

Análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Funil de extrusão, Análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Funil de extrusão, Análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Causas e medidas do funil de extrusão
Funil de extrusão
No final de alguns produtos extrudados, após inspeção em baixa ampliação, há um fenômeno em forma de chifre no meio da seção, que é chamado de funil de extrusão.
Muitas vezes você pode ver o primeiro tipo de funil de extrusão ou o segundo tipo de funil de extrusão.
O primeiro tipo de funil de extrusão está localizado no centro da extrusão e é enrugado ou em forma de funil.
O segundo tipo de funil de extrusão está localizado no raio 1/2 área do produto e é uma fissura em forma de anel ou em forma de crescente.
Às vezes, rachaduras ou rachaduras contínuas ou descontínuas na camada estão presentes em 0.5-2 mm da camada superficial da extrusão, que é referido como o terceiro tipo de funil de extrusão.
Geralmente, o funil de extrusão do produto extrudado para frente é mais longo que o da extrusão para trás, e a liga macia é mais longa do que a liga dura.
O funil de extrusão do produto extrudado direto é representado principalmente por um funil anular, e o funil de extrusão do produto extrudado para trás é principalmente uma forma de funil central.
O metal é extrudado para a extremidade traseira, e a pele do lingote nos cantos mortos ou a gaxeta do recipiente de extrusão e as inclusões externas acumuladas são formadas em dois funis no produto;quando o material residual é muito curto e o centro do produto está insuficientemente preenchido, que é formado para o primeiro tipo de funil de extrusão.
Do fim para a frente, o funil de extrusão é gradualmente mais leve e desaparece completamente.
As principais causas do funil de extrusão
1. O material residual é muito curto ou o comprimento da extremidade de corte do produto não atende ao requisito;
2. O bloco fictício não está limpo, com o óleo;
3. Na fase final de extrusão, a velocidade de extrusão é muito rápida ou aumenta repentinamente;
4. Use um bloco fictício deformado;
5. A temperatura do recipiente de extrusão está muito alta;
6. O recipiente de extrusão e a haste de extrusão estão desalinhados;
7. A superfície do lingote não está limpa, Com óleo, e há defeitos como segregação e sobreposição.
8. A manga interna do cilindro de extrusão não é lisa ou deformada, e o forro não é limpo a tempo.
Soluções para funil de extrusão:
1. Resíduos e corte final de acordo com os regulamentos;
2, mantenha o molde limpo;
3. Melhorar a qualidade da superfície do lingote;
4, controle razoável de temperatura e velocidade de extrusão;
5. Exceto em circunstâncias especiais, é estritamente proibido aplicar óleo na superfície do molde;
6. A junta está devidamente refrigerada.
A Brightstar Aluminium Machinery oferece não só corretor de forma de perfil de alumínio, máquina de envolvimento de perfil de alumínio e máquina de polir perfis de alumínio, mas também o máquina de sublimação de efeito de grão de madeira, máquina de limpeza de escova de perfil de alumínio e máquina de jateamento de perfil de alumínio, etc para nossos clientes.
Projeto chave na mão e solução concluída, pacote e serviço one-stop.
Zona de grão grosso, Análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Zona de grão grosso, Análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Causas e medidas da zona de grão grosso
Zona de grão grosso
A zona de grãos grossos é uma região anular de grão grosso formada na periferia do produto extrudado e é um defeito estrutural do produto extrudado.
O tamanho do grão na zona de grão grosso pode exceder 10 para 100 vezes o tamanho do grão original e até 800 para 1500 btm.
Faz com que as propriedades mecânicas do produto sejam reduzidas, e a resistência à fadiga é menor que a da região central, a trinca é frequentemente gerada na zona de grão grosso.
Quando o perfil de alumínio com tal defeito é esticado-endireitado, a superfície torna-se áspera e a superfície não é bonita após a anodização.
