

ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಹೊರತೆಗೆಯುವ ಕೊಳವೆ, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಹೊರತೆಗೆಯುವ ಕೊಳವೆ, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಹೊರತೆಗೆಯುವ ಕೊಳವೆಯ ಕಾರಣಗಳು ಮತ್ತು ಅಳತೆ
ಹೊರತೆಗೆಯುವ ಕೊಳವೆ
ಕೆಲವು ಹೊರತೆಗೆದ ಉತ್ಪನ್ನಗಳ ಕೊನೆಯಲ್ಲಿ, ಕಡಿಮೆ ವರ್ಧನೆಯಲ್ಲಿ ತಪಾಸಣೆಯ ನಂತರ, ವಿಭಾಗದ ಮಧ್ಯದಲ್ಲಿ ಕೊಂಬಿನಂತೆ ಒಂದು ವಿದ್ಯಮಾನವಿದೆ, ಇದನ್ನು ಹೊರತೆಗೆಯುವ ಫನಲ್ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
ನೀವು ಸಾಮಾನ್ಯವಾಗಿ ಮೊದಲ ವಿಧದ ಹೊರತೆಗೆಯುವ ಕೊಳವೆ ಅಥವಾ ಎರಡನೆಯ ವಿಧದ ಹೊರತೆಗೆಯುವ ಕೊಳವೆಗಳನ್ನು ನೋಡಬಹುದು.
ಹೊರತೆಗೆಯುವ ಕೊಳವೆಯ ಮೊದಲ ವಿಧವು ಹೊರತೆಗೆಯುವಿಕೆಯ ಮಧ್ಯಭಾಗದಲ್ಲಿದೆ ಮತ್ತು ಸುಕ್ಕುಗಟ್ಟಿದ ಅಥವಾ ಕೊಳವೆಯ ಆಕಾರದಲ್ಲಿದೆ.
ಎರಡನೇ ವಿಧದ ಹೊರತೆಗೆಯುವ ಫನಲ್ ತ್ರಿಜ್ಯದಲ್ಲಿದೆ 1/2 ಉತ್ಪನ್ನದ ಪ್ರದೇಶ ಮತ್ತು ರಿಂಗ್-ಆಕಾರದ ಅಥವಾ ಅರ್ಧಚಂದ್ರಾಕಾರದ ಬಿರುಕು.
ಕೆಲವೊಮ್ಮೆ ಪದರದಲ್ಲಿ ನಿರಂತರ ಅಥವಾ ನಿರಂತರ ಬಿರುಕುಗಳು ಅಥವಾ ಬಿರುಕುಗಳು ಇರುತ್ತವೆ 0.5-2 ಹೊರತೆಗೆಯುವಿಕೆಯ ಮೇಲ್ಮೈ ಪದರದಿಂದ ಮಿಮೀ, ಇದನ್ನು ಮೂರನೇ ವಿಧದ ಹೊರತೆಗೆಯುವ ಫನಲ್ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
ಸಾಮಾನ್ಯವಾಗಿ, ಮುಂದಕ್ಕೆ ಹೊರತೆಗೆದ ಉತ್ಪನ್ನದ ಹೊರತೆಗೆಯುವ ಕೊಳವೆಯು ಹಿಮ್ಮುಖ ಹೊರತೆಗೆಯುವಿಕೆಗಿಂತ ಉದ್ದವಾಗಿದೆ, ಮತ್ತು ಮೃದು ಮಿಶ್ರಲೋಹವು ಗಟ್ಟಿಯಾದ ಮಿಶ್ರಲೋಹಕ್ಕಿಂತ ಉದ್ದವಾಗಿದೆ.
ಮುಂದಕ್ಕೆ ಹೊರತೆಗೆದ ಉತ್ಪನ್ನದ ಹೊರತೆಗೆಯುವ ಫನಲ್ ಅನ್ನು ಹೆಚ್ಚಾಗಿ ವಾರ್ಷಿಕ ಕೊಳವೆಯಿಂದ ಪ್ರತಿನಿಧಿಸಲಾಗುತ್ತದೆ, ಮತ್ತು ಹಿಂದಕ್ಕೆ ಹೊರತೆಗೆದ ಉತ್ಪನ್ನದ ಹೊರತೆಗೆಯುವ ಕೊಳವೆಯು ಹೆಚ್ಚಾಗಿ ಕೇಂದ್ರ ಕೊಳವೆಯ ಆಕಾರವಾಗಿದೆ.
ಲೋಹವನ್ನು ಹಿಂಭಾಗದ ತುದಿಗೆ ಹೊರಹಾಕಲಾಗುತ್ತದೆ, ಮತ್ತು ಸತ್ತ ಮೂಲೆಗಳ ಮೇಲಿನ ಇಂಗು ಚರ್ಮ ಅಥವಾ ಹೊರತೆಗೆಯುವ ಪಾತ್ರೆಯ ಗ್ಯಾಸ್ಕೆಟ್ ಮತ್ತು ಸಂಗ್ರಹವಾದ ಹೊರಗಿನ ಸೇರ್ಪಡೆಗಳು ಉತ್ಪನ್ನದಲ್ಲಿ ಎರಡು ಬಾರಿ ಫನಲ್ ಆಗಿ ರೂಪುಗೊಳ್ಳುತ್ತವೆ.;ಉಳಿದ ವಸ್ತುವು ತುಂಬಾ ಚಿಕ್ಕದಾಗಿದ್ದರೆ ಮತ್ತು ಉತ್ಪನ್ನದ ಮಧ್ಯಭಾಗವು ಸಾಕಷ್ಟು ತುಂಬಿಲ್ಲ, ಇದು ಮೊದಲ ವಿಧದ ಹೊರತೆಗೆಯುವ ಫನಲ್ಗೆ ರೂಪುಗೊಂಡಿದೆ.
ತುದಿಯಿಂದ ಮುಂಭಾಗಕ್ಕೆ, ಹೊರತೆಗೆಯುವ ಕೊಳವೆ ಕ್ರಮೇಣ ಹಗುರವಾಗಿರುತ್ತದೆ ಮತ್ತು ಸಂಪೂರ್ಣವಾಗಿ ಕಣ್ಮರೆಯಾಗುತ್ತದೆ.
ಹೊರತೆಗೆಯುವ ಕೊಳವೆಯ ಮುಖ್ಯ ಕಾರಣಗಳು
1. ಉಳಿದಿರುವ ವಸ್ತುವು ತುಂಬಾ ಚಿಕ್ಕದಾಗಿದೆ ಅಥವಾ ಉತ್ಪನ್ನವನ್ನು ಕತ್ತರಿಸುವ ಕೊನೆಯ ಉದ್ದವು ಅಗತ್ಯವನ್ನು ಪೂರೈಸುವುದಿಲ್ಲ;
2. ಡಮ್ಮಿ ಬ್ಲಾಕ್ ಸ್ವಚ್ಛವಾಗಿಲ್ಲ, ಎಣ್ಣೆಯೊಂದಿಗೆ;
3. ಹೊರತೆಗೆಯುವಿಕೆಯ ಕೊನೆಯ ಹಂತದಲ್ಲಿ, ಹೊರತೆಗೆಯುವಿಕೆಯ ವೇಗವು ತುಂಬಾ ವೇಗವಾಗಿರುತ್ತದೆ ಅಥವಾ ಇದ್ದಕ್ಕಿದ್ದಂತೆ ಹೆಚ್ಚಾಗುತ್ತದೆ;
4. ವಿರೂಪಗೊಂಡ ಡಮ್ಮಿ ಬ್ಲಾಕ್ ಅನ್ನು ಬಳಸಿ;
5. ಹೊರತೆಗೆಯುವ ಧಾರಕದ ಉಷ್ಣತೆಯು ತುಂಬಾ ಹೆಚ್ಚಾಗಿದೆ;
6. ಹೊರತೆಗೆಯುವ ಕಂಟೇನರ್ ಮತ್ತು ಹೊರತೆಗೆಯುವ ರಾಡ್ ತಪ್ಪಾಗಿ ಜೋಡಿಸಲ್ಪಟ್ಟಿವೆ;
7. ಕಡ್ಡಿಯ ಮೇಲ್ಮೈ ಸ್ವಚ್ಛವಾಗಿಲ್ಲ, ಎಣ್ಣೆಯೊಂದಿಗೆ, ಮತ್ತು ಪ್ರತ್ಯೇಕತೆ ಮತ್ತು ಅತಿಕ್ರಮಿಸುವಿಕೆಯಂತಹ ದೋಷಗಳಿವೆ.
8. ಹೊರತೆಗೆಯುವ ಸಿಲಿಂಡರ್ನ ಒಳ ತೋಳು ನಯವಾದ ಅಥವಾ ವಿರೂಪಗೊಂಡಿಲ್ಲ, ಮತ್ತು ಲೈನರ್ ಅನ್ನು ಸಮಯಕ್ಕೆ ಸ್ವಚ್ಛಗೊಳಿಸಲಾಗಿಲ್ಲ.
ಹೊರತೆಗೆಯುವ ಕೊಳವೆಯ ಪರಿಹಾರಗಳು:
1. ನಿಯಮಗಳ ಪ್ರಕಾರ ಶೇಷ ಮತ್ತು ಅಂತ್ಯ ಕತ್ತರಿಸುವುದು;
2, ಅಚ್ಚನ್ನು ಸ್ವಚ್ಛವಾಗಿಡಿ;
3. ಇಂಗುಟ್ನ ಮೇಲ್ಮೈ ಗುಣಮಟ್ಟವನ್ನು ಸುಧಾರಿಸಿ;
4, ಹೊರತೆಗೆಯುವಿಕೆಯ ತಾಪಮಾನ ಮತ್ತು ವೇಗದ ಸಮಂಜಸವಾದ ನಿಯಂತ್ರಣ;
5. ವಿಶೇಷ ಸಂದರ್ಭಗಳನ್ನು ಹೊರತುಪಡಿಸಿ, ಅಚ್ಚಿನ ಮೇಲ್ಮೈಯಲ್ಲಿ ತೈಲವನ್ನು ಅನ್ವಯಿಸಲು ಕಟ್ಟುನಿಟ್ಟಾಗಿ ನಿಷೇಧಿಸಲಾಗಿದೆ;
6. ಗ್ಯಾಸ್ಕೆಟ್ ಅನ್ನು ಸರಿಯಾಗಿ ತಂಪಾಗಿಸಲಾಗುತ್ತದೆ.
ಬ್ರೈಟ್ಸ್ಟಾರ್ ಅಲ್ಯೂಮಿನಿಯಂ ಯಂತ್ರೋಪಕರಣಗಳು ಮಾತ್ರವಲ್ಲದೆ ಒದಗಿಸುತ್ತದೆ ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಆಕಾರ ಸರಿಪಡಿಸುವಿಕೆ, ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಸುತ್ತುವ ಯಂತ್ರ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಪಾಲಿಶಿಂಗ್ ಯಂತ್ರ, ಆದರೆ ದಿ ಮರದ ಧಾನ್ಯ ಪರಿಣಾಮ ಉತ್ಪತನ ಯಂತ್ರ, ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಬ್ರಶಿಂಗ್ ಸ್ವಚ್ಛಗೊಳಿಸುವ ಯಂತ್ರ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಶಾಟ್ ಬ್ಲಾಸ್ಟಿಂಗ್ ಯಂತ್ರ, ನಮ್ಮ ಗ್ರಾಹಕರಿಗೆ ಇತ್ಯಾದಿ.
ಟರ್ನ್ಕೀ ಯೋಜನೆ ಮತ್ತು ಪೂರ್ಣಗೊಂಡ ಪರಿಹಾರ, ಪ್ಯಾಕೇಜ್ ಡೀಲ್ ಮತ್ತು ಒಂದು-ನಿಲುಗಡೆ ಸೇವೆ.
ಒರಟಾದ ಧಾನ್ಯ ವಲಯ, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಒರಟಾದ ಧಾನ್ಯ ವಲಯ, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಒರಟಾದ ಧಾನ್ಯ ವಲಯದ ಕಾರಣಗಳು ಮತ್ತು ಅಳತೆ
ಒರಟಾದ ಧಾನ್ಯ ವಲಯ
ಒರಟಾದ ಧಾನ್ಯ ವಲಯ ಹೊರತೆಗೆದ ಉತ್ಪನ್ನದ ಪರಿಧಿಯಲ್ಲಿ ರೂಪುಗೊಂಡ ಉಂಗುರಾಕಾರದ ಒರಟಾದ ಧಾನ್ಯ ಪ್ರದೇಶವಾಗಿದೆ ಮತ್ತು ಇದು ಹೊರತೆಗೆದ ಉತ್ಪನ್ನದ ರಚನಾತ್ಮಕ ದೋಷವಾಗಿದೆ.
ಒರಟಾದ ಧಾನ್ಯ ವಲಯದಲ್ಲಿ ಧಾನ್ಯದ ಗಾತ್ರವು ಮೀರಬಹುದು 10 ಗೆ 100 ಮೂಲ ಧಾನ್ಯದ ಗಾತ್ರ ಮತ್ತು ವರೆಗೆ 800 ಗೆ 1500 ಬಿಟಿಎಂ.
