





خط تولید پروفیل آلومینیوم ترمال بریک


خط تولید پروفیل آلومینیوم ترمال بریک
- شرح
- استعلام
شرح
خط تولید پروفیل آلومینیوم ترمال بریک
خط تولید پروفیل آلومینیوم ترمال بریک
خط تولید پروفیل آلومینیوم ترمال بریک برای تولید پروفیل آلومینیوم ترمال بریک استفاده می شود, شامل 4 مجموعه ماشین آلات: دستگاه کرنلینگ, دستگاه درج / مونتاژ نوار, دستگاه نورد و تستر برش.
چرا پروفیل آلومینیوم ترمال بریک؟
از آنجایی که پروفیل آلومینیوم ترمال بریک دارای مزایای زیر است و به طور گسترده در پروژه های پنجره و درب و کرتین وال استفاده می شود.
1 اثر قابل توجه صرفه جویی در انرژی, صرفه جویی در انرژی می تواند باشد 30-40%
2 عملکرد عالی عایق صدا, می تواند نویز را 30-50Db کاهش دهد.
3 عملکرد عالی ضد یخ زدگی و ضد مه, پنجره می تواند تمیز و روشن باشد
4 استحکام بالا, عملکرد مقاومت در برابر باد می تواند استاندارد سطح شماره 1 باشد
5 عملکرد ضد هوا و ضد آب خوب, هر دو استاندارد سطح 1 است
6 اصول طراحی سه محفظه, ساختار پایداری بالا, ساختار پایداری بالا.
7 ساختار پایداری بالا, ساختار پایداری بالا, ساختار پایداری بالا, ساختار پایداری بالا, ساختار پایداری بالا
8 ساختار پایداری بالا, ساختار پایداری بالا, ساختار پایداری بالا, ساختار پایداری بالا, ساختار پایداری بالا, ساختار پایداری بالا.
ساختار پایداری بالا
ساختار پایداری بالا
ساختار پایداری بالا, ساختار پایداری بالا.
ساختار پایداری بالا, ساختار پایداری بالا, ساختار پایداری بالا.
ساختار پایداری بالا
ساختار پایداری بالا, و دو تکه پروفیل آلومینیومی توسط نوار پلی آمید به هم متصل خواهند شد.
و دو تکه پروفیل آلومینیومی توسط نوار پلی آمید به هم متصل خواهند شد
و دو تکه پروفیل آلومینیومی توسط نوار پلی آمید به هم متصل خواهند شد, و دو تکه پروفیل آلومینیومی توسط نوار پلی آمید به هم متصل خواهند شد, و دو تکه پروفیل آلومینیومی توسط نوار پلی آمید به هم متصل خواهند شد.
و دو تکه پروفیل آلومینیومی توسط نوار پلی آمید به هم متصل خواهند شد
و دو تکه پروفیل آلومینیومی توسط نوار پلی آمید به هم متصل خواهند شد (و دو تکه پروفیل آلومینیومی توسط نوار پلی آمید به هم متصل خواهند شد) و دو تکه پروفیل آلومینیومی توسط نوار پلی آمید به هم متصل خواهند شد, و دو تکه پروفیل آلومینیومی توسط نوار پلی آمید به هم متصل خواهند شد.
و دو تکه پروفیل آلومینیومی توسط نوار پلی آمید به هم متصل خواهند شد
و دو تکه پروفیل آلومینیومی توسط نوار پلی آمید به هم متصل خواهند شد, و دو تکه پروفیل آلومینیومی توسط نوار پلی آمید به هم متصل خواهند شد, کم مصرف, و دو تکه پروفیل آلومینیومی توسط نوار پلی آمید به هم متصل خواهند شد.
