

അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
എക്സ്ട്രൂഷൻ ഫണൽ, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
എക്സ്ട്രൂഷൻ ഫണൽ, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
എക്സ്ട്രൂഷൻ ഫണൽ കാരണങ്ങളും അളവും
എക്സ്ട്രൂഷൻ ഫണൽ
ചില എക്സ്ട്രൂഡ് ഉൽപ്പന്നങ്ങളുടെ അവസാനം, കുറഞ്ഞ മാഗ്നിഫിക്കേഷനിൽ പരിശോധനയ്ക്ക് ശേഷം, ഭാഗത്തിന്റെ മധ്യത്തിൽ കൊമ്പ് പോലെയുള്ള ഒരു പ്രതിഭാസമുണ്ട്, അതിനെ എക്സ്ട്രൂഷൻ ഫണൽ എന്ന് വിളിക്കുന്നു.
നിങ്ങൾക്ക് പലപ്പോഴും എക്സ്ട്രൂഷൻ ഫണലിന്റെ ആദ്യ തരം അല്ലെങ്കിൽ രണ്ടാമത്തെ തരം എക്സ്ട്രൂഷൻ ഫണൽ കാണാൻ കഴിയും.
ആദ്യ തരം എക്സ്ട്രൂഷൻ ഫണൽ എക്സ്ട്രൂഷന്റെ മധ്യഭാഗത്തായി സ്ഥിതിചെയ്യുന്നു, ഇത് ചുളിവുകളോ ഫണൽ ആകൃതിയിലോ ആണ്..
രണ്ടാമത്തെ തരം എക്സ്ട്രൂഷൻ ഫണൽ ആരത്തിലാണ് സ്ഥിതി ചെയ്യുന്നത് 1/2 ഉൽപ്പന്നത്തിന്റെ വിസ്തീർണ്ണം ഒരു മോതിരം ആകൃതിയിലുള്ള അല്ലെങ്കിൽ ചന്ദ്രക്കലയുടെ ആകൃതിയിലുള്ള വിള്ളലാണ്.
ചിലപ്പോൾ പാളിയിലെ തുടർച്ചയായ അല്ലെങ്കിൽ തുടർച്ചയായ വിള്ളലുകൾ അല്ലെങ്കിൽ വിള്ളലുകൾ ഉണ്ടാകാം 0.5-2 എക്സ്ട്രൂഷന്റെ ഉപരിതല പാളിയിൽ നിന്ന് മി.മീ, ഇത് മൂന്നാമത്തെ തരം എക്സ്ട്രൂഷൻ ഫണൽ എന്നാണ് അറിയപ്പെടുന്നത്.
പൊതുവെ, ഫോർവേഡ് എക്സ്ട്രൂഡഡ് ഉൽപ്പന്നത്തിന്റെ എക്സ്ട്രൂഷൻ ഫണൽ ബാക്ക്വേർഡ് എക്സ്ട്രൂഷനേക്കാൾ നീളമുള്ളതാണ്, കൂടാതെ മൃദുവായ അലോയ് ഹാർഡ് അലോയ്യേക്കാൾ നീളമുള്ളതാണ്.
ഫോർവേഡ് എക്സ്ട്രൂഡഡ് ഉൽപ്പന്നത്തിന്റെ എക്സ്ട്രൂഷൻ ഫണലിനെ കൂടുതലും പ്രതിനിധീകരിക്കുന്നത് ഒരു വാർഷിക ഫണലാണ്., ബാക്ക്വേർഡ് എക്സ്ട്രൂഡഡ് ഉൽപ്പന്നത്തിന്റെ എക്സ്ട്രൂഷൻ ഫണൽ കൂടുതലും ഒരു കേന്ദ്ര ഫണൽ ആകൃതിയാണ്.
പിൻഭാഗത്തേക്ക് ലോഹം പുറത്തെടുത്തിരിക്കുന്നു, കൂടാതെ ചത്ത കോണുകളിലെ ഇൻഗോട്ട് സ്കിൻ അല്ലെങ്കിൽ എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിന്റെ ഗാസ്കറ്റ്, ശേഖരിക്കപ്പെട്ട പുറം ഉൾപ്പെടുത്തലുകൾ എന്നിവ ഉൽപ്പന്നത്തിൽ ഇരട്ടി ഫണലായി രൂപം കൊള്ളുന്നു.;ശേഷിക്കുന്ന മെറ്റീരിയൽ വളരെ ചെറുതായിരിക്കുകയും ഉൽപ്പന്നത്തിന്റെ മധ്യഭാഗം വേണ്ടത്ര നിറയാതിരിക്കുകയും ചെയ്യുമ്പോൾ, ഇത് ആദ്യ തരം എക്സ്ട്രൂഷൻ ഫണലിലേക്ക് രൂപം കൊള്ളുന്നു.
അവസാനം മുതൽ മുൻവശം വരെ, എക്സ്ട്രൂഷൻ ഫണൽ ക്രമേണ ഭാരം കുറഞ്ഞതും പൂർണ്ണമായും അപ്രത്യക്ഷമാകുകയും ചെയ്യുന്നു.
എക്സ്ട്രൂഷൻ ഫണലിന്റെ പ്രധാന കാരണങ്ങൾ
1. ശേഷിക്കുന്ന മെറ്റീരിയൽ വളരെ ചെറുതാണ് അല്ലെങ്കിൽ ഉൽപ്പന്നം മുറിക്കുന്ന അവസാന ദൈർഘ്യം ആവശ്യകത നിറവേറ്റുന്നില്ല;
2. ഡമ്മി ബ്ലോക്ക് വൃത്തിയുള്ളതല്ല, എണ്ണ കൊണ്ട്;
3. എക്സ്ട്രൂഷന്റെ അവസാന ഘട്ടത്തിൽ, എക്സ്ട്രൂഷൻ വേഗത വളരെ വേഗത്തിലാണ് അല്ലെങ്കിൽ പെട്ടെന്ന് വർദ്ധിക്കുന്നു;
4. രൂപഭേദം വരുത്തിയ ഡമ്മി ബ്ലോക്ക് ഉപയോഗിക്കുക;
5. എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിന്റെ താപനില വളരെ ഉയർന്നതാണ്;
6. എക്സ്ട്രൂഷൻ കണ്ടെയ്നറും എക്സ്ട്രൂഷൻ വടിയും തെറ്റായി ക്രമീകരിച്ചിരിക്കുന്നു;
7. ഇൻഗോട്ടിന്റെ ഉപരിതലം ശുദ്ധമല്ല, എണ്ണ കൊണ്ട്, വേർതിരിക്കൽ, ഓവർലാപ്പുചെയ്യൽ തുടങ്ങിയ വൈകല്യങ്ങളുണ്ട്.
8. എക്സ്ട്രൂഷൻ സിലിണ്ടറിന്റെ ആന്തരിക സ്ലീവ് മിനുസമാർന്നതോ രൂപഭേദം വരുത്തിയതോ അല്ല, കൂടാതെ ലൈനർ യഥാസമയം വൃത്തിയാക്കുന്നില്ല.
എക്സ്ട്രൂഷൻ ഫണലിനുള്ള പരിഹാരങ്ങൾ:
1. ചട്ടങ്ങൾക്കനുസൃതമായി അവശിഷ്ടവും അവസാനവും മുറിക്കൽ;
2, പൂപ്പൽ വൃത്തിയായി സൂക്ഷിക്കുക;
3. ഇൻഗോട്ടിന്റെ ഉപരിതല ഗുണനിലവാരം മെച്ചപ്പെടുത്തുക;
4, എക്സ്ട്രൂഷൻ താപനിലയുടെയും വേഗതയുടെയും ന്യായമായ നിയന്ത്രണം;
5. പ്രത്യേക സാഹചര്യങ്ങൾ ഒഴികെ, പൂപ്പലിന്റെ ഉപരിതലത്തിൽ എണ്ണ പുരട്ടുന്നത് കർശനമായി നിരോധിച്ചിരിക്കുന്നു;
6. ഗാസ്കട്ട് ശരിയായി തണുപ്പിക്കുന്നു.
ബ്രൈറ്റ്സ്റ്റാർ അലുമിനിയം മെഷിനറി മാത്രമല്ല നൽകുന്നത് അലുമിനിയം പ്രൊഫൈൽ ആകൃതി തിരുത്തൽ, അലുമിനിയം പ്രൊഫൈൽ പൊതിയുന്ന യന്ത്രവും അലുമിനിയം പ്രൊഫൈൽ പോളിഷിംഗ് മെഷീൻ, മാത്രമല്ല മരം ധാന്യം പ്രഭാവം സബ്ലിമേഷൻ യന്ത്രം, അലുമിനിയം പ്രൊഫൈൽ ബ്രഷിംഗ് ക്ലീനിംഗ് മെഷീൻ അലുമിനിയം പ്രൊഫൈൽ ഷോട്ട് ബ്ലാസ്റ്റിംഗ് മെഷീനും, ഞങ്ങളുടെ ഉപഭോക്താക്കൾക്കായി തുടങ്ങിയവ.
ടേൺകീ പദ്ധതിയും പൂർത്തിയായ പരിഹാരവും, പാക്കേജ് ഡീലും ഒറ്റത്തവണ സേവനവും.
നാടൻ ധാന്യ മേഖല, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
നാടൻ ധാന്യ മേഖല, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
നാടൻ ധാന്യ മേഖല കാരണങ്ങളും അളവും
നാടൻ ധാന്യ മേഖല
പരുക്കൻ ധാന്യ മേഖല പുറംതള്ളപ്പെട്ട ഉൽപ്പന്നത്തിന്റെ ചുറ്റളവിൽ രൂപം കൊള്ളുന്ന ഒരു വൃത്താകൃതിയിലുള്ള നാടൻ ധാന്യ മേഖലയാണ്, ഇത് എക്സ്ട്രൂഡ് ഉൽപ്പന്നത്തിന്റെ ഘടനാപരമായ വൈകല്യമാണ്.
നാടൻ ധാന്യമേഖലയിലെ ധാന്യത്തിന്റെ അളവ് കവിഞ്ഞേക്കാം 10 വരെ 100 യഥാർത്ഥ ധാന്യത്തിന്റെ ഇരട്ടി വലുപ്പവും വരെ 800 വരെ 1500 btm.
