ಅಲ್ಯೂಮಿನಿಯಂ ಪಾಲಿಶಿಂಗ್ ಯಂತ್ರ ಕಾರ್ಯಾಚರಣೆಯ ನಿಯಮಗಳು ಮತ್ತು ನಿರ್ವಹಣೆ
ಅಲ್ಯೂಮಿನಿಯಂ ಪಾಲಿಶಿಂಗ್ ಯಂತ್ರ ಕಾರ್ಯಾಚರಣೆಯ ನಿಯಮಗಳು ಮತ್ತು ನಿರ್ವಹಣೆ
ಅಲ್ಯೂಮಿನಿಯಂ ಪಾಲಿಶಿಂಗ್ ಯಂತ್ರ ಕಾರ್ಯಾಚರಣೆಯ ನಿಯಮಗಳು ಮತ್ತು ನಿರ್ವಹಣೆ
ಅಲ್ಯೂಮಿನಿಯಂ ಪಾಲಿಶಿಂಗ್ ಯಂತ್ರ ಕಾರ್ಯಾಚರಣೆಯ ನಿಯಮಗಳು ಮತ್ತು ನಿರ್ವಹಣೆ
Ⅰ ಪ್ರಾರಂಭಿಸಲಾಗುತ್ತಿದೆ ಮತ್ತು ಕೆಲಸಕ್ಕೆ ಸಿದ್ಧವಾಗಿದೆ
1. ವಿದ್ಯುತ್ ಪೂರೈಕೆಯನ್ನು ಪರಿಶೀಲಿಸಿ, ವಿದ್ಯುತ್ ವೋಲ್ಟೇಜ್ ಸಾಮಾನ್ಯವಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ, ವಿದ್ಯುತ್ ಉಪಕರಣಗಳ ಘಟಕಗಳು ಸಾಮಾನ್ಯವಾಗಿದೆ, ಮತ್ತು ಪ್ರಾರಂಭಿಸುವ ಮೊದಲು ದಾರಿಯಿಲ್ಲ, ಧೂಳು ಸಂಗ್ರಾಹಕವನ್ನು ಪ್ರಾರಂಭಿಸಿ.
2. ಮುಖ್ಯ ಶಾಫ್ಟ್ ಚಲನೆಯು ಸರಿಯಾಗಿದೆಯೇ ಅಥವಾ ಇಲ್ಲವೇ ಎಂಬುದನ್ನು ಪರಿಶೀಲಿಸಲು ಹೊಳಪು ಚಕ್ರವನ್ನು ತಿರುಗಿಸಿ, ವರ್ಕಿಂಗ್ ಟೇಬಲ್ ಸರಾಗವಾಗಿ ಚಾಲನೆಯಲ್ಲಿದೆ ಎಂದು ಪರಿಶೀಲಿಸಲು ಒಂದು ವೃತ್ತಕ್ಕಾಗಿ ಖಾಲಿ ಚಾಲನೆಯಲ್ಲಿ ಪ್ರಾರಂಭಿಸಿ.
3 ಮೇಲಿನ ಕವರ್ ತೆರೆಯಿರಿ ಮತ್ತು ಒತ್ತಡದ ತೊಟ್ಟಿಯಲ್ಲಿ ಯಾವುದೇ ಗಾಳಿಯ ಒತ್ತಡವಿಲ್ಲದ ಕಾರಣ ಸರಿಯಾದ ದ್ರವ ಮೇಣದೊಳಗೆ ಸುರಿಯಿರಿ.
ಪ್ರತಿ ಪೈಪ್ನ ಮೇಣದ ಸೋರಿಕೆಯಾಗದಂತೆ ನೋಡಿಕೊಳ್ಳಿ, ಮುಖ್ಯ ಏರ್ ಪೈಪ್ ತೆರೆಯಿರಿ, ಮತ್ತು ಗಾಳಿಯ ಒತ್ತಡವನ್ನು ಸರಿಹೊಂದಿಸಿ ಮತ್ತು 5.5KG-7KG ಒತ್ತಡವನ್ನು ಇರಿಸಿ.
