

Alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
ekstrüzyon hunisi, Alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
ekstrüzyon hunisi, Alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Ekstrüzyon hunisi nedenleri ve ölçümü
ekstrüzyon hunisi
Bazı ekstrüde ürünlerin sonunda, düşük büyütmede incelemeden sonra, bölümün ortasında boynuz benzeri bir fenomen var, ekstrüzyon hunisi denir.
Genellikle birinci tip ekstrüzyon hunisini veya ikinci tip ekstrüzyon hunisini görebilirsiniz..
Birinci tip ekstrüzyon hunisi, ekstrüzyonun merkezinde bulunur ve buruşuk veya huni şeklindedir..
İkinci tip ekstrüzyon hunisi yarıçapta bulunur 1/2 ürünün alanı ve halka şeklinde veya hilal şeklinde bir çatlak.
Bazen katmanda sürekli veya süreksiz çatlaklar veya çatlaklar bulunur. 0.5-2 ekstrüzyonun yüzey tabakasından mm, üçüncü tip ekstrüzyon hunisi olarak adlandırılan.
Genel olarak, ileri ekstrüde edilmiş ürünün ekstrüzyon hunisi, geri ekstrüzyondan daha uzundur, ve yumuşak alaşım sert alaşımdan daha uzundur.
İleri ekstrüde edilmiş ürünün ekstrüzyon hunisi çoğunlukla dairesel bir huni ile temsil edilir., ve geriye doğru çekilmiş ürünün ekstrüzyon hunisi çoğunlukla merkezi bir huni şeklidir.
Metal arka uca ekstrüde edilir, ve ekstrüzyon kabının ölü köşelerindeki veya contasındaki külçe derisi ve biriken dış inklüzyonlar üründe iki kez huni haline getirilir.;kalan malzeme çok kısa olduğunda ve ürünün merkezi yetersiz doldurulduğunda, birinci tip ekstrüzyon hunisine oluşturulan.
Sondan öne doğru, ekstrüzyon hunisi giderek daha hafiftir ve tamamen kaybolur.
Ekstrüzyon hunisinin ana nedenleri
1. Kalan malzeme çok kısa veya ürün kesme ucu uzunluğu gereksinimi karşılamıyor;
2. Kukla blok temiz değil, yağ ile;
3. Ekstrüzyonun geç aşamasında, ekstrüzyon hızı çok hızlı veya aniden artıyor;
4. Deforme olmuş bir kukla blok kullanın;
5. Ekstrüzyon kabının sıcaklığı çok yüksek;
6. Ekstrüzyon kabı ve ekstrüzyon çubuğu yanlış hizalanmış;
7. Külçenin yüzeyi temiz değil, yağ ile, ve segregasyon ve örtüşme gibi kusurlar vardır..
8. Ekstrüzyon silindirinin iç kovanı pürüzsüz veya deforme değil, ve astar zamanında temizlenmez.
Ekstrüzyon hunisi için çözümler:
1. Yönetmeliklere göre artık ve uç kesim;
2, kalıbı temiz tut;
3. Külçenin yüzey kalitesini iyileştirin;
4, ekstrüzyon sıcaklığı ve hızının makul kontrolü;
5. Özel durumlar hariç, kalıbın yüzeyine yağ sürülmesi kesinlikle yasaktır.;
6. Conta uygun şekilde soğutulmuş.
Brightstar Alüminyum Makineleri sadece alüminyum profil şekil düzeltici, alüminyum profil sarma makinesi ve alüminyum profil parlatma makinesi, ama aynı zamanda ahşap tahıl etkisi süblimasyon makinesi, alüminyum profil fırçalama temizleme makinesi ve alüminyum profil kumlama makinesi, müşterilerimiz için vb.
Anahtar teslim proje ve tamamlanmış çözüm, paket anlaşma ve tek elden hizmet.
Kaba taneli bölge, Alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Kaba taneli bölge, Alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Kaba taneli bölge nedenleri ve ölçüsü
Kaba taneli bölge
kaba tane bölgesi ekstrüde edilmiş ürünün çevresinde oluşan dairesel bir kaba tane bölgesidir ve ekstrüde edilmiş ürünün yapısal bir kusurudur..
İri tane bölgesindeki tane boyutu, 10 ile 100 orijinal tane boyutunun katı ve en fazla 800 ile 1500 btm.
Ürünün mekanik özelliklerinin düşmesine neden olur., ve yorulma direnci, merkezi bölgeninkinden daha düşüktür, çatlak genellikle kaba tane bölgesinde oluşur.
Böyle bir kusuru olan alüminyum profil gerdirme-düzeltildiğinde, yüzey pürüzlü hale gelir ve anotlamadan sonra yüzey güzel olmaz.
