

Analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Imbuto di estrusione, Analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Imbuto di estrusione, Analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Cause e misura dell'imbuto di estrusione
Imbuto di estrusione
Alla fine di alcuni prodotti estrusi, dopo l'ispezione a basso ingrandimento, c'è un fenomeno simile a un corno nel mezzo della sezione, che è chiamato imbuto di estrusione.
Spesso puoi vedere il primo tipo di imbuto di estrusione o il secondo tipo di imbuto di estrusione.
Il primo tipo di imbuto di estrusione si trova al centro dell'estrusione ed è rugoso oa forma di imbuto.
Il secondo tipo di imbuto di estrusione si trova nel raggio 1/2 area del prodotto ed è una fessura a forma di anello o mezzaluna.
A volte sono presenti crepe o crepe nello strato continue o discontinue 0.5-2 mm dallo strato superficiale dell'estrusione, che viene indicato come il terzo tipo di imbuto di estrusione.
In genere, l'imbuto di estrusione del prodotto estruso in avanti è più lungo di quello dell'estrusione in avanti, e la lega morbida è più lunga della lega dura.
L'imbuto di estrusione del prodotto estruso in avanti è per lo più rappresentato da un imbuto anulare, e l'imbuto di estrusione del prodotto estruso all'indietro è principalmente a forma di imbuto centrale.
Il metallo è estruso all'estremità posteriore, e la pelle del lingotto sugli angoli morti o la guarnizione del contenitore di estrusione e le inclusioni esterne accumulate si formano in due imbuti nel prodotto;quando il materiale residuo è troppo corto e il centro del prodotto non è sufficientemente riempito, che è formato al primo tipo di imbuto di estrusione.
Dalla fine al fronte, l'imbuto di estrusione si alleggerisce progressivamente e scompare completamente.
Le principali cause dell'imbuto di estrusione
1. Il materiale residuo è troppo corto o la lunghezza dell'estremità di taglio del prodotto non soddisfa il requisito;
2. Il blocco fittizio non è pulito, con l'olio;
3. Nella fase avanzata dell'estrusione, la velocità di estrusione è troppo veloce o aumenta improvvisamente;
4. Usa un blocco fittizio deformato;
5. La temperatura del contenitore di estrusione è troppo alta;
6. Il contenitore di estrusione e l'asta di estrusione sono disallineati;
7. La superficie del lingotto non è pulita, con olio, e ci sono difetti come la segregazione e la sovrapposizione.
8. Il manicotto interno del cilindro di estrusione non è liscio o deformato, e il rivestimento non viene pulito in tempo.
Soluzioni per imbuto di estrusione:
1. Residuo e tagliente a norma;
2, mantenere lo stampo pulito;
3. Migliora la qualità della superficie del lingotto;
4, ragionevole controllo della temperatura e della velocità di estrusione;
5. Salvo circostanze speciali, è severamente vietato applicare olio sulla superficie della muffa;
6. La guarnizione è adeguatamente raffreddata.
Brightstar Aluminium Machinery fornisce non solo correttore di forma del profilo in alluminio, avvolgitrice di profili in alluminio e lucidatrice per profili in alluminio, ma anche il Profilo in alluminio effetto venatura del legno, Spazzolatrice per profili in alluminio e granigliatrice di profili in alluminio, ecc per i nostri clienti.
Progetto chiavi in mano e soluzione completata, pacchetto e servizio one-stop.
Zona a grana grossa, Analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Zona a grana grossa, Analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Causa e misura della zona a grana grossa
Zona a grana grossa
La zona a grana grossa è una regione anulare a grana grossa formata alla periferia del prodotto estruso ed è un difetto strutturale del prodotto estruso.
La granulometria nella zona a grana grossa può superare 10 a 100 volte la granulometria originale e fino a 800 a 1500 btm.
Fa abbassare le proprietà meccaniche del prodotto, e la resistenza alla fatica è inferiore a quella della regione centrale, la fessura è spesso generata nella zona a grana grossa.
Quando il profilo in alluminio che presenta un tale difetto viene raddrizzato per stiramento, la superficie diventa ruvida e la superficie non è bella dopo l'anodizzazione.
