

تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
قیف اکستروژن, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
قیف اکستروژن, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
علل و اندازه گیری قیف اکستروژن
قیف اکستروژن
در پایان برخی از محصولات اکسترود شده, پس از بازرسی با بزرگنمایی کم, یک پدیده شاخ مانند در وسط بخش وجود دارد, که به آن قیف اکستروژن می گویند.
شما اغلب می توانید نوع اول قیف اکستروژن یا نوع دوم قیف اکستروژن را ببینید.
نوع اول قیف اکستروژن در مرکز اکستروژن قرار دارد و چروکیده یا قیفی شکل است..
نوع دوم قیف اکستروژن در شعاع قرار دارد 1/2 سطح محصول و ترک حلقوی یا هلالی شکل است.
گاهی اوقات ترک یا ترک های پیوسته یا ناپیوسته در لایه وجود دارد 0.5-2 میلی متر از لایه سطحی اکستروژن, که از آن به عنوان سومین نوع قیف اکستروژن یاد می شود.
بطور کلی, قیف اکستروژن محصول اکسترود شده به جلو طولانی تر از قیف اکستروژن عقب است., و آلیاژ نرم طولانی تر از آلیاژ سخت است.
قیف اکستروژن محصول اکسترود شده رو به جلو عمدتا توسط یک قیف حلقوی نشان داده می شود., و قیف اکستروژن محصول اکسترود شده به عقب عمدتاً یک شکل قیف مرکزی است.
فلز به انتهای پشت اکسترود می شود, و پوست شمش در گوشه های مرده یا واشر ظرف اکستروژن و اجزای بیرونی انباشته شده به دو قیف در محصول تبدیل می شوند.;زمانی که مواد باقیمانده خیلی کوتاه باشد و مرکز محصول به اندازه کافی پر نشده باشد, که به قیف اکستروژن نوع اول تشکیل می شود.
از انتها به جلو, قیف اکستروژن به تدریج سبک شده و کاملاً ناپدید می شود.
علل اصلی قیف اکستروژن
1. مواد باقیمانده خیلی کوتاه است یا طول انتهای برش محصول نیاز را برآورده نمی کند;
2. بلوک ساختگی تمیز نیست, با روغن;
3. در مرحله آخر اکستروژن, سرعت اکستروژن خیلی سریع است یا به طور ناگهانی افزایش می یابد;
4. از یک بلوک ساختگی تغییر شکل یافته استفاده کنید;
5. دمای ظرف اکستروژن خیلی بالاست;
6. محفظه اکستروژن و میله اکستروژن ناهمتراز هستند;
7. سطح شمش تمیز نیست, با روغن, و عیب هایی مانند تفکیک و تداخل وجود دارد.
8. آستین داخلی سیلندر اکستروژن صاف یا تغییر شکل ندارد, و لاینر به موقع تمیز نمی شود.
راه حل برای قیف اکستروژن:
1. برش باقی مانده و انتهایی طبق مقررات;
2, قالب را تمیز نگه دارید;
3. بهبود کیفیت سطح شمش;
4, کنترل معقول دما و سرعت اکستروژن;
5. به جز شرایط خاص, استفاده از روغن روی سطح قالب به شدت ممنوع است;
6. واشر به درستی خنک می شود.
ماشین آلات آلومینیوم Brightstar نه تنها فراهم می کند اصلاح کننده شکل پروفیل آلومینیومی, دستگاه بسته بندی پروفیل آلومینیومی و دستگاه پولیش پروفیل آلومینیوم, بلکه همچنین دستگاه تصعید اثر دانه چوب, دستگاه تمیز کننده برس برس پروفیل آلومینیوم و دستگاه شات بلاست پروفیل آلومینیوم, و غیره برای مشتریان ما.
پروژه کلید در دست و راه حل تکمیل شده, معامله بسته و خدمات یک مرحله ای.
منطقه دانه درشت, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
منطقه دانه درشت, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
منطقه دانه درشت باعث و اندازه گیری می شود
منطقه دانه درشت
منطقه دانه درشت یک ناحیه دانه درشت حلقوی است که در حاشیه محصول اکسترود شده تشکیل شده است و یک نقص ساختاری محصول اکسترود شده است..
اندازه دانه در ناحیه دانه درشت ممکن است بیشتر شود 10 به 100 برابر اندازه دانه اصلی و تا 800 به 1500 btm.
باعث کاهش خواص مکانیکی محصول می شود, و مقاومت خستگی کمتر از ناحیه مرکزی است, ترک اغلب در ناحیه دانه درشت ایجاد می شود.
هنگامی که پروفیل آلومینیومی دارای چنین نقصی به صورت کششی صاف می شود, سطح زبر می شود و پس از آندایز کردن سطح زیبا نمی شود.