ഇത് ഉൽപ്പന്നത്തിന്റെ മെക്കാനിക്കൽ ഗുണങ്ങൾ കുറയ്ക്കുന്നതിന് കാരണമാകുന്നു, കൂടാതെ ക്ഷീണ പ്രതിരോധം മധ്യമേഖലയേക്കാൾ കുറവാണ്, പരുക്കൻ ധാന്യ മേഖലയിലാണ് പലപ്പോഴും വിള്ളൽ ഉണ്ടാകുന്നത്.
അത്തരമൊരു വൈകല്യമുള്ള അലുമിനിയം പ്രൊഫൈൽ വലിച്ചുനീട്ടുമ്പോൾ, അനോഡൈസ് ചെയ്തതിന് ശേഷം ഉപരിതലം പരുക്കനാകുകയും ഉപരിതലം മനോഹരമാവില്ല.
ചില അലുമിനിയം അലോയ് എക്സ്ട്രൂഡഡ് ഉൽപ്പന്നങ്ങൾ ലായനി ട്രീറ്റ്മെന്റിന് ശേഷം കുറഞ്ഞ ഫോൾഡ് ടെസ്റ്റ് പീസിൽ ഉൽപ്പന്നത്തിന്റെ ചുറ്റളവിൽ ഒരു പരുക്കൻ റീക്രിസ്റ്റലൈസ്ഡ് ധാന്യ ഘടന ഉണ്ടാക്കുന്നു., ഒരു നാടൻ ധാന്യ മേഖല എന്ന് വിളിക്കപ്പെടുന്നു.
ഉൽപ്പന്നത്തിന്റെ വ്യത്യസ്ത രൂപങ്ങളും പ്രോസസ്സിംഗ് രീതികളും കാരണം, മോതിരം, ആർക്ക്, പരുക്കൻ ധാന്യ മേഖലയുടെ മറ്റ് രൂപങ്ങൾ എന്നിവ രൂപപ്പെടാം.
നാടൻ ധാന്യ മേഖലയുടെ ആഴം ക്രമേണ അപ്രത്യക്ഷമാകുന്നതിന് പിന്നിലെ അവസാനത്തിൽ നിന്ന് മുൻഭാഗത്തേക്ക് കുറയുന്നു.
ചൂടുള്ള പുറംതള്ളലിന് ശേഷം ഉൽപ്പന്നത്തിന്റെ ഉപരിതല പാളിയിൽ രൂപം കൊള്ളുന്ന ഒരു ഉപ-ധാന്യ മേഖലയാണ് രൂപീകരണ സംവിധാനം, ചൂട് ലായനി ചികിത്സയ്ക്ക് ശേഷം ഒരു നാടൻ പുനർക്രിസ്റ്റലൈസ്ഡ് ധാന്യ മേഖല രൂപപ്പെടുത്തുന്നു.
നാടൻ ധാന്യ മേഖലയുടെ കാരണങ്ങൾ:
1. എക്സ്ട്രൂഷൻ അസമമായ രൂപഭേദം;
2. ചൂട് ചികിത്സ താപനില വളരെ ഉയർന്നതാണ്, ഹോൾഡിംഗ് സമയം വളരെ നീണ്ടതാണ്;
3. ഇൻഗോട്ടിന്റെ രാസഘടന യുക്തിരഹിതമാണ്;
4. പൊതു ചൂട് ചികിത്സിക്കാവുന്ന ശക്തിപ്പെടുത്തൽ അലോയ് ചൂട് ചികിത്സയ്ക്ക് ശേഷം ഒരു നാടൻ ധാന്യ മേഖലയുണ്ട്, പ്രത്യേകിച്ച് 6A02 തരം, 2A50 അലോയ് പ്രൊഫൈലും ബാറും ഏറ്റവും ഗുരുതരമാണ്, ഇല്ലാതാക്കാൻ കഴിയില്ല, ഒരു നിശ്ചിത പരിധിക്കുള്ളിൽ മാത്രമേ നിയന്ത്രിക്കാൻ കഴിയൂ;
5 എക്സ്ട്രൂഷൻ രൂപഭേദം ചെറുതോ അപര്യാപ്തമോ ആണ്, അല്ലെങ്കിൽ നിർണായക രൂപഭേദം പരിധിയിൽ, നാടൻ ധാന്യ മേഖല ഉത്പാദിപ്പിക്കാൻ എളുപ്പമാണ്.
നാടൻ ധാന്യ മേഖലയ്ക്കുള്ള പരിഹാരങ്ങൾ
1. എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിന്റെ ആന്തരിക മതിൽ മിനുസമാർന്നതും വൃത്തിയുള്ളതുമാണ്, എക്സ്ട്രൂഷൻ സമയത്ത് ഘർഷണം കുറയ്ക്കുന്നു;
2. രൂപഭേദം കഴിയുന്നത്ര പൂർണ്ണവും ഏകതാനവുമാണ്, കൂടാതെ താപനിലയും വേഗതയും പോലെയുള്ള പ്രോസസ്സ് പാരാമീറ്ററുകൾ ന്യായമായും നിയന്ത്രിക്കപ്പെടുന്നു;
3. പരിഹാരം ഒഴിവാക്കാൻ, ചികിത്സയുടെ താപനില വളരെ കൂടുതലാണ് അല്ലെങ്കിൽ ഹോൾഡിംഗ് സമയം വളരെ കൂടുതലാണ്;
4. മൾട്ടി-കാവിറ്റി പൂപ്പൽ ഉപയോഗിച്ച് എക്സ്ട്രൂഷൻ;
5. ബാക്ക്വേർഡ് എക്സ്ട്രൂഷനും ഹൈഡ്രോസ്റ്റാറ്റിക് എക്സ്ട്രൂഷനും വഴിയുള്ള എക്സ്ട്രൂഷൻ;
6. പരിഹാര ചികിത്സ-ഡ്രോയിംഗ്-ഏജിംഗ് രീതി ഉപയോഗിച്ച് നിർമ്മിക്കുന്നത്;
7. മൊത്തം അലോയ് കോമ്പോസിഷൻ ക്രമീകരിക്കുകയും റീക്രിസ്റ്റലൈസേഷൻ ഇൻഹിബിഷൻ ഘടകം വർദ്ധിപ്പിക്കുകയും ചെയ്യുക;
8. ഉയർന്ന ഊഷ്മാവിൽ എക്സ്ട്രൂഷൻ ഉണ്ടാക്കുക;
9. ചില അലോയ് ഇൻഗോട്ടുകൾക്ക് ഏകീകൃതമാണ്.
ലേയറിംഗ്, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
ലേയറിംഗ്, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
ലെയറിംഗ് കാരണങ്ങളും അളവും
ലേയറിംഗ്
ലോഹപ്രവാഹം താരതമ്യേന ഏകതാനമാകുമ്പോൾ പൂപ്പലിനും ഫ്രണ്ട്-എൻഡ് ഇലാസ്റ്റിക് മേഖലയ്ക്കും ഇടയിലുള്ള ഇന്റർഫേസിനൊപ്പം ഉൽപ്പന്നത്തിലേക്ക് ഒഴുകുന്ന ഇൻഗോട്ട് സ്കിൻ മൂലമുണ്ടാകുന്ന സ്കിൻ ലേയറിംഗ് വൈകല്യമാണിത്..
ലാറ്ററൽ ലോ പ്രൊഫൈൽ ടെസ്റ്റ് പീസ്, ക്രോസ്-സെക്ഷന്റെ എഡ്ജ് ഭാഗത്ത് പാളി ഇല്ലെന്ന ഒരു തകരാറുണ്ട്.
പ്രധാന കാരണങ്ങൾ:
1. ഇൻഗോട്ടിന്റെ ഉപരിതലത്തിൽ പൊടി അല്ലെങ്കിൽ ഒരു വലിയ വേർതിരിക്കൽ സംഗ്രഹം ഉണ്ട്, ചർമ്മം നീക്കം ചെയ്യാതെ ലോഹ ട്യൂമർ ഒരു ലെയറിംഗ് ഉണ്ടാക്കാൻ എളുപ്പമാണ്;
2. മിൽ ഫിനിഷിൽ ബർസ് അല്ലെങ്കിൽ അഴുക്ക് ഉണ്ട്, എണ്ണ പാടുകൾ, ചിപ്സും മറ്റ് അഴുക്കും, പുറത്തെടുക്കുന്നതിന് മുമ്പ് വൃത്തിയാക്കിയിട്ടില്ല;
3. ഡൈ ഹോളിന്റെ സ്ഥാനം യുക്തിരഹിതമാണ്, എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിന്റെ അരികിൽ അടുത്ത്;
4. എക്സ്ട്രൂഷൻ ടൂൾ ഗൗരവമായി ധരിക്കുന്നു അല്ലെങ്കിൽ കണ്ടെയ്നറിന്റെ സ്ലീവിൽ അഴുക്ക് ഉണ്ട്, ഇത് വൃത്തിയുള്ളതല്ല, സമയബന്ധിതമായി മാറ്റിസ്ഥാപിച്ചിട്ടില്ല;
5. ഡമ്മി ബ്ലോക്കിന്റെ വ്യാസ വ്യത്യാസം വളരെ വലുതാണ്;
6. എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിന്റെ താപനില ഇൻഗോട്ടിന്റെ താപനിലയേക്കാൾ വളരെ കൂടുതലാണ്.
ലേയറിംഗിനുള്ള പരിഹാരങ്ങൾ:
1. ന്യായമായ രീതിയിൽ പൂപ്പൽ രൂപകൽപ്പന ചെയ്യുകയും യോഗ്യതയില്ലാത്ത ഉപകരണങ്ങൾ യഥാസമയം പരിശോധിക്കുകയും മാറ്റിസ്ഥാപിക്കുകയും ചെയ്യുക;
2. ലോഗ് തപീകരണ ചൂളയ്ക്കായി യോഗ്യതയില്ലാത്ത ഇൻഗോട്ടുകൾ ഉപയോഗിക്കുന്നില്ല;
3. ശേഷിക്കുന്ന വസ്തുക്കൾ മുറിച്ച ശേഷം, ഇത് വൃത്തിയാക്കണം, ലൂബ്രിക്കറ്റിംഗ് ഓയിലിനൊപ്പം ഉണ്ടാകാൻ അനുവദിക്കരുത്;
4. എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിന്റെ ലൈനിംഗ് നല്ല നിലയിൽ സൂക്ഷിക്കുക അല്ലെങ്കിൽ കൃത്യസമയത്ത് ലൈനിംഗ് വൃത്തിയാക്കുക.
