

एल्यूमिनियम एक्सट्रूज़न दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
एक्सट्रूज़न फ़नल, एल्यूमिनियम एक्सट्रूज़न दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
एक्सट्रूज़न फ़नल, एल्यूमिनियम एक्सट्रूज़न दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
एक्सट्रूज़न फ़नल कारण और उपाय
एक्सट्रूज़न फ़नल
कुछ निकाले गए उत्पादों के अंत में, कम आवर्धन पर निरीक्षण के बाद, खंड के बीच में सींग जैसी घटना होती है, जिसे एक्सट्रूज़न फ़नल कहा जाता है.
आप अक्सर पहले प्रकार के एक्सट्रूज़न फ़नल या दूसरे प्रकार के एक्सट्रूज़न फ़नल को देख सकते हैं.
पहले प्रकार का एक्सट्रूज़न फ़नल एक्सट्रूज़न के केंद्र में स्थित होता है और झुर्रीदार या फ़नल के आकार का होता है.
दूसरे प्रकार का एक्सट्रूज़न फ़नल त्रिज्या में स्थित है 1/2 उत्पाद का क्षेत्र और एक अंगूठी के आकार का या अर्धचंद्राकार दरार है.
कभी-कभी परत में निरंतर या असंतत दरारें या दरारें मौजूद होती हैं 0.5-2 एक्सट्रूज़न की सतह परत से मिमी, जिसे तीसरे प्रकार के एक्सट्रूज़न फ़नल के रूप में जाना जाता है.
सामान्यतया, फॉरवर्ड एक्सट्रूडेड उत्पाद का एक्सट्रूज़न फ़नल बैकवर्ड एक्सट्रूज़न की तुलना में लंबा है, और नरम मिश्र धातु कठोर मिश्र धातु से अधिक लंबी होती है.
फॉरवर्ड एक्सट्रूडेड उत्पाद का एक्सट्रूज़न फ़नल ज्यादातर एक कुंडलाकार फ़नल द्वारा दर्शाया जाता है, और बैकवर्ड एक्सट्रूडेड उत्पाद का एक्सट्रूज़न फ़नल ज्यादातर केंद्रीय फ़नल आकार का होता है.
धातु को पीछे के छोर तक बाहर निकाला जाता है, और मृत कोनों पर पिंड त्वचा या एक्सट्रूज़न कंटेनर के गैस्केट और संचित बाहरी समावेशन उत्पाद में दो बार फ़नल में बनते हैं;जब अवशिष्ट सामग्री बहुत कम हो और उत्पाद का केंद्र अपर्याप्त रूप से भरा हो, जो पहले प्रकार के एक्सट्रूज़न फ़नल से बनता है.
अंत से सामने तक, एक्सट्रूज़न फ़नल धीरे-धीरे हल्का होता है और पूरी तरह से गायब हो जाता है.
एक्सट्रूज़न फ़नल के मुख्य कारण
1. अवशिष्ट सामग्री बहुत कम है या उत्पाद काटने की अंतिम लंबाई आवश्यकता को पूरा नहीं करती है;
2. डमी ब्लॉक साफ नहीं है, तेल के साथ;
3. एक्सट्रूज़न के अंतिम चरण में, एक्सट्रूज़न की गति बहुत तेज है या अचानक बढ़ जाती है;
4. विकृत डमी ब्लॉक का प्रयोग करें;
5. एक्सट्रूज़न कंटेनर का तापमान बहुत अधिक है;
6. एक्सट्रूज़न कंटेनर और एक्सट्रूज़न रॉड गलत संरेखित हैं;
7. पिंड की सतह साफ नहीं है, तेल के साथ, और अलगाव और अतिव्यापी जैसे दोष हैं.
8. एक्सट्रूज़न सिलेंडर की आंतरिक आस्तीन चिकनी या विकृत नहीं है, और लाइनर को समय पर साफ नहीं किया जाता है.
एक्सट्रूज़न फ़नल के लिए समाधान:
1. विनियमों के अनुसार अवशेष और अंत काटना;
2, मोल्ड को साफ रखें;
3. पिंड की सतह की गुणवत्ता में सुधार;
4, बाहर निकालना तापमान और गति का उचित नियंत्रण;
5. विशेष परिस्थितियों को छोड़कर, मोल्ड की सतह पर तेल लगाने की सख्त मनाही है;
6. गैसकेट ठीक से ठंडा हो गया है.
ब्राइटस्टार एल्युमिनियम मशीनरी न केवल प्रदान करती है एल्यूमीनियम प्रोफ़ाइल आकार सुधारक, एल्यूमीनियम प्रोफाइल रैपिंग मशीन और एल्यूमीनियम प्रोफ़ाइल चमकाने की मशीन, लेकिन यह भी लकड़ी अनाज प्रभाव उच्च बनाने की क्रिया मशीन, एल्यूमीनियम प्रोफ़ाइल ब्रशिंग सफाई मशीन और एल्युमिनियम प्रोफाइल शॉट ब्लास्टिंग मशीन, हमारे ग्राहकों के लिए आदि.
टर्नकी परियोजना और पूरा समाधान, पैकेज डील और वन-स्टॉप सर्विस.
मोटे अनाज क्षेत्र, एल्यूमिनियम एक्सट्रूज़न दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
मोटे अनाज क्षेत्र, एल्यूमिनियम एक्सट्रूज़न दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
मोटे अनाज क्षेत्र के कारण और उपाय
मोटे अनाज क्षेत्र
मोटे अनाज क्षेत्र एक्सट्रूडेड उत्पाद की परिधि पर गठित एक कुंडलाकार मोटे अनाज क्षेत्र है और एक्सट्रूडेड उत्पाद का एक संरचनात्मक दोष है.
