

அலுமினியம் வெளியேற்ற குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
வெளியேற்றும் புனல், அலுமினியம் வெளியேற்ற குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
வெளியேற்றும் புனல், அலுமினியம் வெளியேற்ற குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
வெளியேற்ற புனல் காரணங்கள் மற்றும் அளவீடு
வெளியேற்றும் புனல்
சில வெளியேற்றப்பட்ட தயாரிப்புகளின் முடிவில், குறைந்த உருப்பெருக்கத்தில் ஆய்வுக்குப் பிறகு, பகுதியின் நடுவில் கொம்பு போன்ற ஒரு நிகழ்வு உள்ளது, இது எக்ஸ்ட்ரூஷன் ஃபனல் என்று அழைக்கப்படுகிறது.
நீங்கள் அடிக்கடி முதல் வகை எக்ஸ்ட்ரூஷன் புனலையோ அல்லது இரண்டாவது வகை எக்ஸ்ட்ரூஷன் புனலையோ பார்க்கலாம்.
முதல் வகை எக்ஸ்ட்ரூஷன் புனல், வெளியேற்றத்தின் மையத்தில் அமைந்துள்ளது மற்றும் சுருக்கம் அல்லது புனல் வடிவமானது..
இரண்டாவது வகை வெளியேற்றும் புனல் ஆரத்தில் அமைந்துள்ளது 1/2 தயாரிப்பு பகுதி மற்றும் ஒரு வளைய வடிவ அல்லது பிறை வடிவ விரிசல்.
சில நேரங்களில் அடுக்கில் தொடர்ச்சியான அல்லது இடைவிடாத விரிசல்கள் அல்லது விரிசல்கள் இருக்கும் 0.5-2 வெளியேற்றத்தின் மேற்பரப்பு அடுக்கிலிருந்து மிமீ, இது மூன்றாவது வகை வெளியேற்றும் புனல் என குறிப்பிடப்படுகிறது.
பொதுவாக, முன்னோக்கி வெளியேற்றப்பட்ட தயாரிப்பின் வெளியேற்றும் புனல் பின்தங்கிய வெளியேற்றத்தை விட நீளமானது, மற்றும் மென்மையான அலாய் கடினமான அலாய் விட நீளமானது.
முன்னோக்கி வெளியேற்றப்பட்ட தயாரிப்பின் வெளியேற்ற புனல் பெரும்பாலும் வருடாந்திர புனலால் குறிக்கப்படுகிறது., மற்றும் பின்தங்கிய வெளியேற்றப்பட்ட உற்பத்தியின் வெளியேற்ற புனல் பெரும்பாலும் மைய புனல் வடிவமாகும்.
உலோகம் பின் முனையில் வெளியேற்றப்படுகிறது, மற்றும் இறந்த மூலைகளில் உள்ள இங்காட் தோல் அல்லது வெளியேற்றும் கொள்கலனின் கேஸ்கெட் மற்றும் திரட்டப்பட்ட வெளிப்புற சேர்த்தல்கள் தயாரிப்பில் இரண்டு முறை புனலாக உருவாகின்றன.;எஞ்சிய பொருள் மிகக் குறுகியதாகவும், உற்பத்தியின் மையம் போதுமான அளவு நிரப்பப்படாமலும் இருக்கும் போது, இது முதல் வகை வெளியேற்றும் புனலுக்கு உருவாகிறது.
முனையிலிருந்து முன் வரை, வெளியேற்றும் புனல் படிப்படியாக இலகுவாகி முற்றிலும் மறைந்துவிடும்.
புனல் வெளியேற்றத்தின் முக்கிய காரணங்கள்
1. மீதமுள்ள பொருள் மிகவும் குறுகியதாக உள்ளது அல்லது தயாரிப்பு வெட்டும் இறுதி நீளம் தேவையை பூர்த்தி செய்யவில்லை;
2. டம்மி பிளாக் சுத்தமாக இல்லை, எண்ணெய் கொண்டு;
3. வெளியேற்றத்தின் பிற்பகுதியில், வெளியேற்ற வேகம் மிக வேகமாக உள்ளது அல்லது திடீரென அதிகரிக்கிறது;
4. சிதைந்த போலித் தொகுதியைப் பயன்படுத்தவும்;
5. வெளியேற்றும் கொள்கலனின் வெப்பநிலை மிக அதிகமாக உள்ளது;
6. வெளியேற்றும் கொள்கலன் மற்றும் வெளியேற்றும் கம்பி ஆகியவை தவறாக வடிவமைக்கப்பட்டுள்ளன;
7. இங்காட்டின் மேற்பரப்பு சுத்தமாக இல்லை, எண்ணெய் கொண்டு, மற்றும் பிரித்தல் மற்றும் ஒன்றுடன் ஒன்று போன்ற குறைபாடுகள் உள்ளன.
8. எக்ஸ்ட்ரூஷன் சிலிண்டரின் உள் ஸ்லீவ் மென்மையாகவோ அல்லது சிதைந்ததாகவோ இல்லை, மற்றும் லைனர் சரியான நேரத்தில் சுத்தம் செய்யப்படவில்லை.
வெளியேற்றும் புனலுக்கான தீர்வுகள்:
1. விதிமுறைகளின்படி எச்சம் மற்றும் இறுதி வெட்டு;
2, அச்சு சுத்தமாக வைத்திருங்கள்;
3. இங்காட்டின் மேற்பரப்பு தரத்தை மேம்படுத்தவும்;
4, வெளியேற்ற வெப்பநிலை மற்றும் வேகத்தின் நியாயமான கட்டுப்பாடு;
5. சிறப்பு சூழ்நிலைகள் தவிர, அச்சு மேற்பரப்பில் எண்ணெய் தடவுவது கண்டிப்பாக தடைசெய்யப்பட்டுள்ளது;
6. கேஸ்கெட் சரியாக குளிர்ச்சியடைகிறது.
பிரைட்ஸ்டார் அலுமினியம் இயந்திரம் மட்டும் வழங்குகிறது அலுமினிய சுயவிவர வடிவ திருத்தி, அலுமினிய சுயவிவர மடக்கு இயந்திரம் மற்றும் அலுமினிய சுயவிவர மெருகூட்டல் இயந்திரம், ஆனால் மேலும் மர தானிய விளைவு பதங்கமாதல் இயந்திரம், அலுமினிய சுயவிவர துலக்குதல் சுத்தம் இயந்திரம் மற்றும் அலுமினிய சுயவிவர ஷாட் வெடிக்கும் இயந்திரம், எங்கள் வாடிக்கையாளர்களுக்கு போன்றவை.
ஆயத்த தயாரிப்பு திட்டம் மற்றும் முடிக்கப்பட்ட தீர்வு, தொகுப்பு ஒப்பந்தம் மற்றும் ஒரு நிறுத்த சேவை.
கரடுமுரடான தானிய மண்டலம், அலுமினியம் வெளியேற்ற குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
கரடுமுரடான தானிய மண்டலம், அலுமினியம் வெளியேற்ற குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
கரடுமுரடான தானிய மண்டலத்தின் காரணங்கள் மற்றும் அளவிடுதல்
கரடுமுரடான தானிய மண்டலம்
கரடுமுரடான தானிய மண்டலம் வெளியேற்றப்பட்ட பொருளின் சுற்றளவில் உருவாகும் வளைய கரடுமுரடான பகுதி மற்றும் வெளியேற்றப்பட்ட உற்பத்தியின் கட்டமைப்பு குறைபாடு ஆகும்..
கரடுமுரடான தானிய மண்டலத்தில் தானிய அளவு அதிகமாக இருக்கலாம் 10 செய்ய 100 அசல் தானிய அளவு மற்றும் வரை 800 செய்ய 1500 பி.டி.எம்.
