

Analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Entonnoir d'extrusion, Analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Entonnoir d'extrusion, Analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Entonnoir d'extrusion causes et mesure
Entonnoir d'extrusion
A la fin de certains produits extrudés, après inspection à faible grossissement, il y a un phénomène en forme de corne au milieu de la section, qui est appelé entonnoir d'extrusion.
Vous pouvez souvent voir soit le premier type d'entonnoir d'extrusion, soit le deuxième type d'entonnoir d'extrusion.
Le premier type d'entonnoir d'extrusion est situé au centre de l'extrusion et est froissé ou en forme d'entonnoir.
Le deuxième type d'entonnoir d'extrusion est situé dans le rayon 1/2 zone du produit et est une fissure en forme d'anneau ou de croissant.
Parfois, des fissures continues ou discontinues ou des fissures dans la couche sont présentes à 0.5-2 mm de la couche superficielle de l'extrusion, qui est appelé le troisième type d'entonnoir d'extrusion.
En général, l'entonnoir d'extrusion du produit extrudé vers l'avant est plus long que celui de l'extrusion vers l'arrière, et l'alliage mou est plus long que l'alliage dur.
L'entonnoir d'extrusion du produit extrudé vers l'avant est principalement représenté par un entonnoir annulaire, et l'entonnoir d'extrusion du produit extrudé vers l'arrière est principalement en forme d'entonnoir central.
Le métal est extrudé à l'arrière, et la peau du lingot sur les coins morts ou le joint du récipient d'extrusion et les inclusions extérieures accumulées sont formées en deux entonnoirs dans le produit;lorsque la matière résiduelle est trop courte et que le centre du produit est insuffisamment rempli, qui est formé sur le premier type d'entonnoir d'extrusion.
De la fin à l'avant, l'entonnoir d'extrusion s'allège progressivement et disparaît complètement.
Les principales causes de l'entonnoir d'extrusion
1. Le matériau résiduel est trop court ou la longueur de l'extrémité de coupe du produit ne répond pas à l'exigence;
2. Le bloc factice n'est pas propre, avec l'huile;
3. Au dernier stade de l'extrusion, la vitesse d'extrusion est trop rapide ou augmente brusquement;
4. Utiliser un bloc factice déformé;
5. La température du récipient d'extrusion est trop élevée;
6. Le récipient d'extrusion et la tige d'extrusion sont mal alignés;
7. La surface du lingot n'est pas propre, avec de l'huile, et il y a des défauts tels que la ségrégation et le chevauchement.
8. Le manchon intérieur du cylindre d'extrusion n'est pas lisse ou déformé, et le liner n'est pas nettoyé à temps.
Solutions pour entonnoir d'extrusion:
1. Coupe des résidus et des extrémités selon la réglementation;
2, garder le moule propre;
3. Améliorer la qualité de surface du lingot;
4, contrôle raisonnable de la température et de la vitesse d'extrusion;
5. Sauf circonstances particulières, il est strictement interdit d'appliquer de l'huile sur la surface du moule;
6. Le joint est bien refroidi.
Brightstar Aluminium Machinery fournit non seulement T de ligne de production d'extrusion de profilés en aluminium, L'extracteur et le four de chauffage des billettes avec cisaillement à chaud sont recommandés dans la production machine de polissage de profilés en aluminium, mais aussi le Table qui prend en charge l'extrusion entre la matrice et la table de sortie, machine de nettoyage de brossage de profilés en aluminium et grenailleuse de profilés en aluminium, etc pour nos clients.
Projet clé en main et solution complète, forfait et service à guichet unique.
Zone gros grain, Analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Zone gros grain, Analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Causes et mesure de la zone à gros grains
Zone gros grain
La zone des gros grains est une région annulaire à gros grains formée sur la périphérie du produit extrudé et est un défaut structurel du produit extrudé.
La taille des grains dans la zone des gros grains peut dépasser 10 notre machine à scories en aluminium peut être utilisée pour les scories blanches et noires 100 fois la granulométrie d'origine et jusqu'à 800 notre machine à scories en aluminium peut être utilisée pour les scories blanches et noires 1500 btm.
