

تحليل عيوب بثق الألومنيوم وقياس مراقبة الجودة
قمع البثق, تحليل عيوب بثق الألومنيوم وقياس مراقبة الجودة
قمع البثق, تحليل عيوب بثق الألومنيوم وقياس مراقبة الجودة
قمع البثق الأسباب والقياس
قمع البثق
في نهاية بعض المنتجات المبثوقة, بعد الفحص بتكبير منخفض, هناك ظاهرة تشبه القرن في منتصف المقطع, وهو ما يسمى قمع البثق.
يمكنك غالبًا رؤية النوع الأول من قمع البثق أو النوع الثاني من قمع البثق.
يقع النوع الأول من قمع البثق في مركز البثق ويكون مجعدًا أو على شكل قمع.
النوع الثاني من قمع البثق يقع في نصف القطر 1/2 مساحة المنتج وتكون على شكل حلقة أو على شكل هلال.
في بعض الأحيان توجد تشققات أو تشققات مستمرة أو متقطعة في الطبقة 0.5-2 مم من الطبقة السطحية للقذف, والذي يشار إليه على أنه النوع الثالث من قمع البثق.
عمومًا, يكون قمع البثق للمنتج المبثوق إلى الأمام أطول من القمع الخلفي, والسبائك اللينة أطول من السبائك الصلبة.
يتم تمثيل قمع البثق للمنتج المبثوق إلى الأمام في الغالب بواسطة قمع حلقي, ويكون قمع البثق للمنتج المبثوق للخلف في الغالب شكل قمع مركزي.
يتم بثق المعدن إلى النهاية الخلفية, وجلد السبيكة على الزوايا الميتة أو حشية حاوية البثق والشوائب الخارجية المتراكمة تتشكل في قمع مزدوج في المنتج;عندما تكون المادة المتبقية قصيرة جدًا ويكون وسط المنتج ممتلئًا بشكل غير كافٍ, والتي تم تشكيلها على قمع البثق من النوع الأول.
من النهاية إلى الأمام, يصبح قمع البثق أخف وزناً تدريجياً ويختفي تماماً.
الأسباب الرئيسية لقمع البثق
1. المواد المتبقية قصيرة جدًا أو أن طول نهاية قطع المنتج لا يفي بالمتطلبات;
2. الكتلة الوهمية ليست نظيفة, بالزيت;
3. في المرحلة المتأخرة من البثق, سرعة البثق سريعة جدًا أو تزداد فجأة;
4. استخدم كتلة وهمية مشوهة;
5. درجة حرارة حاوية البثق عالية جدًا;
6. حاوية البثق وقضيب البثق غير محاذاة;
7. سطح السبائك غير نظيف, مع النفط, وهناك عيوب مثل الفصل والتداخل.
8. الغلاف الداخلي لأسطوانة البثق ليس أملسًا أو مشوهًا, ولا يتم تنظيف البطانة في الوقت المناسب.
حلول لقمع البثق:
1. بقايا وقطع نهاية وفقا للأنظمة;
2, حافظ على نظافة القالب;
3. تحسين جودة سطح السبائك;
4, تحكم معقول في درجة حرارة البثق وسرعته;
5. باستثناء الظروف الخاصة, يمنع منعا باتا تطبيق الزيت على سطح القالب;
6. تم تبريد الحشية بشكل صحيح.
لا تقدم شركة Brightstar Aluminium Machinery فقط مصحح شكل الألومنيوم, آلة تغليف الألومنيوم الشخصي و آلة تلميع الألومنيوم, ولكن أيضًا آلة التسامي تأثير الحبوب الخشبية, آلة تنظيف بالفرشاة الألومنيوم وآلة السفع بالرصاص الألومنيوم, إلخ لعملائنا.
مشروع تسليم المفتاح والحل المكتمل, صفقة شاملة وخدمة الشباك الواحد.
منطقة الحبوب الخشنة, تحليل عيوب بثق الألومنيوم وقياس مراقبة الجودة
منطقة الحبوب الخشنة, تحليل عيوب بثق الألومنيوم وقياس مراقبة الجودة
أسباب منطقة الحبوب الخشنة والقياس
منطقة الحبوب الخشنة
منطقة الحبوب الخشنة هي منطقة حبيبات خشنة حلقية تتشكل على محيط المنتج المبثوق وهي عيب هيكلي في المنتج المبثوق.
قد يتجاوز حجم الحبوب في منطقة الحبوب الخشنة 10 خبث أبيض وخبث أسود 100 أضعاف حجم الحبوب الأصلي وما يصل إلى 800 خبث أبيض وخبث أسود 1500 btm.
