


Kiểm soát sản xuất nhôm định hình hiệu ứng hạt gỗ thăng hoa
Kiểm soát sản xuất nhôm định hình hiệu ứng hạt gỗ thăng hoa
Kiểm soát sản xuất nhôm định hình hiệu ứng hạt gỗ thăng hoa
từ khóa: hiệu ứng hạt gỗ truyền nhiệt; màu sắc khác nhau; kiểm soát sản xuất
Do các mẫu màu vân gỗ giả khác nhau và các hiệu ứng sinh thái giả của nhôm định hình hiệu ứng vân gỗ truyền nhiệt, được sử dụng rộng rãi trong các đồ trang trí tòa nhà dân dụng cao cấp khác nhau, cũng như cửa phòng tắm trong nhà trong khách sạn và nội thất, vân vân.
Có 2 phương pháp xử lý vân gỗ trên bề mặt nhôm định hình:
Một là công nghệ truyền nhiệt chân không, được đặc trưng bởi các mẫu vân gỗ rõ ràng và sống động như thật và có thể chuyển các mẫu màu khác nhau, việc sản xuất có thể được thực hiện với máy truyền nhiệt vân gỗ chân không;
Một cái khác là công nghệ chải lớp phủ dọc và vân gỗ, hiệu ứng vân gỗ có hiệu ứng ba chiều mạnh mẽ, nhưng kiểu vân gỗ trừu tượng và đơn lẻ, và sự trung thực là không đủ.
Cơ chế hình thành hiệu ứng vân gỗ
Cơ chế hình thành hiệu ứng vân gỗ truyền nhiệt là sự truyền và thẩm thấu của mực in vân gỗ.
Trong quá trình đóng rắn, màng chuyển tiếp được gắn vào lớp phủ bề mặt của cấu hình nhôm để tạo thành trạng thái chân không, và mực bám vào màng phủ.
Khi tăng nhiệt độ nướng, dung môi của môi trường hòa tan và bay hơi, và chuyển động phân tử nhiệt của màng phủ tăng cường, các phân tử mực xâm nhập qua các khoảng trống của các phân tử màng phủ, và hầu hết mực được kết hợp với màng phủ để thể hiện màu vân gỗ nguyên bản.
Phương pháp chuyển hạt gỗ
Các loại màng phủ khác nhau trên bề mặt nhôm định hình, nó liên quan đến hiệu suất thăng hoa của hạt gỗ.
các thành phần khác sẽ được thêm vào sau khi nguyên liệu thô tan chảy để lấy hợp kim, hầu hết các hạt gỗ thăng hoa thông qua quy trình sơn tĩnh điện quá trình truyền nhiệt hạt gỗ chân không.
Luồng quy trình như sau: Tiền xử lý nhôm định hình → Lớp sơn lót → Bảo dưỡng → Giấy vân gỗ hoặc màng vân gỗ → Truyền nhiệt chân không → Loại bỏ giấy hoặc màng → Kiểm tra → Đóng gói
Các thanh nhôm định hình được phủ bột sơn lót vân gỗ chuyên dụng sau khi sơn tĩnh điện được chuyển sang dây chuyền tạo vân gỗ để thăng hoa vân gỗ sau khi đóng rắn.
Độ dày màng sơn tĩnh điện mồi được chọn trong khoảng 52-80μm, thuận tiện cho việc phối màu tiếp theo.
Quy trình sơn tĩnh điện thông qua phun tĩnh điện, và bột được sử dụng là bột hạt gỗ đặc biệt.
Sau khi chữa, độ dày màng sơn phải đảm bảo độ sâu thấm truyền của mực vân gỗ trong quá trình truyền.
Phương pháp chuyển hạt gỗ đã trải qua ba giai đoạn phát triển, và bây giờ có ba quy trình sau:
1. Giấy vân gỗ có keo
Ở giai đoạn đầu, hầu hết quá trình truyền nhiệt hạt gỗ là sử dụng keo để dán giấy vân gỗ.
Đầu tiên, cắt giấy vân gỗ theo hình dạng và kích thước của thanh nhôm định hình, và dùng keo dán mặt truyền nhiệt vân gỗ của giấy vân gỗ và mặt trang trí của nhôm định hình.