ಇದು ಉತ್ಪನ್ನದ ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ, ಮತ್ತು ಆಯಾಸ ಪ್ರತಿರೋಧವು ಕೇಂದ್ರ ಪ್ರದೇಶಕ್ಕಿಂತ ಕಡಿಮೆಯಾಗಿದೆ, ಬಿರುಕು ಹೆಚ್ಚಾಗಿ ಒರಟಾದ ಧಾನ್ಯ ವಲಯದಲ್ಲಿ ಉತ್ಪತ್ತಿಯಾಗುತ್ತದೆ.
ಅಂತಹ ದೋಷವನ್ನು ಹೊಂದಿರುವ ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಹಿಗ್ಗಿಸಲಾದ-ನೇರಗೊಳಿಸಿದಾಗ, ಮೇಲ್ಮೈ ಒರಟಾಗಿರುತ್ತದೆ ಮತ್ತು ಆನೋಡೈಸ್ ಮಾಡಿದ ನಂತರ ಮೇಲ್ಮೈ ಸುಂದರವಾಗಿರುವುದಿಲ್ಲ.
ಕೆಲವು ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹದ ಹೊರತೆಗೆದ ಉತ್ಪನ್ನಗಳು ದ್ರಾವಣದ ಚಿಕಿತ್ಸೆಯ ನಂತರ ಕಡಿಮೆ-ಮಡಿಕೆ ಪರೀಕ್ಷಾ ತುಣುಕಿನ ಮೇಲೆ ಉತ್ಪನ್ನದ ಪರಿಧಿಯ ಉದ್ದಕ್ಕೂ ಒರಟಾದ ಮರುಸ್ಫಟಿಕೀಕೃತ ಧಾನ್ಯ ರಚನೆಯನ್ನು ರೂಪಿಸುತ್ತವೆ., ಇದನ್ನು ಒರಟಾದ ಧಾನ್ಯ ವಲಯ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
ಉತ್ಪನ್ನದ ವಿವಿಧ ಆಕಾರಗಳು ಮತ್ತು ಸಂಸ್ಕರಣಾ ವಿಧಾನಗಳಿಂದಾಗಿ, ಉಂಗುರ, ಆರ್ಕ್ ಮತ್ತು ಒರಟಾದ ಧಾನ್ಯ ವಲಯದ ಇತರ ರೂಪಗಳನ್ನು ರಚಿಸಬಹುದು.
ಒರಟಾದ ಧಾನ್ಯ ವಲಯದ ಆಳವು ಸಂಪೂರ್ಣವಾಗಿ ಕಣ್ಮರೆಯಾಗಲು ಮುಂಭಾಗದ ತುದಿಯಿಂದ ಹಿಂದುಳಿದ ತುದಿಯಿಂದ ಕ್ರಮೇಣ ಕಡಿಮೆಯಾಗುತ್ತದೆ.
ರಚನೆಯ ಕಾರ್ಯವಿಧಾನವು ಬಿಸಿ ಹೊರತೆಗೆದ ನಂತರ ಉತ್ಪನ್ನದ ಮೇಲ್ಮೈ ಪದರದ ಮೇಲೆ ರೂಪುಗೊಂಡ ಉಪ-ಧಾನ್ಯ ಪ್ರದೇಶವಾಗಿದೆ, ಮತ್ತು ಶಾಖ ದ್ರಾವಣದ ಚಿಕಿತ್ಸೆಯ ನಂತರ ಒರಟಾದ ಮರುಸ್ಫಟಿಕ ಧಾನ್ಯದ ಪ್ರದೇಶವನ್ನು ರೂಪಿಸುತ್ತದೆ.
ಒರಟಾದ ಧಾನ್ಯ ವಲಯಕ್ಕೆ ಕಾರಣಗಳು:
1. ಹೊರತೆಗೆಯುವಿಕೆ ಅಸಮ ವಿರೂಪ;
2. ಶಾಖ ಚಿಕಿತ್ಸೆಯ ಉಷ್ಣತೆಯು ತುಂಬಾ ಹೆಚ್ಚಾಗಿದೆ, ಹಿಡುವಳಿ ಸಮಯ ತುಂಬಾ ಉದ್ದವಾಗಿದೆ;
3. ಇಂಗೋಟ್ನ ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆಯು ಅಸಮಂಜಸವಾಗಿದೆ;
4. ಸಾಮಾನ್ಯ ಶಾಖ ಚಿಕಿತ್ಸೆ ಬಲಪಡಿಸುವ ಮಿಶ್ರಲೋಹವು ಶಾಖ ಚಿಕಿತ್ಸೆಯ ನಂತರ ಒರಟಾದ ಧಾನ್ಯ ವಲಯವನ್ನು ಹೊಂದಿದೆ, ವಿಶೇಷವಾಗಿ 6A02 ಪ್ರಕಾರ, 2A50 ಮಿಶ್ರಲೋಹದ ಪ್ರೊಫೈಲ್ ಮತ್ತು ಬಾರ್ ಅತ್ಯಂತ ಗಂಭೀರವಾಗಿದೆ, ತೊಡೆದುಹಾಕಲು ಸಾಧ್ಯವಿಲ್ಲ, ಒಂದು ನಿರ್ದಿಷ್ಟ ವ್ಯಾಪ್ತಿಯಲ್ಲಿ ಮಾತ್ರ ನಿಯಂತ್ರಿಸಬಹುದು;
5 ಹೊರತೆಗೆಯುವಿಕೆ ವಿರೂಪತೆಯು ಚಿಕ್ಕದಾಗಿದೆ ಅಥವಾ ಸಾಕಷ್ಟು ವಿರೂಪವಾಗಿದೆ, ಅಥವಾ ನಿರ್ಣಾಯಕ ವಿರೂಪತೆಯ ವ್ಯಾಪ್ತಿಯಲ್ಲಿ, ಒರಟಾದ ಧಾನ್ಯ ವಲಯವನ್ನು ಉತ್ಪಾದಿಸಲು ಸುಲಭ.
ಒರಟಾದ ಧಾನ್ಯ ವಲಯಕ್ಕೆ ಪರಿಹಾರಗಳು
1. ಹೊರತೆಗೆಯುವ ಧಾರಕದ ಒಳ ಗೋಡೆಯು ನಯವಾದ ಮತ್ತು ಸ್ವಚ್ಛವಾಗಿದೆ, ಹೊರತೆಗೆಯುವ ಸಮಯದಲ್ಲಿ ಘರ್ಷಣೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುವುದು;
2. ವಿರೂಪತೆಯು ಸಾಧ್ಯವಾದಷ್ಟು ಪೂರ್ಣ ಮತ್ತು ಏಕರೂಪವಾಗಿದೆ, ಮತ್ತು ತಾಪಮಾನ ಮತ್ತು ವೇಗದಂತಹ ಪ್ರಕ್ರಿಯೆಯ ನಿಯತಾಂಕಗಳನ್ನು ಸಮಂಜಸವಾಗಿ ನಿಯಂತ್ರಿಸಲಾಗುತ್ತದೆ;
3. ಪರಿಹಾರವನ್ನು ತಪ್ಪಿಸಲು, ಚಿಕಿತ್ಸೆಯ ತಾಪಮಾನವು ತುಂಬಾ ಹೆಚ್ಚಾಗಿರುತ್ತದೆ ಅಥವಾ ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳುವ ಸಮಯ ತುಂಬಾ ಉದ್ದವಾಗಿದೆ;
4. ಬಹು-ಕುಹರದ ಅಚ್ಚಿನಿಂದ ಹೊರತೆಗೆಯುವಿಕೆ;
5. ಹಿಮ್ಮುಖ ಹೊರತೆಗೆಯುವಿಕೆ ಮತ್ತು ಹೈಡ್ರೋಸ್ಟಾಟಿಕ್ ಹೊರತೆಗೆಯುವಿಕೆಯಿಂದ ಹೊರತೆಗೆಯುವಿಕೆ;
6. ಪರಿಹಾರ ಚಿಕಿತ್ಸೆ-ಡ್ರಾಯಿಂಗ್-ವಯಸ್ಸಾದ ವಿಧಾನದಿಂದ ಉತ್ಪಾದಿಸಲಾಗಿದೆ;
7. ಒಟ್ಟು ಮಿಶ್ರಲೋಹದ ಸಂಯೋಜನೆಯನ್ನು ಹೊಂದಿಸಿ ಮತ್ತು ಮರುಸ್ಫಟಿಕೀಕರಣ ಪ್ರತಿಬಂಧಕ ಅಂಶವನ್ನು ಹೆಚ್ಚಿಸಿ;
8. ಹೆಚ್ಚಿನ ತಾಪಮಾನದಲ್ಲಿ ಹೊರತೆಗೆಯುವಿಕೆಯನ್ನು ಮಾಡಿ;
9. ಕೆಲವು ಮಿಶ್ರಲೋಹದ ಗಟ್ಟಿಗಳಿಗೆ ಏಕರೂಪಗೊಳಿಸಲಾಗಿದೆ.
ಲೇಯರಿಂಗ್, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಲೇಯರಿಂಗ್, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಲೇಯರಿಂಗ್ ಕಾರಣಗಳು ಮತ್ತು ಅಳತೆ
ಲೇಯರಿಂಗ್
ಲೋಹದ ಹರಿವು ತುಲನಾತ್ಮಕವಾಗಿ ಏಕರೂಪವಾಗಿರುವಾಗ ಅಚ್ಚು ಮತ್ತು ಮುಂಭಾಗದ ಸ್ಥಿತಿಸ್ಥಾಪಕ ಪ್ರದೇಶದ ನಡುವಿನ ಇಂಟರ್ಫೇಸ್ ಜೊತೆಗೆ ಉತ್ಪನ್ನಕ್ಕೆ ಹರಿಯುವ ಇಂಗು ಚರ್ಮದ ಒಳಹರಿವಿನಿಂದ ರೂಪುಗೊಂಡ ಚರ್ಮದ ಲೇಯರಿಂಗ್ ದೋಷವಾಗಿದೆ..
ಲ್ಯಾಟರಲ್ ಕಡಿಮೆ ಪ್ರೊಫೈಲ್ ಪರೀಕ್ಷಾ ತುಣುಕಿನ ಮೇಲೆ, ಅಡ್ಡ-ವಿಭಾಗದ ಅಂಚಿನ ಭಾಗದಲ್ಲಿ ಯಾವುದೇ ಪದರವಿಲ್ಲದ ದೋಷವಿದೆ.
ಮುಖ್ಯ ಕಾರಣಗಳು:
1. ಇಂಗು ಮೇಲ್ಮೈಯಲ್ಲಿ ಧೂಳು ಅಥವಾ ಇಂಗೋಟ್ನ ದೊಡ್ಡ ಪ್ರತ್ಯೇಕತೆಯ ಸಮುಚ್ಚಯವಿದೆ, ಚರ್ಮವನ್ನು ತೆಗೆದುಹಾಕದೆಯೇ ಮತ್ತು ಲೋಹದ ಗಡ್ಡೆಯು ಲೇಯರಿಂಗ್ ಅನ್ನು ರೂಪಿಸಲು ಸುಲಭವಾಗಿದೆ;
2. ಗಿರಣಿ ಮುಕ್ತಾಯವು ಬರ್ರ್ಸ್ ಅಥವಾ ಕೊಳಕು ಹೊಂದಿದೆ, ತೈಲ ಕಲೆಗಳು, ಚಿಪ್ಸ್ ಮತ್ತು ಇತರ ಕೊಳಕು, ಹೊರತೆಗೆಯುವ ಮೊದಲು ಸ್ವಚ್ಛಗೊಳಿಸಲಾಗಿಲ್ಲ;
3. ಡೈ ಹೋಲ್ನ ಸ್ಥಾನವು ಅಸಮಂಜಸವಾಗಿದೆ, ಹೊರತೆಗೆಯುವ ಧಾರಕದ ಅಂಚಿಗೆ ಹತ್ತಿರದಲ್ಲಿದೆ;
4. ಹೊರತೆಗೆಯುವ ಉಪಕರಣವನ್ನು ಗಂಭೀರವಾಗಿ ಧರಿಸಲಾಗುತ್ತದೆ ಅಥವಾ ಕಂಟೇನರ್ನ ತೋಳಿನಲ್ಲಿ ಕೊಳಕು ಇರುತ್ತದೆ, ಇದು ಸ್ವಚ್ಛವಾಗಿಲ್ಲ ಮತ್ತು ಸಮಯಕ್ಕೆ ಬದಲಾಯಿಸಲಾಗಿಲ್ಲ;
5. ಡಮ್ಮಿ ಬ್ಲಾಕ್ನ ವ್ಯಾಸದ ವ್ಯತ್ಯಾಸವು ತುಂಬಾ ದೊಡ್ಡದಾಗಿದೆ;
6. ಹೊರತೆಗೆಯುವ ಧಾರಕದ ಉಷ್ಣತೆಯು ಇಂಗೋಟ್ನ ತಾಪಮಾನಕ್ಕಿಂತ ಹೆಚ್ಚು.