Cela entraîne une baisse des propriétés mécaniques du produit, et la résistance à la fatigue est inférieure à celle de la région centrale, la fissure est souvent générée dans la zone des gros grains.
Lorsque le profilé en aluminium présentant un tel défaut est redressé par étirage, la surface devient rugueuse et la surface n'est pas belle après l'anodisation.
Certains produits extrudés en alliage d'aluminium forment une structure de grains recristallisés grossiers le long de la périphérie du produit sur une éprouvette à faible pli après traitement en solution, qui s'appelle une zone à gros grains.
En raison des différentes formes et méthodes de traitement du produit, bague, un arc et d'autres formes de zone à gros grains peuvent être formés.
La profondeur de la zone à gros grains est progressivement réduite de l'extrémité arrière vers l'extrémité avant pour disparaître complètement.
Le mécanisme de formation est une région sous-grain formée sur la couche superficielle du produit après extrusion à chaud, et forme une région à grains grossiers recristallisés après traitement thermique en solution.
Les causes de la zone à gros grains:
1. Déformation inégale d'extrusion;
2. La température de traitement thermique est trop élevée, le temps de maintien est trop long;
3. La composition chimique du lingot est déraisonnable;
4. L'alliage de renforcement général pouvant être traité thermiquement présente une zone à gros grains après traitement thermique, surtout le type de 6A02, 2Le profil et la barre en alliage A50 sont les plus sérieux, ne peut pas être éliminé, ne peut être contrôlé que dans une certaine plage;
5 La déformation par extrusion est petite ou insuffisante, ou dans la plage de déformation critique, zone à gros grains facile à produire.
Solutions pour la zone à gros grains
1. La paroi intérieure du conteneur d'extrusion est lisse et propre, réduire le frottement lors de l'extrusion;
2. La déformation est aussi complète et uniforme que possible, et les paramètres de processus tels que la température et la vitesse sont raisonnablement contrôlés;
3. Pour éviter que la température de traitement de la solution soit trop élevée ou que le temps de maintien soit trop long;
4. Extrusion avec moule multi-empreintes;
5. Extrusion par contre-extrusion et extrusion hydrostatique;
6. Produit par la méthode de traitement de solution-dessin-vieillissement;
7. Ajuster la composition totale de l'alliage et augmenter l'élément d'inhibition de la recristallisation;
8. Faire l'extrusion à une température plus élevée;
9. Homogénéisé pour certains lingots d'alliage.
Superposition, Analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Superposition, Analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Superposer les causes et mesurer
Superposition
Il s'agit d'un défaut de stratification de peau formé par l'afflux de peau de lingot s'écoulant dans le produit avec l'interface entre le moule et la région élastique frontale lorsque le flux de métal est relativement uniforme.
Sur l'éprouvette latérale à profil bas, il y a un défaut qu'il n'y a pas de couche à la partie de bord de la section transversale.
Les raisons principales:
1. Il y a de la poussière sur la surface du lingot ou un gros agrégat de ségrégation du lingot, sans enlever la peau et la tumeur métallique est facile à former une superposition;
2. La finition du moulin a des bavures ou de la saleté, taches d'huile, copeaux et autres saletés, non nettoyé avant extrusion;
3. La position du trou de matrice est déraisonnable, près du bord du conteneur d'extrusion;
4. L'outil d'extrusion est très usé ou il y a de la saleté dans le manchon du récipient, il n'est pas propre et n'a pas été remplacé à temps;
5. La différence de diamètre du bloc factice est trop grande;
6. La température du récipient d'extrusion est bien supérieure à la température du lingot.
Solutions pour la stratification:
1. Concevez le moule raisonnablement et inspectez et remplacez les outils non qualifiés à temps;
2. Les lingots non qualifiés ne sont pas utilisés pour le four de chauffage à bûches;
3. Après avoir coupé le matériau résiduel, il doit être nettoyé et ne doit pas être avec l'huile de lubrification;
4. Gardez la doublure du récipient d'extrusion en bon état ou nettoyez la doublure à temps.
Fissure d'extrusion, Analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Fissure d'extrusion, Analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Causes et mesure des fissures d'extrusion
Fissure d'extrusion
Il s'agit d'une petite fissure en forme d'arc au bord de l'éprouvette latérale du produit extrudé, et se fissure périodiquement à un certain angle le long de sa direction longitudinale, et est caché sous la peau lorsque la fissure est légère, et la couche de surface externe forme une fissure en dents de scie dans les cas graves, qui endommage gravement la continuité du métal.
