

Análisis de defectos de extrusión de aluminio y medida de control de calidad.
Embudo de extrusión, Análisis de defectos de extrusión de aluminio y medida de control de calidad.
Embudo de extrusión, Análisis de defectos de extrusión de aluminio y medida de control de calidad.
Embudo de extrusión causas y medida
Embudo de extrusión
Al final de algunos productos extruidos, después de la inspección a bajo aumento, hay un fenómeno en forma de cuerno en el medio de la sección, que se llama embudo de extrusión.
A menudo puede ver el primer tipo de embudo de extrusión o el segundo tipo de embudo de extrusión.
El primer tipo de embudo de extrusión está ubicado en el centro de la extrusión y tiene forma de embudo o arrugado..
El segundo tipo de embudo de extrusión se encuentra en el radio 1/2 área del producto y es una grieta en forma de anillo o en forma de media luna.
A veces se presentan grietas continuas o discontinuas o grietas en la capa en 0.5-2 mm desde la capa superficial de la extrusión, que se conoce como el tercer tipo de embudo de extrusión.
En general, el embudo de extrusión del producto extruido hacia adelante es más largo que el de la extrusión hacia atrás, y la aleación blanda es más larga que la aleación dura.
El embudo de extrusión del producto extruido hacia adelante está representado principalmente por un embudo anular, y el embudo de extrusión del producto extruido hacia atrás es principalmente una forma de embudo central.
El metal se extruye en la parte trasera., y la piel del lingote en las esquinas muertas o la junta del contenedor de extrusión y las inclusiones exteriores acumuladas se forman en dos embudos en el producto;cuando el material residual es demasiado corto y el centro del producto no está suficientemente lleno, que se forma al embudo de extrusión de primer tipo.
Del final al frente, el embudo de extrusión es gradualmente más ligero y desaparece por completo.
Las principales causas del embudo de extrusión.
1. El material residual es demasiado corto o la longitud del extremo de corte del producto no cumple con el requisito;
2. El bloque ficticio no está limpio, con el aceite;
3. En la última etapa de extrusión., la velocidad de extrusión es demasiado rápida o aumenta repentinamente;
4. Utilice un bloque ficticio deformado;
5. La temperatura del contenedor de extrusión es demasiado alta.;
6. El contenedor de extrusión y la varilla de extrusión están desalineados;
7. La superficie del lingote no está limpia., con aceite, y hay defectos como la segregación y la superposición.
8. El manguito interior del cilindro de extrusión no está liso o deformado, y el forro no se limpia a tiempo.
Soluciones para embudo de extrusión:
1. Corte de residuos y extremos según normativa;
2, mantener el molde limpio;
3. Mejorar la calidad de la superficie del lingote.;
4, control razonable de la temperatura y velocidad de extrusión;
5. Salvo circunstancias especiales, está estrictamente prohibido aplicar aceite en la superficie del molde;
6. La junta se enfría correctamente..
Brightstar Aluminium Machinery proporciona no solo corrector de forma de perfil de aluminio, Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción. máquina pulidora de perfiles de aluminio, pero también el Mesa que soporta la extrusión entre la matriz y la mesa de salida, máquina de limpieza de cepillado de perfiles de aluminio y granalladora de perfiles de aluminio, etc para nuestros clientes.
Proyecto llave en mano y solución completa, oferta de paquete y servicio de ventanilla única.
Zona de grano grueso, Análisis de defectos de extrusión de aluminio y medida de control de calidad.
Zona de grano grueso, Análisis de defectos de extrusión de aluminio y medida de control de calidad.
Causas y medida de la zona de grano grueso
Zona de grano grueso
La zona de cereales secundarios es una región anular de grano grueso formada en la periferia del producto extruido y es un defecto estructural del producto extruido.
El tamaño de grano en la zona de grano grueso puede exceder 10 no se puede garantizar en cuanto a las propiedades mecánicas 100 veces el tamaño de grano original y hasta 800 no se puede garantizar en cuanto a las propiedades mecánicas 1500 btm.
Hace que las propiedades mecánicas del producto disminuyan., y la resistencia a la fatiga es menor que la de la región central, la grieta a menudo se genera en la zona de grano grueso.