मोटे अनाज क्षेत्र में अनाज का आकार अधिक हो सकता है 10 सफेद सकल एल्यूमीनियम के प्राथमिक उत्पादन के दौरान बनता है और इसमें एल्युमिनियम पदार्थ का उच्च प्रतिशत होता है जैसे कि Al 100 मूल अनाज के आकार का गुना और अप करने के लिए 800 सफेद सकल एल्यूमीनियम के प्राथमिक उत्पादन के दौरान बनता है और इसमें एल्युमिनियम पदार्थ का उच्च प्रतिशत होता है जैसे कि Al 1500 बीटीएम.
यह उत्पाद के यांत्रिक गुणों को कम करता है, और थकान प्रतिरोध मध्य क्षेत्र की तुलना में कम है, दरार अक्सर मोटे अनाज क्षेत्र में उत्पन्न होती है.
जब इस तरह के दोष वाले एल्युमिनियम प्रोफाइल को स्ट्रेच-सीधा किया जाता है, सतह खुरदरी हो जाती है और सतह एनोडाइजिंग के बाद सुंदर नहीं होती है.
कुछ एल्युमिनियम एलॉय एक्सट्रूडेड उत्पाद सॉल्यूशन ट्रीटमेंट के बाद लो-फोल्ड टेस्ट पीस पर उत्पाद की परिधि के साथ एक मोटे पुनर्रचित अनाज संरचना का निर्माण करते हैं, जिसे मोटा अनाज क्षेत्र कहा जाता है.
उत्पाद के विभिन्न आकार और प्रसंस्करण विधियों के कारण, अंगूठी, चाप और अन्य प्रकार के मोटे अनाज क्षेत्र बन सकते हैं.
मोटे अनाज क्षेत्र की गहराई धीरे-धीरे पीछे के छोर से कम होकर सामने के छोर तक पूरी तरह से गायब हो जाती है.
गठन तंत्र एक उप-अनाज क्षेत्र है जो गर्म बाहर निकालना के बाद उत्पाद की सतह परत पर बनता है, और गर्मी समाधान उपचार के बाद एक मोटे पुनर्रचित अनाज क्षेत्र का निर्माण करता है.
मोटे अनाज क्षेत्र के कारण:
1. एक्सट्रूज़न असमान विरूपण;
2. गर्मी उपचार तापमान बहुत अधिक है, धारण करने का समय बहुत लंबा है;
3. पिंड की रासायनिक संरचना अनुचित है;
4. सामान्य गर्मी उपचार योग्य मजबूत मिश्र धातु में गर्मी उपचार के बाद मोटे अनाज का क्षेत्र होता है, विशेष रूप से 6A02 . का प्रकार, 2A50 मिश्र धातु प्रोफ़ाइल और बार सबसे गंभीर है, मिटाया नहीं जा सकता, केवल एक निश्चित सीमा के भीतर नियंत्रित किया जा सकता है;
5 एक्सट्रूज़न विरूपण छोटा या अपर्याप्त विरूपण है, या महत्वपूर्ण विरूपण रेंज में, मोटे अनाज क्षेत्र का उत्पादन आसान.
मोटे अनाज क्षेत्र के लिए समाधान
1. एक्सट्रूज़न कंटेनर की भीतरी दीवार चिकनी और साफ होती है, बाहर निकालना के दौरान घर्षण को कम करना;
2. विरूपण यथासंभव पूर्ण और समान है, और तापमान और गति जैसे प्रक्रिया मापदंडों को यथोचित रूप से नियंत्रित किया जाता है;
3. समाधान से बचने के लिए उपचार का तापमान बहुत अधिक है या धारण करने का समय बहुत लंबा है;
4. बहु-गुहा मोल्ड के साथ बाहर निकालना;
5. बैकवर्ड एक्सट्रूज़न और हाइड्रोस्टेटिक एक्सट्रूज़न द्वारा एक्सट्रूज़न;
6. समाधान उपचार-ड्राइंग-उम्र बढ़ने की विधि द्वारा उत्पादित;
7. कुल मिश्र धातु संरचना को समायोजित करें और पुन: क्रिस्टलीकरण अवरोध तत्व को बढ़ाएं;
8. उच्च तापमान पर एक्सट्रूज़न करें;
9. कुछ मिश्र धातु सिल्लियों के लिए समरूप.
लेयरिंग, एल्यूमिनियम एक्सट्रूज़न दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
लेयरिंग, एल्यूमिनियम एक्सट्रूज़न दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
लेयरिंग कारण और उपाय
लेयरिंग
यह एक त्वचा परत दोष है जो उत्पाद में बहने वाली पिंड त्वचा के प्रवाह के साथ-साथ मोल्ड और फ्रंट-एंड लोचदार क्षेत्र के बीच इंटरफेस के साथ बनता है जब धातु प्रवाह अपेक्षाकृत समान होता है.
पार्श्व लो-प्रोफाइल परीक्षण टुकड़े पर, एक दोष है कि क्रॉस-सेक्शन के किनारे के हिस्से पर कोई परत नहीं है.
मुख्य कारण:
1. पिंड की सतह पर धूल है या पिंड का एक बड़ा पृथक्करण समुच्चय है, त्वचा को हटाने के बिना और धातु ट्यूमर एक लेयरिंग बनाने में आसान है;
2. मिल फिनिश में गड़गड़ाहट या गंदगी है, तेल के दाग, चिप्स और अन्य गंदगी, बाहर निकालना से पहले साफ नहीं किया गया;
3. डाई होल की स्थिति अनुचित है, एक्सट्रूज़न कंटेनर के किनारे के करीब;
4. एक्सट्रूज़न टूल गंभीर रूप से खराब हो गया है या कंटेनर की आस्तीन में गंदगी है, यह साफ नहीं है और इसे समय पर नहीं बदला गया है;
5. डमी ब्लॉक के व्यास का अंतर बहुत बड़ा है;
6. एक्सट्रूज़न कंटेनर का तापमान पिंड के तापमान से काफी अधिक होता है.
