

การวิเคราะห์ข้อบกพร่องการอัดรีดอลูมิเนียมและมาตรการควบคุมคุณภาพ
ช่องทางการอัดรีด, การวิเคราะห์ข้อบกพร่องการอัดรีดอลูมิเนียมและมาตรการควบคุมคุณภาพ
ช่องทางการอัดรีด, การวิเคราะห์ข้อบกพร่องการอัดรีดอลูมิเนียมและมาตรการควบคุมคุณภาพ
สาเหตุและการวัดช่องทางการอัดรีด
ช่องทางการอัดรีด
ที่ส่วนท้ายของผลิตภัณฑ์อัดรีดบางชนิด, หลังจากตรวจสอบด้วยกำลังขยายต่ำ, มีปรากฏการณ์คล้ายแตรอยู่ตรงกลางส่วน, ซึ่งเรียกว่ากรวยอัดรีด.
คุณมักจะเห็นช่องทางการอัดรีดประเภทแรกหรือประเภทที่สองของช่องทางการอัดรีด.
ช่องทางการอัดรีดประเภทแรกตั้งอยู่ที่ศูนย์กลางของการอัดรีดและมีรอยย่นหรือรูปกรวย.
ช่องทางการอัดรีดประเภทที่สองตั้งอยู่ในรัศมี 1/2 พื้นที่ของผลิตภัณฑ์และเป็นรอยแตกรูปวงแหวนหรือรูปพระจันทร์เสี้ยว.
บางครั้งรอยแตกหรือรอยแตกในชั้นต่อเนื่องหรือไม่ต่อเนื่องมีอยู่ที่ 0.5-2 มม. จากชั้นผิวของการอัดรีด, ซึ่งเรียกว่าช่องทางการอัดรีดประเภทที่สาม.
โดยทั่วไป, ช่องทางการอัดรีดของผลิตภัณฑ์ที่อัดรีดไปข้างหน้านั้นยาวกว่าการอัดรีดแบบย้อนกลับ, และโลหะผสมอ่อนนั้นยาวกว่าโลหะผสมแข็ง.
ช่องทางการอัดรีดของผลิตภัณฑ์ที่อัดขึ้นรูปไปข้างหน้าส่วนใหญ่จะแสดงโดยกรวยรูปวงแหวน, และช่องทางการอัดรีดของผลิตภัณฑ์รีดย้อนกลับส่วนใหญ่เป็นรูปทรงกรวยกลาง.
โลหะถูกอัดไปที่ส่วนหลัง, และผิวโลหะที่มุมตายหรือปะเก็นของภาชนะอัดรีดและการรวมภายนอกที่สะสมจะเกิดเป็นช่องทางสองครั้งในผลิตภัณฑ์;เมื่อวัสดุตกค้างสั้นเกินไปและเติมตรงกลางของผลิตภัณฑ์ไม่เพียงพอ, ซึ่งถูกขึ้นรูปเป็นช่องทางการอัดรีดชนิดแรก.
จากปลายสู่ด้านหน้า, ช่องทางการอัดรีดจะค่อยๆ เบาลงและหายไปอย่างสมบูรณ์.
สาเหตุหลักของช่องทางการอัดรีด
1. วัสดุตกค้างสั้นเกินไปหรือความยาวปลายตัดของผลิตภัณฑ์ไม่ตรงตามข้อกำหนด;
2. หุ่นจำลองไม่สะอาด, ด้วยน้ำมัน;
3. ในขั้นตอนสุดท้ายของการอัดรีด, ความเร็วในการอัดรีดเร็วเกินไปหรือเพิ่มขึ้นอย่างกะทันหัน;
4. ใช้บล็อกจำลองที่ผิดรูป;
5. อุณหภูมิของภาชนะอัดรีดสูงเกินไป;
6. ภาชนะอัดรีดและแกนอัดรีดไม่ตรงแนว;
7. พื้นผิวของแท่งโลหะไม่สะอาด, ด้วยน้ำมัน, และมีข้อบกพร่อง เช่น การแบ่งแยกและทับซ้อนกัน.
8. ปลอกด้านในของกระบอกอัดรีดไม่เรียบหรือเสียรูป, และซับไม่สะอาดทันเวลา.
โซลูชั่นสำหรับกรวยอัดรีด:
1. ตกค้างและสิ้นสุดการตัดตามระเบียบ;
2, รักษาเชื้อราให้สะอาด;
3. ปรับปรุงคุณภาพพื้นผิวของแท่งโลหะ;
4, การควบคุมอุณหภูมิและความเร็วการอัดรีดที่เหมาะสม;
5. ยกเว้นกรณีพิเศษ, ห้ามมิให้ทาน้ำมันบนพื้นผิวของแม่พิมพ์โดยเด็ดขาด;
6. ปะเก็นระบายความร้อนอย่างเหมาะสม.
Brightstar Aluminium Machinery ให้ไม่เพียงเท่านั้น T ของสายการผลิตการอัดรีดโปรไฟล์อลูมิเนียม, เครื่องห่อโปรไฟล์อลูมิเนียมและ เครื่องขัดโปรไฟล์อลูมิเนียม, แต่ยัง โต๊ะที่รองรับการอัดรีดระหว่างแม่พิมพ์และโต๊ะหมด, เครื่องทำความสะอาดแปรงโปรไฟล์อลูมิเนียม และเครื่องยิงระเบิดโปรไฟล์อลูมิเนียม, ฯลฯ เพื่อลูกค้าของเรา.
โครงการแบบเบ็ดเสร็จและโซลูชันที่เสร็จสมบูรณ์, ดีลแพ็คเกจและบริการแบบครบวงจร.
โซนเมล็ดหยาบ, การวิเคราะห์ข้อบกพร่องการอัดรีดอลูมิเนียมและมาตรการควบคุมคุณภาพ
โซนเมล็ดหยาบ, การวิเคราะห์ข้อบกพร่องการอัดรีดอลูมิเนียมและมาตรการควบคุมคุณภาพ
สาเหตุและการวัดเขตเมล็ดหยาบ
โซนเมล็ดหยาบ
โซนเมล็ดหยาบ เป็นบริเวณเม็ดหยาบรูปวงแหวนที่เกิดขึ้นที่ขอบของผลิตภัณฑ์ที่อัดออกมาและเป็นข้อบกพร่องทางโครงสร้างของผลิตภัณฑ์ที่อัดรีด.
ขนาดเกรนในบริเวณเมล็ดหยาบอาจเกิน 10 เครื่องขัดขี้เลื่อยอลูมิเนียมของเราใช้ได้ทั้งขยะขาวและดำ 100 เท่าของขนาดเกรนดั้งเดิมและมากถึง 800 เครื่องขัดขี้เลื่อยอลูมิเนียมของเราใช้ได้ทั้งขยะขาวและดำ 1500 btm.