Cuando el perfil de aluminio que tiene tal defecto se estira-endereza, la superficie se vuelve áspera y la superficie no es hermosa después de anodizar.
Algunos productos extruidos de aleaciones de aluminio forman una estructura de grano grueso recristalizado a lo largo de la periferia del producto en una pieza de prueba de pliegue bajo después del tratamiento con solución., que se llama zona de grano grueso.
Debido a las diferentes formas y métodos de procesamiento del producto., anillo, Se pueden formar arcos y otras formas de zona de grano grueso..
La profundidad de la zona de grano grueso se reduce gradualmente desde el extremo posterior hacia el extremo frontal hasta desaparecer por completo..
El mecanismo de formación es una región de subgrano formada en la capa superficial del producto después de la extrusión en caliente., y forma una región de grano grueso recristalizado después del tratamiento de solución térmica.
Las causas de la zona de grano grueso:
1. Extrusión deformación desigual;
2. La temperatura del tratamiento térmico es demasiado alta, el tiempo de espera es demasiado largo;
3. La composición química del lingote no es razonable.;
4. La aleación de refuerzo tratable térmicamente en general tiene una zona de grano grueso después del tratamiento térmico., especialmente el tipo de 6A02, 2El perfil y la barra de aleación A50 son los más serios., no puede ser eliminado, solo se puede controlar dentro de un cierto rango;
5 La deformación de extrusión es pequeña o deformación insuficiente., o en el rango de deformación crítica, zona de grano grueso fácil de producir.
Soluciones para zona de grano grueso
1. La pared interna del contenedor de extrusión es lisa y limpia., reduciendo la fricción durante la extrusión;
2. La deformación es lo más completa y uniforme posible., y los parámetros del proceso, como la temperatura y la velocidad, están razonablemente controlados;
3. Para evitar que la temperatura de tratamiento de la solución sea demasiado alta o que el tiempo de espera sea demasiado largo;
4. Extrusión con molde multicavidad;
5. Extrusión por extrusión hacia atrás y extrusión hidrostática;
6. Producido por el método de tratamiento de solución-dibujo-envejecimiento;
7. Ajuste la composición total de la aleación y aumente el elemento de inhibición de la recristalización;
8. Hacer la extrusión a una temperatura más alta;
9. Homogeneizado para algunos lingotes de aleación..
capas, Análisis de defectos de extrusión de aluminio y medida de control de calidad.
capas, Análisis de defectos de extrusión de aluminio y medida de control de calidad.
Superposición de causas y medida
capas
Este es un defecto de capa superficial formado por la entrada de la capa superficial del lingote que fluye hacia el producto junto con la interfaz entre el molde y la región elástica frontal cuando el flujo de metal es relativamente uniforme..
En la probeta lateral de perfil bajo, hay un defecto de que no hay capa en la parte del borde de la sección transversal.
Causas principales:
1. Hay polvo en la superficie del lingote o un gran agregado de segregación del lingote, sin quitar la piel y el tumor de metal es fácil de formar una capa;
2. El acabado del molino tiene rebabas o suciedad., manchas de aceite, virutas y otra suciedad, no limpiado antes de la extrusión;
3. La posición del orificio del troquel no es razonable., cerca del borde del contenedor de extrusión;
4. La herramienta de extrusión está muy desgastada o hay suciedad en la manga del contenedor, no está limpio y no ha sido reemplazado a tiempo;
5. La diferencia de diámetro del bloque ciego es demasiado grande;
6. La temperatura del contenedor de extrusión es mucho más alta que la temperatura del lingote..
Soluciones para estratificación:
1. Diseñe el molde de manera razonable e inspeccione y reemplace las herramientas no calificadas a tiempo;
2. Los lingotes no calificados no se utilizan para el horno de calentamiento de troncos.;
3. Después de cortar el material residual, debe limpiarse y no permitir que esté con el aceite lubricante;
4. Mantenga el revestimiento del contenedor de extrusión en buenas condiciones o limpie el revestimiento a tiempo.
Grieta de extrusión, Análisis de defectos de extrusión de aluminio y medida de control de calidad.
Grieta de extrusión, Análisis de defectos de extrusión de aluminio y medida de control de calidad.