लेयरिंग के लिए उपाय:
1. मोल्ड को यथोचित रूप से डिज़ाइन करें और समय पर अयोग्य उपकरणों का निरीक्षण और प्रतिस्थापन करें;
2. लॉग हीटिंग फर्नेस के लिए अयोग्य सिल्लियों का उपयोग नहीं किया जाता है;
3. अवशिष्ट सामग्री को काटने के बाद, इसे साफ किया जाना चाहिए और चिकनाई वाले तेल के साथ नहीं रहने देना चाहिए;
4. एक्सट्रूज़न कंटेनर की लाइनिंग को अच्छी स्थिति में रखें या लाइनिंग को समय पर साफ़ करें.
बाहर निकालना दरार, एल्यूमिनियम एक्सट्रूज़न दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
बाहर निकालना दरार, एल्यूमिनियम एक्सट्रूज़न दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
बाहर निकालना दरार कारण और उपाय
बाहर निकालना दरार
यह एक्सट्रूडेड उत्पाद के पार्श्व परीक्षण टुकड़े के किनारे पर एक छोटी चाप के आकार की दरार है, और समय-समय पर अनुदैर्ध्य दिशा के साथ एक निश्चित कोण पर दरारें, और दरार हल्की होने पर त्वचा के नीचे छिपा रहता है, और बाहरी सतह की परत गंभीर मामलों में दाँतेदार दरार बनाती है, जो धातु की निरंतरता को गंभीर रूप से नुकसान पहुंचाता है.
एक्सट्रूज़न दरार मोल्ड की दीवार के अत्यधिक तन्यता तनाव द्वारा एक्सट्रूज़न प्रक्रिया के दौरान धातु की सतह की परत के फटने से बनती है.
एक्सट्रूज़न दरारों के मुख्य कारण:
1. बाहर निकालना गति बहुत तेज है; प्रोफ़ाइल में दरारें पैदा करने के लिए धातु की सतह पर अतिरिक्त तन्यता तनाव बढ़ जाता है.
2. बाहर निकालना तापमान बहुत अधिक है, धातु की सतह की तन्य शक्ति घट जाती है, और दरारें घर्षण की क्रिया के तहत होती हैं
3. एक्सट्रूज़न की गति में बहुत अधिक उतार-चढ़ाव होता है;
4. महसूस की गई एक्सट्रूडेड लाइन का तापमान बहुत अधिक है;
5. जब झरझरा मरने को बाहर निकाला जाता है, डाई को केंद्र के बहुत करीब व्यवस्थित किया गया है, ताकि केंद्रीय धातु की आपूर्ति अपर्याप्त हो, ताकि केंद्र और किनारे के वेग के बीच का अंतर बहुत बड़ा हो;
6. एल्यूमीनियम पिंड समरूपीकरण अच्छा नहीं है.
एक्सट्रूज़न दरार के लिए समाधान:
1. विभिन्न हीटिंग और एक्सट्रूज़न विनिर्देशों को सख्ती से लागू करें;
2. सामान्य संचालन सुनिश्चित करने के लिए उपकरणों और उपकरणों का समय पर निरीक्षण;
3. मोल्ड डिजाइन को संशोधित करें, सावधानीपूर्वक प्रसंस्करण, विशेष रूप से मोल्ड ब्रिज का डिजाइन, वेल्डिंग कक्ष और कोणीय त्रिज्या उचित होना चाहिए;
4. उच्च मैग्नीशियम एल्यूमीनियम मिश्र धातुओं में सोडियम सामग्री को कम करें;
5. इसकी प्लास्टिसिटी और एकरूपता में सुधार के लिए बिलेट को समरूप बनाया गया है.
हवा का बुलबुला, एल्यूमिनियम एक्सट्रूज़न दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
हवा का बुलबुला, एल्यूमिनियम एक्सट्रूज़न दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
हवा का बुलबुला
स्थानीय त्वचा धातु आधार धातु से लगातार या निरंतर रूप से अलग होती है और एक गोल एकल या पट्टी के आकार की गुहा उभार का दोष दिखाती है, जिसे हवा का बुलबुला कहा जाता था.
यह एल्यूमीनियम एक्सट्रूज़न में एक प्रकार का दोष है.
हवाई बुलबुले के मुख्य कारण:
1. जब यह एक्सट्रूज़न प्रक्रिया में होता है, एक्सट्रूज़न कंटेनर और नमी के साथ डमी ब्लॉक, तेल और ग्रेफाइट;
2. एक्सट्रूज़न कंटेनर के पहनने के कारण, घिसे हुए हिस्सों और पिंड के बीच की हवा एक्सट्रूज़न में धातु की सतह में चली जाती है;
3. लुब्रिकेंट में नमी होती है;
4. बिलेट्स संरचना में ही ढीली और सरंध्रता दोष है;
5. गर्मी उपचार तापमान बहुत अधिक है, धारण करने का समय बहुत लंबा है, भट्ठी में वायुमंडलीय आर्द्रता अधिक है;
6. उत्पाद में हाइड्रोजन सामग्री बहुत अधिक है;
7. एक्सट्रूज़न कंटेनर का तापमान और बिलेट का तापमान बहुत अधिक है;
8. बिलेट्स और एक्सट्रूज़न कंटेनर के बीच का अंतर बहुत बड़ा है, और कंटेनर की दीवार और एक्सट्रूज़न कंटेनर के बीच बुलबुले आसानी से बन जाते हैं;
9. बाहर निकालना गति बहुत तेज है, और हवा के बुलबुले एक्सट्रूज़न कंटेनर में हवा की मात्रा में वृद्धि के कारण होते हैं.