1. و دو تکه پروفیل آلومینیومی توسط نوار پلی آمید به هم متصل خواهند شد, و دو تکه پروفیل آلومینیومی توسط نوار پلی آمید به هم متصل خواهند شد;
2. طراحی خاص چرخ نورد دستگاه نورد باعث می شود که دو مجموعه پروفیل ترکیب شده و قابل اعتماد باشند.;
3. طراحی خاص چرخ نورد دستگاه نورد باعث می شود که دو مجموعه پروفیل ترکیب شده و قابل اعتماد باشند.;
4. از یک موتور قابل اعتماد استفاده کنید, طراحی خاص چرخ نورد دستگاه نورد باعث می شود که دو مجموعه پروفیل ترکیب شده و قابل اعتماد باشند., طراحی خاص چرخ نورد دستگاه نورد باعث می شود که دو مجموعه پروفیل ترکیب شده و قابل اعتماد باشند.;
5. طراحی خاص چرخ نورد دستگاه نورد باعث می شود که دو مجموعه پروفیل ترکیب شده و قابل اعتماد باشند., طراحی خاص چرخ نورد دستگاه نورد باعث می شود که دو مجموعه پروفیل ترکیب شده و قابل اعتماد باشند.;
6. طراحی خاص چرخ نورد دستگاه نورد باعث می شود که دو مجموعه پروفیل ترکیب شده و قابل اعتماد باشند..
تفاوت بین تغذیه نواری و پروفیل آلومینیوم ترمال بریک تزریقی چیست؟?
پروفیل آلومینیوم ترمال بریک تغذیه نواری و پروفیل آلومینیوم ترمال بریک تزریقی تفاوت دارد
فناوری عایق حرارتی فرآیند تزریق از ایالات متحده نشات گرفته است, که وظیفه آن تزریق مخلوطی شبیه موم آب بندی به اکستروژن آلومینیومی پنجره ها و درها برای عایق حرارتی است..
فرآیند تغذیه نواری باعث می شود که دو قسمت از پروفیل اکستروژن آلومینیومی داخلی و پروفیل اکستروژن آلومینیومی بیرونی با هم هماهنگ شوند، بنابراین از انتقال حرارت برای دستیابی به اهداف صرفه جویی در انرژی جلوگیری می کند..
فرآیند تزریق و فرآیند تغذیه نوار پروفیل آلومینیوم با وزن سبک مشخص می شود, استحکام بالا, استحکام خوب, عایق ضد آب و صدا مهر و موم شده, عمر استفاده طولانی, و غیره.
می تواند تبادل حرارت را به میزان قابل توجهی کاهش دهد, عملکرد عایق خوبی دارند و عایق صرفه جویی در انرژی و اثرات حفاظت از محیط زیست خوبی دارند, که روند توسعه پروفیل های آلومینیومی ساختمان سبز و صرفه جویی در مصرف انرژی است.
در اینجا چند تفاوت بین پروفیل آلومینیوم ترمال بریک تزریقی و پروفیل آلومینیوم ترمال بریک تغذیه نواری وجود دارد.:
1. مقایسه فرآیند تزریق و فرآیند تغذیه نواری
فرآیند تزریق به معنای ایجاد حرکت خطی پروفیل اکستروژن آلومینیومی با استفاده از چرخ دنده است..
هنگامی که شیار عایق حرارت پروفیل آلومینیومی از پایین سر دستگاه تزریق عبور کرد., مواد عایق مایع به داخل شیارهای عایق حرارتی جریان می یابند, پس از مدتی انجماد, سپس پل را قطع کنید.
فرآیند تغذیه نواری
پروفیل آلومینیومی ترمال بریک تغذیه نواری دارای پیچ خوردگی است, تغذیه نواری و نورد سه مرحله ای.
قوز کردن: برای بریدگی بریدگی اکستروژن آلومینیوم توسط چرخ دنده های نورد سخت, ساخت دندانه در هر دو پروفیل آلومینیومی
تغذیه نواری: نوار تغذیه به پروفیل های آلومینیومی, پروفیل های آلومینیومی بیرونی و داخلی را برای فرآیند نورد زیر با هم هماهنگ کنید. یک مجموعه فیدر نواری مشکلی ندارد
متحرک: دارای راهنما و پیش گیره, بستن و تقویت (جهت عمودی و افقی) فرآیندها, دستگاه شکل دهی نورد پروفیل های آلومینیومی را با مانع حرارتی نورد می کند, دارای تابع ترکیبی.