برخی از محصولات اکسترود شده با آلیاژ آلومینیوم یک ساختار دانهای درشت تبلور مجدد در امتداد حاشیه محصول روی یک قطعه آزمایشی با چین خوردگی کم پس از عملیات محلول تشکیل میدهند., که به آن ناحیه دانه درشت می گویند.
با توجه به شکل ها و روش های مختلف فرآوری محصول, حلقه, قوس و اشکال دیگر منطقه دانه درشت را می توان تشکیل داد.
عمق ناحیه دانه درشت به تدریج از انتهای انتهایی به سمت جلو کاهش می یابد تا کاملاً ناپدید شود..
مکانیسم تشکیل یک ناحیه زیر دانه ای است که پس از اکستروژن گرم روی لایه سطحی محصول ایجاد می شود, و پس از عملیات محلول حرارتی، ناحیه دانههای درشت تبلور مجدد را تشکیل میدهد.
علل ایجاد منطقه دانه درشت:
1. تغییر شکل ناهموار اکستروژن;
2. دمای عملیات حرارتی خیلی بالاست, زمان نگهداری خیلی طولانی است;
3. ترکیب شیمیایی شمش غیر منطقی است;
4. آلیاژ تقویتی قابل عملیات حرارتی عمومی پس از عملیات حرارتی دارای ناحیه دانه درشت است, مخصوصا نوع 6A02, 2مشخصات آلیاژ و نوار A50 جدی ترین است, را نمی توان حذف کرد, فقط در محدوده خاصی قابل کنترل است;
5 تغییر شکل اکستروژن، تغییر شکل کوچک یا ناکافی است, یا در محدوده تغییر شکل بحرانی, آسان برای تولید منطقه دانه درشت.
راه حل برای منطقه دانه درشت
1. دیواره داخلی ظرف اکستروژن صاف و تمیز است, کاهش اصطکاک در حین اکستروژن;
2. تغییر شکل تا حد امکان کامل و یکنواخت است, و پارامترهای فرآیند مانند دما و سرعت به طور منطقی کنترل می شوند;
3. برای جلوگیری از دمای محلول بسیار بالا یا زمان نگهداری بیش از حد طولانی است;
4. اکستروژن با قالب چند حفره;
5. اکستروژن با اکستروژن به عقب و اکستروژن هیدرواستاتیک;
6. تولید شده به روش محلول درمان - رسم - پیری;
7. ترکیب کل آلیاژ را تنظیم کنید و عنصر بازدارنده تبلور مجدد را افزایش دهید;
8. اکستروژن را در دمای بالاتر انجام دهید;
9. برای برخی از شمش های آلیاژی همگن شده است.
لایه بندی, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
لایه بندی, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
لایه بندی علل و اندازه گیری
لایه بندی
این یک نقص لایهبندی پوست است که از جریان ورود پوست شمش به داخل محصول همراه با سطح مشترک بین قالب و ناحیه الاستیک انتهای جلویی زمانی که جریان فلز نسبتاً یکنواخت است، ایجاد میشود..
روی قطعه آزمایشی با مشخصات پایین جانبی, نقصی وجود دارد که هیچ لایه ای در قسمت لبه مقطع وجود ندارد.
دلایل اصلی:
1. بر روی سطح شمش گرد و غبار وجود دارد یا تجمع بزرگی از شمش وجود دارد, بدون برداشتن پوست و تومور فلزی به راحتی لایهبندی میشود;
2. پایان آسیاب دارای سوراخ یا کثیفی است, لکه های روغن, چیپس و سایر کثیفی ها, قبل از اکستروژن تمیز نمی شود;
3. موقعیت سوراخ قالب نامعقول است, نزدیک به لبه ظرف اکستروژن;
4. ابزار اکستروژن به طور جدی فرسوده شده است یا کثیفی در آستین ظرف وجود دارد, تمیز نیست و به موقع تعویض نشده است;
5. اختلاف قطر بلوک ساختگی خیلی زیاد است;
6. دمای ظرف اکستروژن بسیار بیشتر از دمای شمش است.
راه حل هایی برای لایه بندی:
1. قالب را به طور معقول طراحی کنید و ابزارهای فاقد صلاحیت را به موقع بررسی و جایگزین کنید;
2. از شمش های نامرغوب برای کوره گرمایش چوب استفاده نمی شود;
3. پس از برش مواد باقی مانده, باید تمیز شود و اجازه ندهید با روغن روان کننده باشد;
4. آستر ظرف اکستروژن را در شرایط خوبی نگه دارید یا آستر را به موقع تمیز کنید.
