lớp hoặc không được liên kết hoàn toàn tại mối nối được gọi là khuyết tật liên kết bất lợi.
nguyên nhân khiếm khuyết liên kết bất lợi
1. Hệ số đùn nhỏ, nhiệt độ đùn thấp và tốc độ đùn nhanh;
2. Phôi đùn hoặc dụng cụ không sạch;
3. Khuôn ép đùn bằng dầu;
4. Thiết kế khuôn không phù hợp, áp suất thủy tĩnh không đủ hoặc không đồng đều, và thiết kế của cửa sổ là không hợp lý;
5. Có dầu trên bề mặt phôi
Giải pháp cho khiếm khuyết liên kết bất lợi
1. Tăng hệ số đùn một cách thích hợp, điều chỉnh nhiệt độ đùn và tốc độ đùn;
2. Thiết kế và sản xuất hợp lý cho các khuôn mẫu;
3. Thùng đùn và khối giả không được bôi dầu và giữ sạch;
4. Phôi có bề mặt sạch.
Cào, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Cào, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Nguyên nhân và giải pháp trầy xước trong đùn nhôm
Cào
Do tiếp xúc giữa vật sắc nhọn và bề mặt nhôm định hình, thiệt hại cơ học dưới dạng một đường hoặc dải do chuyển động tương đối gây ra được gọi là vết xước.
Hoặc bề mặt của sản phẩm ép đùn tiếp xúc với các cạnh hoặc bề mặt của các vật thể khác, vết xước trên đường hoặc sọc do trượt hoặc dịch chuyển tương đối trên bề mặt sản phẩm cũng là vết xước.
Nguyên nhân gây xước nhôm định hình
1. Công cụ lắp ráp không chính xác, vận chuyển và bàn làm việc không trơn tru, và có các góc nhọn hoặc vật lạ;
2. Đất khuôn có hạt kim loại hoặc đất khuôn bị hư hỏng;
3. Có cát hoặc mảnh kim loại vụn trong dầu bôi trơn;
4. Thao tác không đúng trong quá trình xử lý, vận thăng không phù hợp;
5. Khuôn ép đùn bị mòn nghiêm trọng;
6. Do nhiệt độ quá cao của phôi nhôm, lỗ chết bị kẹt vào nhôm hoặc đai làm việc của lỗ chết bị hỏng;
7. than chì, dầu và bụi bẩn khác rơi vào thùng chứa đùn;
8. Các sản phẩm đùn di chuyển đến nhau, gây trầy xước bề mặt; dòng chảy đùn không đều, làm cho hồ sơ không chảy theo một đường thẳng, các vết trầy xước giữa các cấu hình và các cấu hình và giữa cấu hình và các thanh dẫn hướng và bàn làm việc.
Giải pháp chống xước nhôm định hình
1. Kịp thời kiểm tra và đánh bóng mặt đất chết;
2. Kiểm tra vận chuyển sản phẩm và máy xếp;
3. Tránh các tác động cơ học và trầy xước trong quá trình di chuyển;
4. Vận hành cẩn thận trong bốc xếp;
5. Kiểm tra và thay thế khuôn ép đùn không đủ tiêu chuẩn kịp thời;
6. Kiểm soát nhiệt độ gia nhiệt của hồ sơ kết thúc nhà máy;
7. Đảm bảo rằng bề mặt của thùng chứa đùn và lớp hoàn thiện của máy nghiền sạch và khô;
8. Kiểm soát tốc độ đùn để đảm bảo tốc độ đồng đều.
Hạn chot, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Hạn chot, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
dây chuyền ép đùn nguyên nhân và giải pháp
dây chuyền ép đùn
Một vết lõm hoặc phần nhô ra theo chiều dọc được hình thành trên bề mặt của các cấu hình ép đùn.
Các đường khuôn có ở một mức độ nào đó trong tất cả các sản phẩm ép đùn và được gây ra bởi ổ trục khuôn bị nhám.
Các nguyên nhân chính của đường chết:
Nguyên nhân chính: mặt đất không thể đạt độ nhẵn tuyệt đối.