Alcuni prodotti estrusi in lega di alluminio formano una struttura a grana grossolana ricristallizzata lungo la periferia del prodotto su un provino a bassa piega dopo il trattamento della soluzione, che è chiamata zona a grana grossa.
A causa delle diverse forme e metodi di lavorazione del prodotto, squillo, si possono formare arco e altre forme di zona a grana grossa.
La profondità della zona a grana grossa viene gradualmente ridotta dall'estremità posteriore verso l'estremità anteriore per scomparire completamente.
Il meccanismo di formazione è una regione sub-granulare formata sullo strato superficiale del prodotto dopo l'estrusione a caldo, e forma una regione a grana grossolana ricristallizzata dopo il trattamento con soluzione termica.
Le cause della zona a grana grossa:
1. Deformazione irregolare dell'estrusione;
2. La temperatura del trattamento termico è troppo alta, il tempo di attesa è troppo lungo;
3. La composizione chimica del lingotto è irragionevole;
4. La lega di rinforzo termotrattabile generale ha una zona a grana grossa dopo il trattamento termico, in particolare il tipo di 6A02, 2Il profilo e la barra in lega A50 sono i più seri, non può essere eliminato, solo può essere controllato entro un certo intervallo;
5 La deformazione dell'estrusione è una deformazione piccola o insufficiente, o nell'intervallo di deformazione critica, facile da produrre zona a grana grossa.
Soluzioni per zona a grana grossa
1. La parete interna del contenitore di estrusione è liscia e pulita, riducendo l'attrito durante l'estrusione;
2. La deformazione è il più possibile completa e uniforme, e i parametri di processo come temperatura e velocità sono ragionevolmente controllati;
3. Per evitare che la temperatura di trattamento della soluzione sia troppo alta o il tempo di mantenimento sia troppo lungo;
4. Estrusione con stampo multicavità;
5. Estrusione per estrusione a rovescio ed estrusione idrostatica;
6. Prodotto con il metodo di trattamento-disegno-invecchiamento in soluzione;
7. Regolare la composizione totale della lega e aumentare l'elemento di inibizione della ricristallizzazione;
8. Fai l'estrusione a una temperatura più alta;
9. Omogeneizzato per alcuni lingotti in lega.
Stratificazione, Analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Stratificazione, Analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Stratificazione di cause e misura
Stratificazione
Questo è un difetto di stratificazione della pelle formato dall'afflusso di pelle del lingotto che scorre nel prodotto insieme all'interfaccia tra lo stampo e la regione elastica dell'estremità anteriore quando il flusso di metallo è relativamente uniforme.
Sul provino laterale a basso profilo, c'è un difetto che non c'è strato sulla porzione di bordo della sezione trasversale.
Cause principali:
1. C'è polvere sulla superficie del lingotto o un grande aggregato di segregazione del lingotto, senza la rimozione della pelle e il tumore del metallo è facile formare una stratificazione;
2. La finitura del mulino presenta sbavature o sporco, macchie d'olio, patatine e altro sporco, non pulito prima dell'estrusione;
3. La posizione del foro del dado è irragionevole, vicino al bordo del contenitore di estrusione;
4. L'utensile di estrusione è molto usurato o c'è dello sporco nel manicotto del contenitore, non è pulito e non è stato sostituito in tempo;
5. La differenza di diametro del blocco fittizio è troppo grande;
6. La temperatura del contenitore di estrusione è molto più alta della temperatura del lingotto.
Soluzioni per la stratificazione:
1. Progetta lo stampo in modo ragionevole e ispeziona e sostituisci gli strumenti non qualificati in tempo;
2. I lingotti non qualificati non vengono utilizzati per il forno di riscaldamento dei tronchi;
3. Dopo aver tagliato il materiale residuo, dovrebbe essere pulito e non lasciare che sia con l'olio lubrificante;
4. Mantenere il rivestimento del contenitore di estrusione in buone condizioni o pulire il rivestimento in tempo.
Crepa da estrusione, Analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Crepa da estrusione, Analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Cause e misura della cricca per estrusione
Crepa da estrusione
Si tratta di una piccola fessura a forma di arco sul bordo del provino laterale del prodotto estruso, e periodicamente si incrina ad un certo angolo lungo la sua direzione longitudinale, ed è nascosto sotto la pelle quando la crepa è lieve, e lo strato superficiale esterno forma una fessura seghettata nei casi più gravi, che danneggia gravemente la continuità del metallo.