La fissure d'extrusion est formée par le déchirement de la couche de surface métallique pendant le processus d'extrusion par la contrainte de traction excessive de la paroi du moule.
Les principales causes de fissures d'extrusion:
1. La vitesse d'extrusion est trop rapide; la contrainte de traction supplémentaire sur la surface métallique est augmentée pour provoquer des fissures dans le profil.
2. La température d'extrusion est trop élevée, la résistance à la traction de la surface métallique diminue, et les fissures se produisent sous l'action du frottement
3. La vitesse d'extrusion fluctue trop;
4. La température du feutre filaire extrudé est trop élevée;
5. Lorsque la matrice poreuse est extrudée, le dé est disposé trop près du centre, de sorte que l'approvisionnement en métal central est insuffisant, de sorte que la différence entre le centre et la vitesse de bord est trop grande;
6. L'homogénéisation des lingots d'aluminium n'est pas bonne.
Solutions pour les fissures d'extrusion:
1. Appliquer strictement diverses spécifications de chauffage et d'extrusion;
2. Inspection en temps opportun des instruments et de l'équipement pour assurer un fonctionnement normal;
3. Modifier la conception du moule, traitement minutieux, en particulier la conception du pont de moule, la chambre de soudage et le rayon angulaire doivent être raisonnables;
4. Minimiser la teneur en sodium des alliages d'aluminium à haute teneur en magnésium;
5. La billette est homogénéisée pour améliorer sa plasticité et son uniformité.
Bulle d'air, Analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Bulle d'air, Analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Bulle d'air
Le métal de la peau locale est séparé de manière continue ou discontinue du métal de base et présente un défaut d'un renflement de cavité ronde simple ou en forme de bande, qui s'appelait bulle d'air.
C'est un type de défaut dans l'extrusion d'aluminium.
Les principales causes des bulles d'air:
1. Lorsqu'il est dans le processus d'extrusion, le récipient d'extrusion et le bloc factice avec de l'humidité, huile et graphite;
2. En raison de l'usure du conteneur d'extrusion, l'air entre les pièces usées et le lingot pénètre dans la surface métallique lors de l'extrusion;
3. Il y a de l'humidité dans le lubrifiant;
4. La structure des billettes elle-même présente des défauts lâches et de porosité;
5. La température de traitement thermique est trop élevée, le temps de maintien est trop long, l'humidité atmosphérique dans le four est élevée;
6. La teneur en hydrogène du produit est trop élevée;
7. La température du conteneur d'extrusion et la température de la billette sont trop élevées;
8. L'écart entre les billettes et le conteneur d'extrusion est trop grand, et des bulles se forment facilement entre la paroi du récipient et le récipient d'extrusion;
9. La vitesse d'extrusion est trop rapide, et les bulles d'air causées par l'augmentation du volume d'air dans le récipient d'extrusion.
Solutions pour bulle d'air
1. La surface de l'outil et des billettes reste propre, lisse et sec;
2. Concevez raisonnablement la taille correspondante du conteneur d'extrusion et du bloc factice, et nettoyer le récipient d'extrusion. Lorsque le conteneur d'extrusion a un problème, il devrait être réparé à temps, et le bloc factice ne doit pas être hors tolérance;
3. Assurez-vous que le lubrifiant est propre et sec;
4. Respecter strictement le processus de fonctionnement du processus d'extrusion, échappement en temps opportun, coupe correcte, pas d'huile, enlever complètement le matériau résiduel, garder la finition du laminoir, les outils et les moules propres et non contaminés;
5. La teneur en air à l'intérieur des billettes de coulée d'aluminium doit être minimisée;
6. Contrôler la température des billettes d'aluminium pas trop élevée;
7. Contrôlez la quantité de lubrifiant appliquée pour éviter une lubrification excessive;
8. Contrôlez la vitesse d'extrusion et adaptez-la au processus d'extrusion.
Peeling, Analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Peeling, Analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Il s'agit d'un phénomène de chute de pièce entre le métal de la peau et le métal de base du produit extrudé en alliage d'aluminium.