എക്സ്ട്രൂഷൻ ക്രാക്ക്, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
എക്സ്ട്രൂഷൻ ക്രാക്ക്, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
എക്സ്ട്രൂഷൻ ക്രാക്ക് കാരണങ്ങളും അളവും
എക്സ്ട്രൂഷൻ ക്രാക്ക്
എക്സ്ട്രൂഡഡ് ഉൽപ്പന്നത്തിന്റെ ലാറ്ററൽ ടെസ്റ്റ് ഭാഗത്തിന്റെ അരികിലുള്ള ഒരു ചെറിയ ആർക്ക് ആകൃതിയിലുള്ള വിള്ളലാണിത്, അതിന്റെ രേഖാംശ ദിശയിൽ ഒരു നിശ്ചിത കോണിൽ ഇടയ്ക്കിടെ പൊട്ടുന്നു, വിള്ളൽ ചെറുതായിരിക്കുമ്പോൾ ചർമ്മത്തിനടിയിൽ മറഞ്ഞിരിക്കുന്നു, കഠിനമായ കേസുകളിൽ പുറം ഉപരിതല പാളി ഒരു ദ്വിതീയ വിള്ളൽ ഉണ്ടാക്കുന്നു, ലോഹത്തിന്റെ തുടർച്ചയെ ഗുരുതരമായി നശിപ്പിക്കുന്നു.
പൂപ്പൽ ഭിത്തിയുടെ അമിതമായ ടെൻസൈൽ സ്ട്രെസ് മൂലം എക്സ്ട്രൂഷൻ പ്രക്രിയയിൽ ലോഹ ഉപരിതല പാളി കീറുന്നതിലൂടെയാണ് എക്സ്ട്രൂഷൻ ക്രാക്ക് രൂപപ്പെടുന്നത്..
എക്സ്ട്രൂഷൻ വിള്ളലുകളുടെ പ്രധാന കാരണങ്ങൾ:
1. എക്സ്ട്രൂഷൻ വേഗത വളരെ വേഗത്തിലാണ്; പ്രൊഫൈലിൽ വിള്ളലുകൾ ഉണ്ടാകാൻ ലോഹ പ്രതലത്തിലെ അധിക ടെൻസൈൽ സമ്മർദ്ദം വർദ്ധിക്കുന്നു.
2. എക്സ്ട്രൂഷൻ താപനില വളരെ ഉയർന്നതാണ്, ലോഹ പ്രതലത്തിന്റെ ടെൻസൈൽ ശക്തി കുറയുന്നു, ഘർഷണത്തിന്റെ പ്രവർത്തനത്തിൽ വിള്ളലുകൾ സംഭവിക്കുന്നു
3. എക്സ്ട്രൂഷൻ വേഗത വളരെയധികം ചാഞ്ചാടുന്നു;
4. എക്സ്ട്രൂഡഡ് ലൈനിന്റെ താപനില വളരെ ഉയർന്നതാണ്;
5. പോറസ് ഡൈ എക്സ്ട്രൂഡ് ചെയ്യുമ്പോൾ, ഡൈ കേന്ദ്രത്തോട് വളരെ അടുത്താണ് ക്രമീകരിച്ചിരിക്കുന്നത്, അങ്ങനെ കേന്ദ്ര ലോഹത്തിന്റെ വിതരണം അപര്യാപ്തമാണ്, അതിനാൽ മധ്യഭാഗവും എഡ്ജ് വേഗതയും തമ്മിലുള്ള വ്യത്യാസം വളരെ വലുതാണ്;
6. അലുമിനിയം ഇങ്കോട്ട് ഹോമോജനൈസേഷൻ നല്ലതല്ല.
എക്സ്ട്രൂഷൻ ക്രാക്കിനുള്ള പരിഹാരങ്ങൾ:
1. വിവിധ തപീകരണ, എക്സ്ട്രൂഷൻ സവിശേഷതകൾ കർശനമായി നടപ്പിലാക്കുക;
2. സാധാരണ പ്രവർത്തനം ഉറപ്പാക്കാൻ ഉപകരണങ്ങളുടെയും ഉപകരണങ്ങളുടെയും സമയബന്ധിതമായ പരിശോധന;
3. പൂപ്പൽ ഡിസൈൻ പരിഷ്ക്കരിക്കുക, ശ്രദ്ധാപൂർവ്വം പ്രോസസ്സിംഗ്, പ്രത്യേകിച്ച് പൂപ്പൽ പാലത്തിന്റെ രൂപകൽപ്പന, വെൽഡിംഗ് ചേമ്പറും കോണീയ ആരവും ന്യായയുക്തമായിരിക്കണം;
4. ഉയർന്ന മഗ്നീഷ്യം അലുമിനിയം അലോയ്കളിൽ സോഡിയത്തിന്റെ അളവ് കുറയ്ക്കുക;
5. ബില്ലെറ്റ് അതിന്റെ പ്ലാസ്റ്റിറ്റിയും ഏകീകൃതതയും മെച്ചപ്പെടുത്താൻ ഏകതാനമാക്കിയിരിക്കുന്നു.
എയർ ബബിൾ, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
എയർ ബബിൾ, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
എയർ ബബിൾ
പ്രാദേശിക ചർമ്മ ലോഹം അടിസ്ഥാന ലോഹത്തിൽ നിന്ന് തുടർച്ചയായി അല്ലെങ്കിൽ തുടർച്ചയായി വേർതിരിക്കപ്പെടുകയും വൃത്താകൃതിയിലുള്ള ഒറ്റ അല്ലെങ്കിൽ സ്ട്രിപ്പ് ആകൃതിയിലുള്ള അറയുടെ ബൾജിന്റെ തകരാറ് കാണിക്കുകയും ചെയ്യുന്നു., അതിനെ എയർ ബബിൾ എന്ന് വിളിച്ചിരുന്നു.
ഇത് അലുമിനിയം എക്സ്ട്രൂഷനിലെ ഒരുതരം തകരാറാണ്.
വായു കുമിളകളുടെ പ്രധാന കാരണങ്ങൾ:
1. അത് എക്സ്ട്രൂഷൻ പ്രക്രിയയിലായിരിക്കുമ്പോൾ, എക്സ്ട്രൂഷൻ കണ്ടെയ്നറും ഈർപ്പമുള്ള ഡമ്മി ബ്ലോക്കും, എണ്ണയും ഗ്രാഫൈറ്റും;
2. എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിന്റെ തേയ്മാനം കാരണം, തേഞ്ഞ ഭാഗങ്ങൾക്കും ഇൻഗോട്ടിനുമിടയിലുള്ള വായു എക്സ്ട്രൂഷനിൽ ലോഹ പ്രതലത്തിലേക്ക് പോകുന്നു;
3. ലൂബ്രിക്കന്റിൽ ഈർപ്പം ഉണ്ട്;
4. ബില്ലെറ്റ് ഘടനയിൽ തന്നെ അയഞ്ഞതും പോറോസിറ്റി വൈകല്യങ്ങളുമുണ്ട്;
5. ചൂട് ചികിത്സ താപനില വളരെ ഉയർന്നതാണ്, ഹോൾഡിംഗ് സമയം വളരെ നീണ്ടതാണ്, ചൂളയിലെ അന്തരീക്ഷ ഈർപ്പം ഉയർന്നതാണ്;
6. ഉൽപ്പന്നത്തിലെ ഹൈഡ്രജന്റെ അളവ് വളരെ കൂടുതലാണ്;
7. എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിന്റെ താപനിലയും ബില്ലറ്റിന്റെ താപനിലയും വളരെ ഉയർന്നതാണ്;
8. ബില്ലറ്റുകളും എക്സ്ട്രൂഷൻ കണ്ടെയ്നറും തമ്മിലുള്ള വിടവ് വളരെ വലുതാണ്, കണ്ടെയ്നർ മതിലിനും എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിനും ഇടയിൽ കുമിളകൾ എളുപ്പത്തിൽ രൂപം കൊള്ളുന്നു;
9. എക്സ്ട്രൂഷൻ വേഗത വളരെ വേഗത്തിലാണ്, എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിലെ വായുവിന്റെ അളവ് വർദ്ധിക്കുന്നത് മൂലമുണ്ടാകുന്ന വായു കുമിളകളും.
വായു കുമിളയ്ക്കുള്ള പരിഹാരങ്ങൾ
1. ഉപകരണത്തിന്റെയും ബില്ലറ്റുകളുടെയും ഉപരിതലം വൃത്തിയായി തുടരുന്നു, മിനുസമാർന്നതും വരണ്ടതുമാണ്;
2. എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിന്റെയും ഡമ്മി ബ്ലോക്കിന്റെയും പൊരുത്തപ്പെടുന്ന വലുപ്പം ന്യായമായ രീതിയിൽ രൂപകൽപ്പന ചെയ്യുക, എക്സ്ട്രൂഷൻ കണ്ടെയ്നർ വൃത്തിയാക്കുക. എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിന് ഒരു പ്രശ്നമുണ്ടാകുമ്പോൾ, അത് യഥാസമയം നന്നാക്കണം, കൂടാതെ ഡമ്മി ബ്ലോക്ക് സഹിഷ്ണുതയുടെ പുറത്താകരുത്;
3. ലൂബ്രിക്കന്റ് വൃത്തിയുള്ളതും ഉണങ്ങിയതുമാണെന്ന് ഉറപ്പാക്കുക;
4. എക്സ്ട്രൂഷൻ പ്രോസസ്സ് ഓപ്പറേഷൻ പ്രക്രിയ കർശനമായി പാലിക്കുക, സമയോചിതമായ എക്സോസ്റ്റ്, ശരിയായ മുറിക്കൽ, എണ്ണയില്ല, ശേഷിക്കുന്ന വസ്തുക്കൾ പൂർണ്ണമായും നീക്കം ചെയ്യുക, മിൽ ഫിനിഷും ഉപകരണങ്ങളും അച്ചുകളും വൃത്തിയായി സൂക്ഷിക്കുക, മലിനമാകാതെ സൂക്ഷിക്കുക;
5. അലുമിനിയം കാസ്റ്റിംഗ് ബില്ലറ്റിനുള്ളിലെ വായുവിന്റെ അളവ് കുറയ്ക്കണം;
6. അലൂമിനിയം ബില്ലറ്റുകളുടെ താപനില വളരെ ഉയർന്നതല്ലാതിരിക്കുക;
7. അമിതമായ ലൂബ്രിക്കേഷൻ ഒഴിവാക്കാൻ പ്രയോഗിക്കുന്ന ലൂബ്രിക്കന്റിന്റെ അളവ് നിയന്ത്രിക്കുക;
8. എക്സ്ട്രൂഷൻ വേഗത നിയന്ത്രിക്കുകയും എക്സ്ട്രൂഷൻ പ്രക്രിയയ്ക്ക് അനുസൃതമായി ഇത് നിർമ്മിക്കുകയും ചെയ്യുക.