Phương pháp này có thể là thao tác thủ công đánh keo và dán bằng tay hoặc thao tác cơ học đánh keo và dán bằng máy cán bánh xe vạn năng.
Mục đích của việc sử dụng keo là làm cho giấy vân gỗ bám vào nhôm định hình để làm bề mặt trang trí truyền nhiệt.
Sau khi phủ giấy vân gỗ, bịt kín hai đầu của thanh nhôm định hình bằng băng keo, và gửi các cấu hình nhôm sơn tĩnh điện đã được phủ bằng giấy vân gỗ vào lò để xử lý.
Nhiệt độ và thời gian nướng dựa trên hình dạng của nhôm định hình và kiểu vân gỗ được truyền nhiệt.
Độ sâu kết cấu và các yếu tố toàn diện khác cần được xem xét và điều chỉnh phù hợp.
Thường xuyên, nhiệt độ bảo dưỡng truyền nhiệt là 180 ° C và thời gian là 10 phút.
Lấy các cấu hình nhôm truyền nhiệt vân gỗ ra khỏi lò, xé giấy hạt gỗ, và làm sạch bề mặt.
các thành phần khác sẽ được thêm vào sau khi nguyên liệu thô tan chảy để lấy hợp kim, quy trình này về cơ bản đã lỗi thời và các nhà máy sản xuất đã ngừng hoạt động.
2. Phương pháp hút chân không bằng giấy vân gỗ và túi nhựa
các thành phần khác sẽ được thêm vào sau khi nguyên liệu thô tan chảy để lấy hợp kim, phương pháp thăng hoa vân gỗ là bọc các cấu hình nhôm được truyền nhiệt bằng giấy vân gỗ và dán bề mặt ranh giới của giấy vân gỗ bằng băng dính chịu nhiệt cao để giấy vân gỗ không bị lỏng ra.
Đặt một túi nhựa có khả năng chịu nhiệt độ cao và độ kín khí tốt lên các thanh nhôm định hình được phủ bằng giấy vân gỗ, và sau đó hút bụi từ cả hai đầu của túi nhựa cho đến khi túi nhựa gần với các thanh nhôm.
Thông qua áp suất âm, giấy vân gỗ được ép bởi túi nhựa của nhôm định hình cũng có thể được gắn chặt vào nhôm định hình.
Áp suất âm của chân không được điều chỉnh phù hợp theo hình dạng của các cấu hình nhôm được chuyển và áp suất âm mà túi nhựa có thể chịu được.
Gửi các cấu hình nhôm đã bọc vào lò để xử lý.
Nhiệt độ và thời gian nướng phải được điều chỉnh phù hợp theo hình dạng của vật liệu nhôm được chuyển, độ sâu của kết cấu hạt gỗ được chuyển, vân vân.
Thường xuyên, nhiệt độ bảo dưỡng là 180 ° C và thời gian là 15 phút.
Đẩy vật liệu nhôm hiệu ứng vân gỗ ra khỏi lò, và kéo túi nhựa ra khỏi một đầu của thanh nhôm định hình, túi nhựa này có thể được tái sử dụng, xé giấy hạt gỗ, và làm sạch bề mặt.
3. Màng hạt gỗ PE cho thăng hoa
các thành phần khác sẽ được thêm vào sau khi nguyên liệu thô tan chảy để lấy hợp kim, hầu hết quá trình thăng hoa hạt gỗ sử dụng màng hạt gỗ PE để niêm phong các cấu hình nhôm để truyền nhiệt vào túi hình ống thông qua máy đóng bao tự động cấu hình nhôm và máy hàn siêu âm.
Một chân không được rút ra từ cả hai đầu của túi màng hạt gỗ PE hình ống cho đến khi màng chuyển PE có thể dính hoàn toàn vào cấu hình nhôm.
Áp suất âm của chân không được điều chỉnh phù hợp theo hình dạng của thanh nhôm cần truyền nhiệt và áp suất âm mà màng PE vân gỗ chịu được.
Gửi các cấu hình nhôm đã được hút chân không vào lò để xử lý.