ทำให้คุณสมบัติทางกลของผลิตภัณฑ์ลดลง, และความต้านทานความล้าต่ำกว่าภาคกลาง, มักจะเกิดรอยร้าวในบริเวณเมล็ดหยาบ.
เมื่อโพรไฟล์อะลูมิเนียมที่มีข้อบกพร่องดังกล่าวถูกยืดให้ตรง, พื้นผิวจะหยาบและพื้นผิวไม่สวยงามหลังจากอโนไดซ์.
ผลิตภัณฑ์อะลูมิเนียมอัลลอยด์บางชนิดที่อัดขึ้นรูปเป็นโครงสร้างเกรนที่ตกผลึกใหม่ตามแนวขอบของผลิตภัณฑ์บนชิ้นทดสอบแบบพับต่ำหลังการบำบัดด้วยสารละลาย, ซึ่งเรียกว่าเขตเมล็ดหยาบ.
เนื่องจากรูปทรงและวิธีการแปรรูปที่แตกต่างกันของผลิตภัณฑ์, แหวน, สามารถสร้างส่วนโค้งและรูปแบบอื่น ๆ ของโซนเกรนหยาบได้.
ความลึกของโซนเมล็ดหยาบจะค่อยๆ ลดลงจากปลายด้านท้ายไปยังส่วนหน้าให้หายไปหมด.
กลไกการก่อตัวเป็นบริเวณเม็ดย่อยที่เกิดขึ้นบนชั้นผิวของผลิตภัณฑ์หลังจากการรีดร้อน, และสร้างบริเวณเกรนที่ตกผลึกใหม่หยาบหลังการบำบัดด้วยความร้อน.
สาเหตุของโซนเมล็ดหยาบ:
1. การรีดขึ้นรูปไม่สม่ำเสมอ;
2. อุณหภูมิการรักษาความร้อนสูงเกินไป, เวลาถือนานเกินไป;
3. องค์ประกอบทางเคมีของแท่งโลหะนั้นไม่มีเหตุผล;
4. โลหะผสมเสริมความแข็งแกร่งที่บำบัดด้วยความร้อนทั่วไปมีโซนเกรนหยาบหลังการอบชุบด้วยความร้อน, โดยเฉพาะรุ่น 6A02, 2โปรไฟล์และแท่งโลหะผสม A50 นั้นจริงจังที่สุด, กำจัดไม่ได้, สามารถควบคุมได้ภายในช่วงที่กำหนดเท่านั้น;
5 การเปลี่ยนรูปการอัดรีดมีขนาดเล็กหรือเสียรูปไม่เพียงพอ, หรืออยู่ในช่วงการเปลี่ยนรูปวิกฤต, ง่ายต่อการผลิตโซนเมล็ดหยาบ.
โซลูชั่นสำหรับโซนเมล็ดหยาบ
1. ผนังด้านในของภาชนะอัดรีดเรียบและสะอาด, ลดแรงเสียดทานระหว่างการอัดรีด;
2. การเสียรูปจะเต็มและสม่ำเสมอมากที่สุด, และพารามิเตอร์กระบวนการเช่นอุณหภูมิและความเร็วได้รับการควบคุมอย่างสมเหตุสมผล;
3. เพื่อหลีกเลี่ยงอุณหภูมิการรักษาสารละลายสูงเกินไปหรือเวลาการถือครองนานเกินไป;
4. การอัดขึ้นรูปด้วยแม่พิมพ์หลายช่อง;
5. การอัดรีดโดยการอัดรีดแบบย้อนกลับและการอัดรีดแบบไฮโดรสแตติก;
6. ผลิตโดยวิธีการแก้ปัญหาการรักษาการวาดภาพริ้วรอย;
7. ปรับองค์ประกอบโลหะผสมทั้งหมดและเพิ่มองค์ประกอบยับยั้งการตกผลึกใหม่;
8. ทำการรีดที่อุณหภูมิสูงขึ้น;
9. ทำให้เป็นเนื้อเดียวกันสำหรับแท่งโลหะผสมบางชนิด.
การแบ่งชั้น, การวิเคราะห์ข้อบกพร่องการอัดรีดอลูมิเนียมและมาตรการควบคุมคุณภาพ
การแบ่งชั้น, การวิเคราะห์ข้อบกพร่องการอัดรีดอลูมิเนียมและมาตรการควบคุมคุณภาพ
การแบ่งชั้นสาเหตุและการวัด
การแบ่งชั้น
นี่เป็นข้อบกพร่องของชั้นผิวที่เกิดจากการไหลเข้าของผิวโลหะที่ไหลเข้าสู่ผลิตภัณฑ์พร้อมกับส่วนต่อประสานระหว่างแม่พิมพ์กับบริเวณยืดหยุ่นส่วนหน้าเมื่อการไหลของโลหะค่อนข้างสม่ำเสมอ.
บนชิ้นทดสอบรายละเอียดต่ำด้านข้าง, มีตำหนิว่าไม่มีชั้นที่ส่วนขอบของหน้าตัด.
สาเหตุหลัก:
1. มีฝุ่นบนพื้นผิวโลหะหรือมีการรวมตัวของก้อนโลหะขนาดใหญ่, โดยไม่ต้องถอดผิวหนังและเนื้องอกโลหะก็สร้างชั้นได้ง่าย;
2. ผิวงานมีครีบหรือสิ่งสกปรก, คราบน้ำมัน, ชิปและสิ่งสกปรกอื่น ๆ, ไม่ทำความสะอาดก่อนรีด;
3. ตำแหน่งของรูตายไม่สมเหตุผล, ใกล้กับขอบของภาชนะอัดรีด;
4. เครื่องมืออัดรีดสึกหรออย่างแรงหรือมีสิ่งสกปรกอยู่ในปลอกของภาชนะ, มันไม่สะอาดและไม่ได้ถูกแทนที่ทันเวลา;
5. ความแตกต่างของเส้นผ่านศูนย์กลางของบล็อกจำลองมีขนาดใหญ่เกินไป;
6. อุณหภูมิของภาชนะอัดรีดจะสูงกว่าอุณหภูมิของแท่งโลหะมาก.
โซลูชั่นสำหรับการฝังรากลึก:
1. ออกแบบแม่พิมพ์อย่างสมเหตุสมผล และตรวจสอบและเปลี่ยนเครื่องมือที่ไม่เหมาะสมได้ทันเวลา;
2. แท่งที่ไม่ผ่านการรับรองจะไม่ถูกใช้สำหรับเตาให้ความร้อนท่อนซุง;
3. หลังจากตัดวัสดุเหลือใช้แล้ว, ควรทำความสะอาดและไม่อนุญาตให้ใช้กับน้ำมันหล่อลื่น;
4. เก็บซับของภาชนะอัดรีดให้อยู่ในสภาพดีหรือทำความสะอาดซับตรงเวลา.
