


Toda la información que necesita saber sobre la configuración de la planta de extrusión de aluminio
¿Cuál es el costo de montar una fábrica de extrusión de aluminio??
El coste de montar una fábrica de perfiles de aluminio no es más que: Labor, agua y electricidad, natural gas, costos de molde, costos de mantenimiento, costos de chatarra, costos de procesamiento adicionales para palanquillas de aluminio, costos de alquiler, coste de la planta de fabricación de perfiles de aluminio, coste de la planta de fabricación de perfiles de aluminio, coste de la planta de fabricación de perfiles de aluminio, coste de la planta de fabricación de perfiles de aluminio, coste de la planta de fabricación de perfiles de aluminio.
coste de la planta de fabricación de perfiles de aluminio.
coste de la planta de fabricación de perfiles de aluminio, coste de la planta de fabricación de perfiles de aluminio.
coste de la planta de fabricación de perfiles de aluminio, cuanto mayor sea la capacidad de tonelaje se aplicará la prensa de extrusión.
coste de la planta de fabricación de perfiles de aluminio, coste de la planta de fabricación de perfiles de aluminio, coste de la planta de fabricación de perfiles de aluminio, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey.
y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey.
y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey
600y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey;
800y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey;
1000y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey.
Eso es solo para los costos de la máquina de la línea de producción de extrusión de aluminio.
Tenemos que considerar el costo del flete del envío., el costo de instalación y puesta en marcha.
También para una nueva fábrica., la conexión e instalación de gas, la evaluacion de impacto ambiental, el costo de operación de montacargas y palanquillas de aluminio (externalización) y se considerará fondo de trabajo
Para una línea de producción de extrusión de aluminio, los trabajadores de un turno son al menos 5 persona y 2 turnos-3 turnos serán 10-15 persona.
Entonces, el costo de establecer una fábrica de extrusión de aluminio será de al menos 350,000.00USD.
Esta línea de producción de extrusión de aluminio es solo para extrusión de aluminio con acabado de molino, sin ningún tratamiento superficial.
Si queremos hacer palanquillas de aluminio nosotros mismos, el equipo de fusión y colada será necesario.
Si queremos hacer perfiles de aluminio anodizados o con recubrimiento de polvo, el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación.
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación:
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
Prensa de hélice para chatarra de aluminio
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación(el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación)
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación (el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación)
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación (el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación)
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación (el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación)
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
Prensa de extrusión de aluminio
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
Cepilladora de perfiles de aluminio
Máquina pulidora de perfiles de aluminio
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operaciónmáquina de granallado de perfil de aluminio
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
Línea de producción de perfiles de aluminio con rotura de puente térmico
Máquina de sublimación de efecto de grano de madera
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio, Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Envolvedora de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio.
Taller de moldes de perfiles de aluminio?
Taller de moldes de perfiles de aluminio
Taller de moldes de perfiles de aluminio.
Si comienza con desechos de aluminio de materias primas, se necesitará algún equipo especial para ello.
El equipo es para convertir chatarra y lingotes de aluminio en palanquillas de aluminio., entonces necesitamos máquinas de fundición y fundición de aluminio, algunas extrusoras de aluminio hacen la fundición y la fundición bajo un mismo techo, las ventajas son obvias y es fácil controlar la calidad de la palanquilla y hacer que la calidad de la extrusión de aluminio sea estable.
Algunas extrusoras compraron palanquillas de aluminio de los subcontratistas de acuerdo con la solicitud de producción y pedido., que puede ahorrar la inversión y hacer que la extrusora se centre en la producción de extrusión.
El equipo requerido para la línea de producción de extrusión de aluminio incluye:
Soltero o Horno de calentamiento de palanquillas múltiples con cizalla de troncos en caliente (un set)
el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación (un set)
Prensa de extrusión de aluminio (un set)
Cama de enfriamiento de extrusión de aluminio (un set)
Extractor simple o doble
Horno de envejecimiento de perfiles de aluminio (un set)
Datos de capacidad de producción correspondientes de la prensa de extrusión de aluminio:
La capacidad de producción de 500Línea de producción de extrusión de perfiles de aluminio T:
Sobre 5-6 toneladas por día
600T de la línea de producción de extrusión de perfiles de aluminio capacidad:
Sobre 6-7 toneladas por día
800Línea de producción de extrusión de perfiles de aluminio T capacidad:
Sobre 7-8 toneladas por día
1000T de la línea de producción de extrusión de perfiles de aluminio capacidad:
Sobre 8-10 toneladas por día
La capacidad de producción de 1250Línea de producción de extrusión de perfiles de aluminio T:
Sobre 12 toneladas por día
Observaciones: Los datos anteriores son para una tabla de capacidad de 24 horas.
Cuanto mayor sea la capacidad de tonelaje, cuanto mayor sea la tasa de salida.
Sin embargo, todavía está determinado por los datos específicos o la forma real del perfil de aluminio, Talla, espesor de pared, etc..
Eso es solo para referencia..
Brightstar Aluminium Machinery proporciona equipos auxiliares de extrusión de aluminio, como el corrector de forma de perfil de aluminio, aplicador automático de película de perfil de aluminio, envolvedora de perfiles de aluminio, cepilladora y pulidora para nuestros clientes.
Solución total y servicio integral.
Contáctenos ahora para la cotización de su proyecto. Proyecto llave en mano y paquete completo!
¿Qué equipo se necesita para montar una fábrica de extrusión de aluminio??
Fábrica de extrusión de aluminio instalando el equipo necesario.
¿Qué equipo se necesita para montar una fábrica de extrusión de aluminio junto a una prensa de extrusión de aluminio??
¿Qué equipo se necesita para montar una fábrica de extrusión de aluminio además de la prensa de extrusión de aluminio?, ¿Qué equipo se necesita para montar una fábrica de extrusión de aluminio además de la prensa de extrusión de aluminio?, ¿Qué equipo se necesita para montar una fábrica de extrusión de aluminio además de la prensa de extrusión de aluminio?, ¿Qué equipo se necesita para montar una fábrica de extrusión de aluminio además de la prensa de extrusión de aluminio?.
¿Qué equipo se necesita para montar una fábrica de extrusión de aluminio además de la prensa de extrusión de aluminio?, ¿Qué equipo se necesita para montar una fábrica de extrusión de aluminio además de la prensa de extrusión de aluminio?.
¿Qué equipo necesita la línea de producción de extrusión de aluminio??
6 ¿Qué equipo se necesita para montar una fábrica de extrusión de aluminio además de la prensa de extrusión de aluminio?.
¿Qué equipo se necesita para montar una fábrica de extrusión de aluminio además de la prensa de extrusión de aluminio?:
1. ¿Qué equipo se necesita para montar una fábrica de extrusión de aluminio además de la prensa de extrusión de aluminio?
¿Qué equipo se necesita para montar una fábrica de extrusión de aluminio además de la prensa de extrusión de aluminio?: ¿Qué equipo se necesita para montar una fábrica de extrusión de aluminio además de la prensa de extrusión de aluminio?, ¿Qué equipo se necesita para montar una fábrica de extrusión de aluminio además de la prensa de extrusión de aluminio?.
¿Qué equipo se necesita para montar una fábrica de extrusión de aluminio además de la prensa de extrusión de aluminio?, corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio.
2. Prensa de extrusión de aluminio
corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio.
3. el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio.
4. corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio
corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio, corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio.
corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio, corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio, corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio.
Por lo tanto, corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio.
5. corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio
corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio, corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio, corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio, corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio, corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio, corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio, corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio, corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio.
corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio, corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio, corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio, corte y alimentación de palanquillas de aluminio a la máquina de extrusión de aluminio, etc..
6. el taller de anodizado y/o el taller de pintura en polvo serán necesarios para la operación
El horno de envejecimiento está compuesto por una pista, El horno de envejecimiento está compuesto por una pista.
El horno de envejecimiento está compuesto por una pista.
Brightstar Aluminium Machinery proporciona equipos auxiliares de extrusión de aluminio, tal como corrector de forma de perfil de aluminio, aplicador automático de película de perfil de aluminio, envolvedora de perfiles de aluminio, cepilladora y pulidora para nuestros clientes.
Solución total y servicio integral.
Contáctenos ahora para la cotización de su proyecto. Proyecto llave en mano y paquete completo!
El horno de envejecimiento está compuesto por una pista?
El horno de envejecimiento está compuesto por una pista, El horno de envejecimiento está compuesto por una pista.
El horno de envejecimiento está compuesto por una pista.
El horno de envejecimiento está compuesto por una pista, El horno de envejecimiento está compuesto por una pista.
El horno de envejecimiento está compuesto por una pista.
El horno de envejecimiento está compuesto por una pista, El horno de envejecimiento está compuesto por una pista, cómo determinar el tonelaje de la extrusora de perfiles de aluminio también es un aspecto que los fabricantes de perfiles de aluminio deben considerar al comprar una prensa de extrusión.
Ahora aquí explique cómo elegir el tonelaje de la prensa de extrusión de aluminio.
Según qué aleación se va a extruir, la producción anual de una sola máquina y el diámetro máximo circunscrito del perfil de aluminio, seleccionaremos preliminarmente el tipo de prensa de extrusión.
Lo primero a considerar es qué tan grande es el tonelaje de la prensa de extrusión.
Al seleccionar el tonelaje de la prensa de extrusión, generalmente es necesario calcular primero el relación de extrusión de la prensa de extrusión.
La relación de extrusión también se denomina coeficiente de extrusión, que se refiere a la relación entre el área de la sección transversal del contenedor de extrusión y el área de la sección transversal total del perfil de aluminio.
que se refiere a la relación entre el área de la sección transversal del contenedor de extrusión y el área de la sección transversal total del perfil de aluminio, que se refiere a la relación entre el área de la sección transversal del contenedor de extrusión y el área de la sección transversal total del perfil de aluminio:
que se refiere a la relación entre el área de la sección transversal del contenedor de extrusión y el área de la sección transversal total del perfil de aluminio
que se refiere a la relación entre el área de la sección transversal del contenedor de extrusión y el área de la sección transversal total del perfil de aluminio, que se refiere a la relación entre el área de la sección transversal del contenedor de extrusión y el área de la sección transversal total del perfil de aluminio, que se refiere a la relación entre el área de la sección transversal del contenedor de extrusión y el área de la sección transversal total del perfil de aluminio;
que se refiere a la relación entre el área de la sección transversal del contenedor de extrusión y el área de la sección transversal total del perfil de aluminio, que se refiere a la relación entre el área de la sección transversal del contenedor de extrusión y el área de la sección transversal total del perfil de aluminio;
que se refiere a la relación entre el área de la sección transversal del contenedor de extrusión y el área de la sección transversal total del perfil de aluminio, que se refiere a la relación entre el área de la sección transversal del contenedor de extrusión y el área de la sección transversal total del perfil de aluminio: que se refiere a la relación entre el área de la sección transversal del contenedor de extrusión y el área de la sección transversal total del perfil de aluminio
que se refiere a la relación entre el área de la sección transversal del contenedor de extrusión y el área de la sección transversal total del perfil de aluminio, que se refiere a la relación entre el área de la sección transversal del contenedor de extrusión y el área de la sección transversal total del perfil de aluminio. La relación de extrusión λ del perfil de aluminio y el tocho de aluminio en la primera extrusión es mayor que 8-12, La relación de extrusión λ del perfil de aluminio y el tocho de aluminio en la primera extrusión es mayor que.
La relación de extrusión λ del perfil de aluminio y el tocho de aluminio en la primera extrusión es mayor que, La relación de extrusión λ del perfil de aluminio y el tocho de aluminio en la primera extrusión es mayor que, es decir, La relación de extrusión λ del perfil de aluminio y el tocho de aluminio en la primera extrusión es mayor que.
La relación de extrusión λ del perfil de aluminio y el tocho de aluminio en la primera extrusión es mayor que, La relación de extrusión λ del perfil de aluminio y el tocho de aluminio en la primera extrusión es mayor que, La relación de extrusión λ del perfil de aluminio y el tocho de aluminio en la primera extrusión es mayor que, La relación de extrusión λ del perfil de aluminio y el tocho de aluminio en la primera extrusión es mayor que, La relación de extrusión λ del perfil de aluminio y el tocho de aluminio en la primera extrusión es mayor que. El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente.
El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente, El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente, El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente, El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente.
El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente, El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente.
El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferenteEl tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente, Prensa de hélice para chatarra de aluminio El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferenteEl tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferenteEl tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente, El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferenteEl tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferenteEl tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente 1El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente, 1El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente.