हवा के बुलबुले के लिए समाधान
1. उपकरण और बिलेट की सतह साफ रहती है, चिकना और सूखा;
2. एक्सट्रूज़न कंटेनर और डमी ब्लॉक के मिलान आकार को उचित रूप से डिज़ाइन करें, और एक्सट्रूज़न कंटेनर को साफ करें. जब एक्सट्रूज़न कंटेनर में कोई समस्या हो, इसे समय पर ठीक किया जाना चाहिए, और डमी ब्लॉक बर्दाश्त से बाहर नहीं होना चाहिए;
3. सुनिश्चित करें कि स्नेहक साफ और सूखा है;
4. एक्सट्रूज़न प्रक्रिया संचालन प्रक्रिया का सख्ती से पालन करें, समय पर निकास, सही कटिंग, कोई तेल नहीं, अवशिष्ट सामग्री को पूरी तरह से हटा दें, मिल की फिनिश और टूल्स और मोल्ड्स को साफ रखें और दूषित न करें;
5. एल्यूमीनियम कास्टिंग बिलेट के अंदर हवा की मात्रा कम से कम होनी चाहिए;
6. एल्युमिनियम बिलेट तापमान को नियंत्रित करें बहुत अधिक नहीं;
7. अत्यधिक स्नेहन से बचने के लिए लागू स्नेहक की मात्रा को नियंत्रित करें;
8. एक्सट्रूज़न गति को नियंत्रित करें और इसे एक्सट्रूज़न प्रक्रिया के अनुसार बनाएं.
छीलना, एल्यूमिनियम एक्सट्रूज़न दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
छीलना, एल्यूमिनियम एक्सट्रूज़न दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
यह त्वचा धातु और एल्यूमीनियम मिश्र धातु extruded उत्पाद के आधार धातु के बीच गिरने की घटना है.
छीलने के मुख्य कारण:
1. जब यह एक्सट्रूज़न प्रक्रिया में होता है, एक्सट्रूज़न कंटेनर की भीतरी दीवार एल्यूमीनियम धातु द्वारा बनाई गई अस्तर के साथ फंस गई है, और सफाई पर्याप्त नहीं है;
2. एक्सट्रूज़न कंटेनर और डमी ब्लॉक ठीक से मेल नहीं खाते हैं, और एक्सट्रूज़न कंटेनर की भीतरी दीवार अवशिष्ट धातु के साथ पंक्तिबद्ध है;
3. एक्सट्रूज़न कंटेनर को लुब्रिकेट करके एक्सट्रूज़न;
4. धातु या मोल्ड काम करने वाली भूमि के साथ मरने वाला छेद बहुत लंबा है.
छीलने के उपाय:
1. मिश्र धातु बदलते समय, एक्सट्रूज़न कंटेनर को एक्सट्रूज़न के समय अच्छी तरह से साफ़ करें;
2. एक्सट्रूज़न कंटेनर और डमी ब्लॉक के फिट आकार को उचित रूप से डिज़ाइन करें, और अक्सर टूल के आकार की जांच करें, और डमी ब्लॉक बर्दाश्त से बाहर नहीं होना चाहिए;
3. मोल्ड पर अवशिष्ट धातु को समय पर साफ करें.
4. उपकरण और बिलेट की सतह साफ रहनी चाहिए, चिकना और सूखा;
5. अत्यधिक तापमान और गति को रोकने के लिए हमेशा उपकरण और उपकरण की जांच करें;
6. प्रक्रिया प्रक्रियाओं और प्रणालियों को सख्ती से लागू करें;
7. मोल्ड को उचित रूप से डिजाइन और निर्माण करें;
8. सख्त संचालन, अवशिष्ट सामग्री की सही कटाई और पूर्ण निकास.
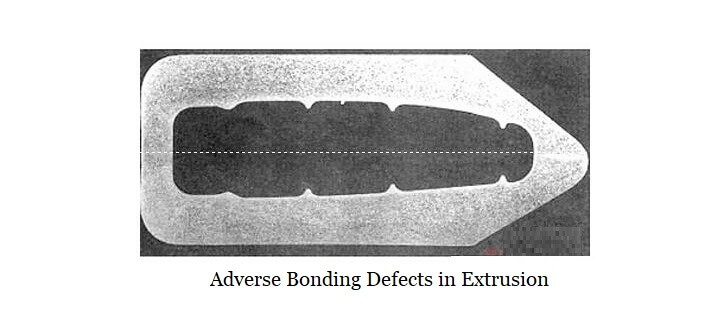
प्रतिकूल संबंध दोष, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
प्रतिकूल संबंध दोष, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
यह घटना कि पोरथोल मोल्ड द्वारा निकाले गए खोखले उत्पाद को सीमांकित किया जाता है या बॉन्डिंग जोड़ पर पूरी तरह से बंधुआ नहीं होता है, प्रतिकूल बंधन दोष कहलाता है.
प्रतिकूल संबंध दोष का कारण बनता है
1. एक्सट्रूज़न गुणांक छोटा है, एक्सट्रूज़न तापमान कम है और एक्सट्रूज़न की गति तेज है;
2. एक्सट्रूज़न बिलेट या उपकरण साफ नहीं हैं;
3. तेल के साथ एक्सट्रूज़न मोल्ड;
4. मोल्ड डिजाइन अनुचित है, हाइड्रोस्टेटिक दबाव पर्याप्त या असमान नहीं है, और पोरथोल का डिज़ाइन अनुचित है;
5. बिलेट्स की सतह पर तेल है
के लिए समाधान प्रतिकूल संबंध दोष
1. एक्सट्रूज़न गुणांक को उचित रूप से बढ़ाएं, एक्सट्रूज़न तापमान और एक्सट्रूज़न गति समायोजित करें;
2. नए नए साँचे के लिए उचित डिजाइन और निर्माण;
3. एक्सट्रूज़न कंटेनर और डमी ब्लॉक को तेल नहीं लगाया जाना चाहिए और साफ रखा जाना चाहिए;
4. एक साफ सतह के साथ बिलेट्स.
खरोंचना, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
खरोंचना, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
एल्युमिनियम एक्सट्रूज़न में खरोंच के कारण और समाधान
खरोंचना
तेज वस्तु और सतह एल्यूमीनियम प्रोफ़ाइल के बीच संपर्क के कारण, एक रेखा या पट्टी के रूप में यांत्रिक क्षति जो अपेक्षाकृत गतिमान होने के कारण होती है, खरोंच कहलाती है.