Alguns produtos extrudados de liga de alumínio formam uma estrutura de grão recristalizado grosseiro ao longo da periferia do produto em uma peça de teste de baixa dobra após o tratamento da solução, que é chamado de zona de grão grosso.
Devido às diferentes formas e métodos de processamento do produto, anel, arco e outras formas de zona de grão grosso podem ser formadas.
A profundidade da zona de grão grosso é gradualmente reduzida da extremidade traseira em direção à extremidade frontal para desaparecer completamente.
O mecanismo de formação é uma região subgrão formada na camada superficial do produto após extrusão a quente, e forma uma região de grão recristalizado grosseiro após o tratamento com solução térmica.
As causas para a zona de grãos grossos:
1. Extrusão deformação irregular;
2. A temperatura do tratamento térmico é muito alta, o tempo de espera é muito longo;
3. A composição química do lingote não é razoável;
4. A liga de reforço geral tratável termicamente tem uma zona de grão grosso após o tratamento térmico, especialmente o tipo de 6A02, 2Perfil e barra de liga A50 são os mais sérios, não pode ser eliminado, só pode ser controlado dentro de um determinado intervalo;
5 A deformação de extrusão é pequena ou deformação insuficiente, ou na faixa de deformação crítica, zona de grão grosso fácil de produzir.
Soluções para zona de grãos grossos
1. A parede interna do recipiente de extrusão é lisa e limpa, reduzindo o atrito durante a extrusão;
2. A deformação é tão completa e uniforme quanto possível, e os parâmetros do processo, como temperatura e velocidade, são razoavelmente controlados;
3. Para evitar que a temperatura de tratamento da solução seja muito alta ou o tempo de retenção seja muito longo;
4. Extrusão com molde multicavidade;
5. Extrusão por extrusão inversa e extrusão hidrostática;
6. Produzido pelo método de tratamento de solução-desenho-envelhecimento;
7. Ajuste a composição total da liga e aumente o elemento de inibição de recristalização;
8. Faça a extrusão a uma temperatura mais alta;
9. Homogeneizado para alguns lingotes de liga.
Camadas, Análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Camadas, Análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Causas e medidas de camadas
Camadas
Este é um defeito de estratificação da pele formado pelo influxo da pele do lingote que flui para o produto junto com a interface entre o molde e a região elástica da extremidade frontal quando o fluxo de metal é relativamente uniforme.
Na peça de teste lateral de baixo perfil, há um defeito que não há camada na porção da borda da seção transversal.
Principais causas:
1. Há poeira na superfície do lingote ou um grande agregado de segregação do lingote, sem a remoção da pele e o tumor metálico é fácil de formar uma camada;
2. O acabamento do moinho tem rebarbas ou sujeira, manchas de óleo, chips e outras sujeiras, não limpo antes da extrusão;
3. A posição do furo do molde não é razoável, perto da borda do recipiente de extrusão;
4. A ferramenta de extrusão está seriamente desgastada ou há sujeira na manga do recipiente, não está limpo e não foi substituído a tempo;
5. A diferença de diâmetro do bloco fictício é muito grande;
6. A temperatura do recipiente de extrusão é muito maior do que a temperatura do lingote.
Soluções para camadas:
1. Projete o molde razoavelmente e inspecione e substitua as ferramentas não qualificadas a tempo;
2. Lingotes não qualificados não são usados para o forno de aquecimento de toras;
3. Depois de cortar o material residual, deve ser limpo e não permitido ficar com o óleo lubrificante;
4. Mantenha o revestimento do recipiente de extrusão em boas condições ou limpe o revestimento a tempo.
Rachadura de extrusão, Análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Rachadura de extrusão, Análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Causas e medidas de rachaduras por extrusão
Rachadura de extrusão
Esta é uma pequena rachadura em forma de arco na borda do corpo de prova lateral do produto extrudado, e rachaduras periódicas em um certo ângulo ao longo da direção longitudinal do mesmo, e fica escondido sob a pele quando a rachadura é leve, e a camada superficial externa forma uma rachadura serrilhada em casos graves, que danifica seriamente a continuidade do metal.