இது உற்பத்தியின் இயந்திர பண்புகளை குறைக்கிறது, மற்றும் சோர்வு எதிர்ப்பு மத்திய பகுதியில் விட குறைவாக உள்ளது, விரிசல் பெரும்பாலும் கரடுமுரடான தானிய மண்டலத்தில் உருவாகிறது.
அத்தகைய குறைபாட்டைக் கொண்ட அலுமினிய சுயவிவரம் நீட்டி-நேராக்கப்படும் போது, மேற்பரப்பு கரடுமுரடானதாக மாறும் மற்றும் அனோடைஸ் செய்த பிறகு மேற்பரப்பு அழகாக இல்லை.
சில அலுமினிய அலாய் வெளியேற்றப்பட்ட பொருட்கள் தீர்வு சிகிச்சைக்குப் பிறகு குறைந்த மடிப்பு சோதனைத் துண்டில் உற்பத்தியின் சுற்றளவில் ஒரு கரடுமுரடான மறுபடிகப்படுத்தப்பட்ட தானிய அமைப்பை உருவாக்குகின்றன., இது கரடுமுரடான தானிய மண்டலம் என்று அழைக்கப்படுகிறது.
தயாரிப்பின் வெவ்வேறு வடிவங்கள் மற்றும் செயலாக்க முறைகள் காரணமாக, மோதிரம், வில் மற்றும் கரடுமுரடான தானிய மண்டலத்தின் பிற வடிவங்கள் உருவாகலாம்.
கரடுமுரடான தானிய மண்டலத்தின் ஆழம், பின் முனையிலிருந்து முற்றிலுமாக மறைந்துவிடும் வகையில் படிப்படியாகக் குறைக்கப்படுகிறது.
உருவாக்கும் பொறிமுறையானது சூடான வெளியேற்றத்திற்குப் பிறகு உற்பத்தியின் மேற்பரப்பு அடுக்கில் உருவாகும் துணை தானியப் பகுதியாகும், மற்றும் வெப்பக் கரைசல் சிகிச்சைக்குப் பிறகு கரடுமுரடான மறுபடிகப்படுத்தப்பட்ட தானியப் பகுதியை உருவாக்குகிறது.
கரடுமுரடான தானிய மண்டலத்திற்கான காரணங்கள்:
1. வெளியேற்றம் சீரற்ற சிதைவு;
2. வெப்ப சிகிச்சை வெப்பநிலை மிக அதிகமாக உள்ளது, வைத்திருக்கும் நேரம் மிக நீண்டது;
3. இங்காட்டின் வேதியியல் கலவை நியாயமற்றது;
4. வெப்ப சிகிச்சைக்குப் பிறகு பொதுவான வெப்ப சிகிச்சை பலப்படுத்தும் அலாய் ஒரு கரடுமுரடான தானிய மண்டலத்தைக் கொண்டுள்ளது, குறிப்பாக 6A02 வகை, 2A50 அலாய் சுயவிவரம் மற்றும் பட்டை மிகவும் தீவிரமானது, ஒழிக்க முடியாது, குறிப்பிட்ட எல்லைக்குள் மட்டுமே கட்டுப்படுத்த முடியும்;
5 வெளியேற்ற சிதைவு சிறியது அல்லது போதுமான சிதைவு, அல்லது முக்கியமான சிதைவு வரம்பில், கரடுமுரடான தானிய மண்டலத்தை உற்பத்தி செய்வது எளிது.
கரடுமுரடான தானிய மண்டலத்திற்கான தீர்வுகள்
1. வெளியேற்றும் கொள்கலனின் உள் சுவர் மென்மையாகவும் சுத்தமாகவும் இருக்கும், வெளியேற்றும் போது உராய்வைக் குறைக்கிறது;
2. சிதைப்பது முடிந்தவரை முழுமையானது மற்றும் சீரானது, மற்றும் வெப்பநிலை மற்றும் வேகம் போன்ற செயல்முறை அளவுருக்கள் நியாயமான முறையில் கட்டுப்படுத்தப்படுகின்றன;
3. தீர்வு சிகிச்சை வெப்பநிலை மிக அதிகமாக உள்ளது அல்லது வைத்திருக்கும் நேரம் மிக நீண்ட தவிர்க்க;
4. பல குழி அச்சு கொண்ட வெளியேற்றம்;
5. பின்தங்கிய வெளியேற்றம் மற்றும் ஹைட்ரோஸ்டேடிக் வெளியேற்றம் மூலம் வெளியேற்றம்;
6. தீர்வு சிகிச்சை-வரைதல்-வயதான முறை மூலம் தயாரிக்கப்பட்டது;
7. மொத்த அலாய் கலவையை சரிசெய்து, மறுபடிகமாக்கல் தடுப்பு உறுப்பை அதிகரிக்கவும்;
8. அதிக வெப்பநிலையில் வெளியேற்றத்தை உருவாக்கவும்;
9. சில அலாய் இங்காட்களுக்கு ஒரே மாதிரியாக மாற்றப்பட்டது.
அடுக்குதல், அலுமினியம் வெளியேற்ற குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
அடுக்குதல், அலுமினியம் வெளியேற்ற குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
அடுக்கு காரணங்கள் மற்றும் அளவு
அடுக்குதல்
இது உலோக ஓட்டம் ஒப்பீட்டளவில் சீரானதாக இருக்கும் போது அச்சு மற்றும் முன்-இறுதி மீள் பகுதிக்கு இடையே உள்ள இடைமுகத்துடன் தயாரிப்புக்குள் பாயும் இங்காட் தோலின் ஊடுருவலால் உருவாகும் தோல் அடுக்கு குறைபாடாகும்..
பக்கவாட்டு குறைந்த சுயவிவர சோதனை துண்டு மீது, குறுக்குவெட்டின் விளிம்புப் பகுதியில் அடுக்கு இல்லாத குறைபாடு உள்ளது.
முக்கிய காரணங்கள்:
1. இங்காட் மேற்பரப்பில் தூசி அல்லது இங்காட்டின் ஒரு பெரிய பிரிப்பு மொத்தமாக உள்ளது, தோல் அகற்றப்படாமல், உலோகக் கட்டியானது அடுக்குகளை உருவாக்குவது எளிது;
2. ஆலை பூச்சு burrs அல்லது அழுக்கு உள்ளது, எண்ணெய் கறை, சில்லுகள் மற்றும் பிற அழுக்கு, வெளியேற்றத்திற்கு முன் சுத்தம் செய்யப்படவில்லை;
3. இறக்கும் துளையின் நிலை நியாயமற்றது, வெளியேற்றும் கொள்கலனின் விளிம்பிற்கு அருகில்;
4. வெளியேற்றும் கருவி தீவிரமாக அணிந்துள்ளது அல்லது கொள்கலனின் ஸ்லீவில் அழுக்கு உள்ளது, அது சுத்தமாக இல்லை மற்றும் சரியான நேரத்தில் மாற்றப்படவில்லை;
5. போலி பிளாக்கின் விட்டம் வேறுபாடு மிகப் பெரியது;
6. வெளியேற்றும் கொள்கலனின் வெப்பநிலை இங்காட்டின் வெப்பநிலையை விட அதிகமாக உள்ளது.
அடுக்குதல் தீர்வுகள்:
1. அச்சுகளை நியாயமான முறையில் வடிவமைத்து, சரியான நேரத்தில் தகுதியற்ற கருவிகளை ஆய்வு செய்து மாற்றவும்;
2. பதிவு வெப்பமூட்டும் உலைக்கு தகுதியற்ற இங்காட்கள் பயன்படுத்தப்படுவதில்லை;
3. மீதமுள்ள பொருட்களை வெட்டிய பிறகு, அது சுத்தம் செய்யப்பட வேண்டும் மற்றும் மசகு எண்ணெயுடன் இருக்க அனுமதிக்கப்படக்கூடாது;
4. வெளியேற்றும் கொள்கலனின் புறணியை நல்ல நிலையில் வைத்திருங்கள் அல்லது சரியான நேரத்தில் புறணியை சுத்தம் செய்யுங்கள்.
