Quy tắc vận hành và bảo trì máy đánh bóng nhôm
Quy tắc vận hành và bảo trì máy đánh bóng nhôm
Quy tắc vận hành và bảo trì máy đánh bóng nhôm
Quy tắc vận hành và bảo trì máy đánh bóng nhôm
Ⅰ Khởi động và sẵn sàng làm việc
1. Kiểm tra nguồn điện, đảm bảo điện áp bình thường, linh kiện thiết bị điện vẫn bình thường, và không lạc lõng trước khi bắt đầu, khởi động máy hút bụi.
2. Xoay bánh xe đánh bóng để kiểm tra hướng chuyển động của trục chính có chính xác hay không, khởi động bàn làm việc trống chạy trong một vòng tròn để kiểm tra xem nó chạy trơn tru.
3 Mở nắp trên và đổ vào sáp lỏng thích hợp vì không có áp suất không khí trong bình áp suất.
Đảm bảo không rò rỉ sáp của mỗi đường ống, mở đường ống dẫn khí chính, và điều chỉnh áp suất không khí và giữ áp suất 5,5KG-7KG.
4. Điều chỉnh chiều cao và chiều dài của khối trượt định vị bàn làm việc.
Chiều cao của khối trượt định vị nên thấp hơn chiều cao đánh bóng biên dạng khoảng 5mm, chiều dài nên dài hơn cấu hình khoảng 20mm, có thể đảm bảo đủ không gian cho hệ số giãn dài giãn nở nhiệt do cấu hình nhôm được đánh bóng.
5. Bắt đầu đánh bóng bánh xe, phương tiện đánh bóng (sáp rắn) cần phủ lên bề mặt hoặc nhấp vào nút phun sáp tự động khi bánh xe đánh bóng quay, phun sáp lỏng theo yêu cầu kỹ thuật.
6. Chuẩn bị bàn làm việc trước khi hoạt động
Điều chỉnh chiều cao giữa đế máy chính và bề mặt hồ sơ trong bàn làm việc, theo dòng động cơ cho giá trị tham chiếu, giá trị chạy khoảng 20-27A, điều chỉnh tốc độ chạy bàn làm việc, tốc độ thường được đặt là 10-13m / m (phụ thuộc vào độ dày oxit bề mặt, độ dày oxit dày hơn, tốc độ chạy của bàn làm việc càng chậm).
7. Bánh xe đánh bóng nhóm đầu tiên có thể được bắt đầu khi hai bánh xe đánh bóng tiếp xúc với bề mặt biên dạng.
Ⅱ Nguyên tắc quy trình đánh bóng
Lần đầu tiên là bước đánh bóng sơ cấp, có nghĩa là sáp sẽ được phủ đều trên bề mặt nhôm định hình.
Lần thứ hai là đánh bóng hoàn thiện; bánh xe vải sẽ đánh bóng bề mặt nhôm định hình được phủ bằng sáp.
Lần thứ ba là quy trình đánh bóng gương; bánh xe vải sẽ làm sạch chất lỏng sáp trên bề mặt nhôm định hình sau khi được đánh bóng, sau đó, cấu hình nhôm có thể có được hiệu ứng bóng gương.
Ⅲ Bàn làm việc và dỡ cấu hình nhôm
Máy phải dừng khi bàn làm việc rời khỏi bánh xe đánh bóng, nếu không thì, do sự quay của bánh xe vải, điều đó có thể làm cho các cấu hình nhôm bay ra khỏi bàn làm việc, điều này sẽ làm cho người lao động bị thương và nhôm định hình bị hư hỏng.
Công nhân vận hành phải đeo găng tay sạch, xử lý cẩn thận để tránh hồ sơ nhôm bị đánh dấu hoặc trầy xước và hư hỏng.
Ⅳ Giới hạn thời gian đánh bóng cơ học sau khi đùn và giới hạn thời gian đánh bóng hóa học
Để tránh mất mát không đáng có, hồ sơ nhôm cần được đánh bóng nên được đánh bóng bên trong 72 giờ sau khi ép đùn, và sau đó làm cho hóa chất đánh bóng và anốt hóa bên trong 24 giờ sau khi đánh bóng cơ học.
Ⅴ Bảo trì máy đánh bóng
Túi hút bụi cần được làm sạch một lần mỗi tuần.
Bề mặt máy cần được làm sạch bằng dung môi sáp mỗi tháng một lần.
Xưởng đánh bóng cần phải sạch bụi hàng ngày.
Tất cả các ổ trục của máy đánh bóng cần phải tra thêm dầu mỡ vào mỗi 10 xe đẩy mảnh với đơn đặt hàng máy để sử dụng một năm rưỡi.
Máy đánh bóng điều chỉnh vị trí cột cần tra dầu mỡ hàng tuần.
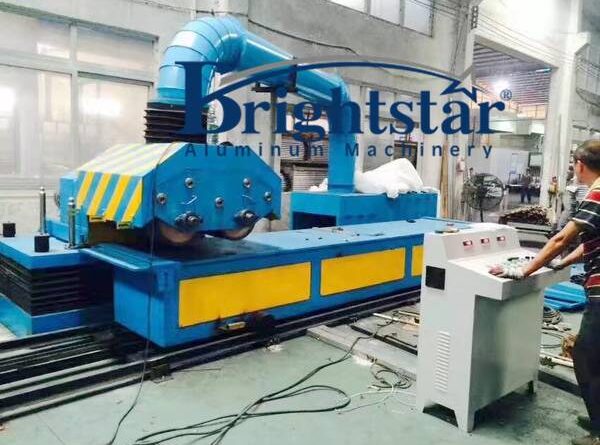
Máy đánh bóng nhôm định hình, nhà cung cấp giải pháp đánh bóng đùn nhôm, Brightstar Aluminium Machinery Co., Ltd