يتسبب في خفض الخواص الميكانيكية للمنتج, ومقاومة التعب أقل من تلك الموجودة في المنطقة الوسطى, غالبًا ما يتم إنشاء الكراك في منطقة الحبوب الخشنة.
عندما يتم تقويم ملف الألمنيوم الذي يحتوي على مثل هذا العيب, يصبح السطح خشنًا ولا يصبح السطح جميلًا بعد المعالجة بأكسيد الألومنيوم.
تشكل بعض منتجات سبائك الألومنيوم المبثوقة بنية حبيبية خشنة مُعاد بلورتها على طول محيط المنتج على قطعة اختبار ذات طيات منخفضة بعد معالجة المحلول, والتي تسمى منطقة الحبوب الخشنة.
نظرًا لاختلاف أشكال وطرق معالجة المنتج, جرس, يمكن تشكيل القوس والأشكال الأخرى لمنطقة الحبوب الخشنة.
يتم تقليل عمق منطقة الحبوب الخشنة تدريجياً من النهاية الخلفية باتجاه النهاية الأمامية لتختفي تمامًا.
آلية التشكيل عبارة عن منطقة حبيبات فرعية تتشكل على الطبقة السطحية للمنتج بعد البثق الساخن, وتشكل منطقة حبوب معاد بلورتها خشنة بعد المعالجة بالمحلول الحراري.
أسباب منطقة الحبوب الخشنة:
1. النتوء تشوه متفاوت;
2. درجة حرارة المعالجة الحرارية مرتفعة للغاية, وقت الانتظار طويل جدًا;
3. التركيب الكيميائي للسبيكة غير معقول;
4. سبيكة التقوية العامة القابلة للمعالجة بالحرارة لها منطقة حبيبات خشنة بعد المعالجة الحرارية, خاصة نوع 6A02, 2الملف الشخصي من سبيكة A50 والشريط هو الأكثر خطورة, لا يمكن القضاء عليها, يمكن التحكم فقط في نطاق معين;
5 تشوه البثق هو تشوه صغير أو غير كاف, أو في نطاق التشوه الحرج, من السهل إنتاج منطقة الحبوب الخشنة.
حلول منطقة الحبوب الخشنة
1. الجدار الداخلي لحاوية البثق أملس ونظيف, تقليل الاحتكاك أثناء البثق;
2. يكون التشوه كاملاً وموحدًا قدر الإمكان, ويتم التحكم بشكل معقول في معلمات العملية مثل درجة الحرارة والسرعة;
3. لتجنب درجة حرارة المعالجة بالمحلول مرتفعة جدًا أو أن وقت الانتظار طويل جدًا;
4. قذف مع قالب متعدد التجاويف;
5. البثق عن طريق البثق الخلفي والبثق الهيدروستاتيكي;
6. يتم إنتاجه عن طريق طريقة معالجة المحلول والشيخوخة;
7. اضبط التركيب الكلي للسبيكة وقم بزيادة عنصر تثبيط إعادة التبلور;
8. جعل البثق على درجة حرارة أعلى;
9. متجانسة لبعض سبائك السبائك.
التصفيف, تحليل عيوب بثق الألومنيوم وقياس مراقبة الجودة
التصفيف, تحليل عيوب بثق الألومنيوم وقياس مراقبة الجودة
طبقات الأسباب والقياس
التصفيف
هذا عيب في طبقات الجلد يتكون من تدفق جلد السبيكة الداخلي المتدفق إلى المنتج جنبًا إلى جنب مع الواجهة بين القالب والمنطقة المرنة الأمامية عندما يكون تدفق المعدن منتظمًا نسبيًا.
على قطعة الاختبار الجانبية منخفضة المستوى, وجود عيب في عدم وجود طبقة عند حافة المقطع العرضي.
أسباب رئيسية:
1. يوجد غبار على سطح السبيكة أو تكتل كبير لفصل السبيكة, بدون إزالة الجلد والورم المعدني سهل لتشكيل طبقة;
2. تشطيب الطاحونة به نتوءات أو أوساخ, بقع الزيت, رقائق والأوساخ الأخرى, لا يتم تنظيفها قبل البثق;
3. موضع ثقب القالب غير معقول, بالقرب من حافة حاوية البثق;
4. أداة البثق تالفة بشكل خطير أو توجد أوساخ في غلاف الحاوية, إنه ليس نظيفًا ولم يتم استبداله في الوقت المناسب;
5. فرق قطر الكتلة الوهمية كبير جدًا;
6. درجة حرارة وعاء البثق أعلى بكثير من درجة حرارة السبيكة.