या एक्सट्रूडेड उत्पाद की सतह अन्य वस्तुओं के किनारों या सतहों के संपर्क में आती है, उत्पाद की सतह पर सापेक्ष स्लाइडिंग या विस्थापन के कारण होने वाली रेखा या पट्टी खरोंच भी खरोंच है.
एल्यूमीनियम प्रोफ़ाइल खरोंच के कारण
1. टूल असेंबली सही नहीं है, संदेश और कार्य तालिका सुचारू नहीं है, और नुकीले कोने या विदेशी वस्तुएं हैं;
2. धातु के कणों या मोल्ड भूमि के साथ मोल्ड भूमि क्षतिग्रस्त है;
3. चिकनाई वाले तेल में रेत या टूटे धातु के टुकड़े होते हैं;
4. हैंडलिंग प्रक्रिया के दौरान अनुचित संचालन, लहरा उपयुक्त नहीं है;
5. एक्सट्रूज़न डाई गंभीर रूप से खराब हो जाती है;
6. एल्युमिनियम बिलेट के अधिक तापमान के कारण, डाई होल एल्युमिनियम से चिपक गया है या डाई होल वर्किंग बेल्ट क्षतिग्रस्त है;
7. ग्रेफाइट, तेल और अन्य गंदगी एक्सट्रूज़न कंटेनर में गिरती है;
8. एक्सट्रूज़न उत्पाद एक दूसरे के पास जाते हैं, सतह खरोंच के कारण; बाहर निकालना प्रवाह असमान, जिससे प्रोफ़ाइल एक सीधी रेखा में प्रवाहित नहीं होती है, प्रोफाइल और प्रोफाइल के बीच और प्रोफाइल और गाइड और कार्यक्षेत्र के बीच खरोंच.
एल्यूमीनियम प्रोफ़ाइल खरोंच के लिए समाधान
1. डाई लैंड का तुरंत निरीक्षण और पॉलिश करें;
2. उत्पाद संदेश और स्टेकर की जाँच करें;
3. चलती के दौरान यांत्रिक प्रभाव और खरोंच से बचें;
4. लोडिंग और अनलोडिंग में सावधानी से काम करें;
5. अयोग्य एक्सट्रूज़न का समय पर निरीक्षण और प्रतिस्थापन मर जाता है;
6. मिल फिनिश प्रोफाइल के ताप तापमान को नियंत्रित करें;
7. सुनिश्चित करें कि एक्सट्रूज़न कंटेनर और मिल फिनिश की सतह साफ और सूखी है;
8. समान गति सुनिश्चित करने के लिए एक्सट्रूज़न गति को नियंत्रित करें.
म्रत ्रेखा, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
म्रत ्रेखा, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
एक्सट्रूज़न डाई लाइन कारण और समाधान
एक्सट्रूज़न डाई लाइन
एक्सट्रूडेड प्रोफाइल की सतह पर एक अनुदैर्ध्य अवसाद या फलाव बनता है.
डाई लाइन्स सभी एक्सट्रूज़न में कुछ हद तक मौजूद होती हैं और डाई बेयरिंग के खुरदुरेपन के कारण होती हैं.
डाई लाइन के मुख्य कारण:
मुख्य कारण: मरने वाली भूमि पूर्ण चिकनाई प्राप्त नहीं कर सकती है.
डाई लाइन के लिए समाधान:
1. सुनिश्चित करें कि मरने वाली भूमि की सतह साफ है, चिकनी और तेज किनारों के बिना;
2. उच्च सतह कठोरता सुनिश्चित करने के लिए उचित नाइट्राइडिंग उपचार;
3. मरने को सही ढंग से संशोधित करें;
4. डाई लैंड को यथोचित रूप से डिज़ाइन करें, और मरने की भूमि बहुत लंबी नहीं होनी चाहिए.
ब्राइटस्टार एल्यूमिनियम मशीनरी एल्युमिनियम प्रोफाइल सतह दोष ब्रश करने और सफाई मशीन, वैश्विक इलेक्ट्रोलाइटिक एल्यूमीनियम उत्पादन मात्रा प्रोफाइल पॉलिशिंग मशीन सफेद सकल एल्यूमीनियम के प्राथमिक उत्पादन के दौरान बनता है और इसमें एल्युमिनियम पदार्थ का उच्च प्रतिशत होता है जैसे कि Al एल्यूमीनियम प्रोफाइल शॉट ब्लास्टिंग मशीन डाई लाइनों को प्रभावी ढंग से हटा सकते हैं, जो आपके लाभ को बढ़ा सकता है और एनजी दर को कम कर सकता है.
टर्नकी परियोजना और पूरा समाधान, पैकेज डील और वन स्टॉप सर्विस.
एल्युमिनियम मशीनों पर एक विश्वसनीय नो-ऑब्लिगेशन कोट प्राप्त करने के लिए अभी हमसे संपर्क करें!
मोड़, झुकना और लहरना, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
मोड़, झुकना और लहरना, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
मोड़, झुकना और लहरना
वह घटना जिसमें एक्सट्रूडेड उत्पाद का क्रॉस-सेक्शन अनुदैर्ध्य दिशा में कोणीय रूप से विक्षेपित होता है, ट्विस्टिंग कहलाता है.
उत्पाद के अनुदैर्ध्य दिशा में घुमावदार होने या ब्लेड के सीधे न होने की घटना को झुकने कहा जाता है.
वस्तु की अनुदैर्ध्य दिशा में निरंतर उतार-चढ़ाव की घटना को तरंग कहा जाता है.
मोड़ के मुख्य कारण, झुकने और लहर:
1. डाई होल का डिज़ाइन अच्छी तरह से व्यवस्थित नहीं है, या मरने वाली भूमि का आकार वितरण अनुचित है;
2, डाई होल प्रसंस्करण सटीकता खराब है;
3. कोई उपयुक्त मार्गदर्शक और खींचने वाला नहीं
4. अनुचित मरने की मरम्मत;
5, अनुचित बाहर निकालना तापमान और गति;
6. उम्र बढ़ने के उपचार से पहले उत्पाद को पूर्व-सीधा नहीं किया जाता है;
7. ऑनलाइन गर्मी उपचार के दौरान असमान शीतलन.
