

Анализ дефектов экструзии алюминия и меры контроля качества
Экструзионная воронка, Анализ дефектов экструзии алюминия и меры контроля качества
Экструзионная воронка, Анализ дефектов экструзии алюминия и меры контроля качества
Экструзионная воронка причины и меры
Экструзионная воронка
В конце некоторых экструдированных продуктов, после осмотра при малом увеличении, в середине разреза имеется роговидное явление, что называется экструзионной воронкой.
Часто можно увидеть либо первый тип экструзионной воронки, либо второй тип экструзионной воронки..
Экструзионная воронка первого типа расположена в центре экструзии и имеет морщинистую или воронкообразную форму..
Экструзионная воронка второго типа располагается в радиусе 1/2 площади изделия и представляет собой кольцеобразную или серповидную трещину.
Иногда сплошные или прерывистые трещины или трещины в слое присутствуют на 0.5-2 мм от поверхностного слоя экструзии, который упоминается как третий тип экструзионной воронки.
В целом, экструзионная воронка продукта прямого экструдирования длиннее, чем у экструзии назад, а мягкий сплав длиннее твердого.
Экструзионная воронка продукта прямого экструдирования чаще всего представлена кольцевой воронкой., а экструзионная воронка продукта обратного экструдирования в основном имеет форму центральной воронки..
Металл экструдирован на задний конец, а корка слитка на мертвых углах или прокладке экструзионного контейнера и скопившиеся внешние включения образуют в продукте двойную воронку;когда остаточный материал слишком короткий, а центр продукта недостаточно заполнен, который формируется в экструзионной воронке первого типа.
От конца к фронту, экструзионная воронка постепенно светлеет и полностью исчезает.
Основные причины экструзионной воронки
1. Остаточный материал слишком короткий или длина режущей части изделия не соответствует требованиям;
2. Фиктивный блок не чистый, с маслом;
3. На поздней стадии экструзии, скорость экструзии слишком высока или резко увеличивается;
4. Используйте деформированный фиктивный блок;
5. Температура экструзионного контейнера слишком высока;
6. Экструзионный контейнер и экструзионный стержень смещены друг от друга.;
7. Поверхность слитка не чистая, с маслом, и есть дефекты, такие как сегрегация и перекрытие.
8. Внутренняя втулка экструзионного цилиндра не гладкая и не деформирована., и вкладыш вовремя не чистится.
Решения для экструзионной воронки:
1. Остаточная и торцевая резка в соответствии с правилами;
2, держать форму в чистоте;
3. Улучшить качество поверхности слитка;
4, разумный контроль температуры и скорости экструзии;
5. За исключением особых обстоятельств, категорически запрещается наносить масло на поверхность формы;
6. Прокладка правильно охлаждается.
Brightstar Aluminium Machinery предлагает не только Производственная мощность, В производстве рекомендуются съемник и печь нагрева заготовок с горячими ножницами. станок для полировки алюминиевого профиля, но и сублимационная машина с эффектом текстуры древесины, машина для чистки алюминиевых профилей и дробеструйная машина для алюминиевого профиля, и т. д. для наших клиентов.
Проект под ключ и готовое решение, пакетное предложение и универсальное обслуживание.
Зона крупного зерна, Анализ дефектов экструзии алюминия и меры контроля качества
Зона крупного зерна, Анализ дефектов экструзии алюминия и меры контроля качества
Причины появления зоны крупного зерна и меры по ее устранению
Зона крупного зерна
Зона крупного зерна представляет собой кольцевую крупнозернистую область, образующуюся на периферии экструдированного продукта, и является структурным дефектом экструдированного продукта..
Размер зерна в зоне крупного зерна может превышать 10 не могут быть гарантированы механические свойства 100 раза больше первоначального размера зерна и до 800 не могут быть гарантированы механические свойства 1500 бтм.
Это приводит к снижению механических свойств продукта., и сопротивление усталости ниже, чем у центральной области, трещина часто образуется в зоне крупного зерна.