รอยแตกการอัดรีด, การวิเคราะห์ข้อบกพร่องการอัดรีดอลูมิเนียมและมาตรการควบคุมคุณภาพ
รอยแตกการอัดรีด, การวิเคราะห์ข้อบกพร่องการอัดรีดอลูมิเนียมและมาตรการควบคุมคุณภาพ
สาเหตุและการวัดรอยแตกจากการอัดรีด
รอยแตกการอัดรีด
นี่คือรอยแตกรูปโค้งขนาดเล็กที่ขอบของชิ้นทดสอบด้านข้างของผลิตภัณฑ์ที่อัดแล้ว, และแตกเป็นช่วง ๆ ที่มุมหนึ่งตามแนวยาวของรอยแตกนั้น, และซ่อนอยู่ใต้ผิวหนังเมื่อมีรอยแตกเล็กน้อย, และชั้นผิวด้านนอกจะเกิดเป็นรอยหยักในกรณีที่รุนแรง, ซึ่งทำลายความต่อเนื่องของโลหะอย่างร้ายแรง.
รอยแตกจากการอัดรีดเกิดขึ้นจากการฉีกขาดของชั้นผิวโลหะในระหว่างกระบวนการอัดรีดโดยความเค้นดึงที่มากเกินไปของผนังแม่พิมพ์.
สาเหตุหลักของรอยแตกจากการอัดรีด:
1. ความเร็วในการอัดรีดเร็วเกินไป; ความเค้นดึงเพิ่มเติมบนพื้นผิวโลหะจะเพิ่มขึ้นจนทำให้เกิดรอยร้าวในโปรไฟล์.
2. อุณหภูมิการอัดรีดสูงเกินไป, ความต้านทานแรงดึงของพื้นผิวโลหะลดลง, และรอยแตกเกิดขึ้นจากการเสียดสี
3. ความเร็วในการอัดรีดผันผวนมากเกินไป;
4. อุณหภูมิของความรู้สึกสายการอัดรีดสูงเกินไป;
5. เมื่อแม่พิมพ์ที่มีรูพรุนถูกอัดรีด, ดายถูกจัดชิดศูนย์กลางเกินไป, เพื่อให้อุปทานของโลหะตรงกลางไม่เพียงพอ, เพื่อให้ความต่างระหว่างจุดศูนย์กลางและความเร็วของขอบมีขนาดใหญ่เกินไป;
6. การทำให้เป็นเนื้อเดียวกันของแท่งอลูมิเนียมไม่ดี.
โซลูชั่นสำหรับการอัดรีดแตก:
1. ใช้ข้อกำหนดด้านความร้อนและการอัดรีดต่างๆ อย่างเคร่งครัด;
2. การตรวจสอบเครื่องมือและอุปกรณ์อย่างทันท่วงทีเพื่อให้แน่ใจว่าการทำงานปกติ;
3. ปรับเปลี่ยนการออกแบบแม่พิมพ์, การประมวลผลอย่างระมัดระวัง, โดยเฉพาะการออกแบบสะพานแม่พิมพ์, ห้องเชื่อมและรัศมีเชิงมุมควรมีความสมเหตุสมผล;
4. ลดปริมาณโซเดียมในโลหะผสมอลูมิเนียมแมกนีเซียมสูง;
5. บิลเล็ตถูกทำให้เป็นเนื้อเดียวกันเพื่อปรับปรุงความเป็นพลาสติกและความสม่ำเสมอ.
ฟองอากาศ, การวิเคราะห์ข้อบกพร่องการอัดรีดอลูมิเนียมและมาตรการควบคุมคุณภาพ
ฟองอากาศ, การวิเคราะห์ข้อบกพร่องการอัดรีดอลูมิเนียมและมาตรการควบคุมคุณภาพ
ฟองอากาศ
โลหะผิวเฉพาะที่แยกออกจากโลหะฐานอย่างต่อเนื่องหรือแบบไม่ต่อเนื่อง และแสดงข้อบกพร่องของส่วนนูนของโพรงกลมเดียวหรือเป็นแถบ, ที่เรียกว่าฟองอากาศ.
เป็นข้อบกพร่องชนิดหนึ่งในการอัดขึ้นรูปอลูมิเนียม.
สาเหตุหลักของการเกิดฟองอากาศ:
1. เมื่ออยู่ในกระบวนการอัดรีด, ภาชนะอัดรีดและบล็อกจำลองที่มีความชื้น, น้ำมันและกราไฟท์;
2. เนื่องจากการสึกหรอของภาชนะอัดรีด, อากาศระหว่างส่วนที่สึกหรอกับแท่งโลหะจะเข้าสู่ผิวโลหะในการอัดรีด;
3. มีความชื้นในน้ำมันหล่อลื่น;
4. โครงสร้างบิลเล็ตนั้นมีข้อบกพร่องที่หลวมและเป็นรูพรุน;
5. อุณหภูมิการรักษาความร้อนสูงเกินไป, เวลาถือนานเกินไป, ความชื้นในบรรยากาศในเตาเผาสูง;
6. ปริมาณไฮโดรเจนในผลิตภัณฑ์สูงเกินไป;
7. อุณหภูมิของถังอัดรีดและอุณหภูมิของแท่งเหล็กสูงเกินไป;
8. ช่องว่างระหว่างแท่งเหล็กและภาชนะอัดรีดมีขนาดใหญ่เกินไป, และเกิดฟองได้ง่ายระหว่างผนังภาชนะและภาชนะอัดรีด;
9. ความเร็วในการอัดรีดเร็วเกินไป, และฟองอากาศที่เกิดจากปริมาณอากาศที่เพิ่มขึ้นในถังอัดรีด.