A fissura de extrusão é formada pelo rasgo da camada superficial do metal durante o processo de extrusão pela tensão de tração excessiva da parede do molde.
As principais causas de rachaduras de extrusão:
1. A velocidade de extrusão é muito rápida; a tensão de tração adicional na superfície do metal é aumentada para causar rachaduras no perfil.
2. A temperatura de extrusão é muito alta, a resistência à tração da superfície do metal diminui, e rachaduras ocorrem sob a ação do atrito
3. A velocidade de extrusão flutua muito;
4. A temperatura do feltro da linha extrudada está muito alta;
5. Quando a matriz porosa é extrudada, a matriz está disposta muito perto do centro, para que o fornecimento do metal central seja insuficiente, de modo que a diferença entre o centro e a velocidade de borda é muito grande;
6. A homogeneização do lingote de alumínio não é boa.
Soluções para fissuras por extrusão:
1. Implemente rigorosamente várias especificações de aquecimento e extrusão;
2. Inspeção oportuna de instrumentos e equipamentos para garantir a operação normal;
3. Modificar o projeto do molde, processamento cuidadoso, especialmente o design da ponte do molde, câmara de soldagem e raio angular devem ser razoáveis;
4. Minimize o teor de sódio em ligas de alumínio com alto teor de magnésio;
5. O tarugo é homogeneizado para melhorar sua plasticidade e uniformidade.
Bolha de ar, Análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Bolha de ar, Análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Bolha de ar
O metal da pele local é separado de forma contínua ou descontínua do metal base e mostra um defeito de uma protuberância redonda única ou em forma de tira, que foi chamado de bolha de ar.
É um tipo de defeito na extrusão de alumínio.
As principais causas de bolhas de ar:
1. Quando está em processo de extrusão, o recipiente de extrusão e o bloco fictício com umidade, óleo e grafite;
2. Devido ao desgaste do recipiente de extrusão, o ar entre as peças desgastadas e o lingote entra na superfície do metal na extrusão;
3. Há umidade no lubrificante;
4. A própria estrutura dos tarugos apresenta defeitos soltos e de porosidade;
5. A temperatura do tratamento térmico é muito alta, o tempo de espera é muito longo, a umidade atmosférica no forno é alta;
6. O teor de hidrogênio no produto é muito alto;
7. A temperatura do recipiente de extrusão e a temperatura do tarugo são muito altas;
8. A folga entre os tarugos e o recipiente de extrusão é muito grande, e bolhas são facilmente formadas entre a parede do recipiente e o recipiente de extrusão;
9. A velocidade de extrusão é muito rápida, e as bolhas de ar causadas pelo aumento do volume de ar no recipiente de extrusão.
Soluções para bolhas de ar
1. A superfície da ferramenta e os tarugos permanecem limpos, liso e seco;
2. Projete razoavelmente o tamanho correspondente do recipiente de extrusão e do bloco fictício, e limpe o recipiente de extrusão. Quando o recipiente de extrusão tem um problema, deve ser reparado a tempo, e o bloco fictício não deve estar fora da tolerância;
3. Certifique-se de que o lubrificante esteja limpo e seco;
4. Cumprir rigorosamente o processo de operação do processo de extrusão, escape oportuno, corte correto, sem óleo, remova completamente o material residual, manter o acabamento do moinho e as ferramentas e moldes limpos e não contaminados;
5. O conteúdo de ar dentro dos tarugos de fundição de alumínio deve ser minimizado;
6. Controle a temperatura dos tarugos de alumínio não muito alta;
7. Controle a quantidade de lubrificante aplicada para evitar lubrificação excessiva;
8. Controle a velocidade de extrusão e faça de acordo com o processo de extrusão.
Descamação, Análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Descamação, Análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Este é um fenômeno de parte caindo entre o metal da pele e o metal base do produto extrudado de liga de alumínio.