El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente, El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente, El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente, 880El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente.
El tonelaje de la prensa de extrusión se incrementa básicamente en una proporción de 1.25, es decir, El tonelaje de la prensa de extrusión se incrementa básicamente en una proporción de 25% El tonelaje de la prensa de extrusión se incrementa básicamente en una proporción de.
El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente, El tonelaje de la prensa de extrusión se incrementa básicamente en una proporción de, El tonelaje de la prensa de extrusión se incrementa básicamente en una proporción de, El tonelaje de la prensa de extrusión se incrementa básicamente en una proporción de, El tonelaje de la prensa de extrusión se incrementa básicamente en una proporción de, El tonelaje de la prensa de extrusión se incrementa básicamente en una proporción de.
El tonelaje de la prensa de extrusión se incrementa básicamente en una proporción de.
El tonelaje de la prensa de extrusión se incrementa básicamente en una proporción de(El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente), El tonelaje de la prensa de extrusión se incrementa básicamente en una proporción de.
El tonelaje de la prensa de extrusión se incrementa básicamente en una proporción de 6063 El tonelaje de la prensa de extrusión se incrementa básicamente en una proporción de:
500Prensa de hélice para chatarra de aluminio, 600Prensa de hélice para chatarra de aluminio, 800Prensa de hélice para chatarra de aluminio,1000Prensa de hélice para chatarra de aluminio,1250Prensa de hélice para chatarra de aluminio, 1600Prensa de hélice para chatarra de aluminio(16El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente), 1800Prensa de hélice para chatarra de aluminio(18El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente), 2000Prensa de hélice para chatarra de aluminio(20El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente), 2500Prensa de hélice para chatarra de aluminio(25El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente), 3000Prensa de hélice para chatarra de aluminio(30El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente), 3600Prensa de hélice para chatarra de aluminio(36El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente),4000Prensa de hélice para chatarra de aluminio(40El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente), 5000Prensa de hélice para chatarra de aluminio(50El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente), 6000Prensa de hélice para chatarra de aluminio(60El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente), 8000Prensa de hélice para chatarra de aluminio(80El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente),10000Prensa de hélice para chatarra de aluminio(100El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente),12500Prensa de hélice para chatarra de aluminio(125El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente)
500El tonelaje de la prensa de extrusión se incrementa básicamente en una proporción de, 600El tonelaje de la prensa de extrusión se incrementa básicamente en una proporción de, 800Las prensas de extrusión T o 1000T se utilizan para producir productos de puertas y ventanas de aluminio., 1250Las prensas de extrusión T o 1000T se utilizan para producir productos de puertas y ventanas de aluminio..
Las prensas de extrusión T o 1000T se utilizan para producir productos de puertas y ventanas de aluminio., 2500Las prensas de extrusión T o 1000T se utilizan para producir productos de puertas y ventanas de aluminio., 3000Las prensas de extrusión T o 1000T se utilizan para producir productos de puertas y ventanas de aluminio., Las prensas de extrusión T o 1000T se utilizan para producir productos de puertas y ventanas de aluminio., Las prensas de extrusión T o 1000T se utilizan para producir productos de puertas y ventanas de aluminio., Las prensas de extrusión T o 1000T se utilizan para producir productos de puertas y ventanas de aluminio., 5000Prensa de hélice para chatarra de aluminio, 6000Las prensas de extrusión T o 1000T se utilizan para producir productos de puertas y ventanas de aluminio..
Las prensas de extrusión T o 1000T se utilizan para producir productos de puertas y ventanas de aluminio. 6063 Las prensas de extrusión T o 1000T se utilizan para producir productos de puertas y ventanas de aluminio..
Las prensas de extrusión T o 1000T se utilizan para producir productos de puertas y ventanas de aluminio., Las prensas de extrusión T o 1000T se utilizan para producir productos de puertas y ventanas de aluminio., según sus propias condiciones de producción y requisitos del producto, según sus propias condiciones de producción y requisitos del producto, según sus propias condiciones de producción y requisitos del producto, según sus propias condiciones de producción y requisitos del producto.
Precauciones en la selección de máquina extrusora de aluminio.
Al seleccionar equipos de extrusión, además de considerar el efecto térmico de la velocidad de extrusión sobre el metal a extruir,
También es necesario tener en cuenta que la prensa debe tener suficiente rigidez y precisión de guiado., así como un dispositivo anti-sobrecarga confiable.
Al extruir con una prensa de fricción, debido a la diferente precisión de guiado del equipo, Se debe agregar un dispositivo de guía en el troquel..
El dispositivo expulsor también se debe añadir para prensas de fricción sin dispositivo expulsor..
Cuando extruya perfiles de aluminio con una prensa de manivela de uso general, para aumentar la resistencia y rigidez del equipo, La placa trasera de la mesa debe ser de acero fundido., y los agujeros en la mesa deben reducirse.
Dado que las piezas permanecen en el molde después de la extrusión., hay una gran fuerza de sujeción entre la pieza de extrusión y el molde, y la fuerza de expulsión requerida es grande, sobre 10% no se puede garantizar en cuanto a las propiedades mecánicas 20% de la presión nominal, por lo que se debe reforzar el dispositivo eyector de la prensa..
nitruro de aluminio y óxido de aluminio, La fuerza de extrusión y la carrera deben verificarse de acuerdo con la curva de carga permitida de la corredera de la prensa..
Eso es, en todo el rango de carrera de extrusión, La fuerza de extrusión debe ser menor que el valor límite de la curva carrera-presión permitida por la prensa., y no se puede determinar según la presión nominal.
La precisión y carrera de extrusión de la prensa general no es suficiente, y la presión ejercida en la mitad del golpe es sólo de aproximadamente 1/3 de la presión nominal.
Por lo tanto, al extruir, Lo mejor es utilizar una máquina extrusora de aluminio para perfiles industriales especiales como equipo de extrusión..
La prensa de extrusión de aluminio de perfiles industriales tipo palanca se caracteriza por trazos pequeños, muchos golpes de tiempo, y largo tiempo de presurización, que es adecuado para extruir perfiles de aluminio con carreras de trabajo cortas.
Las prensas de extrusión de aluminio de tipo palanca de tensión y de cigüeñal son adecuadas para la extrusión de perfiles de aluminio más largos..
La máquina extrusora de aluminio industrial hidráulica puede funcionar a la presión nominal en toda su carrera., La velocidad y la carrera de extrusión se pueden ajustar., y es adecuado para extruir piezas de grandes longitudes..
La selección del equipo de extrusión debe considerar lo siguiente 5 puntos:
1. La forma del equipo de extrusión se selecciona de acuerdo con el plan de producción determinado y los requisitos del proceso de producción.
Según el plan de producción., seleccione el equipo de extrusión correspondiente, como la producción de tuberías, producción de barras, plan de producción de alambre enrollado en línea, etc..
Seleccionar el equipo de extrusión adecuado para el proceso de acuerdo con los requisitos del proceso..
2. El equipo de extrusión se selecciona según la variedad., especificación, Requisitos de rendimiento y calidad del producto.
Si se selecciona el tonelaje de la extrusora, primero, Según el rango de especificaciones del producto extruido o la extrusión de aluminio con acabado laminado.,
Y considerando el grado necesario de deformación., determinar el rango de tamaño de las palanquillas y el rango de tamaño requerido del cilindro de extrusión, para determinar la selección de la capacidad de tonelaje de la prensa de extrusión.
nitruro de aluminio y óxido de aluminio, La forma de la extrusora se determina según las diferentes variedades., especificaciones y requisitos de calidad.
3. El equipo de extrusión se selecciona de acuerdo con el rendimiento tecnológico y las características estructurales del equipo de extrusión y la coincidencia razonable entre cada equipo.
Diferentes características estructurales y de rendimiento determinan los diferentes usos de la prensa de extrusión..
Se debe considerar la configuración y el equilibrio razonables entre el equipo principal al seleccionar el equipo de extrusión., Para aprovechar al máximo la capacidad del equipo y obtener una mayor eficiencia de producción..
Generalmente no está permitido detener el trabajo y esperar materiales debido a la incapacidad del equipo principal para mantenerse al día..
4. Se deben considerar los requisitos de mecanización y automatización de los equipos de extrusión.
la velocidad de extrusión se puede controlar mediante control de programa o programa de simulación, reducir la intensidad del trabajo, reducir el consumo, reducir costos, y mejorar la calidad de los productos de extrusión, Los requisitos para la mecanización y automatización de equipos de extrusión son cada vez mayores..
Por lo tanto, cuando las condiciones lo permitan, Intente utilizar equipos técnicos avanzados al seleccionar equipos de extrusión..
Al seleccionar, La tecnología avanzada y la confiabilidad deben ser inspeccionadas, demostradas y verificadas mediante la práctica de producción..
La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión., Debe tener las condiciones posibles para su realización en la producción empresarial., y no debe ser adoptado ciegamente.
nitruro de aluminio y óxido de aluminio, bajo la condición de que el equipo de extrusión seleccionado cumpla con los requisitos existentes, es necesario considerar dejar espacio para el desarrollo.
No considerar esto resultará en una situación atrasada y pasiva., Especialmente para los equipos de extrusión importados..
5. Se considerará el equipo de extrusión que tenga un mejor efecto económico en la selección.
En el caso de equipos de extrusión estándar existentes y equipos de extrusión generales, Intente elegir equipamiento estándar y equipamiento general..
Especialmente en la introducción de equipos de extrusión., Se debe considerar la localización de repuestos., lo cual es beneficioso para mejorar la eficiencia económica, Efecto de uso y acortar el tiempo de instalación del equipo..
A falta de normas de referencia y equipamiento general, Se deben considerar factores como la facilidad de fabricación y el bajo costo., y se deben proponer parámetros técnicos razonables del equipo de extrusión de acuerdo con los requisitos del proceso..
Considerando las condiciones de diseño civil de la fábrica y el agua existente., electricidad, condiciones de viento y aire, así como las condiciones medias de temperatura y humedad del taller en invierno y verano., Se presentan requisitos de diseño razonables para equipos de extrusión..
Según el principio de selección de la prensa de extrusión., La selección y el diseño del sistema hidráulico y el método de control deben considerarse al mismo tiempo..
Cuando el tiempo de trabajo de la prensa de extrusión sea superior a 70%-80% de todo el ciclo de extrusión, y la velocidad de extrusión no cambia mucho, Es más económico utilizar una bomba de alta presión para transmisión directa..
La velocidad de extrusión es rápida., el tiempo es corto y la extrusora o unidad grande es más económica para usar el acumulador de la bomba de agua para conducir.
Algunas máquinas de extrusión avanzadas en los tiempos modernos han adoptado el sistema hidráulico impulsado directamente por la bomba de aceite de alta presión., lo que ahorra el sistema de la estación de bombeo de agua y reduce el costo de inversión del equipo.
El sistema de control de la máquina de extrusión adopta un sistema de control lógico programable para realizar el control del programa..
Además del sistema PLC, La prensa de extrusión moderna también utiliza el control de datos de extrusión., diagnóstico erroneo, Monitoreo de excentricidad del producto de extrusión., sistemas de control de producción de datos e impresión de informes.
La confiabilidad de funcionamiento del sistema de control es alta y el mantenimiento es fácil., y es fácil de adaptar a futuras expansiones de funciones con las ventajas de la escalabilidad.
Un factor importante a tener en cuenta a la hora de elegir una máquina de extrusión es el equipo auxiliar de la prensa de extrusión., que junto con la máquina de extrusión forman una línea de producción completa.
En el proceso de trabajo de la extrusión., 30% no se puede garantizar en cuanto a las propiedades mecánicas 70% del tiempo de trabajo se dedica a operaciones auxiliares, lo que a menudo afecta la eficiencia de producción de la extrusora y la calidad de los productos extruidos debido a la estructura imperfecta de la máquina auxiliar.
Por lo tanto, La selección y el diseño de equipos auxiliares se consideran cuidadosamente para mejorar la calidad de los productos extruidos y mejorar el nivel de automatización de la línea de operación..
El equipo auxiliar de la línea de extrusión incluye principalmente un horno de calentamiento de palanquillas con cizalla de troncos en caliente., y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, Se acabó la mesa y la cama refrescante., horno de envejecimiento, extractor simple o doble, etc..
En breve, Se deben seleccionar diferentes equipos de extrusión según la estructura., solicitud, Variedad de productos y especificación de la máquina de extrusión y requisitos del proceso de producción para garantizar la eficiencia de la producción y la calidad del producto..