วิธีแก้ปัญหาฟองอากาศ
1. พื้นผิวของเครื่องมือและแท่งเหล็กยังคงสะอาดอยู่, เรียบและแห้ง;
2. ออกแบบขนาดที่เหมาะสมของคอนเทนเนอร์อัดรีดและบล็อกจำลอง, และทำความสะอาดถังอัดรีด. เมื่อถังอัดรีดมีปัญหา, ควรซ่อมแซมให้ทันเวลา, และบล็อกจำลองไม่ควรเกินความอดทน;
3. ตรวจสอบให้แน่ใจว่าน้ำมันหล่อลื่นสะอาดและแห้ง;
4. ปฏิบัติตามกระบวนการรีดขึ้นรูปอย่างเคร่งครัด, หมดเวลา, การตัดที่ถูกต้อง, ไม่มีน้ำมัน, ขจัดสิ่งตกค้างออกให้หมด, รักษาผิวสีและเครื่องมือและแม่พิมพ์ให้สะอาดและไม่ปนเปื้อน;
5. ปริมาณอากาศภายในแท่งหล่ออลูมิเนียมควรลดลง;
6. ควบคุมอุณหภูมิแท่งอลูมิเนียมไม่สูงเกินไป;
7. ควบคุมปริมาณสารหล่อลื่นที่ใช้เพื่อหลีกเลี่ยงการหล่อลื่นมากเกินไป;
8. ควบคุมความเร็วในการอัดรีดและทำตามกระบวนการอัดรีด.
ปอกเปลือก, การวิเคราะห์ข้อบกพร่องการอัดรีดอลูมิเนียมและมาตรการควบคุมคุณภาพ
ปอกเปลือก, การวิเคราะห์ข้อบกพร่องการอัดรีดอลูมิเนียมและมาตรการควบคุมคุณภาพ
นี่เป็นปรากฏการณ์ที่ชิ้นส่วนหลุดออกมาระหว่างผิวโลหะกับโลหะฐานของผลิตภัณฑ์ที่อัดขึ้นรูปด้วยโลหะผสมอะลูมิเนียม.
สาเหตุหลักของการลอก:
1. เมื่ออยู่ในกระบวนการอัดรีด, ผนังด้านในของภาชนะอัดรีดติดอยู่กับเยื่อบุที่เกิดจากโลหะอลูมิเนียม, และการทำความสะอาดไม่เพียงพอ;
2. คอนเทนเนอร์อัดรีดและบล็อกจำลองไม่ตรงกัน, และผนังด้านในของภาชนะอัดรีดจะบุด้วยโลหะที่เหลือ;
3. การอัดรีดโดยการหล่อลื่นภาชนะอัดรีด;
4. รูดายที่มีพื้นที่ทำแม่พิมพ์โลหะหรือแม่พิมพ์ยาวเกินไป.
วิธีแก้ปัญหาการลอก:
1. เมื่อเปลี่ยนล้อแม็ก, ทำความสะอาดภาชนะอัดรีดอย่างทั่วถึงเมื่อรีด;
2. ออกแบบขนาดที่เหมาะสมของภาชนะอัดรีดและบล็อกจำลอง, และมักจะตรวจสอบขนาดของเครื่องมือ, และบล็อกจำลองไม่ควรเกินความอดทน;
3. ทำความสะอาดโลหะตกค้างบนแม่พิมพ์ทันเวลา.
4. พื้นผิวของเครื่องมือและแท่งเหล็กต้องสะอาดอยู่เสมอ, เรียบและแห้ง;
5. ตรวจสอบอุปกรณ์และเครื่องมือเสมอเพื่อป้องกันอุณหภูมิและความเร็วที่มากเกินไป;
6. ใช้ขั้นตอนและระบบกระบวนการอย่างเคร่งครัด;
7. ออกแบบและผลิตแม่พิมพ์อย่างสมเหตุสมผล;
8. การดำเนินงานที่เข้มงวด, การตัดวัสดุตกค้างที่ถูกต้องและไอเสียที่สมบูรณ์.
ข้อบกพร่องในการยึดติดที่ไม่พึงประสงค์, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
ข้อบกพร่องในการยึดติดที่ไม่พึงประสงค์, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
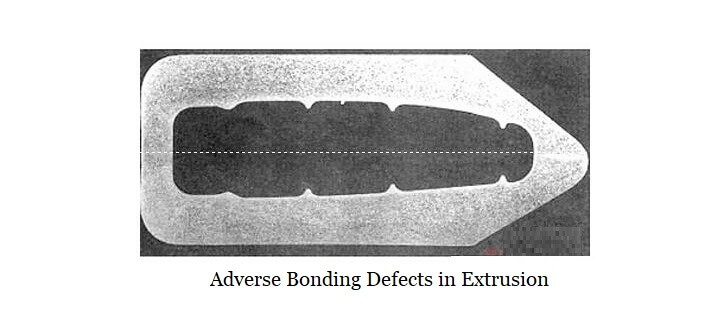
ข้อบกพร่องในการยึดติดที่ไม่พึงประสงค์
ปรากฏการณ์ที่ผลิตภัณฑ์กลวงที่ถูกอัดโดยแม่พิมพ์ช่องหน้าต่างถูกเคลือบหรือติดไม่เต็มที่ที่ข้อต่อพันธะนั้นเรียกว่าข้อบกพร่องในการยึดติดที่ไม่พึงประสงค์.
สาเหตุข้อบกพร่องการยึดติดที่ไม่พึงประสงค์
1. ค่าสัมประสิทธิ์การอัดรีดมีขนาดเล็ก, อุณหภูมิการอัดรีดต่ำและความเร็วในการอัดรีดเร็ว;
2. แท่งหรือเครื่องมืออัดรีดไม่สะอาด;
3. แม่พิมพ์อัดรีดด้วยน้ำมัน;
4. การออกแบบแม่พิมพ์ไม่เหมาะสม, แรงดันไฮโดรสแตติกไม่เพียงพอหรือไม่สม่ำเสมอ, และการออกแบบช่องหน้าต่างไม่สมเหตุผล;
5. มีน้ำมันบนพื้นผิวบิลเล็ต
โซลูชั่นสำหรับ ข้อบกพร่องในการยึดติดที่ไม่พึงประสงค์
1. เพิ่มค่าสัมประสิทธิ์การอัดรีดอย่างเหมาะสม, ปรับอุณหภูมิการอัดรีดและความเร็วในการอัดรีด;
2. การออกแบบและการผลิตที่เหมาะสมสำหรับแม่พิมพ์;
3. ภาชนะอัดรีดและบล็อกจำลองไม่ควรทาน้ำมันและรักษาความสะอาด;
4. บิลเล็ตที่มีพื้นผิวที่สะอาด.
เกา, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
เกา, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
สาเหตุและวิธีแก้ปัญหาในการอัดขึ้นรูปอลูมิเนียม
เกา
เนื่องจากการสัมผัสระหว่างวัตถุมีคมกับผิวโปรไฟล์อะลูมิเนียม, ความเสียหายทางกลเป็นเส้นหรือแถบที่เกิดจากการเคลื่อนไหวค่อนข้างจะเรียกว่ารอยขีดข่วน.