La cricca di estrusione è formata dalla lacerazione dello strato superficiale del metallo durante il processo di estrusione dall'eccessiva sollecitazione di trazione della parete dello stampo.
Le principali cause delle cricche di estrusione:
1. La velocità di estrusione è troppo alta; lo sforzo di trazione aggiuntivo sulla superficie metallica viene aumentato per causare crepe nel profilo.
2. La temperatura di estrusione è troppo alta, la resistenza alla trazione della superficie metallica diminuisce, e le crepe si verificano sotto l'azione dell'attrito
3. La velocità di estrusione oscilla troppo;
4. La temperatura del feltro estruso è troppo alta;
5. Quando lo stampo poroso viene estruso, il dado è disposto troppo vicino al centro, in modo che la fornitura del metallo centrale sia insufficiente, in modo che la differenza tra il centro e la velocità del bordo sia troppo grande;
6. L'omogeneizzazione del lingotto di alluminio non è buona.
Soluzioni per cricche da estrusione:
1. Implementare rigorosamente varie specifiche di riscaldamento ed estrusione;
2. Ispezione tempestiva di strumenti e apparecchiature per garantire il normale funzionamento;
3. Modifica il design dello stampo, elaborazione attenta, in particolare il design del ponte stampo, camera di saldatura e raggio angolare dovrebbero essere ragionevoli;
4. Ridurre al minimo il contenuto di sodio nelle leghe di alluminio ad alto contenuto di magnesio;
5. La billetta viene omogeneizzata per migliorarne la plasticità e l'uniformità.
Bolla d'aria, Analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Bolla d'aria, Analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Bolla d'aria
Il metallo della pelle locale è separato in modo continuo o discontinuo dal metallo di base e mostra un difetto di un rigonfiamento rotondo della cavità singola o a forma di striscia, che si chiamava bolla d'aria.
È un tipo di difetto nell'estrusione di alluminio.
Le principali cause delle bolle d'aria:
1. Quando è nel processo di estrusione, il contenitore di estrusione e il blocco fittizio con l'umidità, olio e grafite;
2. A causa dell'usura del contenitore di estrusione, l'aria tra le parti usurate e il lingotto entra nella superficie metallica nell'estrusione;
3. C'è umidità nel lubrificante;
4. La struttura stessa delle billette presenta difetti di allentamento e porosità;
5. La temperatura del trattamento termico è troppo alta, il tempo di attesa è troppo lungo, l'umidità atmosferica nel forno è elevata;
6. Il contenuto di idrogeno nel prodotto è troppo alto;
7. La temperatura del contenitore di estrusione e la temperatura della billetta sono troppo elevate;
8. Lo spazio tra le billette e il contenitore di estrusione è troppo grande, e le bolle si formano facilmente tra la parete del contenitore e il contenitore di estrusione;
9. La velocità di estrusione è troppo alta, e le bolle d'aria causate dall'aumento del volume d'aria nel contenitore di estrusione.
Soluzioni per bolle d'aria
1. La superficie dell'utensile e delle billette rimane pulita, liscio e asciutto;
2. Progettare in modo ragionevole le dimensioni corrispondenti del contenitore di estrusione e del blocco fittizio, e pulire il contenitore di estrusione. Quando il contenitore di estrusione ha un problema, dovrebbe essere riparato in tempo, e il blocco fittizio non dovrebbe essere fuori tolleranza;
3. Assicurarsi che il lubrificante sia pulito e asciutto;
4. Rispettare rigorosamente il processo operativo del processo di estrusione, scarico tempestivo, taglio corretto, niente olio, rimuovere completamente il materiale residuo, mantenere la finitura del mulino e gli strumenti e gli stampi puliti e non contaminati;
5. Il contenuto d'aria all'interno delle billette in fusione di alluminio dovrebbe essere ridotto al minimo;
6. Controllare la temperatura delle billette di alluminio non troppo alta;
7. Controllare la quantità di lubrificante applicata per evitare una lubrificazione eccessiva;
8. Controlla la velocità di estrusione e realizzala in base al processo di estrusione.
Peeling, Analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Peeling, Analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Questo è un fenomeno di parte che cade tra il metallo della pelle e il metallo di base del prodotto estruso in lega di alluminio.