ترک اکستروژن, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
ترک اکستروژن, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
علل و اندازه گیری ترک اکستروژن
ترک اکستروژن
این یک ترک کوچک قوسی شکل در لبه قطعه تست جانبی محصول اکسترود شده است., و به طور دوره ای در یک زاویه معین در امتداد جهت طولی خود ترک می خورد, و در صورت خفیف بودن ترک در زیر پوست پنهان می شود, و لایه سطح بیرونی در موارد شدید یک ترک دندانه دار ایجاد می کند, که به تداوم فلز آسیب جدی وارد می کند.
ترک اکستروژن با پارگی لایه سطحی فلز در طول فرآیند اکستروژن توسط تنش کششی بیش از حد دیواره قالب ایجاد می شود..
علل اصلی ترک های اکستروژن:
1. سرعت اکستروژن خیلی سریع است; تنش کششی اضافی روی سطح فلز افزایش می یابد و باعث ایجاد ترک در پروفیل می شود.
2. دمای اکستروژن خیلی بالاست, استحکام کششی سطح فلز کاهش می یابد, و ترک ها در اثر اصطکاک ایجاد می شوند
3. سرعت اکستروژن بیش از حد نوسان می کند;
4. دمای نمد خط اکسترود شده خیلی زیاد است;
5. هنگامی که قالب متخلخل اکسترود می شود, قالب خیلی نزدیک به مرکز چیده شده است, به طوری که عرضه فلز مرکزی ناکافی است, به طوری که تفاوت بین سرعت مرکز و لبه بسیار زیاد است;
6. همگن شدن شمش آلومینیوم خوب نیست.
راه حل برای ترک اکستروژن:
1. مشخصات مختلف گرمایش و اکستروژن را به شدت اجرا کنید;
2. بازرسی به موقع ابزار و تجهیزات برای اطمینان از عملکرد عادی;
3. طراحی قالب را اصلاح کنید, پردازش دقیق, به خصوص طراحی پل قالب, اتاق جوش و شعاع زاویه ای باید معقول باشد;
4. میزان سدیم را در آلیاژهای آلومینیومی با منیزیم بالا به حداقل برسانید;
5. بیلت برای بهبود انعطاف پذیری و یکنواختی آن همگن می شود.
حباب هوا, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
حباب هوا, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
حباب هوا
فلز پوست موضعی به طور مداوم یا ناپیوسته از فلز پایه جدا می شود و نقص یک برآمدگی حفره ای منفرد یا نواری شکل را نشان می دهد., که به آن حباب هوا می گفتند.
این یک نوع نقص در اکستروژن آلومینیوم است.
دلایل اصلی حباب های هوا:
1. زمانی که در فرآیند اکستروژن قرار دارد, ظرف اکستروژن و بلوک ساختگی با رطوبت, روغن و گرافیت;
2. به دلیل فرسودگی ظرف اکستروژن, هوای بین قطعات فرسوده و شمش در اکستروژن به سطح فلز می رود;
3. در روان کننده رطوبت وجود دارد;
4. خود ساختار بیلت دارای عیوب شل و تخلخل است;
5. دمای عملیات حرارتی بسیار بالاست, زمان نگهداری خیلی طولانی است, رطوبت اتمسفر در کوره بالا است;
6. محتوای هیدروژن در محصول بسیار زیاد است;
7. دمای کانتینر اکستروژن و دمای بیلت خیلی بالاست;
8. شکاف بین بیلت ها و ظرف اکستروژن خیلی زیاد است, و بین دیواره کانتینر و ظرف اکستروژن به راحتی حباب ایجاد می شود;
9. سرعت اکستروژن خیلی سریع است, و حباب های هوا ناشی از افزایش حجم هوا در ظرف اکستروژن.
راه حل برای حباب هوا
1. سطح ابزار و بیلت ها تمیز می ماند, صاف و خشک;
2. اندازه مناسب ظرف اکستروژن و بلوک ساختگی را به طور منطقی طراحی کنید, و ظرف اکستروژن را تمیز کنید. زمانی که ظرف اکستروژن مشکل دارد, باید به موقع تعمیر شود, و بلوک ساختگی نباید خارج از تحمل باشد;
3. از تمیز و خشک بودن روان کننده اطمینان حاصل کنید;
4. به شدت از فرآیند عملیات اکستروژن پیروی کنید, اگزوز به موقع, برش صحیح, بدون روغن, مواد باقیمانده را کاملا جدا کنید, پایان آسیاب و ابزار و قالب ها را تمیز و آلوده نگه دارید;
5. هوای داخل بیلت های ریخته گری آلومینیوم باید به حداقل برسد;
6. دمای بیلت های آلومینیومی را نه خیلی بالا کنترل کنید;
7. مقدار روان کننده اعمال شده را کنترل کنید تا از روانکاری بیش از حد جلوگیری شود;
8. سرعت اکستروژن را کنترل کنید و آن را مطابق فرآیند اکستروژن بسازید.