ಲೇಯರಿಂಗ್ಗಾಗಿ ಪರಿಹಾರಗಳು:
1. ಅಚ್ಚನ್ನು ಸಮಂಜಸವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಿ ಮತ್ತು ಸಮಯಕ್ಕೆ ಅರ್ಹವಲ್ಲದ ಪರಿಕರಗಳನ್ನು ಪರೀಕ್ಷಿಸಿ ಮತ್ತು ಬದಲಾಯಿಸಿ;
2. ಲಾಗ್ ತಾಪನ ಕುಲುಮೆಗಾಗಿ ಅನರ್ಹವಾದ ಇಂಗುಗಳನ್ನು ಬಳಸಲಾಗುವುದಿಲ್ಲ;
3. ಉಳಿದ ವಸ್ತುಗಳನ್ನು ಕತ್ತರಿಸಿದ ನಂತರ, ಅದನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕು ಮತ್ತು ನಯಗೊಳಿಸುವ ಎಣ್ಣೆಯೊಂದಿಗೆ ಇರಲು ಅನುಮತಿಸಬಾರದು;
4. ಹೊರತೆಗೆಯುವ ಕಂಟೇನರ್ನ ಒಳಪದರವನ್ನು ಉತ್ತಮ ಸ್ಥಿತಿಯಲ್ಲಿ ಇರಿಸಿ ಅಥವಾ ಸಮಯಕ್ಕೆ ಲೈನಿಂಗ್ ಅನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಿ.
ಹೊರತೆಗೆಯುವಿಕೆ ಬಿರುಕು, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಹೊರತೆಗೆಯುವಿಕೆ ಬಿರುಕು, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಹೊರತೆಗೆಯುವಿಕೆ ಬಿರುಕು ಕಾರಣಗಳು ಮತ್ತು ಅಳತೆ
ಹೊರತೆಗೆಯುವಿಕೆ ಬಿರುಕು
ಇದು ಹೊರತೆಗೆದ ಉತ್ಪನ್ನದ ಪಾರ್ಶ್ವದ ಪರೀಕ್ಷಾ ತುಣುಕಿನ ಅಂಚಿನಲ್ಲಿ ಒಂದು ಸಣ್ಣ ಆರ್ಕ್-ಆಕಾರದ ಬಿರುಕು, ಮತ್ತು ನಿಯತಕಾಲಿಕವಾಗಿ ಅದರ ಉದ್ದದ ದಿಕ್ಕಿನಲ್ಲಿ ಒಂದು ನಿರ್ದಿಷ್ಟ ಕೋನದಲ್ಲಿ ಬಿರುಕುಗಳು, ಮತ್ತು ಬಿರುಕು ಸ್ವಲ್ಪವಾದಾಗ ಚರ್ಮದ ಅಡಿಯಲ್ಲಿ ಮರೆಮಾಡಲಾಗಿದೆ, ಮತ್ತು ಹೊರಗಿನ ಮೇಲ್ಮೈ ಪದರವು ತೀವ್ರತರವಾದ ಪ್ರಕರಣಗಳಲ್ಲಿ ಒಂದು ಕ್ರ್ಯಾಕ್ ಅನ್ನು ರೂಪಿಸುತ್ತದೆ, ಇದು ಲೋಹದ ನಿರಂತರತೆಯನ್ನು ಗಂಭೀರವಾಗಿ ಹಾನಿಗೊಳಿಸುತ್ತದೆ.
ಅಚ್ಚು ಗೋಡೆಯ ಅತಿಯಾದ ಕರ್ಷಕ ಒತ್ತಡದಿಂದ ಹೊರತೆಗೆಯುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಲೋಹದ ಮೇಲ್ಮೈ ಪದರವನ್ನು ಹರಿದು ಹಾಕುವ ಮೂಲಕ ಹೊರತೆಗೆಯುವ ಬಿರುಕು ರೂಪುಗೊಳ್ಳುತ್ತದೆ..
ಹೊರತೆಗೆಯುವಿಕೆ ಬಿರುಕುಗಳ ಮುಖ್ಯ ಕಾರಣಗಳು:
1. ಹೊರತೆಗೆಯುವಿಕೆಯ ವೇಗವು ತುಂಬಾ ವೇಗವಾಗಿದೆ; ಲೋಹದ ಮೇಲ್ಮೈಯಲ್ಲಿ ಹೆಚ್ಚುವರಿ ಕರ್ಷಕ ಒತ್ತಡವು ಪ್ರೊಫೈಲ್ನಲ್ಲಿ ಬಿರುಕುಗಳನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ.
2. ಹೊರತೆಗೆಯುವಿಕೆಯ ಉಷ್ಣತೆಯು ತುಂಬಾ ಹೆಚ್ಚಾಗಿದೆ, ಲೋಹದ ಮೇಲ್ಮೈಯ ಕರ್ಷಕ ಶಕ್ತಿಯು ಕಡಿಮೆಯಾಗುತ್ತದೆ, ಮತ್ತು ಘರ್ಷಣೆಯ ಕ್ರಿಯೆಯ ಅಡಿಯಲ್ಲಿ ಬಿರುಕುಗಳು ಸಂಭವಿಸುತ್ತವೆ
3. ಹೊರತೆಗೆಯುವಿಕೆಯ ವೇಗವು ತುಂಬಾ ಏರಿಳಿತಗೊಳ್ಳುತ್ತದೆ;
4. ಹೊರತೆಗೆದ ರೇಖೆಯ ತಾಪಮಾನವು ತುಂಬಾ ಹೆಚ್ಚಾಗಿದೆ;
5. ಪೋರಸ್ ಡೈ ಅನ್ನು ಹೊರಹಾಕಿದಾಗ, ಡೈ ಅನ್ನು ಕೇಂದ್ರಕ್ಕೆ ತುಂಬಾ ಹತ್ತಿರದಲ್ಲಿ ಜೋಡಿಸಲಾಗಿದೆ, ಇದರಿಂದ ಸೆಂಟರ್ ಮೆಟಲ್ ಪೂರೈಕೆ ಸಾಕಷ್ಟಿಲ್ಲ, ಆದ್ದರಿಂದ ಮಧ್ಯ ಮತ್ತು ಅಂಚಿನ ವೇಗದ ನಡುವಿನ ವ್ಯತ್ಯಾಸವು ತುಂಬಾ ದೊಡ್ಡದಾಗಿದೆ;
6. ಅಲ್ಯೂಮಿನಿಯಂ ಇಂಗೋಟ್ ಹೋಮೊಜೆನೈಸೇಶನ್ ಉತ್ತಮವಾಗಿಲ್ಲ.
ಹೊರತೆಗೆಯುವ ಬಿರುಕುಗಳಿಗೆ ಪರಿಹಾರಗಳು:
1. ವಿವಿಧ ತಾಪನ ಮತ್ತು ಹೊರತೆಗೆಯುವಿಕೆಯ ವಿಶೇಷಣಗಳನ್ನು ಕಟ್ಟುನಿಟ್ಟಾಗಿ ಕಾರ್ಯಗತಗೊಳಿಸಿ;
2. ಸಾಮಾನ್ಯ ಕಾರ್ಯಾಚರಣೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಉಪಕರಣಗಳು ಮತ್ತು ಸಲಕರಣೆಗಳ ಸಮಯೋಚಿತ ತಪಾಸಣೆ;
3. ಅಚ್ಚು ವಿನ್ಯಾಸವನ್ನು ಮಾರ್ಪಡಿಸಿ, ಎಚ್ಚರಿಕೆಯ ಸಂಸ್ಕರಣೆ, ವಿಶೇಷವಾಗಿ ಅಚ್ಚು ಸೇತುವೆಯ ವಿನ್ಯಾಸ, ವೆಲ್ಡಿಂಗ್ ಚೇಂಬರ್ ಮತ್ತು ಕೋನೀಯ ತ್ರಿಜ್ಯವು ಸಮಂಜಸವಾಗಿರಬೇಕು;
4. ಹೆಚ್ಚಿನ ಮೆಗ್ನೀಸಿಯಮ್ ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹಗಳಲ್ಲಿ ಸೋಡಿಯಂ ಅಂಶವನ್ನು ಕಡಿಮೆ ಮಾಡಿ;
5. ಅದರ ಪ್ಲಾಸ್ಟಿಟಿ ಮತ್ತು ಏಕರೂಪತೆಯನ್ನು ಸುಧಾರಿಸಲು ಬಿಲ್ಲೆಟ್ ಅನ್ನು ಏಕರೂಪಗೊಳಿಸಲಾಗಿದೆ.
ಗಾಳಿಯ ಗುಳ್ಳೆ, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಗಾಳಿಯ ಗುಳ್ಳೆ, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಗಾಳಿಯ ಗುಳ್ಳೆ
ಸ್ಥಳೀಯ ಚರ್ಮದ ಲೋಹವನ್ನು ಮೂಲ ಲೋಹದಿಂದ ನಿರಂತರವಾಗಿ ಅಥವಾ ನಿರಂತರವಾಗಿ ಬೇರ್ಪಡಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಒಂದು ಸುತ್ತಿನ ಏಕ ಅಥವಾ ಪಟ್ಟಿಯ ಆಕಾರದ ಕುಹರದ ಉಬ್ಬುವಿಕೆಯ ದೋಷವನ್ನು ತೋರಿಸುತ್ತದೆ, ಇದನ್ನು ಗಾಳಿಯ ಗುಳ್ಳೆ ಎಂದು ಕರೆಯಲಾಯಿತು.
ಇದು ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆಯ ಒಂದು ರೀತಿಯ ದೋಷವಾಗಿದೆ.
ಗಾಳಿಯ ಗುಳ್ಳೆಗಳ ಮುಖ್ಯ ಕಾರಣಗಳು:
1. ಇದು ಹೊರತೆಗೆಯುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿದ್ದಾಗ, ಹೊರತೆಗೆಯುವ ಕಂಟೇನರ್ ಮತ್ತು ತೇವಾಂಶದೊಂದಿಗೆ ಡಮ್ಮಿ ಬ್ಲಾಕ್, ತೈಲ ಮತ್ತು ಗ್ರ್ಯಾಫೈಟ್;
2. ಹೊರತೆಗೆಯುವ ಕಂಟೇನರ್ ಧರಿಸುವುದರಿಂದ, ಧರಿಸಿರುವ ಭಾಗಗಳು ಮತ್ತು ಇಂಗುಗಳ ನಡುವಿನ ಗಾಳಿಯು ಹೊರತೆಗೆಯುವಿಕೆಯಲ್ಲಿ ಲೋಹದ ಮೇಲ್ಮೈಗೆ ಹೋಗುತ್ತದೆ;
3. ಲೂಬ್ರಿಕಂಟ್ನಲ್ಲಿ ತೇವಾಂಶವಿದೆ;
4. ಬಿಲ್ಲೆಟ್ ರಚನೆಯು ಸ್ವತಃ ಸಡಿಲವಾದ ಮತ್ತು ಸರಂಧ್ರ ದೋಷಗಳನ್ನು ಹೊಂದಿದೆ;
5. ಶಾಖ ಚಿಕಿತ್ಸೆಯ ಉಷ್ಣತೆಯು ತುಂಬಾ ಹೆಚ್ಚಾಗಿದೆ, ಹಿಡುವಳಿ ಸಮಯ ತುಂಬಾ ಉದ್ದವಾಗಿದೆ, ಕುಲುಮೆಯಲ್ಲಿ ವಾತಾವರಣದ ಆರ್ದ್ರತೆ ಹೆಚ್ಚಾಗಿರುತ್ತದೆ;
6. ಉತ್ಪನ್ನದಲ್ಲಿ ಹೈಡ್ರೋಜನ್ ಅಂಶವು ತುಂಬಾ ಹೆಚ್ಚಾಗಿದೆ;
7. ಹೊರತೆಗೆಯುವ ಕಂಟೇನರ್ನ ತಾಪಮಾನ ಮತ್ತು ಬಿಲ್ಲೆಟ್ನ ಉಷ್ಣತೆಯು ತುಂಬಾ ಹೆಚ್ಚಾಗಿದೆ;
8. ಬಿಲ್ಲೆಟ್ಗಳು ಮತ್ತು ಹೊರತೆಗೆಯುವ ಕಂಟೇನರ್ ನಡುವಿನ ಅಂತರವು ತುಂಬಾ ದೊಡ್ಡದಾಗಿದೆ, ಮತ್ತು ಧಾರಕ ಗೋಡೆ ಮತ್ತು ಹೊರತೆಗೆಯುವ ಕಂಟೇನರ್ ನಡುವೆ ಗುಳ್ಳೆಗಳು ಸುಲಭವಾಗಿ ರೂಪುಗೊಳ್ಳುತ್ತವೆ;
9. ಹೊರತೆಗೆಯುವಿಕೆಯ ವೇಗವು ತುಂಬಾ ವೇಗವಾಗಿದೆ, ಮತ್ತು ಹೊರತೆಗೆಯುವ ಧಾರಕದಲ್ಲಿ ಗಾಳಿಯ ಪರಿಮಾಣದ ಹೆಚ್ಚಳದಿಂದ ಉಂಟಾಗುವ ಗಾಳಿಯ ಗುಳ್ಳೆಗಳು.