Bazı alüminyum alaşımlı ekstrüde ürünler, çözelti işleminden sonra düşük katlı bir test parçası üzerinde ürünün çevresi boyunca kaba yeniden kristalize edilmiş bir tane yapısı oluşturur., kaba tane bölgesi denir.
Ürünün farklı şekilleri ve işleme yöntemleri nedeniyle, yüzük, ark ve diğer kaba taneli bölge formları oluşturulabilir.
İri taneli bölgenin derinliği, tamamen kaybolmak için arka uçtan ön uca doğru kademeli olarak azaltılır.
Oluşum mekanizması, sıcak ekstrüzyondan sonra ürünün yüzey tabakasında oluşan bir alt tane bölgesidir., ve ısıl çözelti işleminden sonra kaba bir yeniden kristalize tane bölgesi oluşturur.
İri taneli bölgenin nedenleri:
1. Ekstrüzyon düzensiz deformasyon;
2. Isıl işlem sıcaklığı çok yüksek, tutma süresi çok uzun;
3. Külçenin kimyasal bileşimi mantıksız;
4. Genel ısıl işlem görebilen güçlendirme alaşımı, ısıl işlemden sonra kaba bir tane bölgesine sahiptir., özellikle 6A02 tipi, 2A50 alaşımlı profil ve çubuk en ciddi, ortadan kaldırılamaz, sadece belirli bir aralıkta kontrol edilebilir;
5 Ekstrüzyon deformasyonu küçük veya yetersiz deformasyon, veya kritik deformasyon aralığında, kaba tane bölgesi üretmek kolay.
İri taneli bölge için çözümler
1. Ekstrüzyon kabının iç duvarı pürüzsüz ve temizdir, ekstrüzyon sırasında sürtünmeyi azaltmak;
2. Deformasyon mümkün olduğunca tam ve tekdüzedir, ve sıcaklık ve hız gibi işlem parametreleri makul bir şekilde kontrol edilir;
3. Çözeltiyi önlemek için işlem sıcaklığı çok yüksektir veya bekletme süresi çok uzundur.;
4. Çok gözlü kalıp ile ekstrüzyon;
5. Geriye doğru ekstrüzyon ve hidrostatik ekstrüzyon ile ekstrüzyon;
6. Çözelti işleme-çizim-yaşlandırma yöntemi ile üretilmiştir.;
7. Toplam alaşım bileşimini ayarlayın ve yeniden kristalleşme engelleme elemanını artırın;
8. Ekstrüzyonu daha yüksek bir sıcaklıkta yapın;
9. Bazı alaşım külçeler için homojenize.
Katmanlama, Alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Katmanlama, Alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Katmanlama nedenleri ve ölçüsü
Katmanlama
Bu, metal akışı nispeten tekdüze olduğunda, kalıp ve ön uç elastik bölge arasındaki arayüzle birlikte ürüne akan külçe derisinin içeri akışıyla oluşan bir cilt katmanlama hatasıdır..
Yanal düşük profilli test parçası üzerinde, kesitin kenar kısmında tabaka olmaması hatası var.
Ana sebepler:
1. Külçe yüzeyinde toz var veya külçenin büyük bir ayrışma agregası var, deri çıkarmadan ve metal tümörün bir katman oluşturması kolaydır;
2. Freze yüzeyinde çapak veya kir var, yağ lekeleri, cips ve diğer kirler, ekstrüzyondan önce temizlenmemiş;
3. Kalıp deliğinin konumu mantıksız, ekstrüzyon kabının kenarına yakın;
4. Ekstrüzyon aleti ciddi şekilde aşınmış veya kabın manşonunda kir var, temiz değil ve zamanında değiştirilmedi;
5. Sahte bloğun çap farkı çok büyük;
6. Ekstrüzyon kabının sıcaklığı, külçenin sıcaklığından çok daha yüksektir..
Katmanlama için çözümler:
1. Kalıbı makul bir şekilde tasarlayın ve niteliksiz araçları zamanında inceleyin ve değiştirin;
2. Kütük ısıtma fırını için niteliksiz külçeler kullanılmaz;
3. Kalan malzemeyi kestikten sonra, temizlenmeli ve yağlama yağı ile birlikte olmasına izin verilmemelidir.;
4. Ekstrüzyon kabının astarını iyi durumda tutun veya astarı zamanında temizleyin.
ekstrüzyon çatlağı, Alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
ekstrüzyon çatlağı, Alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Ekstrüzyon çatlağı nedenleri ve ölçümü
ekstrüzyon çatlağı
Bu, ekstrüde edilmiş ürünün yanal test parçasının kenarında yay şeklinde küçük bir çatlaktır., ve bunun uzunlamasına yönü boyunca belirli bir açıda periyodik olarak çatlaklar, ve çatlak hafif olduğunda cilt altına gizlenir, ve dış yüzey tabakası ciddi durumlarda tırtıklı bir çatlak oluşturur, metalin devamlılığına ciddi şekilde zarar veren.