As principais causas do peeling:
1. Quando está em processo de extrusão, a parede interna do recipiente de extrusão está presa com o forro formado pelo metal de alumínio, e a limpeza não é suficiente;
2. O recipiente de extrusão e o bloco fictício não combinam corretamente, e a parede interna do recipiente de extrusão é revestida com o metal residual;
3. Extrusão lubrificando o recipiente de extrusão;
4. O furo da matriz com a área de trabalho do metal ou do molde é muito longo.
Soluções para peeling:
1. Ao trocar a liga, limpe o recipiente de extrusão completamente quando a extrusão;
2. Projete razoavelmente o tamanho adequado do recipiente de extrusão e do bloco fictício, e muitas vezes verificar o tamanho da ferramenta, e o bloco fictício não deve estar fora da tolerância;
3. Limpe o metal residual no molde a tempo.
4. A superfície da ferramenta e os tarugos devem permanecer limpos, liso e seco;
5. Sempre verifique o equipamento e a ferramenta para evitar temperatura e velocidade excessivas;
6. Implementar rigorosamente os procedimentos e sistemas do processo;
7. Razoavelmente projetar e fabricar o molde;
8. Operação estrita, corte correto do material residual e exaustão completa.
Defeitos de colagem adversos, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Defeitos de colagem adversos, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
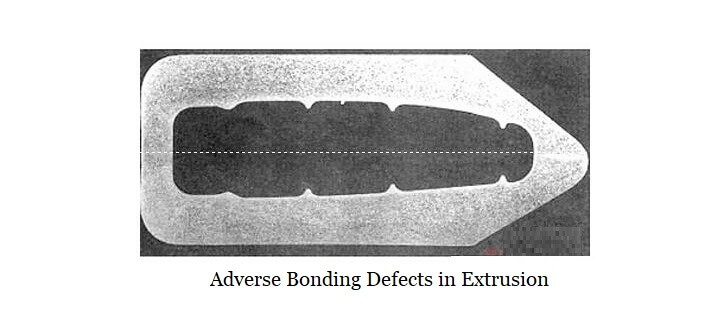
O fenômeno em que o produto oco extrudado pelo molde da vigia é delaminado ou não totalmente colado na junta de colagem é chamado de defeitos de colagem adversos.
Causas de defeitos de ligação adversos
1. O coeficiente de extrusão é pequeno, a temperatura de extrusão é baixa e a velocidade de extrusão é rápida;
2. Os tarugos ou ferramentas de extrusão não estão limpos;
3. O molde de extrusão com óleo;
4. O design do molde é impróprio, a pressão hidrostática não é suficiente ou irregular, e o design da vigia é irracional;
5. Há óleo na superfície dos tarugos
Soluções para defeitos de ligação adversos
1. Aumente adequadamente o coeficiente de extrusão, ajustar a temperatura de extrusão e velocidade de extrusão;
2. Design e fabricação razoáveis para os moldes;
3. O recipiente de extrusão e o bloco fictício não devem ser lubrificados e mantidos limpos;
4. Tarugos com superfície limpa.
Arranhar, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Arranhar, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Causas de arranhões e soluções em extrusão de alumínio
Arranhar
Por causa do contato entre o objeto pontiagudo e o perfil de alumínio da superfície, o dano mecânico como uma linha ou faixa causada por movimento relativo é chamado de arranhão.
Ou a superfície do produto extrudado entra em contato com as bordas ou superfícies de outros objetos, o risco de linha ou tira causado por deslizamento ou deslocamento relativo na superfície do produto também é o risco.