Causas y medida de grietas por extrusión
Grieta de extrusión
Esta es una pequeña grieta en forma de arco en el borde de la probeta lateral del producto extruido., y periódicamente se agrieta en un cierto ángulo a lo largo de la dirección longitudinal del mismo, y se oculta bajo la piel cuando la fisura es leve, y la capa de la superficie exterior forma una grieta dentada en casos severos, que daña gravemente la continuidad del metal.
La grieta de extrusión se forma por el desgarro de la capa superficial del metal durante el proceso de extrusión por la tensión de tracción excesiva de la pared del molde..
Las principales causas de las grietas de extrusión.:
1. La velocidad de extrusión es demasiado rápida.; la tensión de tracción adicional en la superficie del metal aumenta para causar grietas en el perfil.
2. La temperatura de extrusión es demasiado alta., la resistencia a la tracción de la superficie del metal disminuye, y las grietas se producen bajo la acción de la fricción.
3. La velocidad de extrusión fluctúa demasiado;
4. La temperatura del fieltro extruido es demasiado alta;
5. Cuando se extruye la matriz porosa, el dado está demasiado cerca del centro, para que el suministro del metal central sea insuficiente, de modo que la diferencia entre el centro y la velocidad del borde es demasiado grande;
6. La homogeneización del lingote de aluminio no es buena..
Soluciones para grietas de extrusión:
1. Implementar estrictamente varias especificaciones de calentamiento y extrusión;
2. Inspección oportuna de instrumentos y equipos para garantizar el funcionamiento normal.;
3. Modificar el diseño del molde., procesamiento cuidadoso, especialmente el diseño del puente del molde, la cámara de soldadura y el radio angular deben ser razonables;
4. Minimice el contenido de sodio en las aleaciones de aluminio con alto contenido de magnesio;
5. La palanquilla se homogeneiza para mejorar su plasticidad y uniformidad.
Burbuja de aire, Análisis de defectos de extrusión de aluminio y medida de control de calidad.
Burbuja de aire, Análisis de defectos de extrusión de aluminio y medida de control de calidad.
Burbuja de aire
El metal de la piel local está separado de forma continua o discontinua del metal base y muestra un defecto de una protuberancia de cavidad redonda única o en forma de tira., que se llamaba burbuja de aire.
Es un tipo de defecto en la extrusión de aluminio..
Las principales causas de las burbujas de aire.:
1. Cuando está en el proceso de extrusión, el contenedor de extrusión y el bloque ficticio con humedad, aceite y grafito;
2. Debido al desgaste del contenedor de extrusión, el aire entre las piezas desgastadas y el lingote entra en la superficie metálica en la extrusión;
3. Hay humedad en el lubricante.;
4. La estructura de los lingotes en sí tiene defectos de porosidad y holgura.;
5. La temperatura del tratamiento térmico es demasiado alta., el tiempo de espera es demasiado largo, la humedad atmosférica en el horno es alta;
6. El contenido de hidrógeno en el producto es demasiado alto.;
7. La temperatura del contenedor de extrusión y la temperatura del tocho son demasiado altas;
8. El espacio entre las palanquillas y el contenedor de extrusión es demasiado grande, y las burbujas se forman fácilmente entre la pared del recipiente y el recipiente de extrusión;
9. La velocidad de extrusión es demasiado rápida., y las burbujas de aire causadas por el aumento del volumen de aire en el contenedor de extrusión.
Soluciones para burbujas de aire
1. La superficie de la herramienta y los lingotes permanece limpia., suave y seco;
2. Diseñe razonablemente el tamaño correspondiente del contenedor de extrusión y el bloque ficticio, y limpie el contenedor de extrusión. Cuando el contenedor de extrusión tiene un problema, debe ser reparado a tiempo, y el bloque ficticio no debe estar fuera de tolerancia;
3. Asegúrese de que el lubricante esté limpio y seco.;
4. Cumplir estrictamente con el proceso de operación del proceso de extrusión, escape oportuno, corte correcto, no aceite, eliminar completamente el material residual, mantener el acabado del molino y las herramientas y moldes limpios y no contaminados;
5. El contenido de aire dentro de los lingotes de fundición de aluminio debe minimizarse.;
6. Controle la temperatura de los lingotes de aluminio no demasiado alta;
7. Controle la cantidad de lubricante aplicado para evitar una lubricación excesiva;
8. Controle la velocidad de extrusión y hágala de acuerdo con el proceso de extrusión..
Peladura, Análisis de defectos de extrusión de aluminio y medida de control de calidad.