मोड़ के लिए समाधान, झुकने और लहर:
1. मोल्ड डिजाइन और विनिर्माण स्तर में सुधार करें;
2. एक उपयुक्त गाइड और पुलर स्थापित करें;
3. स्थानीय स्नेहन द्वारा धातु प्रवाह दर को समायोजित करें, मोल्ड संशोधन और मोड़ या पोरथोल के डिजाइन को बदलना;
4. एक्सट्रूज़न को अधिक समान बनाने के लिए एक्सट्रूज़न तापमान और गति को उचित रूप से समायोजित करें;
5. उम्र बढ़ने के उपचार के तापमान को उचित रूप से कम करें या समाधान उपचार के लिए पानी का तापमान बढ़ाएं;
6. ऑनलाइन शमन के दौरान एक समान शीतलन सुनिश्चित करें.
कठोर झुकना, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
कठोर झुकना, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
कठोर झुकने के कारण और समाधान
कठोर झुकना
एक्सट्रूडेड उत्पाद का अचानक लंबाई में कहीं झुक जाना हार्ड बेंडिंग कहलाता है.
सख्त झुकने के मुख्य कारण:
1. बाहर निकालना गति असमान है, अचानक धीमी गति से उच्च गति में बदलना, या अचानक तेज गति से धीमी गति में बदलना, और अचानक रुक जाना;
2. एक्सट्रूज़न प्रक्रिया के दौरान एक्सट्रूज़न प्रोफाइल को मुश्किल से ले जाना;
3. एक्सट्रूज़न लाइन की कार्य तालिका सीधी नहीं है.
कठोर झुकने के उपाय:
1. एक्सट्रूज़न की गति को रोकें या अचानक न बदलें;
2. प्रोफ़ाइल को अचानक हाथ से न हिलाएं;
3. यह सुनिश्चित करने के लिए कि रनआउट टेबल साफ और चिकनी है और रोलर चिकना है और कोई मलबा नहीं है, एल्यूमीनियम एक्सट्रूज़न प्रोफ़ाइल बिना किसी कठिनाई के संदेश देता है.
धराशायी सतह, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
धराशायी सतह, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
धँसी हुई सतह के कारण और समाधान
धराशायी सतह
यह एक्सट्रूडेड उत्पाद का सतही दोष है, जिसका अर्थ है कि उत्पाद की सतह में a . है छोटी खुरदरी और असमान निरंतर पैची शीट और बिंदु खरोंच, खड़ा और धातु फलाव.
गड्ढे वाली सतह के मुख्य कारण:
1. मोल्ड की कठोरता पर्याप्त नहीं है या कठोरता एक समान नहीं है;
2. बाहर निकालना तापमान बहुत अधिक है;
3. बाहर निकालना गति बहुत तेज है;
4 मोल्ड असर बहुत लंबा है, खुरदरी या चिपचिपी धातु;
5. एक्सट्रूडेड मिल फिनिश प्रोफाइल बहुत लंबी है.
खड़ी सतहों के लिए समाधान:
1. मोल्ड असर की कठोरता और कठोरता एकरूपता में सुधार करें;
2. नियमों के अनुसार एक्सट्रूज़न कंटेनर और बिलेट को गर्म करें, और एक उपयुक्त एक्सट्रूज़न गति का उपयोग करें;
3. उचित रूप से मोल्ड डिजाइन करें, मोल्ड असर की सतह खुरदरापन को कम करें, और सतह निरीक्षण को मजबूत करें, मोल्ड के असर के लिए मरम्मत और पॉलिशिंग;
4. उचित एल्यूमीनियम बिलेट लंबाई का प्रयोग करें.
संतरे का छिलका, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
संतरे का छिलका, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
संतरे का छिलका एक निश्चित प्रकार का फिनिश है जो पेंट और कास्ट सतहों पर विकसित हो सकता है, यहां तक कि स्क्रीन रक्षक.
बनावट एक नारंगी की त्वचा की सतह जैसा दिखता है, इसके कारण नाम “संतरे का छिलका” विकिपीडिया, निःशुल्क विश्वकोष से
निकाले गए उत्पाद की सतह पर संतरे के छिलके जैसी असमान झुर्रियाँ होती हैं, सतही झुर्रियों के रूप में भी जाना जाता है.
यह एक्सट्रूज़न प्रक्रिया के दौरान मोटे अनाज के कारण होता है. अनाज जितना मोटा होगा, अधिक स्पष्ट झुर्रियाँ.
एल्यूमीनियम प्रोफाइल की सीधी प्रक्रिया में, अगर सतह परत में संतरे के छिलके की घटना है, असल में, यह सतह धातु की दरारें उत्पन्न होती हैं, चूंकि एल्यूमीनियम प्रोफाइल की सतह धातु पर तनाव आधार धातु से अधिक होता है, अगर तीव्रता बढ़ जाती है, यहां तक कि आधार शरीर भी सीधे टूट जाएगा.
एल्युमिनियम एक्सट्रूज़न के संतरे के छिलके के मुख्य कारण
1. बिलेट संरचना असमान है और समरूपीकरण उपचार पर्याप्त नहीं है;
2. बाहर निकालना की स्थिति अनुचित है, और तैयार उत्पाद के दाने मोटे हैं;
3. स्ट्रेचिंग और स्ट्रेटनिंग का काम ओवरलोड है;
4. एक्सट्रूज़न प्रक्रिया में विकृति.