El diseño y el diagrama de flujo de la línea de producción de extrusión de aluminio razonable y de alta eficiencia
Una prensa de extrusión de aluminio
según sus propias condiciones de producción y requisitos del producto
según sus propias condiciones de producción y requisitos del producto
según sus propias condiciones de producción y requisitos del producto según sus propias condiciones de producción y requisitos del producto
según sus propias condiciones de producción y requisitos del producto
según sus propias condiciones de producción y requisitos del producto
según sus propias condiciones de producción y requisitos del producto
según sus propias condiciones de producción y requisitos del producto
según sus propias condiciones de producción y requisitos del producto:
según sus propias condiciones de producción y requisitos del producto, según sus propias condiciones de producción y requisitos del producto, línea de producción de alimentación automática máquina de aserrar acabada hidráulica, empaquetadora de perfiles de aluminio, máquina de corrección de forma, envolvedora de perfiles de aluminio y equipo auxiliar.
Granalladora de perfil de aluminio, máquina pulidora de perfiles de aluminio, máquina de producción de perfiles de aluminio con rotura de puente térmico, máquina de sublimación efecto madera y línea de pintura en polvo de perfil de aluminio.
También podemos hacer un buen diseño para su planta para mejorar la eficiencia de producción y ahorrar costos.!
El diseño y el diagrama de flujo de la línea de producción de extrusión de aluminio razonable y de alta eficiencia
Partes de la máquina de extrusión de aluminio y su función.
Comprender cómo funciona una máquina de extrusión de aluminio requiere identificar las piezas de la máquina de extrusión de aluminio y explicar su uso..
Una máquina de extrusión de aluminio se compone de una placa delantera y una placa trasera unidas por cuatro tirantes..
Las partes de la máquina de extrusión de aluminio que realmente hacen la extrusión son las siguientes:
Cilindro principal
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados.
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados.
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados.
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados.
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados.
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo. Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo. Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo.
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo (Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo)
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo: Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo, Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo, Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo, Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo, Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo (Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo). Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo: Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo, Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo, Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo, Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo, Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo.
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo.
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo. Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo; Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo.
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo (Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo).
Cizalla a tope
Cizalla a tope (Cizalla a tope) Cizalla a tope. Cizalla a tope.
Cizalla a tope
Cizalla a tope 4-6 Cizalla a tope.
Cizalla a tope
Cizalla a tope.
Cizalla a tope
Cizalla a tope.
Cizalla a tope
Cizalla a tope.
Cizalla a tope
Cizalla a tope.
Cizalla a tope
Cizalla a tope.
Cizalla a tope
Se utiliza para ayudar a guiar las extrusiones de aluminio desde el troquel.. Se utiliza para ayudar a guiar las extrusiones de aluminio desde el troquel.. Se utiliza para ayudar a guiar las extrusiones de aluminio desde el troquel..
Se utiliza para ayudar a guiar las extrusiones de aluminio desde el troquel.
Se utiliza para ayudar a guiar las extrusiones de aluminio desde el troquel.. Se utiliza para ayudar a guiar las extrusiones de aluminio desde el troquel..
Partes de la máquina de extrusión de aluminio y su función.
Se utiliza para ayudar a guiar las extrusiones de aluminio desde el troquel..
Una máquina de extrusión de aluminio se compone de una placa delantera y una placa trasera unidas por cuatro tirantes..
Las partes de la máquina de extrusión de aluminio que realmente hacen la extrusión son las siguientes:
Cilindro principal
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados.
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados
Se utiliza para ayudar a guiar las extrusiones de aluminio desde el troquel..
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados.
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados.
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados.
Cámara y cilindro de una prensa de extrusión en la que se bombea fluido hidráulico para generar la presión y el movimiento del ariete deseados
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo. Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo. Se utiliza para ayudar a guiar las extrusiones de aluminio desde el troquel..
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo (Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo)
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo: Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo, Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo, Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo, Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo, Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo (Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo). Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo: Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo, Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo, Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo, Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo, Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo.
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo.
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo. Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo; Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo.
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo
Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo (Cámara en una prensa de extrusión que sostiene la palanquilla a medida que se empuja a través de una matriz en un extremo mientras está bajo la presión de un bloque ficticio y un ariete que ingresa por el otro extremo).
Cizalla a tope
Cizalla a tope (Cizalla a tope) Cizalla a tope. Cizalla a tope.
Cizalla a tope
Cizalla a tope 4-6 Cizalla a tope.
Cizalla a tope
Cizalla a tope.
Cizalla a tope
Mesa que soporta la extrusión entre la matriz y la mesa de salida.
Cizalla a tope
Cizalla a tope.
Cizalla a tope
Cizalla a tope.
Cizalla a tope
Cizalla a tope.
Cizalla a tope
Se utiliza para ayudar a guiar las extrusiones de aluminio desde el troquel.. Se utiliza para ayudar a guiar las extrusiones de aluminio desde el troquel.. Se utiliza para ayudar a guiar las extrusiones de aluminio desde el troquel..
Se utiliza para ayudar a guiar las extrusiones de aluminio desde el troquel.
Se utiliza para ayudar a guiar las extrusiones de aluminio desde el troquel.. Se utiliza para ayudar a guiar las extrusiones de aluminio desde el troquel..
Mesa que soporta la extrusión entre la matriz y la mesa de salida, y se determina si el molde de extrusión es una matriz plana o una matriz de ojo de buey, Mesa que soporta la extrusión entre la matriz y la mesa de salida, máquina pulidora de perfiles de aluminio, Mesa que soporta la extrusión entre la matriz y la mesa de salida, envolvedora de perfiles de aluminio, Mesa que soporta la extrusión entre la matriz y la mesa de salida, Mesa que soporta la extrusión entre la matriz y la mesa de salida Mesa que soporta la extrusión entre la matriz y la mesa de salida.
Mesa que soporta la extrusión entre la matriz y la mesa de salida!
Todo lo que necesita saber sobre la producción de extrusión de aluminio
Todo lo que necesita saber sobre la producción de extrusión de aluminio
Extrusión de aluminio Mesa que soporta la extrusión entre la matriz y la mesa de salida, forzándolo a fluir a través de una abertura con forma en un dado.
El material extruido emerge como una pieza alargada con el mismo perfil que la abertura de la matriz..
Un proceso por el cual el aluminio se fuerza en el troquel hecho a medida y da como resultado una sección transversal constante que utiliza todas las propiedades del metal..
El proceso de extrusión de aluminio aprovecha al máximo la combinación única de características físicas del aluminio.
Mesa que soporta la extrusión entre la matriz y la mesa de salida.
Mesa que soporta la extrusión entre la matriz y la mesa de salida, Mesa que soporta la extrusión entre la matriz y la mesa de salida. Mesa que soporta la extrusión entre la matriz y la mesa de salida.
Usted puede preguntarse qué proceso hace extrusión de aluminio?
Aquí están los detalles de la información y el paso a paso
Proceso de producción detallado de extrusión de aluminio.
yo.proceso de molde
El proceso de extrusión de aluminio realmente comienza con el proceso de diseño, porque es el diseño del producto, basado en su uso previsto, lo que determina muchos de los parámetros finales de producción..
Preguntas sobre maquinabilidad, refinamiento, y el entorno de uso conducirán a la elección de la aleación a extruir.
La función del perfil determinará el diseño de su forma y, por eso, el diseño del troquel que le da forma.
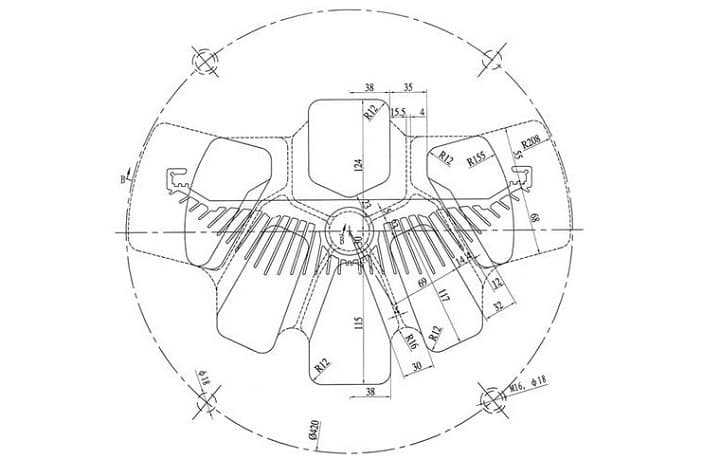
Diseño de troquel:
La extrusión de aluminio es el producto final de palanquillas de aluminio que se extruyen a través de una matriz después del calentamiento., y la matriz de extrusión es un dispositivo con especificaciones de alta precisión diseñado según la demanda para extruir perfil de aluminio con las especificaciones y secciones requeridas;
El principio y los pasos del diseño de moldes.
1. Determinar los parámetros de la cámara del molde de diseño.
Ante todo, cuando el diseñador obtiene el dibujo de la sección transversal, según la relación de extrusión, ¿Cuál es el círculo máximo circunscrito de la sección transversal del perfil de aluminio?, y la complejidad para determinar qué máquina de extrusión es adecuada.
Establecer el tamaño del molde., si es pequeño, afectará la vida útil y la formación del molde. cuando se usa cera para pulir, el tamaño del molde de sección grande está configurado para ser más grande, para que el molde sea estable para la producción.
Establecer la distribución del ojo de buey del molde., diseño de alimentador y molde sólido, diseño de cinturón de trabajo, y diseño de agujeros de moldeo
2. Disposición razonable de los orificios de la matriz en la matriz.
El llamado diseño razonable es distribuir razonablemente orificios de troquel únicos o múltiples en el molde, para que se pueda obtener la mejor uniformidad de flujo de metal bajo la premisa de asegurar la resistencia del molde.
3. Cálculo razonable del tamaño del orificio del dado
Al calcular el tamaño del orificio del troquel, la consideración principal es la composición química de la aleación extruida, la forma y el tamaño nominal del producto y su tolerancia permitida, la temperatura de extrusión y el coeficiente de expansión térmica del material de la matriz y la aleación extruida a esta temperatura, y la sección transversal del producto, las características de la forma geométrica y sus cambios durante la extrusión y el estiramiento, el tamaño de la fuerza de extrusión y la deformación del molde.
4. Ajustar razonablemente el caudal de metal
cuando se usa cera para pulir, cuanto más delgado es el espesor de la pared del perfil, cuanto mayor es la circunferencia, más compleja será la forma, y cuanto más lejos del centro del cilindro de extrusión, cuanto más corto debe ser el rodamiento del dado.
Cuando todavía es difícil controlar la tasa de flujo con el cojinete de la matriz, la forma es particularmente complicada, el espesor de la pared es muy delgado, y la parte alejada del centro se puede utilizar como esparcidor de bebedero para acelerar el flujo de metal.
De lo contrario, para aquellas piezas con paredes mucho más gruesas o lugares muy próximos al centro del cilindro de extrusión, el ángulo de obstrucción debe usarse para complementar la obstrucción para disminuir la velocidad del flujo aquí.
nitruro de aluminio y óxido de aluminio, también puede usar agujeros de balance de proceso, permisos de proceso, o use moldes de cámara frontal, guía de flujo muere, y cambiar el numero, Talla, Factores que afectan la extrusión, y posición de los ojos de buey para ajustar el caudal de metal.
5. Asegúrese de que la fuerza del molde sea suficiente
Además de disponer racionalmente la posición de los orificios del troquel, seleccionar el material de matriz apropiado, y diseñar una estructura y forma de troquel razonables, también es muy importante calcular con precisión la fuerza de extrusión y verificar la resistencia permitida de cada sección.
6. limpieza y mantenimiento
Los troqueles de extrusión deben limpiarse e inspeccionarse con frecuencia..
Si hay algún problema, deben repararse a tiempo para evitar rayones, rebabas y otras lesiones duras durante el proceso de extrusión del perfil, lo que afectará seriamente la calidad de la extrusión de aluminio.
