


Production control of aluminum profiles wood grain effect sublimation
Production control of aluminum profiles wood grain effect sublimation
Production control of aluminum profiles wood grain effect sublimation
Keywords: heat transfer wood grain effect; color difference; production control
Due to the various imitation wood grain color patterns and imitation ecological effects of heat transfer wood grain effect aluminum profiles, which are widely used in various high-end civil building decorations, as well as indoor bathroom doors in hotels and furniture, etc.
There are two methods of wood grain treatment on the surface of aluminum profiles:
One is vacuum heat transfer technology, which is characterized by clear and lifelike wood grain patterns and can transfer various color patterns, the production can be made with vacuum wood grain heat transfer machine;
Another is vertical coating and wood grain pattern brushing technology, the wood grain effect has a strong three-dimensional effect, but the wood grain pattern is abstract and single, and the fidelity is not enough.
Mechanism of wood grain effect formation
The formation mechanism of heat transfer wood grain effect is the transfer and penetration of wood grain ink.
During the curing process, the transfer film is attached to the surface coating of the aluminum profile to form a vacuum state, and the ink adheres to the coating film.
With the increase of the baking temperature, the solvent of the medium dissolves and volatilizes, and the thermal molecular movement of the coating film intensifies, the ink molecules penetrate through the gaps of the coating film molecules, and most of the ink is combined with the coating film to present the original wood grain color.
Wood grain transfer method
The different types of coating films on the surface of aluminum profiles, it is related to the performance of wood grain sublimation.
At present, most of the wood grain sublimation adopts the process of powder coating vacuum wood grain heat transfer process.
The process flow is as follows: Aluminum profiles pretreatment → Primer powder coating → Curing→ Wood grain paper or wood grain film → Vacuum heat transfer → Paper or film removal→Inspection→Packaging
The aluminum profiles coated with special wood grain primer powder after electrostatic powder coating are transferred to the wood grain production line for wood grain sublimation after curing.
The film thickness of primer powder coating is selected between 52-80μm, which is convenient for subsequent color matching.
The powder coating process adopts electrostatic spraying, and the powder used is a special wood grain powder.
After curing, the coating film thickness must ensure the transfer penetration depth of the wood grain ink during the transfer process.
The wood grain transfer method has gone through three stages of development, and now there are the following three processes:
1. Wood grain paper with glue
In the early stage, most of the wood grain heating transfer process is to use glue to paste the wood grain paper.
First, cut the wood grain paper according to the shape and size of the aluminum profile, and use glue to paste the wood grain heat transfer side of the wood grain paper and the decorative surface of aluminum profile.
The method can be the manual operation of brushing glue and stickers by hand or the mechanical operation of brushing glue and stickers with a universal wheel laminating machine.
The purpose of using the glue is to make the wood grain paper stick to the aluminum profiles to be heat transferred decorative surface.
After covering the wood grain paper, seal the two ends of aluminum profile with the tape, and send the powder-coated aluminum profiles that have been covered with wood grain paper to the oven for curing.
The baking temperature and time are based on the shape of aluminum profiles and the wood grain pattern to be heat transferred.
The texture depth and other comprehensive factors should be considered and adjusted appropriately.
Usually, the heat transfer curing temperature is 180°C and the time is 10 minutes.
Take out wood grain heat transferred aluminum profiles from the oven, tear off the wood grain paper, and clean the surface.
At present, this process has basically been outdated and the production factories had been shut down.
2. Wood grain paper and plastic bag vacuuming method
At present, the method of wood grain sublimation is to wrap aluminum profiles to be heat transferred with wood grain paper and stick the boundary surface of wood grain paper with high-temperature resistant adhesive tape to prevent the wood grain paper from loosening.
Put a plastic bag with high-temperature resistance and good airtightness on the aluminum profiles covered with wood grain paper, and then vacuum from both ends of the plastic bag until the plastic bag is close to aluminum profiles.
Through the negative pressure, the wood grain paper pressed by the plastic bag of the aluminum profiles can also be tightly attached to aluminum profiles.
The negative pressure of the vacuum is properly adjusted according to the shape of aluminum profiles to be transferred and the negative pressure that the plastic bag can withstand.
Send the wrapped aluminum profiles to the oven for curing.
The baking temperature and time should be properly adjusted according to the shape of the aluminum material to be transferred, the depth of the wood grain texture to be transferred, etc.
Usually, the curing temperature is 180°C and the time is 15 minutes.
Push out the wood grain effect aluminum material from the oven, and pull out the plastic bag from one end of the aluminum profile, this plastic bag can be reused, tear off the wood grain paper, and clean the surface.
