


التحكم في الإنتاج لمحات الألومنيوم تسامي تأثير الحبوب الخشبية
التحكم في الإنتاج لمحات الألومنيوم تسامي تأثير الحبوب الخشبية
التحكم في الإنتاج لمحات الألومنيوم تسامي تأثير الحبوب الخشبية
الكلمات الدالة: تأثير الحبوب الخشب نقل الحرارة; فرق اللون; مراقبة الإنتاج
نظرًا لأنماط ألوان حبيبات الخشب المقلدة المختلفة والتأثيرات البيئية المقلدة لمقاطع الألمنيوم ذات تأثير حبيبات الخشب التي تنقل الحرارة, والتي تستخدم على نطاق واسع في مختلف ديكورات المباني المدنية الراقية, وكذلك أبواب الحمامات الداخلية في الفنادق والأثاث, إلخ.
هناك طريقتان لمعالجة حبيبات الخشب على سطح مقاطع الألمنيوم:
واحد هو تكنولوجيا نقل الحرارة فراغ, والتي تتميز بأنماط حبيبات خشبية واضحة ونابضة بالحياة ويمكنها نقل أنماط ألوان مختلفة, يمكن أن يتم الإنتاج مع آلة نقل الحرارة الخشب الحبوب فراغ;
آخر هو الطلاء العمودي وتقنية تنظيف نمط الحبوب الخشبية, تأثير الحبوب الخشبية له تأثير قوي ثلاثي الأبعاد, لكن نمط حبيبات الخشب مجرد ومفرد, والإخلاص لا يكفي.
آلية تشكيل تأثير الحبوب الخشبية
آلية تشكيل تأثير نقل الحرارة لحبوب الخشب هي نقل واختراق حبر حبيبات الخشب.
أثناء عملية المعالجة, يتم إرفاق فيلم النقل بالطلاء السطحي لملف الألمنيوم لتشكيل حالة فراغ, ويلتصق الحبر بطبقة الطلاء.
مع زيادة درجة حرارة الخبز, يذوب مذيب الوسط ويتطاير, وتتكثف الحركة الجزيئية الحرارية لفيلم الطلاء, تخترق جزيئات الحبر فجوات جزيئات طبقة الطلاء, ويتم دمج معظم الحبر مع طبقة الطلاء لتقديم لون حبيبات الخشب الأصلي.
طريقة نقل الحبوب الخشبية
الأنواع المختلفة لأغشية الطلاء على سطح مقاطع الألمنيوم, يتعلق الأمر بأداء تسامي الحبوب الخشبية.
في الوقت الحالي, تعتمد معظم عمليات تسامي الحبوب الخشبية عملية نقل الحرارة لحبيبات الخشب الفراغية بمسحوق الطلاء.
تدفق العملية على النحو التالي: المعالجة المسبقة لمقاطع الألمنيوم ← طلاء مسحوق التمهيدي ← المعالجة ← ورق حبيبات الخشب أو فيلم حبيبات الخشب ← نقل الحرارة بالفراغ ← إزالة الورق أو الفيلم ← الفحص ← التغليف
يتم نقل مقاطع الألمنيوم المطلية بمسحوق تمهيدي خاص من حبيبات الخشب بعد طلاء المسحوق الكهروستاتيكي إلى خط إنتاج حبيبات الخشب لتسامي حبيبات الخشب بعد المعالجة.
يتم اختيار سمك الفيلم لطلاء المسحوق التمهيدي بين 52-80μm, وهو مناسب لمطابقة الألوان اللاحقة.
تعتمد عملية طلاء المسحوق الرش الكهروستاتيكي, والمسحوق المستخدم عبارة عن مسحوق حبيبات خشبية خاص.
بعد المعالجة, يجب أن يضمن سمك طبقة الطلاء عمق اختراق نقل حبر الحبوب الخشبية أثناء عملية النقل.
لقد مرت طريقة نقل الحبوب الخشبية بثلاث مراحل من التطوير, والآن هناك العمليات الثلاث التالية:
1. ورق حبيبات الخشب مع الغراء
في المرحلة المبكرة, تتمثل معظم عمليات نقل تسخين الحبوب الخشبية في استخدام الغراء للصق ورق الحبوب الخشبية.
أولاً, قم بقطع ورق الحبوب الخشبية وفقًا لشكل وحجم ملف الألومنيوم, واستخدم الغراء للصق جانب النقل الحراري لحبيبات الخشب من ورق الحبوب الخشبية والسطح الزخرفي لملف الألمنيوم.