ಗಾಳಿಯ ಗುಳ್ಳೆಗೆ ಪರಿಹಾರಗಳು
1. ಉಪಕರಣ ಮತ್ತು ಬಿಲ್ಲೆಟ್ಗಳ ಮೇಲ್ಮೈ ಸ್ವಚ್ಛವಾಗಿ ಉಳಿದಿದೆ, ನಯವಾದ ಮತ್ತು ಶುಷ್ಕ;
2. ಹೊರತೆಗೆಯುವ ಕಂಟೇನರ್ ಮತ್ತು ಡಮ್ಮಿ ಬ್ಲಾಕ್ನ ಹೊಂದಾಣಿಕೆಯ ಗಾತ್ರವನ್ನು ಸಮಂಜಸವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಿ, ಮತ್ತು ಹೊರತೆಗೆಯುವ ಧಾರಕವನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಿ. ಹೊರತೆಗೆಯುವ ಧಾರಕದಲ್ಲಿ ಸಮಸ್ಯೆ ಇದ್ದಾಗ, ಅದನ್ನು ಸಮಯಕ್ಕೆ ಸರಿಪಡಿಸಬೇಕು, ಮತ್ತು ಡಮ್ಮಿ ಬ್ಲಾಕ್ ಸಹನೆಯಿಂದ ಹೊರಗುಳಿಯಬಾರದು;
3. ಲೂಬ್ರಿಕಂಟ್ ಸ್ವಚ್ಛ ಮತ್ತು ಶುಷ್ಕವಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ;
4. ಹೊರತೆಗೆಯುವ ಪ್ರಕ್ರಿಯೆಯ ಕಾರ್ಯಾಚರಣೆಯ ಪ್ರಕ್ರಿಯೆಗೆ ಕಟ್ಟುನಿಟ್ಟಾಗಿ ಬದ್ಧರಾಗಿರಿ, ಸಕಾಲಿಕ ನಿಷ್ಕಾಸ, ಸರಿಯಾದ ಕತ್ತರಿಸುವುದು, ಎಣ್ಣೆ ಇಲ್ಲ, ಉಳಿದ ವಸ್ತುಗಳನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ತೆಗೆದುಹಾಕಿ, ಗಿರಣಿ ಮುಕ್ತಾಯ ಮತ್ತು ಉಪಕರಣಗಳು ಮತ್ತು ಅಚ್ಚುಗಳನ್ನು ಸ್ವಚ್ಛವಾಗಿರಿಸಿಕೊಳ್ಳಿ ಮತ್ತು ಕಲುಷಿತವಾಗದಂತೆ ನೋಡಿಕೊಳ್ಳಿ;
5. ಅಲ್ಯೂಮಿನಿಯಂ ಕಾಸ್ಟಿಂಗ್ ಬಿಲ್ಲೆಟ್ಗಳ ಒಳಗಿನ ಗಾಳಿಯ ಅಂಶವನ್ನು ಕಡಿಮೆ ಮಾಡಬೇಕು;
6. ಅಲ್ಯೂಮಿನಿಯಂ ಬಿಲ್ಲೆಟ್ಗಳ ತಾಪಮಾನವನ್ನು ತುಂಬಾ ಹೆಚ್ಚಿಲ್ಲದಂತೆ ನಿಯಂತ್ರಿಸಿ;
7. ಅತಿಯಾದ ನಯಗೊಳಿಸುವಿಕೆಯನ್ನು ತಪ್ಪಿಸಲು ಅನ್ವಯಿಸಲಾದ ಲೂಬ್ರಿಕಂಟ್ ಪ್ರಮಾಣವನ್ನು ನಿಯಂತ್ರಿಸಿ;
8. ಹೊರತೆಗೆಯುವಿಕೆಯ ವೇಗವನ್ನು ನಿಯಂತ್ರಿಸಿ ಮತ್ತು ಹೊರತೆಗೆಯುವ ಪ್ರಕ್ರಿಯೆಯ ಪ್ರಕಾರ ಅದನ್ನು ಮಾಡಿ.
ಸಿಪ್ಪೆಸುಲಿಯುವುದು, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಸಿಪ್ಪೆಸುಲಿಯುವುದು, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಇದು ಚರ್ಮದ ಲೋಹ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹದ ಹೊರತೆಗೆದ ಉತ್ಪನ್ನದ ಮೂಲ ಲೋಹದ ನಡುವೆ ಬೀಳುವ ಒಂದು ವಿದ್ಯಮಾನವಾಗಿದೆ..
ಸಿಪ್ಪೆಸುಲಿಯುವ ಮುಖ್ಯ ಕಾರಣಗಳು:
1. ಇದು ಹೊರತೆಗೆಯುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿದ್ದಾಗ, ಹೊರತೆಗೆಯುವ ಪಾತ್ರೆಯ ಒಳಗಿನ ಗೋಡೆಯು ಅಲ್ಯೂಮಿನಿಯಂ ಲೋಹದಿಂದ ರೂಪುಗೊಂಡ ಲೈನಿಂಗ್ನೊಂದಿಗೆ ಅಂಟಿಕೊಂಡಿರುತ್ತದೆ, ಮತ್ತು ಶುದ್ಧೀಕರಣವು ಸಾಕಾಗುವುದಿಲ್ಲ;
2. ಹೊರತೆಗೆಯುವ ಕಂಟೇನರ್ ಮತ್ತು ಡಮ್ಮಿ ಬ್ಲಾಕ್ ಸರಿಯಾಗಿ ಹೊಂದಿಕೆಯಾಗುವುದಿಲ್ಲ, ಮತ್ತು ಹೊರತೆಗೆಯುವ ಕಂಟೇನರ್ನ ಒಳಗಿನ ಗೋಡೆಯು ಉಳಿದ ಲೋಹದೊಂದಿಗೆ ಜೋಡಿಸಲ್ಪಟ್ಟಿರುತ್ತದೆ;
3. ಹೊರತೆಗೆಯುವ ಧಾರಕವನ್ನು ನಯಗೊಳಿಸುವ ಮೂಲಕ ಹೊರತೆಗೆಯುವಿಕೆ;
4. ಲೋಹ ಅಥವಾ ಅಚ್ಚು ಕೆಲಸ ಮಾಡುವ ಭೂಮಿಯೊಂದಿಗೆ ಡೈ ಹೋಲ್ ತುಂಬಾ ಉದ್ದವಾಗಿದೆ.
ಸಿಪ್ಪೆಸುಲಿಯುವ ಪರಿಹಾರಗಳು:
1. ಮಿಶ್ರಲೋಹವನ್ನು ಬದಲಾಯಿಸುವಾಗ, ಹೊರತೆಗೆಯುವಾಗ ಹೊರತೆಗೆಯುವ ಧಾರಕವನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಸ್ವಚ್ಛಗೊಳಿಸಿ;
2. ಹೊರತೆಗೆಯುವ ಕಂಟೇನರ್ ಮತ್ತು ಡಮ್ಮಿ ಬ್ಲಾಕ್ನ ಫಿಟ್ ಗಾತ್ರವನ್ನು ಸಮಂಜಸವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಿ, ಮತ್ತು ಆಗಾಗ್ಗೆ ಉಪಕರಣದ ಗಾತ್ರವನ್ನು ಪರಿಶೀಲಿಸಿ, ಮತ್ತು ಡಮ್ಮಿ ಬ್ಲಾಕ್ ಸಹನೆಯಿಂದ ಹೊರಗುಳಿಯಬಾರದು;
3. ಅಚ್ಚಿನ ಮೇಲೆ ಉಳಿದಿರುವ ಲೋಹವನ್ನು ಸಮಯಕ್ಕೆ ಸ್ವಚ್ಛಗೊಳಿಸಿ.
4. ಉಪಕರಣ ಮತ್ತು ಬಿಲ್ಲೆಟ್ಗಳ ಮೇಲ್ಮೈ ಸ್ವಚ್ಛವಾಗಿರಬೇಕು, ನಯವಾದ ಮತ್ತು ಶುಷ್ಕ;
5. ಮಿತಿಮೀರಿದ ತಾಪಮಾನ ಮತ್ತು ವೇಗವನ್ನು ತಡೆಗಟ್ಟಲು ಯಾವಾಗಲೂ ಉಪಕರಣಗಳು ಮತ್ತು ಉಪಕರಣವನ್ನು ಪರಿಶೀಲಿಸಿ;
6. ಪ್ರಕ್ರಿಯೆಯ ಕಾರ್ಯವಿಧಾನಗಳು ಮತ್ತು ವ್ಯವಸ್ಥೆಗಳನ್ನು ಕಟ್ಟುನಿಟ್ಟಾಗಿ ಕಾರ್ಯಗತಗೊಳಿಸಿ;
7. ಸಮಂಜಸವಾಗಿ ವಿನ್ಯಾಸ ಮತ್ತು ಅಚ್ಚು ತಯಾರಿಸಿ;
8. ಕಟ್ಟುನಿಟ್ಟಾದ ಕಾರ್ಯಾಚರಣೆ, ಉಳಿದ ವಸ್ತುಗಳ ಸರಿಯಾದ ಕತ್ತರಿಸುವುದು ಮತ್ತು ಸಂಪೂರ್ಣ ನಿಷ್ಕಾಸ.
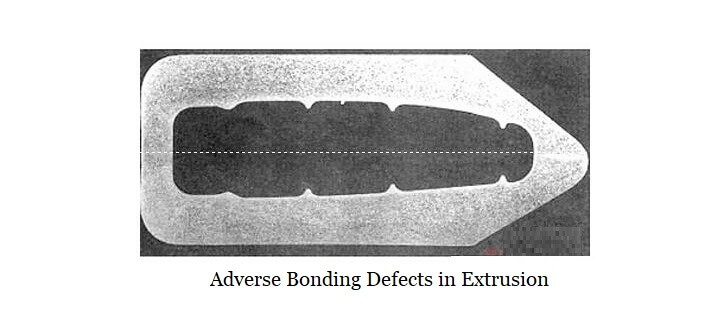
ಪ್ರತಿಕೂಲ ಬಂಧದ ದೋಷಗಳು, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಪ್ರತಿಕೂಲ ಬಂಧದ ದೋಷಗಳು, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಪೋರ್ಟೋಲ್ ಅಚ್ಚಿನಿಂದ ಹೊರತೆಗೆಯಲಾದ ಟೊಳ್ಳಾದ ಉತ್ಪನ್ನವು ಡಿಲಾಮಿನೇಟೆಡ್ ಅಥವಾ ಬಂಧದ ಜಂಟಿಯಲ್ಲಿ ಸಂಪೂರ್ಣವಾಗಿ ಬಂಧಿತವಾಗಿಲ್ಲದ ವಿದ್ಯಮಾನವನ್ನು ಪ್ರತಿಕೂಲ ಬಂಧ ದೋಷಗಳು ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ..
ಪ್ರತಿಕೂಲ ಬಂಧ ದೋಷಗಳು ಕಾರಣಗಳು
1. ಹೊರತೆಗೆಯುವ ಗುಣಾಂಕವು ಚಿಕ್ಕದಾಗಿದೆ, ಹೊರತೆಗೆಯುವಿಕೆಯ ಉಷ್ಣತೆಯು ಕಡಿಮೆಯಾಗಿದೆ ಮತ್ತು ಹೊರತೆಗೆಯುವಿಕೆಯ ವೇಗವು ವೇಗವಾಗಿರುತ್ತದೆ;
2. ಹೊರತೆಗೆಯುವ ಬಿಲ್ಲೆಟ್ಗಳು ಅಥವಾ ಉಪಕರಣಗಳು ಸ್ವಚ್ಛವಾಗಿಲ್ಲ;
3. ಎಣ್ಣೆಯಿಂದ ಹೊರತೆಗೆಯುವ ಅಚ್ಚು;
4. ಅಚ್ಚು ವಿನ್ಯಾಸವು ಅಸಮರ್ಪಕವಾಗಿದೆ, ಹೈಡ್ರೋಸ್ಟಾಟಿಕ್ ಒತ್ತಡವು ಸಾಕಷ್ಟು ಅಥವಾ ಅಸಮವಾಗಿರುವುದಿಲ್ಲ, ಮತ್ತು ಪೋರ್ಹೋಲ್ನ ವಿನ್ಯಾಸವು ಅಸಮಂಜಸವಾಗಿದೆ;
5. ಬಿಲ್ಲೆಟ್ ಮೇಲ್ಮೈಯಲ್ಲಿ ತೈಲವಿದೆ
ಗಾಗಿ ಪರಿಹಾರಗಳು ಪ್ರತಿಕೂಲ ಬಂಧದ ದೋಷಗಳು
1. ಹೊರತೆಗೆಯುವ ಗುಣಾಂಕವನ್ನು ಸೂಕ್ತವಾಗಿ ಹೆಚ್ಚಿಸಿ, ಹೊರತೆಗೆಯುವಿಕೆಯ ತಾಪಮಾನ ಮತ್ತು ಹೊರತೆಗೆಯುವಿಕೆಯ ವೇಗವನ್ನು ಹೊಂದಿಸಿ;
2. ಅಚ್ಚುಗಳಿಗೆ ಸಮಂಜಸವಾದ ವಿನ್ಯಾಸ ಮತ್ತು ತಯಾರಿಕೆ;
3. ಹೊರತೆಗೆಯುವ ಕಂಟೇನರ್ ಮತ್ತು ಡಮ್ಮಿ ಬ್ಲಾಕ್ ಅನ್ನು ಎಣ್ಣೆ ಹಾಕಬಾರದು ಮತ್ತು ಸ್ವಚ್ಛವಾಗಿ ಇಡಬೇಕು;
4. ಶುದ್ಧ ಮೇಲ್ಮೈ ಹೊಂದಿರುವ ಬಿಲ್ಲೆಟ್ಗಳು.
