

Aluminum extrusion defect analysis and quality control measure
Extrusion funnel, Aluminum extrusion defect analysis and quality control measure
Extrusion funnel, Aluminum extrusion defect analysis and quality control measure
Extrusion funnel causes and measure
Extrusion funnel
At the end of some extruded products, after inspection at low magnification, there is a phenomenon in horn-like in the middle of the section, which is called extrusion funnel.
You can often see either the first type of extrusion funnel or the second type of extrusion funnel.
The first type of extrusion funnel is located at the center of the extrusion and is wrinkled or funnel-shaped.
The second type of extrusion funnel is located in the radius 1/2 area of the product and is a ring-shaped or crescent-shaped crack.
Sometimes continuous or discontinuous cracks or cracks in the layer are present at 0.5-2 mm from the surface layer of the extrusion, which is referred to as the third type of extrusion funnel.
Generally, the extrusion funnel of the forward extruded product is longer than that of the backward extrusion, and the soft alloy is longer than the hard alloy.
The extrusion funnel of the forward extruded product is mostly represented by an annular funnel, and the extrusion funnel of the backward extruded product is mostly a central funnel shape.
The metal is extruded to the back end, and the ingot skin on the dead corners or the gasket of the extrusion container and the outside inclusions accumulated are formed into twice funnel in the product;when the residual material is too short and the center of the product is insufficiently filled, which is formed to the first type extrusion funnel.
From the end to the front, the extrusion funnel is gradually lighter and disappears completely.
The main causes of extrusion funnel
1. The residual material is too short or the product cutting end length does not meet the requirement;
2. The dummy block is not clean, with the oil;
3. In the late stage of extrusion, the extrusion speed is too fast or suddenly increases;
4. Use a deformed dummy block;
5. The temperature of the extrusion container is too high;
6. The extrusion container and the extrusion rod are misaligned;
7. The surface of the ingot is not clean, with oil, and there are defects such as segregation and overlapping.
8. The inner sleeve of the extrusion cylinder is not smooth or deformed, and the liner is not cleaned in time.
Solutions for extrusion funnel:
1. Residue and end cutting according to regulations;
2, keep the mold clean;
3. Improve the surface quality of the ingot;
4, reasonable control of extrusion temperature and speed;
5. Except for special circumstances, it is strictly forbidden to apply oil on the surface of mold;
6. The gasket is properly cooled.
Brightstar Aluminum Machinery provides not only aluminum profile shape corrector, aluminum profile wrapping machine and aluminum profile polishing machine, but also the wood grain effect sublimation machine, aluminum profile brushing cleaning machine and aluminum profile shot blasting machine, etc for our customers.
Turnkey project and completed solution, package deal and one-stop service.
Coarse grain zone, Aluminum extrusion defect analysis and quality control measure
Coarse grain zone, Aluminum extrusion defect analysis and quality control measure
Coarse grain zone causes and measure
Coarse grain zone
The coarse grain zone is an annular coarse grain region formed on the periphery of the extruded product and is a structural defect of the extruded product.
The grain size in the coarse grain zone may exceed 10 to 100 times the original grain size and up to 800 to 1500 btm.
It causes the mechanical properties of the product lowered, and the fatigue resistance is lower than that of the central region, the crack is often generated in the coarse grain zone.
When the aluminum profile having such a defect is stretch-straightened, the surface becomes rough and the surface is not beautiful after anodizing.
Some aluminum alloy extruded products form a coarse recrystallized grain structure along the periphery of the product on a low-fold test piece after solution treatment, which is called a coarse grain zone.
Due to the different shapes and processing methods of the product, ring, arc and other forms of coarse grain zone can be formed.
The depth of the coarse grain zone is gradually reduced from the trailing end toward the front end to completely disappear.
The formation mechanism is a sub-grain region formed on the surface layer of the product after hot extrusion, and forms a coarse recrystallized grain region after heat solution treatment.
The causes for coarse grain zone:
1. Extrusion uneven deformation;
2. Heat treatment temperature is too high, the holding time is too long;
3. The chemical composition of the ingot is unreasonable;
4. The general heat treatable strengthening alloy has a coarse grain zone after heat treatment, especially the type of 6A02, 2A50 alloy profile and bar is the most serious, can not be eliminated, only can be controlled within a certain range;
5 The extrusion deformation is small or insufficient deformation, or in the critical deformation range, easy to produce coarse grain zone.