Le principali cause del peeling:
1. Quando è nel processo di estrusione, la parete interna del contenitore di estrusione è incollata con il rivestimento formato dal metallo di alluminio, e la pulizia non basta;
2. Il contenitore di estrusione e il blocco fittizio non sono abbinati correttamente, e la parete interna del contenitore di estrusione è rivestita con il metallo residuo;
3. Estrusione lubrificando il contenitore di estrusione;
4. Il foro della matrice con il piano di lavoro del metallo o dello stampo è troppo lungo.
Soluzioni per peeling:
1. Quando si cambia la lega, pulire accuratamente il contenitore di estrusione durante l'estrusione;
2. Progettare in modo ragionevole le dimensioni adatte del contenitore di estrusione e del blocco fittizio, e controllare spesso le dimensioni dell'utensile, e il blocco fittizio non dovrebbe essere fuori tolleranza;
3. Pulisci in tempo il metallo residuo sullo stampo.
4. La superficie dell'utensile e delle billette deve rimanere pulita, liscio e asciutto;
5. Controllare sempre l'attrezzatura e lo strumento per evitare temperature e velocità eccessive;
6. Attuare rigorosamente le procedure e i sistemi di processo;
7. Progettare e produrre in modo ragionevole lo stampo;
8. Operazione rigorosa, corretto taglio del materiale residuo e scarico completo.
Difetti di incollaggio avversi, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Difetti di incollaggio avversi, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
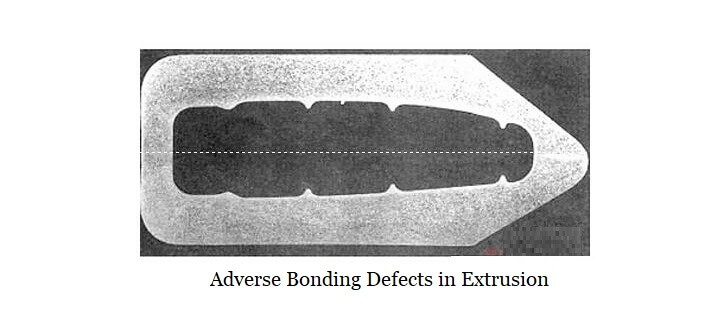
Difetti di incollaggio avversi
Il fenomeno per cui il prodotto cavo estruso dallo stampo ad oblò è delaminato o non completamente incollato al giunto di incollaggio è chiamato difetti di incollaggio avversi.
Cause avverse di difetti di incollaggio
1. Il coefficiente di estrusione è piccolo, la temperatura di estrusione è bassa e la velocità di estrusione è elevata;
2. Le billette o gli strumenti di estrusione non sono puliti;
3. Lo stampo per estrusione con olio;
4. Il design dello stampo è improprio, la pressione idrostatica non è sufficiente o irregolare, e il design dell'oblò è irragionevole;
5. C'è olio sulla superficie delle billette
Soluzioni per difetti di incollaggio avversi
1. Aumentare opportunamente il coefficiente di estrusione, regolare la temperatura di estrusione e la velocità di estrusione;
2. Progettazione e fabbricazione ragionevoli per gli stampi;
3. Il contenitore di estrusione e il blocco fittizio non devono essere oliati e mantenuti puliti;
4. Billette con superficie pulita.
Graffiare, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Graffiare, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Cause e soluzioni del graffio nell'estrusione di alluminio
Graffiare
A causa del contatto tra l'oggetto appuntito e la superficie del profilo in alluminio, il danno meccanico come una linea o una striscia causato da un movimento relativamente è chiamato graffio.
Oppure la superficie del prodotto estruso viene a contatto con i bordi o le superfici di altri oggetti, il graffio della linea o della striscia causato dal relativo scorrimento o spostamento sulla superficie del prodotto è anche il graffio.