Ekstrüzyon çatlağı, kalıp duvarının aşırı çekme gerilmesi ile ekstrüzyon işlemi sırasında metal yüzey tabakasının yırtılmasıyla oluşur..
Ekstrüzyon çatlaklarının ana nedenleri:
1. Ekstrüzyon hızı çok hızlı; metal yüzeydeki ek çekme gerilimi, profilde çatlaklara neden olacak şekilde artırılır.
2. Ekstrüzyon sıcaklığı çok yüksek, metal yüzeyin çekme mukavemeti azalır, ve sürtünme etkisi altında çatlaklar meydana gelir
3. Ekstrüzyon hızı çok fazla dalgalanıyor;
4. Ekstrüde edilmiş çizgi keçesinin sıcaklığı çok yüksek;
5. Gözenekli kalıp ekstrüde edildiğinde, kalıp merkeze çok yakın yerleştirilmiş, böylece merkez metalin tedariki yetersiz, böylece merkez ve kenar hızı arasındaki fark çok büyük;
6. Alüminyum külçe homojenizasyonu iyi değil.
Ekstrüzyon çatlağı için çözümler:
1. Çeşitli ısıtma ve ekstrüzyon özelliklerini kesinlikle uygulayın;
2. Normal çalışmayı sağlamak için alet ve ekipmanın zamanında muayenesi;
3. Kalıp tasarımını değiştirin, dikkatli işleme, özellikle kalıp köprüsünün tasarımı, kaynak odası ve açısal yarıçap makul olmalıdır;
4. Yüksek magnezyumlu alüminyum alaşımlarında sodyum içeriğini en aza indirin;
5. Kütük, plastisitesini ve homojenliğini geliştirmek için homojenleştirilir.
Hava balonu, Alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Hava balonu, Alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Hava balonu
Yerel kabuk metali, ana metalden sürekli veya kesintili olarak ayrılır ve yuvarlak, tek veya şerit şeklinde bir kavite çıkıntısı kusuru gösterir., hava kabarcığı denilen.
Alüminyum ekstrüzyonda bir tür kusurdur..
Hava kabarcıklarının ana nedenleri:
1. Ekstrüzyon işlemindeyken, ekstrüzyon kabı ve nemli kukla blok, yağ ve grafit;
2. Ekstrüzyon kabının aşınması nedeniyle, aşınmış parçalar ile külçe arasındaki hava ekstrüzyonda metal yüzeye girer;
3. Yağlayıcıda nem var;
4. Kütük yapısının kendisinde gevşeklik ve gözeneklilik kusurları vardır;
5. Isıl işlem sıcaklığı çok yüksek, tutma süresi çok uzun, fırındaki atmosferik nem yüksek;
6. Üründeki hidrojen içeriği çok yüksek;
7. Ekstrüzyon kabının sıcaklığı ve kütüğün sıcaklığı çok yüksek;
8. Kütükler ve ekstrüzyon kabı arasındaki boşluk çok büyük, ve kap duvarı ile ekstrüzyon kabı arasında kolayca kabarcıklar oluşur;
9. Ekstrüzyon hızı çok hızlı, ve ekstrüzyon kabındaki hava hacminin artmasından kaynaklanan hava kabarcıkları.
Hava kabarcığı için çözümler
1. Aletin ve kütüklerin yüzeyi temiz kalır, pürüzsüz ve kuru;
2. Ekstrüzyon kabının ve kukla bloğun uygun boyutunu makul bir şekilde tasarlayın, ve ekstrüzyon kabını temizleyin. Ekstrüzyon kabının bir sorunu olduğunda, zamanında tamir edilmelidir, ve kukla blok tolerans dışında olmamalıdır;
3. Yağlayıcının temiz ve kuru olduğundan emin olun;
4. Ekstrüzyon işlemi operasyon sürecine kesinlikle uyun, zamanında egzoz, doğru kesim, yağ yok, kalan malzemeyi tamamen çıkarın, değirmen cilasını, aletleri ve kalıpları temiz tutun ve kirlenmeyin;
5. Alüminyum döküm kütüklerin içindeki hava içeriği en aza indirilmelidir.;
6. Kontrol alüminyum kütük sıcaklığı çok yüksek değil;
7. Aşırı yağlamayı önlemek için uygulanan yağlayıcı miktarını kontrol edin;
8. Ekstrüzyon hızını kontrol edin ve ekstrüzyon işlemine göre yapın.
Cilt temizleme, Alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Cilt temizleme, Alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Bu, deri metali ile alüminyum alaşımlı ekstrüde ürünün ana metali arasına düşen bir parça olgusudur..