Когда алюминиевый профиль с таким дефектом выпрямляется, поверхность становится шероховатой и поверхность некрасивая после анодирования.
Некоторые экструдированные изделия из алюминиевого сплава образуют грубую рекристаллизованную зернистую структуру по периферии изделия на испытательном образце с малой складкой после обработки на твердый раствор., которая называется крупнозернистой зоной.
Из-за различных форм и методов обработки продукта, звенеть, дуга и другие формы крупнозернистой зоны могут быть сформированы.
Глубина крупнозернистой зоны постепенно уменьшается от заднего конца к переднему концу и полностью исчезает..
Механизм образования – субзернистая область, образующаяся на поверхностном слое изделия после горячей экструзии., и образует область крупных рекристаллизованных зерен после термообработки на твердый раствор.
Причины крупнозернистой зоны:
1. Экструзионная неравномерная деформация;
2. Температура термообработки слишком высока, время удержания слишком велико;
3. Химический состав слитка необоснованный;
4. Общий термообрабатываемый упрочняющий сплав имеет зону крупного зерна после термообработки., особенно типа 6А02, 2Профиль и стержень из сплава А50 являются самыми серьезными, не может быть устранено, можно контролировать только в определенном диапазоне;
5 Деформация экструзии мала или недостаточная деформация, или в области критической деформации, легко получить крупнозернистую зону.
Решения для крупнозернистой зоны
1. Внутренняя стенка экструзионного контейнера гладкая и чистая., уменьшение трения во время экструзии;
2. Деформация максимально полная и равномерная, и параметры процесса, такие как температура и скорость, разумно контролируются;
3. Во избежание обработки раствором температура слишком высока или время выдержки слишком велико;
4. Экструзия с многогнездной пресс-формой;
5. Экструзия методом обратной экструзии и гидростатической экструзией;
6. Производится методом обработки раствором-вытяжкой-старением;
7. Отрегулируйте общий состав сплава и увеличьте элемент, препятствующий рекристаллизации.;
8. Сделайте экструзию при более высокой температуре;
9. Гомогенизированный для слитков некоторых сплавов.
Расслоение, Анализ дефектов экструзии алюминия и меры контроля качества
Расслоение, Анализ дефектов экструзии алюминия и меры контроля качества
Причины расслоения и меры
Расслоение
Это поверхностно-слоистый дефект, образующийся затеканием корки слитка в изделие по границе раздела кристаллизатора и передней упругой области при относительно равномерном течении металла..
На боковом низкопрофильном испытательном образце, дефект в том, что нет слоя на краевой части поперечного сечения.
Основные причины:
1. На поверхности слитка имеется пыль или крупная ликвация слитка, без снятия кожи и металлической опухоли легко образовать наслоение;
2. На финишной поверхности мельницы есть заусенцы или грязь, масляные пятна, стружка и прочая грязь, не очищается перед экструзией;
3. Положение отверстия для штампа неразумно, близко к краю экструзионного контейнера;
4. Инструмент для экструзии сильно изношен или в рукаве контейнера есть грязь, он не чистый и не был заменен вовремя;
5. Разница в диаметре фиктивного блока слишком велика;
6. Температура экструзионного контейнера намного выше температуры слитка..
Решения для многослойности:
1. Разумно проектируйте пресс-форму, своевременно проверяйте и заменяйте неквалифицированные инструменты.;
2. Некачественные слитки не используются для топки дровяной печи.;
3. После обрезки остаточного материала, его следует очистить и не допускать попадания смазочного масла;
4. Поддерживайте облицовку экструзионного контейнера в хорошем состоянии или своевременно очищайте облицовку..
Экструзионная трещина, Анализ дефектов экструзии алюминия и меры контроля качества
Экструзионная трещина, Анализ дефектов экструзии алюминия и меры контроля качества
Экструзионные трещины причины и способы устранения
Экструзионная трещина
Это небольшая дугообразная трещина на краю бокового испытательного образца экструдированного продукта., и периодически трескается под определенным углом вдоль его продольного направления, и скрывается под кожей, когда трещина незначительна, а внешний поверхностный слой в тяжелых случаях образует зубчатую трещину, что серьезно нарушает целостность металла.