ಸ್ಕ್ರಾಚ್, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಸ್ಕ್ರಾಚ್, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆಯಲ್ಲಿ ಸ್ಕ್ರಾಚ್ ಕಾರಣಗಳು ಮತ್ತು ಪರಿಹಾರಗಳು
ಸ್ಕ್ರಾಚ್
ಚೂಪಾದ ವಸ್ತು ಮತ್ತು ಮೇಲ್ಮೈ ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ನಡುವಿನ ಸಂಪರ್ಕದಿಂದಾಗಿ, ತುಲನಾತ್ಮಕವಾಗಿ ಚಲಿಸುವುದರಿಂದ ಉಂಟಾಗುವ ರೇಖೆ ಅಥವಾ ಪಟ್ಟಿಯ ಯಾಂತ್ರಿಕ ಹಾನಿಯನ್ನು ಸ್ಕ್ರಾಚ್ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
ಅಥವಾ ಹೊರತೆಗೆದ ಉತ್ಪನ್ನದ ಮೇಲ್ಮೈ ಇತರ ವಸ್ತುಗಳ ಅಂಚುಗಳು ಅಥವಾ ಮೇಲ್ಮೈಗಳೊಂದಿಗೆ ಸಂಪರ್ಕಕ್ಕೆ ಬರುತ್ತದೆ, ಉತ್ಪನ್ನದ ಮೇಲ್ಮೈಯಲ್ಲಿ ಸಾಪೇಕ್ಷ ಸ್ಲೈಡಿಂಗ್ ಅಥವಾ ಸ್ಥಳಾಂತರದಿಂದ ಉಂಟಾದ ರೇಖೆ ಅಥವಾ ಸ್ಟ್ರಿಪ್ ಸ್ಕ್ರಾಚ್ ಕೂಡ ಸ್ಕ್ರಾಚ್ ಆಗಿದೆ.
ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಗೀರುಗಳಿಗೆ ಕಾರಣಗಳು
1. ಉಪಕರಣದ ಜೋಡಣೆ ಸರಿಯಾಗಿಲ್ಲ, ರವಾನೆ ಮತ್ತು ಕೆಲಸದ ಟೇಬಲ್ ಮೃದುವಾಗಿಲ್ಲ, ಮತ್ತು ಚೂಪಾದ ಮೂಲೆಗಳು ಅಥವಾ ವಿದೇಶಿ ವಸ್ತುಗಳು ಇವೆ;
2. ಲೋಹದ ಕಣಗಳೊಂದಿಗೆ ಅಚ್ಚು ಭೂಮಿ ಅಥವಾ ಅಚ್ಚು ಭೂಮಿ ಹಾನಿಗೊಳಗಾಗುತ್ತದೆ;
3. ನಯಗೊಳಿಸುವ ಎಣ್ಣೆಯಲ್ಲಿ ಮರಳು ಅಥವಾ ಮುರಿದ ಲೋಹದ ಸ್ಕ್ರ್ಯಾಪ್ಗಳಿವೆ;
4. ನಿರ್ವಹಣೆ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಅಸಮರ್ಪಕ ಕಾರ್ಯಾಚರಣೆ, ಎತ್ತುವುದು ಸೂಕ್ತವಲ್ಲ;
5. ಹೊರತೆಗೆಯುವ ಡೈ ಗಂಭೀರವಾಗಿ ಧರಿಸಲಾಗುತ್ತದೆ;
6. ಅಲ್ಯೂಮಿನಿಯಂ ಬಿಲ್ಲೆಟ್ಗಳ ಅಧಿಕ-ತಾಪಮಾನದಿಂದಾಗಿ, ಡೈ ಹೋಲ್ ಅಲ್ಯೂಮಿನಿಯಂಗೆ ಅಂಟಿಕೊಂಡಿರುತ್ತದೆ ಅಥವಾ ಡೈ ಹೋಲ್ ವರ್ಕಿಂಗ್ ಬೆಲ್ಟ್ ಹಾನಿಗೊಳಗಾಗುತ್ತದೆ;
7. ಗ್ರ್ಯಾಫೈಟ್, ತೈಲ ಮತ್ತು ಇತರ ಕೊಳಕು ಹೊರತೆಗೆಯುವ ಪಾತ್ರೆಯಲ್ಲಿ ಬೀಳುತ್ತದೆ;
8. ಹೊರತೆಗೆಯುವ ಉತ್ಪನ್ನಗಳು ಪರಸ್ಪರ ಚಲಿಸುತ್ತವೆ, ಮೇಲ್ಮೈ ಗೀರುಗಳನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ; ಹೊರತೆಗೆಯುವಿಕೆ ಅಸಮಾನವಾಗಿ ಹರಿಯುತ್ತದೆ, ಪ್ರೊಫೈಲ್ ನೇರ ಸಾಲಿನಲ್ಲಿ ಹರಿಯುವುದಿಲ್ಲ, ಪ್ರೊಫೈಲ್ಗಳು ಮತ್ತು ಪ್ರೊಫೈಲ್ಗಳ ನಡುವೆ ಮತ್ತು ಪ್ರೊಫೈಲ್ ಮತ್ತು ಗೈಡ್ಗಳು ಮತ್ತು ವರ್ಕ್ಬೆಂಚ್ ನಡುವೆ ಗೀರುಗಳು.
ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಸ್ಕ್ರಾಚ್ಗೆ ಪರಿಹಾರಗಳು
1. ಸಾವಯುವ ಭೂಮಿಯನ್ನು ತ್ವರಿತವಾಗಿ ಪರಿಶೀಲಿಸಿ ಮತ್ತು ಪಾಲಿಶ್ ಮಾಡಿ;
2. ಉತ್ಪನ್ನ ರವಾನೆ ಮತ್ತು ಪೇರಿಸುವಿಕೆಯನ್ನು ಪರಿಶೀಲಿಸಿ;
3. ಚಲಿಸುವ ಸಮಯದಲ್ಲಿ ಯಾಂತ್ರಿಕ ಪ್ರಭಾವ ಮತ್ತು ಸ್ಕ್ರಾಚ್ ಅನ್ನು ತಪ್ಪಿಸಿ;
4. ಲೋಡಿಂಗ್ ಮತ್ತು ಅನ್ಲೋಡಿಂಗ್ನಲ್ಲಿ ಎಚ್ಚರಿಕೆಯಿಂದ ಕಾರ್ಯನಿರ್ವಹಿಸಿ;
5. ಸಮಯಕ್ಕೆ ಅನರ್ಹವಾದ ಹೊರತೆಗೆಯುವಿಕೆಯನ್ನು ಪರೀಕ್ಷಿಸಿ ಮತ್ತು ಬದಲಾಯಿಸಿ;
6. ಗಿರಣಿ ಮುಕ್ತಾಯದ ಪ್ರೊಫೈಲ್ನ ತಾಪನ ತಾಪಮಾನವನ್ನು ನಿಯಂತ್ರಿಸಿ;
7. ಹೊರತೆಗೆಯುವ ಕಂಟೇನರ್ ಮತ್ತು ಗಿರಣಿ ಮುಕ್ತಾಯದ ಮೇಲ್ಮೈ ಸ್ವಚ್ಛ ಮತ್ತು ಶುಷ್ಕವಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ;
8. ಏಕರೂಪದ ವೇಗವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಹೊರತೆಗೆಯುವಿಕೆಯ ವೇಗವನ್ನು ನಿಯಂತ್ರಿಸಿ.
ಡೈ ಲೈನ್, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಡೈ ಲೈನ್, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಹೊರತೆಗೆಯುವಿಕೆ ಡೈ ಲೈನ್ ಕಾರಣಗಳು ಮತ್ತು ಪರಿಹಾರಗಳು
ಹೊರತೆಗೆಯುವಿಕೆ ಡೈ ಲೈನ್
ಹೊರತೆಗೆದ ಪ್ರೊಫೈಲ್ಗಳ ಮೇಲ್ಮೈಯಲ್ಲಿ ರೇಖಾಂಶದ ಖಿನ್ನತೆ ಅಥವಾ ಮುಂಚಾಚಿರುವಿಕೆ ರೂಪುಗೊಳ್ಳುತ್ತದೆ.
ಡೈ ಲೈನ್ಗಳು ಎಲ್ಲಾ ಹೊರತೆಗೆಯುವಿಕೆಗಳಲ್ಲಿ ಸ್ವಲ್ಪ ಮಟ್ಟಿಗೆ ಇರುತ್ತವೆ ಮತ್ತು ಡೈ ಬೇರಿಂಗ್ನ ಒರಟಾಗುವಿಕೆಯಿಂದ ಉಂಟಾಗುತ್ತದೆ.
ಡೈ ಲೈನ್ ಮುಖ್ಯ ಕಾರಣಗಳು:
ಮುಖ್ಯ ಕಾರಣ: ಡೈ ಲ್ಯಾಂಡ್ ಸಂಪೂರ್ಣ ಮೃದುತ್ವವನ್ನು ಸಾಧಿಸಲು ಸಾಧ್ಯವಿಲ್ಲ.
ಡೈ ಲೈನ್ಗೆ ಪರಿಹಾರಗಳು:
1. ಸಾಯುವ ಭೂಮಿಯ ಮೇಲ್ಮೈ ಸ್ವಚ್ಛವಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ, ನಯವಾದ ಮತ್ತು ಚೂಪಾದ ಅಂಚುಗಳಿಲ್ಲದೆ;
2. ಹೆಚ್ಚಿನ ಮೇಲ್ಮೈ ಗಡಸುತನವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಸಮಂಜಸವಾದ ನೈಟ್ರೈಡಿಂಗ್ ಚಿಕಿತ್ಸೆ;
3. ಡೈಸ್ ಅನ್ನು ಸರಿಯಾಗಿ ಮಾರ್ಪಡಿಸಿ;
4. ಡೈ ಲ್ಯಾಂಡ್ ಅನ್ನು ಸಮಂಜಸವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಿ, ಮತ್ತು ಡೈ ಲ್ಯಾಂಡ್ ತುಂಬಾ ಉದ್ದವಾಗಿರಬಾರದು.
ಬ್ರೈಟ್ ಸ್ಟಾರ್ ಅಲ್ಯೂಮಿನಿಯಂ ಯಂತ್ರ ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಮೇಲ್ಮೈ ದೋಷಗಳು ಹಲ್ಲುಜ್ಜುವುದು ಮತ್ತು ಸ್ವಚ್ಛಗೊಳಿಸುವ ಯಂತ್ರ, ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಪಾಲಿಶ್ ಯಂತ್ರ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಶಾಟ್ ಬ್ಲಾಸ್ಟಿಂಗ್ ಯಂತ್ರ ಡೈ ಲೈನ್ಗಳನ್ನು ಪರಿಣಾಮಕಾರಿಯಾಗಿ ತೆಗೆದುಹಾಕಬಹುದು, ಇದು ನಿಮ್ಮ ಲಾಭವನ್ನು ಹೆಚ್ಚಿಸಬಹುದು ಮತ್ತು NG ದರವನ್ನು ಕಡಿಮೆ ಮಾಡಬಹುದು.
ಟರ್ನ್ಕೀ ಯೋಜನೆ ಮತ್ತು ಪೂರ್ಣಗೊಂಡ ಪರಿಹಾರ, ಪ್ಯಾಕೇಜ್ ಒಪ್ಪಂದ ಮತ್ತು ಒಂದು ನಿಲುಗಡೆ ಸೇವೆ.
ಅಲ್ಯೂಮಿನಿಯಂ ಯಂತ್ರಗಳಲ್ಲಿ ವಿಶ್ವಾಸಾರ್ಹವಾದ ಯಾವುದೇ ಬಾಧ್ಯತೆಯ ಉಲ್ಲೇಖವನ್ನು ಪಡೆಯಲು ಈಗ ನಮ್ಮನ್ನು ಸಂಪರ್ಕಿಸಿ!