หรือพื้นผิวของผลิตภัณฑ์ที่อัดรีดมาสัมผัสกับขอบหรือพื้นผิวของวัตถุอื่น, รอยขีดข่วนของเส้นหรือแถบที่เกิดจากการเลื่อนหรือการเคลื่อนตัวบนพื้นผิวของผลิตภัณฑ์ก็เป็นรอยขีดข่วนเช่นกัน.
สาเหตุของรอยขีดข่วนโปรไฟล์อลูมิเนียม
1. การประกอบเครื่องมือไม่ถูกต้อง, ลำเลียงและโต๊ะทำงานไม่เรียบ, และมีมุมแหลมคมหรือวัตถุแปลกปลอม;
2. ดินแม่พิมพ์ที่มีอนุภาคโลหะหรือดินแม่พิมพ์เสียหาย;
3. มีเศษทรายหรือเศษโลหะแตกอยู่ในน้ำมันหล่อลื่น;
4. การทำงานที่ไม่เหมาะสมระหว่างกระบวนการจัดการ, รอกไม่เหมาะ;
5. แม่พิมพ์อัดรีดมีการสึกหรออย่างมาก;
6. เนื่องจากอุณหภูมิสูงเกินของแท่งอลูมิเนียม, รูดายติดอยู่กับอะลูมิเนียมหรือสายพานรูดายเสียหาย;
7. กราไฟท์, น้ำมันและสิ่งสกปรกอื่น ๆ ตกลงไปในภาชนะอัดรีด;
8. ผลิตภัณฑ์รีดขึ้นรูปจะเคลื่อนเข้าหากัน, ทำให้เกิดรอยขีดข่วนบนพื้นผิว; ไหลออกมาไม่สม่ำเสมอ, ทำให้โปรไฟล์ไม่ไหลเป็นเส้นตรง, รอยขีดข่วนระหว่างโพรไฟล์และโพรไฟล์ และระหว่างโพรไฟล์กับไกด์และโต๊ะทำงาน.
วิธีแก้ปัญหาสำหรับรอยขีดข่วนโปรไฟล์อลูมิเนียม
1. ตรวจสอบและขัดเงาดินดายทันที;
2. ตรวจสอบการลำเลียงสินค้าและการจัดเรียงสินค้า;
3. หลีกเลี่ยงผลกระทบทางกลและรอยขีดข่วนในระหว่างการเคลื่อนย้าย;
4. ดำเนินการอย่างระมัดระวังในการขนถ่าย;
5. ตรวจสอบและเปลี่ยนแม่พิมพ์อัดรีดที่ไม่เหมาะสมในเวลา;
6. ควบคุมอุณหภูมิความร้อนของโปรไฟล์เสร็จสิ้นโรงสี;
7. ตรวจสอบให้แน่ใจว่าพื้นผิวของภาชนะอัดรีดและผิวสีเสร็จสะอาดและแห้ง;
8. ควบคุมความเร็วการอัดรีดเพื่อให้แน่ใจว่าความเร็วสม่ำเสมอ.
เส้นตาย, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
เส้นตาย, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
สายการอัดรีด สาเหตุและแนวทางแก้ไข
สายการอัดรีด
ภาวะซึมเศร้าหรือส่วนที่ยื่นออกมาตามยาวเกิดขึ้นบนพื้นผิวของโปรไฟล์ที่อัดขึ้น.
เส้นตายมีอยู่ในระดับหนึ่งในการอัดขึ้นรูปทั้งหมดและเกิดจากการหยาบของตลับลูกปืน die.
สาเหตุหลักของเส้นตาย:
เหตุผลหลัก: ดินแดนแห่งความตายไม่สามารถบรรลุความราบรื่นได้อย่างแน่นอน.
โซลูชั่นสำหรับไดไลน์:
1. ตรวจสอบให้แน่ใจว่าพื้นผิวของดินดายสะอาด, เรียบและไม่มีขอบคม;
2. การบำบัดด้วยไนไตรด์ที่เหมาะสมเพื่อให้แน่ใจว่ามีความแข็งผิวสูง;
3. แก้ไขแม่พิมพ์อย่างถูกต้อง;
4. ออกแบบที่ดินให้เหมาะสม, และแผ่นดินตายไม่ควรยาวเกินไป.
เครื่องจักรอลูมิเนียม Brightstar โปรไฟล์อลูมิเนียม พื้นผิว ข้อบกพร่องในการแปรงและทำความสะอาดเครื่อง, อลูมิเนียม เครื่องขัดโปรไฟล์ เครื่องขัดขี้เลื่อยอลูมิเนียมของเราใช้ได้ทั้งขยะขาวและดำ โปรไฟล์อลูมิเนียมเครื่องยิงระเบิด สามารถขจัดเส้นตายได้อย่างมีประสิทธิภาพ, ซึ่งสามารถเพิ่มผลกำไรของคุณและลดอัตรา NG ได้.
โครงการแบบเบ็ดเสร็จและโซลูชันที่เสร็จสมบูรณ์, ดีลแพ็คเกจและบริการครบวงจร.
ติดต่อเราตอนนี้เพื่อรับใบเสนอราคาที่เชื่อถือได้สำหรับเครื่องจักรอะลูมิเนียม!
บิด, โค้งงอและโบกมือ, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
บิด, โค้งงอและโบกมือ, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
บิด, โค้งงอและโบกมือ
ปรากฏการณ์ที่ส่วนตัดขวางของผลิตภัณฑ์ที่รีดแล้วเบี่ยงเบนเชิงมุมในทิศทางตามยาวเรียกว่าการบิด.
ปรากฏการณ์ที่ผลิตภัณฑ์โค้งในแนวยาวหรือใบมีดไม่ตรงเรียกว่าการดัดงอ.
ปรากฏการณ์ของคลื่นต่อเนื่องในทิศทางตามยาวของบทความเรียกว่าคลื่น.
สาเหตุหลักของการบิดตัว, ดัดและโบก:
1. การออกแบบรูดายไม่ได้จัดวางอย่างดี, หรือการกระจายขนาดของที่ดินเปล่าไม่สมเหตุสมผล;
2, ความแม่นยำในการประมวลผลรูตายนั้นแย่;
3. ไม่มีไกด์และตัวดึงที่เหมาะสม
4. การซ่อมแม่พิมพ์ที่ไม่เหมาะสม;
5, อุณหภูมิและความเร็วการอัดรีดที่ไม่เหมาะสม;
6. ผลิตภัณฑ์ไม่ได้รับการยืดผมล่วงหน้าก่อนการรักษาริ้วรอย;
7. การระบายความร้อนที่ไม่สม่ำเสมอระหว่างการอบชุบด้วยความร้อนออนไลน์.