Экструзионная трещина образуется в результате разрыва поверхностного слоя металла в процессе экструзии из-за чрезмерного растягивающего напряжения стенки формы..
Основные причины экструзионных трещин:
1. Скорость экструзии слишком высока; дополнительное растягивающее напряжение на металлической поверхности увеличивается, вызывая трещины в профиле.
2. Температура экструзии слишком высока, прочность на растяжение металлической поверхности снижается, и трещины возникают под действием трения
3. Скорость экструзии слишком сильно колеблется;
4. Температура экструдированного войлока слишком высока;
5. Когда пористая матрица выдавливается, матрица расположена слишком близко к центру, так что подача центрального металла недостаточна, так что разница между центральной и краевой скоростью слишком велика;
6. Гомогенизация алюминиевого слитка не является хорошей.
Решения для экструзионной трещины:
1. Строго соблюдать различные спецификации нагрева и экструзии;
2. Своевременный осмотр приборов и оборудования для обеспечения нормальной работы;
3. Изменить дизайн пресс-формы, тщательная обработка, особенно конструкция моста пресс-формы, сварочная камера и угловой радиус должны быть разумными;
4. Свести к минимуму содержание натрия в алюминиевых сплавах с высоким содержанием магния.;
5. Заготовка гомогенизируется для улучшения ее пластичности и однородности..
Воздушный пузырь, Анализ дефектов экструзии алюминия и меры контроля качества
Воздушный пузырь, Анализ дефектов экструзии алюминия и меры контроля качества
Воздушный пузырь
Локальный металл корки сплошь или прерывисто отделен от основного металла и имеет дефект в виде круглой одиночной или полосообразной полостной выпуклости., который назвали воздушным пузырем.
Это один из видов дефектов алюминиевого профиля..
Основные причины появления пузырьков воздуха:
1. Когда он находится в процессе экструзии, экструзионный контейнер и фиктивный блок с влагой, масло и графит;
2. Из-за износа экструзионного контейнера, воздух между изношенными деталями и слитком попадает на поверхность металла при экструзии;
3. В смазке есть влага;
4. Сама структура заготовок имеет дефекты рыхлости и пористости.;
5. Температура термообработки слишком высока, время удержания слишком велико, влажность воздуха в печи высокая;
6. Содержание водорода в продукте слишком высокое;
7. Температура экструзионного контейнера и температура заготовки слишком высоки;
8. Зазор между заготовками и экструзионным контейнером слишком большой, и пузырьки легко образуются между стенкой контейнера и экструзионным контейнером;
9. Скорость экструзии слишком высока, и пузырьки воздуха, вызванные увеличением объема воздуха в экструзионном контейнере.
Решения для воздушных пузырей
1. Поверхность инструмента и заготовок остается чистой, гладкий и сухой;
2. Разумно спроектируйте соответствующий размер экструзионного контейнера и фиктивного блока., и очистите экструзионный контейнер. Когда у экструзионного контейнера возникла проблема, надо вовремя ремонтировать, и фиктивный блок не должен выходить за пределы допуска;
3. Убедитесь, что смазка чистая и сухая.;
4. Строго соблюдать процесс экструзии, своевременный выпуск, правильная резка, без масла, полностью удалить остатки материала, содержать чистовую отделку стана, инструменты и формы в чистоте и не загрязнять их;
5. Содержание воздуха внутри алюминиевых отливок должно быть сведено к минимуму.;
6. Контроль температуры алюминиевых заготовок не слишком высокая;
7. Контролируйте количество наносимой смазки, чтобы избежать чрезмерной смазки;
8. Контролируйте скорость экструзии и делайте ее в соответствии с процессом экструзии.