نورد عامل کلیدی در استاندارد بودن محصول است, تنظیم زنگ فشار بالا و زنگ فشار پایین.
2 مواد عایق حرارتی مختلف
مواد عایق حرارتی فرآیند تزریق بر پایه چسب عایق پلی اورتان است.
برای ترکیب, به طور کلی, از اجزای رزین و ایزوسیانات تشکیل شده است.
به دو دسته داخلی و خارجی طبقه بندی می شود.
نماینده مواد تزریق خارجی آمریکا آزون است, مواد از ایالات متحده یا کره است.
مواد تزریق معمولی داخلی در دالی است.
مواد عایق حرارتی فرآیند تغذیه نواری، مانع عایق است.
اکنون نوار استاندارد عایق حرارتی پلی آمید66 است (معمولاً با نام NYLON66 شناخته می شود).
به منظور به دست آوردن ظاهر و دقت سطح, این یک ویژگی مشترک برای نوار عایق خارجی است که با نایلون PA66 و الیاف شیشه ریز تولید می شود..
از آنجایی که در تولید از الیاف شیشه ای بسیار ریز استفاده می شود, بنابراین استحکام کششی تنها 60N/mm است و قیمت آن بسیار گران است.
3. تجهیزات تولید
فرآیند تزریق یکی از فناوریهایی است که دستگاه و چسب عایق جدانشدنی است, بنابراین تامین کننده تجهیزات و تامین کننده چسب عایق یکسان هستند.
تجهیزات معمول وارداتی آمریکا آزون است, هزینه تجهیزات گران تر است.
برای تجهیزات ساخت داخل, تغییرات عمده را بر اساس عملکرد یکسان انجام دهید و هزینه آن در بازار رقابتی تر باشد.
تجهیزات تغذیه نواری می تواند تجهیزات وارداتی و تجهیزات ساخت داخل باشد, تجهیزات وارداتی از آلمان یا سوئیس می باشد, دستگاه ساخت داخل را می توان توسط بسیاری از تولید کنندگان ارائه کرد و انتخاب های زیادی برای مشتریان وجود دارد.
کل خط شامل یک دستگاه کرنلینگ است, فیدر نواری, دستگاه نورد و تستر.
4 پروفیل های اکستروژن آلومینیومی سد حرارتی
فرآیند تزریق، پروفیل آلومینیوم را شکسته حرارتی می کند, همانطور که یک بار اکسترود می شود, حداقل عیوب فرآیند, یک بار پلی اورتان را به شیار عایق پروفیل های آلومینیومی تزریق کنید, و پیچ خورده تا یک پل عایق پلی اورتان تشکیل شود.
چون پلی اورتان چسبندگی بالایی دارد, پل حرارتی و پروفیل های آلومینیومی کاملاً کامل خواهند بود, بنابراین پروفیل آلومینیومی می تواند استحکام بالایی داشته باشد.
پروفیل آلومینیومی ترمال بریک تغذیه نواری, دو قطعه پروفیل اکستروژن آلومینیومی, نوار عایق را به شیار پروفیل های آلومینیومی وارد کنید, سپس فرآیند نورد.
نمایه باید خمیده شود, تغذیه نواری و نورد و آزمایش.
بعد از آن, کل فرآیند تکمیل شده است و پروفیل آلومینیومی ترمال بریک تغذیه نوار به طور گسترده در پنجره و درب استفاده می شود, پروژه های دیوار پرده.
5 هزینه پروفیل آلومینیوم ترمال بریک
همانطور که قیمت پروفیل آلومینیوم یکسان است, قیمت نوار عایق PVC و نوار عایق PA66 متفاوت است, چسب پلی اورتان تزریقی نیز متفاوت است.