يمكن أن تكون الطريقة هي التشغيل اليدوي لتنظيف الغراء والملصقات يدويًا أو التشغيل الميكانيكي لتنظيف الغراء والملصقات باستخدام آلة تصفيح العجلات العامة.
الغرض من استخدام الغراء هو جعل ورق حبيبات الخشب يلتصق بمقاطع الألمنيوم ليكون سطحًا زخرفيًا منقولاً بالحرارة.
بعد تغطية ورق الحبوب الخشبية, أغلق طرفي ملف الألمنيوم بالشريط, وأرسل مقاطع الألمنيوم المطلية بالمسحوق والمغطاة بورق حبيبات الخشب إلى الفرن للمعالجة.
تعتمد درجة حرارة الخبز ووقته على شكل مقاطع الألمنيوم ونمط حبيبات الخشب المراد نقلها بالحرارة.
وينبغي النظر في عمق النسيج والعوامل الشاملة الأخرى وتعديلها بشكل مناسب.
عادة, درجة حرارة معالجة نقل الحرارة هي 180 درجة مئوية والوقت 10 الدقائق.
أخرج مقاطع الألمنيوم المنقولة بالحرارة من الحبوب الخشبية من الفرن, تمزيق ورق الحبوب الخشبية, وتنظيف السطح.
في الوقت الحالي, لقد أصبحت هذه العملية قديمة الطراز وتم إغلاق مصانع الإنتاج.
2. طريقة تفريغ الورق من الخشب والأكياس البلاستيكية
في الوقت الحالي, تتمثل طريقة تسامي حبيبات الخشب في تغليف مقاطع الألمنيوم ليتم نقلها حرارياً بورق حبيبات الخشب ولصق السطح الحدودي لورق حبيبات الخشب بشريط لاصق مقاوم للحرارة العالية لمنع ورق حبيبات الخشب من الارتخاء.
ضع كيسًا بلاستيكيًا يتمتع بمقاومة درجات الحرارة العالية ونفاذية الهواء بشكل جيد على مقاطع الألمنيوم المغطاة بورق حبيبات الخشب, ثم قم بالفراغ من طرفي الكيس البلاستيكي حتى يصبح الكيس البلاستيكي قريبًا من مقاطع الألمنيوم.
من خلال الضغط السلبي, يمكن أيضًا ربط ورق الحبوب الخشبية المضغوط بواسطة الكيس البلاستيكي لمقاطع الألمنيوم بإحكام بمقاطع الألمنيوم.
يتم ضبط الضغط السلبي للفراغ بشكل صحيح وفقا لشكل مقاطع الألمنيوم المراد نقلها والضغط السلبي الذي يمكن أن يتحمله الكيس البلاستيكي.
أرسل مقاطع الألمنيوم المغلفة إلى الفرن للمعالجة.
يجب ضبط درجة حرارة الخبز ووقت الخبز بشكل صحيح وفقًا لشكل مادة الألومنيوم المراد نقلها, عمق نسيج الحبوب الخشبية المراد نقلها, إلخ.
عادة, درجة حرارة المعالجة 180 درجة مئوية والوقت هو 15 الدقائق.
أخرج مادة الألومنيوم ذات التأثير الخشبي من الفرن, واسحب الكيس البلاستيكي من أحد طرفي ملف الألمنيوم, يمكن إعادة استخدام هذه الحقيبة البلاستيكية, تمزيق ورق الحبوب الخشبية, وتنظيف السطح.
3. فيلم الحبوب الخشبية PE للتسامي
في الوقت الحالي, تستخدم معظم عمليات تسامي الحبوب الخشبية فيلم حبيبات الخشب PE لإغلاق مقاطع الألمنيوم ليتم نقلها بالحرارة إلى كيس أنبوبي من خلال التعبئة الأوتوماتيكية لملفات الألومنيوم وآلة الختم بالموجات فوق الصوتية.
يتم سحب الفراغ من طرفي كيس فيلم حبيبات الخشب PE الأنبوبي حتى يمكن لفيلم نقل PE أن يلتصق بشكل كامل بملف الألمنيوم.
يتم ضبط الضغط السلبي للفراغ بشكل صحيح وفقًا لشكل الألومنيوم المراد نقله بالحرارة والضغط السلبي الذي يمكن أن يتحمله فيلم حبيبات الخشب PE.
أرسل مقاطع الألمنيوم المفرغة بالمكنسة الكهربائية إلى الفرن للمعالجة.