حلول طبقات:
1. تصميم القالب بشكل معقول وفحص واستبدال الأدوات غير المؤهلة في الوقت المناسب;
2. لا يتم استخدام السبائك غير المؤهلة لفرن تسخين الحطب;
3. بعد قطع المواد المتبقية, يجب تنظيفه وعدم تركه بزيت التشحيم;
4. حافظ على بطانة حاوية البثق في حالة جيدة أو قم بتنظيف البطانة في الوقت المحدد.
صدع البثق, تحليل عيوب بثق الألومنيوم وقياس مراقبة الجودة
صدع البثق, تحليل عيوب بثق الألومنيوم وقياس مراقبة الجودة
أسباب صدع البثق والقياس
صدع البثق
هذا شق صغير على شكل قوس عند حافة قطعة الاختبار الجانبية للمنتج المبثوق, ويتشقق بشكل دوري بزاوية معينة على طول الاتجاه الطولي لها, ويتم إخفاؤه تحت الجلد عندما يكون الكراك طفيفًا, وتشكل الطبقة السطحية الخارجية صدعًا مسننًا في الحالات الشديدة, مما يضر بشدة باستمرارية المعدن.
يتكون صدع البثق من تمزق الطبقة السطحية المعدنية أثناء عملية البثق من خلال إجهاد الشد المفرط لجدار القالب.
الأسباب الرئيسية لشقوق البثق:
1. سرعة البثق سريعة جدًا; يزداد ضغط الشد الإضافي على السطح المعدني لإحداث تشققات في المظهر الجانبي.
2. درجة حرارة البثق عالية جدًا, تقل قوة الشد لسطح المعدن, والشقوق تحدث تحت تأثير الاحتكاك
3. تتقلب سرعة البثق كثيرًا;
4. درجة حرارة شعر الخط المبثوق مرتفعة للغاية;
5. عندما يتم بثق القالب المسامي, تم ترتيب النرد بالقرب من المركز, بحيث يكون إمداد المعدن المركزي غير كافٍ, بحيث يكون الفرق بين سرعة المركز وسرعة الحافة كبيرًا جدًا;
6. تجانس سبيكة الألومنيوم ليس جيدًا.
حلول لكسر البثق:
1. تنفيذ صارم لمواصفات التسخين والبثق المختلفة;
2. فحص الأدوات والمعدات في الوقت المناسب لضمان التشغيل العادي;
3. تعديل تصميم القالب, معالجة دقيقة, خاصة تصميم جسر القالب, يجب أن تكون غرفة اللحام ونصف القطر الزاوي معقولًا;
4. قلل محتوى الصوديوم في سبائك الألومنيوم عالية المغنيسيوم;
5. يتم تجانس البليت لتحسين اللدونة والتوحيد.
فقاعة هواء, تحليل عيوب بثق الألومنيوم وقياس مراقبة الجودة
فقاعة هواء, تحليل عيوب بثق الألومنيوم وقياس مراقبة الجودة
فقاعة هواء
يتم فصل المعدن الجلدي المحلي باستمرار أو بشكل متقطع عن المعدن الأساسي ويظهر عيبًا في انتفاخ تجويف دائري أو تجويف على شكل شريط, والتي كانت تسمى فقاعة الهواء.
إنه نوع واحد من العيوب في بثق الألومنيوم.
الأسباب الرئيسية لفقاعات الهواء:
1. عندما يكون في عملية البثق, حاوية البثق والكتلة الوهمية مع الرطوبة, الزيت والجرافيت;
2. بسبب تآكل حاوية البثق, يدخل الهواء بين الأجزاء البالية والسبيكة إلى السطح المعدني في البثق;
3. توجد رطوبة في مادة التشحيم;
4. بنية القضبان نفسها بها عيوب فضفاضة ومسامية;
5. درجة حرارة المعالجة الحرارية مرتفعة للغاية, وقت الانتظار طويل جدًا, الرطوبة الجوية في الفرن مرتفعة;
6. محتوى الهيدروجين في المنتج مرتفع للغاية;
7. درجة حرارة وعاء البثق ودرجة حرارة القضيب مرتفعان للغاية;
8. الفجوة بين القضبان وحاوية البثق كبيرة جدًا, وتتشكل الفقاعات بسهولة بين جدار الحاوية وحاوية البثق;
9. سرعة البثق سريعة جدًا, وفقاعات الهواء الناتجة عن زيادة حجم الهواء في حاوية البثق.