Nhiệt độ và thời gian nướng phải được điều chỉnh phù hợp theo hình dạng của thanh nhôm được chuyển, độ sâu của kết cấu hạt gỗ được chuyển, vân vân.
Thường xuyên, nhiệt độ là 180°C và thời gian là 15 phút.
Đẩy các cấu hình nhôm thăng hoa hiệu ứng vân gỗ ra khỏi lò, thổi túi màng chuyển PE bằng cách thổi khí tự động, và xé màng hạt gỗ PE còn sót lại sau khi làm mát.
Màng hạt gỗ PE được hút chân không để truyền nhiệt các loại hạt gỗ khác nhau.
Mô hình hiệu ứng vân gỗ rõ ràng và có cảm giác phân cấp mạnh mẽ.
Mực vân gỗ thâm nhập vào lớp dưới của màng phủ nhôm định hình, để nó có khả năng giữ bóng mạnh và chống chịu thời tiết.
Kiểm soát sản xuất nhôm định hình hiệu ứng hạt gỗ thăng hoa như sau:
1. Kiểm tra giấy vân gỗ và hồ sơ nhôm
Trước tiên hãy kiểm tra xem bề mặt của giấy vân gỗ có nhẵn không, không có vết nứt, điểm, hố, mô hình rõ ràng, và không được có vết chảy vật liệu hoặc vết khí trên bề mặt màng vân gỗ, không có đốm, hố, mô hình rõ ràng, không có nếp nhăn.
Kiểm tra bề mặt nhôm định hình không được phép có vết dầu, trầy xước nghiêm trọng, sự khác biệt màu sắc, và các khuyết tật khác ảnh hưởng đến chất lượng thăng hoa của hạt gỗ; gờ, góc nhọn, vân vân. cần được đánh bóng và làm sạch và phủ bằng giấy che để tránh làm thủng túi chân không và ảnh hưởng đến chất lượng thăng hoa của hiệu ứng vân gỗ.
2. Điều kiện thử màu
Kiểm tra xem có sự khác biệt nào giữa màu bột sơn lót mới phủ và màu bột sơn lót tiêu chuẩn còn sót lại của giai đoạn trước không.
Nếu không có sự khác biệt, sắp xếp một bài kiểm tra màu sắc; mỗi lần test màu phải đảm bảo ra lò hết công suất
Tuyệt đối không được để duy nhất một nguyên liệu đang thử màu trong lò.
Cần phải tìm nguyên liệu màu của cùng một quy trình và thử màu cùng nhau khi lò đầy. Độ dày màng được kiểm soát ở 55-75 μm để giảm lỗi kiểm tra màu.
Nếu có sự khác biệt lớn trong tình huống trên, sử dụng ống vuông hoặc thanh nhôm định hình tiết diện lớn để truyền nhiệt cùng một mẫu giấy vân gỗ cũ và mới trên cùng một chất liệu, và tạo dấu ấn tốt trên giấy vân gỗ cũ và mới.
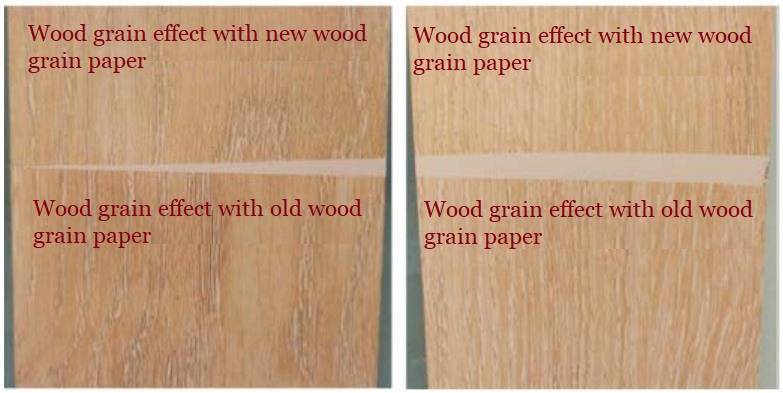
Sau khi thăng hoa, kiểm tra xem có bất kỳ sự khác biệt màu sắc.
Nếu có sự khác biệt về màu sắc, đầu tiên sử dụng thời gian đóng rắn để điều chỉnh kiểm tra màu sắc.