പുറംതൊലി, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
പുറംതൊലി, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
അലുമിനിയം അലോയ് എക്സ്ട്രൂഡ് ഉൽപ്പന്നത്തിന്റെ സ്കിൻ ലോഹത്തിനും അടിസ്ഥാന ലോഹത്തിനും ഇടയിൽ ഭാഗം വീഴുന്ന പ്രതിഭാസമാണിത്..
പുറംതൊലിയിലെ പ്രധാന കാരണങ്ങൾ:
1. അത് എക്സ്ട്രൂഷൻ പ്രക്രിയയിലായിരിക്കുമ്പോൾ, എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിന്റെ ആന്തരിക മതിൽ അലുമിനിയം ലോഹത്താൽ രൂപപ്പെട്ട ലൈനിംഗിൽ കുടുങ്ങിയിരിക്കുന്നു, വൃത്തിയാക്കലും പോരാ;
2. എക്സ്ട്രൂഷൻ കണ്ടെയ്നറും ഡമ്മി ബ്ലോക്കും ശരിയായി പൊരുത്തപ്പെടുന്നില്ല, എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിന്റെ ആന്തരിക മതിൽ ശേഷിക്കുന്ന ലോഹം കൊണ്ട് നിരത്തിയിരിക്കുന്നു;
3. എക്സ്ട്രൂഷൻ കണ്ടെയ്നർ ലൂബ്രിക്കേറ്റുചെയ്യുന്നതിലൂടെ എക്സ്ട്രൂഷൻ;
4. മെറ്റൽ അല്ലെങ്കിൽ പൂപ്പൽ പ്രവർത്തിക്കുന്ന ഭൂമിയുള്ള ഡൈ ഹോൾ വളരെ ദൈർഘ്യമേറിയതാണ്.
പുറംതൊലിക്കുള്ള പരിഹാരങ്ങൾ:
1. അലോയ് മാറ്റുമ്പോൾ, എക്സ്ട്രൂഷൻ കണ്ടെയ്നർ എക്സ്ട്രൂഷൻ ചെയ്യുമ്പോൾ നന്നായി വൃത്തിയാക്കുക;
2. എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിന്റെയും ഡമ്മി ബ്ലോക്കിന്റെയും ഫിറ്റ് വലുപ്പം ന്യായമായ രീതിയിൽ രൂപകൽപ്പന ചെയ്യുക, കൂടാതെ പലപ്പോഴും ഉപകരണത്തിന്റെ വലിപ്പം പരിശോധിക്കുക, കൂടാതെ ഡമ്മി ബ്ലോക്ക് സഹിഷ്ണുതയുടെ പുറത്താകരുത്;
3. അച്ചിൽ അവശേഷിക്കുന്ന ലോഹം കൃത്യസമയത്ത് വൃത്തിയാക്കുക.
4. ഉപകരണത്തിന്റെയും ബില്ലറ്റുകളുടെയും ഉപരിതലം വൃത്തിയായി തുടരണം, മിനുസമാർന്നതും വരണ്ടതുമാണ്;
5. അമിതമായ താപനിലയും വേഗതയും തടയാൻ എപ്പോഴും ഉപകരണങ്ങളും ഉപകരണവും പരിശോധിക്കുക;
6. നടപടിക്രമങ്ങളും സംവിധാനങ്ങളും കർശനമായി നടപ്പിലാക്കുക;
7. ന്യായമായ രീതിയിൽ രൂപകല്പന ചെയ്യുകയും പൂപ്പൽ നിർമ്മിക്കുകയും ചെയ്യുക;
8. കർശനമായ പ്രവർത്തനം, ശേഷിക്കുന്ന വസ്തുക്കളുടെ ശരിയായ കട്ടിംഗും പൂർണ്ണമായ എക്സ്ഹോസ്റ്റും.
പ്രതികൂല ബോണ്ടിംഗ് വൈകല്യങ്ങൾ, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
പ്രതികൂല ബോണ്ടിംഗ് വൈകല്യങ്ങൾ, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
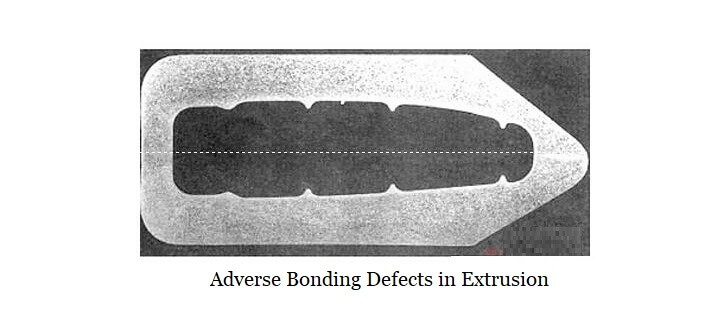
പോർട്ട്ഹോൾ പൂപ്പൽ പുറത്തെടുത്ത പൊള്ളയായ ഉൽപ്പന്നം ഡീലാമിനേറ്റഡ് അല്ലെങ്കിൽ ബോണ്ടിംഗ് ജോയിന്റിൽ പൂർണ്ണമായി ബന്ധിപ്പിച്ചിട്ടില്ലാത്ത പ്രതിഭാസത്തെ പ്രതികൂല ബോണ്ടിംഗ് വൈകല്യങ്ങൾ എന്ന് വിളിക്കുന്നു..
പ്രതികൂല ബോണ്ടിംഗ് വൈകല്യങ്ങൾ കാരണമാകുന്നു
1. എക്സ്ട്രൂഷൻ കോഫിഫിഷ്യന്റ് ചെറുതാണ്, എക്സ്ട്രൂഷൻ താപനില കുറവാണ്, എക്സ്ട്രൂഷൻ വേഗത വേഗത്തിലുമാണ്;
2. എക്സ്ട്രൂഷൻ ബില്ലറ്റുകളോ ഉപകരണങ്ങളോ വൃത്തിയുള്ളതല്ല;
3. എണ്ണയോടുകൂടിയ എക്സ്ട്രൂഷൻ പൂപ്പൽ;
4. പൂപ്പൽ രൂപകൽപ്പന അനുചിതമാണ്, ഹൈഡ്രോസ്റ്റാറ്റിക് മർദ്ദം മതിയായതോ അസമമായതോ അല്ല, പോർത്തോളിന്റെ രൂപകൽപ്പന യുക്തിരഹിതമാണ്;
5. ബില്ലറ്റ് ഉപരിതലത്തിൽ എണ്ണയുണ്ട്
എന്നതിനുള്ള പരിഹാരങ്ങൾ പ്രതികൂല ബോണ്ടിംഗ് വൈകല്യങ്ങൾ
1. എക്സ്ട്രൂഷൻ കോഫിഫിഷ്യന്റ് ഉചിതമായി വർദ്ധിപ്പിക്കുക, എക്സ്ട്രൂഷൻ താപനിലയും എക്സ്ട്രൂഷൻ വേഗതയും ക്രമീകരിക്കുക;
2. അച്ചുകൾക്കുള്ള ന്യായമായ രൂപകൽപ്പനയും നിർമ്മാണവും;
3. എക്സ്ട്രൂഷൻ കണ്ടെയ്നറും ഡമ്മി ബ്ലോക്കും എണ്ണ തേച്ച് വൃത്തിയായി സൂക്ഷിക്കരുത്;
4. വൃത്തിയുള്ള പ്രതലമുള്ള ബില്ലറ്റുകൾ.
സ്ക്രാച്ച്, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
സ്ക്രാച്ച്, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
അലുമിനിയം എക്സ്ട്രൂഷനിലെ സ്ക്രാച്ച് കാരണങ്ങളും പരിഹാരങ്ങളും
സ്ക്രാച്ച്
മൂർച്ചയുള്ള വസ്തുവും ഉപരിതല അലുമിനിയം പ്രൊഫൈലും തമ്മിലുള്ള ബന്ധം കാരണം, താരതമ്യേന ചലനം മൂലമുണ്ടാകുന്ന ഒരു രേഖ അല്ലെങ്കിൽ സ്ട്രിപ്പ് എന്ന നിലയിൽ മെക്കാനിക്കൽ നാശത്തെ സ്ക്രാച്ച് എന്ന് വിളിക്കുന്നു.
അല്ലെങ്കിൽ പുറംതള്ളപ്പെട്ട ഉൽപ്പന്നത്തിന്റെ ഉപരിതലം മറ്റ് വസ്തുക്കളുടെ അരികുകളുമായോ പ്രതലങ്ങളുമായോ സമ്പർക്കം പുലർത്തുന്നു, ഉൽപ്പന്നത്തിന്റെ ഉപരിതലത്തിൽ ആപേക്ഷിക സ്ലൈഡിംഗ് അല്ലെങ്കിൽ സ്ഥാനചലനം മൂലമുണ്ടാകുന്ന ലൈൻ അല്ലെങ്കിൽ സ്ട്രിപ്പ് സ്ക്രാച്ച് കൂടിയാണ് സ്ക്രാച്ച്.