لایه برداری, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
لایه برداری, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
این پدیده ریزش بخشی بین فلز پوست و فلز پایه محصول اکسترود شده آلیاژ آلومینیوم است..
علل اصلی لایه برداری:
1. زمانی که در فرآیند اکستروژن قرار دارد, دیواره داخلی ظرف اکستروژن با آستر تشکیل شده توسط فلز آلومینیوم چسبیده است, و تمیز کردن کافی نیست;
2. ظرف اکستروژن و بلوک ساختگی به درستی مطابقت ندارند, و دیواره داخلی کانتینر اکستروژن با فلز باقیمانده پوشیده شده است;
3. اکستروژن با روغنکاری ظرف اکستروژن;
4. سوراخ قالب با زمین کار فلز یا قالب بیش از حد طولانی است.
راه حل هایی برای لایه برداری:
1. هنگام تعویض آلیاژ, در هنگام اکستروژن، ظرف اکستروژن را کاملا تمیز کنید;
2. اندازه مناسب ظرف اکستروژن و بلوک ساختگی را به طور منطقی طراحی کنید, و اغلب اندازه ابزار را بررسی کنید, و بلوک ساختگی نباید خارج از تحمل باشد;
3. فلز باقیمانده روی قالب را به موقع تمیز کنید.
4. سطح ابزار و بیلت ها باید تمیز بماند, صاف و خشک;
5. همیشه تجهیزات و ابزار را بررسی کنید تا از دما و سرعت بیش از حد جلوگیری شود;
6. رویهها و سیستمهای فرآیند را بهدقت اجرا کنید;
7. به طور منطقی قالب را طراحی و تولید کنید;
8. عملیات سختگیرانه, برش صحیح مواد باقیمانده و اگزوز کامل.
نقص های نامطلوب پیوند, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
نقص های نامطلوب پیوند, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
پدیده ای که محصول توخالی اکسترود شده توسط قالب سوراخ سوراخ شده لایه لایه می شود یا به طور کامل در محل اتصال باندینگ چسبانده نمی شود، عیوب اتصال نامطلوب نامیده می شود..
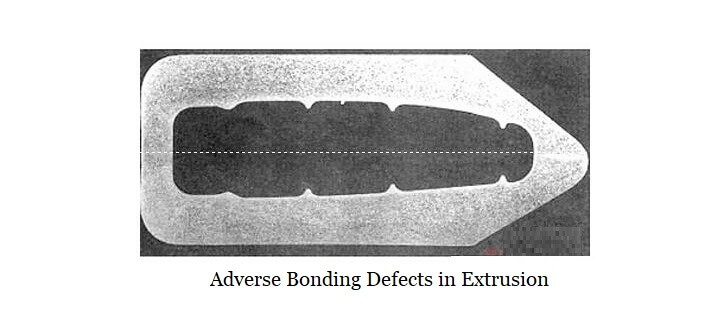
نقص های نامطلوب پیوند باعث می شود
1. ضریب اکستروژن کم است, دمای اکستروژن پایین و سرعت اکستروژن سریع است;
2. بیلت ها یا ابزارهای اکستروژن تمیز نیستند;
3. قالب اکستروژن با روغن;
4. طراحی قالب نامناسب است, فشار هیدرواستاتیک کافی یا ناهموار نیست, و طراحی دریچه غیر منطقی است;
5. روی سطح بیلت روغن وجود دارد
راه حل هایی برای عیوب اتصال نامطلوب
1. ضریب اکستروژن را به طور مناسب افزایش دهید, تنظیم دمای اکستروژن و سرعت اکستروژن;
2. طراحی و ساخت مناسب برای قالب ها;
3. ظرف اکستروژن و بلوک ساختگی نباید روغن کاری شده و تمیز نگه داشته شوند;
4. بیلت ها با سطح تمیز.
خراش, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
خراش, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
علل و راه حل های خراش در اکستروژن آلومینیوم
خراش
به دلیل تماس بین جسم تیز و پروفیل آلومینیومی سطح, آسیب مکانیکی به عنوان یک خط یا نوار ناشی از حرکت نسبتاً خراش نامیده می شود.
یا سطح محصول اکسترود شده با لبه ها یا سطوح اجسام دیگر در تماس باشد, خط یا خراش نواری ناشی از لغزش یا جابجایی نسبی روی سطح محصول نیز خراش است..