4. ವರ್ಕ್ಬೆಂಚ್ ಸ್ಥಾನಿಕ ಸ್ಲೈಡಿಂಗ್ ಬ್ಲಾಕ್ನ ಎತ್ತರ ಮತ್ತು ಉದ್ದವನ್ನು ಹೊಂದಿಸಿ.
ಸ್ಥಾನಿಕ ಸ್ಲೈಡಿಂಗ್ ಬ್ಲಾಕ್ನ ಎತ್ತರವು ಪ್ರೊಫೈಲ್ ಪಾಲಿಶಿಂಗ್ ಎತ್ತರಕ್ಕಿಂತ 5 ಮಿಮೀಗಿಂತ ಕಡಿಮೆಯಿರಬೇಕು, ಉದ್ದವು ಸುಮಾರು 20 ಮಿಮೀ ಪ್ರೊಫೈಲ್ಗಳಿಗಿಂತ ಉದ್ದವಾಗಿರಬೇಕು, ಇದು ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಪಾಲಿಶ್ ಆಗಿರುವುದರಿಂದ ಉಷ್ಣ ವಿಸ್ತರಣೆಯ ಉದ್ದನೆಯ ಗುಣಾಂಕಕ್ಕೆ ಸಾಕಷ್ಟು ಜಾಗವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಬಹುದು.
5. ಚಕ್ರಗಳನ್ನು ಹೊಳಪು ಮಾಡಲು ಪ್ರಾರಂಭಿಸಿ, ಹೊಳಪು ಮಾಧ್ಯಮ (ಘನ ಮೇಣ) ಮೇಲ್ಮೈಯಲ್ಲಿ ಮುಚ್ಚಬೇಕು ಅಥವಾ ಹೊಳಪು ಚಕ್ರ ತಿರುಗಿದಂತೆ ಸ್ವಯಂಚಾಲಿತ ವ್ಯಾಕ್ಸ್ ಸ್ಪ್ರೇ ಬಟನ್ ಅನ್ನು ಕ್ಲಿಕ್ ಮಾಡಿ, ತಾಂತ್ರಿಕ ಪರಿಣಾಮದ ವಿನಂತಿಯ ಪ್ರಕಾರ ದ್ರವ ಮೇಣವನ್ನು ಸಿಂಪಡಿಸಿ.
6. ಕಾರ್ಯಾಚರಣೆಯ ಮೊದಲು ವರ್ಕಿಂಗ್ ಟೇಬಲ್ ತಯಾರಿಕೆ
ವರ್ಕ್ಬೆಂಚ್ನಲ್ಲಿ ಮುಖ್ಯ ಯಂತ್ರ ಬೇಸ್ ಮತ್ತು ಪ್ರೊಫೈಲ್ ಮೇಲ್ಮೈ ನಡುವಿನ ಎತ್ತರವನ್ನು ಹೊಂದಿಸಿ, ಉಲ್ಲೇಖ ಮೌಲ್ಯಕ್ಕೆ ಮೋಟಾರ್ ಕರೆಂಟ್ ಪ್ರಕಾರ, ಚಾಲನೆಯಲ್ಲಿರುವ ಮೌಲ್ಯವು ಸುಮಾರು 20-27A ಆಗಿದೆ, ವರ್ಕಿಂಗ್ ಟೇಬಲ್ ಚಾಲನೆಯಲ್ಲಿರುವ ವೇಗವನ್ನು ಹೊಂದಿಸಿ, ವೇಗವನ್ನು ಸಾಮಾನ್ಯವಾಗಿ 10-13m/m ಎಂದು ಹೊಂದಿಸಲಾಗಿದೆ (ಮೇಲ್ಮೈ ಆಕ್ಸೈಡ್ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ, ದಪ್ಪವಾದ ಆಕ್ಸೈಡ್ ದಪ್ಪ, ವರ್ಕ್ಬೆಂಚ್ನ ಚಾಲನೆಯಲ್ಲಿರುವ ವೇಗವು ನಿಧಾನವಾಗಿರುತ್ತದೆ).