Nếu bạn cần điều chỉnh nhiệt độ lò, nhiệt độ lò được điều chỉnh chỉ có thể nằm trong phạm vi ±5°C.
3. Kiểm tra độ dày lớp phủ của nhôm định hình
Sau khi vượt qua bài kiểm tra màu sắc, kiểm tra tại chỗ xem có độ dày lớp phủ của nhôm định hình nhỏ hơn không 50 mm hoặc hơn 75 μm.
Nếu có độ dày lớp phủ bất thường, lấy một mảnh từ độ dày lớp phủ nhỏ hơn 50 μm và hơn thế nữa 75 μm mỗi, và đưa chúng vào lò cùng với các vật liệu có độ dày lớp phủ bình thường này để sản xuất một mẻ, và kiểm tra các độ dày lớp phủ cao và thấp này sau khi bảo dưỡng, Màu sắc của cấu hình nhôm có đủ tiêu chuẩn hay không chỉ có thể được sản xuất hàng loạt sau khi vượt qua bài kiểm tra.
4. Phủ giấy vân gỗ
Trước khi phủ giấy vân gỗ, cần bịt kín phần cuối của thanh nhôm định hình bằng giấy che để tránh các vật sắc nhọn ở phần cuối, các góc nhọn xuyên qua giấy hạt gỗ trong quá trình sản xuất quá trình thăng hoa hạt gỗ.
5. Kiểm tra tay áo và ốc vít tay áo được thắt chặt
Sau khi hồ sơ nhôm được phủ bằng giấy vân gỗ và túi nhựa chịu nhiệt độ cao, khi nó được hút chân không, tay áo của cổng hút không khí phải được vặn chặt nhất, sau đó vít tay áo phải được thắt chặt, và sau đó nên mở van chân không để siết chặt cấu hình nhôm.
Đối với cấu hình nhôm mặt cắt không đều, cần phải kéo giấy vân gỗ và gấp ở góc rãnh, và đặt giấy vân gỗ đã gấp vào góc rãnh, để tránh không có hiệu ứng vân gỗ ở góc rãnh.
6. Kiểm tra định hình nhôm được siết chặt bằng cách hút chân không
Sau mỗi lớp nhôm định hình được áp dụng, kiểm tra xem cấu hình nhôm có chặt không bằng cách hút bụi.
Phương pháp kiểm tra là dùng ngón tay đẩy mạnh túi nhựa chịu nhiệt độ cao.

Nếu nó bị lỏng khi đẩy, và túi nhựa chịu nhiệt độ cao phồng bọt khí, cấu hình nhôm không được thắt chặt.
Nếu nó không được thắt chặt bằng cách hút bụi, cần kiểm tra xem túi nhựa chịu nhiệt độ cao có bị hỏng không, liệu có rò rỉ không khí và tắc nghẽn ở cổng hút không, liệu áp suất có bình thường không, và liệu có rất ít miếng nhôm định hình mà nó không khít bằng cách hút bụi.
7. Điều chỉnh áp suất chân không theo kích thước và độ dày thành của nhôm định hình
Đối với hồ sơ nhôm cửa và cửa sổ nói chung, độ dày của tường là từ 1,0-2,0mm, và áp suất là 0.028-0.038 MPa;
đối với các phần lớn hoặc độ dày thành của cấu hình nhôm nhiều hơn 2.0 hầu hết các khách hàng nhôm đều thích sự quyến rũ của nhôm định hình, áp lực là 0.04-0.05 MPa, để không gây biến dạng nhôm định hình do áp lực quá lớn, đặc biệt đối với các cấu hình nhôm ống vuông.
8. Kiểm tra lại các chi tiết
Sau khi đưa toàn bộ nhôm định hình lên máy, kiểm tra lại xem có rò rỉ không khí trong túi nhựa chịu nhiệt độ cao không, vít của cổng hút có bị khóa không, liệu giá trị áp suất chân không có nằm trong phạm vi yêu cầu hay không, liệu tất cả các cấu hình nhôm có được siết chặt bằng cách hút bụi hay không, giá trị nhiệt độ lò cài đặt và giá trị nhiệt độ lò thực tế cho dù nó có nằm trong phạm vi ± 5 ℃, sau khi xác nhận rằng nó là chính xác, đưa nó vào lò để sản xuất.