بنابراین هزینه پروفیل آلومینیوم ترمال بریک فرآیند تزریق و پروفیل آلومینیوم ترمال بریک تغذیه نواری کمی متفاوت خواهد بود و ما می توانیم هزینه را بر اساس پروفیل های خاص تجزیه و تحلیل کنیم..
در اینجا تفاوت های کلی بین پروفیل های آلومینیومی تغذیه نواری و ترمال بریک تزریقی وجود دارد.
نحوه ساخت پروفیل آلومینیومی سد حرارتی
نحوه ساخت پروفیل آلومینیومی سد حرارتی
ممکن است تعجب کنید که چگونه پروفیل آلومینیومی سد حرارتی را در کارخانه اکستروژن بسازید.
در اینجا داستان پشت آن و مراحل ساخت این محصول درخشان را نشان می دهیم.
نحوه ساخت پروفیل آلومینیومی سد حرارتی?
تنها چیزی که نیاز دارید پروفیل های آلومینیومی است, خط تولید پروفیل آلومینیوم ترمال بریک و نوار پلی آمید.
در اینجا پروفیل آلومینیومی سد حرارتی پروفیل عایق حرارتی روش تغذیه نواری است, پروفیل آلومینیومی سد حرارتی تزریقی نیست.
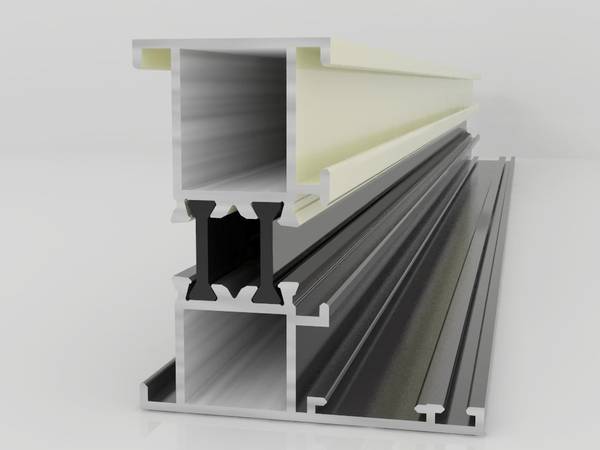
پروفیل آلومینیومی سد حرارتی چیست?
دو قطعه پروفیل آلومینیومی توسط یک نوار پلی آمید به هم متصل می شوند.
آلومینیوم می تواند گرما یا سرما را به راحتی منتقل کند, هدایت حرارتی آن بالا است.
اما هدایت حرارتی نوار پلی آمید بسیار پایین است, و سپس می تواند انتقال گرما یا سرما را از طریق آلومینیوم مسدود کند.
مواد اولیه نوارهای پلی آمید نایلون و الیاف شیشه است.
دستگاه مونتاژ پروفیل آلومینیوم ترمال بریک
دستگاه مونتاژ پروفیل آلومینیوم ترمال بریک برای تولید پروفیل آلومینیوم مانع حرارتی استفاده می شود., شامل چهار مجموعه از ماشین آلات: دستگاه کرنلینگ, دستگاه درج / مونتاژ نوار, دستگاه نورد و تستر برش.
فرآیند تولید پروفیل آلومینیومی مانع حرارتی
فرآیند تولید پروفیل آلومینیومی سد حرارتی به شرح زیر است:
پروفیل های آلومینیومی را بر روی سکوی کار بارگذاری کنید → چسباندن فیلم → حلقه → تغذیه نواری → نورد → یا فوم پلی اورتان را در محفظه عایق → بسته بندی وارد کنید.
1 اولین فرآیند
کیفیت سطح و تحمل ابعاد پروفیل های آلومینیومی را تست کنید, پروفیل های آلومینیومی داخلی و خارجی را می توان آنودایز یا درمان با پوشش پودری الکترواستاتیکی انجام داد, همچنین می تواند رنگ متفاوتی داشته باشد.
از طریق اتصال پل حرارتی, داخل و خارج پروفیل های آلومینیومی دو رنگ برای درب و پنجره قابل تهیه است.