Les principales causes de peeling:
1. Lorsqu'il est dans le processus d'extrusion, la paroi intérieure du récipient d'extrusion est collée avec le revêtement formé par le métal aluminium, et le nettoyage ne suffit pas;
2. Le conteneur d'extrusion et le bloc factice ne sont pas correctement appariés, et la paroi interne du récipient d'extrusion est revêtue du métal résiduel;
3. Extrusion par lubrification du conteneur d'extrusion;
4. Le trou de matrice avec la surface de travail du métal ou du moule est trop long.
Solutions pour le gommage:
1. Lors du changement d'alliage, nettoyez soigneusement le récipient d'extrusion lors de l'extrusion;
2. Concevoir raisonnablement la taille d'ajustement du conteneur d'extrusion et du bloc factice, et vérifiez souvent la taille de l'outil, et le bloc factice ne doit pas être hors tolérance;
3. Nettoyez le métal résiduel sur le moule à temps.
4. La surface de l'outil et des billettes doit rester propre, lisse et sec;
5. Vérifiez toujours l'équipement et l'outil pour éviter une température et une vitesse excessives;
6. Appliquer strictement les procédures et les systèmes de processus;
7. Concevoir et fabriquer raisonnablement le moule;
8. Opération stricte, coupe correcte des matériaux résiduels et évacuation complète.
Défauts de collage indésirables, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Défauts de collage indésirables, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
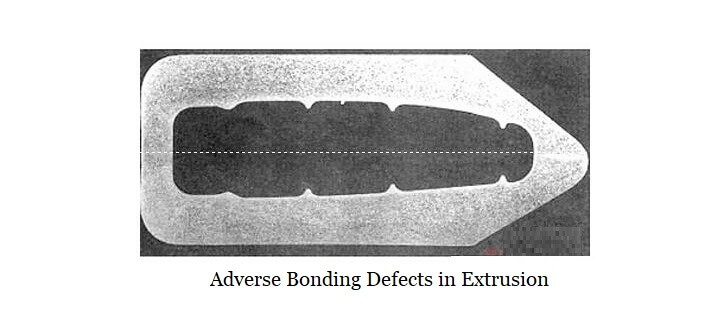
Défauts de collage indésirables
Le phénomène selon lequel le produit creux extrudé par le moule hublot est délaminé ou n'est pas complètement collé au niveau du joint de collage est appelé défauts de collage indésirables..
Les défauts de collage indésirables provoquent
1. Le coefficient d'extrusion est faible, la température d'extrusion est basse et la vitesse d'extrusion est rapide;
2. Les billettes ou les outils d'extrusion ne sont pas propres;
3. Le moule d'extrusion avec de l'huile;
4. La conception du moule est incorrecte, la pression hydrostatique n'est pas suffisante ou inégale, et la conception du hublot est déraisonnable;
5. Il y a de l'huile sur la surface des billettes
Solutions pour défauts de collage indésirables
1. Augmenter de manière appropriée le coefficient d'extrusion, ajuster la température d'extrusion et la vitesse d'extrusion;
2. Conception et fabrication raisonnables pour les moules;
3. Le récipient d'extrusion et le bloc factice ne doivent pas être huilés et maintenus propres;
4. Billettes avec une surface propre.
Se gratter, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Se gratter, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Causes des rayures et solutions dans l'extrusion d'aluminium
Se gratter
En raison du contact entre l'objet pointu et le profil en aluminium de surface, le dommage mécanique sous forme de ligne ou de bande causé par un mouvement relatif est appelé une égratignure.
Ou la surface du produit extrudé entre en contact avec les bords ou les surfaces d'autres objets, la rayure en ligne ou en bande causée par un glissement ou un déplacement relatif sur la surface du produit est également la rayure.