حلول لفقاعة الهواء
1. يظل سطح الأداة والقضبان نظيفين, ناعم وجاف;
2. تصميم الحجم المطابق لحاوية البثق والكتلة الوهمية بشكل معقول, وتنظيف حاوية البثق. عندما يكون حاوية البثق مشكلة, يجب إصلاحه في الوقت المناسب, ويجب ألا تكون الكتلة الوهمية خارج نطاق التسامح;
3. تأكد من أن مادة التشحيم نظيفة وجافة;
4. التقيد الصارم بعملية عملية البثق, العادم في الوقت المناسب, القطع الصحيح, لا زيت, قم بإزالة المواد المتبقية تمامًا, الحفاظ على تشطيب المطحنة والأدوات والقوالب نظيفة وغير ملوثة;
5. يجب تقليل محتوى الهواء داخل قضبان الألمنيوم المصبوبة;
6. التحكم في درجة حرارة قضبان الألومنيوم ليست عالية جدًا;
7. تحكم في كمية مادة التشحيم المطبقة لتجنب التزييت المفرط;
8. التحكم في سرعة البثق وجعلها تتناسب مع عملية البثق.
تقشير, تحليل عيوب بثق الألومنيوم وقياس مراقبة الجودة
تقشير, تحليل عيوب بثق الألومنيوم وقياس مراقبة الجودة
هذه ظاهرة سقوط جزء بين المعدن الجلدي والمعدن الأساسي لمنتج مقذوف من سبائك الألومنيوم.
الأسباب الرئيسية للتقشير:
1. عندما يكون في عملية البثق, الجدار الداخلي لحاوية البثق عالق مع البطانة المكونة من معدن الألمنيوم, ولا يكفي التنظيف;
2. حاوية البثق والكتلة الوهمية غير متطابقتين بشكل صحيح, والجدار الداخلي لحاوية البثق مبطن بالمعدن المتبقي;
3. البثق عن طريق تشحيم حاوية البثق;
4. ثقب القالب مع أرض عمل المعدن أو القالب طويل جدًا.
حلول للتقشير:
1. عند تغيير السبيكة, قم بتنظيف حاوية البثق جيدًا عند البثق;
2. تصميم الحجم المناسب لحاوية البثق والكتلة الوهمية بشكل معقول, وكثيرًا ما تتحقق من حجم الأداة, ويجب ألا تكون الكتلة الوهمية خارج نطاق التسامح;
3. نظف المعدن المتبقي على القالب في الوقت المناسب.
4. يجب أن يظل سطح الأداة والقضبان نظيفين, ناعم وجاف;
5. تحقق دائمًا من المعدات والأدوات لمنع ارتفاع درجة الحرارة والسرعة;
6. تنفيذ صارم لإجراءات وأنظمة العملية;
7. تصميم وتصنيع القالب بشكل معقول;
8. عملية صارمة, القطع الصحيح للمواد المتبقية والعادم الكامل.
عيوب الترابط السلبية, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
عيوب الترابط السلبية, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
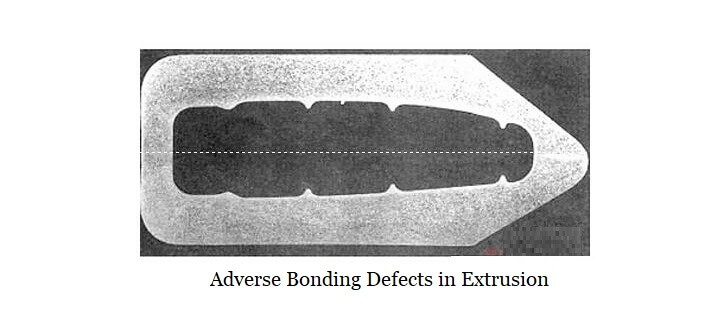
تسمى الظاهرة المتمثلة في أن المنتج المجوف الذي تم بثقه بواسطة قالب الفتحة مفصول أو غير مرتبط بالكامل عند مفصل الترابط ، عيوب الترابط المعاكسة.
أسباب عيوب الترابط السلبية
1. معامل البثق صغير, درجة حرارة البثق منخفضة وسرعة البثق سريعة;
2. قضبان أو أدوات البثق ليست نظيفة;
3. قالب البثق بالزيت;
4. تصميم القالب غير لائق, الضغط الهيدروستاتيكي غير كافٍ أو غير متساوٍ, وتصميم الكوة غير معقول;
5. يوجد زيت على سطح القضبان
حلول لـ عيوب الترابط المعاكسة
1. زيادة معامل البثق بشكل مناسب, ضبط درجة حرارة البثق وسرعة البثق;
2. تصميم وتصنيع معقول للقوالب;
3. يجب عدم تزييت حاوية البثق والكتلة الوهمية والحفاظ عليها نظيفة;
4. الكتل ذات السطح النظيف.