Giải pháp cho dây chuyền chết:
1. Đảm bảo rằng bề mặt của đất chết sạch sẽ, nhẵn và không có cạnh sắc;
2. Xử lý thấm nitơ hợp lý để đảm bảo độ cứng bề mặt cao;
3. Sửa đổi chính xác các khuôn;
4. Thiết kế khuôn đất hợp lý, và đất chết không nên quá dài.
Máy móc nhôm Brightstar hồ sơ nhôm mặt máy chải và làm sạch khuyết tật, nhôm máy đánh bóng hồ sơ Màu trắng được hình thành trong quá trình sản xuất nhôm sơ cấp và chứa một tỷ lệ phần trăm cao của một chất nhôm như Al máy phun bi nhôm định hình có thể loại bỏ các đường chết một cách hiệu quả, có thể tăng lợi nhuận của bạn và giảm tỷ lệ NG.
Dự án chìa khóa trao tay và giải pháp hoàn thiện, thỏa thuận trọn gói và dịch vụ một cửa.
Liên hệ với chúng tôi ngay bây giờ để nhận báo giá đáng tin cậy về máy nhôm!
xoắn, uốn cong và sóng, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
xoắn, uốn cong và sóng, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
xoắn, uốn cong và sóng
Hiện tượng mặt cắt ngang của sản phẩm ép đùn bị lệch góc theo hướng dọc được gọi là xoắn.
Hiện tượng sản phẩm bị cong theo chiều dọc hoặc lưỡi dao không thẳng được gọi là cong.
Hiện tượng dao động liên tục theo phương dọc của vật gọi là sóng.
Các nguyên nhân chính gây xoắn, uốn và sóng:
1. Thiết kế của lỗ chết không được sắp xếp tốt, hoặc quy mô phân bố đất đai không hợp lý;
2, độ chính xác xử lý lỗ chết kém;
3. Không có hướng dẫn và kéo phù hợp
4. Sửa chữa khuôn không đúng cách;
5, nhiệt độ và tốc độ đùn không phù hợp;
6. Sản phẩm không được làm thẳng trước khi xử lý lão hóa;
7. Làm mát không đều trong quá trình xử lý nhiệt trực tuyến.
Giải pháp cho xoắn, uốn và sóng:
1. Cải thiện thiết kế khuôn mẫu và mức độ sản xuất;
2. Cài đặt một hướng dẫn phù hợp và puller;
3. Điều chỉnh tốc độ dòng kim loại bằng cách bôi trơn cục bộ, sửa đổi khuôn mẫu và chuyển hướng hoặc thay đổi thiết kế của cửa sổ;
4. Điều chỉnh hợp lý nhiệt độ và tốc độ đùn để làm cho quá trình đùn đồng đều hơn;
5. Giảm thích hợp nhiệt độ xử lý lão hóa hoặc tăng nhiệt độ nước để xử lý dung dịch;
6. Đảm bảo làm mát đồng đều trong quá trình dập tắt trực tuyến.
uốn cứng, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
uốn cứng, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Nguyên nhân uốn cứng và giải pháp
uốn cứng
Sự uốn cong đột ngột của sản phẩm ép đùn ở đâu đó trong chiều dài được gọi là uốn cứng.
Các nguyên nhân chính gây uốn cứng:
1. Tốc độ đùn không đồng đều, đột ngột thay đổi từ tốc độ chậm sang tốc độ cao, hoặc đột ngột chuyển từ tốc độ cao sang tốc độ chậm, và dừng đột ngột;
2. Hầu như không di chuyển các cấu hình đùn trong quá trình đùn;
3. Bàn làm việc của dây chuyền ép đùn không thẳng.
Giải pháp uốn cứng:
1. Không dừng hoặc đột ngột thay đổi tốc độ đùn;
2. Không di chuyển biên dạng đột ngột bằng tay;
3. Để đảm bảo rằng bàn chạy sạch sẽ và trơn tru và con lăn trơn tru và không có mảnh vụn, hồ sơ đùn nhôm vận chuyển mà không gặp bất kỳ khó khăn nào.
bề mặt rỗ, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
bề mặt rỗ, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Nguyên nhân bề mặt bị rỗ và giải pháp
bề mặt rỗ
Đây là một khiếm khuyết bề mặt của sản phẩm ép đùn, có nghĩa là bề mặt của sản phẩm có một tấm loang lổ liên tục và thô ráp nhỏ và không đồng đều và các vết xước nhỏ, rỗ và lồi kim loại.