ಟ್ವಿಸ್ಟ್, ಬಾಗಿ ಮತ್ತು ಅಲೆಯ, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಟ್ವಿಸ್ಟ್, ಬಾಗಿ ಮತ್ತು ಅಲೆಯ, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಟ್ವಿಸ್ಟ್, ಬಾಗಿ ಮತ್ತು ಅಲೆಯ
ಹೊರತೆಗೆದ ಉತ್ಪನ್ನದ ಅಡ್ಡ-ವಿಭಾಗವು ರೇಖಾಂಶದ ದಿಕ್ಕಿನಲ್ಲಿ ಕೋನೀಯವಾಗಿ ತಿರುಗುವ ವಿದ್ಯಮಾನವನ್ನು ತಿರುಚುವಿಕೆ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
ಉತ್ಪನ್ನವು ರೇಖಾಂಶದ ದಿಕ್ಕಿನಲ್ಲಿ ಬಾಗಿದ ಅಥವಾ ಬ್ಲೇಡ್ ನೇರವಾಗಿರದ ವಿದ್ಯಮಾನವನ್ನು ಬಾಗುವುದು ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
ಲೇಖನದ ಉದ್ದದ ದಿಕ್ಕಿನಲ್ಲಿ ನಿರಂತರ ಏರಿಳಿತಗಳ ವಿದ್ಯಮಾನವನ್ನು ತರಂಗ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
ಟ್ವಿಸ್ಟ್ನ ಮುಖ್ಯ ಕಾರಣಗಳು, ಬಾಗುವುದು ಮತ್ತು ತರಂಗ:
1. ಡೈ ಹೋಲ್ನ ವಿನ್ಯಾಸವನ್ನು ಸರಿಯಾಗಿ ಜೋಡಿಸಲಾಗಿಲ್ಲ, ಅಥವಾ ಡೈ ಭೂಮಿಯ ಗಾತ್ರ ಹಂಚಿಕೆ ಅಸಮಂಜಸವಾಗಿದೆ;
2, ಡೈ ಹೋಲ್ ಸಂಸ್ಕರಣೆಯ ನಿಖರತೆ ಕಳಪೆಯಾಗಿದೆ;
3. ಸೂಕ್ತ ಮಾರ್ಗದರ್ಶಿ ಮತ್ತು ಎಳೆಯುವವರಿಲ್ಲ
4. ಅಸಮರ್ಪಕ ಡೈ ರಿಪೇರಿ;
5, ಅನುಚಿತ ಹೊರತೆಗೆಯುವಿಕೆ ತಾಪಮಾನ ಮತ್ತು ವೇಗ;
6. ವಯಸ್ಸಾದ ಚಿಕಿತ್ಸೆಯ ಮೊದಲು ಉತ್ಪನ್ನವನ್ನು ಪೂರ್ವ-ನೇರಗೊಳಿಸಲಾಗಿಲ್ಲ;
7. ಆನ್ಲೈನ್ ಶಾಖ ಚಿಕಿತ್ಸೆಯ ಸಮಯದಲ್ಲಿ ಅಸಮ ಕೂಲಿಂಗ್.
ಟ್ವಿಸ್ಟ್ಗೆ ಪರಿಹಾರಗಳು, ಬಾಗುವುದು ಮತ್ತು ತರಂಗ:
1. ಅಚ್ಚು ವಿನ್ಯಾಸ ಮತ್ತು ಉತ್ಪಾದನಾ ಮಟ್ಟವನ್ನು ಸುಧಾರಿಸಿ;
2. ಸೂಕ್ತವಾದ ಮಾರ್ಗದರ್ಶಿ ಮತ್ತು ಎಳೆಯುವವರನ್ನು ಸ್ಥಾಪಿಸಿ;
3. ಸ್ಥಳೀಯ ನಯಗೊಳಿಸುವಿಕೆಯಿಂದ ಲೋಹದ ಹರಿವಿನ ಪ್ರಮಾಣವನ್ನು ಹೊಂದಿಸಿ, ಅಚ್ಚು ಮಾರ್ಪಾಡು ಮತ್ತು ತಿರುವು ಅಥವಾ ಪೋರ್ಹೋಲ್ನ ವಿನ್ಯಾಸವನ್ನು ಬದಲಾಯಿಸುವುದು;
4. ಹೊರತೆಗೆಯುವಿಕೆಯನ್ನು ಹೆಚ್ಚು ಏಕರೂಪವಾಗಿಸಲು ಹೊರತೆಗೆಯುವಿಕೆಯ ತಾಪಮಾನ ಮತ್ತು ವೇಗವನ್ನು ಸಮಂಜಸವಾಗಿ ಹೊಂದಿಸಿ;
5. ವಯಸ್ಸಾದ ಚಿಕಿತ್ಸೆಯ ತಾಪಮಾನವನ್ನು ಸೂಕ್ತವಾಗಿ ಕಡಿಮೆ ಮಾಡಿ ಅಥವಾ ಪರಿಹಾರ ಚಿಕಿತ್ಸೆಗಾಗಿ ನೀರಿನ ತಾಪಮಾನವನ್ನು ಹೆಚ್ಚಿಸಿ;
6. ಆನ್ಲೈನ್ ಕ್ವೆನ್ಚಿಂಗ್ ಸಮಯದಲ್ಲಿ ಏಕರೂಪದ ಕೂಲಿಂಗ್ ಅನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ.
ಗಟ್ಟಿಯಾಗಿ ಬಾಗುವುದು, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಗಟ್ಟಿಯಾಗಿ ಬಾಗುವುದು, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಹಾರ್ಡ್ ಬಾಗುವಿಕೆಯ ಕಾರಣಗಳು ಮತ್ತು ಪರಿಹಾರಗಳು
ಗಟ್ಟಿಯಾಗಿ ಬಾಗುವುದು
ಉದ್ದದಲ್ಲಿ ಎಲ್ಲೋ ಹೊರತೆಗೆದ ಉತ್ಪನ್ನದ ಹಠಾತ್ ಬಾಗುವಿಕೆಯನ್ನು ಹಾರ್ಡ್ ಬಾಗುವಿಕೆ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
ಹಾರ್ಡ್ ಬಾಗುವಿಕೆಯ ಮುಖ್ಯ ಕಾರಣಗಳು:
1. ಹೊರತೆಗೆಯುವಿಕೆಯ ವೇಗವು ಅಸಮವಾಗಿದೆ, ನಿಧಾನ ವೇಗದಿಂದ ಹೆಚ್ಚಿನ ವೇಗಕ್ಕೆ ಇದ್ದಕ್ಕಿದ್ದಂತೆ ಬದಲಾಗುತ್ತಿದೆ, ಅಥವಾ ಇದ್ದಕ್ಕಿದ್ದಂತೆ ಹೆಚ್ಚಿನ ವೇಗದಿಂದ ನಿಧಾನ ವೇಗಕ್ಕೆ ಬದಲಾಗುವುದು, ಮತ್ತು ಇದ್ದಕ್ಕಿದ್ದಂತೆ ನಿಲ್ಲುತ್ತದೆ;
2. ಹೊರತೆಗೆಯುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಹೊರತೆಗೆಯುವ ಪ್ರೊಫೈಲ್ಗಳನ್ನು ಅಷ್ಟೇನೂ ಚಲಿಸುವುದಿಲ್ಲ;
3. ಹೊರತೆಗೆಯುವ ರೇಖೆಯ ಕೆಲಸದ ಕೋಷ್ಟಕವು ನೇರವಾಗಿಲ್ಲ.
ಹಾರ್ಡ್ ಬಾಗುವಿಕೆಗೆ ಪರಿಹಾರಗಳು:
1. ಹೊರತೆಗೆಯುವ ವೇಗವನ್ನು ನಿಲ್ಲಿಸಬೇಡಿ ಅಥವಾ ಇದ್ದಕ್ಕಿದ್ದಂತೆ ಬದಲಾಯಿಸಬೇಡಿ;
2. ಪ್ರೊಫೈಲ್ ಅನ್ನು ಹಠಾತ್ತನೆ ಕೈಯಿಂದ ಸರಿಸಬೇಡಿ;
3. ರನೌಟ್ ಟೇಬಲ್ ಕ್ಲೀನ್ ಮತ್ತು ನಯವಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಮತ್ತು ರೋಲರ್ ನಯವಾಗಿದೆ ಮತ್ತು ಯಾವುದೇ ಅವಶೇಷಗಳಿಲ್ಲ, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವ ಪ್ರೊಫೈಲ್ ಯಾವುದೇ ತೊಂದರೆ ಇಲ್ಲದೆ ರವಾನಿಸುತ್ತದೆ.
ಹೊಂಡದ ಮೇಲ್ಮೈ, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಹೊಂಡದ ಮೇಲ್ಮೈ, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಹೊಂಡದ ಮೇಲ್ಮೈ ಕಾರಣಗಳು ಮತ್ತು ಪರಿಹಾರಗಳು
ಹೊಂಡದ ಮೇಲ್ಮೈ
ಇದು ಹೊರತೆಗೆದ ಉತ್ಪನ್ನದ ಮೇಲ್ಮೈ ದೋಷವಾಗಿದೆ, ಅಂದರೆ ಉತ್ಪನ್ನದ ಮೇಲ್ಮೈ a ಸಣ್ಣ ಒರಟು ಮತ್ತು ಅಸಮ ನಿರಂತರ ತೇಪೆ ಹಾಳೆ ಮತ್ತು ಪಾಯಿಂಟ್ ಗೀರುಗಳು, ಪಿಟ್ಟಿಂಗ್ ಮತ್ತು ಲೋಹದ ಮುಂಚಾಚಿರುವಿಕೆ.
ಹೊಂಡದ ಮೇಲ್ಮೈಗೆ ಮುಖ್ಯ ಕಾರಣಗಳು:
1. ಅಚ್ಚು ಗಡಸುತನವು ಸಾಕಾಗುವುದಿಲ್ಲ ಅಥವಾ ಗಡಸುತನವು ಏಕರೂಪವಾಗಿರುವುದಿಲ್ಲ;
2. ಹೊರತೆಗೆಯುವಿಕೆಯ ಉಷ್ಣತೆಯು ತುಂಬಾ ಹೆಚ್ಚಾಗಿದೆ;
3. ಹೊರತೆಗೆಯುವಿಕೆಯ ವೇಗವು ತುಂಬಾ ವೇಗವಾಗಿದೆ;
4 ಅಚ್ಚು ಬೇರಿಂಗ್ ತುಂಬಾ ಉದ್ದವಾಗಿದೆ, ಒರಟು ಅಥವಾ ಜಿಗುಟಾದ ಲೋಹ;
5. ಹೊರತೆಗೆದ ಗಿರಣಿ ಮುಕ್ತಾಯದ ಪ್ರೊಫೈಲ್ ತುಂಬಾ ಉದ್ದವಾಗಿದೆ.
ಹೊಂಡದ ಮೇಲ್ಮೈಗಳಿಗೆ ಪರಿಹಾರಗಳು:
1. ಅಚ್ಚು ಬೇರಿಂಗ್ನ ಗಡಸುತನ ಮತ್ತು ಗಡಸುತನದ ಏಕರೂಪತೆಯನ್ನು ಸುಧಾರಿಸಿ;
2. ನಿಯಮಗಳಿಗೆ ಅನುಸಾರವಾಗಿ ಹೊರತೆಗೆಯುವ ಕಂಟೇನರ್ ಮತ್ತು ಬಿಲ್ಲೆಟ್ಗಳನ್ನು ಬಿಸಿ ಮಾಡಿ, ಮತ್ತು ಸೂಕ್ತವಾದ ಹೊರತೆಗೆಯುವ ವೇಗವನ್ನು ಬಳಸಿ;
3. ಅಚ್ಚನ್ನು ಸಮಂಜಸವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಿ, ಅಚ್ಚು ಬೇರಿಂಗ್ನ ಮೇಲ್ಮೈ ಒರಟುತನವನ್ನು ಕಡಿಮೆ ಮಾಡಿ, ಮತ್ತು ಮೇಲ್ಮೈ ತಪಾಸಣೆ ಬಲಪಡಿಸಲು, ಅಚ್ಚು ಬೇರಿಂಗ್ಗಾಗಿ ದುರಸ್ತಿ ಮತ್ತು ಹೊಳಪು;
4. ಸಮಂಜಸವಾದ ಅಲ್ಯೂಮಿನಿಯಂ ಬಿಲ್ಲೆಟ್ ಉದ್ದವನ್ನು ಬಳಸಿ.
ಕಿತ್ತಳೆ ಸಿಪ್ಪೆ, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಕಿತ್ತಳೆ ಸಿಪ್ಪೆ, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಕಿತ್ತಳೆ ಸಿಪ್ಪೆ ಚಿತ್ರಿಸಿದ ಮತ್ತು ಎರಕಹೊಯ್ದ ಮೇಲ್ಮೈಗಳಲ್ಲಿ ಅಭಿವೃದ್ಧಿಪಡಿಸಬಹುದಾದ ಒಂದು ನಿರ್ದಿಷ್ಟ ರೀತಿಯ ಮುಕ್ತಾಯವಾಗಿದೆ, ಸಹ ಪರದೆಯ ರಕ್ಷಕಗಳು.