โซลูชั่นสำหรับการบิด, ดัดและโบก:
1. ปรับปรุงการออกแบบแม่พิมพ์และระดับการผลิต;
2. ติดตั้งไกด์และตัวดึงที่เหมาะสม;
3. ปรับอัตราการไหลของโลหะด้วยการหล่อลื่นเฉพาะที่, การดัดแปลงและเปลี่ยนแม่พิมพ์หรือเปลี่ยนการออกแบบช่องหน้าต่าง;
4. ปรับอุณหภูมิและความเร็วการอัดรีดอย่างสมเหตุสมผลเพื่อให้การอัดรีดมีความสม่ำเสมอมากขึ้น;
5. ลดอุณหภูมิการบำบัดความชราอย่างเหมาะสมหรือเพิ่มอุณหภูมิของน้ำสำหรับการบำบัดด้วยสารละลาย;
6. ให้ความเย็นสม่ำเสมอระหว่างการดับออนไลน์.
ดัดงอยาก, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
ดัดงอยาก, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
สาเหตุและวิธีแก้ปัญหาการดัดงอยาก
ดัดงอยาก
การดัดงออย่างกะทันหันของผลิตภัณฑ์ที่ถูกอัดรีดในที่ใดก็ตามที่มีความยาวเรียกว่าการดัดแบบแข็ง.
สาเหตุหลักของการดัดงอยาก:
1. ความเร็วในการอัดรีดไม่สม่ำเสมอ, เปลี่ยนจากความเร็วช้าเป็นความเร็วสูงอย่างกะทันหัน, หรือเปลี่ยนจากความเร็วสูงเป็นความเร็วช้า, และหยุดกะทันหัน;
2. แทบไม่ขยับโปรไฟล์การอัดรีดระหว่างกระบวนการอัดรีด;
3. โต๊ะทำงานของสายการอัดรีดไม่ตรง.
โซลูชั่นสำหรับการดัดงออย่างหนัก:
1. อย่าหยุดหรือเปลี่ยนความเร็วการอัดรีดอย่างกะทันหัน;
2. อย่าย้ายโปรไฟล์โดยกะทันหันด้วยมือ;
3. เพื่อให้แน่ใจว่าโต๊ะหมุนสะอาดและเรียบและลูกกลิ้งเรียบและไม่มีเศษซาก, โปรไฟล์การอัดรีดอลูมิเนียมลำเลียงโดยไม่มีปัญหาใด ๆ.
พื้นผิวหลุม, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
พื้นผิวหลุม, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
สาเหตุและแนวทางแก้ไขของผิวหลุม
พื้นผิวหลุม
นี่คือข้อบกพร่องที่พื้นผิวของผลิตภัณฑ์ที่อัดรีด, ซึ่งหมายความว่าพื้นผิวของผลิตภัณฑ์มี a หยาบและไม่สม่ำเสมอเป็นหย่อม ๆ และรอยขีดข่วนจุดเล็ก ๆ อย่างต่อเนื่อง, รูพรุนและส่วนที่ยื่นออกมาของโลหะ.
สาเหตุหลักของผิวเป็นหลุม:
1. ความแข็งของแม่พิมพ์ไม่เพียงพอหรือความแข็งไม่สม่ำเสมอ;
2. อุณหภูมิการอัดรีดสูงเกินไป;
3. ความเร็วในการอัดรีดเร็วเกินไป;
4 แบริ่งแม่พิมพ์ยาวเกินไป, โลหะหยาบหรือเหนียว;
5. โปรไฟล์การกัดผิวสำเร็จยาวเกินไป.
โซลูชั่นสำหรับพื้นผิวที่เป็นหลุม:
1. ปรับปรุงความแข็งและความสม่ำเสมอของความแข็งของตลับลูกปืนแม่พิมพ์;
2. อุ่นภาชนะอัดรีดและบิลเล็ตตามข้อบังคับ, และใช้ความเร็วการอัดรีดที่เหมาะสม;
3. ออกแบบแม่พิมพ์อย่างสมเหตุสมผล, ลดความหยาบผิวของตลับลูกปืนแม่พิมพ์, และเสริมสร้างการตรวจสอบพื้นผิว, ซ่อมและขัดแบริ่งของแม่พิมพ์;
4. ใช้ความยาวเหล็กแท่งอลูมิเนียมที่เหมาะสม.
เปลือกส้ม, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
เปลือกส้ม, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
เปลือกส้ม เป็นสีเคลือบบางชนิดที่อาจเกิดบนพื้นผิวที่ทาสีและหล่อได้, แม้กระทั่งตัวป้องกันหน้าจอ.
เนื้อสัมผัสคล้ายผิวเปลือกส้ม, จึงได้ชื่อว่า “เปลือกส้ม” จากวิกิพีเดีย สารานุกรมเสรี
พื้นผิวของผลิตภัณฑ์ที่อัดออกมามีริ้วรอยไม่เท่ากัน เช่น เปลือกส้ม, หรือที่เรียกว่าริ้วรอยบนพื้นผิว.
เกิดจากเมล็ดหยาบระหว่างกระบวนการรีดขึ้นรูป. ยิ่งหยาบเมล็ดธัญพืช, ยิ่งเห็นริ้วรอยชัดเจน.
ในกระบวนการยืดโปรไฟล์อลูมิเนียม, ถ้าชั้นผิวมีปรากฏการณ์เปลือกส้ม, ในความเป็นจริง, นี่คือรอยแตกของพื้นผิวโลหะที่เกิดขึ้น, เนื่องจากความเค้นบนผิวโลหะของโครงอะลูมิเนียมมีค่ามากกว่าโลหะฐาน, ถ้าความเข้มเพิ่มขึ้น, แม้แต่ตัวฐานก็จะหักโดยตรง.
สาเหตุหลักของเปลือกส้มจากการรีดอลูมิเนียม
1. โครงสร้างบิลเล็ตไม่สม่ำเสมอและการบำบัดแบบโฮโมจีไนเซชันไม่เพียงพอ;
2. เงื่อนไขการอัดรีดไม่สมเหตุสมผล, และเมล็ดของผลิตภัณฑ์สำเร็จรูปก็หยาบ;
3. ภาระงานการยืดและยืดผมมากเกินไป;
4. การเสียรูปในกระบวนการอัดรีด.