Các nguyên nhân chính của bề mặt rỗ:
1. Độ cứng của khuôn không đủ hoặc độ cứng không đồng đều;
2. Nhiệt độ đùn quá cao;
3. Tốc độ đùn quá nhanh;
4 Vòng bi khuôn quá dài, kim loại thô hoặc dính;
5. Hồ sơ kết thúc nhà máy ép đùn quá dài.
Giải pháp cho bề mặt rỗ:
1. Cải thiện độ cứng và độ cứng đồng nhất của ổ đỡ khuôn;
2. Làm nóng thùng đùn và phôi theo quy định, và sử dụng tốc độ đùn thích hợp;
3. Thiết kế khuôn hợp lý, giảm độ nhám bề mặt của ổ đỡ khuôn, và tăng cường kiểm tra bề mặt, sửa chữa và đánh bóng vòng bi khuôn;
4. Sử dụng chiều dài phôi nhôm hợp lý.
vỏ cam, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
vỏ cam, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
vỏ cam là một loại hoàn thiện nhất định có thể phát triển trên các bề mặt được sơn và đúc, kể cả miếng dán màn hình.
Kết cấu giống như bề mặt vỏ của một quả cam, do đó tên “vỏ cam” Từ Wikipedia, bách khoa toàn thư miễn phí
Bề mặt sản phẩm ép đùn có nếp nhăn không đều như vỏ cam, còn được gọi là nếp nhăn bề mặt.
Nó được gây ra bởi các hạt thô trong quá trình ép đùn. hạt càng thô, các nếp nhăn càng rõ ràng.
Trong quá trình nắn nhôm định hình, nếu lớp bề mặt có hiện tượng sần vỏ cam, trong thực tế, đây là vết nứt kim loại bề mặt được tạo ra, vì ứng suất trên kim loại bề mặt của nhôm định hình lớn hơn kim loại cơ bản, nếu tăng cường độ, ngay cả cơ thể cơ sở sẽ bị phá vỡ trực tiếp.
Nguyên nhân chính gây ra hiện tượng vỏ cam của máy đùn nhôm
1. Cấu trúc phôi không đồng đều và xử lý đồng nhất không đủ;
2. Các điều kiện đùn là không hợp lý, và các hạt của thành phẩm là thô;
3. Công việc duỗi, duỗi tóc quá tải;
4. Biến dạng trong quá trình ép đùn.
Giải pháp cho vỏ cam đùn nhôm
1. Kiểm soát hợp lý quá trình xử lý đồng nhất;
2. Hình dạng đùn càng đồng đều càng tốt (kiểm soát nhiệt độ đùn, tốc độ, vận tốc, vân vân.)
3. Kiểm soát duỗi thẳng không quá tải;
4. Kiểm soát độ thẳng của các cấu hình đùn, tăng cường sửa chữa khuôn mẫu;
5. Được trang bị với máy kéo, tránh biến dạng trong quá trình đùn;
6. Kiểm soát tốc độ kéo dài của cấu hình nhôm, để đảm bảo chất lượng bề mặt và độ thẳng, và kiểm soát chặt chẽ uốn cong trong quá trình kéo dài;
7. Kiểm soát tốc độ kéo dài của nhôm định hình, để đảm bảo độ thẳng và tính đến chất lượng bề mặt, cắt kéo dài cả hai đầu và biến dạng các bộ phận hơn.
Máy móc nhôm Brightstar không chỉ cung cấp máy chỉnh hình dạng nhôm định hình, máy gói nhôm Màu trắng được hình thành trong quá trình sản xuất nhôm sơ cấp và chứa một tỷ lệ phần trăm cao của một chất nhôm như Al máy đánh bóng nhôm định hình, nhưng cũng là máy thăng hoa hiệu ứng vân gỗ, máy làm sạch hồ sơ nhôm và máy phun bi định hình nhôm, vv cho khách hàng của chúng tôi.