Peladura, Análisis de defectos de extrusión de aluminio y medida de control de calidad.
Este es un fenómeno de caída de piezas entre el metal de la piel y el metal base del producto extruido de aleación de aluminio..
Las principales causas de la descamación.:
1. Cuando está en el proceso de extrusión, la pared interna del contenedor de extrusión está pegada con el revestimiento formado por el metal de aluminio, y la limpieza no es suficiente;
2. El contenedor de extrusión y el bloque ficticio no coinciden correctamente, y la pared interna del contenedor de extrusión está revestida con el metal residual;
3. Extrusión por contenedor de extrusión lubricante;
4. El orificio del troquel con la tierra de trabajo de metal o molde es demasiado largo.
Soluciones para pelar:
1. Al cambiar la aleación, limpie el contenedor de extrusión a fondo cuando la extrusión;
2. Diseñe razonablemente el tamaño de ajuste del contenedor de extrusión y el bloque ficticio, y a menudo comprueban el tamaño de la herramienta, y el bloque ficticio no debe estar fuera de tolerancia;
3. Limpie el metal residual en el molde a tiempo..
4. La superficie de la herramienta y los lingotes deben permanecer limpios., suave y seco;
5. Siempre revise el equipo y la herramienta para evitar una temperatura y velocidad excesivas.;
6. Implementar estrictamente los procedimientos y sistemas del proceso.;
7. Diseñar y fabricar razonablemente el molde.;
8. operación estricta, corte correcto del material residual y escape completo.
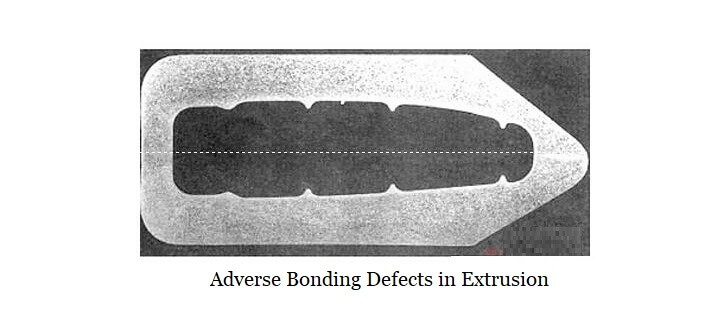
Defectos de unión adversos, análisis de defectos de extrusión de aluminio y medida de control de calidad
Defectos de unión adversos, análisis de defectos de extrusión de aluminio y medida de control de calidad
El fenómeno de que el producto hueco extruido por el molde de ojo de buey se deslamine o no se adhiera completamente en la junta de unión se denomina defectos de unión adversos..
Causas adversas de defectos de unión
1. El coeficiente de extrusión es pequeño., la temperatura de extrusión es baja y la velocidad de extrusión es rápida;
2. Las palanquillas o herramientas de extrusión no están limpias;
3. El molde de extrusión con aceite.;
4. El diseño del molde es inadecuado., la presión hidrostática no es suficiente o es desigual, y el diseño del ojo de buey no es razonable;
5. Hay aceite en la superficie de las palanquillas.
Soluciones para defectos de unión adversos
1. Aumentar adecuadamente el coeficiente de extrusión, ajustar la temperatura de extrusión y la velocidad de extrusión;
2. Diseño y fabricación razonables para los moldes.;
3. El contenedor de extrusión y el bloque falso no deben engrasarse y mantenerse limpios.;
4. Billetes con una superficie limpia.
Rascar, análisis de defectos de extrusión de aluminio y medida de control de calidad
Rascar, análisis de defectos de extrusión de aluminio y medida de control de calidad
Causas de rayones y soluciones en extrusión de aluminio
Rascar
Debido al contacto entre el objeto afilado y el perfil de aluminio de la superficie., el daño mecánico como una línea o tira causada por un movimiento relativo se llama rasguño.
O la superficie del producto extruido entra en contacto con los bordes o superficies de otros objetos, el rasguño de línea o tira causado por deslizamiento o desplazamiento relativo en la superficie del producto también es el rasguño.