അലുമിനിയം പ്രൊഫൈൽ പോറലുകൾക്കുള്ള കാരണങ്ങൾ
1. ടൂൾ അസംബ്ലി ശരിയല്ല, വിതരണവും വർക്ക് ടേബിളും മിനുസമാർന്നതല്ല, കൂടാതെ മൂർച്ചയുള്ള മൂലകളോ വിദേശ വസ്തുക്കളോ ഉണ്ട്;
2. ലോഹകണങ്ങളുള്ള പൂപ്പൽ ഭൂമി അല്ലെങ്കിൽ പൂപ്പൽ ഭൂമിക്ക് കേടുപാടുകൾ സംഭവിക്കുന്നു;
3. ലൂബ്രിക്കറ്റിംഗ് ഓയിലിൽ മണൽ അല്ലെങ്കിൽ തകർന്ന ലോഹ അവശിഷ്ടങ്ങൾ ഉണ്ട്;
4. കൈകാര്യം ചെയ്യൽ പ്രക്രിയയിൽ തെറ്റായ പ്രവർത്തനം, ഹോസ്റ്റ് അനുയോജ്യമല്ല;
5. എക്സ്ട്രൂഷൻ ഡൈ ഗുരുതരമായി ധരിക്കുന്നു;
6. അലുമിനിയം ബില്ലറ്റുകളുടെ അമിത താപനില കാരണം, ഡൈ ഹോൾ അലൂമിനിയത്തിൽ പറ്റിപ്പിടിച്ചിരിക്കുന്നു അല്ലെങ്കിൽ ഡൈ ഹോൾ വർക്കിംഗ് ബെൽറ്റ് കേടായി;
7. ഗ്രാഫൈറ്റ്, എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിലേക്ക് എണ്ണയും മറ്റ് അഴുക്കും വീഴുന്നു;
8. എക്സ്ട്രൂഷൻ ഉൽപ്പന്നങ്ങൾ പരസ്പരം നീങ്ങുന്നു, ഉപരിതല പോറലുകൾക്ക് കാരണമാകുന്നു; എക്സ്ട്രൂഷൻ ഫ്ലോ അസമമായി, പ്രൊഫൈൽ ഒരു നേർരേഖയിൽ ഒഴുകാതിരിക്കാൻ കാരണമാകുന്നു, പ്രൊഫൈലുകൾക്കും പ്രൊഫൈലുകൾക്കും ഇടയിലും പ്രൊഫൈലിനും ഗൈഡുകൾക്കും വർക്ക് ബെഞ്ചിനും ഇടയിലുള്ള പോറലുകൾ.
അലുമിനിയം പ്രൊഫൈൽ സ്ക്രാച്ചിനുള്ള പരിഹാരങ്ങൾ
1. ഡൈ ലാൻഡ് ഉടൻ പരിശോധിച്ച് പോളിഷ് ചെയ്യുക;
2. ഉൽപ്പന്നം കൈമാറുന്നതും സ്റ്റാക്കറും പരിശോധിക്കുക;
3. ചലിക്കുന്ന സമയത്ത് മെക്കാനിക്കൽ ആഘാതവും പോറലും ഒഴിവാക്കുക;
4. ലോഡിംഗിലും അൺലോഡിംഗിലും ശ്രദ്ധാപൂർവ്വം പ്രവർത്തിക്കുക;
5. യോഗ്യതയില്ലാത്ത എക്സ്ട്രൂഷൻ യഥാസമയം പരിശോധിച്ച് മാറ്റിസ്ഥാപിക്കുക;
6. മിൽ ഫിനിഷ് പ്രൊഫൈലിന്റെ ചൂടാക്കൽ താപനില നിയന്ത്രിക്കുക;
7. എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിന്റെയും മിൽ ഫിനിഷിന്റെയും ഉപരിതലം വൃത്തിയുള്ളതും വരണ്ടതുമാണെന്ന് ഉറപ്പാക്കുക;
8. ഏകീകൃത വേഗത ഉറപ്പാക്കാൻ എക്സ്ട്രൂഷൻ വേഗത നിയന്ത്രിക്കുക.
ഡൈ ലൈൻ, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
ഡൈ ലൈൻ, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
എക്സ്ട്രൂഷൻ ഡൈ ലൈൻ കാരണങ്ങളും പരിഹാരങ്ങളും
എക്സ്ട്രൂഷൻ ഡൈ ലൈൻ
എക്സ്ട്രൂഡ് പ്രൊഫൈലുകളുടെ ഉപരിതലത്തിൽ ഒരു രേഖാംശ വിഷാദം അല്ലെങ്കിൽ പ്രോട്രഷൻ രൂപം കൊള്ളുന്നു.
എല്ലാ എക്സ്ട്രൂഷനുകളിലും ഒരു പരിധിവരെ ഡൈ ലൈനുകൾ ഉണ്ട്, ഇത് ഡൈ ബെയറിംഗിന്റെ പരുക്കൻ മൂലമാണ് ഉണ്ടാകുന്നത്..
ഡൈ ലൈനിന്റെ പ്രധാന കാരണങ്ങൾ:
പ്രധാന കാരണം: ഡൈ ലാൻഡിന് സമ്പൂർണ്ണ സുഗമത കൈവരിക്കാൻ കഴിയില്ല.
ഡൈ ലൈനിനുള്ള പരിഹാരങ്ങൾ:
1. ഡൈ ലാൻഡിന്റെ ഉപരിതലം ശുദ്ധമാണെന്ന് ഉറപ്പാക്കുക, മിനുസമാർന്നതും മൂർച്ചയുള്ള അരികുകളില്ലാത്തതുമാണ്;
2. ഉയർന്ന ഉപരിതല കാഠിന്യം ഉറപ്പാക്കാൻ ന്യായമായ നൈട്രൈഡിംഗ് ചികിത്സ;
3. ഡൈകൾ ശരിയായി പരിഷ്ക്കരിക്കുക;
4. ഡൈ ലാൻഡ് ന്യായമായ രീതിയിൽ രൂപകൽപ്പന ചെയ്യുക, കൂടാതെ ഡൈ ലാൻഡ് വളരെ നീളമുള്ളതായിരിക്കരുത്.
അലുമിനിയം പ്രൊഫൈൽ മിനുക്കലും ബ്രഷിംഗും അലുമിനിയം പ്രൊഫൈൽ ഉപരിതലം ബ്രഷിംഗ്, ക്ലീനിംഗ് മെഷീനിലെ തകരാറുകൾ, അലുമിനിയം പ്രൊഫൈലുകൾ പോളിഷിംഗ് മെഷീൻ ഒപ്പം അലുമിനിയം പ്രൊഫൈലുകൾ ഷോട്ട് ബ്ലാസ്റ്റിംഗ് മെഷീൻ ഡൈ ലൈനുകൾ ഫലപ്രദമായി നീക്കം ചെയ്യാം, നിങ്ങളുടെ ലാഭം വർദ്ധിപ്പിക്കാനും NG നിരക്ക് കുറയ്ക്കാനും കഴിയും.
ടേൺകീ പദ്ധതിയും പൂർത്തിയായ പരിഹാരവും, പാക്കേജ് ഡീലും ഒരു സ്റ്റോപ്പ് സേവനവും.
അലൂമിനിയം മെഷീനുകളിൽ വിശ്വസനീയമായ നോ-ബാബ്ലിഗേഷൻ ക്വോട്ട് ലഭിക്കുന്നതിന് ഇപ്പോൾ ഞങ്ങളെ ബന്ധപ്പെടുക!
ട്വിസ്റ്റ്, വളച്ച് തിരിയുക, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
ട്വിസ്റ്റ്, വളച്ച് തിരിയുക, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
ട്വിസ്റ്റ്, വളച്ച് തിരിയുക
എക്സ്ട്രൂഡഡ് ഉൽപ്പന്നത്തിന്റെ ക്രോസ്-സെക്ഷൻ രേഖാംശ ദിശയിൽ കോണീയമായി വ്യതിചലിക്കുന്ന പ്രതിഭാസത്തെ വളച്ചൊടിക്കൽ എന്ന് വിളിക്കുന്നു..
ഉൽപ്പന്നം രേഖാംശ ദിശയിൽ വളഞ്ഞതോ ബ്ലേഡ് നേരെയല്ലാത്തതോ ആയ പ്രതിഭാസത്തെ ബെൻഡിംഗ് എന്ന് വിളിക്കുന്നു..
ലേഖനത്തിന്റെ രേഖാംശ ദിശയിൽ തുടർച്ചയായ അലകളുടെ പ്രതിഭാസത്തെ തരംഗമെന്ന് വിളിക്കുന്നു.
വളച്ചൊടിക്കുന്നതിനുള്ള പ്രധാന കാരണങ്ങൾ, വളച്ച് തിരമാല:
1. ഡൈ ഹോളിന്റെ രൂപകൽപ്പന നന്നായി ക്രമീകരിച്ചിട്ടില്ല, അല്ലെങ്കിൽ ഡൈ ഭൂമിയുടെ വലിപ്പം വിതരണം യുക്തിരഹിതമാണ്;
2, ഡൈ ഹോൾ പ്രോസസ്സിംഗ് കൃത്യത മോശമാണ്;
3. അനുയോജ്യമായ ഗൈഡും പുള്ളറും ഇല്ല
4. തെറ്റായ ഡൈ റിപ്പയറിംഗ്;
5, അനുചിതമായ എക്സ്ട്രൂഷൻ താപനിലയും വേഗതയും;
6. പ്രായമാകൽ ചികിത്സയ്ക്ക് മുമ്പ് ഉൽപ്പന്നം മുൻകൂട്ടി നേരെയാക്കില്ല;
7. ഓൺലൈൻ ചൂട് ചികിത്സയ്ക്കിടെ അസമമായ തണുപ്പിക്കൽ.