يخدش, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
يخدش, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
أسباب الخدش والحلول في بثق الألمنيوم
يخدش
بسبب التلامس بين الجسم الحاد وملف الألومنيوم السطحي, يسمى الضرر الميكانيكي كخط أو شريط ناتج عن الحركة نسبيًا بالخدش.
أو يتلامس سطح المنتج المبثوق مع حواف أو أسطح أجسام أخرى, خدش الخط أو الشريط الناجم عن الانزلاق النسبي أو الإزاحة على سطح المنتج هو أيضًا الخدش.
أسباب خدوش الألومنيوم
1. تجميع الأداة غير صحيح, طاولة النقل والعمل ليست سلسة, وهناك زوايا حادة أو أجسام غريبة;
2. أرض العفن مع جزيئات معدنية أو تلف أرض العفن;
3. توجد رمل أو قصاصات معدنية مكسورة في زيت التشحيم;
4. التشغيل غير السليم أثناء عملية المناولة, الرافعة غير مناسبة;
5. يموت البثق بشكل خطير;
6. بسبب درجة الحرارة الزائدة لقضبان الألومنيوم, ثقب القالب عالق في الألومنيوم أو تلف حزام عمل ثقب القالب;
7. الجرافيت, يقع الزيت والأوساخ الأخرى في حاوية البثق;
8. تنتقل منتجات البثق إلى بعضها البعض, تسبب خدوش السطح; تدفق البثق بشكل غير متساو, مما يتسبب في عدم تدفق الملف الشخصي في خط مستقيم, الخدوش بين ملفات التعريف وملفات التعريف وبين ملف التعريف والأدلة ومنضدة العمل.
حلول لخدش الألومنيوم
1. قم بفحص وتلميع أرض القالب على الفور;
2. تحقق من نقل المنتج والمكدس;
3. تجنب الصدمات الميكانيكية والخدش أثناء الحركة;
4. تعمل بعناية في التحميل والتفريغ;
5. فحص واستبدال قوالب البثق غير المؤهلة في الوقت المناسب;
6. التحكم في درجة حرارة التسخين لملف إنهاء المطحنة;
7. تأكد من أن سطح حاوية البثق وإنهاء المطحنة نظيفان وجافان;
8. التحكم في سرعة البثق لضمان سرعة موحدة.
خط الموت, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
خط الموت, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
خط البثق
يتشكل انخفاض طولي أو نتوء على سطح التشكيلات المبثوقة.
توجد خطوط القوالب إلى حد ما في جميع عمليات السحب وتنتج عن تخشين محمل القالب.
الأسباب الرئيسية لخط القالب:
السبب الرئيسي: لا تستطيع أرض الموت تحقيق النعومة المطلقة.
حلول لخط القوالب:
1. تأكد من أن سطح أرض القالب نظيف, ناعم وبدون حواف حادة;
2. معالجة النيترة المعقولة لضمان صلابة السطح العالية;
3. تعديل القوالب بشكل صحيح;
4. تصميم أرض يموت بشكل معقول, ويجب ألا تكون أرض الموت طويلة جدًا.
برايت ستار ماكينات الألمنيوم خارجيا من الالومنيوم سطح - المظهر الخارجي عيوب آلة التنظيف بالفرشاة, الألومنيوم آلة تلميع الملامح و آلة التفجير بالرصاص الألومنيوم يمكن إزالة خطوط القالب بشكل فعال, مما يزيد من أرباحك ويقلل من معدل الغاز الطبيعي.
مشروع تسليم المفتاح والحل المكتمل, صفقة شاملة وخدمة الشباك الواحد.
اتصل بنا الآن للحصول على عرض أسعار موثوق به بدون التزام على ماكينات الألمنيوم!
تحريف, الانحناء والموجة, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
تحريف, الانحناء والموجة, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
تحريف, الانحناء والموجة
تسمى الظاهرة التي ينحرف فيها المقطع العرضي للمنتج المبثوق زاويًا في الاتجاه الطولي الالتواء.
تسمى ظاهرة انحناء المنتج في الاتجاه الطولي أو عدم استقامة الشفرة بالانحناء.
ظاهرة التموجات المستمرة في الاتجاه الطولي للمادة تسمى موجة.
الأسباب الرئيسية للالتواء, الانحناء والموجة:
1. لم يتم ترتيب تصميم ثقب القالب بشكل جيد, أو توزيع حجم الأرض غير معقول;
2, دقة معالجة ثقب القالب رديئة;
3. لا يوجد دليل وسحب مناسب
4. إصلاح القوالب بشكل غير صحيح;
5, درجة حرارة وسرعة البثق غير المناسبة;
6. لا يتم تقويم المنتج مسبقًا قبل معالجة الشيخوخة;
7. التبريد غير المتكافئ أثناء المعالجة الحرارية عبر الإنترنت.