Causas de los arañazos en el perfil de aluminio
1. El montaje de la herramienta no es correcto., el transporte y la mesa de trabajo no son suaves, y hay esquinas afiladas u objetos extraños;
2. La tierra del molde con partículas de metal o la tierra del molde está dañada;
3. Hay arena o restos de metal roto en el aceite lubricante.;
4. Funcionamiento inadecuado durante el proceso de manipulación., el polipasto no es adecuado;
5. El troquel de extrusión está muy desgastado.;
6. Debido a la sobretemperatura de los lingotes de aluminio, el orificio del troquel está pegado al aluminio o la correa de trabajo del orificio del troquel está dañada;
7. el grafito, el aceite y otra suciedad caen en el contenedor de extrusión;
8. Los productos de extrusión se mueven entre sí., causando arañazos en la superficie; flujo de extrusión desigual, haciendo que el perfil no fluya en línea recta, los arañazos entre los perfiles y los perfiles y entre el perfil y las guías y el banco de trabajo.
Soluciones para el rayado del perfil de aluminio
1. Inspeccione y pula rápidamente la tierra del troquel.;
2. Verifique el transporte de productos y el apilador.;
3. Evite el impacto mecánico y los arañazos durante la mudanza.;
4. Operar con cuidado en la carga y descarga.;
5. Inspeccione y reemplace los troqueles de extrusión no calificados a tiempo;
6. Controlar la temperatura de calentamiento del perfil de acabado del molino;
7. Asegúrese de que la superficie del contenedor de extrusión y el acabado del molino estén limpios y secos;
8. Controle la velocidad de extrusión para garantizar una velocidad uniforme.
línea de troquel, análisis de defectos de extrusión de aluminio y medida de control de calidad
línea de troquel, análisis de defectos de extrusión de aluminio y medida de control de calidad
Línea de extrusión causas y soluciones
Línea de extrusión
Se forma una depresión o protuberancia longitudinal en la superficie de los perfiles extruidos..
Las líneas de troquel están presentes hasta cierto punto en todas las extrusiones y son causadas por una rugosidad del cojinete del troquel..
Las principales causas de la línea de morir.:
La razón principal: la tierra del troquel no puede lograr una suavidad absoluta.
Soluciones para línea de troquel:
1. Asegúrese de que la superficie de la tierra del troquel esté limpia, suave y sin bordes afilados;
2. Tratamiento de nitruración razonable para garantizar una alta dureza superficial;
3. Modificar correctamente los troqueles;
4. Diseñe la tierra de la matriz razonablemente, y la tierra de la muerte no debe ser demasiado larga.
Maquinaria de aluminio Brightstar perfil de aluminio superficie máquina de cepillado y limpieza de defectos, Pero para la pieza de trabajo de perfil de forma compleja para el pulido pulidora de perfiles El 3T registra la temperatura de salida de la extrusión de aluminio granalladora de perfiles de aluminio puede eliminar las líneas de troquel con eficacia, que puede aumentar su beneficio y reducir la tasa de NG.
Proyecto llave en mano y solución completa, oferta de paquete y servicio integral.
Contáctenos ahora para obtener una cotización confiable y sin compromiso en máquinas de aluminio!
Giro, doblar y ondular, análisis de defectos de extrusión de aluminio y medida de control de calidad
Giro, doblar y ondular, análisis de defectos de extrusión de aluminio y medida de control de calidad
Giro, doblar y ondular
El fenómeno en el que la sección transversal del producto extruido se desvía angularmente en la dirección longitudinal se denomina torsión..
El fenómeno de que el producto se curva en la dirección longitudinal o la cuchilla no está recta se llama flexión..
El fenómeno de ondulaciones continuas en la dirección longitudinal del artículo se denomina onda..