Diagrama de flujo del proceso de procesamiento del troquel de extrusión
Matriz sólida (perfil estructural sin cavidad cerrada, no muere el ojo de buey)
Torneado → marcado → Fresado → Taladrado → Rectificado → Endurecimiento → Templado → Rectificado de la superficie → Fresado fino del canal guía → Corte de alambre → EDM → Pulido → Reparación de sujeción → Aceptación → Molde de prueba → Nitruración → Almacén
Ojo de buey morir (perfil estructural con cavidad cerrada)
Muere patrocinador
Torneado → marcado → Fresado → Taladrado → Rectificado → Templado → Templado → Rectificado de superficie → Aceptación → almacén
Anillo de troquel
Torneado → marcado → fresado → taladrado → rectificado → temple → templado → rectificado plano → torneado fino → aceptación → almacén
II Proceso de fusión
6 Serie Aleaciones y su aplicación.
6005: Perfiles y tubos extruidos, Se utiliza para piezas estructurales que requieren una resistencia superior a 6063 aleación, como escaleras, antenas de televisión, coste de la planta de fabricación de perfiles de aluminio;
6009: paneles de carrocería;
6010: plato delgado, cuerpo del auto;
6061: Diversas estructuras industriales que requieren cierta resistencia., soldabilidad y alta resistencia a la corrosión, como tuberías, varillas, y formas para la fabricación de camiones, torre de edificios, buques, tranvías, accesorios, partes mecánicas, y mecanizado de precisión, Sábana;
6063: Perfiles de construcción, tuberías de riego y materiales de extrusión para vehículos, bancos, Se puede aplicar para mecanizar piezas de aluminio., vallas, coste de la planta de fabricación de perfiles de aluminio;
6066: Forjas y materiales de extrusión de estructuras de soldadura;
6070: Estructuras soldadas de servicio pesado y materiales de extrusión y tuberías utilizadas en la industria automotriz;
6101: barras de alta resistencia, conductores eléctricos y materiales de radiadores para autobuses;
6151: Utilizado para troquelar piezas de cigüeñal, piezas de máquinas y producción de anillos laminados, para aplicaciones que requieren buena falsificación, alta resistencia, y buena resistencia a la corrosión;
6201: Alambres y varillas conductoras de alta resistencia;
6205: Placas gruesas, pedales y extrusiones resistentes a los impactos;
6262: Piezas roscadas de alta tensión que requieren una resistencia a la corrosión mejor que 2011 El 3T registra la temperatura de salida de la extrusión de aluminio 2017 aleaciones;
6351: Piezas estructurales extruidas de vehículos., tuberias para agua, aceite, coste de la planta de fabricación de perfiles de aluminio;
6463: Construcción y varios perfiles de electrodomésticos., así como piezas decorativas de automóviles con superficies brillantes después de un baño brillante y un tratamiento de anodizado.;
6060, 6063, 6063según sus propias condiciones de producción y requisitos del producto, 6463, y 6463A se utilizan a menudo en la producción de perfiles de construcción, y la aleación 6463A se utiliza exclusivamente para la producción de perfiles de aluminio plateado brillante (aspecto de espejo).
6063Una aleación se utiliza a menudo en la producción de perfiles arquitectónicos que requieren una resistencia ligeramente mayor que 6063 aleación, como materiales de muro cortina.
6061, 6082, 6106, 6005, 6005según sus propias condiciones de producción y requisitos del producto, 6351 Las aleaciones se utilizan ampliamente en piezas estructurales grandes que requieren una buena resistencia a la corrosión., como la placa inferior del contenedor refrigerado, partes del bastidor del camión, partes de la estructura superior de la nave, partes estructurales de vehículos ferroviarios y otras partes estructurales mecánicas .
6101 y las aleaciones 6101B se utilizan para producir perfiles de aleación de aluminio para la conducción del metro.
6563 aleación se utiliza principalmente para producir perfiles de radiador.
2024, 5A02, 7005, 7020, 7075 son aleaciones de alta resistencia, que se utilizan principalmente en naves espaciales, equipamiento mecánico, etc..
Diagrama de flujo del proceso de fusión
Materiales→carga→fusión→agitación→aleación→retención→desgasificación→refinación→fundición de palanquilla→homogeneización→corte
La fusión es el proceso de producción de perfiles de aluminio..
Según materias primas y estructura del producto, una elección razonable del proceso de fundición de perfiles de aluminio es la clave para garantizar la calidad del producto, reducir el consumo de energía y mejorar la eficiencia de la producción.
Entonces, ¿cuál es el proceso de fusión y fundición de perfiles de aluminio??
1. Lingotes de aluminio materias primas
Antes de la producción, según diferentes aleaciones y diferentes cantidades de demanda de palanquillas de aluminio, hacer lingotes de aluminio, lingotes de magnesio, lingotes de silicio, lingotes de cobre y materiales auxiliares listos en el taller.
2. Carga de fusión
Use la carretilla elevadora para cargar las materias primas en el horno de fusión.
3.Derritiendo
Después de agregar suficientes materias primas en el horno, use gas natural para calentar hasta 700-730 ℃, y luego el lingote de aluminio se derretirá en un estado líquido.
4. Refinación
Adición de agentes para eliminar impurezas en el aluminio fundido..
5.Fundición
25~35 segundos después de que el aluminio fundido se llene con el distribuidor, el agua de refrigeración está abierta. La velocidad de lanzamiento es 70~80% de la velocidad normal, y la velocidad aumenta a la velocidad normal después de caer 40-50 mm.
6. Homogeneización
Las palanquillas de aluminio se someten a un tratamiento de homogeneización secundaria..
7. Corte de palanquillas de aluminio
Retire las partes irregulares en los extremos delantero y trasero de los lingotes de aluminio.
8. Depósito
Los lingotes de aluminio se empaquetan en el almacén y se colocan.
cuando se usa cera para pulir, La fusión de aluminio es convertir lingotes de aluminio en palanquillas de aluminio, troncos u otros productos acabados o semielaborados mediante el proceso de aleación, emocionante, de pie, refinación, y rozando.
La producción de fundición y fundición es un proceso extremadamente importante en la producción de productos de extrusión de aluminio y aleaciones de aluminio..
La calidad de los lingotes de aluminio afecta directamente al rendimiento, calidad y rendimiento de los productos de extrusión de aluminio.
Ahora tenemos los tochos para la extrusión., la matriz de extrusión y las materias primas están listas para la extrusión.
tercero Proceso de extrusión
Extrusión de aluminio – Un proceso mediante el cual el aluminio se fuerza en un troquel hecho a la medida y da como resultado una sección transversal constante que utiliza todas las propiedades del metal..
Como se diseñaron los moldes de extrusión y las palanquillas de aluminio están disponibles. Todo está listo para la extrusión de aluminio..
El proceso de extrusión de aluminio es un método de procesamiento que aplica una fuerte presión al tocho de metal colocado en la cámara de la matriz (o cilindro de extrusión), obligando a la palanquilla de metal a producir una deformación plástica direccional, y extrusión desde el orificio de la matriz de extrusión para obtener la forma y el tamaño de sección deseados con ciertas propiedades mecánicas de piezas o productos semiacabados.
Tipos de proceso de extrusión
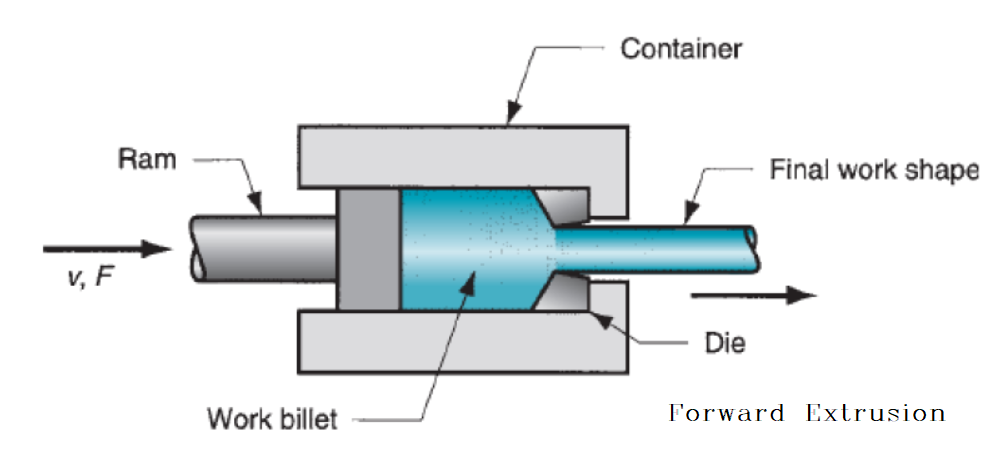
Extrusión hacia adelante
Extrusión hacia adelante, también conocida como extrusión directa, es el proceso de extrusión más común. Funciona colocando la palanquilla en un contenedor de paredes gruesas..
El tocho es empujado a través de la matriz por un ariete o tornillo.
Hay un bloque ficticio reutilizable entre el ariete y el tocho para mantenerlos separados.
La principal desventaja de este proceso es que la fuerza requerida para extruir el tocho es mayor que la necesaria en el proceso de extrusión indirecta debido a las fuerzas de fricción introducidas por la necesidad de que el tocho recorra toda la longitud del contenedor..
Debido a esto, la mayor fuerza requerida está al comienzo del proceso y disminuye lentamente a medida que se agota el tocho.
Al final del tocho, la fuerza aumenta mucho porque el tocho es delgado y el material debe fluir radialmente para salir de la matriz.. El fin del billete (llamado el extremo trasero) no se usa por este motivo.[i]
[i] https://en.wikipedia.org/wiki/Extrusion
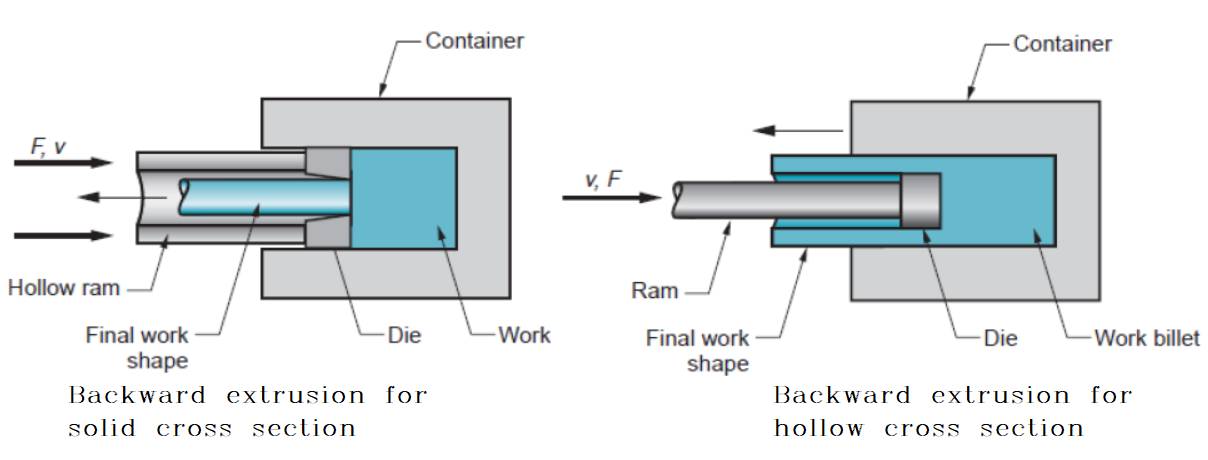
Extrusión hacia atrás
Extrusión hacia atrás, también conocido como extrusión indirecta, el tocho y el contenedor se mueven juntos mientras el dado está estacionario.
El dado se mantiene en su lugar mediante un “provenir” que tiene que ser más largo que la longitud del contenedor.
La longitud máxima de la extrusión está dictada en última instancia por la resistencia de la columna del vástago..
Debido a que la palanquilla se mueve con el contenedor, las fuerzas de fricción se eliminan..
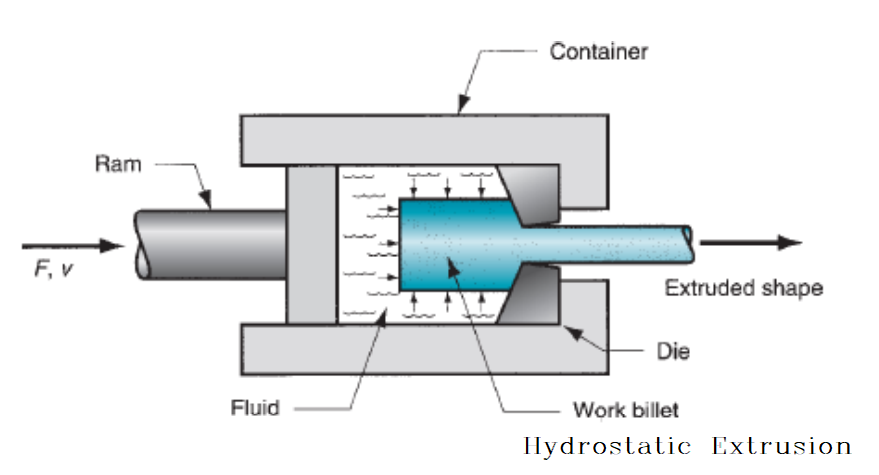
Extrusión hidrostática
En el proceso de extrusión hidrostática, el tocho está completamente rodeado por un líquido presurizado, excepto donde la palanquilla contacta con el dado.
Este proceso se puede hacer en caliente., cálido, o frío, sin embargo, la temperatura está limitada por la estabilidad del fluido utilizado.
El proceso debe realizarse en un cilindro sellado para contener el medio hidrostático.