7. ಎರಡು ಹೊಳಪು ಚಕ್ರಗಳು ಪ್ರೊಫೈಲ್ ಮೇಲ್ಮೈಯನ್ನು ಸಂಪರ್ಕಿಸುವುದರಿಂದ ಮೊದಲ ಗುಂಪಿನ ಹೊಳಪು ಚಕ್ರವನ್ನು ಪ್ರಾರಂಭಿಸಬಹುದು.
Ⅱ ಪಾಲಿಶಿಂಗ್ ಕಾರ್ಯವಿಧಾನದ ತತ್ವ
ಮೊದಲ ಬಾರಿಗೆ ಪ್ರಾಥಮಿಕ ಹೊಳಪು ಹಂತವಾಗಿದೆ, ಅಂದರೆ ಮೇಣವನ್ನು ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಮೇಲ್ಮೈಯಲ್ಲಿ ಸಮವಾಗಿ ಹೊದಿಸಲಾಗುತ್ತದೆ.
ಎರಡನೇ ಬಾರಿಗೆ ಮುಕ್ತಾಯದ ಹೊಳಪು; ಬಟ್ಟೆಯ ಚಕ್ರಗಳು ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಮೇಲ್ಮೈಯನ್ನು ಮೇಣದಿಂದ ಹೊದಿಸುತ್ತವೆ.
ಮೂರನೇ ಬಾರಿಗೆ ಕನ್ನಡಿ ಹೊಳಪು ಮಾಡುವ ವಿಧಾನವಾಗಿದೆ; ಬಟ್ಟೆಯ ಚಕ್ರಗಳು ಪಾಲಿಶ್ ಮಾಡಿದ ನಂತರ ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಮೇಲ್ಮೈಯಲ್ಲಿ ಮೇಣದ ದ್ರವವನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸುತ್ತವೆ, ನಂತರ ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಕನ್ನಡಿ ಹೊಳಪು ಪರಿಣಾಮವನ್ನು ಪಡೆಯಬಹುದು.
Ⅲ ವರ್ಕಿಂಗ್ ಟೇಬಲ್ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಅನ್ನು ಇಳಿಸಲಾಗುತ್ತಿದೆ
ವರ್ಕಿಂಗ್ ಟೇಬಲ್ ಪಾಲಿಶ್ ಚಕ್ರಗಳನ್ನು ಬಿಟ್ಟಾಗ ಯಂತ್ರವನ್ನು ನಿಲ್ಲಿಸಬೇಕು, ಇಲ್ಲದಿದ್ದರೆ, ಬಟ್ಟೆಯ ಚಕ್ರಗಳ ತಿರುಗುವಿಕೆಯಿಂದಾಗಿ, ಇದು ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ಗಳನ್ನು ವರ್ಕಿಂಗ್ ಟೇಬಲ್ನಿಂದ ಹೊರಗೆ ಹಾರುವಂತೆ ಮಾಡುತ್ತದೆ, ಇದು ಕೆಲಸಗಾರರನ್ನು ನೋಯಿಸುತ್ತದೆ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ಗಳನ್ನು ಹಾನಿಗೊಳಿಸುತ್ತದೆ.
ಕಾರ್ಯಾಚರಣೆಯ ಕಾರ್ಯಕರ್ತರು ಸ್ವಚ್ಛವಾದ ಕೈಗವಸುಗಳನ್ನು ಧರಿಸಬೇಕು, ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಅನ್ನು ಗುರುತಿಸುವುದು ಅಥವಾ ಗೀಚುವುದು ಮತ್ತು ಹಾನಿಯಾಗದಂತೆ ಎಚ್ಚರಿಕೆಯಿಂದ ನಿರ್ವಹಿಸಿ.