ട്വിസ്റ്റിനുള്ള പരിഹാരങ്ങൾ, വളച്ച് തിരമാല:
1. പൂപ്പൽ രൂപകൽപ്പനയും നിർമ്മാണ നിലയും മെച്ചപ്പെടുത്തുക;
2. അനുയോജ്യമായ ഒരു ഗൈഡും പുള്ളറും ഇൻസ്റ്റാൾ ചെയ്യുക;
3. ലോക്കൽ ലൂബ്രിക്കേഷൻ വഴി മെറ്റൽ ഫ്ലോ റേറ്റ് ക്രമീകരിക്കുക, പൂപ്പൽ പരിഷ്ക്കരണവും വഴിതിരിച്ചുവിടലും അല്ലെങ്കിൽ പോർട്ട്ഹോളിന്റെ രൂപകൽപ്പന മാറ്റുന്നതും;
4. എക്സ്ട്രൂഷൻ കൂടുതൽ യൂണിഫോം ആക്കുന്നതിന് എക്സ്ട്രൂഷൻ താപനിലയും വേഗതയും ന്യായമായും ക്രമീകരിക്കുക;
5. പരിഹാര ചികിത്സയ്ക്കായി പ്രായമാകുന്ന ചികിത്സാ താപനില ഉചിതമായി കുറയ്ക്കുക അല്ലെങ്കിൽ ജലത്തിന്റെ താപനില വർദ്ധിപ്പിക്കുക;
6. ഓൺലൈൻ ശമിപ്പിക്കൽ സമയത്ത് ഏകീകൃത തണുപ്പിക്കൽ ഉറപ്പാക്കുക.
കഠിനമായ വളവ്, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
കഠിനമായ വളവ്, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
ഹാർഡ് ബെൻഡിംഗ് കാരണങ്ങളും പരിഹാരങ്ങളും
കഠിനമായ വളവ്
എക്സ്ട്രൂഡ് ഉൽപ്പന്നം നീളത്തിൽ എവിടെയെങ്കിലും പെട്ടെന്ന് വളയുന്നതിനെ ഹാർഡ് ബെൻഡിംഗ് എന്ന് വിളിക്കുന്നു.
ഹാർഡ് ബെൻഡിംഗിന്റെ പ്രധാന കാരണങ്ങൾ:
1. എക്സ്ട്രൂഷൻ വേഗത അസമമാണ്, വേഗത കുറഞ്ഞ വേഗതയിൽ നിന്ന് ഉയർന്ന വേഗതയിലേക്ക് പെട്ടെന്ന് മാറുന്നു, അല്ലെങ്കിൽ പെട്ടെന്ന് ഉയർന്ന വേഗതയിൽ നിന്ന് വേഗത കുറഞ്ഞ വേഗതയിലേക്ക് മാറുന്നു, പെട്ടെന്ന് നിർത്തുകയും ചെയ്യുന്നു;
2. എക്സ്ട്രൂഷൻ പ്രക്രിയയിൽ എക്സ്ട്രൂഷൻ പ്രൊഫൈലുകൾ നീക്കുന്നത് ബുദ്ധിമുട്ടാണ്;
3. എക്സ്ട്രൂഷൻ ലൈനിന്റെ വർക്കിംഗ് ടേബിൾ നേരെയല്ല.
ഹാർഡ് ബെൻഡിംഗിനുള്ള പരിഹാരങ്ങൾ:
1. എക്സ്ട്രൂഷൻ വേഗത നിർത്തുകയോ പെട്ടെന്ന് മാറ്റുകയോ ചെയ്യരുത്;
2. കൈകൊണ്ട് പെട്ടെന്ന് പ്രൊഫൈൽ ചലിപ്പിക്കരുത്;
3. റൺഔട്ട് ടേബിൾ വൃത്തിയുള്ളതും മിനുസമാർന്നതും റോളർ മിനുസമാർന്നതും അവശിഷ്ടങ്ങളില്ലാത്തതുമാണെന്ന് ഉറപ്പാക്കാൻ, അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രൊഫൈൽ യാതൊരു ബുദ്ധിമുട്ടും കൂടാതെ കൈമാറുന്നു.
കുഴികളുള്ള ഉപരിതലം, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
കുഴികളുള്ള ഉപരിതലം, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
കുഴികളുള്ള ഉപരിതല കാരണങ്ങളും പരിഹാരങ്ങളും
കുഴികളുള്ള ഉപരിതലം
ഇത് പുറംതള്ളപ്പെട്ട ഉൽപ്പന്നത്തിന്റെ ഉപരിതല വൈകല്യമാണ്, അതായത് ഉൽപ്പന്നത്തിന്റെ ഉപരിതലത്തിൽ a ഉണ്ട് ചെറിയ പരുക്കനും അസമവുമായ തുടർച്ചയായ പാച്ചി ഷീറ്റും പോയിന്റ് പോറലുകളും, കുഴിയും മെറ്റൽ പ്രോട്രഷനും.
കുഴികളുള്ള ഉപരിതലത്തിന്റെ പ്രധാന കാരണങ്ങൾ:
1. പൂപ്പൽ കാഠിന്യം പോരാ അല്ലെങ്കിൽ കാഠിന്യം ഏകീകൃതമല്ല;
2. എക്സ്ട്രൂഷൻ താപനില വളരെ ഉയർന്നതാണ്;
3. എക്സ്ട്രൂഷൻ വേഗത വളരെ വേഗത്തിലാണ്;
4 മോൾഡ് ബെയറിംഗ് വളരെ നീണ്ടതാണ്, പരുക്കൻ അല്ലെങ്കിൽ സ്റ്റിക്കി ലോഹം;
5. എക്സ്ട്രൂഡഡ് മിൽ ഫിനിഷ് പ്രൊഫൈൽ ദൈർഘ്യമേറിയതാണ്.
കുഴികളുള്ള പ്രതലങ്ങൾക്കുള്ള പരിഹാരങ്ങൾ:
1. മോൾഡ് ബെയറിംഗിന്റെ കാഠിന്യവും കാഠിന്യവും ഏകീകൃതവും മെച്ചപ്പെടുത്തുക;
2. എക്സ്ട്രൂഷൻ കണ്ടെയ്നറും ബില്ലറ്റുകളും ചട്ടങ്ങൾക്കനുസൃതമായി ചൂടാക്കുക, ഉചിതമായ എക്സ്ട്രൂഷൻ വേഗത ഉപയോഗിക്കുക;
3. ന്യായമായ രീതിയിൽ പൂപ്പൽ രൂപകൽപ്പന ചെയ്യുക, മോൾഡ് ബെയറിംഗിന്റെ ഉപരിതല പരുക്കൻത കുറയ്ക്കുക, ഉപരിതല പരിശോധന ശക്തിപ്പെടുത്തുകയും ചെയ്യുക, പൂപ്പൽ വഹിക്കുന്നതിനുള്ള അറ്റകുറ്റപ്പണിയും മിനുക്കലും;
4. ന്യായമായ അലുമിനിയം ബില്ലറ്റുകളുടെ നീളം ഉപയോഗിക്കുക.
ഓറഞ്ചിന്റെ തൊലി, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
ഓറഞ്ചിന്റെ തൊലി, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
ഓറഞ്ചിന്റെ തൊലി പെയിന്റ് ചെയ്തതും കാസ്റ്റ് ചെയ്തതുമായ പ്രതലങ്ങളിൽ വികസിപ്പിച്ചേക്കാവുന്ന ഒരു പ്രത്യേക തരം ഫിനിഷാണ്, സ്ക്രീൻ പ്രൊട്ടക്ടറുകൾ പോലും.
ടെക്സ്ചർ ഓറഞ്ചിന്റെ തൊലിയുടെ ഉപരിതലത്തോട് സാമ്യമുള്ളതാണ്, അതിനാൽ ഈ പേര് “ഓറഞ്ചിന്റെ തൊലി” സ്വതന്ത്ര വിജ്ഞാനകോശമായ വിക്കിപീഡിയയിൽ നിന്ന്
പുറംതള്ളപ്പെട്ട ഉൽപ്പന്നത്തിന്റെ ഉപരിതലത്തിൽ ഓറഞ്ച് തൊലി പോലെയുള്ള അസമമായ ചുളിവുകൾ ഉണ്ട്, ഉപരിതല ചുളിവുകൾ എന്നും അറിയപ്പെടുന്നു.
പുറംതള്ളൽ പ്രക്രിയയിൽ പരുക്കൻ ധാന്യങ്ങൾ മൂലമാണ് ഇത് സംഭവിക്കുന്നത്. പരുക്കൻ ധാന്യങ്ങൾ, ചുളിവുകൾ കൂടുതൽ വ്യക്തമാണ്.
അലുമിനിയം പ്രൊഫൈലുകളുടെ നേരെയാക്കൽ പ്രക്രിയയിൽ, ഉപരിതല പാളിയിൽ ഓറഞ്ച് പീൽ പ്രതിഭാസമുണ്ടെങ്കിൽ, സത്യത്തിൽ, ഇതാണ് ഉപരിതല ലോഹ വിള്ളലുകൾ സൃഷ്ടിക്കുന്നത്, അലുമിനിയം പ്രൊഫൈലുകളുടെ ഉപരിതല ലോഹത്തിന്റെ സമ്മർദ്ദം അടിസ്ഥാന ലോഹത്തേക്കാൾ കൂടുതലാണ്, തീവ്രത വർദ്ധിക്കുകയാണെങ്കിൽ, അടിസ്ഥാന ശരീരം പോലും നേരിട്ട് തകരും.
അലുമിനിയം പുറംതള്ളലിന്റെ ഓറഞ്ച് തൊലിയുടെ പ്രധാന കാരണങ്ങൾ
1. ബില്ലറ്റ് ഘടന അസമമാണ്, ഹോമോജെനൈസേഷൻ ചികിത്സ പര്യാപ്തമല്ല;
2. എക്സ്ട്രൂഷൻ വ്യവസ്ഥകൾ യുക്തിരഹിതമാണ്, കൂടാതെ പൂർത്തിയായ ഉൽപ്പന്നത്തിന്റെ ധാന്യങ്ങൾ പരുക്കനാണ്;
3. വലിച്ചുനീട്ടുന്നതിനും നേരെയാക്കുന്നതിനുമുള്ള ജോലി ഓവർലോഡ് ആണ്;
4. എക്സ്ട്രൂഷൻ പ്രക്രിയയിൽ രൂപഭേദം.
അലുമിനിയം എക്സ്ട്രൂഷന്റെ ഓറഞ്ച് തൊലിക്കുള്ള പരിഹാരങ്ങൾ
1. ഹോമോജനൈസേഷൻ ചികിത്സ പ്രക്രിയയെ ന്യായമായും നിയന്ത്രിക്കുക;
2. എക്സ്ട്രൂഷൻ ഷേപ്പിംഗ് കഴിയുന്നത്ര യൂണിഫോം ആണ് (എക്സ്ട്രൂഷൻ താപനില നിയന്ത്രിക്കുക, വേഗത, തുടങ്ങിയവ.)