வெளியேற்ற விரிசல், அலுமினியம் வெளியேற்ற குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
வெளியேற்ற விரிசல், அலுமினியம் வெளியேற்ற குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
வெளியேற்ற விரிசல் காரணங்கள் மற்றும் அளவிடுதல்
வெளியேற்ற விரிசல்
இது வெளியேற்றப்பட்ட தயாரிப்பின் பக்கவாட்டு சோதனைப் பகுதியின் விளிம்பில் ஒரு சிறிய வில் வடிவ விரிசல் ஆகும், மற்றும் அதன் நீளமான திசையில் ஒரு குறிப்பிட்ட கோணத்தில் அவ்வப்போது விரிசல் ஏற்படுகிறது, மற்றும் விரிசல் லேசாக இருக்கும்போது தோலின் கீழ் மறைந்திருக்கும், மற்றும் வெளிப்புற மேற்பரப்பு அடுக்கு கடுமையான சந்தர்ப்பங்களில் ஒரு ரேட் கிராக் உருவாக்குகிறது, இது உலோகத்தின் தொடர்ச்சியை கடுமையாக சேதப்படுத்துகிறது.
அச்சு சுவரின் அதிகப்படியான இழுவிசை அழுத்தத்தால் வெளியேற்றும் செயல்பாட்டின் போது உலோக மேற்பரப்பு அடுக்கு கிழிப்பதன் மூலம் வெளியேற்ற விரிசல் உருவாகிறது..
வெளியேற்ற விரிசல்களின் முக்கிய காரணங்கள்:
1. வெளியேற்ற வேகம் மிக வேகமாக உள்ளது; சுயவிவரத்தில் விரிசல் ஏற்பட உலோக மேற்பரப்பில் கூடுதல் இழுவிசை அழுத்தம் அதிகரிக்கப்படுகிறது.
2. வெளியேற்ற வெப்பநிலை மிகவும் அதிகமாக உள்ளது, உலோக மேற்பரப்பின் இழுவிசை வலிமை குறைகிறது, மற்றும் உராய்வு செயல்பாட்டின் கீழ் விரிசல் ஏற்படுகிறது
3. வெளியேற்ற வேகம் அதிகமாக மாறுகிறது;
4. வெளியேற்றப்பட்ட கோட்டின் வெப்பநிலை மிகவும் அதிகமாக உள்ளது;
5. நுண்துளை இறக்கம் வெளியேற்றப்படும் போது, டை மையத்திற்கு மிக அருகில் அமைக்கப்பட்டுள்ளது, அதனால் சென்டர் மெட்டல் சப்ளை போதுமானதாக இல்லை, அதனால் மையத்திற்கும் விளிம்பு வேகத்திற்கும் இடையே உள்ள வேறுபாடு மிக அதிகமாக உள்ளது;
6. அலுமினியம் இங்காட் ஒருமைப்படுத்தல் நல்லதல்ல.
வெளியேற்ற விரிசல் தீர்வுகள்:
1. பல்வேறு வெப்பமூட்டும் மற்றும் வெளியேற்ற விவரக்குறிப்புகளை கண்டிப்பாக செயல்படுத்தவும்;
2. இயல்பான செயல்பாட்டை உறுதி செய்வதற்காக கருவிகள் மற்றும் உபகரணங்களை சரியான நேரத்தில் ஆய்வு செய்தல்;
3. அச்சு வடிவமைப்பை மாற்றவும், கவனமாக செயலாக்கம், குறிப்பாக அச்சு பாலத்தின் வடிவமைப்பு, வெல்டிங் அறை மற்றும் கோண ஆரம் நியாயமானதாக இருக்க வேண்டும்;
4. அதிக மெக்னீசியம் அலுமினிய கலவைகளில் சோடியம் உள்ளடக்கத்தை குறைக்கவும்;
5. பில்லெட் அதன் பிளாஸ்டிசிட்டி மற்றும் சீரான தன்மையை மேம்படுத்த ஒரே மாதிரியாக உள்ளது.
காற்று குமிழி, அலுமினியம் வெளியேற்ற குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
காற்று குமிழி, அலுமினியம் வெளியேற்ற குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
காற்று குமிழி
உள்ளூர் தோல் உலோகம் அடிப்படை உலோகத்திலிருந்து தொடர்ச்சியாக அல்லது இடைவிடாமல் பிரிக்கப்பட்டு, வட்டமான ஒற்றை அல்லது துண்டு வடிவ குழியின் குழியின் குறைபாட்டைக் காட்டுகிறது., காற்று குமிழி என்று அழைக்கப்பட்டது.
இது அலுமினியத்தை வெளியேற்றுவதில் உள்ள ஒரு வகையான குறைபாடு.
காற்று குமிழ்கள் முக்கிய காரணங்கள்:
1. இது வெளியேற்ற செயல்பாட்டில் இருக்கும்போது, வெளியேற்றும் கொள்கலன் மற்றும் ஈரப்பதத்துடன் போலி தொகுதி, எண்ணெய் மற்றும் கிராஃபைட்;
2. வெளியேற்றும் கொள்கலனின் உடைகள் காரணமாக, தேய்ந்த பாகங்கள் மற்றும் இங்காட் இடையே உள்ள காற்று வெளியேற்றத்தில் உலோக மேற்பரப்பில் செல்கிறது;
3. மசகு எண்ணெயில் ஈரப்பதம் உள்ளது;
4. பில்லெட் அமைப்பு தளர்வான மற்றும் போரோசிட்டி குறைபாடுகளைக் கொண்டுள்ளது;
5. வெப்ப சிகிச்சை வெப்பநிலை மிக அதிகமாக உள்ளது, வைத்திருக்கும் நேரம் மிக நீண்டது, உலையில் வளிமண்டல ஈரப்பதம் அதிகமாக உள்ளது;
6. தயாரிப்பில் ஹைட்ரஜன் உள்ளடக்கம் மிக அதிகமாக உள்ளது;
7. வெளியேற்றும் கொள்கலனின் வெப்பநிலை மற்றும் பில்லட்டின் வெப்பநிலை மிகவும் அதிகமாக உள்ளது;
8. பில்லெட்டுகளுக்கும் வெளியேற்றும் கொள்கலனுக்கும் இடையிலான இடைவெளி மிகப் பெரியது, மற்றும் குமிழ்கள் எளிதில் கொள்கலன் சுவர் மற்றும் வெளியேற்றும் கொள்கலன் இடையே உருவாகின்றன;
9. வெளியேற்ற வேகம் மிக வேகமாக உள்ளது, மற்றும் வெளியேற்றும் கொள்கலனில் காற்றின் அளவு அதிகரிப்பதால் ஏற்படும் காற்று குமிழ்கள்.
காற்று குமிழிக்கான தீர்வுகள்
1. கருவி மற்றும் பில்லட்டுகளின் மேற்பரப்பு சுத்தமாக உள்ளது, மென்மையான மற்றும் உலர்ந்த;
2. எக்ஸ்ட்ரூஷன் கொள்கலன் மற்றும் டம்மி பிளாக்கின் பொருந்தக்கூடிய அளவை நியாயமான முறையில் வடிவமைக்கவும், மற்றும் வெளியேற்றும் கொள்கலனை சுத்தம் செய்யவும். வெளியேற்றும் கொள்கலனில் சிக்கல் இருக்கும்போது, அதை சரியான நேரத்தில் சரிசெய்ய வேண்டும், மற்றும் போலி பிளாக் சகிப்புத்தன்மைக்கு வெளியே இருக்கக்கூடாது;
3. மசகு எண்ணெய் சுத்தமாகவும் உலர்ந்ததாகவும் இருப்பதை உறுதிப்படுத்தவும்;
4. வெளியேற்ற செயல்முறை செயல்பாட்டு செயல்முறையை கண்டிப்பாக கடைபிடிக்கவும், சரியான நேரத்தில் வெளியேற்றம், சரியான வெட்டு, எண்ணெய் இல்லை, மீதமுள்ள பொருட்களை முழுவதுமாக அகற்றவும், ஆலை பூச்சு மற்றும் கருவிகள் மற்றும் அச்சுகளை சுத்தமாக வைத்திருங்கள் மற்றும் மாசுபடாமல் இருக்கவும்;
5. அலுமினிய காஸ்டிங் பில்லெட்டுகளுக்குள் காற்றின் உள்ளடக்கம் குறைக்கப்பட வேண்டும்;
6. அலுமினியம் பில்லெட்டுகளின் வெப்பநிலை அதிகமாக இல்லாமல் கட்டுப்படுத்தவும்;
7. அதிகப்படியான லூப்ரிகேஷனைத் தவிர்க்க பயன்படுத்தப்படும் மசகு எண்ணெய் அளவைக் கட்டுப்படுத்தவும்;
8. வெளியேற்றும் வேகத்தைக் கட்டுப்படுத்தி, வெளியேற்றும் செயல்முறையின் படி அதை உருவாக்கவும்.