Solutions for coarse grain zone
1. The inner wall of the extrusion container is smooth and clean, reducing the friction during extrusion;
2. The deformation is as full and uniform as possible, and the process parameters such as temperature and speed are reasonably controlled;
3. To avoid the solution treatment temperature is too high or the holding time is too long;
4. Extrusion with multi-cavity mold;
5. Extrusion by backward extrusion and hydrostatic extrusion;
6. Produced by solution treatment-drawing-aging method;
7. Adjust the total alloy composition and increase the recrystallization inhibition element;
8. Make the extrusion at a higher temperature;
9. Homogenized for some alloy ingots.
Layering, Aluminum extrusion defect analysis and quality control measure
Layering, Aluminum extrusion defect analysis and quality control measure
Layering causes and measure
Layering
This is a skin layering defect formed by the inflow of ingot skin flowing into the product along with the interface between the mold and the front-end elastic region when the metal flow is relatively uniform.
On the lateral low-profile test piece, there is a defect that there is no layer at the edge portion of the cross-section.
Main causes:
1. There is dust on the ingot surface or a large segregation aggregate of the ingot, without the skin removing and the metal tumor is easy to form a layering;
2. The mill finish has burrs or dirt, oil stains, chips and other dirt, not cleaned before extrusion;
3. The position of the die hole is unreasonable, close to the edge of the extrusion container;
4. The extrusion tool is seriously worn or there is dirt in the sleeve of the container, it is not clean and has not been replaced in time;
5. The diameter difference of the dummy block is too large;
6. The temperature of the extrusion container is much higher than the temperature of the ingot.
Solutions for layering:
1. Design the mold reasonably and inspect and replace the unqualified tools in time;
2. Unqualified ingots are not used for the log heating furnace;
3. After cutting the residual material, it should be cleaned and not allowed to be with the lubricating oil;
4. Keep the lining of the extrusion container in good condition or clean the lining on time.
Extrusion crack, Aluminum extrusion defect analysis and quality control measure
Extrusion crack, Aluminum extrusion defect analysis and quality control measure
Extrusion crack causes and measure
Extrusion crack
This is a small arc-shaped crack at the edge of the lateral test piece of the extruded product, and periodically cracks at a certain angle along the longitudinal direction thereof, and is hidden under the skin when the crack is slight, and the outer surface layer forms a serrated crack in severe cases, which seriously damages the continuity of the metal.
The extrusion crack is formed by the tearing of the metal surface layer during the extrusion process by the excessive tensile stress of the mold wall.
The main causes of extrusion cracks:
1. The extrusion speed is too fast; the additional tensile stress on the metal surface is increased to cause cracks in the profile.
2. The extrusion temperature is too high, the tensile strength of the metal surface decreases, and cracks occur under the action of friction
3. The extrusion speed fluctuates too much;
4. The temperature of the extruded line felt is too high;
5. When the porous die is extruded, the die is arranged too close to the center, so that the supply of the center metal is insufficient, so that the difference between the center and the edge velocity is too large;
6. The aluminum ingot homogenization is not good.
Solutions for extrusion crack:
1. Strictly implement various heating and extrusion specifications;
2. Timely inspection of instruments and equipment to ensure normal operation;
3. Modify the mold design, careful processing, especially the design of the mold bridge, welding chamber and angular radius should be reasonable;
4. Minimize the sodium content in high-magnesium aluminum alloys;
5. The billet is homogenized to improve its plasticity and uniformity.
Air bubble, Aluminum extrusion defect analysis and quality control measure
Air bubble, Aluminum extrusion defect analysis and quality control measure
Air bubble
The local skin metal is continuously or discontinuously separated from the base metal and shows a defect of a round single or strip-shaped cavity bulge, which was called air bubble.
It is one kind of defect in aluminum extrusion.