3. PE wood grain film for sublimation
At present, most wood grain sublimation process uses PE wood grain film to seal the aluminum profiles to be heat transferred into a tubular bag through aluminum profile automatic bagging and ultrasonic sealing machine.
A vacuum is drawn from both ends of the tubular PE wood grain film bag until the PE transfer film can fully adhere to aluminum profile.
The negative pressure of the vacuum is properly adjusted according to the shape of the aluminum profile to be heat transferred and the negative pressure that the PE wood grain film can withstand.
Send the vacuumed aluminum profiles to the oven for curing.
The baking temperature and time should be properly adjusted according to the shape of the aluminum profile to be transferred, the depth of the wood grain texture to be transferred, etc.
Usually, the temperature is 180°C and the time is 15 minutes.
Push out the wood grain effect sublimation aluminum profiles from the oven, blow up the PE transfer film bag by automatic air blowing, and tear off the residual PE wood grain film after cooling.
The PE wood grain film is vacuumed to heat transfer various wood grains.
The wood grain effect pattern is clear and has a strong sense of hierarchy.
The wood grain ink penetrates into the lower layer of the aluminum profiles coating film, so that it has strong gloss retention and weather resistance.
Production control of aluminum profiles wood grain effect sublimation as follows:
1. Check wood grain paper and aluminum profile
First check whether the surface of the wood grain paper is smooth, free of cracks, spots, holes, clear pattern, and there should be no material flowing marks or gas marks on the surface of the wood grain film, no spots, holes, clear pattern, no wrinkles.
Check that the surface of aluminum profile is not allowed to have oil stains, serious scratches, color differences, and other defects that affect the quality of wood grain sublimation; burrs, sharp corners, etc. need to be polished and cleaned and covered with masking paper to avoid piercing the vacuum bag and affecting the wood grain effect sublimation quality.
2. Conditions for color testing
Check whether there is any difference between the color of the newly coated primer powder and the standard primer powder color left over from the previous period.
If there is no difference, arrange a color test; each color test must ensure that the oven is in full of production
It is absolutely not allowed to have only one piece of material in the color test in the oven.
It is necessary to find the color material of the same process and test the color together when the oven is full. The film thickness is controlled at 55-75 μm to reduce the color test error.
If there is a big difference in the above situation, use a square tube or aluminum profile with a large section to heat transfer the same pattern of the old and new wood grain paper on the same piece of material, and make a good mark on the old and new wood grain paper.
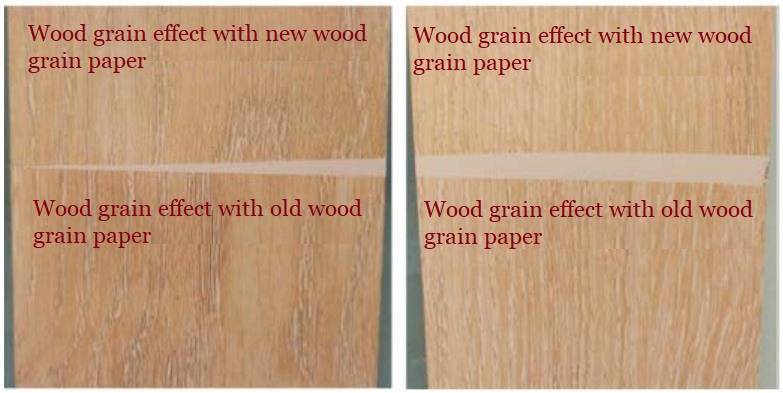
After the sublimation, check whether there is any color difference.
If there is a color difference, first use the curing time to adjust the color test.
If you need to adjust the furnace temperature, the adjusted furnace temperature can only be within the range of ±5°C.
3. Check the coating thickness of aluminum profile
After passing the color test, spot-check whether there are the coating thickness of aluminum profiles less than 50 μm or more than 75 μm.
If there are abnormal coating thicknesses, take one piece from the coating thickness of less than 50 μm and more than 75 μm each, and put them into the oven together with these normal coating thickness materials to produce one batch, and check these high and low coating thicknesses after the curing, Whether the color of aluminum profile is qualified can only be mass-produced after passing the test.
4. Covering wood grain paper
Before covering wood grain paper, it is necessary to seal the end of aluminum profile with masking paper to avoid sharp objects at the end, sharp corners pierce wood grain paper during the production of the wood grain sublimation process.