2 فرآیند دوم
فیلم محافظ بچسبانید. عملکرد اصلی محافظت از کیفیت سطح پروفیل آلومینیوم در پردازش و جابجایی است.
3 قوز کردن
این فرآیند کلیدی است, دو دیوار داخلی از پروفیل های آلومینیومی رول شده برای دندان های ناهموار بسازید.
نوار را به کانال دندانه های پروفیل های آلومینیومی وارد کنید, آنها را با هم ترکیب کنید.
عمق کانال دندان در بازار داخلی مشخص نشده است.
اما در استاندارد صنعت برای ساختمان GB/T ترمال بریک آلیاژ آلومینیوم استاندارد, مشخصاتی برای استحکام کششی و مقاومت برشی وجود دارد.
4 فرآیندهای تغذیه نواری و نورد
تغذیه نواری برای تغذیه نوار EPDM به کانال دندانه های پروفیل آلومینیومی است.
سپس از طریق دستگاه نورد, پروفیل های اکستروژن آلومینیوم و مونومر اتیلن-پروپیلن-دین یا نوار مواد دیگر را با هم بسازید
5 تست برشی
پروفیل آلومینیومی مانع حرارتی باید الزامات GB/T5237-2017 را برآورده کند., پروفیل های آلومینیومی مانع حرارتی نیز باید از نظر مقاومت برشی معمولی و استحکام کششی عرضی و الاستیسیته ترکیبی آزمایش شوند..
بگیر (100± 1)پروفیل های آلومینیومی عایق حرارتی مرکب به طول میلی متر, آن را به مدت دو روز در (23± 2)℃ و رطوبت 45% تا 55%, و از تستر مقاومت برشی برای فشار یکنواخت نیرو به سمت قسمت پروفیل آلومینیومی استفاده کنید, سرعت تغذیه 1 تا 5 میلی متر در دقیقه است, بار اعمال شده و تغییر شکل برشی مربوطه را ثبت کنید.
6 بسته بندی
می توان آن را با کیسه پلاستیکی یا بسته بندی بسته بندی با کاغذ بسته بندی کرد.
عملکرد اصلی جلوگیری از آسیب و خراش در حمل و نقل و پردازش است.
ویژگی های دستگاه ساخت پروفیل آلومینیوم سد حرارتی Brightstar
و دو تکه پروفیل آلومینیومی توسط نوار پلی آمید به هم متصل خواهند شد, صرفه جویی در انرژی و مصرف انرژی کمتر, بازده تولید بالا
کرنلینگ و تغذیه نواری را می توان در یک مجموعه ماشین انجام داد.
کل تجهیزات می تواند دو گروه پروفیل اکستروژن آلومینیوم را با هم ترکیب کند 2 مجموعهای از ماشینهای قلابزنی.
طراحی ویژه برای غلتک دستگاه شکل دهی نورد می تواند ترکیب پایدار را تضمین کند 2 قطعات پروفیل آلومینیومی.
استفاده از دقیق ترین سنسور, تست را به طور دقیق
با استفاده از موتور با کیفیت قابل اعتماد, اجزای استاندارد مبدل فرکانس و کاهنده
قاب کمکی انعطاف پذیر و قابل تنظیم, نمایشگر دیجیتال
کیفیت پایدار, عملکرد قابل اعتماد, میز کار متحرک, این یک تجهیزات ایده آل برای پروفیل های آلومینیومی عایق حرارتی است.
نحوه ساخت پروفیل آلومینیومی سد حرارتی?
مراحل ما را دنبال کنید و این بسیار ساده است!
پروفیل های آلومینیومی را روی سکوی کار بارگیری کنید → چسباندن فیلم → نوک کردن → تغذیه نواری → نورد → آزمایش → بسته بندی.
برای دریافت قیمت بدون تعهد در زمینه تولید پروفیل آلومینیوم ترمال بریک هم اکنون با ما تماس بگیرید!