உரித்தல், அலுமினியம் வெளியேற்ற குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
உரித்தல், அலுமினியம் வெளியேற்ற குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
இது தோல் உலோகத்திற்கும் அலுமினிய அலாய் வெளியேற்றப்பட்ட பொருளின் அடிப்படை உலோகத்திற்கும் இடையில் ஒரு பகுதி விழும் நிகழ்வு ஆகும்..
உரித்தல் முக்கிய காரணங்கள்:
1. இது வெளியேற்ற செயல்பாட்டில் இருக்கும்போது, வெளியேற்றும் கொள்கலனின் உள் சுவர் அலுமினிய உலோகத்தால் உருவாக்கப்பட்ட புறணியுடன் ஒட்டிக்கொண்டது, மற்றும் சுத்தம் போதுமானதாக இல்லை;
2. எக்ஸ்ட்ரூஷன் கொள்கலன் மற்றும் டம்மி பிளாக் சரியாக பொருந்தவில்லை, மற்றும் வெளியேற்றும் கொள்கலனின் உள் சுவர் எஞ்சிய உலோகத்துடன் வரிசையாக உள்ளது;
3. லூப்ரிகேட்டிங் எக்ஸ்ட்ரூஷன் கொள்கலன் மூலம் வெளியேற்றம்;
4. உலோகம் அல்லது அச்சு வேலை செய்யும் நிலம் கொண்ட டை ஹோல் மிக நீளமானது.
தோலுரிப்பதற்கான தீர்வுகள்:
1. அலாய் மாற்றும் போது, வெளியேற்றும் போது வெளியேற்றும் கொள்கலனை நன்கு சுத்தம் செய்யவும்;
2. எக்ஸ்ட்ரூஷன் கொள்கலன் மற்றும் டம்மி பிளாக் ஆகியவற்றின் பொருத்த அளவை நியாயமான முறையில் வடிவமைக்கவும், மற்றும் கருவியின் அளவை அடிக்கடி சரிபார்க்கவும், மற்றும் போலி பிளாக் சகிப்புத்தன்மைக்கு வெளியே இருக்கக்கூடாது;
3. அச்சில் எஞ்சியிருக்கும் உலோகத்தை சரியான நேரத்தில் சுத்தம் செய்யவும்.
4. கருவி மற்றும் பில்லட்டுகளின் மேற்பரப்பு சுத்தமாக இருக்க வேண்டும், மென்மையான மற்றும் உலர்ந்த;
5. அதிக வெப்பநிலை மற்றும் வேகத்தைத் தடுக்க எப்போதும் உபகரணங்கள் மற்றும் கருவியைச் சரிபார்க்கவும்;
6. செயல்முறை நடைமுறைகள் மற்றும் அமைப்புகளை கண்டிப்பாக செயல்படுத்தவும்;
7. அச்சுகளை நியாயமான முறையில் வடிவமைத்து தயாரிக்கவும்;
8. கடுமையான செயல்பாடு, மீதமுள்ள பொருட்களின் சரியான வெட்டு மற்றும் முழுமையான வெளியேற்றம்.
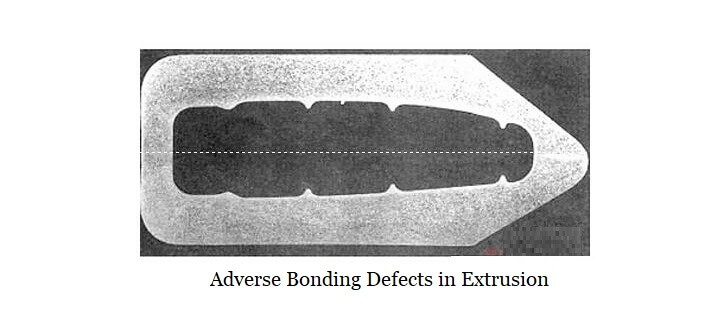
பாதகமான பிணைப்பு குறைபாடுகள், அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
பாதகமான பிணைப்பு குறைபாடுகள், அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
போர்ட்ஹோல் அச்சு மூலம் வெளியேற்றப்பட்ட வெற்றுப் பொருள் நீக்கப்பட்ட அல்லது பிணைப்பு மூட்டில் முழுமையாக பிணைக்கப்படாத நிகழ்வு பாதகமான பிணைப்பு குறைபாடுகள் என்று அழைக்கப்படுகிறது..
பாதகமான பிணைப்பு குறைபாடுகள் ஏற்படுகின்றன
1. வெளியேற்ற குணகம் சிறியது, வெளியேற்ற வெப்பநிலை குறைவாக உள்ளது மற்றும் வெளியேற்ற வேகம் வேகமாக உள்ளது;
2. எக்ஸ்ட்ரஷன் பில்லெட்டுகள் அல்லது கருவிகள் சுத்தமாக இல்லை;
3. எண்ணெயுடன் வெளியேற்றும் அச்சு;
4. அச்சு வடிவமைப்பு முறையற்றது, ஹைட்ரோஸ்டேடிக் அழுத்தம் போதுமானதாக இல்லை அல்லது சீரற்றதாக இல்லை, மற்றும் போர்ட்ஹோலின் வடிவமைப்பு நியாயமற்றது;
5. பில்லட்டின் மேற்பரப்பில் எண்ணெய் உள்ளது
அதற்கான தீர்வுகள் பாதகமான பிணைப்பு குறைபாடுகள்
1. வெளியேற்ற குணகத்தை பொருத்தமாக அதிகரிக்கவும், வெளியேற்ற வெப்பநிலை மற்றும் வெளியேற்ற வேகத்தை சரிசெய்யவும்;
2. அச்சுகளுக்கான நியாயமான வடிவமைப்பு மற்றும் உற்பத்தி;
3. எக்ஸ்ட்ரூஷன் கொள்கலன் மற்றும் டம்மி பிளாக் எண்ணெய் தடவி சுத்தமாக வைத்திருக்கக்கூடாது;
4. சுத்தமான மேற்பரப்புடன் கூடிய பில்லட்டுகள்.
கீறல், அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
கீறல், அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
அலுமினியம் வெளியேற்றத்தில் கீறல் காரணங்கள் மற்றும் தீர்வுகள்
கீறல்
கூர்மையான பொருளுக்கும் மேற்பரப்பு அலுமினிய சுயவிவரத்திற்கும் இடையிலான தொடர்பு காரணமாக, ஒப்பீட்டளவில் நகரும் ஒரு கோடு அல்லது துண்டு போன்ற இயந்திர சேதம் ஒரு கீறல் என்று அழைக்கப்படுகிறது.
அல்லது வெளியேற்றப்பட்ட பொருளின் மேற்பரப்பு மற்ற பொருட்களின் விளிம்புகள் அல்லது மேற்பரப்புகளுடன் தொடர்பு கொள்கிறது, உற்பத்தியின் மேற்பரப்பில் தொடர்புடைய நெகிழ் அல்லது இடப்பெயர்ச்சியால் ஏற்படும் கோடு அல்லது கீறலும் கீறலாகும்.