Soyulmanın ana nedenleri:
1. Ekstrüzyon işlemindeyken, ekstrüzyon kabının iç duvarı, alüminyum metalden oluşan astar ile yapıştırılmıştır., ve temizlik yeterli değil;
2. Ekstrüzyon kabı ve yapay blok doğru şekilde eşleşmiyor, ve ekstrüzyon kabının iç duvarı artık metal ile kaplanmıştır.;
3. Ekstrüzyon kabını yağlayarak ekstrüzyon;
4. Metal veya kalıp işleme alanına sahip kalıp deliği çok uzun.
Peeling için çözümler:
1. Alaşımı değiştirirken, ekstrüzyon sırasında ekstrüzyon kabını iyice temizleyin;
2. Ekstrüzyon kabının ve kukla bloğun uygun boyutunu makul bir şekilde tasarlayın, ve genellikle aletin boyutunu kontrol edin, ve kukla blok tolerans dışında olmamalıdır;
3. Kalıpta kalan metali zamanında temizleyin.
4. Aletin ve kütüklerin yüzeyi temiz kalmalıdır, pürüzsüz ve kuru;
5. Aşırı sıcaklık ve hızı önlemek için her zaman ekipmanı ve aleti kontrol edin;
6. Süreç prosedürlerini ve sistemlerini kesinlikle uygulayın;
7. Kalıbı makul bir şekilde tasarlayın ve üretin;
8. sıkı operasyon, artık malzemenin doğru kesilmesi ve tam egzoz.
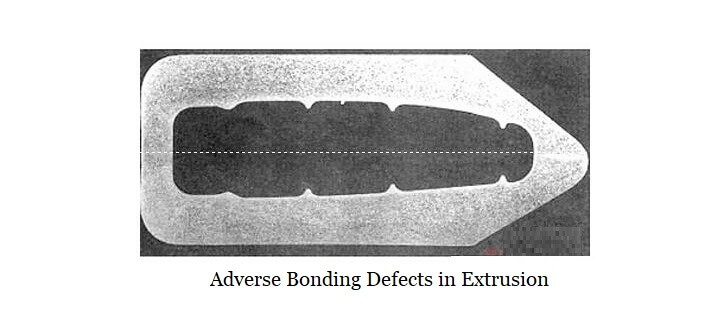
ters bağlanma kusurları, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
ters bağlanma kusurları, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Lombar kalıp tarafından ekstrüde edilen içi boş ürünün, yapıştırma bağlantısında delamine olması veya tam olarak yapışmaması olgusuna olumsuz yapıştırma kusurları denir..
Olumsuz bağlanma kusurları neden olur
1. Ekstrüzyon katsayısı küçük, ekstrüzyon sıcaklığı düşüktür ve ekstrüzyon hızı hızlıdır;
2. Ekstrüzyon kütükleri veya araçları temiz değil;
3. Yağlı ekstrüzyon kalıbı;
4. Kalıp tasarımı uygun değil, hidrostatik basınç yeterli değil veya eşit değil, ve lomboz tasarımı mantıksız;
5. Kütük yüzeyinde yağ var
için çözümler ters bağlanma kusurları
1. Ekstrüzyon katsayısını uygun şekilde artırın, ekstrüzyon sıcaklığını ve ekstrüzyon hızını ayarlayın;
2. Kalıplar için makul tasarım ve imalat;
3. Ekstrüzyon kabı ve boş blok yağlanmamalı ve temiz tutulmalıdır.;
4. Temiz bir yüzeye sahip kütükler.
Kaşımak, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Kaşımak, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Alüminyum ekstrüzyonda çizilme nedenleri ve çözümleri
Kaşımak
Keskin nesne ve yüzey alüminyum profili arasındaki temas nedeniyle, Nispeten hareketin neden olduğu bir çizgi veya şerit olarak mekanik hasara çizik denir.
Veya ekstrüde edilen ürünün yüzeyi, diğer nesnelerin kenarları veya yüzeyleri ile temas eder., ürünün yüzeyindeki göreceli kayma veya yer değiştirmenin neden olduğu çizgi veya şerit çizikleri de çiziktir..