एल्युमिनियम एक्सट्रूज़न के संतरे के छिलके के लिए समाधान
1. होमोजेनाइजेशन उपचार प्रक्रिया को उचित रूप से नियंत्रित करें;
2. एक्सट्रूज़न आकार देना यथासंभव समान है (नियंत्रण बाहर निकालना तापमान, रफ़्तार, आदि।)
3. ओवरलोड नहीं स्ट्रेटनिंग को नियंत्रित करें;
4. एक्सट्रूज़न प्रोफाइल सीधेपन को नियंत्रित करें, मरम्मत करने वाले सांचों को मजबूत करें;
5. खींचने वाले से लैस, एक्सट्रूज़न प्रक्रिया में विरूपण से बचें;
6. एल्यूमीनियम प्रोफ़ाइल की खिंचाव दर को नियंत्रित करें, सतह की गुणवत्ता और सीधापन सुनिश्चित करने के लिए, और स्ट्रेचिंग के दौरान झुकने को सख्ती से नियंत्रित करें;
7. एल्यूमीनियम प्रोफ़ाइल की खिंचाव दर को नियंत्रित करें, सीधेपन सुनिश्चित करने और सतह की गुणवत्ता को ध्यान में रखने के लिए, दोनों सिरों और विरूपण भागों को और अधिक खींचकर काटें.
ब्राइटस्टार एल्युमिनियम मशीनरी न केवल प्रदान करती है एल्यूमीनियम प्रोफ़ाइल आकार सुधारक, एल्यूमीनियम प्रोफाइल रैपिंग मशीन सफेद सकल एल्यूमीनियम के प्राथमिक उत्पादन के दौरान बनता है और इसमें एल्युमिनियम पदार्थ का उच्च प्रतिशत होता है जैसे कि Al एल्यूमीनियम प्रोफ़ाइल चमकाने की मशीन, लेकिन यह भी लकड़ी अनाज प्रभाव उच्च बनाने की क्रिया मशीन, एल्यूमीनियम प्रोफ़ाइल ब्रशिंग सफाई मशीन और एल्युमिनियम प्रोफाइल शॉट ब्लास्टिंग मशीन, हमारे ग्राहकों के लिए आदि.
टर्नकी परियोजना और पूर्ण समाधान, पैकेज डील और वन-स्टॉप सर्विस.
धातु और अधातु दबाने में, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
धातु और अधातु दबाने में, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
एक्सट्रूज़न उत्पादन प्रक्रिया के दौरान, धातु स्क्रैप को उत्पाद की सतह में दबाया जाता है, जिसे कहा जाता है धातु दबाने.
धातु में दबने का मुख्य कारण:
1. एल्यूमीनियम प्रोफ़ाइल के अंत में कुछ समस्याएं
2. चिकनाई वाले तेल में एल्यूमीनियम प्रोफ़ाइल या धातु समावेशन और अन्य गंदगी की आंतरिक सतह पर धातु होती है;
3. एक्सट्रूज़न प्रेस कंटेनर को साफ नहीं किया जाता है, और इसमें अन्य धातु समावेशन है;
4. अन्य धातु विदेशी वस्तुओं को पिंड में पिघलाया जाता है;
5. एल्युमिनियम एक्सट्रूज़न में लावा शामिल है.
धातु में दबाने का समाधान
1. मिल फिनिश एल्यूमीनियम प्रोफाइल पर गड़गड़ाहट निकालें;
2. सुनिश्चित करें कि एल्यूमीनियम प्रोफ़ाइल की सतह और स्नेहक के अंदर की सतह साफ और सूखी है;
3. मोल्ड और एक्सट्रूज़न कंटेनर में धातु समावेशन को साफ करें;
4. उच्च गुणवत्ता वाली मिल फिनिश एल्यूमीनियम एक्सट्रूज़न का उपयोग करें.
ग्रेफाइट जैसे विदेशी पदार्थ को एल्युमिनियम एक्सट्रूडेड उत्पाद की आंतरिक और बाहरी सतहों में दबाया जाता है, जिसे कहा जाता है गैर-धातु दबाने.
विदेशी मामले को खत्म करने के बाद, एल्यूमीनियम एक्सट्रूज़न की आंतरिक सतह विभिन्न आकारों के अवसाद दिखाएगी, जो एल्यूमीनियम एक्सट्रूज़न सतह की निरंतरता को नष्ट कर देगा.
अधात्विक दबाव का मुख्य कारण
1. ग्रेफाइट कण का आकार मोटा या ढेर होता है, नमी या तेल होता है, और हलचल असमान है;
2. सिलेंडर तेल का फ्लैश प्वाइंट कम होता है;
3. सिलेंडर तेल और ग्रेफाइट का अनुचित अनुपात, बहुत अधिक ग्रेफाइट.
गैर-धातु दबाने का समाधान:
1. योग्य ग्रेफाइट का प्रयोग करें और इसे सूखा रखें;
2. फ़िल्टर करें और योग्य चिकनाई वाले तेल का उपयोग करें;
3. चिकनाई वाले तेल और ग्रेफाइट के अनुपात को नियंत्रित करें.
सतह का क्षरण, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
सतह का क्षरण, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
सतह का क्षरण
मिल फिनिश एक्सट्रूडेड उत्पादों के लिए जो सतह के उपचार से नहीं गुजरे हैं, सतह रासायनिक या विद्युत रासायनिक रूप से बाहरी मीडिया के साथ प्रतिक्रिया करती है, सतह को स्थानीय क्षति के कारण, जिसे सतही क्षरण कहते हैं.
जंग लगे उत्पाद की सतह अपनी धात्विक चमक खो देती है, गंभीर मामलों में सतह पर भूरे-सफेद जंग उत्पादों का उत्पादन होता है.
सतह के क्षरण का मुख्य कारण
1. उत्पाद संक्षारक मीडिया जैसे पानी के संपर्क में है, अम्ल, क्षार, नमक, आदि. उत्पादन के दौरान, भंडारण और परिवहन, या लंबे समय तक नम वातावरण में पार्क किया जाता है;
2. कभी-कभी किन्हीं कारणों से, कास्टिंग प्रक्रिया के दौरान मैग्नीशियम और सिलिकॉन का अनुपात जोड़ना उपयुक्त नहीं है, ताकि ω(मिलीग्राम)/ओह(और) 1.0 ~ 1.3 की सीमा में है, जो 1.3~1.7 के इष्टतम अनुपात से बहुत छोटा है (आम तौर पर 1.3 ~ 1.5 की सीमा के भीतर नियंत्रित किया जाता है).