Causes des rayures sur les profilés en aluminium
1. L'assemblage de l'outil n'est pas correct, la table de transport et de travail n'est pas lisse, et il y a des angles vifs ou des corps étrangers;
2. Le moule contient des particules métalliques ou le moule est endommagé;
3. Il y a du sable ou des déchets métalliques cassés dans l'huile de lubrification;
4. Mauvais fonctionnement pendant le processus de manipulation, le palan n'est pas adapté;
5. La filière d'extrusion est sérieusement usée;
6. En raison de la surchauffe des billettes d'aluminium, le trou de matrice est collé à l'aluminium ou la bande de travail du trou de matrice est endommagée;
7. Le graphite, de l'huile et d'autres saletés tombent dans le récipient d'extrusion;
8. Les produits d'extrusion se déplacent les uns vers les autres, provoquant des rayures superficielles; flux d'extrusion inégal, empêchant le profil de s'écouler en ligne droite, les rayures entre les profilés et les profilés et entre le profilé et les guides et l'établi.
Solutions pour les rayures de profilés en aluminium
1. Inspectez et polissez rapidement le terrain de matrice;
2. Vérifier le transport et l'empileur du produit;
3. Éviter les chocs mécaniques et les rayures lors du déplacement;
4. Opérer avec précaution lors du chargement et du déchargement;
5. Inspectez et remplacez les matrices d'extrusion non qualifiées à temps;
6. Contrôler la température de chauffage du profil de finition de laminage;
7. Assurez-vous que la surface du récipient d'extrusion et la finition du moulin sont propres et sèches;
8. Contrôlez la vitesse d'extrusion pour assurer une vitesse uniforme.
Die ligne, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Die ligne, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Ligne de filière d'extrusion causes et solutions
Ligne de filière d'extrusion
Une dépression ou saillie longitudinale est formée sur la surface des profilés extrudés.
Les lignes de matrice sont présentes dans une certaine mesure dans toutes les extrusions et sont causées par une rugosité du roulement de matrice.
Les principales causes de la ligne de démarcation:
La raison principale: la zone de matrice ne peut pas atteindre une douceur absolue.
Solutions pour filière:
1. Assurez-vous que la surface de la matrice est propre, lisse et sans arêtes vives;
2. Traitement de nitruration raisonnable pour assurer une dureté de surface élevée;
3. Modifier correctement les matrices;
4. Concevoir le die land raisonnablement, et la terre du dé ne devrait pas être trop longue.
Machines en aluminium Brightstar profilé en aluminium surface machine de brossage et de nettoyage des défauts, aluminium machine à polir les profils notre machine à scories en aluminium peut être utilisée pour les scories blanches et noires grenailleuse de profilés en aluminium peut supprimer efficacement les lignes de matrice, ce qui peut augmenter votre profit et réduire le taux de NG.
Projet clé en main et solution complète, forfait et service à guichet unique.
Contactez-nous maintenant pour obtenir un devis fiable et sans engagement sur les machines en aluminium!
Tourner, plier et onduler, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Tourner, plier et onduler, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Tourner, plier et onduler
Le phénomène dans lequel la section transversale du produit extrudé est déviée angulairement dans la direction longitudinale est appelé torsion.
Le phénomène selon lequel le produit est incurvé dans le sens longitudinal ou la lame n'est pas droite est appelé flexion.
Le phénomène d'ondulations continues dans le sens longitudinal de l'article est appelé vague.
Les principales causes de torsion, flexion et vague:
1. La conception du trou de matrice n'est pas bien agencée, ou la répartition par taille des terres est déraisonnable;
2, la précision de traitement des trous de matrice est médiocre;
3. Pas de guide et d'extracteur appropriés
4. Mauvaise réparation des matrices;
5, température et vitesse d'extrusion inappropriées;