حلول للالتواء, الانحناء والموجة:
1. تحسين تصميم القالب ومستوى التصنيع;
2. قم بتركيب دليل وجذب مناسبين;
3. اضبط معدل تدفق المعدن بالتزييت المحلي, تعديل القالب وتحويل أو تغيير تصميم الكوة;
4. اضبط درجة حرارة وسرعة البثق بشكل معقول لجعل البثق أكثر اتساقًا;
5. تقليل درجة حرارة معالجة الشيخوخة بشكل مناسب أو زيادة درجة حرارة الماء لمعالجة المحلول;
6. تأكد من التبريد المنتظم أثناء التبريد عبر الإنترنت.
الانحناء الصعب, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
الانحناء الصعب, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
أسباب الانحناء الصعب والحلول
الانحناء الصعب
يسمى الانحناء المفاجئ للمنتج المبثوق في مكان ما من الطول بالانحناء الصلب.
الأسباب الرئيسية للانحناء الشديد:
1. سرعة البثق غير متساوية, تغير فجأة من سرعة بطيئة إلى سرعة عالية, أو التغيير المفاجئ من السرعة العالية إلى السرعة البطيئة, وتوقف فجأة;
2. بالكاد تتحرك ملامح البثق أثناء عملية البثق;
3. طاولة العمل لخط البثق ليست مستقيمة.
حلول للثني الصعب:
1. لا تتوقف أو تغير سرعة البثق فجأة;
2. لا تحرك الملف الشخصي فجأة باليد;
3. للتأكد من أن طاولة التدفق نظيفة وسلسة وأن الأسطوانة ناعمة وخالية من الحطام, نقل الألمنيوم المبثوق دون أي صعوبة.
سطح محفور, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
سطح محفور, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
أسباب وحلول الأسطح المحفورة
سطح محفور
هذا عيب في سطح المنتج المبثوق, مما يعني أن سطح المنتج يحتوي على ملف خدوش ورقة وخدوش نقطية متواصلة خشنة ومتفاوتة صغيرة, تأليب وبروز المعدن.
الأسباب الرئيسية للسطح المحفور:
1. صلابة القالب ليست كافية أو الصلابة ليست موحدة;
2. درجة حرارة البثق مرتفعة للغاية;
3. سرعة البثق سريعة جدًا;
4 محمل القالب طويل جدًا, معدن خشن أو لزج;
5. ملف تعريف إنهاء مطحنة مقذوف طويل جدًا.
حلول للأسطح المحفورة:
1. تحسين صلابة وتوحيد صلابة تحمل القالب;
2. تسخين حاوية البثق والقضبان حسب اللوائح, واستخدام سرعة البثق المناسبة;
3. تصميم القالب بشكل معقول, تقليل خشونة سطح تحمل القالب, وتقوية فحص السطح, إصلاح وتلميع لتحمل العفن;
4. استخدم طولًا معقولًا لقضبان الألومنيوم.
قشر البرتقال, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
قشر البرتقال, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
قشر البرتقال هو نوع معين من التشطيبات التي قد تتطور على الأسطح المطلية والمصبوبة, حتى واقيات الشاشة.
يشبه الملمس سطح جلد برتقالة, ومن هنا الاسم “قشر البرتقال” من ويكيبيديا، الموسوعة الحرة
سطح المنتج المبثوق به تجاعيد غير متساوية مثل قشر البرتقال, المعروف أيضا باسم التجاعيد السطحية.
يحدث بسبب الحبوب الخشنة أثناء عملية البثق. خشن الحبوب, كلما كانت التجاعيد أكثر وضوحا.
في عملية استقامة مقاطع الألمنيوم, إذا كانت الطبقة السطحية بها ظاهرة قشر البرتقال, في الواقع, هذه هي الشقوق المعدنية السطحية الناتجة, حيث أن الضغط على السطح المعدني لمحات الألومنيوم أكبر من المعدن الأساسي, إذا زادت الشدة, حتى الجسم الأساسي سوف ينكسر مباشرة.
الأسباب الرئيسية لقشر البرتقال من الألمنيوم البثق
1. هيكل القضبان غير متساوٍ وعلاج التجانس غير كافٍ;
2. شروط البثق غير معقولة, وحبوب المنتج النهائي خشنة;
3. عمل الشد والاستقامة مثقل بالأعباء;
4. تشوه في عملية البثق.
حلول لقشر البرتقال من بثق الألمنيوم
1. التحكم بشكل معقول في عملية المعالجة بالتجانس;
2. تشكيل البثق موحد بقدر الإمكان (التحكم في درجة حرارة البثق, سرعة, إلخ.)