يجب ضبط درجة حرارة الخبز ووقت الخبز بشكل صحيح وفقًا لشكل ملف الألومنيوم المراد نقله, عمق نسيج الحبوب الخشبية المراد نقلها, إلخ.
عادة, درجة الحرارة 180 درجة مئوية والوقت 15 الدقائق.
ادفع مقاطع الألمنيوم ذات التأثير الخشبي إلى الخارج من الفرن, قم بتفجير كيس فيلم نقل PE عن طريق نفخ الهواء تلقائيًا, وتمزيق فيلم الحبوب الخشبية PE المتبقي بعد التبريد.
يتم تفريغ طبقة حبيبات الخشب PE لنقل الحرارة لحبيبات الخشب المختلفة.
نمط تأثير الحبوب الخشبية واضح وله إحساس قوي بالتسلسل الهرمي.
يخترق حبر حبيبات الخشب الطبقة السفلية من طبقة طلاء مقاطع الألمنيوم, بحيث يكون لديه احتفاظ قوي باللمعان ومقاومة الطقس.
التحكم في إنتاج مقاطع الألومنيوم التسامي تأثير الحبوب الخشبية على النحو التالي:
1. تحقق من ورق الحبوب الخشبية وملف الألمنيوم
تحقق أولاً مما إذا كان سطح ورق الحبوب الخشبية ناعمًا, خالية من الشقوق, بقع, الثقوب, نمط واضح, ويجب ألا تكون هناك علامات تدفق مادي أو علامات غاز على سطح طبقة حبيبات الخشب, لا البقع, الثقوب, نمط واضح, لا التجاعيد.
تأكد من أن سطح الألومنيوم غير مسموح به ببقع الزيت, خدوش خطيرة, اختلافات اللون, وغيرها من العيوب التي تؤثر على جودة تسامي حبيبات الخشب; عيوب سطح الألومنيوم عيوب طحن وتنظيف الجهاز, زوايا حادة, إلخ. يجب صقلها وتنظيفها وتغطيتها بورق لاصق لتجنب ثقب كيس التفريغ والتأثير على جودة التسامي بتأثير الحبوب الخشبية.
2. شروط اختبار الألوان
تحقق مما إذا كان هناك أي اختلاف بين لون مسحوق التمهيدي المطلي حديثًا ولون مسحوق التمهيدي القياسي المتبقي من الفترة السابقة.
إذا لم يكن هناك فرق, ترتيب اختبار اللون; يجب أن يضمن كل اختبار لون أن الفرن ممتلئ بالإنتاج
لا يجوز مطلقًا إجراء اختبار الألوان في الفرن على قطعة واحدة فقط من المادة.
من الضروري العثور على المادة الملونة لنفس العملية واختبار اللون معًا عند امتلاء الفرن. يتم التحكم في سمك الفيلم عند 55-75 ميكرومتر لتقليل خطأ اختبار اللون.
إذا كان هناك فرق كبير في الوضع أعلاه, استخدم أنبوبًا مربعًا أو مقطعًا من الألومنيوم مع قسم كبير لنقل الحرارة بنفس نمط ورق الحبوب الخشبية القديم والجديد على نفس قطعة المادة, ووضع علامة جيدة على ورق الحبوب الخشبية القديم والجديد.
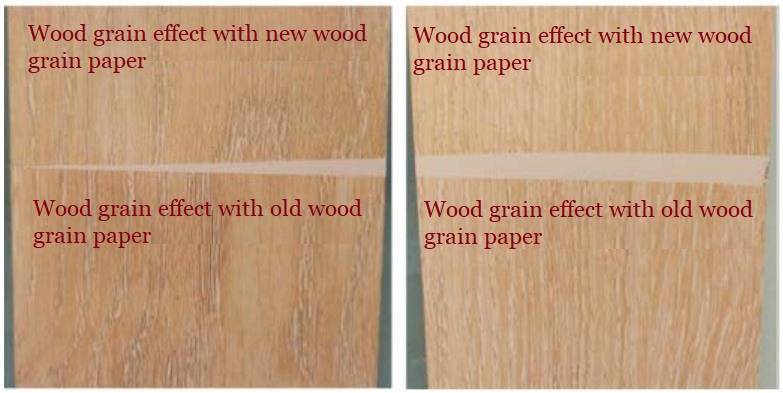
بعد التسامي, تحقق مما إذا كان هناك أي اختلاف في اللون.