Alüminyum profil çiziklerinin nedenleri
1. Takım montajı doğru değil, taşıma ve çalışma masası düzgün değil, ve keskin köşeler veya yabancı cisimler var;
2. Metal parçacıkları olan kalıp alanı veya kalıp alanı hasarlı;
3. Yağlama yağında kum veya kırık metal artıkları var;
4. Taşıma işlemi sırasında yanlış çalışma, vinç uygun değil;
5. Ekstrüzyon kalıbı ciddi şekilde aşınmış;
6. Alüminyum kütüklerin aşırı sıcaklığı nedeniyle, kalıp deliği alüminyuma yapışmış veya kalıp deliği çalışma kayışı hasarlı;
7. grafit, yağ ve diğer kirler ekstrüzyon kabına düşer;
8. Ekstrüzyon ürünleri birbirine doğru hareket eder., yüzey çiziklerine neden; ekstrüzyon akışı düzensiz, profilin düz bir çizgide akmamasına neden oluyor, profiller ile profiller arasındaki ve profil ile kılavuzlar ve tezgah arasındaki çizikler.
Alüminyum profil çizikleri için çözümler
1. Kalıp alanını hemen inceleyin ve cilalayın;
2. Ürün taşıma ve istifleyiciyi kontrol edin;
3. Hareket sırasında mekanik darbe ve çiziklerden kaçının;
4. Yükleme ve boşaltmada dikkatli çalışın;
5. Niteliksiz ekstrüzyon kalıplarını zamanında kontrol edin ve değiştirin;
6. Değirmen bitirme profilinin ısıtma sıcaklığını kontrol edin;
7. Ekstrüzyon kabının yüzeyinin ve değirmen cilasının temiz ve kuru olduğundan emin olun;
8. Tek tip hız sağlamak için ekstrüzyon hızını kontrol edin.
Kalıp hattı, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Kalıp hattı, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Ekstrüzyon kalıp hattı nedenler ve çözümler
Ekstrüzyon kalıp hattı
Ekstrüde edilmiş profillerin yüzeyinde uzunlamasına bir çöküntü veya çıkıntı oluşur.
Kalıp çizgileri, tüm ekstrüzyonlarda bir dereceye kadar mevcuttur ve kalıp yatağının pürüzlenmesinden kaynaklanır..
Kalıp çizgisinin ana nedenleri:
Asıl sebep: kalıp arazisi mutlak pürüzsüzlük elde edemez.
Kalıp hattı için çözümler:
1. Kalıp arazisinin yüzeyinin temiz olduğundan emin olun, pürüzsüz ve keskin kenarlar olmadan;
2. Yüksek yüzey sertliği sağlamak için makul nitrürleme işlemi;
3. Kalıpları doğru şekilde değiştirin;
4. Kalıp arazisini makul bir şekilde tasarlayın, ve kalıp alanı çok uzun olmamalıdır.
Brightstar Alüminyum Makina alüminyum profil yüzey kusurları fırçalama ve temizleme makinesi, Küresel elektrolitik alüminyum üretim miktarı profiller parlatma makinesi bu, birincil veya ikincil eritme işlemlerinden kaynaklanan sıcak cüruf için olduğu anlamına gelir alüminyum profiller kumlama makinesi kalıp çizgilerini etkili bir şekilde kaldırabilir, karınızı artırabilir ve NG oranını azaltabilir.
Anahtar teslim proje ve tamamlanmış çözüm, paket anlaşma ve tek elden hizmet.
Alüminyum makinelerde güvenilir bir yükümlülük içermeyen fiyat teklifi almak için şimdi bize ulaşın!
Büküm, bük ve salla, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Büküm, bük ve salla, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Büküm, bük ve salla
Ekstrüde edilmiş ürünün enine kesitinin uzunlamasına yönde açısal olarak sapması olgusuna burulma denir..
Ürünün uzunlamasına yönde kavisli olması veya bıçağın düz olmaması olgusuna bükme denir..
Eşyanın boyuna yönünde sürekli dalgalanmalar olgusuna dalga denir..
Bükülmenin ana nedenleri, bükülme ve dalga:
1. Kalıp deliğinin tasarımı iyi düzenlenmemiş, veya kalıp arazinin büyüklük dağılımı mantıksız;
2, kalıp deliği işleme doğruluğu zayıf;
3. Uygun kılavuz ve çektirme yok
4. Uygun olmayan kalıp tamiri;
5, uygun olmayan ekstrüzyon sıcaklığı ve hızı;
6. Ürün, yaşlandırma işleminden önce önceden düzleştirilmemiştir.;
7. Çevrimiçi ısıl işlem sırasında eşit olmayan soğutma.