The main causes of air bubbles:
1. When it is in the extrusion process, the extrusion container and the dummy block with moisture, oil and graphite;
2. Due to the wear of the extrusion container, the air between the worn parts and the ingot go into the metal surface in the extrusion;
3. There is moisture in the lubricant;
4. The billets structure itself has loose and porosity defects;
5. The heat treatment temperature is too high, the holding time is too long, the atmospheric humidity in the furnace is high;
6. The hydrogen content in the product is too high;
7. The temperature of the extrusion container and the temperature of the billet are too high;
8. The gap between the billets and the extrusion container is too large, and bubbles are easily formed between the container wall and the extrusion container;
9. The extrusion speed is too fast, and the air bubbles caused by the increase of the air volume in the extrusion container.
Solutions for air bubble
1. The surface of the tool and billets remains clean, smooth and dry;
2. Reasonably design the matching size of the extrusion container and the dummy block, and clean the extrusion container. When the extrusion container has a problem, it should be repaired in time, and the dummy block should not be out of tolerance;
3. Ensure that the lubricant is clean and dry;
4. Strictly abide by the extrusion process operation process, timely exhaust, correct cutting, no oil, completely remove the residual material, keep the mill finish and tools and molds clean and not contaminated;
5. The air content inside the aluminum casting billets should be minimized;
6. Control aluminum billets temperature not too high;
7. Control the amount of lubricant applied to avoid excessive lubrication;
8. Control the extrusion speed and make it according to the extrusion process.
Peeling, Aluminum extrusion defect analysis and quality control measure
Peeling, Aluminum extrusion defect analysis and quality control measure
This is a phenomenon of part falling off between the skin metal and the base metal of aluminum alloy extruded product.
The main causes of peeling:
1. When it is in the extrusion process, the inner wall of the extrusion container is stuck with the lining formed by the aluminum metal, and the cleaning is not enough;
2. The extrusion container and dummy block are not properly matched, and the inner wall of the extrusion container is lined with the residual metal;
3. Extrusion by lubricating extrusion container;
4. The die hole with the metal or mold working land is too long.
Solutions for peeling:
1. When changing the alloy, clean the extrusion container thoroughly when extrusion;
2. Reasonably design the fit size of the extrusion container and the dummy block, and often check the size of the tool, and the dummy block should not be out of tolerance;
3. Clean the residual metal on the mold in time.
4. The surface of the tool and billets should remain clean, smooth and dry;
5. Always check equipment and tool to prevent excessive temperature and speed;
6. Strictly implement the process procedures and systems;
7. Reasonably design and manufacture the mold;
8. Strict operation, correct cutting of residual material and complete exhaust.
Adverse bonding defects, aluminum extrusion defect analysis and quality control measure
Adverse bonding defects, aluminum extrusion defect analysis and quality control measure
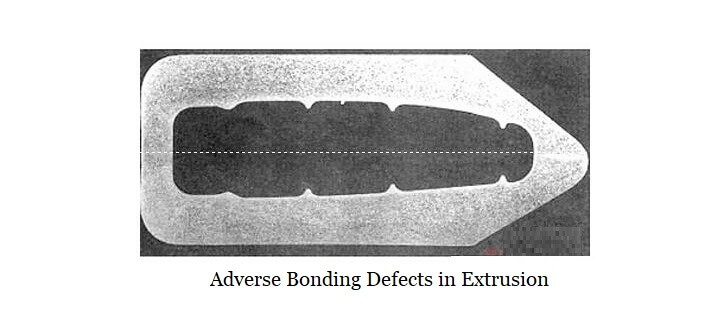
The phenomenon that the hollow product extruded by the porthole mold is delaminated or not fully bonded at the bonding joint is called adverse bonding defects.
Adverse bonding defects causes
1. The extrusion coefficient is small, the extrusion temperature is low and the extrusion speed is fast;
2. Extrusion billets or tools are not clean;
3. The extrusion mold with oil;
4. The mold design is improper, the hydrostatic pressure is not enough or uneven, and the design of the porthole is unreasonable;
5. There is oil on the billets surface
Solutions for adverse bonding defects
1. Appropriately increase the extrusion coefficient, adjust extrusion temperature and extrusion speed;
2. Reasonable design and manufacture for the molds;
3. The extrusion container and the dummy block should be not oiled and kept clean;
4. Billets with a clean surface.
Scratch, aluminum extrusion defect analysis and quality control measure
Scratch, aluminum extrusion defect analysis and quality control measure
Scratch causes and solutions in aluminum extrusion
Scratch
Because of the contact between the sharp object and the surface aluminum profile, the mechanical damage as a line or strip caused by relatively moving is called a scratch.