пилинг, Анализ дефектов экструзии алюминия и меры контроля качества
пилинг, Анализ дефектов экструзии алюминия и меры контроля качества
Это явление выпадения части между металлом кожи и основным металлом экструдированного продукта из алюминиевого сплава..
Основные причины шелушения:
1. Когда он находится в процессе экструзии, внутренняя стенка экструзионного контейнера заклеена облицовкой, образованной металлическим алюминием, и уборки не хватает;
2. Контейнер для экструзии и фиктивный блок не согласованы должным образом, а внутренняя стенка экструзионного контейнера облицована остаточным металлом;
3. Экструзия путем смазывания экструзионного контейнера;
4. Отверстие штампа с рабочей площадкой по металлу или пресс-форме слишком длинное.
Растворы для пилинга:
1. При смене сплава, тщательно очищайте экструзионный контейнер при экструзии;
2. Разумно спроектируйте подходящий размер экструзионного контейнера и фиктивного блока, и часто проверяйте размер инструмента, и фиктивный блок не должен выходить за пределы допуска;
3. Своевременно очищайте остаточный металл на пресс-форме.
4. Поверхность инструмента и заготовок должна оставаться чистой, гладкий и сухой;
5. Всегда проверяйте оборудование и инструмент, чтобы не допустить превышения температуры и скорости.;
6. Строго внедрить технологические процедуры и системы;
7. Разумно спроектировать и изготовить пресс-форму;
8. Строгая эксплуатация, правильная резка остаточного материала и полная вытяжка.
Неблагоприятные дефекты сцепления, анализ дефектов экструзии алюминия и меры контроля качества
Неблагоприятные дефекты сцепления, анализ дефектов экструзии алюминия и меры контроля качества
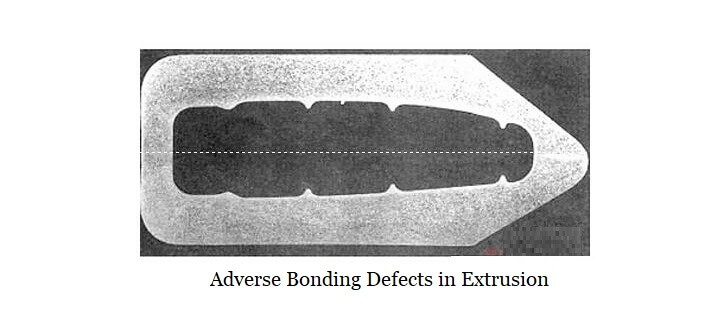
Неблагоприятные дефекты сцепления
Явление, при котором полое изделие, выдавливаемое с помощью пресс-формы, расслаивается или не полностью склеивается в месте склеивания, называется неблагоприятным дефектом склеивания..
Неблагоприятные дефекты сцепления вызывают
1. Коэффициент экструзии мал, температура экструзии низкая, а скорость экструзии высокая;
2. Экструзионные заготовки или инструменты грязные;
3. Пресс-форма с маслом;
4. Конструкция пресс-формы неправильная, гидростатическое давление недостаточно или неравномерно, и конструкция иллюминатора неразумная;
5. На поверхности заготовок есть масло
Решения для неблагоприятные дефекты сцепления
1. Соответствующим образом увеличьте коэффициент экструзии, регулировать температуру экструзии и скорость экструзии;
2. Разумный дизайн и производство пресс-форм;
3. Контейнер для экструзии и заглушка не должны смазываться маслом и содержаться в чистоте.;
4. Заготовки с чистой поверхностью.
Царапать, анализ дефектов экструзии алюминия и меры контроля качества
Царапать, анализ дефектов экструзии алюминия и меры контроля качества
Причины появления царапин и способы их решения при экструзии алюминия
Царапать
Из-за контакта острого предмета с поверхностью алюминиевого профиля, механическое повреждение в виде линии или полосы, вызванное относительным перемещением, называется царапиной.