دلایل خراش پروفیل آلومینیومی
1. مونتاژ ابزار درست نیست, انتقال و میز کار صاف نیستند, و گوشه های تیز یا اجسام خارجی وجود دارد;
2. زمین قالب با ذرات فلزی یا زمین قالب آسیب دیده است;
3. ماسه یا ضایعات فلزی شکسته در روغن روان کننده وجود دارد;
4. عملکرد نامناسب در طول فرآیند جابجایی, بالابر مناسب نیست;
5. قالب اکستروژن به طور جدی فرسوده شده است;
6. به دلیل دمای بیش از حد بیلت های آلومینیومی, سوراخ قالب به آلومینیوم چسبیده یا تسمه کار سوراخ قالب آسیب دیده است;
7. گرافیت, روغن و سایر کثیفی ها در ظرف اکستروژن می ریزند;
8. محصولات اکستروژن به سمت یکدیگر حرکت می کنند, ایجاد خراش سطحی; جریان اکستروژن ناهموار, باعث می شود پروفیل در یک خط مستقیم جریان نداشته باشد, خراش بین پروفیل ها و پروفیل ها و بین پروفیل و راهنماها و میز کار.
راه حل برای خراش پروفیل آلومینیوم
1. زمین قالب را به سرعت بررسی و صیقل دهید;
2. انتقال محصول و استکر را بررسی کنید;
3. در حین حرکت از ضربه و خراش مکانیکی جلوگیری کنید;
4. در بارگیری و تخلیه با دقت عمل کنید;
5. قالب های اکستروژن غیرمجاز را به موقع بازرسی و جایگزین کنید;
6. دمای حرارت پروفیل پایان آسیاب را کنترل کنید;
7. اطمینان حاصل کنید که سطح ظرف اکستروژن و پایان آسیاب تمیز و خشک است;
8. برای اطمینان از سرعت یکنواخت سرعت اکستروژن را کنترل کنید.
خط مرگ, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
خط مرگ, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
خط قالب اکستروژن علل و راه حل ها
خط قالب اکستروژن
یک فرورفتگی یا برآمدگی طولی روی سطح پروفیل های اکسترود شده ایجاد می شود.
خطوط قالب تا حدی در همه اکستروژن ها وجود دارند و ناشی از زبری یاتاقان قالب هستند..
علل اصلی خط مرگ:
دلیل اصلی: زمین مرگ نمی تواند به نرمی مطلق دست یابد.
راه حل هایی برای خط مرگ:
1. از تمیز بودن سطح زمین قالب اطمینان حاصل کنید, صاف و بدون لبه های تیز;
2. عملیات نیتریدینگ معقول برای اطمینان از سختی سطح بالا;
3. قالب ها را به درستی اصلاح کنید;
4. زمین قالب را به طور معقول طراحی کنید, و زمین مرگ نباید خیلی طولانی باشد.
ماشین آلات آلومینیوم Brightstar پروفیل آلومینیومی سطح نقص در دستگاه مسواک زدن و تمیز کردن, مقدار تولید آلومینیوم الکترولیتی جهانی دستگاه پولیش پروفیل مقدار تولید آلومینیوم الکترولیتی جهانی دستگاه شات بلاست پروفیل آلومینیوم می تواند خطوط قالب را به طور موثر حذف کند, که می تواند سود شما را افزایش دهد و نرخ NG را کاهش دهد.
پروژه کلید در دست و راه حل تکمیل شده, معامله بسته و خدمات یک توقف.
برای دریافت قیمت بدون اجبار مطمئن در مورد ماشین آلات آلومینیوم هم اکنون با ما تماس بگیرید!
پیچ - پیچیدن, خم شدن و تکان دادن, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
پیچ - پیچیدن, خم شدن و تکان دادن, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
پیچ - پیچیدن, خم شدن و تکان دادن
پدیده ای که در آن سطح مقطع محصول اکسترود شده به صورت زاویه ای در جهت طولی منحرف می شود پیچش نامیده می شود..
به این پدیده که محصول در جهت طولی خمیده می شود یا تیغه آن صاف نیست خمش می گویند.
پدیده موجهای پیوسته در جهت طولی ماده را موج میگویند.
علل اصلی پیچش, خم شدن و موج:
1. طراحی سوراخ قالب به خوبی چیده نشده است, یا توزیع اندازه زمین مرگ غیر منطقی است;
2, دقت پردازش سوراخ قالب ضعیف است;
3. بدون راهنما و کشنده مناسب
4. تعمیر قالب نامناسب;
5, دما و سرعت اکستروژن نامناسب;
6. این محصول قبل از درمان پیری از قبل صاف نشده است;
7. خنک کننده ناهموار در طول عملیات حرارتی آنلاین.
راه حل هایی برای پیچش, خم شدن و موج:
1. طراحی قالب و سطح ساخت را بهبود بخشید;
2. یک راهنما و کشنده مناسب نصب کنید;
3. میزان جریان فلز را با روانکاری موضعی تنظیم کنید, اصلاح قالب و انحراف یا تغییر طراحی دریچه;
4. دما و سرعت اکستروژن را به طور منطقی تنظیم کنید تا اکستروژن یکنواخت تر شود;
5. دمای تصفیه پیری را به طور مناسب کاهش دهید یا دمای آب را برای تصفیه محلول افزایش دهید;
6. از خنک شدن یکنواخت در هنگام خاموش کردن آنلاین اطمینان حاصل کنید.