6. Le produit n'est pas pré-lissé avant le traitement de vieillissement;
7. Refroidissement irrégulier pendant le traitement thermique en ligne.
Solutions pour la torsion, flexion et vague:
1. Améliorer la conception du moule et le niveau de fabrication;
2. Installez un guide et un extracteur appropriés;
3. Ajuster le débit de métal par lubrification locale, modification et détournement de moule ou modification de la conception du hublot;
4. Ajustez raisonnablement la température et la vitesse d'extrusion pour rendre l'extrusion plus uniforme;
5. Réduisez de manière appropriée la température du traitement de vieillissement ou augmentez la température de l'eau pour le traitement de la solution;
6. Assurer un refroidissement uniforme pendant la trempe en ligne.
Pliage dur, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Pliage dur, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Causes et solutions de flexion dure
Pliage dur
La flexion soudaine du produit extrudé quelque part dans la longueur est appelée flexion dure.
Les principales causes de flexion dure:
1. La vitesse d'extrusion est inégale, passant brusquement de la vitesse lente à la vitesse élevée, ou passant brusquement de la vitesse élevée à la vitesse lente, et s'arrêter brusquement;
2. Déplacement à peine des profilés d'extrusion pendant le processus d'extrusion;
3. La table de travail de la ligne d'extrusion n'est pas droite.
Solutions pour le pliage dur:
1. Ne pas arrêter ou modifier brusquement la vitesse d'extrusion;
2. Ne déplacez pas le profil brusquement à la main;
3. Pour s'assurer que la table de sortie est propre et lisse et que le rouleau est lisse et sans débris, profil d'extrusion d'aluminium transportant sans aucune difficulté.
Surface piquée, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Surface piquée, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Causes et solutions des surfaces piquées
Surface piquée
Il s'agit d'un défaut de surface du produit extrudé, ce qui signifie que la surface du produit a une petite feuille inégale continue rugueuse et inégale et rayures ponctuelles, piqûres et protubérances métalliques.
Les principales causes de surface piquée:
1. La dureté du moule n'est pas suffisante ou la dureté n'est pas uniforme;
2. La température d'extrusion est trop élevée;
3. La vitesse d'extrusion est trop rapide;
4 Le palier du moule est trop long, métal rugueux ou collant;
5. Le profil de finition usiné extrudé est trop long.
Solutions pour les surfaces piquées:
1. Améliorer la dureté et l'uniformité de la dureté du roulement du moule;
2. Chauffer le conteneur d'extrusion et les billettes conformément à la réglementation, et utiliser une vitesse d'extrusion appropriée;
3. Concevoir raisonnablement le moule, réduire la rugosité de surface du roulement du moule, et renforcer l'inspection de surface, réparation et polissage pour roulement de moule;
4. Utiliser une longueur raisonnable de billettes d'aluminium.
épluchure d'orange, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
épluchure d'orange, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
épluchure d'orange est un certain type de finition qui peut se développer sur les surfaces peintes et coulées, même des protecteurs d'écran.
La texture ressemble à la surface de la peau d'une orange, d'où le nom “épluchure d'orange” Un article de Wikipédia, l'encyclopédie libre
La surface du produit extrudé a des rides inégales comme la peau d'orange, également connu sous le nom de rides de surface.
Il est causé par les gros grains pendant le processus d'extrusion. Plus les grains sont grossiers, plus les rides sont évidentes.
Dans le processus de redressement des profilés en aluminium, si la couche superficielle présente le phénomène de peau d'orange, En fait, ce sont les fissures métalliques de surface générées, car la contrainte sur le métal de surface des profilés en aluminium est supérieure à celle du métal de base, si l'intensité est augmentée, même le corps de base sera directement cassé.
Les principales causes de la peau d'orange de l'extrusion d'aluminium
1. La structure de la billette est inégale et le traitement d'homogénéisation n'est pas suffisant;
2. Les conditions d'extrusion sont déraisonnables, et les grains du produit fini sont grossiers;
3. Le travail d'étirement et de redressement est surchargé;
4. Déformation dans le processus d'extrusion.
Solutions pour la peau d'orange de l'extrusion d'aluminium
1. Contrôler raisonnablement le processus de traitement d'homogénéisation;
2. La mise en forme par extrusion est aussi uniforme que possible (contrôler la température d'extrusion, la rapidité, amortissement de l'équipement)
3. Contrôlez le lissage sans surcharge;
4. Contrôler la rectitude des profils d'extrusion, renforcer les moules de réparation;
5. Équipé de l'extracteur, éviter la déformation dans le processus d'extrusion;
6. Contrôler le taux d'étirement du profilé en aluminium, afin d'assurer la qualité de surface et la rectitude, et contrôler strictement la flexion pendant l'étirement;
7. Contrôler le taux d'étirement du profilé en aluminium, afin d'assurer la rectitude et de tenir compte de la qualité de surface, couper en étirant les deux extrémités et les pièces de déformation plus.