5. Check the sleeve and sleeve screw are tightened
After aluminum profile is covered with wood grain paper and the high-temperature resistant plastic bag, when it is vacuumed, the sleeve of the air suction port must be screwed to the tightest, then the sleeve screw must be tightened, and then the vacuum valve should be opened to tighten aluminum profile.
For the irregular section aluminum profile, it is necessary to pull wood grain paper and fold it at the groove corner, and put the folded wood grain paper into the groove corner, so as to avoid no wood grain effect at the groove corner.
6. Check aluminum profile is tightened by vacuuming
After each layer of aluminum profile is applied, check whether aluminum profile is tight by vacuuming.
The inspection method is to push the high temperature resistant plastic bag hard with your fingers.

If it is loose when pushed, and the high temperature resistant plastic bag bulges air bubbles, the aluminum profile is not tightened.
If it is not tightened by vacuuming, it is necessary to check whether the high temperature resistant plastic bag is damaged, whether there is air leakage and blockage at the suction port, whether the pressure is normal, and whether there are very few pieces aluminum profiles that it is not tight by vacuuming.
7. Adjust the vacuum pressure according to the size and wall thickness of aluminum profile
For general door and window aluminum profile, the wall thickness is between 1.0-2.0mm, and the pressure is 0.028-0.038 MPa;
for large sections or the wall thickness of the aluminum profile is more than 2.0 mm, the pressure is 0.04-0.05 MPa, so as not to cause deformation of aluminum profile due to excessive pressure, especially for square tube aluminum profiles.
8. Check the details again
After all aluminum profiles are put on the machine, check again whether there is any air leakage in the high temperature resistant plastic bag, whether the screw of the suction port is locked, whether the vacuum pressure value is within the required range, whether all aluminum profiles are tightened by vacuuming, the set oven temperature value and the actual oven temperature value whether it is within the range of ± 5 ℃, after confirming that it is correct, put it into the oven for the production.
9. Color difference in pattern
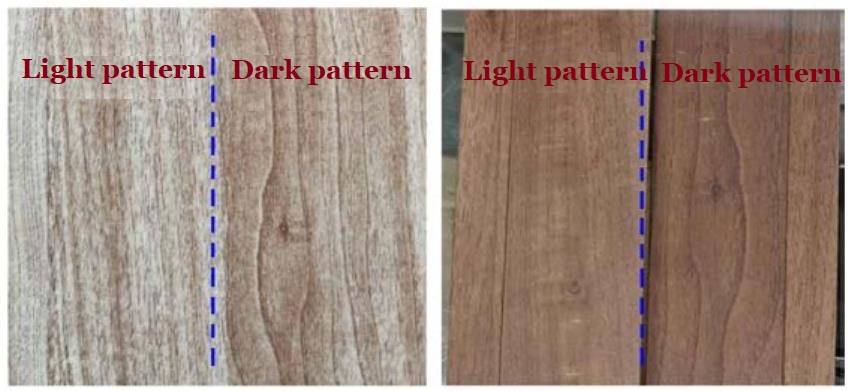
For some wood grain effects with obvious color differences in the pattern, when sampling the color of this kind of wood grain effect, it is necessary to select the wood grain effect pattern with obvious color differences and make them sublimated and use two kinds of swatches with obvious grains.
It can be produced only after confirmation for two kinds of color difference wood grain paper in the pattern.
10. Different wall thickness of aluminum profile, different curing time
Due to the thicker wall thickness of aluminum profiles, the heating is slower, and the ink penetration is slower; while the thinner wall thickness of aluminum profile is faster, the ink penetration is faster.
Therefore, when producing aluminum profiles with differences in wall thickness, the production process cannot be the same, separate production is required, and the baking time of thinner and thicker aluminum profiles generally differs by about 2-6 minutes.
Wood grain effect aluminum profile is a kind of decorative material, which has a clear texture, good wood grain sublimation effect, and a wide development range, such as wood grain, marble grain, cartoon effect, and personalized patterns can be printed into wood grain paper by making molds.
The strong stimulation effect of wood grain paper and the mature technology make the product excellent.
The characteristic of heat transfer wood grain is that the ink changes from solid to vapor state at a specified temperature and has a strong penetrating force, which penetrates into the coating to complete the transfer effect.
It is widely used in metal material decoration. Due to the mature production technology and good product effect, it can completely replace solid wood and jade, and fully realize one more piece of wood grain effect aluminum profile application and one less piece of wood felling
Therefore, the development of wood grain effect sublimation is quite promising.
In the continuous development and updating of aluminum products, the matching of wood grain paper and vacuum wood grain heat transfer machine and processing plants produces products with better effects and higher performance for the market.