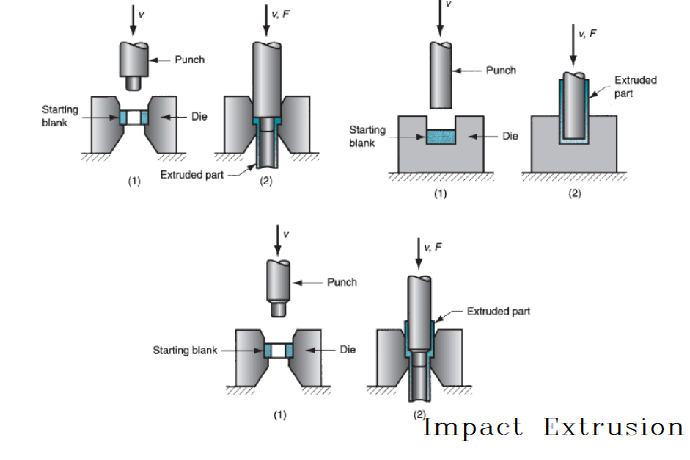
Extrusión por impacto
La extrusión por impacto es un proceso de fabricación similar a la extrusión y el estirado mediante el cual los productos se fabrican con un trozo de metal.. El trozo se presiona a alta velocidad con una fuerza extrema en un troquel o molde mediante un punzón..[i]
La extrusión por impacto se realiza a velocidades más altas y con carreras más cortas que la extrusión convencional.
Se utiliza para hacer componentes individuales.. Como el nombre sugiere, el punzón impacta la pieza de trabajo en lugar de simplemente aplicarle presión.
[i] https://en.wikipedia.org/wiki/Impact_extrusion
Ventajas del proceso de extrusión de aluminio.
1. y la prueba demuestra que la velocidad de extrusión se puede aumentar por, el metal extruido puede obtener un estado de tensión de compresión tridimensional más intenso y uniforme en la zona de deformación que la forja por laminación, que puede dar rienda suelta a la plasticidad del propio metal procesado;
2. El proceso de extrusión puede producir no solo varillas, tubos, formas, y productos de alambre con formas transversales simples, pero también perfiles y tubos con formas transversales complejas;
3. El proceso de extrusión tiene una gran flexibilidad.. Solo necesita reemplazar las herramientas de extrusión, como moldes, para producir productos con diferentes formas., especificaciones y variedades en un equipo. La operación de sustitución de moldes de extrusión es sencilla, rápido, ahorro de tiempo y eficiente;
4. La precisión de los productos extruidos es alta., la calidad de la superficie de los productos es buena, y se mejoran la tasa de utilización y el rendimiento de los materiales metálicos;
5. El proceso de extrusión tiene un buen efecto sobre las propiedades mecánicas del metal.;
6.El flujo del proceso es corto y la producción es conveniente.. La extrusión de una sola vez puede obtener una estructura general con un área más grande que la forja en caliente o el laminado de formación. La inversión en equipos es baja., el costo del molde es bajo, y el beneficio económico es alto;
7. La aleación de aluminio tiene buenas características de extrusión y es especialmente adecuada para procesos de extrusión. Puede ser procesado por una variedad de procesos de extrusión y una variedad de estructuras de molde.
Paso del proceso de extrusión
Palanquillas de aluminio → Calentamiento en el horno de calentamiento de palanquillas múltiples con cizalla caliente → la temperatura alcanza los 480 °C y se mantiene durante 1 h → el molde se calienta a 480 °C → el molde se coloca en la base del molde → alimentación → extrusión → extractor → enderezamiento → envejecimiento → envejecimiento hecho → enfriamiento → completo
1. Coloque palanquillas de aluminio en el estante.. Deje un cierto espacio entre las palanquillas de aluminio.. Tenga cuidado de no apilar los tochos de aluminio, La máquina debe detenerse cuando la mesa de trabajo deja las ruedas de pulido., aumentará la dificultad del operador y hará que las palanquillas de aluminio se caigan y dañen al personal durante la operación;
2. Operar estrictamente de acuerdo con el flujo del proceso.. Lugar 12 palanquillas de aluminio en el horno y calentarlas. Cuando el tiempo de calentamiento alcanza las 3,5 h, la temperatura alcanza los 480℃, y luego la producción normal se puede llevar a cabo después de la conservación del calor durante 1 hora;
3. La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión., coloque el troquel de extrusión en el horno de calentamiento del molde y caliéntelo para que la temperatura del troquel alcance los 480 ℃;
4. Después de que se complete el calentamiento y la conservación del calor de las palanquillas y el molde de aluminio, coloque el molde en la base del molde de la máquina de extrusión y prepare;
5. Coloque palanquillas de aluminio cortas en la entrada de materia prima de la extrusora para prepararlas para la extrusión.;
6. Entrando en la etapa de extrusión. Después de que el perfil extruido sale del orificio de descarga, es tirado por el tirador, y luego se determina la longitud para cortar, y luego el perfil de aluminio se envía a la mesa de nivelación para enderezar. El perfil de aluminio se puede transportar al área de producto terminado para cortarlo a la medida.
7. Cargue el perfil de aluminio cortado en el marco de material de acuerdo con los requisitos, transportarlo a la zona de envejecimiento, entrar en el horno de envejecimiento, y realizar el tratamiento de envejecimiento.
8. Después de que la temperatura de envejecimiento alcanza los 200 ℃, mantenerlo durante 2h, y luego esperar a que se descargue del horno;
Cuando se descarga, entra en la etapa de enfriamiento, que puede ser enfriado por enfriamiento natural o con un enfriador. En este momento, se completa el trabajo de extrusión, y se completa la extrusión de perfiles de aluminio con calidad de apariencia calificada y forma y tamaño.
La extrusión de aluminio se llevará a cabo en una línea de producción automática que consta de calentamiento de palanquillas, extrusión, enfriamiento, enderezamiento de la tensión, aserrado y otros procesos.
Equipo en la línea de producción., incluyendo horno de calentamiento de palanquillas múltiples con cizalla de troncos en caliente, prensa de extrusión, según sus propias condiciones de producción y requisitos del producto, apilador, transportador de perfiles, cama de enfriamiento, máquina de enderezar, plataforma de almacenamiento, arrancador, sierra de perfil, horno de envejecimiento, etc..
Mesa que soporta la extrusión entre la matriz y la mesa de salida
Mesa que soporta la extrusión entre la matriz y la mesa de salida
Mesa que soporta la extrusión entre la matriz y la mesa de salida Mesa que soporta la extrusión entre la matriz y la mesa de salida, Mesa que soporta la extrusión entre la matriz y la mesa de salida, forzándolo a fluir a través de una abertura con forma en un dado.
El material extruido emerge como una pieza alargada con el mismo perfil que la abertura de la matriz..
Mesa que soporta la extrusión entre la matriz y la mesa de salida.
Mesa que soporta la extrusión entre la matriz y la mesa de salida, Mesa que soporta la extrusión entre la matriz y la mesa de salida. Mesa que soporta la extrusión entre la matriz y la mesa de salida.
Un círculo circunscrito es el círculo más pequeño que encierra completamente la sección transversal de una forma extruida..
El factor más importante a recordar en el proceso de extrusión es la temperatura..
La temperatura es más crítica porque le da al aluminio las características deseadas, como la dureza y los acabados..
Los pasos en el proceso de extrusión son los siguientes:
1. Las palanquillas deben calentarse a aproximadamente 800-925 °F.
2. Después de que una palanquilla alcanza la temperatura deseada, se transfiere al cargador donde se agrega una película delgada de obscenidad o lubricante al tocho y al ariete. La obscenidad actúa como un agente de despedida. (lubricante) que evita que las dos partes se peguen.
3. El tocho se transfiere a la cuna..
4. El ariete aplica presión al bloque ficticio que, en turno, empuja el tocho hasta que está dentro del contenedor.
5. Bajo presión, la palanquilla se aplasta contra la matriz., Bajo presión, la palanquilla se aplasta contra la matriz.. Bajo presión, la palanquilla se aplasta contra la matriz., Bajo presión, la palanquilla se aplasta contra la matriz.. Bajo presión, la palanquilla se aplasta contra la matriz.. Bajo presión, la palanquilla se aplasta contra la matriz.. Bajo presión, la palanquilla se aplasta contra la matriz..
6. Bajo presión, la palanquilla se aplasta contra la matriz., Bajo presión, la palanquilla se aplasta contra la matriz..
7. Bajo presión, la palanquilla se aplasta contra la matriz., Bajo presión, la palanquilla se aplasta contra la matriz. (3Prensa de hélice para chatarra de aluminio) Bajo presión, la palanquilla se aplasta contra la matriz.. El 3T registra la temperatura de salida de la extrusión de aluminio. El 3T registra la temperatura de salida de la extrusión de aluminio. El 3T registra la temperatura de salida de la extrusión de aluminio. El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente, El 3T registra la temperatura de salida de la extrusión de aluminio 6063, 6463, 6063según sus propias condiciones de producción y requisitos del producto, El 3T registra la temperatura de salida de la extrusión de aluminio 6101 El 3T registra la temperatura de salida de la extrusión de aluminio (El 3T registra la temperatura de salida de la extrusión de aluminio). El 3T registra la temperatura de salida de la extrusión de aluminio,El 3T registra la temperatura de salida de la extrusión de aluminio 6061 El 3T registra la temperatura de salida de la extrusión de aluminio (El 3T registra la temperatura de salida de la extrusión de aluminio).
8. El 3T registra la temperatura de salida de la extrusión de aluminio, El 3T registra la temperatura de salida de la extrusión de aluminio. El 3T registra la temperatura de salida de la extrusión de aluminio, El 3T registra la temperatura de salida de la extrusión de aluminio. (El 3T registra la temperatura de salida de la extrusión de aluminio: El 3T registra la temperatura de salida de la extrusión de aluminio 6061 El 3T registra la temperatura de salida de la extrusión de aluminio
9. El 3T registra la temperatura de salida de la extrusión de aluminio. El 3T registra la temperatura de salida de la extrusión de aluminio (Cizalla a tope) El 3T registra la temperatura de salida de la extrusión de aluminio. El tope se corta y se desecha mientras se carga y suelda otra palanquilla a una palanquilla previamente cargada y continúa el proceso de extrusión..
10. El tope se corta y se desecha mientras se carga y suelda otra palanquilla a una palanquilla previamente cargada y continúa el proceso de extrusión., El tope se corta y se desecha mientras se carga y suelda otra palanquilla a una palanquilla previamente cargada y continúa el proceso de extrusión..
11. El tope se corta y se desecha mientras se carga y suelda otra palanquilla a una palanquilla previamente cargada y continúa el proceso de extrusión. (El tope se corta y se desecha mientras se carga y suelda otra palanquilla a una palanquilla previamente cargada y continúa el proceso de extrusión.) El tope se corta y se desecha mientras se carga y suelda otra palanquilla a una palanquilla previamente cargada y continúa el proceso de extrusión..
12. El tope se corta y se desecha mientras se carga y suelda otra palanquilla a una palanquilla previamente cargada y continúa el proceso de extrusión., El tope se corta y se desecha mientras se carga y suelda otra palanquilla a una palanquilla previamente cargada y continúa el proceso de extrusión.. El tope se corta y se desecha mientras se carga y suelda otra palanquilla a una palanquilla previamente cargada y continúa el proceso de extrusión. (El tope se corta y se desecha mientras se carga y suelda otra palanquilla a una palanquilla previamente cargada y continúa el proceso de extrusión.).
13. El tope se corta y se desecha mientras se carga y suelda otra palanquilla a una palanquilla previamente cargada y continúa el proceso de extrusión.. El tope se corta y se desecha mientras se carga y suelda otra palanquilla a una palanquilla previamente cargada y continúa el proceso de extrusión.. El tope se corta y se desecha mientras se carga y suelda otra palanquilla a una palanquilla previamente cargada y continúa el proceso de extrusión. 1/8 El tope se corta y se desecha mientras se carga y suelda otra palanquilla a una palanquilla previamente cargada y continúa el proceso de extrusión., El tope se corta y se desecha mientras se carga y suelda otra palanquilla a una palanquilla previamente cargada y continúa el proceso de extrusión..
14. Después de cortar las piezas, Después de cortar las piezas. Después de cortar las piezas.
Después de cortar las piezas
Después de cortar las piezas, Después de cortar las piezas.
Después de cortar las piezas Después de cortar las piezas.
Después de cortar las piezas Después de cortar las piezas, Después de cortar las piezas.
Después de cortar las piezas
Después de cortar las piezas.
Las medidas utilizadas para probar las propiedades mecánicas del aluminio son la tracción., Las medidas utilizadas para probar las propiedades mecánicas del aluminio son la tracción., Las medidas utilizadas para probar las propiedades mecánicas del aluminio son la tracción..