Las principales causas de torsión., flexión y onda:
1. El diseño del orificio del troquel no está bien organizado., o la distribución del tamaño de la tierra no es razonable;
2, la precisión del procesamiento del orificio del troquel es pobre;
3. Sin guía ni extractor adecuados
4. Reparación incorrecta del troquel;
5, temperatura y velocidad de extrusión inadecuadas;
6. El producto no se alisa previamente antes del tratamiento de envejecimiento.;
7. Enfriamiento desigual durante el tratamiento térmico en línea.
Soluciones para giro, flexión y onda:
1. Mejorar el diseño del molde y el nivel de fabricación.;
2. Instale una guía y un extractor adecuados;
3. Ajuste el caudal de metal mediante lubricación local., modificación del molde y desvío o cambio del diseño del ojo de buey;
4. Ajuste razonablemente la temperatura y la velocidad de extrusión para que la extrusión sea más uniforme;
5. Reduzca adecuadamente la temperatura del tratamiento de envejecimiento o aumente la temperatura del agua para el tratamiento de la solución;
6. Asegure un enfriamiento uniforme durante el enfriamiento en línea.
Flexión dura, análisis de defectos de extrusión de aluminio y medida de control de calidad
Flexión dura, análisis de defectos de extrusión de aluminio y medida de control de calidad
Causas y soluciones de flexión fuerte
Flexión dura
La flexión repentina del producto extruido en alguna parte de la longitud se denomina flexión fuerte..
Las principales causas de la flexión fuerte.:
1. La velocidad de extrusión es desigual., cambiando repentinamente de velocidad lenta a velocidad alta, o cambiando repentinamente de alta velocidad a baja velocidad, y parar de repente;
2. Apenas moviendo los perfiles de extrusión durante el proceso de extrusión;
3. La mesa de trabajo de la línea de extrusión no es recta.
Soluciones para doblado duro:
1. No pare ni cambie repentinamente la velocidad de extrusión;
2. No mueva el perfil de repente con la mano.;
3. Para asegurarse de que la mesa de salida esté limpia y lisa y que el rodillo esté liso y sin residuos, transporte de perfiles de extrusión de aluminio sin ninguna dificultad.
superficie picada, análisis de defectos de extrusión de aluminio y medida de control de calidad
superficie picada, análisis de defectos de extrusión de aluminio y medida de control de calidad
Superficie picada causas y soluciones
superficie picada
Este es un defecto superficial del producto extruido., lo que significa que la superficie del producto tiene una pequeños rasguños ásperos e irregulares continuos en forma de parches y puntos, picaduras y salientes de metal.
Las principales causas de la superficie picada.:
1. La dureza del molde no es suficiente o la dureza no es uniforme;
2. La temperatura de extrusión es demasiado alta;
3. La velocidad de extrusión es demasiado rápida.;
4 El cojinete del molde es demasiado largo., metal áspero o pegajoso;
5. El perfil de acabado del molino extruido es demasiado largo.
Soluciones para superficies picadas:
1. Mejora la dureza y la uniformidad de la dureza del cojinete del molde.;
2. Calentar el contenedor de extrusión y las palanquillas de acuerdo con las normas., y utilice una velocidad de extrusión adecuada;
3. Diseñar razonablemente el molde., reducir la rugosidad de la superficie del cojinete del molde, y fortalecer la inspección de la superficie, reparación y pulido para cojinete de molde;
4. Use una longitud razonable de palanquillas de aluminio.
piel de naranja, análisis de defectos de extrusión de aluminio y medida de control de calidad
piel de naranja, análisis de defectos de extrusión de aluminio y medida de control de calidad
piel de naranja es un cierto tipo de acabado que puede desarrollarse en superficies pintadas y fundidas, incluso protectores de pantalla.
La textura se asemeja a la superficie de la piel de una naranja., de ahí el nombre “piel de naranja” De Wikipedia, la enciclopedia libre
La superficie del producto extruido tiene arrugas desiguales como la piel de naranja., también conocidas como arrugas superficiales.
Es causado por los granos gruesos durante el proceso de extrusión.. Cuanto más gruesos sean los granos, más evidentes las arrugas.
En el proceso de enderezado de perfiles de aluminio, si la capa superficial tiene el fenómeno de piel de naranja, De hecho, esta es la superficie de metal grietas generadas, ya que la tensión en la superficie metálica de los perfiles de aluminio es mayor que la del metal base, si se aumenta la intensidad, incluso el cuerpo base se romperá directamente.
Las principales causas de la piel de naranja de la extrusión de aluminio.