ವಿನ್ಯಾಸವು ಕಿತ್ತಳೆ ಚರ್ಮದ ಮೇಲ್ಮೈಯನ್ನು ಹೋಲುತ್ತದೆ, ಆದ್ದರಿಂದ ಹೆಸರು “ಕಿತ್ತಳೆ ಸಿಪ್ಪೆ” ಉಚಿತ ವಿಶ್ವಕೋಶವಾದ ವಿಕಿಪೀಡಿಯಾದಿಂದ
ಹೊರತೆಗೆದ ಉತ್ಪನ್ನದ ಮೇಲ್ಮೈ ಕಿತ್ತಳೆ ಸಿಪ್ಪೆಯಂತಹ ಅಸಮ ಸುಕ್ಕುಗಳನ್ನು ಹೊಂದಿರುತ್ತದೆ, ಮೇಲ್ಮೈ ಸುಕ್ಕುಗಳು ಎಂದೂ ಕರೆಯುತ್ತಾರೆ.
ಹೊರತೆಗೆಯುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಇದು ಒರಟಾದ ಧಾನ್ಯಗಳಿಂದ ಉಂಟಾಗುತ್ತದೆ. ಒರಟಾದ ಧಾನ್ಯಗಳು, ಹೆಚ್ಚು ಸ್ಪಷ್ಟವಾದ ಸುಕ್ಕುಗಳು.
ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ಗಳ ನೇರಗೊಳಿಸುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಮೇಲ್ಮೈ ಪದರವು ಕಿತ್ತಳೆ ಸಿಪ್ಪೆಯ ವಿದ್ಯಮಾನವನ್ನು ಹೊಂದಿದ್ದರೆ, ವಾಸ್ತವವಾಗಿ, ಇದು ಮೇಲ್ಮೈ ಲೋಹದ ಬಿರುಕುಗಳು ಉತ್ಪತ್ತಿಯಾಗುತ್ತದೆ, ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ಗಳ ಮೇಲ್ಮೈ ಲೋಹದ ಮೇಲಿನ ಒತ್ತಡವು ಮೂಲ ಲೋಹಕ್ಕಿಂತ ಹೆಚ್ಚಾಗಿರುತ್ತದೆ, ತೀವ್ರತೆಯನ್ನು ಹೆಚ್ಚಿಸಿದರೆ, ಮೂಲ ದೇಹವು ನೇರವಾಗಿ ಮುರಿದುಹೋಗುತ್ತದೆ.
ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆಯ ಕಿತ್ತಳೆ ಸಿಪ್ಪೆಯ ಮುಖ್ಯ ಕಾರಣಗಳು
1. ಬಿಲ್ಲೆಟ್ ರಚನೆಯು ಅಸಮವಾಗಿದೆ ಮತ್ತು ಏಕರೂಪದ ಚಿಕಿತ್ಸೆಯು ಸಾಕಾಗುವುದಿಲ್ಲ;
2. ಹೊರತೆಗೆಯುವ ಪರಿಸ್ಥಿತಿಗಳು ಅಸಮಂಜಸವಾಗಿದೆ, ಮತ್ತು ಸಿದ್ಧಪಡಿಸಿದ ಉತ್ಪನ್ನದ ಧಾನ್ಯಗಳು ಒರಟಾಗಿರುತ್ತವೆ;
3. ಸ್ಟ್ರೆಚಿಂಗ್ ಮತ್ತು ನೇರಗೊಳಿಸುವಿಕೆಯ ಕೆಲಸವು ಓವರ್ಲೋಡ್ ಆಗಿದೆ;
4. ಹೊರತೆಗೆಯುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ವಿರೂಪ.
ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆಯ ಕಿತ್ತಳೆ ಸಿಪ್ಪೆಗೆ ಪರಿಹಾರಗಳು
1. ಸಮಂಜಸೀಕರಣ ಚಿಕಿತ್ಸೆಯ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಸಮಂಜಸವಾಗಿ ನಿಯಂತ್ರಿಸಿ;
2. ಹೊರತೆಗೆಯುವಿಕೆಯ ಆಕಾರವು ಸಾಧ್ಯವಾದಷ್ಟು ಏಕರೂಪವಾಗಿದೆ (ಹೊರತೆಗೆಯುವ ತಾಪಮಾನವನ್ನು ನಿಯಂತ್ರಿಸಿ, ವೇಗ, ಇತ್ಯಾದಿ)
3. ಓವರ್ಲೋಡ್ ಅಲ್ಲ ನೇರಗೊಳಿಸುವಿಕೆಯನ್ನು ನಿಯಂತ್ರಿಸಿ;
4. ಹೊರತೆಗೆಯುವ ಪ್ರೊಫೈಲ್ಗಳ ನೇರತೆಯನ್ನು ನಿಯಂತ್ರಿಸಿ, ದುರಸ್ತಿ ಅಚ್ಚುಗಳನ್ನು ಬಲಪಡಿಸಲು;
5. ಎಳೆಯುವ ಸಾಧನದೊಂದಿಗೆ ಸಜ್ಜುಗೊಂಡಿದೆ, ಹೊರತೆಗೆಯುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ವಿರೂಪವನ್ನು ತಪ್ಪಿಸಿ;
6. ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ನ ಹಿಗ್ಗಿಸಲಾದ ದರವನ್ನು ನಿಯಂತ್ರಿಸಿ, ಮೇಲ್ಮೈ ಗುಣಮಟ್ಟ ಮತ್ತು ನೇರತೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು, ಮತ್ತು ವಿಸ್ತರಿಸುವ ಸಮಯದಲ್ಲಿ ಬಾಗುವಿಕೆಯನ್ನು ಕಟ್ಟುನಿಟ್ಟಾಗಿ ನಿಯಂತ್ರಿಸಿ;
7. ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ನ ಹಿಗ್ಗಿಸಲಾದ ದರವನ್ನು ನಿಯಂತ್ರಿಸಿ, ನೇರತೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಮತ್ತು ಮೇಲ್ಮೈ ಗುಣಮಟ್ಟವನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳಲು, ಎರಡೂ ತುದಿಗಳನ್ನು ಮತ್ತು ವಿರೂಪ ಭಾಗಗಳನ್ನು ಹೆಚ್ಚು ವಿಸ್ತರಿಸುವುದನ್ನು ಕತ್ತರಿಸಿ.
ಬ್ರೈಟ್ಸ್ಟಾರ್ ಅಲ್ಯೂಮಿನಿಯಂ ಯಂತ್ರೋಪಕರಣಗಳು ಮಾತ್ರವಲ್ಲದೆ ಒದಗಿಸುತ್ತದೆ ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಆಕಾರ ಸರಿಪಡಿಸುವಿಕೆ, ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಸುತ್ತುವ ಯಂತ್ರ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಪಾಲಿಶಿಂಗ್ ಯಂತ್ರ, ಆದರೆ ದಿ ಮರದ ಧಾನ್ಯ ಪರಿಣಾಮ ಉತ್ಪತನ ಯಂತ್ರ, ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಬ್ರಶಿಂಗ್ ಸ್ವಚ್ಛಗೊಳಿಸುವ ಯಂತ್ರ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಶಾಟ್ ಬ್ಲಾಸ್ಟಿಂಗ್ ಯಂತ್ರ, ನಮ್ಮ ಗ್ರಾಹಕರಿಗೆ ಇತ್ಯಾದಿ.
ಟರ್ನ್ಕೀ ಯೋಜನೆ ಮತ್ತು ಸಂಪೂರ್ಣ ಪರಿಹಾರ, ಪ್ಯಾಕೇಜ್ ಡೀಲ್ ಮತ್ತು ಒಂದು-ನಿಲುಗಡೆ ಸೇವೆ.
ಲೋಹ ಮತ್ತು ಲೋಹವಲ್ಲದ ಒತ್ತುವಿಕೆ, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಲೋಹ ಮತ್ತು ಲೋಹವಲ್ಲದ ಒತ್ತುವಿಕೆ, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಹೊರತೆಗೆಯುವ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಲೋಹದ ಸ್ಕ್ರ್ಯಾಪ್ಗಳನ್ನು ಉತ್ಪನ್ನದ ಮೇಲ್ಮೈಗೆ ಒತ್ತಲಾಗುತ್ತದೆ, ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ ಲೋಹವನ್ನು ಒತ್ತುವುದು.
ಲೋಹವನ್ನು ಒತ್ತುವ ಮುಖ್ಯ ಕಾರಣಗಳು:
1. ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ನ ಕೊನೆಯಲ್ಲಿ ಕೆಲವು ಸಮಸ್ಯೆಗಳು
2. ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ನ ಒಳ ಮೇಲ್ಮೈಯಲ್ಲಿ ಲೋಹ ಅಥವಾ ಲೋಹ ಸೇರ್ಪಡೆ ಮತ್ತು ನಯಗೊಳಿಸುವ ಎಣ್ಣೆಯಲ್ಲಿ ಇತರ ಕೊಳಕು ಇದೆ;
3. ಹೊರತೆಗೆಯುವ ಪ್ರೆಸ್ ಕಂಟೇನರ್ ಅನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲಾಗಿಲ್ಲ, ಮತ್ತು ಅದರಲ್ಲಿ ಇತರ ಲೋಹದ ಸೇರ್ಪಡೆ ಇದೆ;
4. ಇತರ ಲೋಹದ ವಿದೇಶಿ ವಸ್ತುಗಳನ್ನು ಇಂಗುಗೆ ಕರಗಿಸಲಾಗುತ್ತದೆ;
5. ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆಯಲ್ಲಿ ಸ್ಲ್ಯಾಗ್ ಸೇರ್ಪಡೆ ಇದೆ.
ಲೋಹವನ್ನು ಒತ್ತುವ ಪರಿಹಾರ
1. ಗಿರಣಿ ಮುಕ್ತಾಯದ ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ನಲ್ಲಿ ಬರ್ರ್ಸ್ ತೆಗೆದುಹಾಕಿ;
2. ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ನ ಮೇಲ್ಮೈ ಮತ್ತು ಲೂಬ್ರಿಕಂಟ್ನ ಒಳಭಾಗವು ಸ್ವಚ್ಛ ಮತ್ತು ಶುಷ್ಕವಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ;
3. ಅಚ್ಚು ಮತ್ತು ಹೊರತೆಗೆಯುವ ಧಾರಕದಲ್ಲಿ ಲೋಹದ ಸೇರ್ಪಡೆಯನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಿ;
4. ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಗಿರಣಿ ಮುಕ್ತಾಯದ ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆಯನ್ನು ಬಳಸಿ.
ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆದ ಉತ್ಪನ್ನದ ಒಳ ಮತ್ತು ಹೊರ ಮೇಲ್ಮೈಗಳಲ್ಲಿ ಗ್ರ್ಯಾಫೈಟ್ನಂತಹ ವಿದೇಶಿ ವಸ್ತುವನ್ನು ಒತ್ತಲಾಗುತ್ತದೆ, ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ ಲೋಹವಲ್ಲದ ಒತ್ತುವಿಕೆ.
ವಿದೇಶಿ ವಸ್ತುವನ್ನು ಸ್ಕ್ರ್ಯಾಪ್ ಮಾಡಿದ ನಂತರ, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆಯ ಒಳ ಮೇಲ್ಮೈ ವಿವಿಧ ಗಾತ್ರಗಳ ಖಿನ್ನತೆಯನ್ನು ತೋರಿಸುತ್ತದೆ, ಇದು ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವ ಮೇಲ್ಮೈಯ ನಿರಂತರತೆಯನ್ನು ನಾಶಪಡಿಸುತ್ತದೆ.
ಲೋಹವಲ್ಲದ ಒತ್ತುವ ಮುಖ್ಯ ಕಾರಣ
1. ಗ್ರ್ಯಾಫೈಟ್ ಕಣದ ಗಾತ್ರವು ಒರಟಾದ ಅಥವಾ ಒಟ್ಟುಗೂಡಿಸಲ್ಪಟ್ಟಿದೆ, ತೇವಾಂಶ ಅಥವಾ ತೈಲವನ್ನು ಹೊಂದಿರುತ್ತದೆ, ಮತ್ತು ಸ್ಫೂರ್ತಿದಾಯಕ ಅಸಮವಾಗಿದೆ;
2. ಸಿಲಿಂಡರ್ ಎಣ್ಣೆಯ ಫ್ಲಾಶ್ ಪಾಯಿಂಟ್ ಕಡಿಮೆಯಾಗಿದೆ;
3. ಸಿಲಿಂಡರ್ ತೈಲ ಮತ್ತು ಗ್ರ್ಯಾಫೈಟ್ನ ಅಸಮರ್ಪಕ ಅನುಪಾತ, ತುಂಬಾ ಗ್ರ್ಯಾಫೈಟ್.
ಲೋಹವಲ್ಲದ ಒತ್ತುವಿಕೆಗೆ ಪರಿಹಾರ:
1. ಅರ್ಹವಾದ ಗ್ರ್ಯಾಫೈಟ್ ಅನ್ನು ಬಳಸಿ ಮತ್ತು ಅದನ್ನು ಒಣಗಿಸಿ;
2. ಅರ್ಹವಾದ ನಯಗೊಳಿಸುವ ತೈಲವನ್ನು ಫಿಲ್ಟರ್ ಮಾಡಿ ಮತ್ತು ಬಳಸಿ;
3. ನಯಗೊಳಿಸುವ ತೈಲ ಮತ್ತು ಗ್ರ್ಯಾಫೈಟ್ ಅನುಪಾತವನ್ನು ನಿಯಂತ್ರಿಸಿ.