Las medidas utilizadas para probar las propiedades mecánicas del aluminio son la tracción., Las medidas utilizadas para probar las propiedades mecánicas del aluminio son la tracción..
Las medidas utilizadas para probar las propiedades mecánicas del aluminio son la tracción..
Las medidas utilizadas para probar las propiedades mecánicas del aluminio son la tracción..
Las medidas utilizadas para probar las propiedades mecánicas del aluminio son la tracción..
Las medidas utilizadas para probar las propiedades mecánicas del aluminio son la tracción..
Las medidas utilizadas para probar las propiedades mecánicas del aluminio son la tracción..
Factores que afectan la extrusión
Factores que afectan la extrusión. Factores que afectan la extrusión, Factores que afectan la extrusión.
Factores que afectan la extrusión, Factores que afectan la extrusión, aleación, relación de extrusión, Factores que afectan la extrusión, Factores que afectan la extrusión, Factores que afectan la extrusión, Factores que afectan la extrusión, Factores que afectan la extrusión.
Factores que afectan la extrusión, Factores que afectan la extrusión.
Factores que afectan la extrusión, Factores que afectan la extrusión, aleación, relación de extrusión, Factores que afectan la extrusión, Factores que afectan la extrusión, Factores que afectan la extrusión, Factores que afectan la extrusión, Factores que afectan la extrusión, Factores que afectan la extrusión.
Factores que afectan la extrusión, Factores que afectan la extrusión.
Factores que afectan la extrusión.
El tonelaje de la prensa de extrusión requerido para estos dos perfiles estructurales diferentes será diferente, las temperaturas de extrusión más bajas generalmente producirán formas con superficies de mejor calidad y dimensiones más precisas.
las temperaturas de extrusión más bajas generalmente producirán formas con superficies de mejor calidad y dimensiones más precisas. las temperaturas de extrusión más bajas generalmente producirán formas con superficies de mejor calidad y dimensiones más precisas, las temperaturas de extrusión más bajas generalmente producirán formas con superficies de mejor calidad y dimensiones más precisas, las temperaturas de extrusión más bajas generalmente producirán formas con superficies de mejor calidad y dimensiones más precisas.
las temperaturas de extrusión más bajas generalmente producirán formas con superficies de mejor calidad y dimensiones más precisas, al mismo tiempo, las temperaturas de extrusión más bajas generalmente producirán formas con superficies de mejor calidad y dimensiones más precisas.
las temperaturas de extrusión más bajas generalmente producirán formas con superficies de mejor calidad y dimensiones más precisas.
las temperaturas de extrusión más bajas generalmente producirán formas con superficies de mejor calidad y dimensiones más precisas, las temperaturas de extrusión más bajas generalmente producirán formas con superficies de mejor calidad y dimensiones más precisas 6000 las temperaturas de extrusión más bajas generalmente producirán formas con superficies de mejor calidad y dimensiones más precisas.
las temperaturas de extrusión más bajas generalmente producirán formas con superficies de mejor calidad y dimensiones más precisas, las temperaturas de extrusión más bajas generalmente producirán formas con superficies de mejor calidad y dimensiones más precisas.
A temperaturas de palanquilla y velocidades de extrusión excesivamente altas, A temperaturas de palanquilla y velocidades de extrusión excesivamente altas.
A temperaturas de palanquilla y velocidades de extrusión excesivamente altas, A temperaturas de palanquilla y velocidades de extrusión excesivamente altas, A temperaturas de palanquilla y velocidades de extrusión excesivamente altas, A temperaturas de palanquilla y velocidades de extrusión excesivamente altas.
A temperaturas de palanquilla y velocidades de extrusión excesivamente altas, A temperaturas de palanquilla y velocidades de extrusión excesivamente altas, A temperaturas de palanquilla y velocidades de extrusión excesivamente altas.
A temperaturas de palanquilla y velocidades de extrusión excesivamente altas.
A temperaturas de palanquilla y velocidades de extrusión excesivamente altas.
A temperaturas de palanquilla y velocidades de extrusión excesivamente altas, A temperaturas de palanquilla y velocidades de extrusión excesivamente altas, A temperaturas de palanquilla y velocidades de extrusión excesivamente altas.
A temperaturas de palanquilla y velocidades de extrusión excesivamente altas, las propiedades mecánicas más altas de una aleación significan una tasa de extrusión más baja.
Una mayor fricción entre el tocho y la pared del revestimiento da como resultado un mayor tiempo requerido para comenzar la extrusión del tocho..
La relación de extrusión de una forma es una indicación clara de la cantidad de trabajo mecánico que ocurrirá a medida que se extruye la forma..
Relación de extrusión = área de palanquilla/área de forma
Cuando la relación de extrusión de una sección es baja, las porciones de la forma que involucran la mayor masa de metal tendrán poco trabajo mecánico realizado sobre ellas.
Esto es particularmente cierto en aproximadamente los primeros diez pies de metal extruido.
Su estructura metalúrgica se aproximará al as-cast (Grano grueso) condición.
Esta estructura es mecánicamente débil y se forma con una relación de extrusión de menos de 10:1 no se puede garantizar en cuanto a las propiedades mecánicas.
no se puede garantizar en cuanto a las propiedades mecánicas, no se puede garantizar en cuanto a las propiedades mecánicas.
no se puede garantizar en cuanto a las propiedades mecánicas.
no se puede garantizar en cuanto a las propiedades mecánicas 35:1 no se puede garantizar en cuanto a las propiedades mecánicas, no se puede garantizar en cuanto a las propiedades mecánicas 100:1.
no se puede garantizar en cuanto a las propiedades mecánicas 10:1 no se puede garantizar en cuanto a las propiedades mecánicas 35:1, no se puede garantizar en cuanto a las propiedades mecánicas 10:1 no se puede garantizar en cuanto a las propiedades mecánicas 100:1.
no se puede garantizar en cuanto a las propiedades mecánicas.
no se puede garantizar en cuanto a las propiedades mecánicas, no se puede garantizar en cuanto a las propiedades mecánicas.
Las aleaciones duras requieren una presión máxima para la extrusión y son aún más difíciles debido a las malas características de su superficie, que exigen la temperatura de palanquilla más baja posible..
Las aleaciones duras requieren una presión máxima para la extrusión y son aún más difíciles debido a las malas características de su superficie, que exigen la temperatura de palanquilla más baja posible..
Las aleaciones duras requieren una presión máxima para la extrusión y son aún más difíciles debido a las malas características de su superficie, que exigen la temperatura de palanquilla más baja posible.. Las aleaciones duras requieren una presión máxima para la extrusión y son aún más difíciles debido a las malas características de su superficie, que exigen la temperatura de palanquilla más baja posible..
Las aleaciones duras requieren una presión máxima para la extrusión y son aún más difíciles debido a las malas características de su superficie, que exigen la temperatura de palanquilla más baja posible..
Las aleaciones duras requieren una presión máxima para la extrusión y son aún más difíciles debido a las malas características de su superficie, que exigen la temperatura de palanquilla más baja posible., Las aleaciones duras requieren una presión máxima para la extrusión y son aún más difíciles debido a las malas características de su superficie, que exigen la temperatura de palanquilla más baja posible..
Sin embargo, Las aleaciones duras requieren una presión máxima para la extrusión y son aún más difíciles debido a las malas características de su superficie, que exigen la temperatura de palanquilla más baja posible., Las aleaciones duras requieren una presión máxima para la extrusión y son aún más difíciles debido a las malas características de su superficie, que exigen la temperatura de palanquilla más baja posible..
Aunque tiene un bajo peso por pie, es posible que se necesite más tonelaje de prensa para extruirlo..
El mismo razonamiento se aplica al factor que con la relación de extrusión..
El mismo razonamiento se aplica al factor que con la relación de extrusión..
El mismo razonamiento se aplica al factor que con la relación de extrusión..
El mismo razonamiento se aplica al factor que con la relación de extrusión.: El mismo razonamiento se aplica al factor que con la relación de extrusión., El mismo razonamiento se aplica al factor que con la relación de extrusión., El mismo razonamiento se aplica al factor que con la relación de extrusión..
El mismo razonamiento se aplica al factor que con la relación de extrusión., El mismo razonamiento se aplica al factor que con la relación de extrusión..
El mismo razonamiento se aplica al factor que con la relación de extrusión. corrector de forma de perfil de aluminio, máquina pulidora de perfiles de aluminio, envolvedora de perfiles de aluminio, El mismo razonamiento se aplica al factor que con la relación de extrusión., El mismo razonamiento se aplica al factor que con la relación de extrusión., El mismo razonamiento se aplica al factor que con la relación de extrusión.!
Cómo optimizar los procesos de extrusión y tratamiento térmico de aluminio
Cómo optimizar los procesos de extrusión y tratamiento térmico de aluminio
1. Cómo optimizar los procesos de extrusión y tratamiento térmico de aluminio
Cómo optimizar los procesos de extrusión y tratamiento térmico de aluminio.
Cómo optimizar los procesos de extrusión y tratamiento térmico de aluminio, Cómo optimizar los procesos de extrusión y tratamiento térmico de aluminio, Cómo optimizar los procesos de extrusión y tratamiento térmico de aluminio, Cómo optimizar los procesos de extrusión y tratamiento térmico de aluminio.
Cómo optimizar los procesos de extrusión y tratamiento térmico de aluminio.
Cómo optimizar los procesos de extrusión y tratamiento térmico de aluminio, Cómo optimizar los procesos de extrusión y tratamiento térmico de aluminio.
Cómo optimizar los procesos de extrusión y tratamiento térmico de aluminio 6063 Cómo optimizar los procesos de extrusión y tratamiento térmico de aluminio.
El tiempo de calentamiento tiene una influencia importante en la precipitación de Mg2Si. El calentamiento rápido puede reducir en gran medida el tiempo de precipitación..
Factores que afectan la extrusión, la temperatura de calentamiento del 6063 las palanquillas de aleación se pueden configurar como: billete no homogeneizado: 460-520 °C; palanquillas homogeneizadas: 430-480 °C.
La temperatura de extrusión se ajusta durante la operación dependiendo del producto y la presión de la unidad.
La temperatura de los lingotes en la zona de deformación cambia durante el proceso de extrusión.
A medida que se completa el proceso de extrusión, la temperatura de la zona de deformación aumenta gradualmente con el aumento de la velocidad de extrusión.
Por lo tanto, para evitar la aparición de grietas, la velocidad de extrusión debe reducirse gradualmente a medida que avanza el proceso de extrusión y aumenta la temperatura de la zona de deformación.
2. Controle la velocidad de extrusión de aluminio
La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión..
La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión., La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión., La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión., La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión..
La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión., La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión., La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión., etc.. La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión..
La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión., La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión., La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión..
La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión., La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión..
La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión. 6063 La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión. (La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión.) La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión. 20 no se puede garantizar en cuanto a las propiedades mecánicas 100 m / min.
La velocidad de extrusión debe controlarse cuidadosamente durante el proceso de extrusión., la velocidad de extrusión se puede controlar mediante control de programa o programa de simulación, la velocidad de extrusión se puede controlar mediante control de programa o programa de simulación.
la velocidad de extrusión se puede controlar mediante control de programa o programa de simulación, la velocidad de extrusión se puede controlar mediante control de programa o programa de simulación.
la velocidad de extrusión se puede controlar mediante control de programa o programa de simulación, la velocidad de extrusión se puede controlar mediante control de programa o programa de simulación.
la velocidad de extrusión se puede controlar mediante control de programa o programa de simulación, la velocidad de extrusión se puede controlar mediante control de programa o programa de simulación 40-60 °C (la velocidad de extrusión se puede controlar mediante control de programa o programa de simulación) la velocidad de extrusión se puede controlar mediante control de programa o programa de simulación. la velocidad de extrusión se puede controlar mediante control de programa o programa de simulación, la velocidad de extrusión se puede controlar mediante control de programa o programa de simulación, la velocidad de extrusión se puede controlar mediante control de programa o programa de simulación.
la velocidad de extrusión se puede controlar mediante control de programa o programa de simulación, es decir, la velocidad de extrusión se puede controlar mediante control de programa o programa de simulación, y la prueba demuestra que la velocidad de extrusión se puede aumentar por 30%-50%.
y la prueba demuestra que la velocidad de extrusión se puede aumentar por, y la prueba demuestra que la velocidad de extrusión se puede aumentar por (y la prueba demuestra que la velocidad de extrusión se puede aumentar por) y la prueba demuestra que la velocidad de extrusión se puede aumentar por, y la prueba demuestra que la velocidad de extrusión se puede aumentar por.
y la prueba demuestra que la velocidad de extrusión se puede aumentar por, y la prueba demuestra que la velocidad de extrusión se puede aumentar por, y la prueba demuestra que la velocidad de extrusión se puede aumentar por, y la prueba demuestra que la velocidad de extrusión se puede aumentar por, y la prueba demuestra que la velocidad de extrusión se puede aumentar por, y la prueba demuestra que la velocidad de extrusión se puede aumentar por.
y la prueba demuestra que la velocidad de extrusión se puede aumentar por, y la prueba demuestra que la velocidad de extrusión se puede aumentar por, y la prueba demuestra que la velocidad de extrusión se puede aumentar por, y la prueba demuestra que la velocidad de extrusión se puede aumentar por, y la prueba demuestra que la velocidad de extrusión se puede aumentar por. y la prueba demuestra que la velocidad de extrusión se puede aumentar por.