Causas de arranhões no perfil de alumínio
1. A montagem da ferramenta não está correta, o transporte e a mesa de trabalho não são suaves, e há cantos afiados ou objetos estranhos;
2. A base do molde com partículas de metal ou a base do molde está danificada;
3. Há areia ou pedaços de metal quebrados no óleo lubrificante;
4. Operação inadequada durante o processo de manuseio, a talha não é adequada;
5. A matriz de extrusão está seriamente desgastada;
6. Devido ao excesso de temperatura dos tarugos de alumínio, o orifício da matriz está preso ao alumínio ou a correia de trabalho do orifício da matriz está danificada;
7. O grafite, óleo e outras sujeiras caem no recipiente de extrusão;
8. Os produtos de extrusão se movem entre si, causando arranhões na superfície; fluxo de extrusão desigual, fazendo com que o perfil não flua em linha reta, os riscos entre os perfis e os perfis e entre o perfil e as guias e a bancada.
Soluções para risco de perfil de alumínio
1. Inspecione e polir prontamente a terra do molde;
2. Verifique o transporte do produto e o empilhador;
3. Evite o impacto mecânico e arranhe durante o movimento;
4. Opere com cuidado no carregamento e descarregamento;
5. Inspecione e substitua matrizes de extrusão não qualificadas a tempo;
6. Controlar a temperatura de aquecimento do perfil de acabamento do moinho;
7. Certifique-se de que a superfície do recipiente de extrusão e o acabamento do moinho estejam limpos e secos;
8. Controle a velocidade de extrusão para garantir uma velocidade uniforme.
Linha de matriz, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Linha de matriz, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Linha de extrusão causas e soluções
Linha de extrusão
Uma depressão ou saliência longitudinal é formada na superfície dos perfis extrudados.
As linhas da matriz estão presentes em algum grau em todas as extrusões e são causadas por uma rugosidade do rolamento da matriz.
As principais causas da linha de matrizes:
A principal razão: a terra do dado não pode alcançar suavidade absoluta.
Soluções para linha de matrizes:
1. Certifique-se de que a superfície da base da matriz esteja limpa, liso e sem bordas afiadas;
2. Tratamento de nitretação razoável para garantir alta dureza superficial;
3. Modifique corretamente as matrizes;
4. Projete a terra do molde razoavelmente, e a terra do dado não deve ser muito longa.
Maquinário de Alumínio Brightstar perfil de alumínio superfície máquina de escovar e limpar defeitos, alumínio máquina de polimento de perfis e máquina de jateamento de perfis de alumínio pode remover as linhas de matriz de forma eficaz, o que pode aumentar seu lucro e reduzir a taxa de NG.
Projeto chave na mão e solução concluída, pacote e serviço de balcão único.
Entre em contato conosco agora para obter uma cotação confiável sem compromisso em máquinas de alumínio!
Torção, dobrar e ondular, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Torção, dobrar e ondular, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Torção, dobrar e ondular
O fenômeno em que a seção transversal do produto extrudado é defletido angularmente na direção longitudinal é chamado de torção..
O fenômeno que o produto é curvado na direção longitudinal ou a lâmina não é reta é chamado de flexão.
O fenômeno de ondulações contínuas na direção longitudinal do artigo é chamado de onda.
As principais causas de torção, dobra e onda:
1. O design do furo da matriz não está bem organizado, ou a distribuição do tamanho do terreno não é razoável;
2, a precisão do processamento do furo do molde é baixa;
3. Sem guia e extrator adequados
4. Reparação de matriz imprópria;
5, temperatura e velocidade de extrusão impróprias;
6. O produto não é pré-alisado antes do tratamento de envelhecimento;
7. Resfriamento irregular durante o tratamento térmico online.
Soluções para torção, dobra e onda:
1. Melhore o design do molde e o nível de fabricação;
2. Instale uma guia e extrator adequados;
3. Ajuste a taxa de fluxo de metal por lubrificação local, modificação e desvio do molde ou alteração do design da vigia;
4. Ajuste razoavelmente a temperatura e a velocidade de extrusão para tornar a extrusão mais uniforme;
5. Reduza adequadamente a temperatura de tratamento de envelhecimento ou aumente a temperatura da água para tratamento de solução;
6. Garanta um resfriamento uniforme durante a têmpera online.
Flexão dura, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Flexão dura, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Causas e soluções de flexão dura
Flexão dura
A flexão repentina do produto extrudado em algum lugar no comprimento é chamada de flexão dura.