Ⅳ ಹೊರತೆಗೆದ ನಂತರ ಯಾಂತ್ರಿಕ ಹೊಳಪು ಸಮಯ ಮಿತಿ ಮತ್ತು ರಾಸಾಯನಿಕ ಹೊಳಪು ಸಮಯ ಮಿತಿ
ಅನಗತ್ಯ ನಷ್ಟವನ್ನು ತಪ್ಪಿಸಲು, ಪಾಲಿಶ್ ಮಾಡಬೇಕಾದ ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಅನ್ನು ಒಳಗೆ ಹೊಳಪು ಮಾಡಬೇಕು 72 ಹೊರತೆಗೆದ ಗಂಟೆಗಳ ನಂತರ, ತದನಂತರ ರಾಸಾಯನಿಕ ಹೊಳಪು ಮತ್ತು ಒಳಗೆ anodized ಮಾಡಿ 24 ಯಾಂತ್ರಿಕ ಹೊಳಪು ನಂತರ ಗಂಟೆಗಳ.
Ⅴ ಪಾಲಿಶಿಂಗ್ ಯಂತ್ರ ನಿರ್ವಹಣೆ
ಧೂಳು ಸಂಗ್ರಾಹಕ ಚೀಲವನ್ನು ಪ್ರತಿ ವಾರ ಒಂದು ಬಾರಿ ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕಾಗಿದೆ.
ಯಂತ್ರದ ಮೇಲ್ಮೈಯನ್ನು ಪ್ರತಿ ತಿಂಗಳು ಒಂದು ಬಾರಿ ಮೇಣದ ದ್ರಾವಕದಿಂದ ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕಾಗಿದೆ.
ಪಾಲಿಶ್ ಮಾಡುವ ಕಾರ್ಯಾಗಾರವು ಪ್ರತಿದಿನ ಧೂಳಿನಿಂದ ಸ್ವಚ್ಛವಾಗಿರಬೇಕು.
ಪಾಲಿಶ್ ಮಾಡುವ ಯಂತ್ರದ ಎಲ್ಲಾ ಬೇರಿಂಗ್ಗಳು ಪ್ರತಿ ಗ್ರೀಸ್ ಅನ್ನು ಸೇರಿಸುವ ಅಗತ್ಯವಿದೆ 10 ದಿನಗಳು.
ಸ್ಥಳ ಕಾಲಮ್ ಅನ್ನು ಸರಿಹೊಂದಿಸುವ ಪಾಲಿಶ್ ಮಾಡುವ ಯಂತ್ರವು ಪ್ರತಿ ವಾರ ಗ್ರೀಸ್ ಅನ್ನು ಸೇರಿಸುವ ಅಗತ್ಯವಿದೆ.
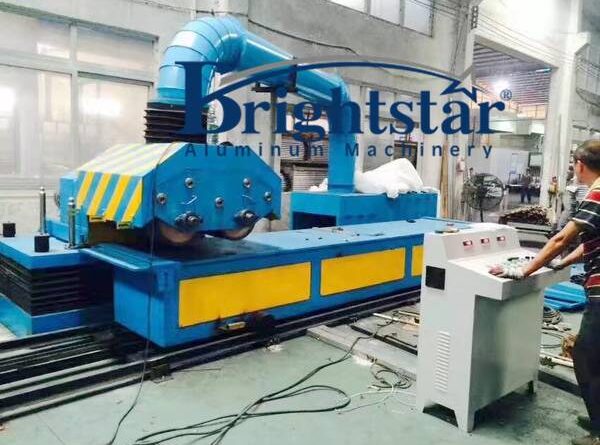
ಅಲ್ಯೂಮಿನಿಯಂ ಪ್ರೊಫೈಲ್ ಪಾಲಿಶ್ ಯಂತ್ರ, ಅಲ್ಯೂಮಿನಿಯಂ ಹೊರತೆಗೆಯುವಿಕೆ ಪಾಲಿಶಿಂಗ್ ಪರಿಹಾರ ಪೂರೈಕೆದಾರ, ಬ್ರೈಟ್ ಸ್ಟಾರ್ ಅಲ್ಯೂಮಿನಿಯಂ ಮೆಷಿನರಿ ಕಂ., ಲಿಮಿಟೆಡ್