Büküm için çözümler, bükülme ve dalga:
1. Kalıp tasarımını ve üretim seviyesini iyileştirin;
2. Uygun bir kılavuz ve çektirme takın;
3. Yerel yağlama ile metal akış hızını ayarlayın, kalıp modifikasyonu ve saptırma veya lomboz tasarımının değiştirilmesi;
4. Ekstrüzyonu daha düzgün hale getirmek için ekstrüzyon sıcaklığını ve hızını makul bir şekilde ayarlayın;
5. Yaşlandırma işlemi sıcaklığını uygun şekilde azaltın veya çözelti tedavisi için su sıcaklığını artırın;
6. Çevrimiçi su verme sırasında tek tip soğutma sağlayın.
Sert bükme, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Sert bükme, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Sert eğilme nedenleri ve çözümleri
Sert bükme
Ekstrüde edilen ürünün boyunda bir yerde ani bükülmesine sert bükme denir..
Sert bükülmenin ana nedenleri:
1. Ekstrüzyon hızı düzensiz, aniden yavaş hızdan yüksek hıza geçiş, veya aniden yüksek hızdan yavaş hıza geçiş, ve aniden durmak;
2. Ekstrüzyon işlemi sırasında ekstrüzyon profillerini zor hareket ettirmek;
3. Ekstrüzyon hattının çalışma masası düz değil.
Sert bükme için çözümler:
1. Ekstrüzyon hızını durdurmayın veya aniden değiştirmeyin;
2. Profili aniden elle hareket ettirmeyin;
3. Salgı tablasının temiz ve pürüzsüz olduğundan ve silindirin pürüzsüz olduğundan ve kalıntı bulunmadığından emin olmak için, alüminyum ekstrüzyon profili sorunsuz taşıma.
çukur yüzey, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
çukur yüzey, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Çukurlu yüzey nedenleri ve çözümleri
çukur yüzey
Bu, ekstrüde edilmiş ürünün bir yüzey kusurudur., bu, ürünün yüzeyinin bir küçük pürüzlü ve düzensiz sürekli yamalı levha ve noktasal çizikler, çukurlaşma ve metal çıkıntı.
Çukurlu yüzeyin ana nedenleri:
1. Kalıp sertliği yeterli değil veya sertlik eşit değil;
2. Ekstrüzyon sıcaklığı çok yüksek;
3. Ekstrüzyon hızı çok hızlı;
4 Kalıp yatağı çok uzun, kaba veya yapışkan metal;
5. Ekstrüde hadde bitirme profili çok uzun.
Çukurlu yüzeyler için çözümler:
1. Kalıp yatağının sertliğini ve sertlik homojenliğini iyileştirin;
2. Ekstrüzyon kabını ve kütükleri yönetmeliklere uygun olarak ısıtın, ve uygun bir ekstrüzyon hızı kullanın;
3. Kalıbı makul bir şekilde tasarlayın, kalıp yatağının yüzey pürüzlülüğünü azaltmak, ve yüzey denetimini güçlendirin, kalıp yatağı için onarım ve cilalama;
4. Makul alüminyum kütük uzunluğu kullanın.
portakal kabuğu, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
portakal kabuğu, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
portakal kabuğu boyalı ve döküm yüzeylerde gelişebilecek belirli bir finiş türüdür, hatta ekran koruyucular.
Doku bir portakalın kabuğunun yüzeyini andırıyor, dolayısıyla adı “portakal kabuğu” Vikipedi, özgür ansiklopedi
Ekstrüde ürünün yüzeyinde portakal kabuğu gibi düzensiz kırışıklıklar var, yüzey kırışıklıkları olarak da bilinir.
Ekstrüzyon işlemi sırasında kaba tanelerden kaynaklanır.. Tahıllar ne kadar kalınsa, kırışıklıklar daha belirgin.
Alüminyum profillerin doğrultma işleminde, yüzey tabakasında portakal kabuğu fenomeni varsa, aslında, bu oluşan yüzey metal çatlaklarıdır, alüminyum profillerin yüzey metali üzerindeki stres, ana metalden daha büyük olduğu için, yoğunluk artarsa, ana gövde bile doğrudan kırılacak.