โซลูชั่นสำหรับเปลือกส้มของการอัดขึ้นรูปอลูมิเนียม
1. ควบคุมกระบวนการทำให้เป็นเนื้อเดียวกันได้อย่างสมเหตุสมผล;
2. การขึ้นรูปการอัดรีดมีความสม่ำเสมอมากที่สุด (ควบคุมอุณหภูมิการอัดรีด, ความเร็ว, ค่าเสื่อมราคาอุปกรณ์)
3. ควบคุมการยืดผมไม่ให้โอเวอร์โหลด;
4. ควบคุมความตรงของโปรไฟล์การอัดรีด, เสริมสร้างการซ่อมแซมแม่พิมพ์;
5. พร้อมกับเครื่องดึง, หลีกเลี่ยงการเสียรูปในกระบวนการอัดรีด;
6. ควบคุมอัตราการยืดของโปรไฟล์อะลูมิเนียม, เพื่อให้มั่นใจในคุณภาพผิวและความตรง, และควบคุมการดัดอย่างเข้มงวดขณะยืดตัว;
7. ควบคุมอัตราการยืดของโปรไฟล์อะลูมิเนียม, เพื่อให้มั่นใจในความตรงและคำนึงถึงคุณภาพพื้นผิว, ตัดยืดปลายทั้งสองข้างและชิ้นส่วนที่เสียรูปเพิ่มเติม.
Brightstar Aluminium Machinery ให้ไม่เพียงเท่านั้น T ของสายการผลิตการอัดรีดโปรไฟล์อลูมิเนียม, T ของสายการผลิตการอัดรีดโปรไฟล์อลูมิเนียม เครื่องขัดขี้เลื่อยอลูมิเนียมของเราใช้ได้ทั้งขยะขาวและดำ เครื่องขัดโปรไฟล์อลูมิเนียม, แต่ยัง โต๊ะที่รองรับการอัดรีดระหว่างแม่พิมพ์และโต๊ะหมด, เครื่องทำความสะอาดแปรงโปรไฟล์อลูมิเนียม และเครื่องยิงระเบิดโปรไฟล์อลูมิเนียม, ฯลฯ เพื่อลูกค้าของเรา.
โครงการแบบเบ็ดเสร็จและโซลูชั่นที่สมบูรณ์, ดีลแพ็คเกจและบริการแบบครบวงจร.
การกดโลหะและอโลหะใน, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
การกดโลหะและอโลหะใน, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
ในระหว่างกระบวนการผลิตรีดขึ้นรูป, เศษโลหะถูกกดลงบนพื้นผิวของผลิตภัณฑ์, ซึ่งเรียกว่า โลหะกดเข้า.
สาเหตุหลักของการกดโลหะเข้า:
1. ปัญหาบางอย่างที่ส่วนท้ายของโปรไฟล์อลูมิเนียม
2. มีโลหะอยู่บนพื้นผิวด้านในของโปรไฟล์อลูมิเนียมหรือการรวมโลหะและสิ่งสกปรกอื่น ๆ ในน้ำมันหล่อลื่น;
3. ภาชนะกดอัดรีดไม่ได้ทำความสะอาด, และมีโลหะเจือปนอยู่ด้วย;
4. วัตถุแปลกปลอมที่เป็นโลหะอื่นๆ หลอมรวมเป็นแท่ง;
5. มีการรวมตะกรันในการอัดขึ้นรูปอลูมิเนียม.
สารละลายสำหรับการกดโลหะเข้า
1. ลบครีบบนโปรไฟล์อลูมิเนียมเสร็จสิ้นโรงสี;
2. ตรวจสอบให้แน่ใจว่าพื้นผิวของโปรไฟล์อะลูมิเนียมและด้านในของน้ำมันหล่อลื่นนั้นสะอาดและแห้ง;
3. ทำความสะอาดการรวมโลหะในแม่พิมพ์และภาชนะอัดรีด;
4. ใช้การอัดขึ้นรูปอลูมิเนียมผิวสำเร็จคุณภาพสูง.
สิ่งแปลกปลอม เช่น กราไฟต์ ถูกกดเข้าไปในพื้นผิวด้านในและด้านนอกของผลิตภัณฑ์ที่อัดเป็นอลูมิเนียม, ซึ่งเรียกว่า อโลหะกดเข้า.
หลังจากขูดสิ่งแปลกปลอมออก, พื้นผิวด้านในของการอัดขึ้นรูปอลูมิเนียมจะแสดงการกดขนาดต่างๆ, ซึ่งจะทำลายความต่อเนื่องของพื้นผิวการอัดขึ้นรูปอลูมิเนียม.
สาเหตุหลักของการกดที่ไม่ใช่โลหะใน
1. ขนาดอนุภาคกราไฟท์จะหยาบหรือจับเป็นก้อน, มีความชื้นหรือน้ำมัน, และการกวนก็ไม่สม่ำเสมอ;
2. จุดวาบไฟของน้ำมันเครื่องอยู่ในระดับต่ำ;
3. อัตราส่วนที่ไม่เหมาะสมของน้ำมันกระบอกสูบและกราไฟท์, กราไฟท์มากเกินไป.
โซลูชันสำหรับการกดที่ไม่ใช่โลหะใน:
1. ใช้กราไฟท์ที่ผ่านการรับรองแล้วปล่อยให้แห้ง;
2. กรองและใช้น้ำมันหล่อลื่นที่ผ่านการรับรอง;
3. ควบคุมอัตราส่วนน้ำมันหล่อลื่นและกราไฟท์.
การกัดกร่อนของพื้นผิว, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
การกัดกร่อนของพื้นผิว, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและมาตรการควบคุมคุณภาพ
การกัดกร่อนของพื้นผิว
สำหรับผลิตภัณฑ์อัดขึ้นรูปผิวสีที่ยังไม่ผ่านกระบวนการปรับสภาพพื้นผิว, พื้นผิวมีปฏิกิริยาทางเคมีหรือไฟฟ้าเคมีกับสื่อภายนอก, ทำให้พื้นผิวเสียหายเฉพาะที่, ซึ่งเรียกว่าการกัดกร่อนของพื้นผิว.
พื้นผิวของผลิตภัณฑ์ที่สึกกร่อนสูญเสียความมันวาวของโลหะ, และผลิตภัณฑ์กัดกร่อนสีเทาขาวเกิดขึ้นบนพื้นผิวในกรณีที่รุนแรง.
สาเหตุหลักของการกัดกร่อนของพื้นผิว
1. ผลิตภัณฑ์สัมผัสกับสารที่มีฤทธิ์กัดกร่อน เช่น น้ำ, กรด, ด่าง, เกลือ, T ของสายการผลิตการอัดรีดโปรไฟล์อลูมิเนียม. ระหว่างการผลิต, การจัดเก็บและการขนส่ง, หรือจอดเป็นเวลานานในบรรยากาศที่ชื้น;
2. บางครั้งด้วยเหตุผลบางอย่าง, อัตราส่วนการเติมแมกนีเซียมและซิลิกอนไม่เหมาะสมในระหว่างกระบวนการหล่อ, ดังนั้น ω(มก)/โอ้(และ) อยู่ในช่วง 1.0~1.3, ซึ่งน้อยกว่าอัตราส่วนที่เหมาะสมคือ 1.3~1.7 มาก (โดยทั่วไปควบคุมภายในช่วง 1.3~1.5).