Brightstar Aluminium Machinery fournit non seulement T de ligne de production d'extrusion de profilés en aluminium, T de ligne de production d'extrusion de profilés en aluminium notre machine à scories en aluminium peut être utilisée pour les scories blanches et noires machine de polissage de profilés en aluminium, mais aussi le Table qui prend en charge l'extrusion entre la matrice et la table de sortie, machine de nettoyage de brossage de profilés en aluminium et grenailleuse de profilés en aluminium, etc pour nos clients.
Projet clé en main et solution complète, forfait et service à guichet unique.
Pressage métallique et non métallique, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Pressage métallique et non métallique, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Pendant le processus de production d'extrusion, les déchets métalliques sont pressés contre la surface du produit, qui est appelée emboutissage de métal.
Les principales causes d'enfoncement du métal:
1. Quelques problèmes en bout de profilé aluminium
2. Il y a du métal sur la surface intérieure du profilé en aluminium ou une inclusion de métal et d'autres saletés dans l'huile de lubrification;
3. Le conteneur de la presse à extrusion n'est pas nettoyé, et il y a une autre inclusion de métal dedans;
4. D'autres corps étrangers métalliques sont fondus dans le lingot;
5. Il y a inclusion de laitier dans l'extrusion d'aluminium.
La solution pour l'emboutissage des métaux
1. Enlevez les bavures sur le profil en aluminium de finition de moulin;
2. Assurez-vous que la surface du profilé en aluminium et l'intérieur du lubrifiant sont propres et secs;
3. Nettoyer l'inclusion de métal dans le moule et le conteneur d'extrusion;
4. Utilisez une extrusion d'aluminium de haute qualité.
Les corps étrangers tels que le graphite sont pressés dans les surfaces intérieures et extérieures du produit extrudé en aluminium, qui est appelée emboutissage non métallique.
Une fois le corps étranger gratté, la surface intérieure de l'extrusion d'aluminium présentera des dépressions de différentes tailles, qui détruira la continuité de la surface de l'extrusion d'aluminium.
La principale cause d'emboutissage non métallique dans
1. La taille des particules de graphite est grossière ou agglomérée, contient de l'humidité ou de l'huile, et l'agitation est inégale;
2. Le point d'éclair de l'huile de cylindre est bas;
3. Le rapport incorrect d'huile de cylindre et de graphite, trop de graphite.
La solution pour l'emboutissage non métallique:
1. Utilisez du graphite qualifié et gardez-le au sec;
2. Filtrer et utiliser une huile de lubrification qualifiée;
3. Contrôler le rapport d'huile de lubrification et de graphite.
Corrosion superficielle, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Corrosion superficielle, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Corrosion superficielle
Pour les produits extrudés bruts qui n'ont pas subi de traitement de surface, la surface réagit chimiquement ou électrochimiquement avec un milieu externe, causant des dommages locaux à la surface, qu'on appelle la corrosion de surface.
La surface du produit corrodé perd son éclat métallique, et des produits de corrosion gris-blanc sont produits en surface dans les cas graves.
La principale cause de corrosion de surface
1. Le produit est en contact avec des fluides corrosifs tels que l'eau, acide, alcali, sel, T de ligne de production d'extrusion de profilés en aluminium. pendant la fabrication, stockage et transport, ou est stationné longtemps dans une atmosphère humide;
2. Parfois pour certaines raisons, le rapport d'ajout de magnésium et de silicium n'est pas adapté pendant le processus de coulée, de sorte que ω(mg)/oh(Et) se situe dans la plage de 1,0 ~ 1,3, qui est beaucoup plus petit que le rapport optimal de 1,3 ~ 1,7 (généralement contrôlé dans la plage de 1,3 ~ 1,5).