Or the surface of the extruded product comes into contact with the edges or surfaces of other objects, the line or strip scratch caused by relative sliding or displacement on the surface of the product is also the scratch.
Causes for aluminum profile scratches
1. The tool assembly is not correct, the conveying and work table are not smooth, and there are sharp corners or foreign objects;
2. The mold land with metal particles or the mold land is damaged;
3. There are sand or broken metal scraps in the lubricating oil;
4. Improper operation during the handling process, the hoist is not suitable;
5. The extrusion die is seriously worn;
6. Due to the over-temperature of aluminum billets, the die hole is stuck to the aluminum or the die hole working belt is damaged;
7. The graphite, oil and other dirt fall into the extrusion container;
8. The extrusion products move to each other, causing surface scratches; extrusion flow unevenly, causing the profile not flow in a straight line, the scratches between the profiles and the profiles and between the profile and the guides and the workbench.
Solutions for aluminum profile scratch
1. Promptly inspect and polish the die land;
2. Check the product conveying and stacker;
3. Avoid the mechanical impact and scratch during the moving;
4. Carefully operate in the loading and unloading;
5. Inspect and replace unqualified extrusion dies in time;
6. Control the heating temperature of the mill finish profile;
7. Ensure that the surface of the extrusion container and mill finish is clean and dry;
8. Control the extrusion speed to ensure uniform speed.
Die line, aluminum extrusion defect analysis and quality control measure
Die line, aluminum extrusion defect analysis and quality control measure
Extrusion die line causes and solutions
Extrusion die line
A longitudinal depression or protrusion is formed on the surface of extruded profiles.
Die lines are present to some degree in all extrusions and are caused by a roughening of the die bearing.
The main causes of die line:
The main reason: the die land cannot achieve absolute smoothness.
Solutions for die line:
1. Ensure that the surface of the die land is clean, smooth and without sharp edges;
2. Reasonable nitriding treatment to ensure high surface hardness;
3. Correctly modify the dies;
4. Design the die land reasonably, and the die land should not be too long.
Brightstar Aluminum Machinery aluminum profile surface defects brushing and cleaning machine, aluminum profiles polishing machine and aluminum profiles shot blasting machine can remove the die lines effectively, which can increase your profit and reduce the NG rate.
Turnkey project and completed solution, package deal and one stop service.
Contact us now to obtain a reliable No-obligation quote on aluminum machines!
Twist, bend and wave, aluminum extrusion defect analysis and quality control measure
Twist, bend and wave, aluminum extrusion defect analysis and quality control measure
Twist, bend and wave
The phenomenon in which the cross-section of the extruded product is angularly deflected in the longitudinal direction is called twisting.
The phenomenon that the product is curved in the longitudinal direction or the blade is not straight is called bending.
The phenomenon of continuous undulations in the longitudinal direction of the article is called wave.
The main causes of twist, bending and wave:
1. The design of the die hole is not well arranged, or the size distribution of die land is unreasonable;
2, the die hole processing accuracy is poor;
3. No suitable guide and puller
4. Improper die repairing;
5, improper extrusion temperature and speed;
6. The product is not pre-straightened before aging treatment;
7. Uneven cooling during online heat treatment.
Solutions for twist, bending and wave:
1. Improve the mold design and manufacturing level;
2. Install a suitable guide and puller;
3. Adjust the metal flow rate by local lubrication, mold modification and diversion or changing the design of the porthole;
4. Reasonably adjust the extrusion temperature and speed to make the extrusion more uniform;
5. Appropriately reduce the aging treatment temperature or increase the water temperature for solution treatment;
6. Ensure uniform cooling during online quenching.
Hard bending, aluminum extrusion defect analysis and quality control measure
Hard bending, aluminum extrusion defect analysis and quality control measure
Hard bending causes and solutions
Hard bending
The sudden bending of the extruded product somewhere in the length is called hard bending.
The main causes of hard bending:
1. The extrusion speed is uneven, suddenly changing from slow speed to high speed, or suddenly changing from high speed to slow speed, and stopping suddenly;
2. Hardly moving the extrusion profiles during the extrusion process;
3. The working table of the extrusion line is not straight.
Solutions for hard bending:
1. Do not stop or suddenly change the extrusion speed;
2. Do not move the profile suddenly by hand;
3. To ensure that the runout table is clean and smooth and the roller is smooth and no debris, aluminum extrusion profile conveying without any difficulty.