Cause di graffi sui profili in alluminio
1. L'assemblaggio dello strumento non è corretto, il trasporto e il piano di lavoro non sono lisci, e ci sono spigoli vivi o oggetti estranei;
2. Il terreno dello stampo con particelle di metallo o il terreno dello stampo è danneggiato;
3. Nell'olio lubrificante sono presenti sabbia o frammenti di metallo rotti;
4. Funzionamento improprio durante il processo di manipolazione, il paranco non è adatto;
5. La filiera di estrusione è seriamente usurata;
6. A causa della sovratemperatura delle billette di alluminio, il foro dello stampo è bloccato sull'alluminio o la cinghia di lavoro del foro dello stampo è danneggiata;
7. La grafite, olio e altro sporco cadono nel contenitore di estrusione;
8. I prodotti di estrusione si muovono l'uno verso l'altro, provocando graffi superficiali; flusso di estrusione non uniforme, facendo in modo che il profilo non scorra in linea retta, i graffi tra i profili ei profili e tra il profilo e le guide e il banco di lavoro.
Soluzioni per il graffio del profilo in alluminio
1. Ispezionare e lucidare prontamente la terra dello stampo;
2. Controllare il trasporto del prodotto e l'impilatore;
3. Evitare l'impatto meccanico e graffi durante lo spostamento;
4. Operare con attenzione nelle operazioni di carico e scarico;
5. Ispezionare e sostituire in tempo gli stampi di estrusione non qualificati;
6. Controllare la temperatura di riscaldamento del profilo di finitura del mulino;
7. Assicurarsi che la superficie del contenitore di estrusione e della finitura del mulino sia pulita e asciutta;
8. Controllare la velocità di estrusione per garantire una velocità uniforme.
Fustellare, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Fustellare, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Filiera di estrusione cause e soluzioni
Filiera di estrusione
Sulla superficie dei profili estrusi si forma una depressione o sporgenza longitudinale.
Le linee di filiera sono presenti in una certa misura in tutte le estrusioni e sono causate da un'irruvidimento del cuscinetto della filiera.
Le principali cause della linea di demarcazione:
Il motivo principale: la terra del dado non può raggiungere la levigatezza assoluta.
Soluzioni per filiera:
1. Assicurarsi che la superficie della matrice sia pulita, liscio e senza spigoli vivi;
2. Trattamento di nitrurazione ragionevole per garantire un'elevata durezza superficiale;
3. Modificare correttamente gli stampi;
4. Progetta la terra del dado in modo ragionevole, e la terra del dado non dovrebbe essere troppo lunga.
Macchinari in alluminio Brightstar profilo in alluminio superficie difetti di spazzolatura e pulitrice, Quantità di produzione globale di alluminio elettrolitico lucidatrice di profili Le scorie bianche si formano durante la produzione primaria di alluminio e contengono un'alta percentuale di una sostanza di alluminio come Al granigliatrice di profili in alluminio può rimuovere efficacemente le linee di fustellatura, che può aumentare il tuo profitto e ridurre il tasso NG.
Progetto chiavi in mano e soluzione completata, pacchetto e servizio one-stop.
Contattaci ora per ottenere un preventivo affidabile e senza impegno sulle macchine in alluminio!
Intrecciare, piegare e ondeggiare, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Intrecciare, piegare e ondeggiare, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Intrecciare, piegare e ondeggiare
Il fenomeno per cui la sezione del prodotto estruso viene deviata angolarmente in direzione longitudinale prende il nome di twisting.
Il fenomeno per cui il prodotto è curvo in senso longitudinale o la lama non è diritta si chiama piegatura.
Il fenomeno delle ondulazioni continue nella direzione longitudinale dell'articolo è chiamato onda.
Le principali cause di torsione, curvatura e onda:
1. Il design del foro della matrice non è ben organizzato, o la distribuzione dimensionale della terra è irragionevole;
2, la precisione di elaborazione del foro della matrice è scarsa;
3. Nessuna guida ed estrattore adatti
4. Riparazione di stampi impropria;
5, temperatura e velocità di estrusione improprie;
6. Il prodotto non va lisciato prima del trattamento di invecchiamento;
7. Raffreddamento irregolare durante il trattamento termico in linea.
Soluzioni per twist, curvatura e onda:
1. Migliora la progettazione dello stampo e il livello di produzione;
2. Installare una guida e un estrattore adatti;
3. Regolare la portata del metallo mediante lubrificazione locale, modifica e deviazione dello stampo o modifica del design dell'oblò;
4. Regolare in modo ragionevole la temperatura e la velocità di estrusione per rendere l'estrusione più uniforme;
5. Ridurre opportunamente la temperatura del trattamento di invecchiamento o aumentare la temperatura dell'acqua per il trattamento della soluzione;
6. Garantire un raffreddamento uniforme durante la tempra in linea.
Piegatura dura, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Piegatura dura, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Cause e soluzioni di hard bending
Piegatura dura
L'improvvisa piegatura del prodotto estruso da qualche parte nella lunghezza è chiamata piegatura dura.