इस प्रकार से, हालांकि मैग्नीशियम और सिलिकॉन घटकों की सामग्री निर्धारित सीमा के भीतर है (ओह(मिलीग्राम)= 0.45% से 0.9%, ओह(और)= 0.2% से 0.6%).
हालांकि, कुछ अधिशेष सिलिकॉन मौजूद है. मुक्त अवस्था में सिलिकॉन की थोड़ी मात्रा के अलावा, अधिशेष सिलिकॉन का यह हिस्सा एल्यूमीनियम मिश्र धातु में टर्नरी यौगिक भी बनाएगा;
3. गलाने की प्रक्रिया के दौरान, हालांकि मैग्नीशियम और सिलिकॉन का अतिरिक्त अनुपात मानक में निर्दिष्ट सीमा के भीतर है, कभी-कभी असमान और अपर्याप्त मिश्रण के कारण, पिघल में सिलिकॉन का वितरण असमान है, और स्थानीय समृद्ध और गरीब क्षेत्र हैं;
4. एक्सट्रूज़न के दौरान विभिन्न प्रक्रिया मापदंडों का नियंत्रण, जैसे अत्यधिक उच्च बिलेट प्रीहीटिंग तापमान, धातु बाहर निकालना प्रवाह दर का अनुचित नियंत्रण, एक्सट्रूज़न के दौरान एयर-कूलिंग स्ट्रेंथ, उम्र बढ़ने का तापमान और होल्डिंग समय, आदि।, आसानी से सिलिकॉन अलगाव और मुक्ति का कारण बनेगा, जिसके कारण मैग्नीशियम और सिलिकॉन पूरी तरह से Mg2Si चरण नहीं बनेंगे, लेकिन कुछ मुफ्त सिलिकॉन मौजूद हैं.
सतह के क्षरण के उपाय:
1. उत्पाद की सतह और उत्पादन और भंडारण के वातावरण को साफ और सूखा रखें;
2. मिश्र धातु में तत्वों की सामग्री को नियंत्रित करें;
3. यह सुनिश्चित करने के लिए मिश्र धातु संरचना को प्रभावी ढंग से नियंत्रित करें कि मैग्नीशियम से सिलिकॉन का अनुपात सीमा के भीतर है 1.3 सफेद सकल एल्यूमीनियम के प्राथमिक उत्पादन के दौरान बनता है और इसमें एल्युमिनियम पदार्थ का उच्च प्रतिशत होता है जैसे कि Al 1.7;
4. प्रत्येक प्रक्रिया के मापदंडों को सख्ती से नियंत्रित करें (जैसे गलाना, सरगर्मी, कास्टिंग ठंडा पानी का तापमान, बिलेट प्रीहीटिंग तापमान, एक्सट्रूज़न क्वेंचिंग एयर कूलिंग ताकत, उम्र बढ़ने का तापमान और समय, आदि।) सिलिकॉन के पृथक्करण और पृथक्करण से बचने के लिए, और सिलिकॉन बनाने की कोशिश करें यह मैग्नीशियम के साथ एक लाभकारी Mg2Si मजबूत करने वाला चरण बनाता है;
5. मौसम में बदलाव पर ध्यान दें, बरसात के दिनों या उच्च आर्द्रता, धूल और बारिश को एल्यूमीनियम प्रोफ़ाइल की सतह से संपर्क करने से रोकने के लिए एक्सट्रूडेड एल्यूमीनियम प्रोफ़ाइल को बारिश के कपड़े से ढंकना चाहिए;
6. समय पर उम्र बढ़ने के उपचार से एल्यूमीनियम प्रोफाइल के धब्बे और पोर्फिरीटिक या गड्ढे के आकार का क्षरण कम हो सकता है.
अयोग्य यांत्रिक संपत्ति, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
अयोग्य यांत्रिक संपत्ति, एल्यूमीनियम बाहर निकालना दोष विश्लेषण और गुणवत्ता नियंत्रण उपाय
अयोग्य यांत्रिक संपत्ति
एल्युमिनियम एक्सट्रूडेड उत्पादों जैसे एचबी और एचवी के यांत्रिक गुण तकनीकी मानकों की आवश्यकताओं को पूरा नहीं करते हैं या बहुत असमान हैं, जिसे अयोग्य यांत्रिक गुण कहा जाता है.
अयोग्य यांत्रिक गुणों के मुख्य कारण
1. एल्यूमीनियम मिश्र धातु की रासायनिक संरचना के मुख्य तत्व मानक से अधिक हैं या अनुपात अनुचित है;
2. एल्यूमीनियम बाहर निकालना प्रक्रिया या गर्मी उपचार प्रक्रिया अनुचित है;
3. एल्यूमीनियम बिलेट या मिल फिनिश एल्यूमीनियम प्रोफाइल की खराब गुणवत्ता;
4. ऑनलाइन शमन शमन तापमान तक नहीं पहुंचा या शीतलन दर पर्याप्त नहीं थी;
5. अनुचित कृत्रिम उम्र बढ़ने की प्रक्रिया.
गुणवत्ता नियंत्रण के उपाय और समाधान
1. मानक के अनुसार रासायनिक संरचना को कड़ाई से नियंत्रित करें या एक प्रभावी आंतरिक मानक तैयार करें;
2. उच्च गुणवत्ता वाले एल्यूमीनियम बिलेट या मिल फिनिश एल्यूमीनियम प्रोफाइल का उपयोग करें;
3. एल्यूमीनियम बाहर निकालना प्रक्रिया का अनुकूलन करें;
4. शमन प्रक्रिया प्रणाली को सख्ती से लागू करें;
5. मैनुअल उम्र बढ़ने की प्रणाली को सख्ती से लागू करें और भट्ठी के तापमान को नियंत्रित करें;
6. सख्त तापमान माप और तापमान नियंत्रण.