3. ഓവർലോഡ് ചെയ്യാതെ നേരെയാക്കുന്നത് നിയന്ത്രിക്കുക;
4. എക്സ്ട്രൂഷൻ പ്രൊഫൈലുകളുടെ നേർരേഖ നിയന്ത്രിക്കുക, അറ്റകുറ്റപ്പണികൾ ശക്തിപ്പെടുത്തുക;
5. പുള്ളർ കൊണ്ട് സജ്ജീകരിച്ചിരിക്കുന്നു, എക്സ്ട്രൂഷൻ പ്രക്രിയയിൽ രൂപഭേദം ഒഴിവാക്കുക;
6. അലുമിനിയം പ്രൊഫൈലിന്റെ സ്ട്രെച്ച് നിരക്ക് നിയന്ത്രിക്കുക, ഉപരിതല ഗുണനിലവാരവും നേരായതും ഉറപ്പാക്കാൻ, വലിച്ചുനീട്ടുന്ന സമയത്ത് വളയുന്നത് കർശനമായി നിയന്ത്രിക്കുക;
7. അലുമിനിയം പ്രൊഫൈലിന്റെ സ്ട്രെച്ച് നിരക്ക് നിയന്ത്രിക്കുക, നേരായത് ഉറപ്പാക്കാനും ഉപരിതല ഗുണനിലവാരം കണക്കിലെടുക്കാനും വേണ്ടി, രണ്ടറ്റവും വിരൂപ ഭാഗങ്ങൾ കൂടുതൽ നീട്ടി മുറിക്കുക.
ബ്രൈറ്റ്സ്റ്റാർ അലുമിനിയം മെഷിനറി മാത്രമല്ല നൽകുന്നത് അലുമിനിയം പ്രൊഫൈൽ ആകൃതി തിരുത്തൽ, അലുമിനിയം പ്രൊഫൈൽ പൊതിയുന്ന യന്ത്രം ഒപ്പം അലുമിനിയം പ്രൊഫൈൽ പോളിഷിംഗ് മെഷീൻ, മാത്രമല്ല മരം ധാന്യം പ്രഭാവം സബ്ലിമേഷൻ യന്ത്രം, അലുമിനിയം പ്രൊഫൈൽ ബ്രഷിംഗ് ക്ലീനിംഗ് മെഷീൻ അലുമിനിയം പ്രൊഫൈൽ ഷോട്ട് ബ്ലാസ്റ്റിംഗ് മെഷീനും, ഞങ്ങളുടെ ഉപഭോക്താക്കൾക്കായി തുടങ്ങിയവ.
ടേൺകീ പദ്ധതിയും സമ്പൂർണ്ണ പരിഹാരവും, പാക്കേജ് ഡീലും ഒറ്റത്തവണ സേവനവും.
ലോഹവും നോൺമെറ്റലും അമർത്തുന്നു, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
ലോഹവും നോൺമെറ്റലും അമർത്തുന്നു, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
എക്സ്ട്രൂഷൻ ഉൽപാദന പ്രക്രിയയിൽ, ലോഹ സ്ക്രാപ്പുകൾ ഉൽപ്പന്നത്തിന്റെ ഉപരിതലത്തിലേക്ക് അമർത്തിയിരിക്കുന്നു, വിളിക്കപ്പെടുന്ന മെറ്റൽ അമർത്തുന്നു.
മെറ്റൽ അമർത്തുന്നതിന്റെ പ്രധാന കാരണങ്ങൾ:
1. അലുമിനിയം പ്രൊഫൈലിന്റെ അവസാനം ചില പ്രശ്നങ്ങൾ
2. അലൂമിനിയം പ്രൊഫൈലിന്റെ ആന്തരിക ഉപരിതലത്തിൽ ലോഹമുണ്ട് അല്ലെങ്കിൽ ലൂബ്രിക്കറ്റിംഗ് ഓയിലിൽ ലോഹവും മറ്റ് അഴുക്കും ഉണ്ട്.;
3. എക്സ്ട്രൂഷൻ പ്രസ് കണ്ടെയ്നർ വൃത്തിയാക്കിയിട്ടില്ല, അതിൽ വേറെയും ലോഹം ഉൾപ്പെടുത്തിയിട്ടുണ്ട്;
4. മറ്റ് ലോഹ വിദേശ വസ്തുക്കൾ ഇൻഗോട്ടിലേക്ക് ഉരുകുന്നു;
5. അലുമിനിയം എക്സ്ട്രൂഷനിൽ സ്ലാഗ് ഉൾപ്പെടുത്തൽ ഉണ്ട്.
മെറ്റൽ അമർത്തുന്നതിനുള്ള പരിഹാരം
1. മിൽ ഫിനിഷ് അലുമിനിയം പ്രൊഫൈലിലെ ബർറുകൾ നീക്കം ചെയ്യുക;
2. അലുമിനിയം പ്രൊഫൈലിന്റെ ഉപരിതലവും ലൂബ്രിക്കന്റിന്റെ ഉള്ളും വൃത്തിയുള്ളതും വരണ്ടതുമാണെന്ന് ഉറപ്പാക്കുക;
3. മോൾഡിലും എക്സ്ട്രൂഷൻ കണ്ടെയ്നറിലും മെറ്റൽ ഉൾപ്പെടുത്തൽ വൃത്തിയാക്കുക;
4. ഉയർന്ന നിലവാരമുള്ള മിൽ ഫിനിഷ് അലുമിനിയം എക്സ്ട്രൂഷൻ ഉപയോഗിക്കുക.
ഗ്രാഫൈറ്റ് പോലുള്ള വിദേശ വസ്തുക്കൾ അലുമിനിയം എക്സ്ട്രൂഡഡ് ഉൽപ്പന്നത്തിന്റെ ആന്തരികവും ബാഹ്യവുമായ പ്രതലങ്ങളിൽ അമർത്തിയിരിക്കുന്നു., വിളിക്കപ്പെടുന്ന നോൺ-മെറ്റൽ അമർത്തൽ.
വിദേശ വസ്തുക്കൾ നീക്കം ചെയ്ത ശേഷം, അലുമിനിയം എക്സ്ട്രൂഷന്റെ ആന്തരിക ഉപരിതലം വ്യത്യസ്ത വലുപ്പത്തിലുള്ള ഡിപ്രഷൻ കാണിക്കും, ഇത് അലുമിനിയം എക്സ്ട്രൂഷൻ ഉപരിതലത്തിന്റെ തുടർച്ചയെ നശിപ്പിക്കും.
നോൺ-മെറ്റാലിക് അമർത്തലിന്റെ പ്രധാന കാരണം
1. ഗ്രാഫൈറ്റ് കണിക വലിപ്പം പരുക്കൻ അല്ലെങ്കിൽ സമാഹരിച്ചതാണ്, ഈർപ്പം അല്ലെങ്കിൽ എണ്ണ അടങ്ങിയിരിക്കുന്നു, ഇളക്കുന്നതും അസമമാണ്;
2. സിലിണ്ടർ ഓയിലിന്റെ ഫ്ലാഷ് പോയിന്റ് കുറവാണ്;
3. സിലിണ്ടർ ഓയിലിന്റെയും ഗ്രാഫൈറ്റിന്റെയും അനുചിതമായ അനുപാതം, വളരെയധികം ഗ്രാഫൈറ്റ്.
നോൺ-മെറ്റാലിക് അമർത്തുന്നതിനുള്ള പരിഹാരം:
1. യോഗ്യതയുള്ള ഗ്രാഫൈറ്റ് ഉപയോഗിച്ച് ഉണക്കി സൂക്ഷിക്കുക;
2. യോഗ്യതയുള്ള ലൂബ്രിക്കറ്റിംഗ് ഓയിൽ ഫിൽട്ടർ ചെയ്ത് ഉപയോഗിക്കുക;
3. ലൂബ്രിക്കറ്റിംഗ് ഓയിൽ, ഗ്രാഫൈറ്റ് എന്നിവയുടെ അനുപാതം നിയന്ത്രിക്കുക.
ഉപരിതല നാശം, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
ഉപരിതല നാശം, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
ഉപരിതല നാശം
ഉപരിതല ചികിത്സയ്ക്ക് വിധേയമാകാത്ത എക്സ്ട്രൂഡഡ് ഉൽപ്പന്നങ്ങൾ മിൽ ഫിനിഷ് ചെയ്യുന്നതിന്, ഉപരിതലം രാസപരമായോ ഇലക്ട്രോകെമിക്കലിലോ ബാഹ്യ മാധ്യമങ്ങളുമായി പ്രതിപ്രവർത്തിക്കുന്നു, ഉപരിതലത്തിൽ പ്രാദേശിക നാശമുണ്ടാക്കുന്നു, അതിനെ ഉപരിതല നാശം എന്ന് വിളിക്കുന്നു.
തുരുമ്പെടുത്ത ഉൽപ്പന്നത്തിന്റെ ഉപരിതലം അതിന്റെ ലോഹ തിളക്കം നഷ്ടപ്പെടുന്നു, കഠിനമായ കേസുകളിൽ ഉപരിതലത്തിൽ ഗ്രേ-വൈറ്റ് കോറോഷൻ ഉൽപ്പന്നങ്ങൾ ഉത്പാദിപ്പിക്കപ്പെടുന്നു.
ഉപരിതല നാശത്തിന്റെ പ്രധാന കാരണം
1. ഉൽപ്പന്നം ജലം പോലുള്ള വിനാശകരമായ മാധ്യമങ്ങളുമായി സമ്പർക്കം പുലർത്തുന്നു, ആസിഡ്, ക്ഷാരം, ഉപ്പ്, തുടങ്ങിയവ. ഉത്പാദന സമയത്ത്, സംഭരണവും ഗതാഗതവും, അല്ലെങ്കിൽ ഈർപ്പമുള്ള അന്തരീക്ഷത്തിൽ ദീർഘനേരം പാർക്ക് ചെയ്തിരിക്കുന്നു;
2. ചിലപ്പോൾ ചില കാരണങ്ങളാൽ, കാസ്റ്റിംഗ് പ്രക്രിയയിൽ മഗ്നീഷ്യം, സിലിക്കൺ എന്നിവയുടെ കൂട്ടിച്ചേർക്കൽ അനുപാതം അനുയോജ്യമല്ല, അങ്ങനെ ω(എം.ജി)/ഓ(ഒപ്പം) 1.0~1.3 പരിധിയിലാണ്, ഇത് 1.3~1.7 എന്ന ഒപ്റ്റിമൽ അനുപാതത്തേക്കാൾ വളരെ ചെറുതാണ് (സാധാരണയായി 1.3~1.5 പരിധിക്കുള്ളിൽ നിയന്ത്രിക്കപ്പെടുന്നു).