1. La estructura de la palanquilla es desigual y el tratamiento de homogeneización no es suficiente;
2. Las condiciones de extrusión no son razonables., y los granos del producto terminado son gruesos;
3. El trabajo de estirar y alisar está sobrecargado;
4. Deformación en el proceso de extrusión.
Soluciones para la piel de naranja de la extrusión de aluminio
1. Controlar razonablemente el proceso de tratamiento de homogeneización.;
2. La forma de extrusión es lo más uniforme posible. (controlar la temperatura de extrusión, velocidad, coste de la planta de fabricación de perfiles de aluminio)
3. Controla el alisado sin sobrecargarlo;
4. Controle la rectitud de los perfiles de extrusión, fortalecer la reparación de moldes;
5. Equipado con el extractor, evitar la deformación en el proceso de extrusión;
6. Controlar la tasa de estiramiento del perfil de aluminio., para garantizar la calidad de la superficie y la rectitud, y controlar estrictamente la flexión durante el estiramiento;
7. Controle la tasa de estiramiento del perfil de aluminio., para garantizar la rectitud y tener en cuenta la calidad de la superficie, cortar estirar ambos extremos y deformar partes más.
Brightstar Aluminium Machinery proporciona no solo corrector de forma de perfil de aluminio, envolvedora de perfiles de aluminio El 3T registra la temperatura de salida de la extrusión de aluminio máquina pulidora de perfiles de aluminio, pero también el Mesa que soporta la extrusión entre la matriz y la mesa de salida, máquina de limpieza de cepillado de perfiles de aluminio y granalladora de perfiles de aluminio, etc para nuestros clientes.
Proyecto llave en mano y solución completa, oferta de paquete y servicio de ventanilla única.
Prensado de metales y no metales, análisis de defectos de extrusión de aluminio y medida de control de calidad
Prensado de metales y no metales, análisis de defectos de extrusión de aluminio y medida de control de calidad
Durante el proceso de producción de extrusión, los restos de metal se presionan en la superficie del producto, Lo que es llamado prensado de metal.
Las principales causas del prensado de metales en:
1. Algunos problemas al final del perfil de aluminio.
2. Hay metal en la superficie interna del perfil de aluminio o inclusión de metal y otra suciedad en el aceite lubricante;
3. El contenedor de la prensa de extrusión no se limpia, y hay otra inclusión de metal en él;
4. Otros objetos extraños de metal se funden en el lingote;
5. Hay inclusión de escoria en la extrusión de aluminio..
La solución para el prensado de metales
1. Retire las rebabas en el perfil de aluminio con acabado de molino;
2. Asegúrese de que la superficie del perfil de aluminio y el interior del lubricante estén limpios y secos;
3. Limpie la inclusión de metal en el molde y el contenedor de extrusión.;
4. Use extrusión de aluminio con acabado de molino de alta calidad.
La materia extraña, como el grafito, se presiona en las superficies internas y externas del producto extruido de aluminio., Lo que es llamado prensado no metálico.
Después de raspar la materia extraña, la superficie interna de la extrusión de aluminio mostrará depresiones de diferentes tamaños, que destruirá la continuidad de la superficie de extrusión de aluminio.
La causa principal del prensado no metálico en
1. El tamaño de las partículas de grafito es grueso o aglomerado., contiene humedad o aceite, y la agitación es desigual;
2. El punto de inflamación del aceite del cilindro es bajo.;
3. La proporción incorrecta de aceite de cilindro y grafito., demasiado grafito.
La solución para el prensado no metálico en:
1. Use grafito calificado y manténgalo seco;
2. Filtre y use aceite lubricante calificado;
3. Controlar la proporción de aceite lubricante y grafito.
Corrosión superficial, análisis de defectos de extrusión de aluminio y medida de control de calidad
Corrosión superficial, análisis de defectos de extrusión de aluminio y medida de control de calidad
Corrosión superficial
Para productos extruidos con acabado de molino que no han sido sometidos a tratamiento superficial, la superficie reacciona química o electroquímicamente con medios externos, causando daño local a la superficie, lo que se llama corrosión superficial.
La superficie del producto corroído pierde su brillo metálico., y productos de corrosión gris-blancos se producen en la superficie en casos severos.
La principal causa de la corrosión superficial.