Pitted surface, aluminum extrusion defect analysis and quality control measure
Pitted surface, aluminum extrusion defect analysis and quality control measure
Pitted surface causes and solutions
Pitted surface
This is a surface defect of the extruded product, which means that the surface of the product has a small rough and uneven continuous patchy sheet and point scratches, pitting and metal protrusion.
The main causes of pitted surface:
1. The mold hardness is not enough or the hardness is not uniform;
2. Extrusion temperature is too high;
3. The extrusion speed is too fast;
4 The mold bearing is too long, rough or sticky metal;
5. Extruded mill finish profile is too long.
Solutions for pitted surfaces:
1. Improve the hardness and hardness uniformity of the mold bearing;
2. Heat the extrusion container and billets in accordance with the regulations, and use an appropriate extrusion speed;
3. Reasonably design the mold, reduce the surface roughness of the mold bearing, and strengthen the surface inspection, repair and polishing for bearing of mold;
4. Use reasonable aluminum billets length.
Orange peel, aluminum extrusion defect analysis and quality control measure
Orange peel, aluminum extrusion defect analysis and quality control measure
Orange peel is a certain kind of finish that may develop on painted and cast surfaces, even screen protectors.
The texture resembles the surface of the skin of an orange, hence the name “Orange peel” from Wikipedia
The surface of the extruded product has uneven wrinkles like orange peel, also known as surface wrinkles.
It is caused by the coarse grains during the extrusion process. The coarser the grains, the more obvious the wrinkles.
In the straightening process of aluminum profiles, if the surface layer has the orange peel phenomenon, in fact, this is the surface metal cracks generated, as the stress on the surface metal of aluminum profiles is greater than the base metal, if the intensity is increased, even the base body will be directly broken.
The main causes of the orange peel of aluminum extrusion
1. The billet structure is uneven and the homogenization treatment is not sufficient;
2. The extrusion conditions are unreasonable, and the grains of the finished product are coarse;
3. The work of stretching and straightening is overloaded;
4. Deformation in the extrusion process.
Solutions for orange peel of aluminum extrusion
1. Reasonably control the homogenization treatment process;
2. The extrusion shaping is as uniform as possible (control extrusion temperature, speed, etc.)
3. Control the straightening not overload;
4. Control the extrusion profiles straightness, strengthen repairing molds;
5. Equipped with the puller, avoid deformation in the extrusion process;
6. Control the stretch rate of the aluminum profile, in order to ensure the surface quality and straightness, and strictly control the bending during stretching;
7. Control the stretch rate of aluminum profile, in order to ensure the straightness and take into account the surface quality, cut stretching both ends and deformation parts more.
Brightstar Aluminum Machinery provides not only aluminum profile shape corrector, aluminum profile wrapping machine and aluminum profile polishing machine, but also the wood grain effect sublimation machine, aluminum profile brushing cleaning machine and aluminum profile shot blasting machine, etc for our customers.
Turnkey project and complete solution, package deal and one-stop service.
Metal and nonmetal pressing in, aluminum extrusion defect analysis and quality control measure
Metal and nonmetal pressing in, aluminum extrusion defect analysis and quality control measure
During the extrusion production process, the metal scraps are pressed into the surface of the product, which is called metal pressing in.
The main causes of metal pressing in:
1. Some problems at the end of aluminum profile
2. There is metal on the inner surface of aluminum profile or metal inclusion and other dirt in the lubricating oil;
3. The extrusion press container is not cleaned, and there is other metal inclusion in it;
4. Other metal foreign objects are melted into the ingot;
5. There is slag inclusion in aluminum extrusion.
The solution for metal pressing in
1. Remove the burrs on mill finish aluminum profile;
2. Ensure that the surface of aluminum profile and the inside of the lubricant are clean and dry;
3. Clean up the metal inclusion in the mold and extrusion container;
4. Use high-quality mill finish aluminum extrusion.
Foreign matter such as graphite is pressed into the inner and outer surfaces of the aluminum extruded product, which is called non-metal pressing in.