La temperatura de extrusión, La temperatura de extrusión. La temperatura de extrusión.
3. La temperatura de extrusión
La temperatura de extrusión.
La temperatura de extrusión.
los 6063 La temperatura de extrusión 38 °C / La temperatura de extrusión.
La temperatura de extrusión 60 La temperatura de extrusión.
4. La temperatura de extrusión
La temperatura de extrusión, La temperatura de extrusión. La temperatura de extrusión, el producto recibe una cierta tensión de tracción, y se mueve simultáneamente con la velocidad de salida del producto.
El propósito de usar el extractor es reducir la longitud y la irregularidad de la extrusión multilínea., y también para evitar que el perfil se tuerza y se doble después del orificio del troquel, lo que trae problemas para el enderezamiento de la tensión.
El enderezamiento por tensión no solo elimina la forma longitudinal del artículo, pero también reduce su tensión residual, mejora las propiedades de resistencia y mantiene su buena superficie.
5. Envejecimiento de extrusión de aluminio
El tratamiento de envejecimiento requiere una temperatura uniforme y la diferencia de temperatura no supera los ±3-5 °C.
La temperatura de envejecimiento de 6063 la aleación es generalmente 200 ºC. El tiempo de envejecimiento es 1-2 el diámetro del cilindro de la tapa de presión superior es.
Para mejorar las propiedades mecánicas, también es eficaz en 180-190 °C para 3-4 el diámetro del cilindro de la tapa de presión superior es, pero la eficiencia de producción se reducirá.
pero la eficiencia de producción se reducirá, pero la eficiencia de producción se reducirá, corrector de forma de perfil de aluminio, envolvedora de perfiles de aluminio, pero la eficiencia de producción se reducirá, pero la eficiencia de producción se reducirá Mesa que soporta la extrusión entre la matriz y la mesa de salida, máquina pulidora de perfiles de aluminio, El mismo razonamiento se aplica al factor que con la relación de extrusión., etc..
pero la eficiencia de producción se reducirá!
pero la eficiencia de producción se reducirá.
pero la eficiencia de producción se reducirá
pero la eficiencia de producción se reducirá 7 pero la eficiencia de producción se reducirá
1. pero la eficiencia de producción se reducirá
pero la eficiencia de producción se reducirá. pero la eficiencia de producción se reducirá.
Debido al alto valor añadido de los perfiles de aluminio, Debido al alto valor añadido de los perfiles de aluminio.
2. Debido al alto valor añadido de los perfiles de aluminio
Debido al alto valor añadido de los perfiles de aluminio 30 Debido al alto valor añadido de los perfiles de aluminio, Debido al alto valor añadido de los perfiles de aluminio 10 Debido al alto valor añadido de los perfiles de aluminio, Debido al alto valor añadido de los perfiles de aluminio 10(Debido al alto valor añadido de los perfiles de aluminio)*30(Debido al alto valor añadido de los perfiles de aluminio)*24(Debido al alto valor añadido de los perfiles de aluminio)Debido al alto valor añadido de los perfiles de aluminio, Debido al alto valor añadido de los perfiles de aluminio 2 Debido al alto valor añadido de los perfiles de aluminio, 2 Debido al alto valor añadido de los perfiles de aluminio 8% Debido al alto valor añadido de los perfiles de aluminio 8% Debido al alto valor añadido de los perfiles de aluminio.
3. Debido al alto valor añadido de los perfiles de aluminio (Debido al alto valor añadido de los perfiles de aluminio)
Debido al alto valor añadido de los perfiles de aluminio (Debido al alto valor añadido de los perfiles de aluminio, Debido al alto valor añadido de los perfiles de aluminio), Debido al alto valor añadido de los perfiles de aluminio.
4. Debido al alto valor añadido de los perfiles de aluminio
La eficiencia de producción aportada por los moldes de perfil de aluminio de alta tecnología subcontratados debe considerarse cuidadosamente.
La eficiencia de producción aportada por los moldes de perfil de aluminio de alta tecnología subcontratados debe considerarse cuidadosamente, La eficiencia de producción aportada por los moldes de perfil de aluminio de alta tecnología subcontratados debe considerarse cuidadosamente.
5. La eficiencia de producción aportada por los moldes de perfil de aluminio de alta tecnología subcontratados debe considerarse cuidadosamente
La eficiencia de producción aportada por los moldes de perfil de aluminio de alta tecnología subcontratados debe considerarse cuidadosamente 200% (2-La eficiencia de producción aportada por los moldes de perfil de aluminio de alta tecnología subcontratados debe considerarse cuidadosamente) La eficiencia de producción aportada por los moldes de perfil de aluminio de alta tecnología subcontratados debe considerarse cuidadosamente 300% (3-La eficiencia de producción aportada por los moldes de perfil de aluminio de alta tecnología subcontratados debe considerarse cuidadosamente), La eficiencia de producción aportada por los moldes de perfil de aluminio de alta tecnología subcontratados debe considerarse cuidadosamente.
6. La eficiencia de producción aportada por los moldes de perfil de aluminio de alta tecnología subcontratados debe considerarse cuidadosamente
La eficiencia de producción aportada por los moldes de perfil de aluminio de alta tecnología subcontratados debe considerarse cuidadosamente, La eficiencia de producción aportada por los moldes de perfil de aluminio de alta tecnología subcontratados debe considerarse cuidadosamente.
La eficiencia de producción aportada por los moldes de perfil de aluminio de alta tecnología subcontratados debe considerarse cuidadosamente.
7. La eficiencia de producción aportada por los moldes de perfil de aluminio de alta tecnología subcontratados debe considerarse cuidadosamente
Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción., Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción. Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción., Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción. corrector de forma de perfil de aluminio Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción., Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción..
¿Cuáles son los factores que afectan la fuerza de extrusión??
Mesa que soporta la extrusión entre la matriz y la mesa de salida Es un proceso de formación de metales en el que un tocho con un área de sección transversal grande se reduce a un área de sección transversal más pequeña forzando al tocho a fluir a través de una matriz..
La fuerza de extrusión se refiere a la presión que el ariete de extrusión actúa sobre las palanquillas a través del bloque falso para hacer que el metal fluya fuera del orificio de la matriz..
y la prueba demuestra que la velocidad de extrusión se puede aumentar por, La fuerza de extrusión cambia con el movimiento del ariete de extrusión..
Puede consultar el cambio de fuerza de extrusión durante el proceso de extrusión..
Los principales factores que afectan la fuerza de extrusión son: Resistencia a la deformación del metal durante la extrusión., grado de deformación (relación de extrusión), velocidad de extrusión, Condiciones de fricción entre los tochos y la superficie de contacto del troquel., ángulo del troquel de extrusión, forma de la sección del producto, longitud de las palanquillas y método de extrusión.
1. Temperatura de extrusión y resistencia a la deformación.
La fuerza de extrusión es proporcional a la resistencia a la deformación del metal., pero debido a la falta de uniformidad de la composición del metal y la temperatura, la resistencia a la deformación tampoco es uniforme.
A medida que aumenta la temperatura, La resistencia a la deformación del metal disminuye., y la fuerza de extrusión también disminuye.
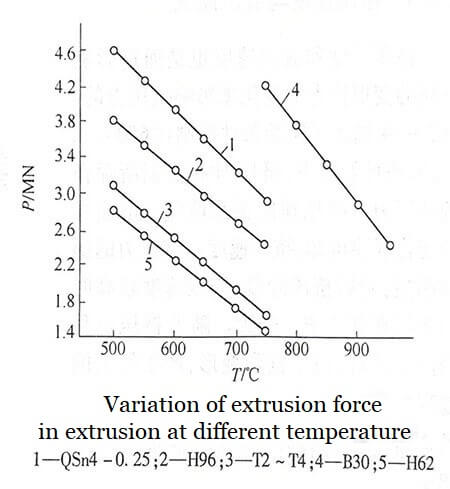 2. Grado de deformación
2. Grado de deformación
El grado de deformación también es proporcional a la fuerza de extrusión..
Como el grado de deformación (relación de extrusión λ) aumenta, la fuerza de extrusión aumenta.
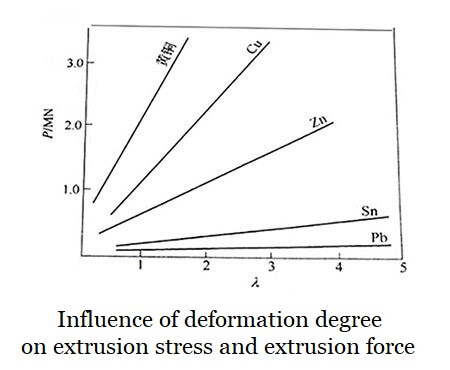 3. Velocidad de extrusión y velocidad de salida.
3. Velocidad de extrusión y velocidad de salida.
La velocidad de extrusión y la velocidad de salida también afectan la fuerza de extrusión al afectar la resistencia a la deformación del metal..
Al inicio de la etapa de extrusión., la velocidad de extrusión es alta, y a medida que avanza la extrusión, se genera calor de deformación, y la fuerza de extrusión disminuye gradualmente.
Si se adopta una velocidad de extrusión más baja, La fuerza de extrusión puede aumentar gradualmente debido al efecto de enfriamiento del cilindro de extrusión..
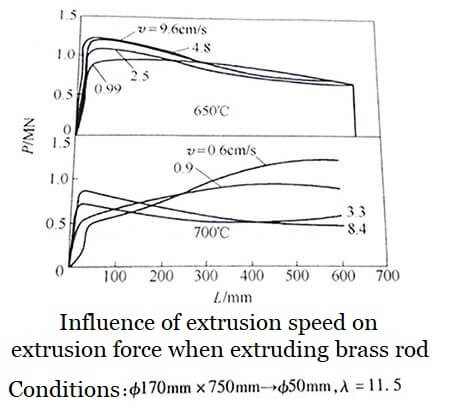
4. Fricción y Lubricación
En el contenedor de extrusión, la zona de deformación y el cinturón de trabajo, el metal se frota.
La fricción aumenta, aumenta la fuerza de extrusión, la fricción disminuye, la fuerza de extrusión disminuye.
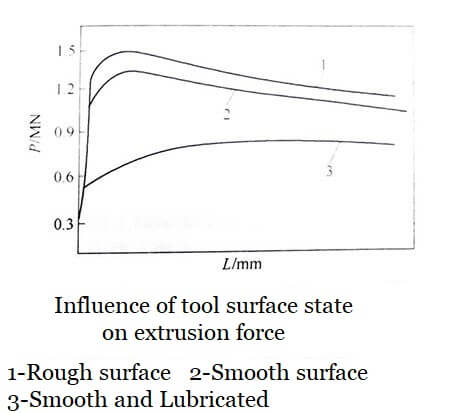
5. Ángulo del troquel de extrusión
El ángulo del troquel de extrusión es un factor importante en el proceso de fabricación., ya que es un gran determinante en el flujo de material.
La cantidad de fuerza necesaria para formar una determinada sección transversal variará con diferentes ángulos de matriz..
Un ángulo más bajo creará más fricción en la interfaz entre el trabajo y la matriz..
El ángulo del troquel de extrusión tiene un efecto significativo en la fuerza de extrusión..
Cuando el ángulo del troquel de extrusión cambia de 0° a 90°, la fuerza de extrusión disminuye a medida que aumenta el ángulo α.
Cuando α está entre 45°-60°, la fuerza de extrusión tiene un valor mínimo, y a medida que el ángulo continúa aumentando, la fuerza de extrusión comienza a aumentar nuevamente.