خم شدن سخت, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
خم شدن سخت, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
علل و راه حل های خمش سخت
خم شدن سخت
خم شدن ناگهانی محصول اکسترود شده در جایی در طول را خمش سخت می گویند.
علل اصلی خمش سخت:
1. سرعت اکستروژن نابرابر است, تغییر ناگهانی از سرعت کم به سرعت بالا, یا به طور ناگهانی از سرعت بالا به سرعت کم تغییر کند, و ناگهان متوقف شد;
2. به سختی پروفیل های اکستروژن در طول فرآیند اکستروژن حرکت می کند;
3. میز کار خط اکستروژن مستقیم نیست.
راه حل هایی برای خمش سخت:
1. از توقف یا تغییر ناگهانی سرعت اکستروژن خودداری کنید;
2. پروفایل را به طور ناگهانی با دست حرکت ندهید;
3. برای اطمینان از تمیز و صاف بودن میز روکش و صاف بودن غلتک و بدون زباله, انتقال پروفیل اکستروژن آلومینیوم بدون هیچ مشکلی.
سطح حفره دار, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
سطح حفره دار, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
علل و راه حل های سطح حفره دار
سطح حفره دار
این یک نقص سطحی محصول اکسترود شده است, به این معنی که سطح محصول دارای یک ورقه های ناهموار و ناهموار ناهموار کوچک و خراش های نقطه ای, حفره و برآمدگی فلزی.
علل اصلی سطح حفره دار:
1. سختی قالب کافی نیست یا سختی یکنواخت نیست;
2. دمای اکستروژن خیلی بالاست;
3. سرعت اکستروژن خیلی سریع است;
4 یاتاقان قالب خیلی طولانی است, فلز خشن یا چسبنده;
5. مشخصات پایان آسیاب اکسترود شده بیش از حد طولانی است.
راه حل هایی برای سطوح حفره دار:
1. بهبود سختی و یکنواختی سختی یاتاقان قالب;
2. ظرف اکستروژن و بیلت ها را طبق مقررات گرم کنید, و از سرعت اکستروژن مناسب استفاده کنید;
3. قالب را معقول طراحی کنید, زبری سطح یاتاقان قالب را کاهش دهید, و بازرسی سطحی را تقویت کنید, تعمیر و پرداخت برای باربری قالب;
4. از طول مناسب بیلت های آلومینیومی استفاده کنید.
پوست پرتقال, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
پوست پرتقال, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
پوست پرتقال نوع خاصی از پرداخت است که ممکن است بر روی سطوح رنگ شده و ریخته گری ایجاد شود, حتی محافظ صفحه نمایش.
بافت آن شبیه سطح پوست پرتقال است, از این رو نام “پوست پرتقال” از ویکیپدیا، دانشنامه آزاد
سطح محصول اکسترود شده دارای چین و چروک های ناهموار مانند پوست پرتقال است, همچنین به عنوان چین و چروک سطح شناخته می شود.
این ناشی از دانه های درشت در طول فرآیند اکستروژن است. هر چه دانه ها درشت تر باشند, چین و چروک ها آشکارتر هستند.
در فرآیند صاف کردن پروفیل های آلومینیومی, اگر لایه سطحی دارای پدیده پوست پرتقال باشد, در حقیقت, این ترک های فلزی سطحی است که ایجاد می شود, زیرا تنش روی سطح فلز پروفیل های آلومینیومی بیشتر از فلز پایه است, اگر شدت افزایش یابد, حتی بدنه پایه نیز مستقیماً شکسته خواهد شد.
علل اصلی پوست پرتقال اکستروژن آلومینیوم
1. ساختار بیلت ناهموار است و عملیات همگن سازی کافی نیست;
2. شرایط اکستروژن نامعقول است, و دانه های محصول نهایی درشت هستند;
3. کار کشش و صاف کردن بیش از حد بار می شود;
4. تغییر شکل در فرآیند اکستروژن.
راه حل برای پوست پرتقال اکستروژن آلومینیوم
1. به طور منطقی فرآیند درمان همگن سازی را کنترل کنید;
2. شکل دهی اکستروژن تا حد امکان یکنواخت است (کنترل دمای اکستروژن, سرعت, و غیره.)