Dự án chìa khóa trao tay và giải pháp hoàn chỉnh, thỏa thuận trọn gói và dịch vụ một cửa.
ép kim loại và phi kim loại trong, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
ép kim loại và phi kim loại trong, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Trong quá trình sản xuất đùn, phế liệu kim loại được ép vào bề mặt của sản phẩm, được gọi là ép kim loại vào.
Các nguyên nhân chính của ép kim loại trong:
1. Một số vấn đề ở phần cuối của nhôm định hình
2. Có kim loại trên bề mặt bên trong của nhôm định hình hoặc tạp chất kim loại và các chất bẩn khác trong dầu bôi trơn;
3. Thùng ép đùn không được làm sạch, và có bao gồm kim loại khác trong đó;
4. Các dị vật kim loại khác được nấu chảy vào thỏi;
5. Có sự bao gồm xỉ trong đùn nhôm.
Giải pháp ép kim loại trong
1. Loại bỏ các gờ trên hồ sơ nhôm hoàn thiện của nhà máy;
2. Đảm bảo rằng bề mặt của nhôm định hình và bên trong chất bôi trơn sạch sẽ và khô ráo;
3. Làm sạch tạp chất kim loại trong khuôn và hộp đùn;
4. Sử dụng đùn nhôm hoàn thiện chất lượng cao.
Vật lạ như than chì được ép vào bề mặt bên trong và bên ngoài của sản phẩm nhôm ép đùn, được gọi là ép phi kim loại trong.
Sau khi các vấn đề nước ngoài được cạo ra, bề mặt bên trong của nhôm định hình sẽ hiển thị các vết lõm có kích thước khác nhau, sẽ phá hủy tính liên tục của bề mặt đùn nhôm.
Nguyên nhân chính của ép phi kim loại trong
1. Kích thước hạt than chì là thô hoặc kết tụ, chứa độ ẩm hoặc dầu, và khuấy không đều;
2. Điểm chớp cháy của dầu xi lanh thấp;
3. Tỷ lệ không đúng của dầu xi lanh và than chì, quá nhiều than chì.
Giải pháp ép phi kim trong:
1. Sử dụng than chì đủ tiêu chuẩn và giữ cho nó khô ráo;
2. Lọc và sử dụng dầu bôi trơn đủ tiêu chuẩn;
3. Kiểm soát tỷ lệ dầu bôi trơn và than chì.
ăn mòn bề mặt, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
ăn mòn bề mặt, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
ăn mòn bề mặt
Đối với các sản phẩm ép đùn hoàn thiện nhà máy chưa qua xử lý bề mặt, bề mặt được phản ứng hóa học hoặc điện hóa với phương tiện bên ngoài, gây ra thiệt hại cục bộ cho bề mặt, được gọi là ăn mòn bề mặt.
Bề mặt của sản phẩm bị ăn mòn mất đi ánh kim loại, và các sản phẩm ăn mòn màu trắng xám được tạo ra trên bề mặt trong trường hợp nghiêm trọng.
Nguyên nhân chính gây ăn mòn bề mặt
1. Sản phẩm tiếp xúc với môi trường ăn mòn như nước, axit, kiềm, muối, vân vân. Trong quá trình sản xuất, lưu trữ và vận chuyển, hoặc đỗ lâu trong môi trường ẩm ướt;
2. Đôi khi vì một số lý do, tỷ lệ thêm magiê và silicon không phù hợp trong quá trình đúc, sao cho ω(Mg)/Ồ(Và) nằm trong khoảng 1.0~1.3, nhỏ hơn nhiều so với tỷ lệ tối ưu là 1,3~1,7 (thường được kiểm soát trong phạm vi 1,3~1,5).
theo cách này, mặc dù hàm lượng các thành phần magie và silic nằm trong phạm vi quy định (Ồ(Mg)=0,45% đến 0.9%, Ồ(Và)=0,2% đến 0.6%).