1. El producto está en contacto con medios corrosivos como el agua., ácido, álcali, sal, etc.. durante la producción, almacenamiento y transporte, o está estacionado durante mucho tiempo en un ambiente húmedo;
2. A veces debido a algunas razones, la proporción de adición de magnesio y silicio no es adecuada durante el proceso de fundición, para que ω(magnesio)/Oh(Y) está en el rango de 1.0~1.3, que es mucho menor que la proporción óptima de 1.3~1.7 (generalmente controlado dentro del rango de 1.3~1.5).
De este modo, aunque el contenido de componentes de magnesio y silicio está dentro del rango prescrito (Oh(magnesio)=0.45% a 0.9%, Oh(Y)=0.2% a 0.6%).
Sin embargo, existe un excedente de silicio. Además de una pequeña cantidad de silicio en estado libre, esta parte del excedente de silicio también formará compuestos ternarios en la aleación de aluminio;
3. Durante el proceso de fundición, aunque la relación de adición de magnesio y silicio está dentro del rango especificado en la norma, a veces debido a una mezcla desigual e insuficiente, la distribución del silicio en la masa fundida es desigual, y hay enriquecimiento local y zonas pobres;
4. Control de varios parámetros del proceso durante la extrusión, tales como temperatura de precalentamiento de palanquillas excesivamente alta, control inadecuado del caudal de extrusión de metal, fuerza de refrigeración por aire durante la extrusión, temperatura de envejecimiento y tiempo de mantenimiento, coste de la planta de fabricación de perfiles de aluminio, causará fácilmente la segregación y liberación de silicio, lo que hará que el magnesio y el silicio no se conviertan completamente en fase Mg2Si, pero existe algo de silicio libre.
Medida de la corrosión superficial:
1. Mantenga la superficie del producto y el entorno de producción y almacenamiento limpios y secos.;
2. Controlar el contenido de elementos en la aleación.;
3. Controle eficazmente la composición de la aleación para garantizar que la proporción de magnesio a silicio esté dentro del rango de 1.3 no se puede garantizar en cuanto a las propiedades mecánicas 1.7;
4. Controlar estrictamente los parámetros de cada proceso (como la fundición, emocionante, temperatura del agua de refrigeración de fundición, temperatura de precalentamiento de la palanquilla, fuerza de refrigeración por aire de enfriamiento por extrusión, temperatura y tiempo de envejecimiento, coste de la planta de fabricación de perfiles de aluminio) para evitar la segregación y disociación del silicio, y trate de hacer que el silicio forme una fase beneficiosa de fortalecimiento de Mg2Si con magnesio;
5. Preste atención a los cambios en el clima, días lluviosos o mucha humedad, el perfil de aluminio extruido debe cubrirse con tela impermeable para evitar que el polvo y la lluvia entren en contacto con la superficie del perfil de aluminio;
6. El tratamiento de envejecimiento oportuno puede reducir la aparición de manchas y la corrosión porfídica o en forma de hoyo de los perfiles de aluminio..
Propiedad mecánica no calificada, análisis de defectos de extrusión de aluminio y medida de control de calidad
Propiedad mecánica no calificada, análisis de defectos de extrusión de aluminio y medida de control de calidad
Propiedad mecánica no calificada
Las propiedades mecánicas de los productos extruidos de aluminio como HB y HV no cumplen con los requisitos de las normas técnicas o son muy desiguales, lo que se llama propiedades mecánicas no calificadas.
Principales causas de propiedades mecánicas no calificadas
1. Los elementos principales de la composición química de la aleación de aluminio exceden el estándar o la relación no es razonable;
2. El proceso de extrusión de aluminio o el proceso de tratamiento térmico no es razonable;
3. Mala calidad de palanquillas de aluminio o perfiles de aluminio con acabado de molino;
4. El enfriamiento en línea no alcanzó la temperatura de enfriamiento o la velocidad de enfriamiento no fue suficiente;
5. Proceso de envejecimiento artificial inadecuado.
Medidas de control de calidad y solución.
1. Controle estrictamente la composición química de acuerdo con el estándar o formule un estándar interno efectivo;
2. Use palanquillas de aluminio de alta calidad o perfiles de aluminio con acabado de molino;
3. Optimizar el proceso de extrusión de aluminio;
4. Implementar estrictamente el sistema de proceso de enfriamiento;
5. Implemente estrictamente el sistema de envejecimiento manual y controle la temperatura del horno.;
6. Estricta medición de temperatura y control de temperatura..