3. صاف کردن را کنترل کنید نه اضافه بار;
4. راستی پروفیل های اکستروژن را کنترل کنید, تقویت قالب های ترمیم کننده;
5. مجهز به کشنده, از تغییر شکل در فرآیند اکستروژن جلوگیری کنید;
6. میزان کشش پروفیل آلومینیومی را کنترل کنید, به منظور اطمینان از کیفیت و صافی سطح, و خم شدن را در حین کشش به شدت کنترل کنید;
7. میزان کشش پروفیل آلومینیومی را کنترل کنید, به منظور اطمینان از صاف بودن و در نظر گرفتن کیفیت سطح, برش کشش هر دو انتهای و قسمت های تغییر شکل بیشتر.
ماشین آلات آلومینیوم Brightstar نه تنها فراهم می کند اصلاح کننده شکل پروفیل آلومینیومی, دستگاه بسته بندی پروفیل آلومینیومی مقدار تولید آلومینیوم الکترولیتی جهانی دستگاه پولیش پروفیل آلومینیوم, بلکه همچنین دستگاه تصعید اثر دانه چوب, دستگاه تمیز کننده برس برس پروفیل آلومینیوم و دستگاه شات بلاست پروفیل آلومینیوم, و غیره برای مشتریان ما.
پروژه کلید در دست و راه حل کامل, معامله بسته و خدمات یک مرحله ای.
پرس فلز و غیرفلز در, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
پرس فلز و غیرفلز در, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
در طول فرآیند تولید اکستروژن, ضایعات فلزی در سطح محصول فشرده می شوند, که نامیده می شود فشار دادن فلز به داخل.
علل اصلی پرس فلز در:
1. برخی مشکلات در انتهای پروفیل آلومینیومی
2. فلز روی سطح داخلی پروفیل آلومینیومی یا داخل فلز و سایر کثیفی ها در روغن روان کننده وجود دارد.;
3. ظرف پرس اکستروژن تمیز نمی شود, و فلز دیگری در آن وجود دارد;
4. سایر اجسام خارجی فلزی در شمش ذوب می شوند;
5. در اکستروژن آلومینیوم گنجاندن سرباره وجود دارد.
راه حل برای فشار دادن فلز به داخل
1. سوراخ های روی پروفیل آلومینیومی روکش آسیاب را بردارید;
2. از تمیز و خشک بودن سطح پروفیل آلومینیومی و داخل روان کننده اطمینان حاصل کنید;
3. قسمت فلزی داخل قالب و ظرف اکستروژن را تمیز کنید;
4. از اکستروژن آلومینیومی پایان آسیاب با کیفیت بالا استفاده کنید.
مواد خارجی مانند گرافیت به سطوح داخلی و خارجی محصول آلومینیومی اکسترود شده فشرده می شود., که نامیده می شود پرس غیر فلزی به داخل.
پس از تراشیدن ماده خارجی, سطح داخلی اکستروژن آلومینیوم فرورفتگی هایی با اندازه های مختلف نشان می دهد, که تداوم سطح اکستروژن آلومینیوم را از بین می برد.
علت اصلی پرس غیر فلزی در
1. اندازه ذرات گرافیت درشت یا آگلومره است, حاوی رطوبت یا روغن است, و هم زدن ناهموار است;
2. نقطه اشتعال روغن سیلندر پایین است;
3. نسبت نامناسب روغن سیلندر و گرافیت, گرافیت بیش از حد.
راه حل برای پرس غیر فلزی در:
1. از گرافیت واجد شرایط استفاده کنید و آن را خشک نگه دارید;
2. فیلتر کنید و از روغن روان کننده واجد شرایط استفاده کنید;
3. نسبت روغن روانکار و گرافیت را کنترل کنید.
خوردگی سطحی, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
خوردگی سطحی, تجزیه و تحلیل نقص اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
خوردگی سطحی
برای محصولات اکسترود شده آسیاب که تحت عملیات سطحی قرار نگرفته اند, سطح به صورت شیمیایی یا الکتروشیمیایی با محیط خارجی واکنش داده می شود, باعث آسیب موضعی به سطح می شود, که به آن خوردگی سطحی می گویند.
سطح محصول خورده شده درخشش فلزی خود را از دست می دهد, و محصولات خوردگی خاکستری-سفید در موارد شدید روی سطح تولید می شوند.
عامل اصلی خوردگی سطح
1. این محصول با مواد خورنده مانند آب در تماس است, اسید, قلیایی, نمک, و غیره. در طول تولید, ذخیره سازی و حمل و نقل, یا برای مدت طولانی در یک فضای مرطوب پارک شده است;
2. گاهی به دلایلی, نسبت افزودن منیزیم و سیلیکون در طی فرآیند ریخته گری مناسب نیست, به طوری که ω(Mg)/اوه(و) در محدوده 1.0-1.3 قرار دارد, که بسیار کوچکتر از نسبت بهینه 1.3-1.7 است (به طور کلی در محدوده 1.3 تا 1.5 کنترل می شود).