அலுமினிய சுயவிவர கீறல்களுக்கான காரணங்கள்
1. டூல் அசெம்பிளி சரியாக இல்லை, பரிமாற்றம் மற்றும் பணி அட்டவணை சீராக இல்லை, மற்றும் கூர்மையான மூலைகள் அல்லது வெளிநாட்டு பொருட்கள் உள்ளன;
2. உலோகத் துகள்கள் கொண்ட அச்சு நிலம் அல்லது அச்சு நிலம் சேதமடைந்துள்ளது;
3. மசகு எண்ணெயில் மணல் அல்லது உடைந்த உலோகக் கழிவுகள் உள்ளன;
4. கையாளுதல் செயல்பாட்டின் போது தவறான செயல்பாடு, ஏற்றம் பொருத்தமானது அல்ல;
5. எக்ஸ்ட்ரூஷன் டை தீவிரமாக அணிந்துள்ளது;
6. அலுமினிய பில்லட்டுகளின் அதிக வெப்பநிலை காரணமாக, டை ஹோல் அலுமினியத்தில் ஒட்டிக்கொண்டது அல்லது டை ஹோல் வேலை செய்யும் பெல்ட் சேதமடைந்துள்ளது;
7. கிராஃபைட், எண்ணெய் மற்றும் பிற அழுக்குகள் வெளியேற்றும் கொள்கலனில் விழுகின்றன;
8. வெளியேற்ற தயாரிப்புகள் ஒருவருக்கொருவர் நகர்கின்றன, மேற்பரப்பில் கீறல்கள் ஏற்படும்; வெளியேற்றம் சீரற்ற ஓட்டம், சுயவிவரம் ஒரு நேர் கோட்டில் பாயவில்லை, சுயவிவரங்கள் மற்றும் சுயவிவரங்களுக்கு இடையே உள்ள கீறல்கள் மற்றும் சுயவிவரம் மற்றும் வழிகாட்டிகள் மற்றும் பணிப்பெட்டிக்கு இடையில்.
அலுமினிய சுயவிவர கீறலுக்கான தீர்வுகள்
1. சாவு நிலத்தை உடனடியாக ஆய்வு செய்து மெருகூட்ட வேண்டும்;
2. தயாரிப்பு பரிமாற்றம் மற்றும் ஸ்டேக்கரை சரிபார்க்கவும்;
3. நகரும் போது இயந்திர தாக்கம் மற்றும் கீறல் தவிர்க்கவும்;
4. ஏற்றுதல் மற்றும் இறக்குதல் ஆகியவற்றில் கவனமாக செயல்படவும்;
5. தகுதியற்ற வெளியேற்றத்தை சரியான நேரத்தில் சரிபார்த்து மாற்றவும்;
6. ஆலை பூச்சு சுயவிவரத்தின் வெப்ப வெப்பநிலையை கட்டுப்படுத்தவும்;
7. வெளியேற்றும் கொள்கலன் மற்றும் மில் பூச்சு ஆகியவற்றின் மேற்பரப்பு சுத்தமாகவும் உலர்ந்ததாகவும் இருப்பதை உறுதிப்படுத்தவும்;
8. சீரான வேகத்தை உறுதிப்படுத்த, வெளியேற்ற வேகத்தைக் கட்டுப்படுத்தவும்.
டை லைன், அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
டை லைன், அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
எக்ஸ்ட்ரஷன் டை லைன் காரணங்கள் மற்றும் தீர்வுகள்
எக்ஸ்ட்ரஷன் டை லைன்
வெளியேற்றப்பட்ட சுயவிவரங்களின் மேற்பரப்பில் ஒரு நீளமான தாழ்வு அல்லது புரோட்ரூஷன் உருவாகிறது.
டை லைன்கள் அனைத்து எக்ஸ்ட்ரஷன்களிலும் ஓரளவிற்கு இருக்கும் மற்றும் இறக்கும் தாங்கி கடினமாவதால் ஏற்படுகிறது.
டை லைனின் முக்கிய காரணங்கள்:
முக்கிய காரணம்: சாவு நிலம் முழுமையான மென்மையை அடைய முடியாது.
டை லைனுக்கான தீர்வுகள்:
1. சாவு நிலத்தின் மேற்பரப்பு சுத்தமாக இருப்பதை உறுதி செய்யவும், மென்மையான மற்றும் கூர்மையான விளிம்புகள் இல்லாமல்;
2. அதிக மேற்பரப்பு கடினத்தன்மையை உறுதிப்படுத்த நியாயமான நைட்ரைடிங் சிகிச்சை;
3. டைஸை சரியாக மாற்றவும்;
4. சாவு நிலத்தை நியாயமான முறையில் வடிவமைக்கவும், மற்றும் இறக்க நிலம் மிக நீளமாக இருக்கக்கூடாது.
பிரைட்ஸ்டார் அலுமினியம் இயந்திரம் அலுமினிய சுயவிவரம் மேற்பரப்பு குறைபாடுகள் துலக்குதல் மற்றும் சுத்தம் செய்யும் இயந்திரம், அலுமினியம் சுயவிவரங்கள் மெருகூட்டல் இயந்திரம் மற்றும் அலுமினிய சுயவிவரங்கள் ஷாட் வெடிக்கும் இயந்திரம் டை லைன்களை திறம்பட நீக்க முடியும், இது உங்கள் லாபத்தை அதிகரிக்கலாம் மற்றும் NG வீதத்தைக் குறைக்கலாம்.
ஆயத்த தயாரிப்பு திட்டம் மற்றும் முடிக்கப்பட்ட தீர்வு, தொகுப்பு ஒப்பந்தம் மற்றும் ஒரு நிறுத்த சேவை.
அலுமினியம் இயந்திரங்களில் நம்பகமான நோ-கடமை மேற்கோளைப் பெற இப்போது எங்களைத் தொடர்பு கொள்ளவும்!
திருப்பம், வளைந்து அலையும், அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
திருப்பம், வளைந்து அலையும், அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
திருப்பம், வளைந்து அலையும்
வெளியேற்றப்பட்ட பொருளின் குறுக்குவெட்டு நீளமான திசையில் கோணமாக திசைதிருப்பப்படும் நிகழ்வு முறுக்கு என்று அழைக்கப்படுகிறது..
தயாரிப்பு நீளமான திசையில் வளைந்திருக்கும் அல்லது கத்தி நேராக இல்லாத நிகழ்வு வளைவு என்று அழைக்கப்படுகிறது..
கட்டுரையின் நீளமான திசையில் தொடர்ச்சியான அலைவுகளின் நிகழ்வு அலை என்று அழைக்கப்படுகிறது.
திருப்பத்தின் முக்கிய காரணங்கள், வளைவு மற்றும் அலை:
1. டை ஹோலின் வடிவமைப்பு சரியாக ஏற்பாடு செய்யப்படவில்லை, அல்லது நிலத்தின் அளவு விநியோகம் நியாயமற்றது;
2, டை ஹோல் செயலாக்க துல்லியம் மோசமாக உள்ளது;
3. பொருத்தமான வழிகாட்டி மற்றும் இழுப்பவர் இல்லை
4. முறையற்ற இறக்கம் பழுது;
5, முறையற்ற வெளியேற்ற வெப்பநிலை மற்றும் வேகம்;
6. வயதான சிகிச்சைக்கு முன் தயாரிப்பு முன் நேராக்கப்படவில்லை;
7. ஆன்லைன் வெப்ப சிகிச்சையின் போது சீரற்ற குளிர்ச்சி.