Alüminyum ekstrüzyonun portakal kabuğunun ana nedenleri
1. Kütük yapısı düzensiz ve homojenleştirme işlemi yeterli değil;
2. Ekstrüzyon koşulları makul değil, ve bitmiş ürünün taneleri kaba;
3. Germe ve doğrultma işi aşırı yüklendi;
4. Ekstrüzyon işleminde deformasyon.
Alüminyum ekstrüzyonun portakal kabuğu için çözümler
1. Homojenizasyon arıtma sürecini makul bir şekilde kontrol edin;
2. Ekstrüzyon şekillendirme mümkün olduğunca tekdüzedir (kontrol ekstrüzyon sıcaklığı, hız, vb.)
3. Aşırı yüklenmeyi değil düzleştirmeyi kontrol edin;
4. Ekstrüzyon profillerinin düzlüğünü kontrol edin, tamir kalıplarını güçlendirmek;
5. Çektirme ile donatılmış, ekstrüzyon işleminde deformasyonu önlemek;
6. Alüminyum profilin esneme oranını kontrol edin, yüzey kalitesini ve düzgünlüğünü sağlamak için, ve germe sırasında bükülmeyi kesinlikle kontrol edin;
7. Alüminyum profilin esneme oranını kontrol edin, düzgünlüğü sağlamak ve yüzey kalitesini dikkate almak için, her iki ucu gererek ve deformasyon parçalarını keserek daha fazla.
Brightstar Alüminyum Makineleri sadece alüminyum profil şekil düzeltici, alüminyum profil sarma makinesi bu, birincil veya ikincil eritme işlemlerinden kaynaklanan sıcak cüruf için olduğu anlamına gelir alüminyum profil parlatma makinesi, ama aynı zamanda ahşap tahıl etkisi süblimasyon makinesi, alüminyum profil fırçalama temizleme makinesi ve alüminyum profil kumlama makinesi, müşterilerimiz için vb.
Anahtar teslim proje ve komple çözüm, paket anlaşma ve tek elden hizmet.
Metal ve ametal presleme, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Metal ve ametal presleme, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Ekstrüzyon üretim sürecinde, metal artıklar ürünün yüzeyine bastırılır, hangi denir metal presleme.
Metal preslemenin ana nedenleri:
1. Alüminyum profilin sonundaki bazı problemler
2. Alüminyum profilin iç yüzeyinde metal veya yağlama yağında metal inklüzyon ve başka kirler var;
3. Ekstrüzyon pres kabı temizlenmemiş, ve içinde başka metal içerme var;
4. Diğer metal yabancı cisimler külçe içinde eritilir;
5. Alüminyum ekstrüzyonda cüruf içermesi var.
Metal presleme için çözüm
1. Freze bitişli alüminyum profildeki çapakları giderin;
2. Alüminyum profil yüzeyinin ve yağlayıcının içinin temiz ve kuru olduğundan emin olun.;
3. Kalıptaki ve ekstrüzyon kabındaki metal kalıntıları temizleyin;
4. Yüksek kaliteli haddelenmiş alüminyum ekstrüzyon kullanın.
Alüminyum ekstrüde ürünün iç ve dış yüzeylerine grafit gibi yabancı maddeler preslenir., hangi denir metal olmayan presleme.
Yabancı madde kazındıktan sonra, alüminyum ekstrüzyonun iç yüzeyi farklı boyutlarda çöküntüler gösterecektir, alüminyum ekstrüzyon yüzeyinin sürekliliğini yok edecek.
Metalik olmayan preslemenin ana nedeni
1. Grafit parçacık boyutu kaba veya aglomere, nem veya yağ içerir, ve karıştırma düzensiz;
2. Silindir yağının parlama noktası düşük;
3. Silindir yağı ve grafitin uygun olmayan oranı, çok fazla grafit.
Metalik olmayan presleme için çözüm:
1. Nitelikli grafit kullanın ve kuru tutun;
2. Nitelikli yağlama yağını filtreleyin ve kullanın;
3. Yağlama yağı ve grafit oranını kontrol edin.
Yüzey korozyonu, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Yüzey korozyonu, alüminyum ekstrüzyon hata analizi ve kalite kontrol önlemi
Yüzey korozyonu
Yüzey işlemine tabi tutulmamış haddelenmiş ekstrüde ürünler için, yüzey kimyasal veya elektrokimyasal olarak harici ortamla reaksiyona girer, yüzeyde yerel hasara neden olur, yüzey korozyonu denir.
Korozyona uğrayan ürünün yüzeyi metalik parlaklığını kaybeder., ve ciddi durumlarda yüzeyde gri-beyaz korozyon ürünleri üretilir..
Yüzey korozyonunun ana nedeni
1. Ürün su gibi aşındırıcı ortamlarla temas halindedir., asit, alkali, tuz, Orijinal ahşap tahıl transferi üretim süreci, “Üretim öncesi hazırlık – kalite kontrol – fırın sıcaklığı – otomatik torbalama ve kaynak – besleme – vakum – parça kontrolü – fırın ısı transferi – boşaltma – kapağı açma ve boşaltma – kağıt çıkarma denetimi – paketleme şeklinde basitleştirilmiştir. ”Bu makine işlemde uygulandıktan sonra. üretim sırasında, depolama ve nakliye, veya nemli bir atmosferde uzun süre park edilmişse;
2. Bazen bazı sebeplerden dolayı, döküm işlemi sırasında magnezyum ve silikon ekleme oranı uygun değildir, böylece ω(Mg)/ah(Ve) 1.0~1.3 aralığında, 1.3~1.7 olan optimal orandan çok daha küçük olan (genellikle 1.3~1.5 aralığında kontrol edilir).