Le principali cause della flessione dura:
1. La velocità di estrusione non è uniforme, cambiando improvvisamente da bassa velocità ad alta velocità, o passare improvvisamente da alta velocità a bassa velocità, e fermarsi all'improvviso;
2. Spostare appena i profili di estrusione durante il processo di estrusione;
3. Il piano di lavoro della linea di estrusione non è rettilineo.
Soluzioni per la piegatura dura:
1. Non interrompere o modificare improvvisamente la velocità di estrusione;
2. Non spostare manualmente il profilo all'improvviso;
3. Per garantire che il tavolo di uscita sia pulito e liscio e che il rullo sia liscio e privo di detriti, trasporto di profili in estruso di alluminio senza alcuna difficoltà.
Superficie bucherellata, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Superficie bucherellata, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Cause e soluzioni della superficie bucherellata
Superficie bucherellata
Questo è un difetto superficiale del prodotto estruso, il che significa che la superficie del prodotto ha a piccolo foglio a chiazze continue ruvide e irregolari e graffi puntiformi, vaiolature e sporgenze metalliche.
Le principali cause della superficie bucherellata:
1. La durezza dello stampo non è sufficiente o la durezza non è uniforme;
2. La temperatura di estrusione è troppo alta;
3. La velocità di estrusione è troppo alta;
4 Il cuscinetto dello stampo è troppo lungo, metallo grezzo o appiccicoso;
5. Il profilo di finitura del mulino estruso è troppo lungo.
Soluzioni per superfici snocciolate:
1. Migliorare la durezza e l'uniformità della durezza del cuscinetto dello stampo;
2. Riscaldare il contenitore di estrusione e le billette secondo le normative, e utilizzare una velocità di estrusione adeguata;
3. Progetta lo stampo in modo ragionevole, ridurre la rugosità superficiale del cuscinetto dello stampo, e rafforzare l'ispezione della superficie, riparazione e lucidatura per cuscinetti di stampi;
4. Utilizzare billette di alluminio di lunghezza ragionevole.
Scorza d'arancia, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Scorza d'arancia, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Scorza d'arancia è un certo tipo di finitura che può svilupparsi su superfici verniciate e colate, anche le protezioni per lo schermo.
La consistenza ricorda la superficie della buccia di un'arancia, da qui il nome “Scorza d'arancia” Da Wikipedia, l'enciclopedia libera
La superficie del prodotto estruso presenta rughe irregolari come buccia d'arancia, noto anche come rughe superficiali.
È causato dai grani grossolani durante il processo di estrusione. Più grosso è il grano, più evidenti sono le rughe.
Nel processo di raddrizzatura dei profili in alluminio, se lo strato superficiale presenta il fenomeno della buccia d'arancia, infatti, queste sono le crepe metalliche superficiali generate, poiché la sollecitazione sulla superficie metallica dei profili in alluminio è maggiore del metallo di base, se l'intensità è aumentata, anche il corpo di base sarà direttamente rotto.
Le principali cause della buccia d'arancia dell'estrusione di alluminio
1. La struttura della billetta è irregolare e il trattamento di omogeneizzazione non è sufficiente;
2. Le condizioni di estrusione sono irragionevoli, e i grani del prodotto finito sono grossolani;
3. Il lavoro di allungamento e raddrizzamento è sovraccarico;
4. Deformazione nel processo di estrusione.
Soluzioni per l'estrusione di alluminio a buccia d'arancia
1. Controllare in modo ragionevole il processo di trattamento di omogeneizzazione;
2. La sagomatura dell'estrusione è il più uniforme possibile (controllare la temperatura di estrusione, velocità, eccetera.)