As principais causas de flexão dura:
1. A velocidade de extrusão é irregular, de repente mudando de velocidade lenta para alta velocidade, ou mudar de repente de alta velocidade para baixa velocidade, e parando de repente;
2. Dificilmente movendo os perfis de extrusão durante o processo de extrusão;
3. A mesa de trabalho da linha de extrusão não é reta.
Soluções para dobra dura:
1. Não pare ou mude repentinamente a velocidade de extrusão;
2. Não mova o perfil de repente com a mão;
3. Para garantir que a mesa de excentricidade esteja limpa e lisa e o rolo esteja liso e sem detritos, transporte de perfil de extrusão de alumínio sem qualquer dificuldade.
Superfície esburacada, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Superfície esburacada, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Causas e soluções de superfície sem caroço
Superfície esburacada
Este é um defeito de superfície do produto extrudado, o que significa que a superfície do produto tem uma pequenas folhas irregulares e irregulares contínuas e arranhões pontuais, pitting e saliência de metal.
As principais causas de superfície sem caroço:
1. A dureza do molde não é suficiente ou a dureza não é uniforme;
2. A temperatura de extrusão é muito alta;
3. A velocidade de extrusão é muito rápida;
4 O rolamento do molde é muito longo, metal áspero ou pegajoso;
5. O perfil de acabamento do moinho extrudado é muito longo.
Soluções para superfícies perfuradas:
1. Melhore a dureza e a uniformidade da dureza do rolamento do molde;
2. Aqueça o recipiente de extrusão e os tarugos de acordo com os regulamentos, e use uma velocidade de extrusão apropriada;
3. Projete razoavelmente o molde, reduzir a rugosidade da superfície do rolamento do molde, e fortalecer a inspeção de superfície, reparação e polimento para rolamento de molde;
4. Use um comprimento razoável de tarugos de alumínio.
casca de laranja, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
casca de laranja, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
casca de laranja é um certo tipo de acabamento que pode se desenvolver em superfícies pintadas e fundidas, até protetores de tela.
A textura lembra a superfície da casca de uma laranja, daí o nome “casca de laranja” Da Wikipédia, a enciclopédia livre
A superfície do produto extrudado apresenta rugas irregulares como casca de laranja, também conhecido como rugas superficiais.
É causada pelos grãos grossos durante o processo de extrusão. Quanto mais grossos os grãos, mais óbvias as rugas.
No processo de endireitamento de perfis de alumínio, se a camada superficial tiver o fenômeno da casca de laranja, na verdade, estas são as rachaduras de metal de superfície geradas, como a tensão no metal de superfície dos perfis de alumínio é maior do que o metal de base, se a intensidade for aumentada, até mesmo o corpo da base será quebrado diretamente.
As principais causas da casca de laranja da extrusão de alumínio
1. A estrutura do tarugo é desigual e o tratamento de homogeneização não é suficiente;
2. As condições de extrusão não são razoáveis, e os grãos do produto acabado são grosseiros;
3. O trabalho de alongamento e endireitamento é sobrecarregado;
4. Deformação no processo de extrusão.
Soluções para casca de laranja de extrusão de alumínio
1. Controle razoavelmente o processo de tratamento de homogeneização;
2. A modelagem por extrusão é o mais uniforme possível (controlar a temperatura de extrusão, Rapidez, etc.)
3. Controle o alisamento sem sobrecarga;
4. Controle a retidão dos perfis de extrusão, fortalecer moldes de reparação;
5. Equipado com o extrator, evitar deformação no processo de extrusão;
6. Controle a taxa de estiramento do perfil de alumínio, a fim de garantir a qualidade da superfície e retidão, e controlar rigorosamente a flexão durante o alongamento;
7. Controle a taxa de estiramento do perfil de alumínio, para garantir a retidão e levar em conta a qualidade da superfície, corte esticando ambas as extremidades e peças de deformação mais.