9. Sự khác biệt màu sắc trong mô hình
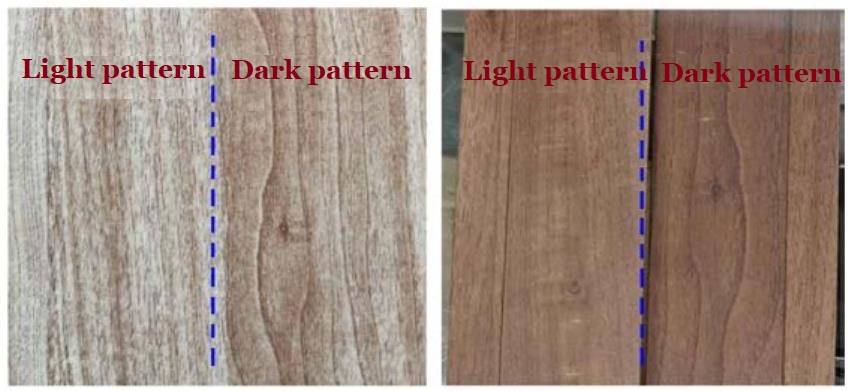
Đối với một số hiệu ứng vân gỗ với sự khác biệt rõ ràng về màu sắc trong hoa văn, khi lấy mẫu màu sắc của loại hiệu ứng vân gỗ này, cần chọn mẫu hiệu ứng vân gỗ có sự khác biệt rõ ràng về màu sắc và làm cho chúng thăng hoa và sử dụng hai loại mẫu có vân rõ ràng.
Nó chỉ có thể được sản xuất sau khi xác nhận hai loại giấy vân gỗ khác biệt về màu sắc trong mẫu.
10. Độ dày tường khác nhau của hồ sơ nhôm, thời gian đóng rắn khác nhau
Do độ dày thành của nhôm định hình dày hơn, sưởi ấm chậm hơn, và mực thâm nhập chậm hơn; trong khi độ dày thành mỏng hơn của nhôm định hình nhanh hơn, sự xâm nhập của mực nhanh hơn.
Vì vậy, khi sản xuất nhôm định hình với sự khác biệt về độ dày của tường, quy trình sản xuất không thể giống nhau, cần sản xuất riêng, và thời gian nướng của các cấu hình nhôm mỏng hơn và dày hơn thường khác nhau khoảng 2-6 phút.
Nhôm định hình hiệu ứng vân gỗ là một loại vật liệu trang trí, có kết cấu rõ ràng, hiệu ứng thăng hoa hạt gỗ tốt, và phạm vi phát triển rộng, chẳng hạn như hạt gỗ, hạt đá cẩm thạch, hiệu ứng hoạt hình, và các mẫu được cá nhân hóa có thể được in thành giấy vân gỗ bằng cách tạo khuôn.
Hiệu ứng kích thích mạnh mẽ của giấy hạt gỗ và công nghệ trưởng thành làm cho sản phẩm trở nên tuyệt vời.
Đặc điểm của in vân gỗ truyền nhiệt là mực chuyển từ trạng thái rắn sang hơi ở nhiệt độ xác định và có lực xuyên mạnh, thâm nhập vào lớp phủ để hoàn thành hiệu ứng chuyển giao.
Nó được sử dụng rộng rãi trong trang trí vật liệu kim loại. Do công nghệ sản xuất trưởng thành và hiệu quả sản phẩm tốt, nó hoàn toàn có thể thay thế gỗ và ngọc bích, và hoàn toàn nhận ra thêm một phần ứng dụng nhôm định hình hiệu ứng vân gỗ và bớt một phần gỗ bị chặt
Vì vậy, sự phát triển của hiệu ứng thăng hoa hạt gỗ khá hứa hẹn.
Trong quá trình phát triển và cập nhật liên tục các sản phẩm nhôm, sự phù hợp của giấy hạt gỗ và máy truyền nhiệt vân gỗ chân không và các nhà máy chế biến tạo ra các sản phẩm có tác dụng tốt hơn và hiệu suất cao hơn chothị trường.