3. Controllare la stiratura non sovraccaricare;
4. Controllare la rettilineità dei profili di estrusione, rafforzare la riparazione di muffe;
5. Dotato di estrattore, evitare la deformazione nel processo di estrusione;
6. Controlla la velocità di allungamento del profilo in alluminio, al fine di garantire la qualità della superficie e la rettilineità, e controllare rigorosamente la flessione durante l'allungamento;
7. Controlla il tasso di allungamento del profilo in alluminio, al fine di garantire la rettilineità e tenere conto della qualità della superficie, tagliare allungando entrambe le estremità e deformando maggiormente le parti.
Brightstar Aluminium Machinery fornisce non solo correttore di forma del profilo in alluminio, avvolgitrice di profili in alluminio Le scorie bianche si formano durante la produzione primaria di alluminio e contengono un'alta percentuale di una sostanza di alluminio come Al lucidatrice per profili in alluminio, ma anche il Profilo in alluminio effetto venatura del legno, Spazzolatrice per profili in alluminio e granigliatrice di profili in alluminio, ecc per i nostri clienti.
Progetto chiavi in mano e soluzione completa, pacchetto e servizio one-stop.
Metallo e non metallo a pressione, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Metallo e non metallo a pressione, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Durante il processo di produzione dell'estrusione, i rottami metallici vengono pressati sulla superficie del prodotto, che è chiamato metallo che preme dentro.
Le principali cause della pressatura del metallo:
1. Alcuni problemi alla fine del profilo in alluminio
2. C'è del metallo sulla superficie interna del profilo di alluminio o inclusione di metallo e altro sporco nell'olio lubrificante;
3. Il contenitore della pressa di estrusione non viene pulito, e c'è un'altra inclusione di metallo in esso;
4. Altri corpi estranei metallici vengono fusi nel lingotto;
5. C'è inclusione di scorie nell'estrusione di alluminio.
La soluzione per pressare il metallo
1. Rimuovere le sbavature sul profilo in alluminio con finitura fresata;
2. Assicurarsi che la superficie del profilo in alluminio e l'interno del lubrificante siano puliti e asciutti;
3. Pulisci l'inclusione di metallo nello stampo e nel contenitore di estrusione;
4. Utilizzare estruso di alluminio di alta qualità con finitura a mulino.
I corpi estranei come la grafite vengono pressati nelle superfici interna ed esterna del prodotto estruso in alluminio, che è chiamato pressatura non metallica.
Dopo che il materiale estraneo è stato raschiato via, la superficie interna dell'estrusione di alluminio presenterà depressioni di diverse dimensioni, che distruggerà la continuità della superficie di estrusione di alluminio.
La causa principale della pressatura non metallica
1. La dimensione delle particelle di grafite è grossolana o agglomerata, contiene umidità o olio, e l'agitazione è irregolare;
2. Il punto di infiammabilità dell'olio del cilindro è basso;
3. Il rapporto improprio tra olio per cilindri e grafite, troppa grafite.
La soluzione per la pressatura non metallica:
1. Utilizzare grafite qualificata e mantenerla asciutta;
2. Filtrare e utilizzare olio lubrificante qualificato;
3. Controllare il rapporto tra olio lubrificante e grafite.
Corrosione superficiale, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Corrosione superficiale, analisi dei difetti di estrusione dell'alluminio e misura del controllo qualità
Corrosione superficiale
Per prodotti estrusi di finitura al laminatoio che non hanno subito trattamenti superficiali, la superficie viene fatta reagire chimicamente o elettrochimicamente con mezzi esterni, provocando danni locali alla superficie, che si chiama corrosione superficiale.
La superficie del prodotto corroso perde la sua lucentezza metallica, e nei casi più gravi vengono prodotti sulla superficie prodotti di corrosione grigio-bianchi.
La causa principale della corrosione superficiale
1. Il prodotto è a contatto con mezzi corrosivi come l'acqua, acido, alcalino, sale, Forno per riscaldamento billette in alluminio con cesoia a tronchi a caldo. durante la produzione, stoccaggio e trasporto, oppure è parcheggiato a lungo in un ambiente umido;
2. A volte a causa di alcuni motivi, il rapporto di aggiunta di magnesio e silicio non è adatto durante il processo di fusione, quindi ω(Mg)/oh(E) è nell'intervallo 1.0~1.3, che è molto più piccolo del rapporto ottimale di 1.3~1.7 (generalmente controllato all'interno della gamma di 1.3~1.5).