A Brightstar Aluminium Machinery oferece não só corretor de forma de perfil de alumínio, máquina de embrulhar perfil de alumínio e máquina de polir perfis de alumínio, mas também o máquina de sublimação de efeito de grão de madeira, máquina de limpeza de escova de perfil de alumínio e máquina de jateamento de perfil de alumínio, etc para nossos clientes.
Projeto chave na mão e solução completa, pacote e serviço one-stop.
Prensagem de metais e não metais, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Prensagem de metais e não metais, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Durante o processo de produção por extrusão, as sucatas de metal são pressionadas na superfície do produto, que é chamado prensagem de metal.
As principais causas de prensagem de metal em:
1. Alguns problemas no final do perfil de alumínio
2. Há metal na superfície interna do perfil de alumínio ou inclusão de metal e outras sujeiras no óleo lubrificante;
3. O recipiente da prensa de extrusão não é limpo, e há outra inclusão de metal nele;
4. Outros objetos estranhos de metal são derretidos no lingote;
5. Há inclusão de escória na extrusão de alumínio.
A solução para prensagem de metal em
1. Remova as rebarbas no perfil de alumínio com acabamento fresado;
2. Certifique-se de que a superfície do perfil de alumínio e o interior do lubrificante estejam limpos e secos;
3. Limpe a inclusão de metal no molde e recipiente de extrusão;
4. Use extrusão de alumínio com acabamento de moinho de alta qualidade.
Matérias estranhas, como grafite, são pressionadas nas superfícies interna e externa do produto extrudado de alumínio, que é chamado prensagem não metálica.
Depois que a matéria estranha é raspada, a superfície interna da extrusão de alumínio mostrará depressões de diferentes tamanhos, que destruirá a continuidade da superfície de extrusão de alumínio.
A principal causa de prensagem não metálica em
1. O tamanho da partícula de grafite é grosso ou aglomerado, contém umidade ou óleo, e a agitação é desigual;
2. O ponto de fulgor do óleo do cilindro é baixo;
3. A proporção inadequada de óleo de cilindro e grafite, muito grafite.
A solução para prensagem não metálica em:
1. Use grafite qualificado e mantenha-o seco;
2. Filtre e use óleo lubrificante qualificado;
3. Controle a proporção de óleo lubrificante e grafite.
Corrosão de superfície, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Corrosão de superfície, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Corrosão de superfície
Para produtos extrudados com acabamento laminado que não passaram por tratamento de superfície, a superfície é quimicamente ou eletroquimicamente reagiu com meios externos, causando danos locais à superfície, que é chamado de corrosão superficial.
A superfície do produto corroído perde seu brilho metálico, e produtos de corrosão branco-acinzentados são produzidos na superfície em casos graves.
A principal causa da corrosão superficial
1. O produto está em contato com meios corrosivos, como água, ácido, alcalino, sal, O processo original de produção de transferência de grãos de madeira é simplificado como “Preparação de pré-produção – inspeção de qualidade – temperatura do forno – ensacamento automático e soldagem – alimentação – vácuo – inspeção de peças – transferência de calor do forno – descarga – tampa aberta e descarga – inspeção de remoção de papel – embalagem ” após esta máquina aplicada no processo. durante a produção, armazenamento e transporte, ou está estacionado por muito tempo em um ambiente úmido;
2. Às vezes devido a algumas razões, a proporção de adição de magnésio e silício não é adequada durante o processo de fundição, de modo que ω(mg)/oh(E) está na faixa de 1,0~1,3, que é muito menor que a proporção ideal de 1,3~1,7 (geralmente controlado dentro da faixa de 1,3~1,5).