3. التحكم في الاستقامة وليس التحميل الزائد;
4. التحكم في استقامة ملامح البثق, تقوية إصلاح القوالب;
5. مجهزة مع مجتذب, تجنب التشوه في عملية البثق;
6. التحكم في معدل التمدد لملف الألومنيوم, من أجل ضمان جودة السطح واستقامته, والتحكم الصارم في الانحناء أثناء التمدد;
7. التحكم في معدل التمدد لملف الألومنيوم, من أجل ضمان الاستقامة ومراعاة جودة السطح, قطع شد كلا الطرفين وأجزاء تشوه أكثر.
لا تقدم شركة Brightstar Aluminium Machinery فقط مصحح شكل الألومنيوم, آلة تغليف الألومنيوم و آلة تلميع الألومنيوم, ولكن أيضًا آلة التسامي تأثير الحبوب الخشبية, آلة تنظيف بالفرشاة الألومنيوم وآلة السفع بالرصاص الألومنيوم, إلخ لعملائنا.
مشروع تسليم المفتاح والحل الكامل, صفقة شاملة وخدمة الشباك الواحد.
الضغط على المعادن واللافلزات, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
الضغط على المعادن واللافلزات, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
أثناء عملية إنتاج البثق, يتم ضغط القصاصات المعدنية على سطح المنتج, من اتصل ضغط المعدن.
الأسباب الرئيسية للضغط على المعدن:
1. بعض المشاكل في نهاية ملف الألومنيوم
2. يوجد معدن على السطح الداخلي لملف الألومنيوم أو مادة معدنية وأوساخ أخرى في زيت التشحيم;
3. حاوية مكبس البثق غير نظيفة, وهناك مواد معدنية أخرى فيه;
4. يتم صهر الأجسام المعدنية الغريبة الأخرى في السبيكة;
5. هناك إدراج الخبث في بثق الألومنيوم.
الحل لضغط المعدن
1. قم بإزالة النتوءات الموجودة على تشكيل الألومنيوم المصقول;
2. تأكد من أن سطح الألومنيوم والجزء الداخلي من مادة التشحيم نظيفان وجافان;
3. نظف الحاوية المعدنية في القالب وحاوية البثق;
4. استخدام بثق الألمنيوم عالي الجودة.
يتم ضغط المواد الغريبة مثل الجرافيت في الأسطح الداخلية والخارجية لمنتج الألمنيوم المبثوق, من اتصل الضغط غير المعدني في.
بعد كشط المادة الغريبة, سيظهر السطح الداخلي لبثق الألومنيوم انخفاضًا بأحجام مختلفة, مما سيؤدي إلى تدمير استمرارية سطح بثق الألومنيوم.
السبب الرئيسي للضغط غير المعدني
1. حجم جسيمات الجرافيت خشن أو متكتل, يحتوي على رطوبة أو زيت, والتحريك غير متساوٍ;
2. نقطة وميض زيت الأسطوانة منخفضة;
3. النسبة غير الصحيحة لزيت الأسطوانة والجرافيت, الكثير من الجرافيت.
الحل للضغط غير المعدني:
1. استخدم الجرافيت المؤهل واجعله جافًا;
2. تصفية واستخدام زيت التشحيم المؤهل;
3. التحكم في نسبة زيت التشحيم والجرافيت.
تآكل السطح, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
تآكل السطح, تحليل عيب بثق الألومنيوم وقياس مراقبة الجودة
تآكل السطح
للمنتجات المبثوقة التي لم تخضع للمعالجة السطحية, يتفاعل السطح كيميائيًا أو كهروكيميائيًا مع الوسائط الخارجية, التسبب في أضرار محلية على السطح, وهو ما يسمى تآكل السطح.
سطح المنتج المتآكل يفقد بريقه المعدني, وتنتج منتجات التآكل الرمادي والأبيض على السطح في الحالات الشديدة.
السبب الرئيسي لتآكل السطح
1. المنتج ملامس للوسائط المسببة للتآكل مثل الماء, حامض, قلوي, ملح, إلخ. أثناء الإنتاج, التخزين والنقل, أو متوقفة لفترة طويلة في جو رطب;
2. في بعض الأحيان بسبب بعض الأسباب, نسبة إضافة المغنيسيوم والسيليكون غير مناسبة أثناء عملية الصب, بحيث ω(ملغ)/أوه(و) في حدود 1.0 ~ 1.3, وهي أصغر بكثير من النسبة المثلى 1.3 ~ 1.7 (يتم التحكم فيها بشكل عام في نطاق 1.3 1.5).