In questo modo, sebbene il contenuto di componenti di magnesio e silicio rientri nell'intervallo prescritto (oh(Mg)=0,45% a 0.9%, oh(E)=0,2% a 0.6%).
sulla superficie dei profili in alluminio sono presenti delle piccole particelle adsorbite in gradi diversi, esiste del silicio in eccedenza. Oltre a una piccola quantità di silicio allo stato libero, questa parte del silicio in eccesso formerà anche composti ternari nella lega di alluminio;
3. Durante il processo di fusione, sebbene il rapporto di aggiunta di magnesio e silicio rientri nell'intervallo specificato nella norma, a volte a causa di una miscelazione irregolare e insufficiente, la distribuzione del silicio nel fuso non è uniforme, e ci sono arricchimento locale e aree povere;
4. Controllo di vari parametri di processo durante l'estrusione, temperatura di preriscaldo delle billette eccessivamente alta, controllo improprio della portata di estrusione del metallo, forza di raffreddamento ad aria durante l'estrusione, temperatura di invecchiamento e tempo di mantenimento, eccetera., causerà facilmente la segregazione e la liberazione del silicio, che farà sì che il magnesio e il silicio non diventino completamente la fase Mg2Si, ma esiste del silicio libero.
Misura della corrosione superficiale:
1. Mantenere pulita e asciutta la superficie del prodotto e l'ambiente di produzione e stoccaggio;
2. Controlla il contenuto di elementi nella lega;
3. Controlla efficacemente la composizione della lega per garantire che il rapporto tra magnesio e silicio rientri nell'intervallo di 1.3 a 1.7;
4. Controllare rigorosamente i parametri di ogni processo (come la fusione, mescolando, temperatura dell'acqua di raffreddamento della colata, temperatura di preriscaldo della billetta, forza di raffreddamento ad aria di tempra per estrusione, temperatura e tempo di invecchiamento, eccetera.) per evitare la segregazione e la dissociazione del silicio, e prova a fare il silicio Forma una fase di rafforzamento Mg2Si benefica con il magnesio;
5. Prestare attenzione ai cambiamenti del tempo, giorni di pioggia o alta umidità, il profilo in alluminio estruso deve essere coperto con un panno antipioggia per evitare che polvere e pioggia entrino in contatto con la superficie del profilo in alluminio;
6. Un tempestivo trattamento di invecchiamento può ridurre la comparsa di macchie e corrosione porfirica oa cavità dei profili in alluminio.
Proprietà meccanica non qualificata, analisi dei difetti di estrusione dell'alluminio e misura del controllo di qualità
Proprietà meccanica non qualificata, analisi dei difetti di estrusione dell'alluminio e misura del controllo di qualità
Proprietà meccanica non qualificata
Le proprietà meccaniche dei prodotti estrusi in alluminio come HB e HV non soddisfano i requisiti delle norme tecniche o sono molto irregolari, che si chiama proprietà meccaniche non qualificate.
Principali cause di proprietà meccaniche non qualificate
1. Gli elementi principali della composizione chimica della lega di alluminio superano lo standard o il rapporto è irragionevole;
2. Il processo di estrusione dell'alluminio o il processo di trattamento termico è irragionevole;
3. Scarsa qualità delle billette in alluminio o dei profili in alluminio con finitura fresata;
4. La tempra in linea non ha raggiunto la temperatura di tempra o la velocità di raffreddamento non è stata sufficiente;
5. Processo di invecchiamento artificiale improprio.
Misure e soluzioni per il controllo della qualità
1. Controllare rigorosamente la composizione chimica secondo lo standard o formulare uno standard interno efficace;
2. Utilizzare billette di alluminio di alta qualità o profili in alluminio con finitura fresata;
3. Ottimizza il processo di estrusione dell'alluminio;
4. Implementare rigorosamente il sistema di processo di tempra;
5. Attuare rigorosamente il sistema di invecchiamento manuale e controllare la temperatura del forno;
6. Rigorosa misurazione della temperatura e controllo della temperatura.