ಮೇಲ್ಮೈ ತುಕ್ಕು, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಮೇಲ್ಮೈ ತುಕ್ಕು, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ದೋಷದ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಅಳತೆ
ಮೇಲ್ಮೈ ತುಕ್ಕು
ಮೇಲ್ಮೈ ಚಿಕಿತ್ಸೆಗೆ ಒಳಗಾಗದ ಹೊರತೆಗೆದ ಉತ್ಪನ್ನಗಳ ಗಿರಣಿ ಮುಕ್ತಾಯಕ್ಕಾಗಿ, ಮೇಲ್ಮೈ ರಾಸಾಯನಿಕವಾಗಿ ಅಥವಾ ವಿದ್ಯುದ್ರಾಸಾಯನಿಕವಾಗಿ ಬಾಹ್ಯ ಮಾಧ್ಯಮದೊಂದಿಗೆ ಪ್ರತಿಕ್ರಿಯಿಸುತ್ತದೆ, ಮೇಲ್ಮೈಗೆ ಸ್ಥಳೀಯ ಹಾನಿಯನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ, ಇದನ್ನು ಮೇಲ್ಮೈ ತುಕ್ಕು ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
ತುಕ್ಕು ಹಿಡಿದ ಉತ್ಪನ್ನದ ಮೇಲ್ಮೈ ಅದರ ಲೋಹೀಯ ಹೊಳಪನ್ನು ಕಳೆದುಕೊಳ್ಳುತ್ತದೆ, ಮತ್ತು ಬೂದು-ಬಿಳಿ ತುಕ್ಕು ಉತ್ಪನ್ನಗಳನ್ನು ತೀವ್ರತರವಾದ ಪ್ರಕರಣಗಳಲ್ಲಿ ಮೇಲ್ಮೈಯಲ್ಲಿ ಉತ್ಪಾದಿಸಲಾಗುತ್ತದೆ.
ಮೇಲ್ಮೈ ತುಕ್ಕುಗೆ ಮುಖ್ಯ ಕಾರಣ
1. ಉತ್ಪನ್ನವು ನೀರಿನಂತಹ ನಾಶಕಾರಿ ಮಾಧ್ಯಮದೊಂದಿಗೆ ಸಂಪರ್ಕದಲ್ಲಿದೆ, ಆಮ್ಲ, ಕ್ಷಾರ, ಉಪ್ಪು, ಇತ್ಯಾದಿ. ಉತ್ಪಾದನೆಯ ಸಮಯದಲ್ಲಿ, ಸಂಗ್ರಹಣೆ ಮತ್ತು ಸಾರಿಗೆ, ಅಥವಾ ಆರ್ದ್ರ ವಾತಾವರಣದಲ್ಲಿ ದೀರ್ಘಕಾಲ ನಿಲುಗಡೆ ಮಾಡಲಾಗುತ್ತದೆ;
2. ಕೆಲವೊಮ್ಮೆ ಕೆಲವು ಕಾರಣಗಳಿಂದಾಗಿ, ಎರಕದ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಮೆಗ್ನೀಸಿಯಮ್ ಮತ್ತು ಸಿಲಿಕಾನ್ ಸೇರಿಸುವ ಅನುಪಾತವು ಸೂಕ್ತವಲ್ಲ, ಆದ್ದರಿಂದ ω(ಎಂಜಿ)/ಓಹ್(ಮತ್ತು) 1.0~1.3 ವ್ಯಾಪ್ತಿಯಲ್ಲಿದೆ, ಇದು 1.3~1.7 ರ ಸೂಕ್ತ ಅನುಪಾತಕ್ಕಿಂತ ಚಿಕ್ಕದಾಗಿದೆ (ಸಾಮಾನ್ಯವಾಗಿ 1.3~1.5 ವ್ಯಾಪ್ತಿಯಲ್ಲಿ ನಿಯಂತ್ರಿಸಲಾಗುತ್ತದೆ).
ಈ ಮಾರ್ಗದಲ್ಲಿ, ಆದಾಗ್ಯೂ ಮೆಗ್ನೀಸಿಯಮ್ ಮತ್ತು ಸಿಲಿಕಾನ್ ಘಟಕಗಳ ವಿಷಯವು ನಿಗದಿತ ವ್ಯಾಪ್ತಿಯಲ್ಲಿದೆ (ಓಹ್(ಎಂಜಿ)=0.45% ಗೆ 0.9%, ಓಹ್(ಮತ್ತು)=0.2% ಗೆ 0.6%).
ಆದಾಗ್ಯೂ, ಕೆಲವು ಹೆಚ್ಚುವರಿ ಸಿಲಿಕಾನ್ ಅಸ್ತಿತ್ವದಲ್ಲಿದೆ. ಉಚಿತ ಸ್ಥಿತಿಯಲ್ಲಿ ಸಣ್ಣ ಪ್ರಮಾಣದ ಸಿಲಿಕಾನ್ ಜೊತೆಗೆ, ಹೆಚ್ಚುವರಿ ಸಿಲಿಕಾನ್ನ ಈ ಭಾಗವು ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹದಲ್ಲಿ ತ್ರಯಾತ್ಮಕ ಸಂಯುಕ್ತಗಳನ್ನು ಸಹ ರೂಪಿಸುತ್ತದೆ;
3. ಕರಗಿಸುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಆದಾಗ್ಯೂ ಮೆಗ್ನೀಸಿಯಮ್ ಮತ್ತು ಸಿಲಿಕಾನ್ನ ಸೇರ್ಪಡೆ ಅನುಪಾತವು ಮಾನದಂಡದಲ್ಲಿ ನಿರ್ದಿಷ್ಟಪಡಿಸಿದ ವ್ಯಾಪ್ತಿಯಲ್ಲಿದೆ, ಕೆಲವೊಮ್ಮೆ ಅಸಮ ಮತ್ತು ಸಾಕಷ್ಟು ಮಿಶ್ರಣದಿಂದಾಗಿ, ಕರಗುವಿಕೆಯಲ್ಲಿ ಸಿಲಿಕಾನ್ ವಿತರಣೆಯು ಅಸಮವಾಗಿದೆ, ಮತ್ತು ಸ್ಥಳೀಯ ಪುಷ್ಟೀಕರಣ ಮತ್ತು ಕಳಪೆ ಪ್ರದೇಶಗಳಿವೆ;
4. ಹೊರತೆಗೆಯುವಿಕೆಯ ಸಮಯದಲ್ಲಿ ವಿವಿಧ ಪ್ರಕ್ರಿಯೆಯ ನಿಯತಾಂಕಗಳ ನಿಯಂತ್ರಣ, ಉದಾಹರಣೆಗೆ ಅತಿಯಾದ ಹೆಚ್ಚಿನ ಬಿಲ್ಲೆಟ್ಗಳು ತಾಪಮಾನವನ್ನು ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸುತ್ತವೆ, ಲೋಹದ ಹೊರತೆಗೆಯುವಿಕೆಯ ಹರಿವಿನ ದರದ ಅನುಚಿತ ನಿಯಂತ್ರಣ, ಹೊರತೆಗೆಯುವ ಸಮಯದಲ್ಲಿ ಗಾಳಿಯ ತಂಪಾಗಿಸುವ ಶಕ್ತಿ, ವಯಸ್ಸಾದ ತಾಪಮಾನ ಮತ್ತು ಹಿಡುವಳಿ ಸಮಯ, ಇತ್ಯಾದಿ, ಸುಲಭವಾಗಿ ಸಿಲಿಕಾನ್ ಪ್ರತ್ಯೇಕತೆ ಮತ್ತು ವಿಮೋಚನೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ, ಇದು ಮೆಗ್ನೀಸಿಯಮ್ ಮತ್ತು ಸಿಲಿಕಾನ್ ಸಂಪೂರ್ಣವಾಗಿ Mg2Si ಹಂತವಾಗುವುದಿಲ್ಲ, ಆದರೆ ಕೆಲವು ಉಚಿತ ಸಿಲಿಕಾನ್ ಅಸ್ತಿತ್ವದಲ್ಲಿದೆ.
ಮೇಲ್ಮೈ ಸವೆತಕ್ಕಾಗಿ ಅಳತೆ:
1. ಉತ್ಪನ್ನದ ಮೇಲ್ಮೈ ಮತ್ತು ಉತ್ಪಾದನೆ ಮತ್ತು ಶೇಖರಣಾ ಪರಿಸರವನ್ನು ಸ್ವಚ್ಛವಾಗಿ ಮತ್ತು ಒಣಗಿಸಿ;
2. ಮಿಶ್ರಲೋಹದಲ್ಲಿನ ಅಂಶಗಳ ವಿಷಯವನ್ನು ನಿಯಂತ್ರಿಸಿ;
3. ಮೆಗ್ನೀಸಿಯಮ್ ಮತ್ತು ಸಿಲಿಕಾನ್ ಅನುಪಾತವು ವ್ಯಾಪ್ತಿಯೊಳಗೆ ಇರುವುದನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಮಿಶ್ರಲೋಹದ ಸಂಯೋಜನೆಯನ್ನು ಪರಿಣಾಮಕಾರಿಯಾಗಿ ನಿಯಂತ್ರಿಸಿ 1.3 ಗೆ 1.7;
4. ಪ್ರತಿ ಪ್ರಕ್ರಿಯೆಯ ನಿಯತಾಂಕಗಳನ್ನು ಕಟ್ಟುನಿಟ್ಟಾಗಿ ನಿಯಂತ್ರಿಸಿ (ಕರಗಿಸುವಂತಹವು, ಸ್ಫೂರ್ತಿದಾಯಕ, ತಂಪಾಗಿಸುವ ನೀರಿನ ತಾಪಮಾನವನ್ನು ಬಿತ್ತರಿಸುವುದು, ಬಿಲೆಟ್ ಪೂರ್ವಭಾವಿ ತಾಪಮಾನ, ಹೊರತೆಗೆಯುವಿಕೆ ಕ್ವೆನ್ಚಿಂಗ್ ಏರ್ ಕೂಲಿಂಗ್ ಶಕ್ತಿ, ವಯಸ್ಸಾದ ತಾಪಮಾನ ಮತ್ತು ಸಮಯ, ಇತ್ಯಾದಿ) ಸಿಲಿಕಾನ್ನ ಪ್ರತ್ಯೇಕತೆ ಮತ್ತು ವಿಘಟನೆಯನ್ನು ತಪ್ಪಿಸಲು, ಮತ್ತು ಸಿಲಿಕಾನ್ ಮಾಡಲು ಪ್ರಯತ್ನಿಸಿ ಇದು ಮೆಗ್ನೀಸಿಯಮ್ನೊಂದಿಗೆ ಪ್ರಯೋಜನಕಾರಿ Mg2Si ಬಲಪಡಿಸುವ ಹಂತವನ್ನು ರೂಪಿಸುತ್ತದೆ;
5. ಹವಾಮಾನ ಬದಲಾವಣೆಗಳಿಗೆ ಗಮನ ಕೊಡಿ, ಮಳೆಯ ದಿನಗಳು ಅಥವಾ ಹೆಚ್ಚಿನ ಆರ್ದ್ರತೆ, ಹೊರತೆಗೆದ ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಅನ್ನು ಮಳೆ ಬಟ್ಟೆಯಿಂದ ಮುಚ್ಚಬೇಕು, ಇದು ಧೂಳು ಮತ್ತು ಮಳೆ ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ನ ಮೇಲ್ಮೈಯನ್ನು ಸಂಪರ್ಕಿಸದಂತೆ ತಡೆಯುತ್ತದೆ.;
6. ಸಮಯೋಚಿತ ವಯಸ್ಸಾದ ಚಿಕಿತ್ಸೆಯು ಕಲೆಗಳು ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ಗಳ ಪೊರ್ಫೈರಿಟಿಕ್ ಅಥವಾ ಪಿಟ್-ಆಕಾರದ ತುಕ್ಕುಗಳ ನೋಟವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
Unqualified mechanical property, aluminum extrusion defects analysis and quality control measure
Unqualified mechanical property, aluminum extrusion defects analysis and quality control measure
Unqualified mechanical property
The mechanical properties of aluminum extruded products such as HB and HV do not meet the requirements of technical standards or are very uneven, which is called unqualified mechanical properties.
Main causes of unqualified mechanical properties
1. The main elements of the chemical composition of aluminum alloy exceed the standard or the ratio is unreasonable;
2. The aluminum extrusion process or heat treatment process is unreasonable;
3. Poor quality of aluminum billets or mill finish aluminum profiles;
4. The online quenching did not reach the quenching temperature or the cooling rate was not enough;
5. Improper artificial aging process.
Quality control measures and solution
1. Strictly control the chemical composition according to the standard or formulate an effective internal standard;
2. Use high-quality aluminum billets or mill finish aluminum profiles;
3. Optimize aluminum extrusion process;
4. Strictly implement the quenching process system;
5. Strictly implement the manual aging system and control the furnace temperature;
6. Strict temperature measurement and temperature control.