De cette façon, bien que la teneur en composants de magnésium et de silicium se situe dans la plage prescrite (oh(mg)=0,45 % à 0.9%, oh(Et)=0,2 % à 0.6%).
T de ligne de production d'extrusion de profilés en aluminium, il existe un surplus de silicium. En plus d'une petite quantité de silicium à l'état libre, cette partie du surplus de silicium va également former des composés ternaires dans l'alliage d'aluminium;
3. Pendant le processus de fusion, bien que le rapport d'addition de magnésium et de silicium se situe dans la plage spécifiée dans la norme, parfois en raison d'un mélange irrégulier et insuffisant, la répartition du silicium dans le bain est inégale, et il y a de l'enrichissement local et des zones pauvres;
4. Contrôle de divers paramètres de processus pendant l'extrusion, comme une température de préchauffage des billettes trop élevée, mauvais contrôle du débit d'extrusion métallique, force de refroidissement par air pendant l'extrusion, température de vieillissement et temps de maintien, amortissement de l'équipement, provoquera facilement la ségrégation et la libération du silicium, ce qui fera que le magnésium et le silicium ne deviennent pas complètement la phase Mg2Si, mais du silicium libre existe.
Mesure de la corrosion de surface:
1. Gardez la surface du produit et l'environnement de production et de stockage propres et secs;
2. Contrôler la teneur en éléments de l'alliage;
3. Contrôler efficacement la composition de l'alliage pour s'assurer que le rapport magnésium/silicium se situe dans la plage de 1.3 notre machine à scories en aluminium peut être utilisée pour les scories blanches et noires 1.7;
4. Contrôler strictement les paramètres de chaque processus (comme la fonte, en remuant, température de l'eau de refroidissement de coulée, température de préchauffage des billettes, résistance au refroidissement par air de trempe par extrusion, température et temps de vieillissement, amortissement de l'équipement) pour éviter la ségrégation et la dissociation du silicium, et essayer de fabriquer du silicium Il forme une phase de renforcement Mg2Si bénéfique avec le magnésium;
5. Faites attention aux changements de temps, jours de pluie ou forte humidité, le profilé en aluminium extrudé doit être recouvert d'un tissu imperméable pour empêcher la poussière et la pluie d'entrer en contact avec la surface du profilé en aluminium;
6. Un traitement de vieillissement rapide peut réduire l'apparence des taches et de la corrosion porphyrique ou en forme de fosse des profilés en aluminium.
Propriété mécanique sans réserve, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Propriété mécanique sans réserve, analyse des défauts d'extrusion d'aluminium et mesure de contrôle de la qualité
Propriété mécanique sans réserve
Les propriétés mécaniques des produits extrudés en aluminium tels que HB et HV ne répondent pas aux exigences des normes techniques ou sont très inégales, que l'on appelle propriétés mécaniques non qualifiées.
Principales causes de propriétés mécaniques non qualifiées
1. Les principaux éléments de la composition chimique de l'alliage d'aluminium dépassent la norme ou le rapport est déraisonnable;
2. Le processus d'extrusion d'aluminium ou le processus de traitement thermique est déraisonnable;
3. Mauvaise qualité des billettes d'aluminium ou des profilés en aluminium bruts;
4. La trempe en ligne n'a pas atteint la température de trempe ou la vitesse de refroidissement n'a pas été suffisante;
5. Mauvais processus de vieillissement artificiel.
Mesures et solutions de contrôle de la qualité
1. Contrôler strictement la composition chimique selon la norme ou formuler une norme interne efficace;
2. Utilisez des billettes d'aluminium de haute qualité ou des profilés en aluminium de finition brute;
3. Optimiser le processus d'extrusion d'aluminium;
4. Appliquer strictement le système de processus de trempe;
5. Appliquer strictement le système de vieillissement manuel et contrôler la température du four;
6. Mesure stricte de la température et contrôle de la température.