திருப்பத்திற்கான தீர்வுகள், வளைவு மற்றும் அலை:
1. அச்சு வடிவமைப்பு மற்றும் உற்பத்தி அளவை மேம்படுத்தவும்;
2. பொருத்தமான வழிகாட்டி மற்றும் இழுப்பான் நிறுவவும்;
3. உலோக ஓட்ட விகிதத்தை உள்ளூர் உயவு மூலம் சரிசெய்யவும், அச்சு மாற்றம் மற்றும் திசைதிருப்பல் அல்லது போர்ட்ஹோலின் வடிவமைப்பை மாற்றுதல்;
4. வெளியேற்ற வெப்பநிலை மற்றும் வேகத்தை நியாயமான முறையில் சரிசெய்து, வெளியேற்றத்தை மேலும் சீரானதாக மாற்றவும்;
5. வயதான சிகிச்சை வெப்பநிலையை சரியான முறையில் குறைக்கவும் அல்லது தீர்வு சிகிச்சைக்காக நீர் வெப்பநிலையை அதிகரிக்கவும்;
6. ஆன்லைனில் தணிக்கும் போது சீரான குளிர்ச்சியை உறுதி செய்யவும்.
கடினமான வளைவு, அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
கடினமான வளைவு, அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
கடினமான வளைவு காரணங்கள் மற்றும் தீர்வுகள்
கடினமான வளைவு
நீளத்தில் எங்காவது வெளியேற்றப்பட்ட உற்பத்தியின் திடீர் வளைவு கடினமான வளைவு என்று அழைக்கப்படுகிறது.
கடினமான வளைவின் முக்கிய காரணங்கள்:
1. வெளியேற்ற வேகம் சீரற்றது, திடீரென்று மெதுவான வேகத்திலிருந்து அதிக வேகத்திற்கு மாறுகிறது, அல்லது திடீரென அதிக வேகத்தில் இருந்து மெதுவான வேகத்திற்கு மாறும், மற்றும் திடீரென்று நிறுத்தப்படும்;
2. எக்ஸ்ட்ரூஷன் செயல்பாட்டின் போது எக்ஸ்ட்ரூஷன் சுயவிவரங்களை நகர்த்துவது அரிது;
3. வெளியேற்றக் கோட்டின் வேலை அட்டவணை நேராக இல்லை.
கடினமான வளைவுக்கான தீர்வுகள்:
1. வெளியேற்றும் வேகத்தை நிறுத்தவோ அல்லது திடீரென மாற்றவோ வேண்டாம்;
2. கையால் சுயவிவரத்தை திடீரென நகர்த்த வேண்டாம்;
3. ரன்அவுட் டேபிள் சுத்தமாகவும் மிருதுவாகவும் இருப்பதையும், ரோலர் மென்மையாகவும் குப்பைகள் இல்லாமல் இருப்பதையும் உறுதி செய்ய, எந்த சிரமமும் இல்லாமல் அலுமினியம் வெளியேற்றும் சுயவிவரம்.
பள்ளமான மேற்பரப்பு, அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
பள்ளமான மேற்பரப்பு, அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
குழிவான மேற்பரப்பு காரணங்கள் மற்றும் தீர்வுகள்
பள்ளமான மேற்பரப்பு
இது வெளியேற்றப்பட்ட பொருளின் மேற்பரப்பு குறைபாடு ஆகும், அதாவது உற்பத்தியின் மேற்பரப்பில் ஒரு உள்ளது சிறிய கடினமான மற்றும் சீரற்ற தொடர்ச்சியான ஒட்டு தாள் மற்றும் புள்ளி கீறல்கள், குழி மற்றும் உலோக ப்ரோட்ரஷன்.
குழிவான மேற்பரப்புக்கான முக்கிய காரணங்கள்:
1. அச்சு கடினத்தன்மை போதுமானதாக இல்லை அல்லது கடினத்தன்மை சீராக இல்லை;
2. வெளியேற்ற வெப்பநிலை மிகவும் அதிகமாக உள்ளது;
3. வெளியேற்ற வேகம் மிக வேகமாக உள்ளது;
4 அச்சு தாங்கி மிகவும் நீளமாக உள்ளது, கடினமான அல்லது ஒட்டும் உலோகம்;
5. வெளியேற்றப்பட்ட மில் பூச்சு சுயவிவரம் மிக நீளமாக உள்ளது.
துளையிடப்பட்ட மேற்பரப்புகளுக்கான தீர்வுகள்:
1. அச்சு தாங்கியின் கடினத்தன்மை மற்றும் கடினத்தன்மை சீரான தன்மையை மேம்படுத்தவும்;
2. விதிமுறைகளின்படி வெளியேற்றும் கொள்கலன் மற்றும் பில்லெட்டுகளை சூடாக்கவும், மற்றும் சரியான வெளியேற்ற வேகத்தைப் பயன்படுத்தவும்;
3. அச்சுகளை நியாயமான முறையில் வடிவமைக்கவும், அச்சு தாங்கி மேற்பரப்பு கடினத்தன்மை குறைக்க, மற்றும் மேற்பரப்பு ஆய்வு வலுப்படுத்த, அச்சு தாங்குவதற்கான பழுது மற்றும் மெருகூட்டல்;
4. நியாயமான அலுமினிய பில்லெட்டுகளின் நீளத்தைப் பயன்படுத்தவும்.
ஆரஞ்சு தோல், அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
ஆரஞ்சு தோல், அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
ஆரஞ்சு தோல் வர்ணம் பூசப்பட்ட மற்றும் வார்ப்பு மேற்பரப்பில் உருவாகக்கூடிய ஒரு குறிப்பிட்ட வகை பூச்சு ஆகும், திரை பாதுகாப்பாளர்கள் கூட.
அமைப்பு ஆரஞ்சு தோலின் மேற்பரப்பை ஒத்திருக்கிறது, எனவே பெயர் “ஆரஞ்சு தோல்” கட்டற்ற கலைக்களஞ்சியமான விக்கிபீடியாவிலிருந்து
வெளியேற்றப்பட்ட பொருளின் மேற்பரப்பில் ஆரஞ்சு தோல் போன்ற சீரற்ற சுருக்கங்கள் உள்ளன, மேற்பரப்பு சுருக்கங்கள் என்றும் அழைக்கப்படுகிறது.
இது வெளியேற்றும் செயல்பாட்டின் போது கரடுமுரடான தானியங்களால் ஏற்படுகிறது. கரடுமுரடான தானியங்கள், மிகவும் வெளிப்படையான சுருக்கங்கள்.
அலுமினிய சுயவிவரங்களின் நேராக்க செயல்பாட்டில், மேற்பரப்பு அடுக்கு ஆரஞ்சு தோல் நிகழ்வு இருந்தால், உண்மையாக, இது மேற்பரப்பில் உலோக விரிசல்களை உருவாக்குகிறது, அலுமினிய சுயவிவரங்களின் மேற்பரப்பு உலோகத்தின் அழுத்தம் அடிப்படை உலோகத்தை விட அதிகமாக உள்ளது, தீவிரம் அதிகரித்தால், அடிப்படை உடல் கூட நேரடியாக உடைந்து விடும்.
ஆரஞ்சு தோலை அலுமினியம் வெளியேற்றுவதற்கான முக்கிய காரணங்கள்
1. பில்லெட் அமைப்பு சீரற்றது மற்றும் ஒரே மாதிரியான சிகிச்சை போதுமானதாக இல்லை;
2. வெளியேற்ற நிலைமைகள் நியாயமற்றவை, மற்றும் முடிக்கப்பட்ட உற்பத்தியின் தானியங்கள் கரடுமுரடானவை;
3. நீட்சி மற்றும் நேராக்க வேலை அதிக சுமை;
4. வெளியேற்ற செயல்பாட்டில் சிதைவு.