Или поверхность экструдированного изделия соприкасается с краями или поверхностями других предметов., царапина в виде линии или полосы, вызванная относительным скольжением или смещением на поверхности изделия, также является царапиной.
Причины появления царапин на алюминиевом профиле
1. Сборка инструмента неправильная, транспортировочный и рабочий стол не гладкие, и есть острые углы или посторонние предметы;
2. Земля формы с металлическими частицами или поверхность формы повреждена;
3. В смазочном масле есть песок или обломки металла.;
4. Неправильная работа в процессе обработки, подъемник не подходит;
5. Экструзионная головка сильно изношена;
6. Из-за перегрева алюминиевых заготовок, отверстие штампа застряло в алюминии или повреждена рабочая лента штампа;
7. графит, масло и другая грязь попадают в экструзионную емкость;
8. Продукты экструзии движутся друг к другу, вызывая царапины на поверхности; экструзия протекает неравномерно, из-за чего профиль не течет по прямой линии, царапины между профилями и профилями и между профилем и направляющими и верстаком.
Решения для царапин на алюминиевом профиле
1. Незамедлительно осмотрите и отполируйте матрицу;
2. Проверьте конвейер продукта и укладчик;
3. Избегайте механического воздействия и царапин во время движения;
4. Аккуратно действуйте при погрузке и разгрузке;
5. Своевременно проверяйте и заменяйте неквалифицированные экструзионные головки;
6. Контролируйте температуру нагрева финишного профиля прокатного стана;
7. Убедитесь, что поверхность экструзионного контейнера и поверхности мельницы чистая и сухая.;
8. Контролируйте скорость экструзии, чтобы обеспечить равномерную скорость.
Линия смерти, анализ дефектов экструзии алюминия и меры контроля качества
Линия смерти, анализ дефектов экструзии алюминия и меры контроля качества
Линия экструзии причины и решения
Линия экструзии
На поверхности экструдированных профилей образуется продольное углубление или выступ..
Линии штампа в некоторой степени присутствуют во всех экструзиях и вызваны шероховатостью подшипника штампа..
Основные причины высечки линии:
Главная причина: плашка не может достичь абсолютной гладкости.
Решения для линии штамповки:
1. Убедитесь, что поверхность матрицы чистая, гладкая и без острых краев;
2. Разумная обработка азотированием для обеспечения высокой твердости поверхности;
3. Правильно модифицируйте штампы;
4. Разумно спроектируйте землю штампа, и плашка не должна быть слишком длинной.
Алюминиевое оборудование Brightstar алюминиевый профиль поверхность машина для чистки и очистки дефектов, алюминий машина для полировки профилей и дробеструйная машина для алюминиевых профилей может эффективно удалить линии штампа, что может увеличить вашу прибыль и снизить курс NG.
Проект под ключ и готовое решение, пакетное предложение и комплексное обслуживание.
Свяжитесь с нами сейчас, чтобы получить надежное предложение по алюминиевым станкам без обязательств.!
Крутить, наклоняться и махать, анализ дефектов экструзии алюминия и меры контроля качества
Крутить, наклоняться и махать, анализ дефектов экструзии алюминия и меры контроля качества
Крутить, наклоняться и махать
Явление, при котором поперечное сечение прессованного изделия отклоняется под углом в продольном направлении, называется скручиванием..
Явление, что изделие искривлено в продольном направлении или лезвие не прямое, называется изгибом..
Явление непрерывных волнистостей в продольном направлении изделия называется волнообразованием..
Основные причины скручивания, изгиб и волна:
1. Конструкция отверстия матрицы не очень хорошо организована, или распределение земли по размерам необоснованно;
2, точность обработки отверстия штампа низкая;
3. Нет подходящей направляющей и съемника
4. Неправильный ремонт матрицы;
5, неправильная температура и скорость экструзии;
6. Изделие не подвергается предварительному выпрямлению перед обработкой старением.;
7. Неравномерное охлаждение во время термообработки в режиме онлайн.