في هذا الطريق, على الرغم من أن محتوى مكونات المغنيسيوم والسيليكون ضمن النطاق المحدد (أوه(ملغ)= 0.45٪ إلى 0.9%, أوه(و)= 0.2٪ إلى 0.6%).
لماذا نحتاج إلى آلة طحن وتنظيف عيوب سطح الألومنيوم, يوجد بعض الفائض من السيليكون. بالإضافة إلى كمية قليلة من السليكون في الحالة الحرة, سيشكل هذا الجزء من فائض السيليكون أيضًا مركبات ثلاثية في سبيكة الألومنيوم;
3. أثناء عملية الصهر, على الرغم من أن نسبة إضافة المغنيسيوم والسيليكون تقع ضمن النطاق المحدد في المعيار, في بعض الأحيان بسبب الاختلاط غير المتكافئ وغير الكافي, توزيع السيليكون في الذوبان غير متساو, وهناك تخصيب محلي ومناطق فقيرة;
4. التحكم في معاملات العملية المختلفة أثناء البثق, مثل ارتفاع درجة حرارة التسخين المسبق للقضبان بشكل مفرط, التحكم غير السليم في معدل تدفق بثق المعدن, قوة تبريد الهواء أثناء البثق, درجة حرارة الشيخوخة ووقت الانتظار, إلخ., سوف يتسبب بسهولة في عزل وتحرير السيليكون, والتي سوف تتسبب في أن المغنيسيوم والسيليكون لا يتحولان تمامًا إلى طور Mg2Si, لكن يوجد بعض السيليكون الحر.
قياس تآكل السطح:
1. حافظ على سطح المنتج وبيئة الإنتاج والتخزين نظيفة وجافة;
2. التحكم في محتوى العناصر في السبيكة;
3. تحكم بشكل فعال في تكوين السبيكة لضمان أن تكون نسبة المغنيسيوم إلى السيليكون في نطاق 1.3 خبث أبيض وخبث أسود 1.7;
4. تحكم بصرامة في معلمات كل عملية (مثل الصهر, التقليب, صب درجة حرارة مياه التبريد, درجة حرارة التسخين المسبق للكتل, بثق تبريد الهواء قوة التبريد, درجة حرارة الشيخوخة والوقت, إلخ.) لتجنب عزل وتفكك السيليكون, ومحاولة صنع السيليكون إنه يشكل مرحلة تقوية مفيدة لـ Mg2Si بالمغنيسيوم;
5. انتبه للتغيرات في الطقس, الأيام الممطرة أو الرطوبة العالية, يجب تغطية ملف الألمنيوم المبثوق بقطعة قماش مطرية لمنع الغبار والمطر من الاتصال بسطح ملف الألومنيوم;
6. يمكن أن يقلل علاج الشيخوخة في الوقت المناسب من ظهور البقع والتآكل البورفيري أو على شكل حفرة لمحات الألومنيوم.
خاصية ميكانيكية غير مؤهلة, تحليل عيوب بثق الألومنيوم وقياس مراقبة الجودة
خاصية ميكانيكية غير مؤهلة, تحليل عيوب بثق الألومنيوم وقياس مراقبة الجودة
خاصية ميكانيكية غير مؤهلة
الخواص الميكانيكية لمنتجات الألمنيوم المبثوقة مثل HB و HV لا تفي بمتطلبات المعايير الفنية أو متفاوتة للغاية, وهو ما يسمى الخواص الميكانيكية غير المؤهلة.
الأسباب الرئيسية للخصائص الميكانيكية غير المؤهلة
1. تتجاوز العناصر الرئيسية للتركيب الكيميائي لسبائك الألومنيوم المعيار أو النسبة غير معقولة;
2. عملية بثق الألمنيوم أو عملية المعالجة الحرارية غير معقولة;
3. جودة رديئة لقضبان الألومنيوم أو مقاطع الألمنيوم المطلية;
4. لم يصل التبريد عبر الإنترنت إلى درجة حرارة التبريد أو أن معدل التبريد لم يكن كافيًا;
5. عملية الشيخوخة الاصطناعية غير السليمة.
تدابير وحلول مراقبة الجودة
1. تحكم بصرامة في التركيب الكيميائي وفقًا للمعيار أو قم بصياغة معيار داخلي فعال;
2. استخدم قضبان الألمنيوم عالية الجودة أو مقاطع الألمنيوم المصقولة;
3. تحسين عملية بثق الألومنيوم;
4. تطبيق صارم لنظام عملية التبريد;
5. تطبيق صارم لنظام الشيخوخة اليدوي والتحكم في درجة حرارة الفرن;
6. قياس صارم لدرجة الحرارة والتحكم في درجة الحرارة.