அலுமினியத்தின் ஆரஞ்சு தோலை அகற்றுவதற்கான தீர்வுகள்
1. ஒரே மாதிரியான சிகிச்சை செயல்முறையை நியாயமான முறையில் கட்டுப்படுத்தவும்;
2. வெளியேற்ற வடிவமைத்தல் முடிந்தவரை சீரானது (வெளியேற்ற வெப்பநிலையை கட்டுப்படுத்தவும், வேகம், முதலியன)
3. ஓவர்லோட் செய்யாமல் நேராக்குவதைக் கட்டுப்படுத்தவும்;
4. நீட்டிப்பு சுயவிவரங்களின் நேரான தன்மையைக் கட்டுப்படுத்தவும், பழுதுபார்க்கும் அச்சுகளை வலுப்படுத்துங்கள்;
5. இழுப்பான் பொருத்தப்பட்டிருக்கும், வெளியேற்றும் செயல்பாட்டில் சிதைவைத் தவிர்க்கவும்;
6. அலுமினிய சுயவிவரத்தின் நீட்டிப்பு விகிதத்தைக் கட்டுப்படுத்தவும், மேற்பரப்பு தரம் மற்றும் நேரான தன்மையை உறுதி செய்வதற்காக, மற்றும் நீட்சியின் போது வளைவதை கண்டிப்பாக கட்டுப்படுத்தவும்;
7. அலுமினிய சுயவிவரத்தின் நீட்டிப்பு விகிதத்தைக் கட்டுப்படுத்தவும், நேராக இருப்பதை உறுதி செய்வதற்கும் மேற்பரப்பின் தரத்தை கணக்கில் எடுத்துக்கொள்வதற்கும், இரண்டு முனைகளையும் மற்றும் சிதைவு பகுதிகளையும் நீட்டி நீட்டவும்.
பிரைட்ஸ்டார் அலுமினியம் இயந்திரம் மட்டும் வழங்குகிறது அலுமினிய சுயவிவர வடிவ திருத்தி, அலுமினிய சுயவிவர மடக்கு இயந்திரம் மற்றும் அலுமினிய சுயவிவர மெருகூட்டல் இயந்திரம், ஆனால் மேலும் மர தானிய விளைவு பதங்கமாதல் இயந்திரம், அலுமினிய சுயவிவர துலக்குதல் சுத்தம் இயந்திரம் மற்றும் அலுமினிய சுயவிவர ஷாட் வெடிக்கும் இயந்திரம், எங்கள் வாடிக்கையாளர்களுக்கு போன்றவை.
ஆயத்த தயாரிப்பு திட்டம் மற்றும் முழுமையான தீர்வு, தொகுப்பு ஒப்பந்தம் மற்றும் ஒரு நிறுத்த சேவை.
உலோகம் மற்றும் உலோகம் அல்லாத அழுத்தம், அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
உலோகம் மற்றும் உலோகம் அல்லாத அழுத்தம், அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
வெளியேற்ற உற்பத்தி செயல்பாட்டின் போது, உலோக ஸ்கிராப்புகள் உற்பத்தியின் மேற்பரப்பில் அழுத்தப்படுகின்றன, என்று அழைக்கப்படும் உலோகத்தை அழுத்துகிறது.
உலோக அழுத்தத்தின் முக்கிய காரணங்கள்:
1. அலுமினிய சுயவிவரத்தின் முடிவில் சில சிக்கல்கள்
2. அலுமினிய சுயவிவரத்தின் உள் மேற்பரப்பில் உலோகம் அல்லது உலோகச் சேர்க்கை மற்றும் மசகு எண்ணெயில் மற்ற அழுக்கு உள்ளது;
3. எக்ஸ்ட்ரூஷன் பிரஸ் கொள்கலன் சுத்தம் செய்யப்படவில்லை, மற்றும் அதில் மற்ற உலோக சேர்க்கை உள்ளது;
4. மற்ற உலோக வெளிநாட்டு பொருட்கள் இங்காட்டில் உருகப்படுகின்றன;
5. அலுமினிய வெளியேற்றத்தில் கசடு சேர்க்கை உள்ளது.
உலோகத்தை அழுத்துவதற்கான தீர்வு
1. மில் பூச்சு அலுமினிய சுயவிவரத்தில் பர்ர்களை அகற்றவும்;
2. அலுமினிய சுயவிவரத்தின் மேற்பரப்பு மற்றும் லூப்ரிகண்டின் உட்புறம் சுத்தமாகவும் உலர்ந்ததாகவும் இருப்பதை உறுதிப்படுத்தவும்;
3. அச்சு மற்றும் வெளியேற்றும் கொள்கலனில் உலோக சேர்க்கையை சுத்தம் செய்யவும்;
4. உயர்தர மில் பூச்சு அலுமினிய வெளியேற்றத்தைப் பயன்படுத்தவும்.
கிராஃபைட் போன்ற வெளிநாட்டுப் பொருட்கள் அலுமினியம் வெளியேற்றப்பட்ட பொருளின் உள் மற்றும் வெளிப்புற மேற்பரப்பில் அழுத்தப்படுகின்றன., என்று அழைக்கப்படும் உலோகம் அல்லாத அழுத்துதல்.
வெளிநாட்டு விஷயம் துடைக்கப்பட்ட பிறகு, அலுமினிய வெளியேற்றத்தின் உள் மேற்பரப்பு வெவ்வேறு அளவுகளில் தாழ்வுகளைக் காண்பிக்கும், இது அலுமினியம் வெளியேற்றும் மேற்பரப்பின் தொடர்ச்சியை அழிக்கும்.
உலோகம் அல்லாத அழுத்தத்தின் முக்கிய காரணம்
1. கிராஃபைட் துகள் அளவு கரடுமுரடான அல்லது திரட்டப்பட்டதாக உள்ளது, ஈரப்பதம் அல்லது எண்ணெய் கொண்டிருக்கிறது, மற்றும் கிளறி சமமற்றது;
2. சிலிண்டர் எண்ணெயின் ஃபிளாஷ் பாயிண்ட் குறைவாக உள்ளது;
3. சிலிண்டர் எண்ணெய் மற்றும் கிராஃபைட்டின் தவறான விகிதம், அதிகப்படியான கிராஃபைட்.
உலோகம் அல்லாத அழுத்தத்திற்கான தீர்வு:
1. தகுதிவாய்ந்த கிராஃபைட்டைப் பயன்படுத்தி உலர வைக்கவும்;
2. தகுதிவாய்ந்த மசகு எண்ணெயை வடிகட்டி பயன்படுத்தவும்;
3. மசகு எண்ணெய் மற்றும் கிராஃபைட்டின் விகிதத்தைக் கட்டுப்படுத்தவும்.
மேற்பரப்பு அரிப்பு, அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
மேற்பரப்பு அரிப்பு, அலுமினியம் வெளியேற்றும் குறைபாடு பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
மேற்பரப்பு அரிப்பு
மேற்பரப்பு சிகிச்சைக்கு உட்படுத்தப்படாத வெளியேற்றப்பட்ட தயாரிப்புகளுக்கு ஆலை பூச்சு, மேற்பரப்பு வேதியியல் அல்லது மின் வேதியியல் ரீதியாக வெளிப்புற ஊடகத்துடன் வினைபுரிகிறது, மேற்பரப்பில் உள்ளூர் சேதத்தை ஏற்படுத்துகிறது, இது மேற்பரப்பு அரிப்பு என்று அழைக்கப்படுகிறது.
அரிக்கப்பட்ட பொருளின் மேற்பரப்பு அதன் உலோக பளபளப்பை இழக்கிறது, மற்றும் சாம்பல்-வெள்ளை அரிப்பு பொருட்கள் கடுமையான சந்தர்ப்பங்களில் மேற்பரப்பில் உற்பத்தி செய்யப்படுகின்றன.