ഈ രീതിയിൽ, മഗ്നീഷ്യം, സിലിക്കൺ ഘടകങ്ങളുടെ ഉള്ളടക്കം നിശ്ചിത പരിധിക്കുള്ളിലാണെങ്കിലും (ഓ(എം.ജി)=0.45% വരെ 0.9%, ഓ(ഒപ്പം)=0.2% വരെ 0.6%).
എങ്കിലും, ചില മിച്ച സിലിക്കൺ നിലവിലുണ്ട്. സ്വതന്ത്ര സംസ്ഥാനത്ത് സിലിക്കൺ ഒരു ചെറിയ തുക പുറമേ, മിച്ചമുള്ള സിലിക്കണിന്റെ ഈ ഭാഗം അലുമിനിയം അലോയ്യിൽ ത്രിമാന സംയുക്തങ്ങളും ഉണ്ടാക്കും;
3. ഉരുകൽ പ്രക്രിയയിൽ, മഗ്നീഷ്യം, സിലിക്കൺ എന്നിവയുടെ കൂട്ടിച്ചേർക്കൽ അനുപാതം സ്റ്റാൻഡേർഡിൽ വ്യക്തമാക്കിയ പരിധിക്കുള്ളിലാണെങ്കിലും, ചിലപ്പോൾ അസമത്വവും അപര്യാപ്തവുമായ മിശ്രിതം കാരണം, ഉരുകിയതിൽ സിലിക്കണിന്റെ വിതരണം അസമമാണ്, കൂടാതെ പ്രാദേശിക സമ്പുഷ്ടീകരണവും ദരിദ്രമായ പ്രദേശങ്ങളും ഉണ്ട്;
4. എക്സ്ട്രൂഷൻ സമയത്ത് വിവിധ പ്രോസസ്സ് പാരാമീറ്ററുകളുടെ നിയന്ത്രണം, അമിതമായി ഉയർന്ന ബില്ലറ്റുകൾ മുൻകൂട്ടി ചൂടാക്കുന്ന താപനില പോലെ, മെറ്റൽ എക്സ്ട്രൂഷൻ ഫ്ലോ റേറ്റ് അനുചിതമായ നിയന്ത്രണം, എക്സ്ട്രൂഷൻ സമയത്ത് എയർ-കൂളിംഗ് ശക്തി, പ്രായമാകൽ താപനിലയും ഹോൾഡിംഗ് സമയവും, തുടങ്ങിയവ., എളുപ്പത്തിൽ സിലിക്കൺ വേർതിരിക്കലിനും വിമോചനത്തിനും കാരണമാകും, മഗ്നീഷ്യം, സിലിക്കൺ എന്നിവ പൂർണ്ണമായും Mg2Si ഘട്ടമായി മാറാതിരിക്കാൻ കാരണമാകും, എന്നാൽ ചില സ്വതന്ത്ര സിലിക്കൺ നിലവിലുണ്ട്.
ഉപരിതല നാശത്തിനുള്ള അളവ്:
1. ഉൽപ്പന്നത്തിന്റെ ഉപരിതലവും ഉൽപ്പാദനവും സംഭരണ പരിസരവും വൃത്തിയുള്ളതും വരണ്ടതുമായി സൂക്ഷിക്കുക;
2. അലോയ്യിലെ മൂലകങ്ങളുടെ ഉള്ളടക്കം നിയന്ത്രിക്കുക;
3. മഗ്നീഷ്യത്തിന്റെയും സിലിക്കണിന്റെയും അനുപാതം പരിധിക്കുള്ളിലാണെന്ന് ഉറപ്പാക്കാൻ അലോയ് ഘടന ഫലപ്രദമായി നിയന്ത്രിക്കുക 1.3 വരെ 1.7;
4. ഓരോ പ്രക്രിയയുടെയും പാരാമീറ്ററുകൾ കർശനമായി നിയന്ത്രിക്കുക (ഉരുകുന്നത് പോലെ, ഇളക്കിവിടുന്നു, കാസ്റ്റിംഗ് തണുപ്പിക്കൽ ജലത്തിന്റെ താപനില, ബില്ലറ്റ് പ്രീഹീറ്റിംഗ് താപനില, എക്സ്ട്രൂഷൻ കെടുത്തൽ എയർ കൂളിംഗ് ശക്തി, പ്രായമാകൽ താപനിലയും സമയവും, തുടങ്ങിയവ.) സിലിക്കണിന്റെ വേർപിരിയലും വിഘടിപ്പിക്കലും ഒഴിവാക്കാൻ, സിലിക്കൺ നിർമ്മിക്കാൻ ശ്രമിക്കുക, ഇത് മഗ്നീഷ്യം ഉപയോഗിച്ച് പ്രയോജനകരമായ Mg2Si ശക്തിപ്പെടുത്തുന്ന ഘട്ടം ഉണ്ടാക്കുന്നു;
5. കാലാവസ്ഥയിലെ മാറ്റങ്ങൾ ശ്രദ്ധിക്കുക, മഴയുള്ള ദിവസങ്ങൾ അല്ലെങ്കിൽ ഉയർന്ന ഈർപ്പം, പൊടിയും മഴയും അലുമിനിയം പ്രൊഫൈലിന്റെ ഉപരിതലവുമായി ബന്ധപ്പെടുന്നത് തടയാൻ പുറത്തെടുത്ത അലുമിനിയം പ്രൊഫൈൽ മഴ തുണി കൊണ്ട് മൂടണം.;
6. സമയബന്ധിതമായ വാർദ്ധക്യം ചികിത്സയ്ക്ക് പാടുകളും പോർഫൈറിറ്റിക് അല്ലെങ്കിൽ അലൂമിനിയം പ്രൊഫൈലുകളുടെ പിറ്റ് ആകൃതിയിലുള്ള നാശവും കുറയ്ക്കാൻ കഴിയും..
യോഗ്യതയില്ലാത്ത മെക്കാനിക്കൽ സ്വത്ത്, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യങ്ങളുടെ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
യോഗ്യതയില്ലാത്ത മെക്കാനിക്കൽ സ്വത്ത്, അലുമിനിയം എക്സ്ട്രൂഷൻ വൈകല്യങ്ങളുടെ വിശകലനവും ഗുണനിലവാര നിയന്ത്രണ അളവും
യോഗ്യതയില്ലാത്ത മെക്കാനിക്കൽ സ്വത്ത്
HB, HV പോലുള്ള അലുമിനിയം എക്സ്ട്രൂഡഡ് ഉൽപ്പന്നങ്ങളുടെ മെക്കാനിക്കൽ ഗുണങ്ങൾ സാങ്കേതിക മാനദണ്ഡങ്ങളുടെ ആവശ്യകതകൾ നിറവേറ്റുന്നില്ല അല്ലെങ്കിൽ വളരെ അസമമാണ്, യോഗ്യതയില്ലാത്ത മെക്കാനിക്കൽ ഗുണങ്ങൾ എന്ന് വിളിക്കപ്പെടുന്നു.
യോഗ്യതയില്ലാത്ത മെക്കാനിക്കൽ ഗുണങ്ങളുടെ പ്രധാന കാരണങ്ങൾ
1. അലൂമിനിയം അലോയ് രാസഘടനയുടെ പ്രധാന ഘടകങ്ങൾ നിലവാരത്തേക്കാൾ കൂടുതലാണ് അല്ലെങ്കിൽ അനുപാതം യുക്തിരഹിതമാണ്;
2. അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രക്രിയ അല്ലെങ്കിൽ ചൂട് ചികിത്സ പ്രക്രിയ യുക്തിരഹിതമാണ്;
3. അലുമിനിയം ബില്ലറ്റുകളുടെയോ മിൽ ഫിനിഷ് അലുമിനിയം പ്രൊഫൈലുകളുടെയോ മോശം ഗുണനിലവാരം;
4. ഓൺലൈൻ ശമിപ്പിക്കൽ ശമിപ്പിക്കുന്ന താപനിലയിൽ എത്തിയില്ല അല്ലെങ്കിൽ തണുപ്പിക്കൽ നിരക്ക് മതിയാകുന്നില്ല;
5. തെറ്റായ കൃത്രിമ വാർദ്ധക്യ പ്രക്രിയ.
ഗുണനിലവാര നിയന്ത്രണ നടപടികളും പരിഹാരവും
1. സ്റ്റാൻഡേർഡ് അനുസരിച്ച് രാസഘടന കർശനമായി നിയന്ത്രിക്കുക അല്ലെങ്കിൽ ഫലപ്രദമായ ആന്തരിക നിലവാരം രൂപപ്പെടുത്തുക;
2. ഉയർന്ന നിലവാരമുള്ള അലുമിനിയം ബില്ലെറ്റുകൾ അല്ലെങ്കിൽ മിൽ ഫിനിഷ് അലുമിനിയം പ്രൊഫൈലുകൾ ഉപയോഗിക്കുക;
3. അലുമിനിയം എക്സ്ട്രൂഷൻ പ്രക്രിയ ഒപ്റ്റിമൈസ് ചെയ്യുക;
4. ശമിപ്പിക്കുന്ന പ്രക്രിയ സംവിധാനം കർശനമായി നടപ്പിലാക്കുക;
5. മാനുവൽ ഏജിംഗ് സിസ്റ്റം കർശനമായി നടപ്പിലാക്കുകയും ചൂളയിലെ താപനില നിയന്ത്രിക്കുകയും ചെയ്യുക;
6. കർശനമായ താപനില അളക്കലും താപനില നിയന്ത്രണവും.