إذا كان هناك اختلاف في اللون, استخدم أولاً وقت المعالجة لضبط اختبار اللون.
إذا كنت بحاجة إلى ضبط درجة حرارة الفرن, يمكن أن تكون درجة حرارة الفرن المعدلة ضمن نطاق ±5 درجة مئوية فقط.
3. تحقق من سمك الطلاء لملف الألمنيوم
بعد اجتياز اختبار الألوان, تحقق على الفور مما إذا كان هناك سمك طلاء لمحات الألومنيوم أقل من 50 ميكرومتر أو أكثر 75 ميكرومتر.
إذا كان هناك سمك طلاء غير طبيعي, خذ قطعة واحدة من سمك الطلاء أقل من 50 ميكرومتر وأكثر من 75 ميكرومتر لكل منهما, ووضعها في الفرن مع مواد الطلاء ذات سمك الطلاء الطبيعي لإنتاج دفعة واحدة, وتحقق من سمك الطلاء العالي والمنخفض بعد المعالجة, لا يمكن إنتاج ما إذا كان لون مقاطع الألمنيوم مؤهلاً إلا بعد اجتياز الاختبار.
4. تغطية ورق الحبوب الخشبية
قبل تغطية ورق الحبوب الخشبية, من الضروري إغلاق نهاية ملف الألمنيوم بورق لاصق لتجنب الأشياء الحادة في النهاية, تخترق الزوايا الحادة ورق حبيبات الخشب أثناء إنتاج عملية تسامي حبيبات الخشب.
5. تحقق من إحكام ربط الكم ومسمار الأكمام
بعد أن يتم تغطية ملف الألمنيوم بورق حبيبات الخشب والكيس البلاستيكي المقاوم لدرجة الحرارة العالية, عندما يتم تفريغها, يجب أن يكون غلاف منفذ شفط الهواء مشدودًا إلى أقصى درجة, ثم يجب تشديد المسمار الأكمام, ومن ثم ينبغي فتح صمام الفراغ لتشديد ملف الألومنيوم.
لملف الألمنيوم غير المنتظم, من الضروري سحب ورق الحبوب الخشبية وطيه في زاوية الأخدود, ووضع ورق الحبوب الخشبية المطوي في زاوية الأخدود, وذلك لتجنب عدم وجود تأثير حبيبات الخشب في زاوية الأخدود.
6. تحقق من تشديد ملف الألمنيوم عن طريق التنظيف بالمكنسة الكهربائية
بعد تطبيق كل طبقة من الألومنيوم, تحقق مما إذا كان ملف الألومنيوم محكمًا عن طريق التنظيف بالمكنسة الكهربائية.
تتمثل طريقة الفحص في دفع الكيس البلاستيكي المقاوم للحرارة العالية بقوة بأصابعك.

إذا كانت فضفاضة عند دفعها, والكيس البلاستيكي المقاوم لدرجات الحرارة العالية ينتفخ فقاعات الهواء, لم يتم تشديد ملف الألومنيوم.
إذا لم يتم تشديده بالمكنسة الكهربائية, من الضروري التحقق مما إذا كان الكيس البلاستيكي المقاوم لدرجات الحرارة العالية تالفًا, ما إذا كان هناك تسرب للهواء وانسداد في منفذ الشفط, ما إذا كان الضغط طبيعيا, وما إذا كان هناك عدد قليل جدًا من قطع مقاطع الألمنيوم التي لا يتم إحكام ربطها بالمكنسة الكهربائية.
7. اضبط ضغط الفراغ وفقًا لحجم وسمك جدار ملف الألومنيوم
لملف الألمنيوم العام للنافذة والباب, سمك الجدار بين 1.0-2.0 ملم, والضغط هو 0.028-0.038 MPa;
للأقسام الكبيرة أو سمك الجدار لملف الألمنيوم أكبر من 2.0 مم, الضغط هو 0.04-0.05 MPa, حتى لا يسبب تشوه شكل الألومنيوم بسبب الضغط الزائد, وخاصة بالنسبة لمحات الألومنيوم أنبوب مربع.
8. التحقق من التفاصيل مرة أخرى
بعد وضع جميع مقاطع الألمنيوم على الجهاز, تحقق مرة أخرى مما إذا كان هناك أي تسرب للهواء في الكيس البلاستيكي المقاوم لدرجات الحرارة العالية, ما إذا كان برغي منفذ الشفط مغلقًا, ما إذا كانت قيمة ضغط الفراغ ضمن النطاق المطلوب, ما إذا كانت جميع مقاطع الألمنيوم مشدودة بالمكنسة الكهربائية, قيمة درجة حرارة الفرن المضبوطة وقيمة درجة حرارة الفرن الفعلية سواء كانت ضمن نطاق ± 5 ℃, بعد التأكد من صحته, أدخليه إلى الفرن للإنتاج.