Решения для твист, изгиб и волна:
1. Улучшить дизайн пресс-формы и уровень производства;
2. Установите подходящую направляющую и съемник;
3. Отрегулируйте расход металла местной смазкой, модификация пресс-формы и отклонение или изменение конструкции иллюминатора;
4. Разумно отрегулируйте температуру и скорость экструзии, чтобы сделать экструзию более однородной.;
5. Соответствующим образом уменьшите температуру обработки старением или увеличьте температуру воды для обработки раствором.;
6. Обеспечить равномерное охлаждение при онлайн-закалке.
Жесткий изгиб, анализ дефектов экструзии алюминия и меры контроля качества
Жесткий изгиб, анализ дефектов экструзии алюминия и меры контроля качества
Причины жесткого изгиба и пути решения
Жесткий изгиб
Внезапный изгиб экструдированного изделия где-то по длине называется жестким изгибом..
Основные причины жесткого изгиба:
1. Скорость экструзии неравномерна, внезапный переход от медленной скорости к высокой скорости, или внезапный переход с высокой скорости на медленную, и внезапно остановился;
2. Почти не перемещая профили экструзии во время процесса экструзии;
3. Рабочий стол экструзионной линии не прямой.
Решения для жесткой гибки:
1. Не останавливайте и не меняйте резко скорость экструзии;
2. Не перемещайте профиль резко вручную;
3. Чтобы убедиться, что выходной стол чистый и гладкий, а ролик ровный и без мусора, алюминиевый экструзионный профиль транспортируется без каких-либо затруднений.
Поверхность с ямками, анализ дефектов экструзии алюминия и меры контроля качества
Поверхность с ямками, анализ дефектов экструзии алюминия и меры контроля качества
Причины появления ямок на поверхности и решения
Поверхность с ямками
Это поверхностный дефект экструдированного продукта., что означает, что поверхность изделия имеет небольшие шероховатые и неровные сплошные пятнистые листовые и точечные царапины, питтинг и металлический выступ.
Основные причины появления ямок на поверхности:
1. Твердость формы недостаточна или твердость неравномерна;
2. Температура экструзии слишком высока;
3. Скорость экструзии слишком высока;
4 Подшипник пресс-формы слишком длинный, грубый или липкий металл;
5. Экструдированный финишный профиль слишком длинный.
Решения для ямчатых поверхностей:
1. Улучшить твердость и однородность твердости подшипника пресс-формы;
2. Нагрейте экструзионную емкость и заготовки в соответствии с регламентом., и используйте соответствующую скорость экструзии;
3. Разумно спроектировать пресс-форму, уменьшить шероховатость поверхности подшипника пресс-формы, и усилить поверхностный осмотр, ремонт и полировка подшипника пресс-формы;
4. Используйте разумную длину алюминиевых заготовок.
апельсиновая корка, анализ дефектов экструзии алюминия и меры контроля качества
апельсиновая корка, анализ дефектов экструзии алюминия и меры контроля качества
апельсиновая корка это определенный вид отделки, который может образовываться на окрашенных и литых поверхностях, даже защитные пленки.
Текстура напоминает поверхность кожицы апельсина., отсюда и название “апельсиновая корка” Из Википедии, бесплатной энциклопедии
Поверхность экструдированного продукта имеет неровные морщины, похожие на апельсиновую корку., также известные как поверхностные морщины.
Это вызвано крупными зернами в процессе экструзии.. Чем грубее зерна, тем заметнее морщины.
В процессе правки алюминиевых профилей, если поверхностный слой имеет явление апельсиновой корки, по факту, это образовавшиеся поверхностные металлические трещины, так как напряжение на поверхность металла алюминиевых профилей больше, чем на основной металл, если усилить интенсивность, даже базовый корпус будет напрямую сломан.
Основные причины апельсиновой корки алюминиевого профиля
1. Структура заготовки неравномерная, а обработка гомогенизацией недостаточна.;
2. Условия экструзии являются необоснованными, а зерна готового продукта грубые;
3. Работа по растяжению и выпрямлению перегружена;
4. Деформация в процессе экструзии.