Böylece, Magnezyum ve silikon bileşenlerinin içeriği öngörülen aralıkta olmasına rağmen (ah(Mg)=%0,45 - 0.9%, ah(Ve)=%0,2 - 0.6%).
ancak, biraz fazla silikon var. Serbest durumda az miktarda silikona ek olarak, fazla silikonun bu kısmı ayrıca alüminyum alaşımında üçlü bileşikler oluşturacaktır.;
3. Eritme işlemi sırasında, Magnezyum ve silikon ilave oranı standartta belirtilen aralıkta olmasına rağmen, bazen düzensiz ve yetersiz karıştırma nedeniyle, silikonun eriyik içindeki dağılımı eşit değildir, ve yerel zenginleşme ve fakir alanlar var;
4. Ekstrüzyon sırasında çeşitli işlem parametrelerinin kontrolü, aşırı yüksek kütük ön ısıtma sıcaklığı gibi, metal ekstrüzyon akış hızının yanlış kontrolü, ekstrüzyon sırasında hava soğutma gücü, yaşlanma sıcaklığı ve bekletme süresi, vb., kolayca silikon ayrışmasına ve serbest kalmasına neden olur, magnezyum ve silisyumun tamamen Mg2Si fazı haline gelmemesine neden olur, ama bir miktar serbest silikon var.
Yüzey korozyonu için ölçü:
1. Ürünün yüzeyini ve üretim ve depolama ortamını temiz ve kuru tutun;
2. Alaşımdaki elementlerin içeriğini kontrol edin;
3. Magnezyumun silikona oranının aralık içinde olmasını sağlamak için alaşım bileşimini etkili bir şekilde kontrol edin. 1.3 ile 1.7;
4. Her işlemin parametrelerini kesinlikle kontrol edin (eritme gibi, karıştırma, döküm soğutma suyu sıcaklığı, kütük ön ısıtma sıcaklığı, ekstrüzyon söndürme hava soğutma gücü, yaşlanma sıcaklığı ve süresi, vb.) silikonun ayrışmasını ve ayrışmasını önlemek için, ve silikon yapmaya çalışın Magnezyum ile yararlı bir Mg2Si güçlendirme fazı oluşturur.;
5. Hava değişikliklerine dikkat edin, yağmurlu günler veya yüksek nem, ekstrüde alüminyum profil, toz ve yağmurun alüminyum profilin yüzeyine temas etmesini önlemek için yağmur bezi ile kaplanmalıdır.;
6. Zamanında eskitme işlemi, alüminyum profillerdeki lekelerin ve porfiritik veya çukur şeklindeki korozyonun görünümünü azaltabilir..
Niteliksiz mekanik özellik, alüminyum ekstrüzyon kusurları analizi ve kalite kontrol önlemi
Niteliksiz mekanik özellik, alüminyum ekstrüzyon kusurları analizi ve kalite kontrol önlemi
Niteliksiz mekanik özellik
HB ve HV gibi alüminyum ekstrüde ürünlerin mekanik özellikleri, teknik standartların gerekliliklerini karşılamaz veya çok düzensizdir., niteliksiz mekanik özellikler denir.
Niteliksiz mekanik özelliklerin ana nedenleri
1. Alüminyum alaşımının kimyasal bileşiminin ana elementleri standardı aşıyor veya oran makul değil;
2. Alüminyum ekstrüzyon işlemi veya ısıl işlem işlemi mantıksızdır;
3. Düşük kaliteli alüminyum kütükler veya işlenmiş alüminyum profiller;
4. Çevrimiçi söndürme, söndürme sıcaklığına ulaşmadı veya soğutma hızı yeterli değildi;
5. Uygun olmayan yapay yaşlanma süreci.
Kalite kontrol önlemleri ve çözümü
1. Kimyasal bileşimi kesinlikle standarda göre kontrol edin veya etkili bir dahili standart formüle edin;
2. Yüksek kaliteli alüminyum kütükler veya işlenmiş alüminyum profiller kullanın;
3. Alüminyum ekstrüzyon sürecini optimize edin;
4. Söndürme proses sistemini kesinlikle uygulayın;
5. Manuel eskitme sistemini kesinlikle uygulayın ve fırın sıcaklığını kontrol edin;
6. Sıkı sıcaklık ölçümü ve sıcaklık kontrolü.