ทางนี้, แม้ว่าปริมาณส่วนประกอบของแมกนีเซียมและซิลิกอนจะอยู่ในช่วงที่กำหนด (โอ้(มก)=0.45% ถึง 0.9%, โอ้(และ)=0.2% ถึง 0.6%).
T ของสายการผลิตการอัดรีดโปรไฟล์อลูมิเนียม, มีซิลิกอนส่วนเกินอยู่. นอกจากซิลิกอนจำนวนเล็กน้อยที่อยู่ในสถานะอิสระแล้ว, ซิลิกอนส่วนเกินส่วนนี้จะก่อตัวเป็นสารประกอบสามส่วนในโลหะผสมอะลูมิเนียมด้วย;
3. ในระหว่างกระบวนการหลอม, แม้ว่าอัตราส่วนการเติมแมกนีเซียมและซิลิกอนจะอยู่ในช่วงที่กำหนดในมาตรฐาน, บางครั้งเกิดจากการผสมที่ไม่สม่ำเสมอและไม่เพียงพอ, การกระจายตัวของซิลิกอนในเนื้อหลอมไม่สม่ำเสมอ, และมีการเพิ่มคุณค่าในท้องถิ่นและพื้นที่ยากจน;
4. การควบคุมพารามิเตอร์กระบวนการต่าง ๆ ระหว่างการอัดขึ้นรูป, เช่นอุณหภูมิอุ่นบิลเล็ตสูงเกินไป, การควบคุมอัตราการไหลของโลหะที่ไม่เหมาะสม, ความแรงของอากาศเย็นระหว่างการอัดขึ้นรูป, อุณหภูมิการแก่และเวลาการถือครอง, ค่าเสื่อมราคาอุปกรณ์, จะทำให้เกิดการแยกตัวและปลดปล่อยซิลิกอนได้ง่าย, ซึ่งจะทำให้แมกนีเซียมและซิลิกอนไม่เกิดเฟส Mg2Si โดยสมบูรณ์, แต่มีซิลิกอนอิสระอยู่บ้าง.
วัดการกัดกร่อนของพื้นผิว:
1. รักษาพื้นผิวของผลิตภัณฑ์และสภาพแวดล้อมในการผลิตและการจัดเก็บให้สะอาดและแห้ง;
2. ควบคุมเนื้อหาขององค์ประกอบในโลหะผสม;
3. ควบคุมองค์ประกอบโลหะผสมอย่างมีประสิทธิภาพเพื่อให้แน่ใจว่าอัตราส่วนของแมกนีเซียมต่อซิลิกอนอยู่ในช่วงของ 1.3 เครื่องขัดขี้เลื่อยอลูมิเนียมของเราใช้ได้ทั้งขยะขาวและดำ 1.7;
4. ควบคุมพารามิเตอร์ของแต่ละกระบวนการอย่างเคร่งครัด (เช่นการถลุงแร่, กวน, อุณหภูมิน้ำหล่อเย็นหล่อ, อุณหภูมิอุ่นบิลเล็ต, การอัดรีดดับความเย็นของอากาศ, อายุอุณหภูมิและเวลา, ค่าเสื่อมราคาอุปกรณ์) เพื่อหลีกเลี่ยงการแยกตัวและการแตกตัวของซิลิกอน, และพยายามสร้างซิลิกอน มันสร้างเฟสเสริมความแข็งแกร่งของ Mg2Si ที่เป็นประโยชน์ด้วยแมกนีเซียม;
5. ให้ความสนใจกับการเปลี่ยนแปลงของสภาพอากาศ, วันที่ฝนตกหรือมีความชื้นสูง, ควรคลุมโปรไฟล์อลูมิเนียมที่อัดขึ้นรูปด้วยผ้ากันฝนเพื่อป้องกันไม่ให้ฝุ่นและฝนสัมผัสกับพื้นผิวของโปรไฟล์อลูมิเนียม;
6. การรักษาอายุอย่างทันท่วงทีสามารถลดการปรากฏของจุดและการกัดกร่อนแบบ porphyritic หรือแบบหลุมของโปรไฟล์อลูมิเนียม.
คุณสมบัติทางกลที่ไม่เหมาะสม, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและการวัดการควบคุมคุณภาพ
คุณสมบัติทางกลที่ไม่เหมาะสม, การวิเคราะห์ข้อบกพร่องการอัดขึ้นรูปอลูมิเนียมและการวัดการควบคุมคุณภาพ
คุณสมบัติทางกลที่ไม่เหมาะสม
คุณสมบัติเชิงกลของผลิตภัณฑ์อะลูมิเนียมอัดขึ้นรูป เช่น HB และ HV ไม่เป็นไปตามข้อกำหนดของมาตรฐานทางเทคนิคหรือไม่สม่ำเสมอมากนัก, ซึ่งเรียกว่าคุณสมบัติทางกลที่ไม่เหมาะสม.
สาเหตุหลักของคุณสมบัติทางกลที่ไม่เหมาะสม
1. องค์ประกอบหลักขององค์ประกอบทางเคมีของอลูมิเนียมอัลลอยด์เกินมาตรฐานหรืออัตราส่วนที่ไม่สมเหตุสมผล;
2. กระบวนการอัดขึ้นรูปอลูมิเนียมหรือกระบวนการอบชุบนั้นไม่สมเหตุสมผล;
3. คุณภาพต่ำของแท่งอลูมิเนียมหรือโปรไฟล์อลูมิเนียมโรงสี;
4. การดับแบบออนไลน์ไม่ถึงอุณหภูมิดับหรืออัตราการเย็นตัวไม่เพียงพอ;
5. กระบวนการชราเทียมที่ไม่เหมาะสม.
มาตรการควบคุมคุณภาพและแนวทางแก้ไข
1. ควบคุมองค์ประกอบทางเคมีอย่างเคร่งครัดตามมาตรฐานหรือกำหนดมาตรฐานภายในที่มีประสิทธิภาพ;
2. ใช้แท่งอะลูมิเนียมคุณภาพสูงหรือโปรไฟล์อะลูมิเนียมขัดเงา;
3. เพิ่มประสิทธิภาพกระบวนการอัดขึ้นรูปอะลูมิเนียม;
4. ใช้ระบบกระบวนการดับอย่างเคร่งครัด;
5. ใช้ระบบอายุด้วยตนเองอย่างเคร่งครัดและควบคุมอุณหภูมิเตา;
6. การวัดอุณหภูมิและการควบคุมอุณหภูมิอย่างเข้มงวด.