Решения для апельсиновой корки алюминиевого профиля
1. Разумно контролировать процесс обработки гомогенизацией;
2. Формование экструзии максимально однородно (контролировать температуру экструзии, скорость, и т.п.)
3. Контролируйте выпрямление, не перегружая;
4. Контроль прямолинейности экструзионных профилей, усилить ремонт пресс-форм;
5. Оснащен съемником, избежать деформации в процессе экструзии;
6. Контролируйте скорость растяжения алюминиевого профиля, для обеспечения качества и прямолинейности поверхности, и строго контролировать изгиб при растяжении;
7. Контролируйте скорость растяжения алюминиевого профиля, для обеспечения прямолинейности и учета качества поверхности, вырезать растягивающие оба конца и деформирующие части читать далее.
Brightstar Aluminium Machinery предлагает не только Производственная мощность, Производственная мощность и станок для полировки алюминиевого профиля, но и сублимационная машина с эффектом текстуры древесины, машина для чистки алюминиевых профилей и дробеструйная машина для алюминиевого профиля, и т. д. для наших клиентов.
Проект под ключ и комплексное решение, пакетное предложение и универсальное обслуживание.
Запрессовка металлов и неметаллов, анализ дефектов экструзии алюминия и меры контроля качества
Запрессовка металлов и неметаллов, анализ дефектов экструзии алюминия и меры контроля качества
В процессе экструзионного производства, металлические обрезки вдавливаются в поверхность изделия, который называется запрессовка металла.
Основные причины вдавливания металла:
1. Некоторые проблемы на конце алюминиевого профиля
2. Металл на внутренней поверхности алюминиевого профиля или металлические включения и другие загрязнения в смазочном масле;
3. Контейнер экструзионного пресса не очищается, и в нем есть другие металлические включения;
4. Другие металлические посторонние предметы вплавляются в слиток.;
5. В алюминиевом прессовании присутствуют шлаковые включения..
Решение для запрессовки металла
1. Удалите заусенцы на алюминиевом профиле с финишной обработкой.;
2. Убедитесь, что поверхность алюминиевого профиля и внутренняя часть смазки чистые и сухие.;
3. Очистите металлические включения в пресс-форме и экструзионном контейнере.;
4. Используйте высококачественный алюминиевый профиль с финишной обработкой..
Посторонние вещества, такие как графит, вдавливаются во внутреннюю и внешнюю поверхности алюминиевого экструдированного продукта., который называется запрессовка неметалла.
После удаления инородного тела, внутренняя поверхность алюминиевого профиля будет иметь углубления разного размера, что разрушит непрерывность поверхности алюминиевого профиля.
Основная причина неметаллического вдавливания в
1. Размер частиц графита крупный или агломерированный., содержит влагу или масло, и перемешивание неравномерное;
2. Температура вспышки цилиндрового масла низкая;
3. Неправильное соотношение цилиндрового масла и графита, слишком много графита.
Решение для неметаллической прессовки:
1. Используйте квалифицированный графит и держите его сухим;
2. Фильтруйте и используйте квалифицированное смазочное масло;
3. Контролируйте соотношение смазочного масла и графита.
Поверхностная коррозия, анализ дефектов экструзии алюминия и меры контроля качества
Поверхностная коррозия, анализ дефектов экструзии алюминия и меры контроля качества
Поверхностная коррозия
Для экструдированных изделий с финишной отделкой, не подвергавшихся поверхностной обработке., поверхность химически или электрохимически реагирует с внешней средой, вызывая локальные повреждения поверхности, что называется поверхностной коррозией.
Поверхность проржавевшего изделия теряет металлический блеск, а в тяжелых случаях на поверхности образуются серо-белые продукты коррозии.
Основная причина поверхностной коррозии.