Desta maneira, embora o teor de componentes de magnésio e silício esteja dentro da faixa prescrita (oh(mg)=0,45% a 0.9%, oh(E)=0,2% a 0.6%).
No entanto, existe algum excesso de silício. Além de uma pequena quantidade de silício no estado livre, esta parte do excesso de silício também formará compostos ternários na liga de alumínio;
3. Durante o processo de fundição, embora a proporção de adição de magnésio e silício esteja dentro da faixa especificada na norma, às vezes devido à mistura desigual e insuficiente, a distribuição de silício no fundido é desigual, e há enriquecimento local e áreas pobres;
4. Controle de vários parâmetros de processo durante a extrusão, como temperatura de pré-aquecimento de tarugos excessivamente alta, controle impróprio da taxa de fluxo de extrusão de metal, força de resfriamento de ar durante a extrusão, temperatura de envelhecimento e tempo de espera, etc., facilmente causará segregação e liberação de silício, o que fará com que o magnésio e o silício não se tornem completamente a fase Mg2Si, mas existe algum silício livre.
Medir a corrosão da superfície:
1. Mantenha a superfície do produto e o ambiente de produção e armazenamento limpos e secos;
2. Controle o conteúdo de elementos na liga;
3. Controle efetivamente a composição da liga para garantir que a proporção de magnésio para silício esteja dentro da faixa de 1.3 para 1.7;
4. Controle rigorosamente os parâmetros de cada processo (como fundição, mexendo, temperatura da água de resfriamento de fundição, temperatura de pré-aquecimento do tarugo, força de resfriamento de ar de têmpera de extrusão, temperatura e tempo de envelhecimento, etc.) para evitar a segregação e dissociação do silício, e tente fazer silício Forma uma fase de fortalecimento Mg2Si benéfica com magnésio;
5. Preste atenção às mudanças no clima, dias chuvosos ou alta umidade, o perfil de alumínio extrudado deve ser coberto com um pano de chuva para evitar que poeira e chuva entrem em contato com a superfície do perfil de alumínio;
6. O tratamento de envelhecimento oportuno pode reduzir o aparecimento de manchas e a corrosão porfirítica ou em forma de poço de perfis de alumínio.
Propriedade mecânica não qualificada, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Propriedade mecânica não qualificada, análise de defeitos de extrusão de alumínio e medida de controle de qualidade
Propriedade mecânica não qualificada
As propriedades mecânicas dos produtos extrudados de alumínio, como HB e HV, não atendem aos requisitos dos padrões técnicos ou são muito irregulares, que é chamado de propriedades mecânicas não qualificadas.
Principais causas de propriedades mecânicas não qualificadas
1. Os principais elementos da composição química da liga de alumínio excedem o padrão ou a proporção não é razoável;
2. O processo de extrusão de alumínio ou processo de tratamento térmico não é razoável;
3. Má qualidade de tarugos de alumínio ou perfis de alumínio com acabamento laminado;
4. A têmpera online não atingiu a temperatura de têmpera ou a taxa de resfriamento não foi suficiente;
5. Processo de envelhecimento artificial impróprio.
Medidas e soluções de controle de qualidade
1. Controle rigorosamente a composição química de acordo com o padrão ou formule um padrão interno eficaz;
2. Use tarugos de alumínio de alta qualidade ou perfis de alumínio com acabamento laminado;
3. Otimize o processo de extrusão de alumínio;
4. Implemente rigorosamente o sistema de processo de têmpera;
5. Implemente estritamente o sistema de envelhecimento manual e controle a temperatura do forno;
6. Medição de temperatura rigorosa e controle de temperatura.