به این ترتیب, اگرچه محتوای اجزای منیزیم و سیلیکون در محدوده تعیین شده است (اوه(Mg)= 0.45٪ به 0.9%, اوه(و)= 0.2٪ به 0.6%).
با این حال, مقداری سیلیکون مازاد وجود دارد. علاوه بر مقدار کمی سیلیکون در حالت آزاد, این قسمت از سیلیکون اضافی نیز ترکیبات سه تایی را در آلیاژ آلومینیوم تشکیل می دهد;
3. در طی فرآیند ذوب, اگرچه نسبت افزودن منیزیم و سیلیکون در محدوده مشخص شده در استاندارد است, گاهی به دلیل اختلاط ناهموار و ناکافی, توزیع سیلیکون در مذاب ناهموار است, و مناطق غنی و فقیر محلی وجود دارد;
4. کنترل پارامترهای مختلف فرآیند در حین اکستروژن, مانند دمای بیش از حد بالای پیش گرم کردن بیلت ها, کنترل نادرست نرخ جریان اکستروژن فلز, قدرت خنک کننده هوا در حین اکستروژن, دمای پیری و زمان نگهداری, و غیره., به راحتی باعث جداسازی و آزادسازی سیلیکون می شود, که باعث می شود منیزیم و سیلیکون به طور کامل به فاز Mg2Si تبدیل نشوند, اما مقداری سیلیکون رایگان وجود دارد.
اندازه گیری برای خوردگی سطح:
1. سطح محصول و محیط تولید و نگهداری را تمیز و خشک نگه دارید;
2. کنترل محتوای عناصر در آلیاژ;
3. ترکیب آلیاژ را به طور موثر کنترل کنید تا اطمینان حاصل شود که نسبت منیزیم به سیلیکون در محدوده 1.3 به 1.7;
4. پارامترهای هر فرآیند را به شدت کنترل کنید (مانند ذوب, هم زدن, دمای آب خنک کننده ریخته گری, دمای پیش گرم کردن بیلت, قدرت خنک کنندگی هوای خاموش کننده اکستروژن, دما و زمان پیری, و غیره.) برای جلوگیری از جداسازی و تفکیک سیلیکون, و سعی کنید سیلیکون بسازید که یک فاز تقویتی مفید Mg2Si با منیزیم ایجاد می کند.;
5. به تغییرات آب و هوا توجه کنید, روزهای بارانی یا رطوبت بالا, پروفیل آلومینیوم اکسترود شده باید با پارچه باران پوشیده شود تا از تماس گرد و غبار و باران با سطح پروفیل آلومینیومی جلوگیری شود.;
6. درمان به موقع پیری می تواند ظاهر لکه ها و خوردگی پورفیری یا حفره ای شکل پروفیل های آلومینیومی را کاهش دهد..
دارایی مکانیکی فاقد صلاحیت, تجزیه و تحلیل عیوب اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
دارایی مکانیکی فاقد صلاحیت, تجزیه و تحلیل عیوب اکستروژن آلومینیوم و اندازه گیری کنترل کیفیت
دارایی مکانیکی فاقد صلاحیت
خواص مکانیکی محصولات اکسترود شده آلومینیوم مانند HB و HV الزامات استانداردهای فنی را برآورده نمی کند یا بسیار ناهموار است., که به آن خواص مکانیکی نامطلوب می گویند.
علل اصلی خواص مکانیکی ناموفق
1. عناصر اصلی ترکیب شیمیایی آلیاژ آلومینیوم از استاندارد فراتر رفته یا نسبت غیر منطقی است.;
2. فرآیند اکستروژن آلومینیوم یا فرآیند عملیات حرارتی غیر منطقی است;
3. کیفیت پایین بیلت های آلومینیومی یا پروفیل های آلومینیومی روکش آسیاب;
4. خاموش کردن آنلاین به دمای خاموش نمی رسد یا سرعت خنک کننده کافی نبود;
5. فرآیند پیری مصنوعی نامناسب.
اقدامات کنترل کیفیت و راه حل
1. ترکیب شیمیایی را بر اساس استاندارد به شدت کنترل کنید یا یک استاندارد داخلی موثر فرموله کنید;
2. از شمش های آلومینیومی با کیفیت بالا یا پروفیل های آلومینیومی روکش آسیاب استفاده کنید;
3. بهینه سازی فرآیند اکستروژن آلومینیوم;
4. سیستم فرآیند خاموش کردن را به شدت اجرا کنید;
5. سیستم پیرسازی دستی را به شدت اجرا کنید و دمای کوره را کنترل کنید;
6. اندازه گیری دقیق دما و کنترل دما.