1. Продукт находится в контакте с агрессивными средами, такими как вода, кислота, щелочь, соль, и т.д. во время производства, хранение и транспортировка, или находится в течение длительного времени во влажной атмосфере;
2. Иногда по каким-то причинам, соотношение добавления магния и кремния не подходит в процессе литья, так что ω(мг)/ой(И) находится в диапазоне 1,0~1,3, что намного меньше оптимального соотношения 1,3~1,7. (обычно контролируется в диапазоне 1,3~1,5).
Таким образом, хотя содержание компонентов магния и кремния находится в пределах нормы (ой(мг)=0,45% к 0.9%, ой(И)=0,2% до 0.6%).
Производственная мощность, присутствует некоторый избыток кремния. В дополнение к небольшому количеству кремния в свободном состоянии, эта часть избыточного кремния также будет образовывать тройные соединения в алюминиевом сплаве.;
3. В процессе плавки, хотя соотношение добавления магния и кремния находится в пределах диапазона, указанного в стандарте, иногда из-за неравномерного и недостаточного перемешивания, распределение кремния в расплаве неравномерное, а есть местное обогащение и бедные районы;
4. Контроль различных параметров процесса во время экструзии, таких как чрезмерно высокая температура предварительного нагрева заготовок, неправильный контроль скорости потока экструзии металла, сила воздушного охлаждения во время экструзии, температура старения и время выдержки, и т.п., легко вызовет сегрегацию кремния и высвобождение, что приведет к тому, что магний и кремний не полностью перейдут в фазу Mg2Si, но некоторое количество свободного кремния существует.
Измерение поверхностной коррозии:
1. Держите поверхность продукта, а также среду производства и хранения в чистоте и сухости.;
2. Контролировать содержание элементов в сплаве;
3. Эффективно контролируйте состав сплава, чтобы соотношение магния и кремния находилось в диапазоне 1.3 не могут быть гарантированы механические свойства 1.7;
4. Строго контролировать параметры каждого процесса (такие как плавка, перемешивание, температура охлаждающей воды отливки, температура предварительного нагрева заготовки, экструзионная закалка, охлаждение на воздухе, прочность, температура и время старения, и т.п.) чтобы избежать сегрегации и диссоциации кремния, и попробуйте сделать кремний. Он образует полезную упрочняющую фазу Mg2Si с магнием.;
5. Обратите внимание на изменения погоды, дождливые дни или высокая влажность, экструдированный алюминиевый профиль должен быть покрыт дождевой тканью, чтобы предотвратить попадание пыли и дождя на поверхность алюминиевого профиля;
6. Своевременная обработка старением может уменьшить появление пятен и порфировую или ямочную коррозию алюминиевых профилей..
Неквалифицированное механическое свойство, анализ дефектов экструзии алюминия и меры контроля качества
Неквалифицированное механическое свойство, анализ дефектов экструзии алюминия и меры контроля качества
Неквалифицированное механическое свойство
Механические свойства алюминиевых прессованных изделий типа HB и HV не соответствуют требованиям технических стандартов или очень неравномерны., что называется неквалифицированными механическими свойствами.
Основные причины неудовлетворительных механических свойств
1. Основные элементы химического состава алюминиевого сплава превышают норму или их соотношение является необоснованным;
2. Процесс экструзии алюминия или процесс термообработки нецелесообразны.;
3. Плохое качество алюминиевых заготовок или алюминиевых профилей с чистовой обработкой.;
4. Закалка в режиме онлайн не достигла температуры закалки или скорость охлаждения была недостаточной;
5. Неправильный процесс искусственного старения.
Меры контроля качества и решения
1. Строго контролировать химический состав в соответствии со стандартом или разработать эффективный внутренний стандарт;
2. Используйте высококачественные алюминиевые заготовки или алюминиевые профили с фрезерованной обработкой.;
3. Оптимизация процесса экструзии алюминия;
4. Строго внедрить систему процесса закалки;
5. Строго внедрите систему ручного старения и контролируйте температуру печи.;
6. Строгое измерение температуры и контроль температуры.