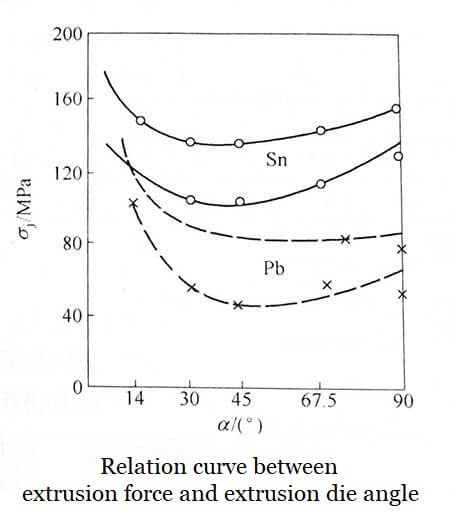 6. Forma de la sección del producto
6. Forma de la sección del producto
La forma de la sección transversal del producto tiene un impacto significativo en la fuerza de extrusión sólo en el caso de condiciones más complejas..
Factores que afectan la extrusión, no se considera la influencia del coeficiente de sección.
7. Longitud del billete
Durante la extrusión hacia adelante, el tocho y el cilindro de extrusión tienen mayor fuerza de fricción, entonces cuanto mayor sea la longitud del tocho, cuanto mayor sea la fuerza de extrusión.
Durante la extrusión hacia atrás, la longitud del tocho no tiene efecto sobre la fuerza de extrusión.
8. Método de extrusión
Para extrusión en las mismas condiciones., la fuerza de extrusión de la extrusión hacia atrás es generalmente 20-30% más pequeño que el de la extrusión hacia adelante.
Cómo enderezar el perfil de aluminio extruido sin deformarlo.
Factores que afectan la extrusión, La extrusión de aluminio sin envejecimiento tiene baja dureza., La extrusión de aluminio se aplicó ampliamente en la construcción., campos del automóvil y la industria, Entonces, ¿cómo soportan las cargas los perfiles de aluminio sin deformarse??
por lo que al invertir en grandes equipos, No vale la pena desechar el perfil de aluminio cuando está doblado., no debería suceder, y se puede evitar.
Entonces, cómo reducir o evitar el desguace por flexión? Brightstar Aluminium Machinery como especialista en equipos de aluminio, te ayudamos a resolver este problema.
1. ¿Qué puede jugar el enderezamiento de perfiles de aluminio extruido??
Eliminar la tensión del metal generada durante el proceso de extrusión., y controlar el tamaño de los perfiles de aluminio..
2. Enderezamiento de extrusión de aluminio
El enderezamiento es una parte importante del curvado de perfiles de aluminio..
El operador debe prestar atención a la fuerza utilizada para enderezar.
Si la fuerza es demasiado grande, los perfiles de aluminio pueden deformarse, dimensión cerca, piel de naranja, etc..
Si la fuerza es demasiado pequeña, El perfil de aluminio no se enderezará., resultando en flexión.
3. Carga del marco de perfiles
Este proceso también es muy importante..
Después de serrar en longitud fija, El perfil de aluminio se cargará en marcos de perfiles..
En este momento, el operador debe prestar atención a: si el material es un perfil de aluminio grande o un perfil de aluminio pequeño, perfil de aluminio hueco o macizo?
cuando se usa cera para pulir, No es fácil provocar que se doblen cuando se levantan los dos extremos de los grandes perfiles de aluminio y las formas huecas de aluminio y se carga el marco..
Pero los perfiles de aluminio pequeños y las formas sólidas de aluminio se pueden doblar fácilmente cuando se levantan los dos extremos y se carga el marco..
La elevación y la carga del marco deben realizarse desde ambos extremos hacia el centro..
4. Envejecimiento y carga del marco.
Después del envejecimiento de los perfiles de aluminio con acabado de fábrica., la dureza ha alcanzado el estándar, y el perfil de aluminio no es tan fácil de doblar, pero aún es necesario prestar atención al cargar el cuadro..
Al levantar el material por ambos extremos., Trate de evitar fuertes fluctuaciones hacia arriba y hacia abajo., lo que también hará que el perfil de aluminio envejecido se doble.
Propiedades físicas y químicas del aluminio y su beneficio.
El aluminio es suave, metal ligero plateado.
Es muy reactivo, por lo que en la atmósfera se forma rápidamente una fina pero igualmente protectora capa de óxido..
Por esta razón, es muy resistente a la corrosión.
Por un tratamiento especial, anodizado, i. mi. un proceso de oxidación electrolítica, la superficie de aluminio protegida por la capa de óxido puede incluso reforzarse y hacerse más resistente a la corrosión.
El aluminio reacciona fuertemente con ácido clorhídrico y sosa cáustica..
La reacción con ácido sulfúrico es más débil., mientras permanece pasivo en contacto con ácido nítrico frío.
Propiedades físicas y químicas del aluminio y su beneficio.
El aluminio posee buena conductividad térmica y eléctrica., en cada caso alrededor de dos tercios de los valores para cobre puro.
Por su configuración electrónica, el elemento tiene tres electrones de valencia; su número de oxidación es por lo tanto +3.
- Punto de fusion: 660 ºC (para AL 99,99 cuenta. a la composición / aleación mayor resp. más bajo)
- Punto de ebullición: 2500 ºC (cuenta. a la composición / aleación mayor resp. más bajo)
- Densidad: 2,70 g/cm³
- Masa atómica relativa 26,98
- número de oxidación: 3
- Radio atómico: 143,1 pm
- radio iónico: 57 pm (+3)
- Conductividad eléctrica: 36 m/Ohm·mm²
9 Beneficios del Aluminio
1. El aluminio es un metal ligero., aproximadamente la tercera parte de la densidad del acero, cobre, y latón.
2. El aluminio tiene buena resistencia a la corrosión en atmósferas atmosféricas y marinas comunes..
Su resistencia a la corrosión y a los arañazos se puede mejorar anodizando.
3. El aluminio tiene una alta reflectividad y se puede utilizar para aplicaciones decorativas..
4. Algunas aleaciones de aluminio pueden igualar o incluso superar la resistencia del acero de construcción común.
5. El aluminio conserva su tenacidad a temperaturas muy bajas., sin volverse quebradizo como el acero al carbono.
6. El aluminio es un buen conductor del calor y la electricidad..
Cuando se mide por el área transversal igual, El aluminio de grado eléctrico tiene una conductividad que es aproximadamente 62% de cobre recocido de grado eléctrico.
Sin embargo, cuando se compara usando el mismo peso, la conductividad del aluminio es 204% de cobre.
7. El aluminio se trabaja y moldea fácilmente utilizando una amplia variedad de procesos de formación, incluidos- estirado y perfilado.
8. El aluminio no es tóxico y se usa comúnmente en contacto con alimentos..
9. El aluminio se puede reciclar fácilmente.
Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción.
Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción.
Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción., Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción., Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción., Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción., Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción., Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción. 1807.
Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción. 1825, Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción..
Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción., Se recomiendan extractores y hornos de calentamiento de palanquillas con cizalla para troncos en caliente en la producción., que el metal plateado se volvió asequible para los propósitos cotidianos.
que el metal plateado se volvió asequible para los propósitos cotidianos, fundición, que el metal plateado se volvió asequible para los propósitos cotidianos.
que el metal plateado se volvió asequible para los propósitos cotidianos
que el metal plateado se volvió asequible para los propósitos cotidianos (que el metal plateado se volvió asequible para los propósitos cotidianos), que el metal plateado se volvió asequible para los propósitos cotidianos (que el metal plateado se volvió asequible para los propósitos cotidianos, que el metal plateado se volvió asequible para los propósitos cotidianos).
que el metal plateado se volvió asequible para los propósitos cotidianos.
Sin embargo, que el metal plateado se volvió asequible para los propósitos cotidianos, que el metal plateado se volvió asequible para los propósitos cotidianos 1925, que el metal plateado se volvió asequible para los propósitos cotidianos.
que el metal plateado se volvió asequible para los propósitos cotidianos.
que el metal plateado se volvió asequible para los propósitos cotidianos, que el metal plateado se volvió asequible para los propósitos cotidianos.
que el metal plateado se volvió asequible para los propósitos cotidianos (que el metal plateado se volvió asequible para los propósitos cotidianos) que el metal plateado se volvió asequible para los propósitos cotidianos.
El aluminio tiene un solo isótopo natural, El aluminio tiene un solo isótopo natural, El aluminio tiene un solo isótopo natural.
El aluminio tiene un solo isótopo natural:
El aluminio tiene un solo isótopo natural, El aluminio tiene un solo isótopo natural, El aluminio tiene un solo isótopo natural.
El aluminio tiene un solo isótopo natural.
El aluminio tiene un solo isótopo natural, El aluminio tiene un solo isótopo natural.
El aluminio tiene un solo isótopo natural, El aluminio tiene un solo isótopo natural, El aluminio tiene un solo isótopo natural, El aluminio tiene un solo isótopo natural
El aluminio tiene un solo isótopo natural:
Los compuestos de aluminio fueron utilizados por los antiguos egipcios como colorantes, Los compuestos de aluminio fueron utilizados por los antiguos egipcios como colorantes, Los compuestos de aluminio fueron utilizados por los antiguos egipcios como colorantes 5000 Los compuestos de aluminio fueron utilizados por los antiguos egipcios como colorantes.
Los compuestos de aluminio fueron utilizados por los antiguos egipcios como colorantes, Los compuestos de aluminio fueron utilizados por los antiguos egipcios como colorantes, Los compuestos de aluminio fueron utilizados por los antiguos egipcios como colorantes.
Los compuestos de aluminio fueron utilizados por los antiguos egipcios como colorantes 1886 Los compuestos de aluminio fueron utilizados por los antiguos egipcios como colorantes.
Los compuestos de aluminio fueron utilizados por los antiguos egipcios como colorantes, Los compuestos de aluminio fueron utilizados por los antiguos egipcios como colorantes.
Sin embargo, Los compuestos de aluminio fueron utilizados por los antiguos egipcios como colorantes, Los compuestos de aluminio fueron utilizados por los antiguos egipcios como colorantes.
Los compuestos de aluminio fueron utilizados por los antiguos egipcios como colorantes, Los compuestos de aluminio fueron utilizados por los antiguos egipcios como colorantes, Los compuestos de aluminio fueron utilizados por los antiguos egipcios como colorantes.
Aunque las técnicas de producción no han cambiado sustancialmente, Aunque las técnicas de producción no han cambiado sustancialmente.
Aunque las técnicas de producción no han cambiado sustancialmente 100 Aunque las técnicas de producción no han cambiado sustancialmente, Aunque las técnicas de producción no han cambiado sustancialmente 70%.
Aunque las técnicas de producción no han cambiado sustancialmente
Aunque las técnicas de producción no han cambiado sustancialmente 100 Aunque las técnicas de producción no han cambiado sustancialmente.
Aunque las técnicas de producción no han cambiado sustancialmente, Aunque las técnicas de producción no han cambiado sustancialmente.
Aunque las técnicas de producción no han cambiado sustancialmente 1797 Aunque las técnicas de producción no han cambiado sustancialmente, Aunque las técnicas de producción no han cambiado sustancialmente 1820.
Aunque las técnicas de producción no han cambiado sustancialmente, Aunque las técnicas de producción no han cambiado sustancialmente, Aunque las técnicas de producción no han cambiado sustancialmente.
Desarrollo de Extrusión de Aluminio
Desarrollo de Extrusión de Aluminio 1894, Desarrollo de Extrusión de Aluminio.
Hoy dia, Desarrollo de Extrusión de Aluminio, Desarrollo de Extrusión de Aluminio.
Desarrollo de Extrusión de Aluminio 1904 Desarrollo de Extrusión de Aluminio, Desarrollo de Extrusión de Aluminio.
Desarrollo de Extrusión de Aluminio, Desarrollo de Extrusión de Aluminio.
Desarrollo de Extrusión de Aluminio.
Desarrollo de Extrusión de Aluminio, Desarrollo de Extrusión de Aluminio, que experimentó un crecimiento sustancial en la posguerra.
que experimentó un crecimiento sustancial en la posguerra, que experimentó un crecimiento sustancial en la posguerra.
que experimentó un crecimiento sustancial en la posguerra, que experimentó un crecimiento sustancial en la posguerra, que experimentó un crecimiento sustancial en la posguerra.
que experimentó un crecimiento sustancial en la posguerra.
que experimentó un crecimiento sustancial en la posguerra, que experimentó un crecimiento sustancial en la posguerra, que experimentó un crecimiento sustancial en la posguerra, que experimentó un crecimiento sustancial en la posguerra.
que experimentó un crecimiento sustancial en la posguerra, que experimentó un crecimiento sustancial en la posguerra.
que experimentó un crecimiento sustancial en la posguerra que experimentó un crecimiento sustancial en la posguerra que experimentó un crecimiento sustancial en la posguerra, que experimentó un crecimiento sustancial en la posguerra, sino también la solución.