Tuy nhiên, một số silicon dư thừa tồn tại. Ngoài một lượng nhỏ silic ở trạng thái tự do, phần silicon dư thừa này cũng sẽ tạo thành các hợp chất bậc ba trong hợp kim nhôm;
3. Trong quá trình nấu chảy, mặc dù tỷ lệ bổ sung magie và silic nằm trong phạm vi quy định trong tiêu chuẩn, đôi khi do trộn không đều và không đủ, sự phân bố của silic trong tan chảy không đồng đều, và có những vùng làm giàu và vùng nghèo cục bộ;
4. Kiểm soát các thông số quy trình khác nhau trong quá trình ép đùn, chẳng hạn như nhiệt độ gia nhiệt sơ bộ phôi quá cao, kiểm soát không đúng tốc độ dòng chảy đùn kim loại, sức mạnh làm mát không khí trong quá trình ép đùn, nhiệt độ lão hóa và thời gian giữ, vân vân., sẽ dễ dàng gây ra sự phân tách và giải phóng silicon, điều này sẽ khiến magiê và silic không hoàn toàn trở thành pha Mg2Si, nhưng một số silicon miễn phí tồn tại.
Đo ăn mòn bề mặt:
1. Giữ cho bề mặt của sản phẩm và môi trường sản xuất và bảo quản sạch sẽ và khô ráo;
2. Kiểm soát hàm lượng các nguyên tố trong hợp kim;
3. Kiểm soát hiệu quả thành phần hợp kim để đảm bảo rằng tỷ lệ magiê so với silicon nằm trong phạm vi 1.3 Màu trắng được hình thành trong quá trình sản xuất nhôm sơ cấp và chứa một tỷ lệ phần trăm cao của một chất nhôm như Al 1.7;
4. Kiểm soát chặt chẽ các thông số của từng quy trình (chẳng hạn như luyện kim, khuấy động, đúc nhiệt độ nước làm mát, nhiệt độ gia nhiệt phôi, sức mạnh làm mát không khí ép đùn, lão hóa nhiệt độ và thời gian, vân vân.) để tránh sự phân tách và phân ly của silicon, và cố gắng tạo ra silic Nó tạo thành một pha tăng cường Mg2Si có lợi với magie;
5. Chú ý đến sự thay đổi của thời tiết, những ngày mưa hoặc độ ẩm cao, tấm nhôm định hình phải được phủ bằng vải mưa để tránh bụi và mưa tiếp xúc với bề mặt của tấm nhôm;
6. Xử lý lão hóa kịp thời có thể làm giảm sự xuất hiện của các đốm và ăn mòn porphyr hoặc hình hố của nhôm định hình.
Thuộc tính cơ học không đủ tiêu chuẩn, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Thuộc tính cơ học không đủ tiêu chuẩn, phân tích khuyết tật đùn nhôm và biện pháp kiểm soát chất lượng
Thuộc tính cơ học không đủ tiêu chuẩn
Cơ tính của các sản phẩm nhôm định hình HB, HV không đạt yêu cầu tiêu chuẩn kỹ thuật hoặc rất không đồng đều, được gọi là tính chất cơ học không đủ tiêu chuẩn.
Nguyên nhân chính của tính chất cơ học không đủ tiêu chuẩn
1. Các nguyên tố chính trong thành phần hóa học của hợp kim nhôm vượt quá tiêu chuẩn hoặc tỷ lệ không hợp lý;
2. Quá trình đùn nhôm hoặc quá trình xử lý nhiệt là không hợp lý;
3. Chất lượng kém của phôi nhôm hoặc nhôm hoàn thiện nhà máy;
4. Làm nguội trực tuyến không đạt đến nhiệt độ làm nguội hoặc tốc độ làm mát không đủ;
5. Quá trình lão hóa nhân tạo không đúng cách.
Các biện pháp và giải pháp kiểm soát chất lượng
1. Kiểm soát chặt chẽ thành phần hóa học theo tiêu chuẩn hoặc xây dựng chất nội chuẩn hiệu quả;
2. Sử dụng phôi nhôm chất lượng cao hoặc nhôm định hình hoàn thiện;
3. Tối ưu hóa quá trình đùn nhôm;
4. Thực hiện nghiêm túc hệ thống quy trình dập tắt;
5. Thực hiện nghiêm ngặt hệ thống lão hóa thủ công và kiểm soát nhiệt độ lò;
6. Đo nhiệt độ nghiêm ngặt và kiểm soát nhiệt độ.