After the foreign matter is scraped off, the inner surface of aluminum extrusion will show depressions of different sizes, which will destroy the continuity of the aluminum extrusion surface.
The main cause of non-metallic pressing in
1. The graphite particle size is coarse or agglomerated, contains moisture or oil, and the stirring is uneven;
2. The flash point of cylinder oil is low;
3. The Improper ratio of cylinder oil and graphite, too much graphite.
The solution for non-metallic pressing in:
1. Use qualified graphite and keep it dry;
2. Filter and use qualified lubricating oil;
3. Control the ratio of lubricating oil and graphite.
Surface corrosion, aluminum extrusion defect analysis and quality control measure
Surface corrosion, aluminum extrusion defect analysis and quality control measure
Surface corrosion
For mill finish extruded products that have not undergone surface treatment, the surface is chemically or electrochemically reacted with external media, causing local damage to the surface, which is called surface corrosion.
The surface of the corroded product loses its metallic luster, and gray-white corrosion products are produced on the surface in severe cases.
The main cause of surface corrosion
1. The product is in contact with corrosive media such as water, acid, alkali, salt, etc. during production, storage and transportation, or is parked for a long time in a humid atmosphere;
2. Sometimes due to some reasons, the adding ratio of magnesium and silicon is not suitable during the casting process, so that ω(Mg)/ω(Si) is in the range of 1.0~1.3, which is much smaller than the optimal ratio of 1.3~1.7 (generally controlled within the range of 1.3~1.5).
In this way, although the content of magnesium and silicon components is within the prescribed range (ω(Mg)=0.45% to 0.9%, ω(Si)=0.2% to 0.6%).
However, some surplus silicon exists. In addition to a small amount of silicon in the free state, this part of the surplus silicon will also form ternary compounds in the aluminum alloy;
3. During the smelting process, although the addition ratio of magnesium and silicon is within the range specified in the standard, sometimes due to uneven and insufficient mixing, the distribution of silicon in the melt is uneven, and there are local enrichment and poor areas;
4. Control of various process parameters during extrusion, such as excessively high billets preheating temperature, improper control of metal extrusion flow rate, air-cooling strength during extrusion, aging temperature and holding time, etc., will easily cause silicon segregation and liberation, which will cause magnesium and silicon do not completely become Mg2Si phase, but some free silicon exists.
Measure for surface corrosion:
1. Keep the surface of the product and the production and storage environment clean and dry;
2. Control the content of elements in the alloy;
3. Effectively control the alloy composition to ensure that the ratio of magnesium to silicon is within the range of 1.3 to 1.7;
4. Strictly control the parameters of each process (such as smelting, stirring, casting cooling water temperature, billet preheating temperature, extrusion quenching air cooling strength, aging temperature and time, etc.) to avoid segregation and dissociation of silicon, and try to make silicon It forms a beneficial Mg2Si strengthening phase with magnesium;
5. Pay attention to changes in weather, rainy days or high humidity, the extruded aluminum profile should be covered with rain cloth to prevent dust and rain from contacting the surface of the aluminum profile;
6. Timely aging treatment can reduce the appearance of spots and porphyritic or pit-shaped corrosion of aluminum profiles.
Unqualified mechanical property, aluminum extrusion defects analysis and quality control measure
Unqualified mechanical property, aluminum extrusion defects analysis and quality control measure
Unqualified mechanical property
The mechanical properties of aluminum extruded products such as HB and HV do not meet the requirements of technical standards or are very uneven, which is called unqualified mechanical properties.
Main causes of unqualified mechanical properties
1. The main elements of the chemical composition of aluminum alloy exceed the standard or the ratio is unreasonable;
2. The aluminum extrusion process or heat treatment process is unreasonable;
3. Poor quality of aluminum billets or mill finish aluminum profiles;
4. The online quenching did not reach the quenching temperature or the cooling rate was not enough;
5. Improper artificial aging process.
Quality control measures and solution
1. Strictly control the chemical composition according to the standard or formulate an effective internal standard;
2. Use high-quality aluminum billets or mill finish aluminum profiles;
3. Optimize aluminum extrusion process;
4. Strictly implement the quenching process system;
5. Strictly implement the manual aging system and control the furnace temperature;
6. Strict temperature measurement and temperature control.