மேற்பரப்பு அரிப்புக்கு முக்கிய காரணம்
1. தயாரிப்பு நீர் போன்ற அரிக்கும் ஊடகங்களுடன் தொடர்பு கொள்கிறது, அமிலம், காரம், உப்பு, முதலியன. உற்பத்தியின் போது, சேமிப்பு மற்றும் போக்குவரத்து, அல்லது ஈரப்பதமான வளிமண்டலத்தில் நீண்ட நேரம் நிறுத்தப்படுகிறது;
2. சில நேரங்களில் சில காரணங்களால், வார்ப்பு செயல்பாட்டின் போது மெக்னீசியம் மற்றும் சிலிக்கான் சேர்க்கும் விகிதம் பொருந்தாது, அதனால் ω(எம்.ஜி)/ஓ(மற்றும்) 1.0~1.3 வரம்பில் உள்ளது, இது 1.3~1.7 இன் உகந்த விகிதத்தை விட மிகச் சிறியது (பொதுவாக 1.3~1.5 வரம்பிற்குள் கட்டுப்படுத்தப்படுகிறது).
இந்த வழியில், மெக்னீசியம் மற்றும் சிலிக்கான் கூறுகளின் உள்ளடக்கம் பரிந்துரைக்கப்பட்ட வரம்பிற்குள் இருந்தாலும் (ஓ(எம்.ஜி)=0.45% வரை 0.9%, ஓ(மற்றும்)=0.2% வரை 0.6%).
எனினும், சில உபரி சிலிக்கான் உள்ளது. இலவச மாநிலத்தில் ஒரு சிறிய அளவு சிலிக்கான் கூடுதலாக, உபரி சிலிக்கானின் இந்த பகுதி அலுமினிய கலவையில் மும்மை சேர்மங்களையும் உருவாக்கும்;
3. உருகும் செயல்பாட்டின் போது, மெக்னீசியம் மற்றும் சிலிக்கானின் கூட்டல் விகிதம் தரநிலையில் குறிப்பிடப்பட்ட வரம்பிற்குள் இருந்தாலும், சில நேரங்களில் சீரற்ற மற்றும் போதுமான கலவையின் காரணமாக, உருகுவதில் சிலிக்கானின் விநியோகம் சீரற்றது, மற்றும் உள்ளூர் செறிவூட்டல் மற்றும் ஏழை பகுதிகள் உள்ளன;
4. வெளியேற்றத்தின் போது பல்வேறு செயல்முறை அளவுருக்களின் கட்டுப்பாடு, அதிகப்படியான அதிக பில்லெட்டுகள் வெப்பநிலையை முன்கூட்டியே சூடாக்குவது போன்றவை, உலோக வெளியேற்ற ஓட்ட விகிதத்தின் முறையற்ற கட்டுப்பாடு, வெளியேற்றும் போது காற்று குளிரூட்டும் வலிமை, வயதான வெப்பநிலை மற்றும் வைத்திருக்கும் நேரம், முதலியன, எளிதில் சிலிக்கான் பிரிவினை மற்றும் விடுதலையை ஏற்படுத்தும், மெக்னீசியம் மற்றும் சிலிக்கான் முழுமையாக Mg2Si கட்டமாக மாறாது, ஆனால் சில இலவச சிலிக்கான் உள்ளது.
மேற்பரப்பு அரிப்புக்கான அளவீடு:
1. உற்பத்தியின் மேற்பரப்பு மற்றும் உற்பத்தி மற்றும் சேமிப்பு சூழலை சுத்தமாகவும் உலர்வாகவும் வைத்திருங்கள்;
2. அலாய் உள்ள உறுப்புகளின் உள்ளடக்கத்தை கட்டுப்படுத்தவும்;
3. மெக்னீசியம் மற்றும் சிலிக்கானின் விகிதம் வரம்பிற்குள் இருப்பதை உறுதிசெய்ய அலாய் கலவையை திறம்பட கட்டுப்படுத்தவும் 1.3 செய்ய 1.7;
4. ஒவ்வொரு செயல்முறையின் அளவுருக்களையும் கண்டிப்பாக கட்டுப்படுத்தவும் (உருகுதல் போன்றவை, கிளறி, குளிரூட்டும் நீர் வெப்பநிலை வார்ப்பு, பில்லெட் முன் சூடாக்கும் வெப்பநிலை, வெளியேற்றம் தணிக்கும் காற்று குளிரூட்டும் வலிமை, வயதான வெப்பநிலை மற்றும் நேரம், முதலியன) சிலிக்கானின் பிரித்தல் மற்றும் விலகலைத் தவிர்க்க, மற்றும் சிலிக்கானை உருவாக்க முயற்சிக்கவும் இது மெக்னீசியத்துடன் ஒரு நன்மை பயக்கும் Mg2Si வலுப்படுத்தும் கட்டத்தை உருவாக்குகிறது;
5. வானிலை மாற்றங்களுக்கு கவனம் செலுத்துங்கள், மழை நாட்கள் அல்லது அதிக ஈரப்பதம், தூசி மற்றும் மழை அலுமினிய சுயவிவரத்தின் மேற்பரப்பைத் தொடர்புகொள்வதைத் தடுக்க வெளியேற்றப்பட்ட அலுமினிய சுயவிவரம் மழை துணியால் மூடப்பட்டிருக்க வேண்டும்.;
6. சரியான நேரத்தில் வயதான சிகிச்சையானது அலுமினிய சுயவிவரங்களின் புள்ளிகள் மற்றும் போர்பிரிடிக் அல்லது குழி வடிவ அரிப்பைக் குறைக்கும்.
தகுதியற்ற இயந்திர சொத்து, அலுமினியம் வெளியேற்றும் குறைபாடுகள் பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
தகுதியற்ற இயந்திர சொத்து, அலுமினியம் வெளியேற்றும் குறைபாடுகள் பகுப்பாய்வு மற்றும் தரக் கட்டுப்பாட்டு நடவடிக்கை
தகுதியற்ற இயந்திர சொத்து
HB மற்றும் HV போன்ற அலுமினியம் வெளியேற்றப்பட்ட பொருட்களின் இயந்திர பண்புகள் தொழில்நுட்ப தரங்களின் தேவைகளை பூர்த்தி செய்யவில்லை அல்லது மிகவும் சீரற்றவை, இது தகுதியற்ற இயந்திர பண்புகள் என்று அழைக்கப்படுகிறது.
தகுதியற்ற இயந்திர பண்புகளின் முக்கிய காரணங்கள்
1. அலுமினிய கலவையின் வேதியியல் கலவையின் முக்கிய கூறுகள் தரத்தை மீறுகின்றன அல்லது விகிதம் நியாயமற்றது;
2. அலுமினிய வெளியேற்ற செயல்முறை அல்லது வெப்ப சிகிச்சை செயல்முறை நியாயமற்றது;
3. அலுமினிய பில்லெட்டுகள் அல்லது மில் ஃபினிஷ் அலுமினிய சுயவிவரங்களின் மோசமான தரம்;
4. ஆன்லைன் தணிப்பு தணிக்கும் வெப்பநிலையை அடையவில்லை அல்லது குளிரூட்டும் விகிதம் போதுமானதாக இல்லை;
5. தவறான செயற்கை வயதான செயல்முறை.
தரக் கட்டுப்பாட்டு நடவடிக்கைகள் மற்றும் தீர்வு
1. தரநிலையின்படி வேதியியல் கலவையை கண்டிப்பாக கட்டுப்படுத்தவும் அல்லது பயனுள்ள உள் தரத்தை உருவாக்கவும்;
2. உயர்தர அலுமினிய பில்லெட்டுகள் அல்லது மில் ஃபினிஷ் அலுமினிய சுயவிவரங்களைப் பயன்படுத்தவும்;
3. அலுமினிய வெளியேற்ற செயல்முறையை மேம்படுத்தவும்;
4. தணிக்கும் செயல்முறை முறையை கண்டிப்பாக செயல்படுத்தவும்;
5. கையேடு வயதான முறையை கண்டிப்பாக செயல்படுத்தவும் மற்றும் உலை வெப்பநிலையை கட்டுப்படுத்தவும்;
6. கடுமையான வெப்பநிலை அளவீடு மற்றும் வெப்பநிலை கட்டுப்பாடு.