9. اختلاف اللون في النمط
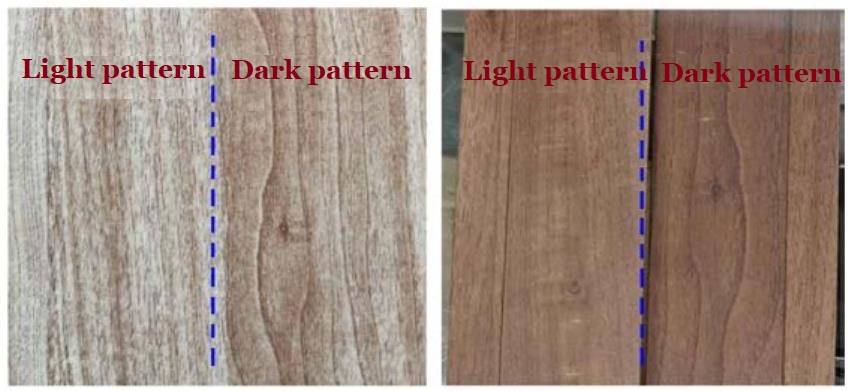
بالنسبة لبعض تأثيرات حبيبات الخشب مع اختلافات لونية واضحة في النمط, عند أخذ عينات من لون هذا النوع من تأثير الحبوب الخشبية, من الضروري تحديد نمط تأثير حبيبات الخشب مع اختلافات واضحة في الألوان وجعلها متسامية واستخدام نوعين من العينات ذات حبيبات واضحة.
يمكن إنتاجه فقط بعد التأكد من وجود نوعين من ورق حبيبات الخشب ذو اللون المختلف في النموذج.
10. سمك جدار مختلف من الألومنيوم, وقت علاج مختلف
بسبب سمك الجدار السميك لمحات الألومنيوم, التدفئة أبطأ, ويكون تغلغل الحبر أبطأ; في حين أن سمك الجدار الرقيق لملف الألمنيوم يكون أسرع, اختراق الحبر أسرع.
وبالتالي, عند إنتاج مقاطع الألمنيوم مع اختلافات في سمك الجدار, لا يمكن أن تكون عملية الإنتاج هي نفسها, مطلوب إنتاج منفصل, ويختلف وقت الخبز لمقاطع الألمنيوم الرقيقة والسميكة بشكل عام بحوالي 2-6 الدقائق.
إن تشكيلات الألمنيوم ذات التأثير الخشبي الحبيبي هي نوع من مواد الديكور, الذي له ملمس واضح, تأثير تسامي الحبوب الخشبية جيد, ومجموعة تطوير واسعة, مثل الحبوب الخشبية, الحبوب الرخامية, تأثير الرسوم المتحركة, ويمكن طباعة الأنماط الشخصية على ورق حبيبات الخشب عن طريق صنع القوالب.
إن تأثير التحفيز القوي لورق الحبوب الخشبية والتكنولوجيا الناضجة يجعل المنتج ممتازًا.
إن خاصية حبيبات الخشب التي تنتقل بالحرارة هي أن الحبر يتغير من الحالة الصلبة إلى الحالة البخارية عند درجة حرارة محددة وله قوة اختراق قوية, الذي يخترق الطلاء لإكمال تأثير النقل.
يستخدم على نطاق واسع في زخرفة المواد المعدنية. بسبب تكنولوجيا الإنتاج الناضجة وتأثير المنتج الجيد, يمكن أن يحل محل الخشب الصلب واليشم بالكامل, وتحقيق كامل قطعة أخرى من تطبيق الألومنيوم ذو تأثير الحبوب الخشبية وقطعة واحدة أقل من قطع الخشب
وبالتالي, إن تطوير التسامي بتأثير الحبوب الخشبية أمر واعد للغاية.
في التطوير والتحديث المستمر لمنتجات الألمنيوم, مطابقة ورق الحبوب الخشبية و آلة نقل الحرارة الخشب الحبوب فراغ وتنتج مصانع المعالجة منتجات ذات تأثيرات أفضل وأداء أعلىص السوق.









